Изобретение относится к области разделения газов и может быть использовано для сепарации газовых смесей.
Половолоконные модули эффективны при разделении газовых и жидких смесей благодаря тому, что характеризуются большой площадью мембраны на единицу объема. Однако существует необходимость в дальнейшем повышении эффективности половолоконных модулей. Оно может быть достигнуто различными способами.
Лучшим способом является увеличение диаметра модуля. Модуль остается компактным и удобным в изготовлении и нет необходимости в изменении таких характеристик, как повышение давления, изменение рабочей температуры и т.д.). Однако при увеличении диаметра модуля повышаются требования, предъявляемые к составам герметиков, используемых для герметизации волокон. В промышленности для герметизации волокон обычно используют полимерные смеси.
Например, известен способ производства половолоконного мембранного модуля, включающий формование по меньшей мере части распределительного входного элемента из материала, который подвержен быстрому растворению или быстрому поглощению и диспергированию в воде, горячей воде или органическом растворителе, размещение внутренней торцевой поверхности формованного распределительного входного элемента для сырой текучей среды внутри клеевого фиксирующего элемента, обеспечение клеевого соединения распределительного входного элемента для сырой текучей среды, половолоконной мембраны, переходного элемента для проникающей текучей среды и корпуса модуля друг с другом и затем создание условий для растворения или поглощения и диспергирования по меньшей мере части распределительного входного элемента для сырой текучей среды в любой жидкости из группы, в которую входят вода, горячая вода и органический растворитель, с образованием распределительного входного элемента для сырой текучей среды. Полученный половолоконный мембранный модуль включает трубчатый корпус; комплект многочисленных половолоконных мембран, смонтированный в корпусе модуля; клеевые фиксирующие элементы, закрепляющие торцевые концы комплекта мембран в корпусе модуля так, что исходная текучая среда может проходить через внутреннее пространство половолоконных мембран; переходный элемент для проникающего потока текучей среды, предназначенный для проницаемого соединения наружных торцевых поверхностей клеевых фиксирующих элементов посредством трубы с эквивалентным диаметром, значительно большим, чем у половолоконных мембран; и распределительный входной элемент для сырой текучей среды, предназначенный для подачи сырой текучей среды в корпус модуля возле одного из клеевых фиксирующих элементов, где в распределительном входном элементе для сырой текучей среды имеется множество впускных отверстий для сырой текучей среды, просверленных в промежутке между половолоконными мембранами так, чтобы обеспечивать возможность подачи сырой текучей среды вдоль половолоконных мембран. В качестве клея может быть использован термореактивный полимерный материал, например эпоксидная смола, уретановая смола или силикон (см. патент РФ №2426586 С1, кл. МПК B01D 63/02, опубл. 20.08.2011).
Применение полимерных герметиков вызывает проблемы как при изготовлении модуля, так и при его применении. Технология герметизации является сложной, смеси отличаются долгим временем застывания, их сложно закрепить в модуле, так что требуется их обжимка металлом, из-за высокой вязкости полимера и высокой плотности укладки волокон они закрепляются неравномерно, особенно в случае изготовления модуля большого диаметра. Кроме того, в процессе герметизации при застывании полимерного материала возникают зоны локального перегрева. Температура в них настолько высока, что приводит к деградации (плавлению, разрушению), герметизирующих волокон и, как следствие, неработоспособности (неэффективной работе) половолоконного модуля. При эксплуатации половолоконного модуля проявятся другие недостатки применяемого герметика - старение полимера со временем и достаточно сильная усадка. При усадке герметика возникают острые пики, прилегающие к волокнам, которые при работе модуля могут нарушать их целостность (см. Фиг. 1. На Фиг. 1: А - Герметизации полимером, В - Усадка полимерного герметика и образование острых краев, С - Работа модуля. Расширение волокон под давлением, D - Обрыв волокон). Известный модуль применяют при очистке воды; в случае его применения в газоразделении еще одним недостатком станет неэффективный теплоотвод.
Для улучшения усадки и адгезии герметика к волокнам, а также улучшения затвердевания в патенте РФ №2426586 в смесь могут добавлять тонкодисперсный порошок, такой как сажа. Однако сажа легко воспламеняется. При попытке использовать известный модуль для газоразделения это может привести к повреждению и плавлению волокон, а также воспламенению или взрыву газовых смесей. Кроме того, при высоких температурах сажа может химически взаимодействовать с компонентами разделяемых смесей, например с водородом, с образованием взрывоопасного метана.
Наиболее близкими к предложенным являются способ получения половолоконного газоразделительного модуля, включающий помещение полых волокон в «сыром» состоянии в полую цилиндрическую форму (например, керамическую, металлическую, стеклянную), заливку их герметиком, нагрев до спекания материала волокон и твердения герметика, срезание волокон с герметиком и закрепление одной или нескольких форм с полыми волокнами в корпусе модуля, имеющем отверстия, соответствующие срезам волокон; а также модуль, полученный этим способом (см., патент US 6887304 В2, кл. МПК B01D 63/00, опубл. 03.05.2005).
Обычно в этом модуле используют керамические волокна и полимерный герметик, что приводит ко всем вышеперечисленным недостаткам: долгое время застывания; сложность закрепления; неравномерность закрепления волокон, что может нарушить работоспособность модуля, так как срезы волокон не будут соответствовать отверстиям в корпусе модуля; старение полимера со временем; достаточно сильная усадка, при которой возникают острые пики; неэффективный теплоотвод и образование зон локального перегрева.
В перечне, приведенном в описании к патенту US 6887304, указано, что могут применять и полые волокна из стали или сплавов переходных металлов и герметик из того же материала, что и сами волокна, то есть сплава металла того же состава. Однако в этом случае изготовление модуля практически неосуществимо из-за того, что температуры плавления материалов герметика и волокон совпадают. Герметизация при этой температуре приведет к плавлению и разрушению самих волокон, а при меньшей температуре будет неэффективной. Полученный известным способом модуль окажется неработоспособным.
Кроме того, независимо от состава волокон и герметика, герметизация путем литья герметика в форму с волокнами может привести к заливке герметика в их открытые концы. Волокна с залитыми герметиком полостями не будут участвовать в работе модуля.
Задача изобретения - повышение эффективности герметизации волокон в половолоконном газоразделительном модуле, упрощение изготовления модуля и исключение разрушения полых волокон как в процессе герметизации, так и в процессе эксплуатации из-за усадки герметика.
Поставленная задача решается тем, что в половолоконном газоразделительном модуле, включающем корпус и закрепленную в нем полую цилиндрическую форму с герметизированными сплавом металлов полыми волокнами со срезанными концами, зону ввода газовой смеси и зоны выхода прошедшего и не прошедшего через мембрану газов, в качестве сплава металлов используют легкоплавкий сплав, температура плавления которого ниже температуры плавления волокон и выше заранее заданной температуры работы модуля, в качестве полых волокон - волокна, предварительно проклеенные и покрытые слоем нефтепродукта с температурой кипения выше температуры плавления герметика, а полая цилиндрическая форма выполнена с горизонтальными сквозными отверстиями по периметру цилиндра.
Поставленная задача также решается тем, что в способе изготовления половолоконного газоразделительного модуля, включающем размещение в полой цилиндрической форме герметика - сплава металлов, герметизацию полых волокон герметиком с помощью нагрева, срезание волокон после затвердевания герметика и закрепление полой цилиндрической формы с волокнами в корпусе модуля. Для изготовления указанного модуля полые волокна до герметизации предварительно проклеивают и погружают в нефтепродукт с температурой кипения выше температуры плавления герметика, до размещения в указанной форме герметика ее устанавливают в разъемный стакан, после указанного размещения осуществляют нагрев герметика до плавления, удаление шлака с поверхности расплава, погружение указанных волокон в расплав, выдерживание до затвердевания герметика, а срезание волокон осуществляют вместе с выступающей частью сплава после разделения разъемного стакана и извлечения указанной формы с герметизированными волокнами.
До герметизации при проклеивании дополнительно могут изолировать клеем открытые концы волокон, если используют полые волокна со срезанными концами.
Использование в качестве герметика легкоплавких сплавов с заданной температурой плавления - ниже температуры плавления герметизируемых волокон и выше температуры, при которой будет работать модуль - обеспечивает много преимуществ по сравнению с обычно применяемыми герметиками из полимерных смесей: скорость изготовления, простота изготовления, экологическая безопасность (в том числе возможность повторного применения сплавов в качестве герметика, что не реализуется в случае применения полимерных смесей), легкая фиксация герметика в модуле, равномерная герметизация без образования полостей между волокнами, обеспечение хорошего теплоотвода благодаря теплоемкости, отличная адгезия герметика к проклеенным волокнам. Кроме того, усадка полимерных сплавов является очень низкой, и острые пики не образуются. Для еще большего снижения усадки до герметизации на волокна наносят толстый слой вязкого нефтепродукта, например вазелинового масла. Нефтепродукт выбирают из различных смазочных масел, а также других нефтепродуктов, температура кипения которых выше температуры плавления герметика, так что в процессе герметизации нанесенный на волокна нефтепродукт не испаряется. В этом случае в процессе эксплуатации возникают вогнутые пики, которые не повреждают волокон (см. Фиг. 2) при работе половолоконного модуля. На Фиг. 2: Е - герметизация легкоплавким сплавом металла волокон с нанесенным на них нефтепродуктом, F - усадка легкоплавкого сплава. Толстый слой нефтепродукта на поверхности волокон получают, погружая в него проклеенные и собранные в пучок или упакованные волокна.
Могут применять любые волокна с температурой плавления выше температуры плавления сплава - керамические, металлические, полимерные. Основными компонентами легкоплавкого сплава могут являться свинец, висмут, олово, кадмий, таллий, ртуть, индий, галлий или цинк. Например, при применении полиамидных волокон в качестве герметика могут использовать сплав Розе. Температура плавления полиамида-6 составляет около 215-220°С, тогда как температура плавления сплава Розе только 94°С.
Клей не должен химически взаимодействовать с материалом волокон, в частности при применении полиамидных волокон подходит эпоксидный клей.
Предварительное проклеивание волокон эпоксидным клеем или иным клеем с достаточной адгезией к материалу волокон так, чтобы их концы были запечатаны (изолированы), позволяет избежать заливки полостей волокон герметиком. Высота нанесенного слоя клея не должна превышать высоты столба расплавленного сплава металла, например составлять примерно половину его высоты.
Перед началом собственно герметизации в разъемный стакан для плавления и герметизации вставляют полую цилиндрическую форму и помещают в нее гранулы сплава, нагревают стакан до температуры плавления сплава и удаляют шлак, выступивший на поверхность расплава. По периметру полой цилиндрической формы сделаны горизонтальные отверстия и герметизирующий сплав проникает в эти отверстия. В процессе застывания герметизирующего сплава образуются распорки, дополнительно закрепляющие загерметизированные волокна в каркасе.
Только после этого в расплав погружают подготовленные волокна. Нагревание стакана прекращают. Максимально погруженные волокна выдерживанию в расплаве герметика до полного его застывания.
Затем разъемный стакан разделяют, извлекая форму с герметизированными волокнами. Стакан легко можно собрать и вновь использовать для изготовления половолоконного модуля. Выступающую часть сплава вместе с волокнами срезают, таким образом открывая срез загерметизированных волокон.
Полая цилиндрическая форма создана из того же материала, что и корпус модуля (из металла, чаще всего - из нержавеющей стали), поэтому она становится частью модуля. Ее закрепляют в корпусе модуля, например, с помощью сварки. Возможны и другие способы соединения.
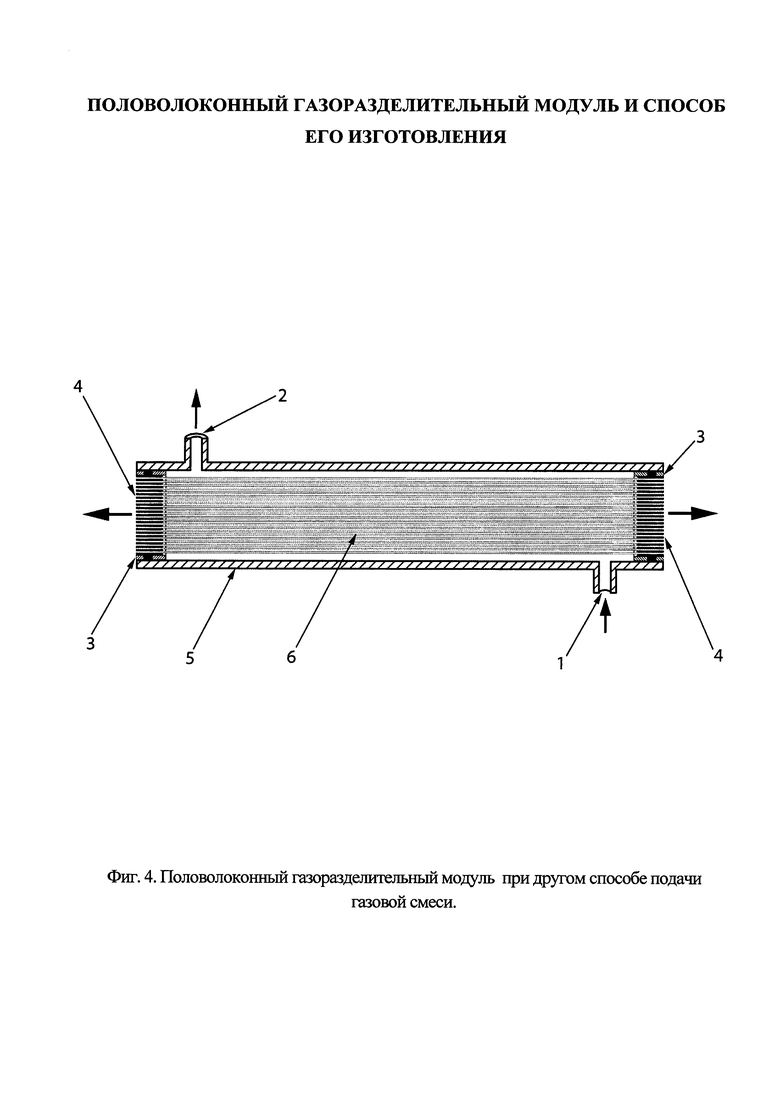
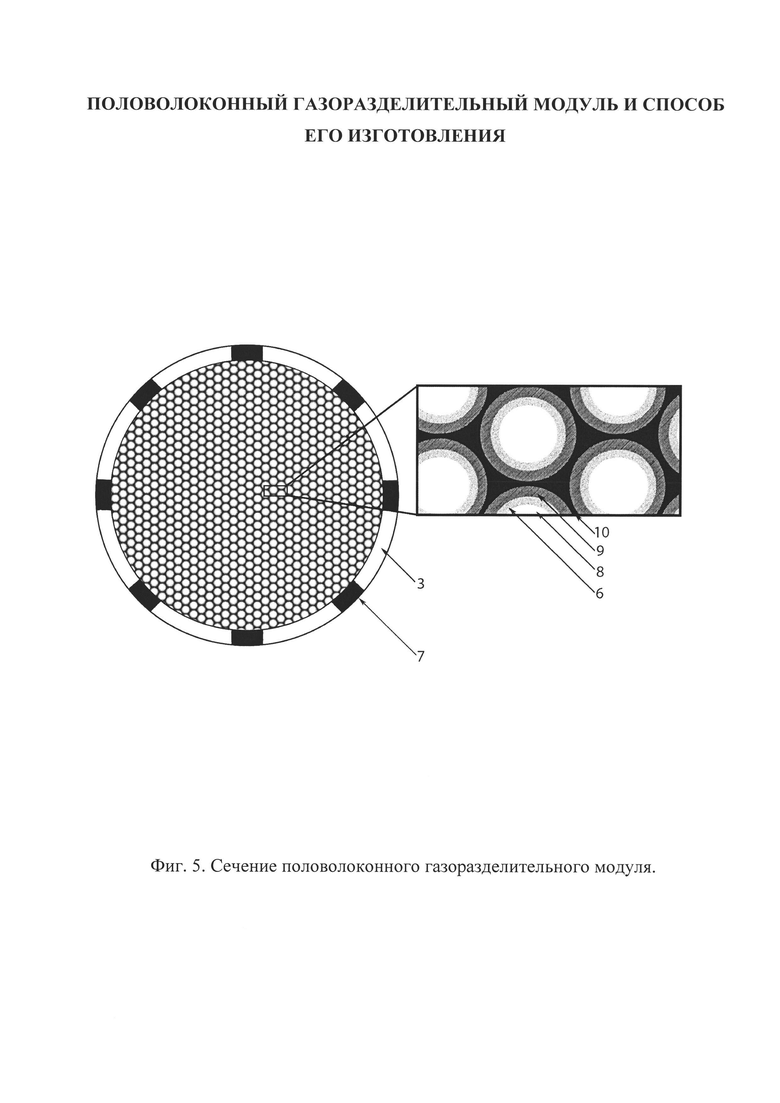
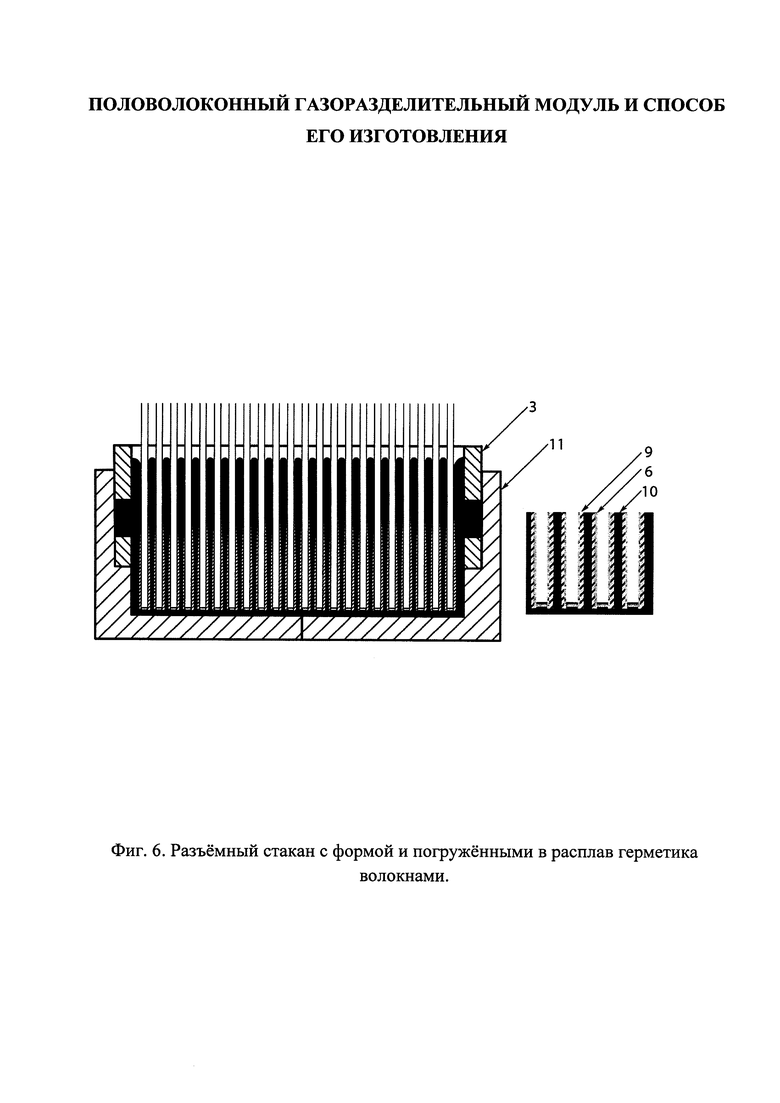
Полученный половолоконный газоразделительный модуль изображен на Фиг. 3 и Фиг. 4, где отражены разные модели модулей, отличающиеся друг от друга лишь местами ввода и выхода газов. Модуль состоит из корпуса модуля (5) с зоной ввода газовой смеси (1); зоной выхода газа, не прошедшего через мембрану волокон (2); зоны выхода газа, проходящего через волокна (4). С двух концов волокна загерметизированы сплавом металлов в полой цилиндрической форме (3) с горизонтальными отверстиями по периметру (7), выполненной из того же материала, что и корпус модуля (например: нержавеющая сталь). На Фиг. 5 изображено сечение внутренней детали корпуса - полой цилиндрической формы, заполненной загерметизированными полыми волокнами (6). На Фиг. 6 показан разъемный стакан с формой и погруженными в расплав герметика волокнами. Материал проклейки (9) обладает адгезией и к волокнам (6), и к герметику (10), обеспечивая закрепление волокон в герметике, а также защищая полость (8) каждого волокна от заполнения герметиком.
Половолоконный газоразделительный модуль могут использовать для разделения газовых смесей, например выделения гелия, азота из природного газа, очистки водорода и синтез-газа и т.д.
Установка работает следующим образом.
Разделяемую газовую смесь подают в зону (1) корпуса модуля (5). Смесь проникает через полые загерметизированные волокна (6), и выделяемый компонент выводят посредством создания отрицательного давления (вакуума) через зону (4). Не прошедший через полые волокна газ выводят через зону (2). Поверхность волокон, которая проклеена и покрыта нефтепродуктами, не участвует в процессе газоразделения (через них просто проходит газ).
Осуществление заявленного способа изготовления модуля подтверждается примером его осуществления.
Пример. В качестве герметика выбирают сплав двойной эвтектики Bi-Pb с температурой плавления 124°С. Полые волокна из полиамида имеют температуру плавления выше температуры плавления сплава. На концы волокон наносят эпоксидный клей так, чтобы запечатать их концы. Высота нанесения клея примерно соответствует половине предполагаемой высоте столба расплава герметика. Проклеенные волокна собирают в пучок и погружают в нефтепродукт - вазелиновое масло.
Полую цилиндрическую форму из нержавеющей стали вставляют в разъемный стакан для плавления и герметизации. В этот стакан засыпают гранулы сплава - герметика. Нагревают стакан до температуры плавления сплава - 124°С. При этом герметик проникает через отверстия полой формы. Выступивший на поверхность расплава шлак удаляют и в расплав герметика погружают подготовленные волокна, максимально опуская их в цилиндрическую форму. Разъемный стакан (11) со вставленной в него формой и погруженными в расплав волокнами представлен на Фиг. 6 (слой нефтепродукта не показан). Сразу после этого нагрев прекращают. Выдерживают волокна в герметике до его полного застывания (затвердевания) в течение одного часа. В процессе застывания прошедший через отверстия в полой форме сплав образует распорки, дополнительно закрепляющие в ней герметизированные волокна. Разъемный стакан разделяют, извлекая форму с герметизированными волокнами (представлена на Фиг. 7). После этого выступающую часть сплава срезают так, что открывается срез волокон. Форма со срезанными волокнами представлена на Фиг. 8.
Если срезы используемых волокон до герметизации не открыты, при проклеивании их концы не запечатывают клеем.
Полую цилиндрическую форму вставляют в корпус модуля из нержавеющей стали и приваривают, получая половолоконный газоразделительный модуль. Благодаря данному способу герметизации диаметр модуля может варьироваться.
Модуль был изготовлен быстрым и простым способом. Волокна надежно зафиксированы в модуле. Обеспечена их плотная укладка с получением равномерной ячеистой структуры (см. Фиг. 5). Полые волокна в процессе изготовления не подвергались разрушению, повреждению или заливке полости герметиком. Благодаря нанесенному на волокна слою нефтепродукта и низкой усадке сплава в процессе эксплуатации также не происходит разрушения волокон. Сплавы металлов как герметики обеспечивают хороший теплоотвод, предотвращая возможность воспламенения или взрыва разделяемых газовых смесей. Таким образом, поставленная задача успешно выполнена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЛОКОННОГО МОДУЛЯ | 2018 |
|
RU2706302C1 |
| ПОЛОВОЛОКОННЫЙ КАРТРИДЖ, ЕГО КОМПОНЕНТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2641127C2 |
| ПЛАЗМОФИЛЬТР И СПОСОБ ЕГО СБОРКИ | 2016 |
|
RU2642272C1 |
| МЕМБРАННО-КАРТРИДЖНАЯ СИСТЕМА | 2014 |
|
RU2669624C2 |
| НОВЫЕ КАРТРИДЖИ И МОДУЛИ ДЛЯ РАЗДЕЛЕНИЯ ТЕКУЧИХ СРЕД | 2016 |
|
RU2707515C2 |
| ПЛАЗМОФИЛЬТР | 2012 |
|
RU2514545C2 |
| ПОЛОВОЛОКОННЫЙ МЕМБРАННЫЙ МОДУЛЬ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СБОРОЧНЫЙ УЗЕЛ С ПОЛОВОЛОКОННЫМ МЕМБРАННЫМ МОДУЛЕМ И СПОСОБ ОЧИСТКИ СУСПЕНДИРОВАННОЙ ВОДЫ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2008 |
|
RU2426586C1 |
| ЭПОКСИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2023 |
|
RU2823033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ И КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2469063C1 |
| САМОКЛЕЯЩЕЕСЯ ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО СО СЛОЕМ КЛЕЯЩЕГО ГЕРМЕТИКА | 2019 |
|
RU2759816C1 |





Изобретение относится к области разделения газов и может быть использовано для сепарации газовых смесей. Половолоконный газоразделительный модуль включает корпус и закрепленную в нем полую цилиндрическую форму с герметизированными сплавом металлов полыми волокнами со срезанными концами, а также зону ввода газовой смеси и зоны выхода прошедшего и не прошедшего через мембрану газов. В качестве сплава металлов используют легкоплавкий сплав, температура плавления которого ниже температуры плавления волокон и выше заранее заданной температуры работы модуля. Волокна предварительно проклеивают и погружают в нефтепродукт с температурой кипения выше температуры плавления герметика. При проклеивании могут дополнительно изолировать клеем открытые концы волокон. Полая цилиндрическая форма выполнена с горизонтальными сквозными отверстиями по периметру цилиндра. Для изготовления этого модуля форму устанавливают в разъемный стакан, размещают в ней сплав, нагревают до его плавления, удаляют шлак с поверхности расплава, погружают в него проклеенные волокна со слоем нефтепродукта и выдерживают до затвердевания герметика. После этого разъемный стакан разделяют, извлекая форму с волокнами. Волокна срезают вместе с выступающей частью сплава и закрепляют форму в корпусе модуля. Технический результат - повышение надежности герметизации волокон и равномерности их укладки при исключении их разрушения как в процессе изготовления модуля, так и в процессе его эксплуатации, а также исключении заливки их полостей герметиком, улучшение теплоотвода в процессе газоразделения при изготовлении модуля быстрым и простым способом. 2 н. и 1 з.п. ф-лы, 8 ил., 1 пр.
1. Половолоконный газоразделительный модуль, включающий корпус и закрепленную в нем полую цилиндрическую форму с герметизированными сплавом металлов полыми волокнами со срезанными концами, зону ввода газовой смеси и зоны выхода прошедшего и не прошедшего через мембрану газов, отличающийся тем, что в качестве сплава металлов используют легкоплавкий сплав, температура плавления которого ниже температуры плавления волокон и выше заранее заданной температуры работы модуля, в качестве полых волокон - волокна, предварительно проклеенные и покрытые слоем нефтепродукта с температурой кипения выше температуры плавления герметика, а полая цилиндрическая форма выполнена с горизонтальными сквозными отверстиями по периметру цилиндра.
2. Способ изготовления половолоконного газоразделительного модуля, включающий размещение в полой цилиндрической форме герметика - сплава металлов, герметизацию полых волокон герметиком с помощью нагрева, срезание волокон после затвердевания герметика и закрепление полой цилиндрической формы с волокнами в корпусе модуля, отличающийся тем, что для изготовления модуля по п. 1 полые волокна до герметизации предварительно проклеивают и погружают в указанный нефтепродукт, до размещения в указанной форме герметика ее устанавливают в разъемный стакан, после указанного размещения осуществляют нагрев герметика до плавления, удаление шлака с поверхности расплава, погружение указанных волокон в расплав, выдерживание до затвердевания герметика, а срезание волокон осуществляют вместе с выступающей частью сплава после разделения разъемного стакана и извлечения указанной формы с герметизированными волокнами.
3. Способ по п. 2, отличающийся тем, что при проклеивании дополнительно изолируют клеем открытые концы волокон.
| US 6887304 B2, 03.05.2005 | |||
| Пермеатор | 1981 |
|
SU1134112A3 |
| US 3422008 A1, 14.01.1969 | |||
| US 20090004538 A1, 01.01.2009. | |||

