Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению декоративных поверхностей с использованием технологии краскоструйной печати.
Уровень техники
Глубокая, офсетная и флексографическая печать в различных областях применения во все больших масштабах заменяются промышленными системами краскоструйной печати, которые в настоящее время доказали свою гибкость в применении, как, например, в случае печати переменных данных, что делает возможными короткие производственные циклы и получение индивидуализированной продукции, и свою улучшенную надежность, что обеспечивает возможность встраивания в производственные технологические линии.
Технология краскоструйной печати привлекла также внимание и предприятий по производству декоративных поверхностей, таких как ламинированное напольное покрытие. В современном технологическом процессе изготовления декоративных панелей, продемонстрированном на Фиг. 1, предприятие по производству бумаги (11) поставляет бумажный рулон (12) на предприятие по печати декора (13), на котором используют глубокую печать (14) для поставки бумажного рулона с декором (16) на склад (17) предприятия по производству ламинированного напольного покрытия (20). На некоторых предприятиях по печати декора (13) в настоящее время исследуют возможность использования краскоструйной печати (15) вместо глубокой печати. При ротационной глубокой печати на пористой бумаге с декором в общем случае используют краску, имеющую вязкость при 25°C в диапазоне от 1 до 2 Па.сек. Вязкость красок для краскоструйной печати является намного более низкой, зачастую находясь в диапазоне приблизительно от 1 до 15 мПа.сек при 25°C, что обеспечивает необходимость использования более дорогостоящей бумаги, имеющей специальный краскоприемный слой, в целях получения хорошего качества изображения. Предприятие по производству ламинированного напольного покрытия (20) хранит бумажные рулоны с декором (16), имеющие различные декоративные узоры, на своем складе (17). После этого в зависимости от потребностей рынка предприятие по производству ламинированного напольного покрытия (20) выбирает на своем складе (17) рулоны с декором (16), имеющие желательный декоративный узор. Затем выбранные рулоны с декором (16) импрегнируют (18) и разрезают по размеру (19) для изготовления ламинированного напольного покрытия (21), готового к применению. Склад (17) необходим в качестве буфера для внезапных больших потребностей рынка в конкретном ламинированном напольном покрытии, поскольку имеет место значительная задержка во времени между заказом и доставкой новых декоративных бумажных рулонов (16).
Один подход к уменьшению размера склада и задержек во времени разрабатывается в документе ЕР 2431190 A (THEODOR HYMMEN), в которой на Фиг. 1 описывается способ получения подвергнутых цифровой печати листа, полотна или детали пластинчатой формы (20), имеющих износостойкую поверхность, включающий стадии: А) подачи набора цифровых данных в устройство цифровой печати (1); В) подачи пригодной для печати детали (20) в печатающий аппарат (1); С) цифровой печати по меньшей мере одной акрилатной печатной краски (22) на пригодной для печати детали (20) с использованием печатающего аппарата (1), а после этого подачи смоляной смеси (5, 21) на деталь, подвергнутую цифровой печати; и (D) отверждения смоляной смеси (5, 21) с использованием обогреваемого пресса (7). Задержку во времени предприятие по производству ламинированного напольного покрытия может избежать, включая изготовление декоративных бумажных рулонов в свой собственный технологический процесс. В публикации ЕР 2431190 A (THEODOR HYMMEN) на Фиг. 2 описывается использование бумажной подложки, имеющей специальный краскоприемный слой (23), что в комбинации с более дорогостоящей акрилатной краской только увеличивает затраты для конечного продукта. Кроме того, в параграфе [0003] указывается, что использование акрилатной краски приводит к возникновению проблем с адгезией между смесью реакционноспособной меламиновой смолой и акрилатной краской, что требует принятия специальных мер, подобных использованию сшивателей, которые вступают в реакцию только выше 50°C или 70°C, что делает способ изготовления менее устойчивым к сбоям.
В документе ЕР2574476 A (TRESPA) описывается способ получения декоративной пленки, включающей импрегнированную смолой бумагу подложки, снабженную одним или несколькими покровными слоями, характеризующийся тем, что способ включает следующие далее стадии: i) получение бумаги подложки, импрегнированной смолой; ii) печать на бумаге подложки, полученной на стадии i), с использованием композиции краски с применением технологии краскоструйной печати; iii) проведение для бумаги подложки, подвергнутой печати с использованием композиции краски и полученной после стадии ii), обработки, относящейся к типу высушивания и/или отверждения; iv) нанесение по меньшей мере одного прозрачного покровного слоя на бумагу, полученную после стадии iii); и v) отверждение бумаги, полученной после стадии iv), для получения декоративной пленки.
В документе ЕР 1700689 A (DAI NIPPON PRINTING СО) описывается декоративный материал, включающий поверхностный слой и слой материала основы, ламинированный и интегрированный на его задней поверхности, характеризующийся тем, что поверхностный слой включает по меньшей мере один поверхностный слой смолы, полученный из отвержденного материала смолы, отверждающейся при использовании ионизирующего излучения, блокирующий слой для блокирования просачивания наружу неотвержденного материала термоотверждающейся смолы и слой импрегнированной бумаги, образованный из бумаги, импрегнированной термоотверждающейся смолой и отвержденной, ламинированный со стороны поверхности; и по меньшей мере самая верхняя поверхность слоя материала основы включает слой импрегнированной бумаги, образованный из бумаги, импрегнированной термоотверждающейся смолой, и отвержденный.
В документе WO 2013/050910 A (UNILIN) описывается панель настила пола, включающая сердцевину (13), отпечаток (16) и износостойкий слой (17), где сердцевину (13) собирают, по меньшей мере, из множества листов бумаги или листов других носителей (14), импрегнированных термоотверждающейся смолой (15).
Несмотря на упоминание в документах ЕР2574476 А, ЕР 1700689 А и WO 2013/050910 А использования краскоструйной печати при изготовлении декоративных панелей, во всех из них ничего не говорится об использовании красок для краскоструйной печати на основе водного полимерного латекса.
Таким образом, все еще имеется потребность в улучшенных способах изготовления декоративных поверхностей с использованием технологии краскоструйной печати и меламиновой смолы в качестве износостойкого покрытия.
Краткое раскрытие сущности изобретения
В целях преодоления описанных выше проблем настоящее изобретение относится к способу изготовления декоративных поверхностей в соответствии с пунктом 1 формулы изобретения.
В результате переосмысления всего производственного процесса было найдено намного более простое техническое решение. Один важный аспект заключается в изменении порядка импрегнирования смолой и печати. Для всех систем предшествующего уровня техники, продемонстрированных на Фиг. 1, сначала имеет место печать декоративного цветного узора на бумаге с использованием глубокой или краскоструйной печати, а после этого - импрегнирование бумаги, подвергнутой печати, термоотверждающейся смолой. В настоящем изобретении бумагу сначала импрегнируют, а после этого проводят печать в виде краскоструйной печати с использованием водных красок, которые содержат полимерное латексное связующее. Это исключает потребность в специальном краскоприемном слое на бумажной подложке в целях получения хорошего качества изображения. Одновременно также удается избежать и проблем, связанных с неполным и неоднородным импрегнированием смолой вследствие присутствия краскоприемного слоя на поверхности бумаги.
Также наблюдалось, что чрезмерно высокая степень нанесения краски вызывала возникновение проблем с адгезией и образование вздутий при горячем спрессовывании различных слоев друг с другом для получения декоративной панели. Термоотверждающаяся смола, подобная меламиноформальдегидной смоле (MF), подвергается поликонденсации при воздействии тепла в процессе прессования. Реакция поликонденсации для смолы MF приводит к образованию воды в качестве побочного продукта, которая должна покидать слой затвердевающей смолы. Слой краски исполняет функцию барьерного слоя для данного водяного пара, что в результате приводит к наблюдаемым проблемам с адгезией и образованию вздутий.
Основной выгодный эффект от настоящего изобретения заключается в намного более простом способе изготовления декоративных панелей, что непосредственно можно видеть в результате сравнения Фиг. 1 и Фиг. 2, демонстрирующих то, что изобретение заявителей больше не требует наличия промежуточной компании в виде предприятия по печати декора (13) или склада (17). Проведение печати собственными силами на предприятии по производству ламинированного напольного покрытия (20) обеспечивает максимальную гибкость. Могут быть быстро введены в производство различные изменения дизайна декоративного цветного узора, что, тем самым, сводит к минимуму зависимость от поставок от предприятия по печати декора (13). Также больше нет проблем с минимальным размером закупки, подлежащих обсуждению на переговорах с предприятием по печати декора (13). Проведение печати собственными силами обеспечивает быструю адаптируемость к тенденциям на рынке и увеличение разнообразия продукции без возникновения существенных финансовых затрат.
Замещению глубокой печати краскоструйной печатью также свойственно множество преимуществ. Больше не требуется хранение рулонов, подвергнутых глубокой печати. Кроме того, краскоструйная печать обеспечивает возможность легкого воспроизведения цвета, по сравнению со временем, требующимся для вопросов согласования цветов при глубокой печати, что обычно может занимать вплоть до 5 часов настройки. Это также непосредственно иллюстрирует то, что короткие прогоны являются намного более рентабельными при печати с использованием краскоструйной печати, по сравнению с тем, что имеет место в случае глубокой печати.
Импрегнирование смолой может вызывать значительные потери бумаги. Финансовые потери будут сведены к минимуму в случае, когда импрегнирование бумаги осуществляется сначала, а после этого для нее проводят краскоструйную печать, поскольку в таком случае должно быть отброшено меньше результатов цифровой печати. Еще одно преимущество импрегнирования, осуществляемого перед краскоструйной печатью, заключается в стабильности геометрических размеров, что делает возможным безупречное выравнивание текстуры древесины, получаемой в результате тиснения, с цветным узором древесины, получаемым в результате краскоструйной печати.
Дополнительные преимущества и варианты осуществления настоящего изобретения будут очевидны из следующего далее описания изобретения.
Краткое описание чертежей
Фиг. 1 демонстрирует технологический процесс изготовления декоративных панелей предшествующего уровня техники, где предприятие по производству бумаги (11) поставляет бумажный рулон (12) на предприятие по печати декора (13), использующее глубокую печать (14) или краскоструйную печать (15) для обеспечения доставки бумажного рулона с декором (16) на склад (17) предприятия по производству ламинированного напольного покрытия (20). В зависимости от потребности рынка предприятие по производству ламинированного напольного покрытия (20) выбирает один из различных рулонов с декором на своем складе (17) для импрегнирования (18) и разрезания по размеру (19) в целях проведения горячего прессования и окончательной обработки с получением готового к применению ламинированного напольного покрытия (21).
Фиг. 2 демонстрирует технологический процесс изготовления декоративных панелей, где предприятие по производству бумаги (11) поставляет бумажный рулон (12) непосредственно на предприятие по производству ламинированного напольного покрытия (20), на котором проводят импрегнирование (18) бумажного рулона (12), разрезание по размеру (19) для проведения краскоструйной печати (15), а после этого горячее прессование и окончательную обработку с получением готового к применению ламинированного напольного покрытия (21). Порядок разрезания по размеру (19) и краскоструйной печати (15) также может быть и обратным, то есть печать на импрегнированном бумажном рулоне может осуществляться перед разрезанием на листы.
Фиг. 3 демонстрирует поперечное сечение декоративной панели (30), включающей сердцевинный слой (31), имеющий шпунт (32) и гребень (33), который ламинируют на верхней стороне декоративным слоем (34) и защитным слоем (35), а на обратной стороне балансировочным слоем (36).
Фиг.4 демонстрирует поперечное сечение декоративной панели (30), имеющей механическое соединение с использованием гребня (33) и шпунта (32), не требующее использования какого-либо клея.
Подробное описание изобретения
Определения
Термин «алкил» обозначает все варианты, возможные для каждого количества атомов углерода в алкильной группе, то есть метил, этил, для трех атомов углерода: н-пропил и изопропил; для четырех атомов углерода: н-бутил, изобутил и третичный бутил; для пяти атомов углерода: н-пентил, 1,1-диметилпропил, 2,2-диметилпропил и 2-метилбутил, и так далее.
Если не будет указано иное, то замещенная или незамещенная алкильная группа предпочтительно является C1-C6 алкильной группой.
Если не будет указано иное, то замещенная или незамещенная алкенильная группа предпочтительно является C1-C6 алкенильной группой.
Если не будет указано иное, то замещенная или незамещенная алкинильная группа предпочтительно является C1-C6 алкинильной группой.
Если не будет указано иное, то замещенная или незамещенная аралкильная группа предпочтительно является фенильной группой или нафтильной группой, содержащими одну, две, три и более C1-C6 алкильных групп.
Если не будет указано иное, то замещенная или незамещенная алкарильная группа предпочтительно является C1-C6 алкильной группой, содержащей фенильную группу или нафтильную группу.
Если не будет указано иное, то замещенная или незамещенная арильная группа предпочтительно является фенильной группой или нафтильной группой.
Если не будет указано иное, то замещенная или незамещенная гетероарильная группа предпочтительно представляет собой пяти- или шестичленное кольцо, замещенное одним, двумя или тремя атомами кислорода, атомами азота, атомами серы, атомами селена или их комбинациями.
Термин «замещенный», например в замещенной алкильной группе, означает, что алкильная группа может быть замещена атомами, отличными от атомов, обычно присутствующих в такой группе, то есть атомов углерода и водорода. Например, замещенная алкильная группа может содержать атом галогена или тиольную группу. Незамещенная алкильная группа содержит только атомы углерода и водорода.
Если не будет указано иное, то замещенная алкильная группа, замещенная алкенильная группа, замещенная алкинильная группа, замещенная аралкильная группа, замещенная алкарильная группа, замещенная арильная и замещенная гетероарильная группа предпочтительно замещены одним или несколькими заместителями, выбираемыми из группы, состоящей из групп метила, этила, н-пропила, изопропила, н-бутила, изобутила и третичного бутила, сложного эфира, амида, простого эфира, простого тиоэфира, кетона, альдегида, сульфоксида, сульфона, сложного эфира сульфокислоты, сульфонамида, -O, -Br, -I, -OH, -SH, -CN и -NO2.
Способы изготовления декоративных поверхностей
Способ изготовления декоративных поверхностей в соответствии с настоящим изобретением включает стадии: а) импрегнирования бумажной подложки термоотверждающейся смолой; b) краскоструйной печати цветного узора с использованием одной или нескольких водных красок для краскоструйной печати, содержащих полимерное латексное связующее, на бумаге, импрегнированной термоотверждающейся смолой; и с) горячего прессования термоотверждающейся бумаги, несущей цветной узор, с получением декоративной поверхности. Присутствие полимерного латекса в водной краске для краскоструйной печати в результате приводит к получению хорошего качества изображения без возникновения проблем с адгезией или образования вздутий при горячем прессовании с получением ламинированного напольного покрытия.
Бумагу декоративной поверхности сначала импрегнируют термоотверждающейся смолой перед проведением на ней краскоструйной печати. В одном варианте осуществления бумагу, импрегнированную термоотверждающейся смолой, сначала подвергают краскоструйной печати, а после этого разрезают на листы.
В одном предпочтительном варианте осуществления, как это также продемонстрировано на Фиг. 2, бумагу, импрегнированную термоотверждающейся смолой, сначала разрезают на листы, а после этого подвергают краскоструйной печати. В последнем варианте сводят к минимуму финансовые потери вследствие погрешностей при разрезании.
Количество наносимой краски для печати цветного узора предпочтительно меньше чем 6 г/м2 краски в расчете на сухую массу. Более высокая величина может привести к отслаиванию, то есть к возникновению проблем с адгезией, поскольку слой краски играет роль барьерного слоя для водяных паров, образуемых в результате сшивания термоотверждающейся смолы.
В одном предпочтительном варианте осуществления способа изготовления бумага, импрегнированная термоотверждающейся смолой, включает окрашенную бумажную подложку, более предпочтительно бумажную подложку, окрашенную в объеме. Использование окрашенной бумажной подложки приводит к уменьшению количества краски для краскоструйной печати, требуемого для получения цветного узора.
В одном предпочтительном варианте осуществления способа изготовления окрашенную бумажную подложку получают в результате импрегнирования бумажной подложки, окрашенной термоотверждающейся смолой.
В еще одном предпочтительном варианте осуществления способа изготовления окрашенную бумажную подложку получают в результате нанесения покрытия в виде окрашенного слоя на бумажную подложку, предпочтительно на бумажную подложку, импрегнированную смолой.
В одном предпочтительном варианте осуществления одна или несколько водных красок для краскоструйной печати являются одной или несколькими пигментированными водными красками для краскоструйной печати.
В одном предпочтительном варианте осуществления способа изготовления одна или несколько водных красок для краскоструйной печати включают водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из желтых пигментов согласно цветовому индексу С.I. Pigment Yellow 151, С.I. Pigment Yellow 74 и их смешанных кристаллов.
В одном предпочтительном варианте осуществления способа изготовления одна или несколько водных красок для краскоструйной печати включают водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из красных пигментов согласно цветовому индексу С.I. Pigment Red 254, С.I. Pigment Red 122 и их смешанных кристаллов.
В одном предпочтительном варианте осуществления способа изготовления одна или несколько водных красок для краскоструйной печати образуют набор водных красок для краскоструйной печати, включающий:
a) бирюзовую водную краску для краскоструйной печати, содержащую медный фталоцианиновый пигмент;
b) красную водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из красных пигментов согласно цветовому индексу С.I. Pigment Red 254, С.I. Pigment Red 122 и их смешанных кристаллов;
c) желтую водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из желтых пигментов согласно цветовому индексу С.I. Pigment Yellow 151, С.I. Pigment Yellow 74 и их смешанных кристаллов; и
d) черную водную краску для краскоструйной печати, содержащую пигмент на основе технического углерода. Использование такого набора водных красок для краскоструйной печати CRYK делает возможным уменьшение количества краски для краскоструйной печати, требуемого для воспроизведения декора древесины для ламинированного напольного покрытия.
В одном предпочтительном варианте осуществления способа изготовления термоотверждающейся смолой является смола на меламиновой основе.
В одном предпочтительном варианте осуществления способа изготовления одну или несколько водных красок для краскоструйной печати используют для краскоструйной печати при температуре разбрызгивания, не большей чем 35°C.
Для получения хорошей эжектируемости и быстрой краскоструйной печати вязкость одной или нескольких водных красок для краскоструйной печати при температуре 32°С предпочтительно является меньшей, чем 30 мПа.сек, более предпочтительно меньшей, чем 15 мПа.сек, а наиболее предпочтительно находится в диапазоне от 1 до 10 мПа.сек, в каждом случае при скорости сдвига 1000 сек-1. Предпочтительная температура разбрызгивания находится в диапазоне от 10 до 70°C, более предпочтительно от 20 до 40°C, а наиболее предпочтительно от 25 до 35°C.
В одном предпочтительном варианте осуществления способа изготовления импрегнированную термоотверждающейся смолой бумагу, несущую цветной узор, подвергают горячему прессованию между защитным слоем, содержащим термоотверждающуюся смолу, и сердцевинным слоем, при этом цветной узор лицевой поверхностью обращен к защитному слою. В последнем варианте бумага, импрегнированная термоотверждающейся смолой, содержит отбеливатель для маскирования поверхностных дефектов сердцевинного слоя.
В еще одном предпочтительном варианте осуществления способа изготовления импрегнированную термоотверждающейся смолой бумагу, несущую цветной узор, подвергают горячему прессованию в качестве защитного слоя с получением декоративной поверхности, при этом цветной узор лицевой поверхностью обращен к сердцевинному слою, присутствующему на декоративной поверхности. В последнем варианте защитный слой (или верхний слой) включает импрегнированную термоотверждающейся смолой бумагу, не содержащую или по существу не содержащую какого-либо отбеливателя, поскольку верхний слой становится прозрачным после горячего прессования таким образом, чтобы цветной узор мог бы стать видимым. Цветной узор лицевой поверхностью должен быть обращен к сердцевинному слою, поскольку в противном случае качество цветного узора будет быстро ухудшаться в результате износа.
В одном предпочтительном варианте осуществления способа изготовления защитный слой включает твердые частицы в количестве в диапазоне от 1 г/м2 до 100 г/м2.
В одном предпочтительном варианте осуществления способа изготовления термоотверждающейся смолой является смола на меламиновой основе. Смола на меламиновой основе является предпочтительной не только вследствие своих превосходных физических свойств в отношении износа, но также и вследствие абсолютной прозрачности после горячего прессования без демонстрации какого-либо изменения окраски.
В одном предпочтительном варианте осуществления способа изготовления полимерное латексное связующее является латексным связующим на полиуретановой основе вследствие своей высокой совместимости с термоотверждающейся смолой, в особенности своей высокой совместимости со смолой на меламиновой основе.
В одном предпочтительном варианте осуществления способа изготовления краскоструйную печать проводят с использованием способа краскоструйной печати в виде однопроходной печати. Это делает возможной высокую производительность (м2 декоративной поверхности в час).
В одном предпочтительном варианте осуществления способ изготовления декоративной поверхности включает стадию горячего прессования по меньшей мере сердцевинного слоя и декоративного слоя, который включает цветной узор и бумагу, снабженную термоотверждающейся смолой. Предпочтительно способ изобретения образует часть описанного выше способа DPL, где декоративный слой вводят в стопку, спрессовываемую совместно с сердцевинным слоем и балансировочным слоем, а предпочтительно также и защитным слоем. Само собой разумеется, что не исключается и формирование способом изобретения части способа CPL (компакт-ламината) или HPL (ламината высокого давления), в котором декоративный слой подвергают горячему прессованию, по крайней мере, совместно с множеством слоев бумаги сердцевины, импрегнированной смолой, например из так называемой крафт-бумаги, образующих подложку, лежащую под декоративным слоем, и где полученный спрессованный и отвержденный слой ламината, или плиту ламината в случае ламината HPL, склеивают с дополнительной подложкой, такой как древесноопилочная плита или плита MDF или HDF.
В одном предпочтительном варианте осуществления защитный слой, содержащий термоотверждающуюся смолу, наносят на цветной узор, полученный в результате краскоструйной печати, где термоотверждающаяся смола может быть окрашенной термоотверждающейся смолой для уменьшения количества печатаемой краски для краскоструйной печати.
В одном в особенности предпочтительном варианте осуществления способа изготовления по меньшей мере защитный слой включает рельеф, соответствующий цветному узору. Рельеф по меньшей мере на защитном слое предпочтительно получают с использованием пресса для короткоциклового тиснения. Тиснение предпочтительно имеет место в то же самое время, когда сердцевинный слой, декоративный слой и защитный слой, а предпочтительно также один или несколько балансировочных слоев, спрессовывают друг с другом.
Предпочтительно рельеф включает участки, которые подвергали тиснению на глубину, большую, чем 0,5 мм или даже большую, чем 1 мм, по отношению к глобальной верхней поверхности декоративной панели. Тиснение может проходить в декоративный слой.
Балансировочный слой декоративной панели предпочтительно является плоскостным. Однако, на балансировочный слой (слои) может быть нанесен рельеф для улучшения приклеивания панелей и/или для улучшенного сопротивления проскальзыванию и/или для улучшенного, то есть уменьшенного, возникновения или распространения звука.
Как это должно быть ясно, для настоящего способа изготовления декоративных поверхностей выгодным является также использование и более чем одной обработки с использованием пресса. Такая методика могла бы быть использована для изготовления любой панели, которая включает, с одной стороны, износостойкий защитный слой на основе термоотверждающегося синтетического материала, возможно листа носителя, такого как бумага, и твердых частиц, а, с другой стороны, один или несколько слоев, подстилающих износостойкий защитный слой на основе термоотверждающегося синтетического материала. Подстилающие слои включают декоративный слой, представляющий собой подвергнутую краскоструйной печати бумагу, снабженную термоотверждающейся смолой, где во время краскоструйной печати использовали водные краски, содержащие полимерное латексное связующее. В качестве сердцевинного слоя такая панель может по существу содержать материал плиты, имеющий плотность, большую, чем 500 кг/м3, такой как материал плиты MDF или HDF. Изготовление панелей с применением множества обработок с использованием пресса предпочтительно вводят в практику для так называемых панелей DPL (ламината прямого давления). В последнем варианте во время первой обработки с использованием пресса отверждают и присоединяют к материалу сердцевины, предпочтительно материалу плиты MDF или HDF по меньшей мере декоративный слой, снабженный термоотверждающейся смолой, при этом всю совокупность получают по меньшей мере из декоративного слоя и материала плиты и, возможно, балансировочного слоя на стороне плиты, противоположной слою декора. Во время второй обработки с использованием пресса отверждают и присоединяют к полученной совокупности износостойкий слой.
В еще одном варианте осуществления в способе изготовления декоративной поверхности используют краскоструйную печать в комбинации с методологией, описанной в публикации US 2011008624 (FLOORING IND), где защитный слой содержит вещество, которое затвердевает под действием ультрафиолетового излучения или электронных пучков.
В одном очень предпочтительном варианте осуществления способ изготовления декоративной поверхности включает следующие далее стадии: 1) импрегнирование бумаги термоотверждающейся смолой; 2) краскоструйная печать в соответствии с представленным выше описанием, а именно, с использованием красок, содержащих полимерное латексное связующее, цветного узора на бумаге, импрегнированной термоотверждающейся смолой, для получения декоративного слоя; и 3) нанесение декоративного слоя и защитного слоя, включающего бумагу, импрегнированную термоотверждающейся смолой, на сердцевинный слой главным образом на древесной основе с использованием пресса для короткоциклового тиснения и, необязательно, в то же самое время, создание рельефа по меньшей мере на защитном слое. Термоотверждающейся смолой, использующейся на стадиях 1) и/или 3), предпочтительно являются смола или комбинация из смол, выбираемых из группы, состоящей из меламиновой смолы, мочевинной смолы, акрилатной дисперсии, акрилатной сополимерной дисперсии и смол сложных полиэфиров, но предпочтительно является меламиновая смола. Сердцевина главным образом на древесной основе, использующаяся на стадии 3), предпочтительно представляет собой плиты MDF или HDF.
В одном еще более предпочтительном варианте осуществления декоративный слой и защитный слой наносят на сердцевинный слой главным образом на древесной основе с использованием пресса для короткоциклового тиснения и в то же самое время по меньшей мере на защитном слое создают рельеф.
Декоративная панель, полученная с использованием вышеупомянутых предпочтительных способов изготовления, предпочтительно включает по меньшей мере: 1) прозрачный защитный слой, предпочтительно на меламиновой основе; 2) цветной узор, полученный с использованием краскоструйной печати; 3) сердцевину, предпочтительно сердцевину в виде плиты MDF или HDF; и, необязательно, 4) рельеф на верхней поверхности, где краски цветного узора, полученного с использованием краскоструйной печати, содержат полимерное латексное связующее. В одном предпочтительном варианте осуществления декоративная панель включает рельеф на верхней поверхности. В одном предпочтительном варианте осуществления декоративная панель соответствует классификации АС3, более предпочтительно классификации АС4, в соответствии с документом EN 13329.
Наборы водных красок для краскоструйной печати
Один предпочтительный набор водных красок для краскоструйной печати, предназначенный для изготовления декоративных поверхностей, состоит из а) бирюзовой водной краски для краскоструйной печати, содержащей медный фталоцианиновый пигмент; b) красной водной краски для краскоструйной печати, содержащей цветной пигмент, выбираемый из группы, состоящей из красных пигментов согласно цветовому индексу С.I. Pigment Red 254, С.I. Pigment Red 122 и их смешанных кристаллов; с) желтой водной краски для краскоструйной печати, содержащей цветной пигмент, выбираемый из группы, состоящей из желтых пигментов согласно цветовому индексу С.I. Pigment Yellow 151, С.I. Pigment Yellow 74 и их смешанных кристаллов; и d) черной водной краски для краскоструйной печати, содержащей пигмент на основе технического углерода, где водные краски для краскоструйной печати содержат полимерное латексное связующее, более предпочтительно латексное связующее на полиуретановой основе.
Водные краски для краскоструйной печати предпочтительно характеризуются поверхностным натяжением в диапазоне от 18,0 до 45,0 мН/м при 25°C. Водная краска для краскоструйной печати, характеризующаяся поверхностным натяжением, меньшим, чем 18,0 мН/м при 25°C, содержит большое количество поверхностно-активного вещества, что может приводить к возникновению проблем со вспениванием. Поверхностное натяжение, большее, чем 45,0 мН/м при 25°C, зачастую вызывает недостаточное разравнивание краски на бумаге, импрегнированной термоотверждающейся смолой.
Окрашивающие вещества
Окрашивающее вещество в одной или нескольких водных красках для краскоструйной печати может представлять собой краситель, но предпочтительно представляет собой цветной пигмент. Одна или несколько пигментированных водных красок для краскоструйной печати предпочтительно содержат диспергатор, более предпочтительно полимерный диспергатор, для диспергирования пигмента. Одна или несколько могут содержать синергист диспергирования для улучшения качества и стабильности дисперсии краски.
В еще одном варианте осуществления одной или нескольких пигментированных водных красок для краскоструйной печати одна или несколько пигментированных водных красок для краскоструйной печати содержат так называемый «самодиспергируемый» цветной пигмент. Самодиспергируемый цветной пигмент не требует наличия какого-либо диспергатора, поскольку поверхность пигмента содержит ионные группы, которые реализуют электростатическую стабилизацию дисперсии пигмента. В случае самодиспергируемых цветных пигментов стерическая стабилизация, полученная с использованием полимерного диспергатора, становится необязательной. Получение самодиспергируемых цветных пигментов хорошо известно на современном уровне техники и может быть представлено примером в публикации ЕР 904327 А (САВОТ).
Цветные пигменты могут быть черными, белыми, бирюзовыми, пурпурными, желтыми, красными, оранжевыми, фиолетовыми, синими, зелеными, коричневыми, их смесями и тому подобным. Цветной пигмент может быть выбран из тех материалов, которые описываются в публикации HERBST, Willy, et al. Industrial Organic Pigments, Production, Properties, Applications. 3rd edition. Wiley - VCH, 2004, ISBN 3527305769.
Одним в особенности предпочтительным пигментом в бирюзовой водной краске для краскоструйной печати является медный фталоцианиновый пигмент, более предпочтительно синие пигменты согласно цветовому индексу C.I. Pigment Blue 15:3 или С.I. Pigment Blue 15:4.
В особенности предпочтительными пигментами в красной водной краске для краскоструйной печати являются красные пигменты согласно цветовому индексу С.I. Pigment Red 254 и С.I. Pigment Red 122 и их смешанные кристаллы.
В особенности предпочтительными пигментами в желтой водной краске для краскоструйной печати являются желтые пигменты согласно цветовому индексу С.I. Pigment Yellow 151 и С.I. Pigment Yellow 74 и их смешанные кристаллы.
В черной краске подходящие для использования материалы пигментов включают разновидности технического углерода, такие как продукты Regal™ 400R, Mogul™ L, Elftex™ 320 от компании Cabot Со. или продукты Carbon Black FW18, Special Black™ 250, Special Black™ 350, Special Black™ 550, Printex™ 25, Printex™ 35, Printex™ 55, Printex™ 90, Printex™ 150T от компании DEGUSSA Co., продукт MA8 от компании MITSUBISHI CHEMICAL Co. и черные пигменты согласно цветовому индексу С.I. Pigment Black 7 и С.I. Pigment Black 11.
Также могут быть использованы и смешанные кристаллы. Смешанные кристаллы также называют твердыми растворами. Например, в определенных условиях различные хинакридоны смешиваются друг с другом с получением твердых растворов, которые довольно сильно отличаются как от физических смесей соединений, так и от самих соединений. В твердом растворе молекулы компонентов входят в одну и ту же кристаллическую решетку, обычно, но не всегда, кристаллическую решетку одного из компонентов. Дифракционная рентгенограмма получающегося в результате кристаллического твердого вещества является характеристической для данного твердого вещества и может быть четко отличена от рентгенограммы для физической смеси из тех же самых компонентов при том же самом соотношении. У таких физических смесей может отличаться рентгенограмма для каждого из компонентов, и исчезновение множества данных линий представляет собой один из критериев образования твердых растворов. Одним коммерчески доступным примером является продукт Cinquasia™ Magenta RT-355-D от компании Ciba Specialty Chemicals.
Также могут быть использованы и смеси из пигментов. Например, краска для краскоструйной печати содержит пигмент на основе технического углерода и по меньшей мере один пигмент, выбираемый из группы, состоящей из синего пигмента, бирюзового пигмента, пурпурного пигмента и красного пигмента. Как это было установлено, такая черная краска для краскоструйной печати сделала возможным облегченный и улучшенный подбор цветов для цветов древесины.
Частицы пигментов в пигментированной краске для краскоструйной печати должны быть достаточно малыми для обеспечения свободного течения краски через устройство краскоструйной печати, в особенности в позиции эжектирующих сопел. Использование малых частиц также является желательным для достижения максимальной насыщенности цвета и замедления осаждения.
Средний размер частиц пигмента в пигментированной краске для краскоструйной печати должен находиться в диапазоне от 0,005 мкм до 15 мкм. Предпочтительно средний размер частиц пигмента находится в диапазоне от 0,005 до 5 мкм, более предпочтительно от 0,005 до 1 мкм, в особенности предпочтительно от 0,005 до 0,3 мкм, а наиболее предпочтительно от 0,040 до 0,150 мкм.
Пигмент в пигментированной краске для краскоструйной печати используют в количестве в диапазоне от 0,1 до 20% мас., предпочтительно от 1 до 10% мас., а наиболее предпочтительно от 2 до 5% мас., в расчете на совокупную массу пигментированной краски для краскоструйной печати. Для уменьшения количества краски для краскоструйной печати, требуемого при получении цветного узора, предпочтительной является концентрация пигмента, составляющая по меньшей мере 2% мас., в то время как концентрация пигмента, большая, чем 5% мае, приводит к уменьшению цветовой гаммы для печати цветного узора при наличии у печатающих головок диаметра сопла в диапазоне от 20 до 50 мкм.
Диспергаторы
Пигментированная краска для краскоструйной печати предпочтительно содержит диспергатор, более предпочтительно полимерный диспергатор, для диспергирования пигмента.
Подходящие для использования полимерные диспергаторы представляют собой сополимеры двух мономеров, но они могут включать три, четыре, пять и даже более мономеров. Свойства полимерных диспергаторов зависят как от природы мономеров, так и от их распределения в полимере. Сополимерные диспергаторы предпочтительно характеризуются следующими далее составами полимеров:
- мономеры, заполимеризованные со статистическим распределением (например, мономеры А и В, заполимеризованные в виде АВВААВАВ);
- мономеры, заполимеризованные с чередующимся распределением (например, мономеры А и В, заполимеризованные в виде АВАВАВАВ);
- мономеры, заполимеризованные с градиентным (клиновидным) распределением (например, мономеры А и В, заполимеризованные в виде АААВААВВАВВВ);
- блок-сополимеры (например, мономеры А и В, заполимеризованные в виде АААААВВВВВВ), где длина каждого из блоков (2, 3, 4, 5 и даже более) важна для диспергирующей способности полимерного диспергатора;
- привитые сополимеры (привитые сополимеры состоят из основной полимерной цепи, имеющей боковые полимерные цепи, присоединенные к основной цепи); и
- смешанные формы данных полимеров, например блочные градиентные сополимеры.
Подходящими для использования диспергаторами являются диспергаторы DISPERBYK™, доступные в компании BYK CHEMIE, диспергаторы JONCRYL™, доступные в компании JOHNSON POLYMERS, и диспергаторы SOLSPERSE™, доступные в компании ZENECA. Один подробный перечень неполимерных, а также некоторых полимерных диспергаторов описывается в публикации МС CUTCHEON. Functional Materials, North American Edition. Glen Rock, N. J.: Manufacturing Confectioner Publishing Co., 1990. p.110-129.
Полимерный диспергатор предпочтительно имеет среднечисленную молекулярную массу Mn в диапазоне от 500 до 30000, более предпочтительно от 1500 до 10000.
Полимерный диспергатор предпочтительно имеет среднемассовую молекулярную массу Mw, меньшую чем 100000, более предпочтительно меньшую чем 50000, а наиболее предпочтительно меньшую чем 30000.
В одном в особенности предпочтительном варианте осуществления полимерный диспергатор, использующийся в одной или нескольких пигментированных красках для краскоструйной печати, представляет собой сополимер, включающий от 3 до 11% (мол.) алифатического длинноцепочечного (мет)акрилата, где длинная алифатическая цепь содержит по меньшей мере 10 атомов углерода.
Длинноцепочечный алифатический (мет)акрилат предпочтительно содержит от 10 до 18 атомов углерода. Длинноцепочечный алифатический (мет)акрилат предпочтительно представляет собой децил(мет)акрилат. Полимерный диспергатор может быть получен в результате проведения простой регулируемой полимеризации для смеси из мономеров и/или олигомеров, включающих от 3 до 11% (мол.) длинноцепочечного алифатического (мет)акрилата, где длинная алифатическая цепь содержит по меньшей мере 10 атомов углерода.
Один коммерчески доступный полимерный диспергатор, являющийся сополимером, включающим от 3 до 11% (мол.) длинноцепочечного алифатического (мет)акрилата, представляет собой продукт Edaplan™ 482 - полимерный диспергатор от компании MUNZING.
Полимерные латексные связующие
На полимерный латекс конкретных ограничений не накладывается до тех пор, пока он характеризуется стабильной диспергируемостью в композиции краски. Какого-либо ограничения на каркас основной цепи нерастворимого в воде полимера не накладывается. Примеры такого полимера включают винильный полимер и конденсированный полимер (например, эпоксидную смолу, сложный полиэфир, полиуретан, полиамид, целлюлозу, простой полиэфир, полимочевину, полиимид и поликарбонат). В числе вышеупомянутых компонентов в особенности предпочтительным является винильный полимер вследствие проведения легко регулируемого синтеза.
В одном в особенности предпочтительном варианте осуществления полимерный латекс является полиуретановым латексом, более предпочтительно самодиспергируемым полиуретановым латексом. Полимерное латексное связующее в одной или нескольких водных красках для краскоструйной печати предпочтительно является латексным связующим на полиуретановой основе по соображениям совместимости с термоотверждающейся смолой.
В одном в особенности предпочтительном варианте осуществления одна или несколько водных красок для краскоструйной печати включают межмолекулярно сшиваемые латексные частицы. Подходящие для использования примеры описываются в публикации ЕР 2467434 A (HP), однако, предпочтительно межмолекулярное сшивание получают с использованием (мет)акрилатных групп.
Гидрофобные мономеры, предпочтительные для синтеза латексов, включают, без ограничения, стирол, п-метилстирол, метилметакрилат, гексилакрилат, гексилметакрилат, 2-этилгексилакрилат, 2-этилгексилметакрилат, бутилакрилат, бутилметакрилат, этилакрилат, этилметакрилат, пропилакрилат, пропилметакрилат, октадецилакрилат, стеарилметакрилат, винилбензилхлорид, изоборнилакрилат, тетрагидрофурфурилакрилат, 2-феноксиэтилметакрилат, этоксилированный нонилфенолметакрилат, изоборнилметакрилат, циклогексилметакрилат, трет-бутилметакрилат, н-октилметакрилат, лаурилметакрилат, тридецилметакрилат, алкоксилированный тетрагидрофурфурилакрилат, изодецилакрилат, изоборнилметакрилат, их производные и их смеси.
Заполимеризованные мономеры латексных частиц предпочтительно включают сшиватель, который сшивает заполимеризованные мономеры и улучшает долговечность композитной латексной частицы. Подходящими для использования сшивающими мономерами являются полифункциональные мономеры и олигомеры, такие как нижеследующие, но не ограничивающиеся только этим: этиленгликольдиметакрилат, диэтиленгликольдиметакрилат, этиленгликольдиакрилат, диэтиленгликольдиакрилат, 1,6-гександиолдиакрилат, тетраэтиленгликольдиакрилат, трипропиленгликольдиакрилат, этоксилированный бисфенол А-диакрилат, пентаэритрит три- и -тетраакрилат, N,N'-метиленбисакриламид, дивинилбензол и их комбинации, их смеси и их производные. При наличии сшивателей они предпочтительно составляют от 0,1% мас. до 15% мас. заполимеризованных мономеров.
Полимерный латекс в изобретении предпочтительно является самодиспергирующимся полимерным латексом, а более предпочтительно самодиспергирующимся полимерным латексом, содержащим карбоксильную группу, с точки зрения стабильности эжектирования и стабильности жидкости (в частности, стабильности дисперсии) при использовании цветного пигмента. Самодиспергирующийся полимерный латекс обозначает латекс нерастворимого в воде полимера, который не содержит свободного эмульгатора, и который может перейти в диспергированное состояние в водной среде даже в отсутствие других поверхностно-активных веществ вследствие наличия функциональной группы (в частности, кислотной группы или ее соли), которую содержит сам полимер.
При получении самодиспергирующегося полимерного латекса предпочтительно используют мономер, выбираемый из группы, состоящей из ненасыщенного карбокислотного мономера, ненасыщенного сульфокислотного мономера и ненасыщенного фосфорнокислотного мономера.
Конкретные примеры ненасыщенного карбокислотного мономера включают акриловую кислоту, метакриловую кислоту, кротоновую кислоту, итаконовую кислоту, малеиновую кислоту, фумаровую кислоту, цитраконовую кислоту и 2-метакрилоилоксиметилянтарную кислоту. Конкретные примеры ненасыщенного сульфокислотного мономера включают стиролсульфоновую кислоту, 2-акриламидо-2-метилпропансульфоновую кислоту, 3-сульфопропил(мет)акрилат и бис(3-сульфопропил)итаконат. Конкретные примеры ненасыщенного фосфорнокислотного мономера включают винилфосфорную кислоту, финилфосфат, бис(метакрилоксиэтил)фосфат, дифенил-2-акрилоилоксиэтилфосфат, дифенил-2-метакрилоилоксиэтилфосфат и дибутил-2-акрилоилоксиэтилфосфат.
Полимерные частицы латексного связующего предпочтительно характеризуются температурой стеклования (Tg), составляющей 30°С и более.
Минимальная температура пленкообразования (MFT) для полимерного латекса предпочтительно находится в диапазоне от - 25 до 150°С, а более предпочтительно от 35 до 130°С.
Биоциды
Биоциды, подходящие для использования в водных красках для краскоструйной печати, включают дегидроацетат натрия, 2-феноксиэтанол, бензоат натрия, натрий-пиридинтион-1-оксид, этил-п-гидроксибензоат и 1,2-бензизотиазолин-3-он и их соли.
Предпочтительные биоциды представляют собой продукты Proxel™ GXL и Proxel™Ultra 5, доступные в компании ARCH UK BIOCIDES, и продукт Bronidox, доступный в компании COGNIS.
Биоцид предпочтительно добавляют в количестве в диапазоне от 0,001 до 3,0% мае, более предпочтительно от 0,01 до 1,0% мас., в каждом случае в расчете на совокупную массу пигментированной краски для краскоструйной печати.
Смачиватели
Подходящие для использования смачиватели включают триацетин, N-метил-2-пирролидон, 2-пирролидон, глицерин, мочевину, тиомочевину, этиленмочевину, алкилмочевину, алкилтиомочевину, диалкилмочевину и диалкилтиомочевину, диолы, в том числе этандиолы, пропандиолы, пропантриолы, бутандиолы, пентандиолы и гександиолы; гликоли, в том числе пропиленгликоль, полипропиленгликоль, этиленгликоль, полиэтиленгликоль, диэтиленгликоль, тетраэтиленгликоль и их смеси и производные. Предпочтительные смачиватели представляют собой 2-пирролидон, глицерин и 1,2-гександиол, поскольку последние варианты, как обнаружилось, были наиболее эффективными для улучшения надежности краскоструйной печати в промышленной среде.
Смачиватель к рецептуре краски для краскоструйной печати предпочтительно добавляют в количестве в диапазоне от 0,1 до 35% мае от рецептуры, более предпочтительно от 1 до 30% мае от рецептуры, а наиболее предпочтительно от 3 до 25% мае. от рецептуры.
Регуляторы значения pH
Водные краски для краскоструйной печати могут содержать по меньшей мере один регулятор значения pH. Подходящие для использования регуляторы значения pH включают NaOH, KOH, NEt3, NH3, HCl, HNO3, H2SO4 и (поли)алканоламины, такие как триэтаноламин и 2-амино-2-метил-1-пропаниол. Предпочтительные регуляторы значения pH представляют собой триэтаноламин, NaOH и H2SO4.
Поверхностно-активные вещества
Одна или несколько водных красок для краскоструйной печати могут содержать по меньшей мере одно поверхностно-активное вещество. Поверхностно-активное вещество (вещества) могут быть анионными, катионными, неионными или цвиттер-ионными и обычно добавляются в совокупном количестве, меньшем, чем 5% мас. в расчете на совокупную массу краски для краскоструйной печати, и, в частности, в общей сложности меньшем, чем 2% мас. в расчете на совокупную массу краски для краскоструйной печати.
Одна или несколько водных красок для краскоструйной печати предпочтительно характеризуются поверхностным натяжением в диапазоне от 18,0 до 45,0 мН/м при 25°С, более предпочтительно поверхностным натяжением в диапазоне от 21,0 до 39,0 мН/м при 25°С.
Поверхностно-активные вещества, подходящие для использования в водных красках для краскоструйной печати, включают соли жирных кислот, соли сложных эфиров высшего спирта, соли алкилбензолсульфоновых кислот, полученные из высшего спирта соли сложных эфиров сульфоянтарной кислоты и соли сложных эфиров фосфорной кислоты (например, додецилбензолсульфонат натрия и диоктилсульфосукцинат натрия), этиленоксидные аддукты высшего спирта, этиленоксидные аддукты алкилфенола, этиленоксидные аддукты жирнокислотного сложного эфира многоатомного спирта и ацетиленгликоль и его этиленоксидные аддукты (например, полиоксиэтиленнонилфениловый простой эфир и продукты SURFYNOL™ 104,104Н, 440,465 и TG, доступные в компании AIR PRODUCTS & CHEMICALS INC.).
Предпочтительные поверхностно-активные вещества выбирают из фторсодержащих поверхностно-активных веществ (таких как фторированные углеводороды) и/или силиконовых поверхностно-активных веществ.
Силиконовые поверхностно-активные вещества предпочтительно представляют собой силоксаны, и они могут быть алкоксилированными, модифицированными сложным полиэфиром, модифицированными простым полиэфиром, гидроксифункциональными и модифицированными простым полиэфиром, модифицированными амином, модифицированными эпоксидом и могут представлять собой другие их модификации или комбинации. Предпочтительные силоксаны являются полимерными, например представляют собой полидиметилсилоксаны. Предпочтительные коммерческие силиконовые поверхностно-активные вещества включают продукты BYK 333 и BYK UV3510 от компании BYK Chemie.
Одно в особенности предпочтительное коммерческое фторсодержащее поверхностно-активное вещество представляет собой продукт Capstone™ FS3100 от компании DU PONT.
Получение красок для краскоструйной печати
Одна или несколько водных красок для краскоструйной печати могут быть получены в результате осаждения или размалывания цветного пигмента в дисперсионной среде в присутствии полимерного диспергатора или просто в результате размешивания самодиспергируемого цветного пигмента в краске.
Смесительная аппаратура может включать работающую под давлением замесочную машину, замесочную машину открытого типа, планетарный смеситель, аппарат-растворитель и универсальный смеситель Dalton. Подходящая для использования размалывающая и диспергирующая аппаратура представляет собой шаровую мельницу, голландер, коллоидную мельницу, высокоскоростной диспергатор, двухвалковую мельницу, бисерную мельницу, аппарат для кондиционирования краски и трехвалковую мельницу. Дисперсии также могут быть получены и с использованием ультразвуковой энергии.
В случае содержания краской для краскоструйной печати более чем одного пигмента цветная краска может быть получена с использованием отдельных дисперсий для каждого пигмента, или в альтернативном варианте при получении дисперсии могут быть перемешаны и совместно размолоты несколько пигментов.
Способ диспергирования может быть осуществлен в непрерывном, периодическом или полупериодическом режиме.
Предпочтительные количества и соотношения ингредиентов продукта помола в мельнице будут варьироваться в широких пределах в зависимости от конкретных материалов и предполагаемых областей применения. Содержимое смеси при размалывании включает продукт помола в мельнице и мелющие среды. Продукт помола в мельнице содержит пигмент, диспергатор и жидкий носитель, такой как вода. У водных красок для краскоструйной печати пигмент в продукте помола в мельнице обычно присутствует в количестве в диапазоне от 1 до 50% мас. при исключении из расчета мелющих сред. Массовое соотношение между пигментом и диспергатором находится в диапазоне от 20:1 до 1:2.
Время размалывания может варьироваться в широких пределах и зависит от выбранных пигмента, механических средств и условий пребывания, начального и желательного конечного размера частиц и тому подобного. В настоящем изобретении могут быть получены дисперсии пигментов, характеризующиеся средним размером частиц, меньшим, чем 100 нм.
После завершения размалывания мелющие среды отделяют от размолотого дисперсного продукта (в форме либо сухой, либо жидкой дисперсии) с использованием обычных методик разделения таким образом, как в результате фильтрования, просеивания через сито и тому подобного. Зачастую сетчатый фильтр встраивают в мельницу, например для бисерной мельницы. Размолотый концентрат пигмента предпочтительно отделяют от мелющих сред в результате фильтрования.
В общем случае цветную краску желательно получить в форме концентрированного продукта помола в мельнице, который впоследствии разбавляют до концентрации, надлежащей для использования в системе краскоструйной печати. Данная методика делает возможным получение из оборудования большего количества пигментированной краски. В случае получения продукта помола в мельнице в растворителе его будут разбавлять водой и необязательно другими растворителями до надлежащей концентрации. В случае его получения в воде его будут разбавлять либо дополнительным количеством воды, либо растворителями, смешиваемыми с водой, до получения продукта помола в мельнице с желательной концентрацией. В результате разбавления краску доводят до вязкости, цвета, цветового тона, плотности насыщения и степени покрытия области печати, желательных для конкретной области применения.
Декоративные поверхности
Декоративные поверхности предпочтительно представляют собой жесткие или гибкие панели, но также могут представлять собой рулоны гибкой подложки. В одном предпочтительном варианте осуществления декоративные панели выбирают из группы, состоящей из кухонных панелей, панелей настила пола, мебельных панелей, потолочных панелей и стеновых панелей.
Декоративная панель (30), проиллюстрированная на Фиг. 3 панелью для настила пола, имеющей также соединение в шпунт и гребень (33, 32), предпочтительно включает по меньшей мере сердцевинный слой (31) и декоративный слой (34). В целях защиты цветного узора декоративного слоя (34) от износа поверх декоративного слоя (34) может быть нанесен защитный слой (35). На противоположной стороне сердцевинного слоя (31) также может быть нанесен балансировочный слой (36) для ограничения или предотвращения возможного изгибания декоративной панели (30). Сборку с получением декоративной панели из балансировочного слоя, сердцевинного слоя, декоративного слоя, а предпочтительно также и защитного слоя, предпочтительно проводят в ходе одной и той же обработки с использованием пресса предпочтительно способа DPL (ламината прямого давления).
В одном предпочтительном варианте осуществления декоративных панелей профили гребня и шпунта (33, соответственно, 32 на Фиг. 3) выпиливают на боковой стороне отдельных декоративных панелей, что делает возможным их вдвигание друг в друга. Соединение в шпунт и гребень в случае панелей настила пола обеспечивает получение прочной конструкции пола и защищает пол, предотвращая проникновение сырости.
В одном более предпочтительном варианте осуществления декоративные панели включают гребень и шпунт специальной формы (например, 33, соответственно, 32 на Фиг. 4), что делает возможным их защелкивание друг в друге. Преимущество этого заключается в легкости сборки, не требующей какого-либо клея. Форма гребня и шипа, необходимая для получения хорошего механического соединения, хорошо известна на современном уровне техники ламинированного напольного покрытия, что также представлено примерами в публикациях ЕР 2280130 A (FLOORING IND), WO 2004/053258 (FLOORING IND), US 2008010937 (VALINGE) и US 6418683 (PERSTORP FLOORING).
Профили гребня и шпунта являются в особенности предпочтительными для панелей настила пола и стеновых панелей, но в случае мебельных панелей такой профиль гребня и шпунта по эстетическим причинам предпочтительно отсутствует у дверец мебели и передних сторон выдвижных ящиков. Однако, профиль гребня и шпунта может быть использован для совместного защелкивания других панелей мебели в соответствии с иллюстрацией в публикации US 2013071172 (UNILIN).
Декоративные поверхности, в особенности декоративные панели, могут, кроме того, включать звукопоглощающий слой в соответствии с описанием в публикации US 8196366 (UNILIN).
В одном предпочтительном варианте осуществления декоративной панелью является панель, включающая антистатический слой. Методики придания антистатических свойств декоративным панелям хорошо известны на современном уровне техники декоративных поверхностей, что представлено примером в публикации ЕР 1567334 A (FLOORING IND).
Верхнюю поверхность декоративной поверхности, то есть по меньшей мере защитный слой, предпочтительно снабжают рельефом, согласующимся с цветным узором, таким как, например, текстура древесины, трещины и орехи в отпечатке на дереве. Методики тиснения для осуществления такого рельефа хорошо известны и описываются, например, в публикациях ЕР 1290290 A (FLOORING IND), US 2006144004 (UNILIN), ЕР 1711353 A (FLOORING IND) и US 2010192793 (FLOORING IND).
В одном предпочтительном варианте осуществления декоративные панели изготавливают в форме прямоугольных продолговатых планок. Их размеры могут значительно варьироваться. Предпочтительно панели имеют длину, превосходящую 1 метр, и ширину, превосходящую 0,1 метра, например панели могут иметь приблизительно 1,3 метра в длину и приблизительно 0,15 метра в ширину. В соответствии с одним специальным вариантом осуществления длина панелей превосходит 2 метра, при этом ширина предпочтительно составляет приблизительно 0,2 метра и более. Печать для таких панелей предпочтительно не включает повторов.
Сердцевинные слои
Сердцевинный слой предпочтительно изготавливают из материалов на древесной основе, таких как древесноопилочная плита, плиты MDF или HDF (древесноволокнистая плита средней плотности или древесноволокнистая плита высокой плотности), ориентированно-стружечная плита (OSB) и тому подобное. Также могут быть использованы плиты из синтетического материала или плиты, затвердевшие под действием воды, такие как цементно-стружечные плиты. В одном в особенности предпочтительном варианте осуществления сердцевинный слой представляет собой плиту MDF или HDF.
Сердцевинный слой также может быть собран по меньшей мере из множества листов бумаги или листов других носителей, импрегнированных термоотверждающейся смолой, в соответствии с описанием в публикации WO 2013/050910 (UNILIN). Предпочтительные листы бумаги включают так называемую крафт-бумагу, полученную с использованием способа химической обработки волокнистой массы, также известного под наименованием крафт-процесса, например в соответствии с описанием в публикации US 4952277 (BET PAPERCHEM).
В еще одном предпочтительном варианте осуществления сердцевинный слой представляет собой материал плиты, образованный по существу из древесных волокон, которые связывают с использованием поликонденсационного клея, где поликонденсационный клей образует от 5 до 20 массовых процентов материала плиты, а древесные волокна получают по меньшей мере на 40 массовых процентов из древесины вторичного использования. Подходящие для использования примеры описываются в публикации ЕР 2374588 A (UNILIN).
Вместо сердцевинного слоя на древесной основе также может быть использован и синтетический сердцевинный слой, такой как те варианты, которые описываются в публикации US 2013062006 (FLOORING IND). В одном предпочтительном варианте осуществления сердцевинный слой содержит вспененный синтетический материал, такой как вспененный полиэтилен или вспененный поливинилхлорид.
Другие предпочтительные сердцевинные слои и их изготовление описываются в публикациях US 2011311806 (UNILIN) и US 6773799 (DECORATIVE SURFACES).
Толщина сердцевинного слоя предпочтительно находится в диапазоне от 2 до 12 мм, более предпочтительно от 5 до 10 мм.
Бумажные подложки
Декоративный слой, а предпочтительно в случае присутствия таковых также и защитный слой и/или балансировочный слой включают бумагу в качестве подложки.
Бумага предпочтительно имеет массу, меньшую, чем 150 г/м, поскольку более тяжелые листы бумаги трудно полностью импрегнировать термоотверждающейся смолой по всей их толщине. Предпочтительно упомянутый слой бумаги характеризуется массой бумаги, то есть без учета смолы, предусмотренной на ней, в диапазоне от 50 до 100 г/м2, а возможно, вплоть до 130 г/м2. Масса бумаги не может быть чрезмерно большой, поскольку тогда было бы чрезмерно большим количество смолы, требуемое для достаточного импрегнирования бумаги, и надежная дальнейшая переработка бумаги с отпечатком в операции прессования становится трудно осуществимой.
Предпочтительно листы бумаги характеризуются пористостью в соответствии с методом Герли (DIN 53120) в диапазоне от 8 до 20 секунд. Такая пористость даже для тяжелого листа при более чем 150 г/м2 делает возможным легкое импрегнирование относительно большим количеством смолы.
Подходящие для использования листы бумаги, характеризующиеся высокой пористостью, и их изготовление также описываются в публикации US 6709764 (ARJO WIGGINS).
Бумага для декоративного слоя предпочтительно является белой бумагой и может содержать один или несколько отбеливателей, таких как диоксид титана, карбонат кальция и тому подобное. Присутствие отбеливателя способствует маскированию различий цвета на сердцевинном слое, которые могут вызвать появление нежелательных цветовых эффектов на цветном узоре.
В альтернативном варианте бумагой для декоративного слоя предпочтительно является окрашенная в объеме бумага, содержащая один или несколько цветных красителей и/или цветных пигментов. Помимо маскирования различий цвета на сердцевинном слое использование окрашенной бумаги приводит к уменьшению количества краски для краскоструйной печати, требуемого для печати цветного узора. Например, для печати мотива древесины в качестве цветного узора может быть использована светло-коричневая или серая бумага в целях уменьшения требуемого количества краски для краскоструйной печати.
В одном предпочтительном варианте осуществления для коричневатой окрашенной бумаги в декоративном слое используют неотбеленную крафт-бумагу. Крафт-бумага характеризуется низким уровнем содержания лигнина, что в результате приводит к получению высокого предела прочности при растяжении. Один предпочтительный тип крафт-бумаги представляет собой впитывающую крафт-бумагу в диапазоне от 40 до 135 г/м2, характеризующуюся высокой пористостью и полученную из характеризующейся низким числом каппа чистой лиственной крафт-целлюлозы, обладающей хорошей однородностью.
В случае включения в защитный слой бумаги будут использовать бумагу, которая становится прозрачной или полупрозрачной после импрегнирования смолой таким образом, что может стать видимым цветной узор на декоративном слое.
Вышеупомянутые разновидности бумаги также могут быть использованы и в балансировочном слое.
Как это было установлено в настоящем изобретении, для получения хорошего качества изображения не требовалось какого-либо специального краскоприемного слоя или вещества. Таким образом, бумага предпочтительно свободна от любого отдельного краскоприемного слоя при печати.
Ради ясности следует сказать, что, как это должно быть понятно, разновидности бумаги с нанесенным покрытием из смолы, так называемые разновидности бумаги RC, не являются разновидностями бумаги, импрегнированными термоотверждающейся смолой, из способа изготовления по изобретению. Разновидности бумаги RC, использующиеся при водной краскоструйной печати для жилых/нежилых помещений, состоят из пористой бумажной сердцевины, свободной от смолы. Разновидности бумаги RC только на своей поверхности имеют покрытие из смолы, обычно покрытие из полиэтиленовой или полипропиленовой смолы, при наличии на нем одного или нескольких краскоприемных слоев, обычно содержащих гидрофильный полимер, подобный поливиниловому спирту, и необязательно пористые пигменты, подобные пирогенному диоксиду кремния. Такие разновидности бумаги RC характеризуются низкой проницаемостью для термоотверждающейся смолы, что приводит к неоднородному впитыванию смолы и более высокому риску отслаивания после прессования.
Термоотверждающиеся смолы
Термоотверждающуюся смолу предпочтительно выбирают из группы, состоящей из смол на меламиноформальдегидной основе, смол на мочевиноформальдегидной основе и смол на фенолоформальдегидной основе.
Другие смолы, подходящие для использования при импрегнировании бумаги, перечисляются в параграфе [0028] из публикации ЕР 2274485 A (HUELSTA).
Наиболее предпочтительно термоотверждающейся смолой является смола на меламиноформальдегидной основе, зачастую на современном уровне техники просто называемая «меламиновой смолой (смолой на меламиновой основе)».
Меламиноформальдегидная смола предпочтительно характеризуется соотношением между формальдегидом и меламином в диапазоне от 1,4 до 2. Такой смолой на меламиновой основе является смола, которая подвергается поликонденсации при воздействии тепла в операции прессования. Реакция поликонденсации приводит к образованию воды в качестве побочного продукта. Настоящее изобретение представляет интерес в особенности именно для данных типов термоотверждающихся смол, а именно термоотверждающихся смол, образующих воду в качестве побочного продукта. Образующаяся вода, а также любые остатки воды в термоотверждающейся смоле до прессования должны в значительной степени покинуть слой затвердевшей смолы до возникновения их захвата и стимулирования ими появления потерь прозрачности затвердевшего слоя. Доступный слой краски может воспрепятствовать диффузии пузырьков пара к поверхности, однако настоящее изобретение предлагает меры по ограничению такого воспрепятствования.
Бумагу предпочтительно снабжают количеством термоотверждающейся смолы, равным величине в диапазоне от 40 до 250% массы сухого вещества смолы в сопоставлении с массой бумаги. Как это продемонстрировали эксперименты, данный диапазон нанесенной смолы обеспечивает достаточное импрегнирование бумаги, что в значительной степени позволяет избегать расщепления, и что в большой степени стабилизирует размер бумаги.
Бумагу предпочтительно снабжают таким количеством термоотверждающейся смолы, чтобы смолой была насыщена по меньшей мере бумажная сердцевина. Такое насыщение может быть достигнуто при снабжении количеством смолы, которое соответствует массе бумаги с кратностью, составляющей по меньшей мере 1,5 или по меньшей мере 2. Предпочтительно бумагу сначала полностью импрегнируют или насыщают, а после этого по меньшей мере на ее стороне, подвергаемой печати, смолу частично удаляют.
Предпочтительно смола, предусмотренная на упомянутой бумаге, во время печати находится на стадии В. Такая стадия В имеет место тогда, когда термоотверждающаяся смола является не полностью сшитой.
Предпочтительно смола, предусматриваемая на упомянутой бумаге, во время печати характеризуется относительной влажностью, меньшей чем 15%, а еще лучше 10% мае. и менее.
Предпочтительно стадия снабжения упомянутой бумаги термоотверждающейся смолой включает нанесение на бумагу смеси из воды и смолы. Нанесение смеси может включать погружение бумаги в ванну смеси и/или распыление или разбрызгивание смеси. Предпочтительно смолу подают дозированным образом, например с использованием одного или нескольких отжимных валков и/или ракельных ножей для задания количества смолы, добавляемого к слою бумаги.
Способы импрегнирования бумажной подложки смолой хорошо известны на современном уровне техники, что представлено примерами в публикациях WO 2012/126816 (VITS) и ЕР 966641 A (VITS).
Уровень содержания сухого вещества смолы в смеси из воды и смолы для импрегнирования зависит от типа смолы. Водный раствор, содержащий фенолоформальдегидную смолу, предпочтительно характеризуется уровнем содержания сухого вещества смолы, составляющим приблизительно 30% мас., в то время как водный раствор, содержащий меламиноформальдегидную смолу, предпочтительно характеризуется уровнем содержания сухого вещества смолы, составляющим приблизительно 60% мас. Способы импрегнирования такими растворами описываются, например, в публикации US 6773799 (DECORATIVE SURFACES).
Бумагу предпочтительно импрегнируют смесями, известными из публикаций US 4109043 (FORMICA CORP) и US 4112169 (FORMICA CORP), и, таким образом, она предпочтительно содержит наряду с меламиноформальдегидной смолой также и полиуретановую смолу и/или акриловую смолу.
Смесь, содержащая термоотверждающуюся смолу, может, кроме того, содержать добавки, такие как окрашивающие вещества, поверхностно-активные ингредиенты, биоциды, антистатики, твердые частицы для придания износостойкости, эластомеры, УФ-поглотители, органические растворители, кислоты, основания и тому подобное.
Преимущество добавления окрашивающего вещества к смеси, содержащей термоотверждающуюся смолу, заключается в том, что для изготовления декоративного слоя может быть использован один тип белой бумаги, что, тем самым, приводит к уменьшению запаса бумаги для предприятия по производству декоративного ламината. Использование окрашенной бумаги, как это уже описывалось выше, для уменьшения количества краски, требуемого для печати мотива древесины, в данном случае осуществляют с использованием белой бумаги, окрашиваемой в результате импрегнирования коричневатой термоотверждающейся смолой. Последний вариант делает возможным лучшее регулирование количества коричневого цвета, требуемого для определенных мотивов древесины.
В термоотверждающейся смоле могут быть использованы антистатики. Однако, предпочтительно в смоле отсутствуют антистатики, подобные NaCl и KCl, частицам углерода и частицам металлов, поскольку зачастую им свойственны нежелательные побочные эффекты, такие как пониженная водостойкость или пониженная прозрачность. Другие подходящие для использования антистатики описываются в публикации ЕР 1567334 A (FLOORING IND).
Твердые частицы для придания износостойкости предпочтительно включают в защитный слой.
Декоративные слои
Декоративный слой включает бумагу, импрегнированную термоотверждающейся смолой, и цветной узор, отпечатанный на ней с использованием краскоструйной печати. В собранной декоративной панели цветной узор располагается на бумаге, импрегнированной смолой, на стороне, противоположной стороне, обращенной лицевой поверхностью к сердцевинному слою.
Перед проведением печати цветного узора или по меньшей мере его части бумагу снабжали смолой. Данная мера улучшает стабильность бумаги. В таких случаях по меньшей мере перед проведением краскоструйной печати имеет место по меньшей мере часть расширения или усадки вследствие наличия смолы. Предпочтительно перед проведением краскоструйной печати бумагу, снабженную смолой, высушивают, например, до остаточной влажности, составляющей 10% и менее. В данном случае наиболее важную часть расширения или усадки слоя бумаги нейтрализуют. Преимущество наличия данной геометрической стабильности размеров в особенности наблюдается в тех случаях, в которых, как и в публикации ЕР 1290290 A (FLOORING IND), желательным является соответствие между рельефом и отпечатанным декором.
Декоративная панель, подобная панели настила пола, имеет на одной стороне сердцевинного слоя декоративный слой и балансировочный слой на другой стороне сердцевинного слоя. Однако декоративный слой может быть нанесен и на обе стороны сердцевинного слоя. Последний вариант будет в особенности желательным в случае панелей ламинатов для мебели. В таком случае предпочтительно защитный слой наносят также на оба декоративных слоя, присутствующих на обеих сторонах сердцевинного слоя.
Цветные узоры
Цветной узор получают в результате разбрызгивания и высушивания одной или нескольких водных красок для краскоструйной печати из набора водных красок для краскоструйной печати на бумаге, импрегнированной термоотверждающейся смолой, где упомянутые одна или несколько водных красок для краскоструйной печати содержат полимерное латексное связующее.
Цветной узор представляет предпочтительно менее, чем 6 г/м2 краски, более предпочтительно менее, чем 5 г/м2 краски, а наиболее предпочтительно от 1,2 до 4,0 г/м2 краски, в расчете на сухую массу.
На содержание цветного узора какого-либо реального ограничения не накладывают. Цветной узор также может включать информацию, такую как текст, стрелки, логотипы и тому подобное. Преимущество краскоструйной печати заключается в возможности печати такой информации мелкой серией при отсутствии избыточных затрат, в противоположность глубокой печати.
В одном предпочтительном варианте осуществления цветной узор представляет собой воспроизведение древесины или воспроизведение камня, но им также может быть и фантазийный или креативный узор, такой как карта древнего мира или геометрический узор или даже одноцветный вариант для изготовления, например пола, состоящего из черных и красных плиток, или одноцветной дверцы мебели.
Одно преимущество печати цветного узора древесины заключается в возможности изготовления пола, имитирующего помимо дуба, сосны и бука также и очень дорогостоящую древесину, подобную черному ореху, которая обычно недоступна для декорирования жилища.
Одно преимущество печати цветного узора камня заключается в возможности изготовления пола, который представляет собой точную имитацию каменного пола, но при отсутствии ощущения холода при хождении по нему босиком.
Защитные слои
Предпочтительно после проведения печати поверх отпечатанного узора, наносят дополнительный слой смолы - защитный слой, например в виде верхнего слоя, то есть носитель, снабженный смолой, или жидкое покрытие, предпочтительно во время укладки слоя декора на подложке либо при свободной укладке, либо при уже соединении или прикреплении к нему.
В одном предпочтительном варианте осуществления носитель верхнего слоя представляет собой бумагу, импрегнированную термоотверждающейся смолой, которая становится прозрачной или полупрозрачной после горячего прессования в способе DPL.
Один предпочтительный способ изготовления такого верхнего слоя описывается в публикации US 2009208646 (DEKOR-KUNSTSTOFFE).
Жидкое покрытие предпочтительно содержит термоотверждающуюся смолу, но также может представлять собой и другой тип жидкости, такой как лак, отверждаемый под действием ультрафиолетового излучения или электронного пучка.
В одном в особенности предпочтительном варианте осуществления жидкое покрытие включает меламиновую смолу и твердые частицы, подобные корунду.
Защитным слоем предпочтительно является самый крайний слой, но в еще одном варианте осуществления в виде покрытия на защитный слой может быть нанесен термопластический или эластомерный поверхностный слой, предпочтительно из чистого термопластического или эластомерного материала. В последнем варианте предпочтительно слой на основе термопластического или эластомерного материала также наносят и на другую сторону сердцевинного слоя.
Примеры жидких меламиновых покрытий представлены в публикациях DE 19725829 С (LS INDUSTRIELACKE) и US 3173804 (RENKL PAIDIWERK).
Жидкое покрытие может включать твердые частицы, предпочтительно прозрачные твердые частицы. Жидкие покрытия, подходящие для использования при защите от износа и включающие твердые частицы, и способы изготовления такого защитного слоя описываются в публикациях US 2011300372 (СТ FOR ABRASIVES AND REFRACTORIES) и US 8410209 (CT FOR ABRASIVES AND REFRACTORIES).
Прозрачность, а также цвет защитного слоя можно регулировать твердыми частицами в случае содержания ими одного или множества представителей, выбираемых из оксидов, оксидов-нитридов или смешанных оксидов элементов из группы элементов Li, Na, K, Ca, Mg, Ba, Sr, Zn, Al, Si, Ti, Nb, La, Y, Ce или B.
Совокупное количество твердых частиц и частиц прозрачного твердого материала обычно находится в диапазоне от 5% (об.) до 70% (об.) в расчете на совокупный объем жидкого покрытия. Совокупное количество твердых частиц находится в диапазоне от 1 г/м2 до 100 г/м2, предпочтительно от 2 г/м2 до 50 г/м2.
В случае включения в защитный слой бумаги в качестве листа носителя для термоотверждающейся смолы твердые частицы, такие как частицы оксида алюминия, предпочтительно, будут включаться в бумагу или наноситься на нее. Предпочтительными твердыми частицами являются керамические или минеральные частицы, выбираемые из группы оксида алюминия, карбида кремния, диоксида кремния, нитрида кремния, карбида вольфрама, карбида бора и диоксида титана или из любых других оксида металла, карбида металла, нитрида металла или карбонитрида металла. Наиболее предпочтительные твердые частицы представляют собой корунд и так называемую сиалоновую керамику. В принципе может быть использован широкий ассортимент частиц. Само собой разумеется, что также может быть нанесена и любая смесь из вышеупомянутых твердых частиц.
В одном альтернативном варианте осуществления защитного слоя, включающего бумагу в качестве листа носителя для термоотверждающейся смолы, краскоструйную печать проводят на импрегнированной термоотверждающейся смолой бумаге защитного слоя. После этого другая бумажная подложка, содержащая отбеливатель, такой как диоксид титана, может быть использована просто для маскирования поверхностных дефектов сердцевинного слоя.
Количество твердых частиц в защитном слое может быть определено в зависимости от желательной износостойкости, предпочтительно с использованием так называемого испытания Тэйбера в соответствии с определением в документе EN 13329, а также с описанием в публикациях WO 2013/050910 A (UNILIN) и US 8410209 (СТ FOR ABRASIVES AND REFRACTOR).
Предпочтительными являются твердые частицы, характеризующиеся средним размером частиц в диапазоне от 1 до 200 мкм. Предпочтительно поверх отпечатанного узора наносят количество таких частиц в диапазоне от 1 до 40 г/м2. Количество, меньшее чем 20 г/м2, может оказаться достаточным для пониженных уровней качества.
В случае включения в защитный слой бумаги она предпочтительно будет характеризоваться массой бумаги в диапазоне от 10 до 50 г/м2. Такую бумагу зачастую также описывают как так называемый верхний слой, обычно использующийся в панелях ламинатов. Предпочтительные способы изготовления такого верхнего слоя описываются в публикации WO 2007/144718 (FLOORING IND).
Предпочтительно стадия получения защитного слоя термоотверждающейся смолы поверх отпечатанного узора включает обработку с использованием пресса. Предпочтительно в обработке с использованием пресса используют температуру, большую, чем 150°C, более предпочтительно находящуюся в диапазоне от 180° до 220°C, и давление, большее, чем 20 бар, более предпочтительно находящееся в диапазоне от 35 до 40 бар.
В одном очень предпочтительном варианте осуществления декоративную панель изготавливают, используя две обработки с использованием пресса, поскольку это в результате приводит к получению чрезвычайно высокой стойкости к истиранию. Действительно, во время первой обработки с использованием пресса предпочтительно по существу или полностью отверждают слои, непосредственно подстилающие износостойкий защитный слой. Тем самым, предотвращают вдавливание твердых частиц, заключенных в износостойком защитном слое, из покровной области панели настила пола в цветной узор или в позицию ниже цветного узора и обеспечивают их сохранение в зоне, где они являются наиболее эффективными, а именно в позиции по существу выше цветного узора. Это делает возможным достижение точки начального износа согласно испытанию Тэйбера в соответствии с определением в документе EN 13329 при более, чем 10000 циклов, где при одной обработке с использованием пресса для слоев, имеющих тот же самый состав, достигали только всего лишь более, чем 4000 циклов. Ясно, что применение двух определенных выше обработок с использованием пресса приводит к достижению более эффективного использования доступных твердых частиц. Одно альтернативное преимущество применения по меньшей мере двух обработок с использованием пресса заключается в том, что при меньшем количестве твердых частиц в случае двукратного прессования продукта может быть получена скорость изнашивания, подобная той, как и в случае применения одной обработки с использованием пресса. Уменьшение количества твердых частиц представляет интерес, поскольку твердые частицы создают тенденцию к уменьшению прозрачности износостойкого защитного слоя, что является нежелательным. Также становится возможным работать с твердыми частицами меньшего диаметра, например, частицами, характеризующимися средним диаметром частиц, составляющим 15 мкм и менее или даже 5 мкм и менее.
Балансировочные слои
Основное назначение балансировочного слоя (слоев) заключается в компенсировании усилий растяжения слоями на противоположной стороне сердцевинного слоя, для того чтобы получить по существу плоскую декоративную панель. Такой балансировочный слой предпочтительно является слоем термоотверждающейся смолы, который может включать один или несколько слоев носителей, таких как листы бумаги.
Как это уже разъяснялось выше для мебельной панели, балансировочным слоем (слоями) может быть декоративный слой, необязательно дополненный защитным слоем.
Вместо одного или нескольких прозрачных балансировочных слоев также может быть использован и непрозрачный балансировочный слой, который придает декоративной панели более привлекательный внешний вид в результате маскирования неровностей поверхности. В дополнение к этому, он может включать текстовую или графическую информацию, такую как логотип компании или текстовая информация о ней.
Устройства краскоструйной печати
Одна или несколько водных красок для краскоструйной печати, содержащих полимерное латексное связующее, могут быть разбрызганы с использованием одной или нескольких печатающих головок, контролируемым образом эжектирующих маленькие капельки через сопла на подложку, которая перемещается по отношению к печатающей головке (головкам).
Одной предпочтительной печатающей головкой для системы краскоструйной печати является пьезоэлектрическая головка. Пьезоэлектрическая краскоструйная печать основана на перемещении пьезоэлектрического керамического преобразователя при приложении к нему напряжения. Приложение напряжения изменяет форму пьезоэлектрического керамического преобразователя в печатающей головке, создавая полость, которая после этого заполняется краской. При снятии напряжения керамика расширяется до своей первоначальной формы, эжектируя каплю краски из печатающей головки. Однако, способ изобретения, соответствующий настоящему изобретению, не ограничивается пьезоэлектрической краскоструйной печатью. Могут быть использованы и другие печатающие головки для краскоструйной печати, которые включают их различные типы, такие как тип непрерывного действия.
Печатающая головка для краскоструйной печати обычно производит сканирование взад и вперед в поперечном направлении поперек движущейся краскоприемной поверхности. Зачастую печатающая головка для краскоструйной печати не печатает на обратном ходе. Для получения высокой производительности по площади предпочтительной является двунаправленная печать. Еще одним предпочтительным способом печати является «способ однопроходной печати», который может быть осуществлен с использованием постранично-печатающих головок для краскоструйной печати или нескольких печатающих головок для краскоструйной печати, расположенных в шахматном порядке, которые покрывают всю ширину краскоприемной поверхности. В способе однопроходной печати печатающие головки для краскоструйной печати обычно остаются в стационарном положении, а под печатающими головками для краскоструйной печати транспортируется поверхность подложки.
Примеры
Материалы
Все материалы, использующиеся в следующих далее примерах, были легкодоступны из стандартных источников, таких как компании Aldrich Chemical Co. (Бельгия) и Acros (Бельгия), если не указано иное.
РВ15:3 представляет собой сокращение, использующееся для продукта Hostaperm™ B4G-KR - пигмента в виде синего пигмента согласно цветовому индексу С.I. Pigment Blue 15:3 от компании CLARIANT.
PR254 представляет собой сокращение, использующееся для красного пигмента согласно цветовому индексу С.I. Pigment Red 254, для которого использовали продукт Irgazin™ DPP Red BTR от компании Ciba Specialty Chemicals.
PY151 представляет собой сокращение, использующееся для продукта INK JET H4G LV 3853 - желтого пигмента согласно цветовому индексу С.I. Pigment Yellow 151 от компании CLARIANT.
PBL7 представляет собой сокращение, использующееся для продукта Printex™ 90 - пигмента на основе технического углерода от компании EVONIK.
Edaplan представляет собой сокращение, использующееся для продукта Edaplan 482 - полимерного диспергатора от компании MUNZING.
Proxel представляет собой сокращение, использующееся для биоцида Proxel™ Ultra 5 от компании AVECIA.
PEG 200 обозначает полиэтиленгликоль, имеющий среднюю молекулярную массу 200, от компании CLARIANT.
PEG 600 обозначает полиэтиленгликоль, имеющий среднюю молекулярную массу в диапазоне от 570 до 630 г/моль, от компании CALDIC BELGIUM nv.
TEA обозначает триэтаноламин.
PY139 обозначает продукт Graphtol™ Yellow H2R VP2284 - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 139 от компании CLARIANT.
PY110 обозначает продукт IRGAZIN™ YELLOW L 2040 - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 110 от компании BASF.
PY120 обозначает продукт NOVOPERM™ YELLOW H2G - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 120 от компании CLARIANT.
PY128 обозначает продукт CROMOPHTAL™ JET YELLOW 8GT - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 128 от компании BASF.
PY73 обозначает продукт HANSA™ BRILLIANT YELLOW 4GX - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 73 от компании CLARIANT.
PY154 обозначает продукт HOSTAPERM™ YELLOW H3G - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 154 от компании CLARIANT.
PY55 обозначает продукт SEIKAFAST™ YELLOW 2500 - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 55 от компании Dainichiseika Colour & Chemicals Mfg. Co.
PY97 обозначает продукт Novoperm Yellow FGL - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 97 от компании CLARIANT.
PY17 обозначает продукт GRAPHTOL™ YELLOW GG - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 17 от компании CLARIANT.
PY138 обозначает продукт Paliotol™ Yellow D0960 - желтый пигмент согласно цветовому индексу С.I. Pigment Yellow 138 от компании BASF.
Cab-O-jet™ 450С обозначает 15%-ную дисперсию в воде синего пигмента согласно цветовому индексу С.I. Pigment Blue 15:4, характеризующуюся средним размером частиц 115 нм.
Cab-O-jet™ 465М обозначает 15%-ную дисперсию в воде красного пигмента согласно цветовому индексу С.I. Pigment Red 122, характеризующуюся средним размером частиц 100 нм.
Cab-O-jet™ 470Y обозначает 15%-ную дисперсию в воде желтого пигмента согласно цветовому индексу С.I. Pigment Yellow 74, характеризующуюся средним размером частиц 170 нм.
Cab-O-jet™ 300 обозначает 15%-ную дисперсию в воде черного пигмента согласно цветовому индексу С.I. Pigment Black 7, характеризующуюся средним размером частиц 130 нм.
D75C обозначает 15%-ную дисперсию в воде синего пигмента согласно цветовому индексу С.I. Pigment Blue 15:3, характеризующуюся поверхностным натяжением 55 мн/м и средним размером частиц 100 нм.
D71M обозначает 15%-ную дисперсию в воде красного пигмента согласно цветовому индексу С.I. Pigment Red 122, характеризующуюся поверхностным натяжением 50 мн/м и средним размером частиц 145 нм.
D75Y обозначает 15%-ную дисперсию в воде желтого пигмента согласно цветовому индексу С.I. Pigment Yellow 74, характеризующуюся поверхностным натяжением 55 мн/м и средним размером частиц 100 нм.
D73K обозначает 15%-ную дисперсию в воде черного пигмента согласно цветовому индексу С.I. Pigment Black 7, характеризующуюся поверхностным натяжением 55 мн/м и средним размером частиц 105 нм.
Emuldur™ 381А обозначает характеризующуюся 40%-ным уровнем содержания твердого вещества латексную дисперсию в воде для полиэфирполиуретанового полимера на основе сложного эфира, характеризующегося температурой стеклования 30°C.
Capstone™ FS3100 обозначает фторсодержащее поверхностно-активное вещество от компании DU PONT.
МН обозначает бумагу с матированным покрытием при 120 г/м2, доступную под обозначением МН 1281 от компании MITSUBISHI.
Методы измерений
1. Параметры CIELAB
Спектр отражения для каждого образца измеряли три раза с использованием спектрофотометра Gretag SPM50 в диапазоне от 380 вплоть до 730 нм с шагами в 10 нм.
Если не указано иное, то координаты CIE L*a*b*, а также цветность С* и угол цветового тона Н* рассчитывали для наблюдателя при 2° и источника света D50.
2. Метамерный индекс MI
Метамеризм представляет собой явление, которое имеет место тогда, когда два материала согласуются друг с другом по цвету в определенных условиях освещения, но не в других условиях освещения. Как ожидает потребитель, все детали, например, кухонного гарнитура, которые имеют один и тот же цвет, будут согласовываться друг с другом при их рассматривании при любом освещении, будь то при дневном свете, при освещении галогеновыми лампами, либо при освещении неоновыми лампами.
В цветовом пространстве CIELAB цвет определяют с использованием трех показателей L*, а* и b*. Параметр L* определяет светлоту цвета, и он находится в диапазоне от ноля (черный цвет) до 100 (белый цвет). Показатели а* и b* совместно определяют цветовой тон. Показатель а* находится в диапазоне от отрицательного числа (зеленый цвет) до положительного числа (красный цвет). Показатель b* находится в диапазоне от отрицательного числа (синий цвет) до положительного числа (желтый цвет). Для дополнительного описания заданного цвета используют дополнительные показатели, такие как угол цветового тона Н* и цветность С*, где:


В цветовом пространстве CIELAB параметр ΔЕ* определяет «цветовое различие», то есть разницу между двумя цветами, такими как цвет оригинального отпечатанного изображения и цвет того же самого изображения после затухания света. Чем более высоким будет число ΔЕ*, тем большей будет разница между двумя цветами:

Модель разницы цветов CIE 1994 Colour Difference Model предлагает улучшенный расчет разницы цветов в результате включения определенных весовых коэффициентов. На разницу цветов, измеренную в соответствии с новой моделью, указывает параметр ΔЕ94.

где:
 ,
,
 и
и

и где весовые коэффициенты зависят от области применения. Для областей применения при декорировании: KL=1, K1=0,045 и K2=0,015.
Для метамеризма рассматривают два материала. Например, в случае декоративной печати цветов древесины первый (или эталонный) материал мог бы представлять собой кусок натуральной древесины, относящейся к определенному виду, или дверцу кухонного гарнитура, изготовленные с использованием методик ротационной глубокой печати. Второй материал может представлять собой наилучшее из возможных воспроизведение данного первого материала с использованием краскоструйной печати.
Спектр отражения для обоих материалов рассчитывают для избранного набора источников света из перечня 19 источников света:
- Эквиэнергетический источник света: источник света Е от компании CIE
- Дневной свет: D50, D55, D65
- Стандартные источники света от компании CIE: А (вольфрамовая нить накала), В (прямой дневной свет), С (затененный дневной свет)
- Флуоресцентный источник света: серия F от компании CIE в диапазоне от F1 вплоть до F12
Спектр отражения для каждого образца измеряли три раза с использованием спектрофотометра Gretag SPM50 в диапазоне от 380 вплоть до 730 нм с шагами в 10 нм. Вычисления включали спектр отражения для материала в комбинации со спектром источника света. Для каждого материала и для каждого источника света рассчитывали координаты CIE L*a*b* для наблюдателя при 2°, а также цветность С* и угол цветового тона Н*.
Для каждого источника света рассчитывали значения разностей ΔL*, Δа*, Δb*, ΔС*, ΔН* и цветовое различие ΔЕ*94 для двух материалов, то есть эталонного материала и материала, подвергнутого печати, что, таким образом, давало в результате 19 наборов значений разности для каждых эталонного образца и материала, подвергнутого краскоструйной печати. В отношении 19 наборов значений разницы проводили вычисления в рамках простой описательной статистики.
Метамерный индекс для 2 материалов определяли в виде тройного среднеквадратического отклонения для параметра ΔЕ*94. Чем меньшим будет метамерный индекс, тем меньше будет видна разница цветов между 2 материалами при их сопоставлении друг с другом во время одновременного изменения источника света в пределах избранного набора из 19 источников света. Для надлежащего воспроизведения цветов древесины, характеризующихся минимальным метамеризмом, метамерный индекс должен иметь значение, не большее, чем 1,0.
3. Поверхностное натяжение
Статическое поверхностное натяжение у водных красок для краскоструйной печати измеряли с использованием прибора KRUSS tensiometer K9 от компании KRUSS GmbH, Германия при 25°C по истечении 60 секунд.
4. Вязкость
Вязкость краски для краскоструйной печати измеряли с использованием вискозиметра Brookfield DV-II+ при 32°C и скорости сдвига 1000 сек-1.
5. Средний размер частиц
Образец краски разбавляют этилацетатом до концентрации пигмента 0,002% мае. Средний размер частиц для частиц пигментов определяют с использованием прибора Nicomp™ 30 Submicron Particle Analyzer на основании принципа динамического светорассеяния.
Для получения хороших характеристик краскоструйной печати (разбрызгивание и качество печати) средний размер частиц для диспергированных частиц предпочтительно является меньшим, чем 250 нм.
6. Стабильность краски
Краска для краскоструйной печати считается стабильной дисперсией пигмента, если средний размер частиц не увеличивался более, чем на 15% после тепловой обработки в течение 7 дней при 60°C.
Краска для краскоструйной печати считается стабильной дисперсией пигмента, если вязкость не увеличивалась более, чем на 10% после тепловой обработки в течение 7 дней при 60°C.
7. Светостойкость
Светостойкость определяли в виде изменения цветового тона ДЕ94* между образцом отпечатка, измеренным по истечении одного часа после печати, и тем же самым отпечатком по истечении 1 недели воздействия света ксеноновой лампы в устройстве Atlas Xenotest™ 150S при интенсивности облучения светом в области 300-800 нм 1250 Вт/м2, проводимого внутри помещения за оконным стеклом.
Значение изменения цветового тона ΔЕ94* 1,0 является ясно видимым невооруженным глазом.
8. Шкала голубой шерсти
Шкалу голубой шерсти использовали в качестве меры светостойкости образцов, подвергнутых краскоструйной печати. Испытание имеет своим происхождением текстильную промышленность, но было принято и в промышленности по производству ламинированного напольного покрытия (см., например, страницу в интернете www.eplf.com от компании European Producers of Laminate Flooring).
Получали два идентичных образца. Один располагали в темноте в качестве контрольного образца, а другой располагали в условиях, эквивалентных солнечному свету, на протяжении трехмесячного периода времени. В тех же самых условиях воздействия света, как и для образца, подвергаемого испытанию, также располагали и стандартную карту для испытания на выцветание текстиля из голубой шерсти, согласующуюся со стандартом документа ISO 105-b01. После этого величину выцветания для образца оценивали в результате сопоставления с оригинальным цветом.
В результате идентификации того, какая одна из восьми полосок на стандартной карте голубой шерсти выцвела в той же самой степени, что и образец, подвергаемый испытанию, присваивали рейтинг в диапазоне от 0 до 8. Ноль обозначает чрезвычайно неудовлетворительную цветостойкость, в то время как рейтинг восемь, как это считается, соответствует отсутствию изменения оригинального уровня и, таким образом, дается при наличии светостойкости и прочности окраски.
Промышленность по производству напольного покрытия предполагает наличие у ламинированного напольного покрытия рейтинга в шкале голубой шерсти, составляющего 6 и более.
9. Латентный период
Латентный период представляет собой время, в течение которого сопла могут оставаться непокрытыми и неработающими до появления значительного ухудшения эксплуатационных характеристик, например уменьшения скорости капли, что будет ощутимым образом оказывать негативное воздействие на качество изображения, или даже выход сопел из строя, которые больше уже не будут эжектировать краску.
Отпечатки получали с использованием печатающей головки KJ4B Kyocera при температуре головки 32°C и при разрешении 600 точек на дюйм (23,6 точки на миллиметр) на глянцевой микропористой бумаге после оставления сопел непокрытыми и неработающими в течение 10 минут, 20 минут, 30 минут и 60 минут. В отношении отпечатанного образца проводили оценку качества изображения в результате проверки наличия выхода сопел из строя и неравномерности изображения.
В случае отсутствия при 60 минутах какого-либо наблюдаемого негативного эффекта латентный период считался большим, чем 60 минут. В альтернативном варианте в случае отсутствия наблюдения по истечении 10 минут хорошего качества изображения латентный период считался меньшим, чем 10 минут. Промежуточный латентный период наблюдался в диапазоне от 10 до 60. минут, чем более продолжительным могло быть время открытой головки, тем лучшим был латентный период. Желательным является латентный период, превышающий 30 минут.
10. Адгезия
Адгезию оценивают с использованием испытания сетчатым надрезом в соответствии с документом ISO2409:1992(E). Paints. International standard. 1992-08-15 с использованием прибора для испытания сетчатым надрезом Braive No. 1536 Cross Cut Tester от компании BRAIVE INSTRUMENTS при расстоянии между надрезами в 1 мм и с использованием массы в 600 г в комбинации с лентой из полимера ПВХ Tesatape™ 4104. Оценку проводили в соответствии с критерием, описанным в таблице 1.
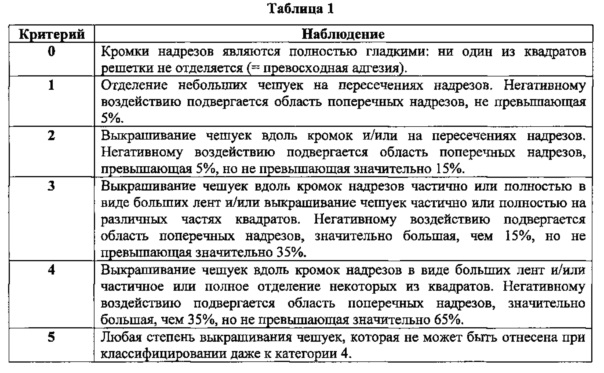
11. Растекание
Растекание цвета для красок имеет место вследствие действия водяных паров, образующихся в ходе способа DPL, которые смещают цветные пигменты или красители. Оценку проводили в соответствии с критерием, описанным в таблице 2.
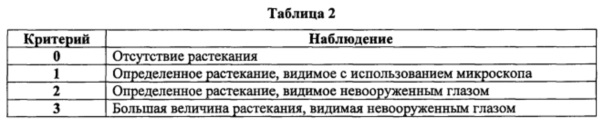
12. Вздутия
Дальнейшее сшивание меламиноформальдегидной смолы в ходе способа DPL приводит к образованию воды, которая вследствие высокой температуры незамедлительно испаряется и может вызвать появление отслаивания между, например, декоративным слоем и защитным слоем, что в результате приводит к образованию замкнутого приподнятого участка (как в краске), напоминающего вздутие.

Пример 1
Данный пример иллюстрирует набор водных красок для краскоструйной печати, который является подходящим для использования при печати цветных узоров для ламинированных напольных покрытий, и который также характеризуется достаточной надежностью для промышленной печати с использованием красок для краскоструйной печати.
Получение красок для краскоструйной печати
Каждую из красок для краскоструйной печати получали одним тем же образом в результате разбавления концентрированной дисперсии пигмента другими ингредиентами краски.
Концентрированную водную дисперсию пигмента получали одним и тем же образом для каждого цветного пигмента в результате перемешивания композиции, соответствующей Таблице 4, в течение 30 минут с использованием смесителя Disperlux™ Yellow.
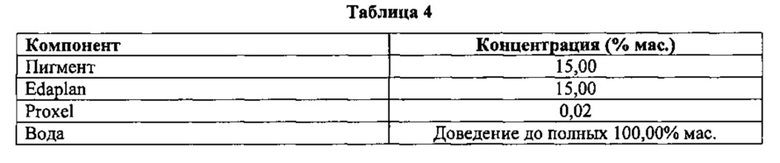
После этого каждую концентрированную водную дисперсию пигмента размалывали с использованием устройства Dynomill™ KDL с мелющей средой YTZ™ Grinding Media в виде бисерин из циркония, стабилизированного иттрием, в 0,04 мм (доступной в компании TOSOH Corp.). Мельницу заполняли до половины ее объема мелющими телами в виде бисерин и дисперсию размалывали в течение 3 часов при расходе 200 мл/мин и скорости вращения 15 м/сек. По завершении размалывания дисперсию отделяют от бисерин. Концентрированную водную дисперсию пигмента использовали в качестве основы при получении краски для краскоструйной печати.
Краски для краскоструйной печати получали в результате перемешивания компонентов, соответствующих общей рецептуре из таблицы 5, выражаемой в % мас. при расчете на совокупную массу краски. Для получения значения pH в диапазоне от 8,5 до 8,2 использовали компонент TEA. Для окончательного доведения краски до желательной концентрации пигмента добавляли воду.

Желтая краска для краскоструйной печати, как это было установлено, имеет наиболее критическое значение для эксплуатационных характеристик четырех красок для краскоструйной печати. Вследствие приобретения надежностью для промышленной краскоструйной печати все более решающей роли при более высоких концентрациях пигмента получали несколько желтых красок для краскоструйной печати в диапазоне от Y1 до Y10 тем же самым образом, как и краску для краскоструйной печати Y из Таблицы 5, за исключением того, что концентрацию желтого пигмента и диспергатора увеличивали до 4,70% мас. в расчете на совокупную массу желтой краски для краскоструйной печати.
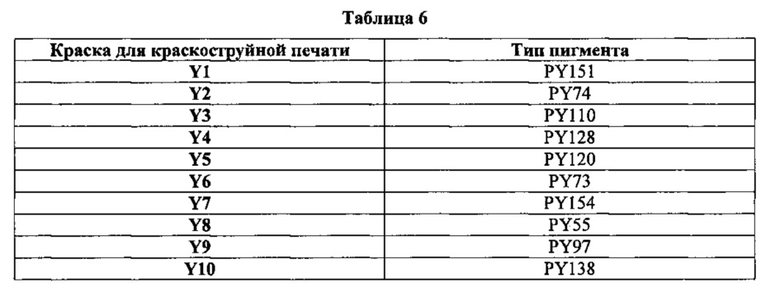
Оценка и результаты
Латентный период
Проводили испытания на латентный период для бирюзовой, пурпурной, черной красок для краскоструйной печати из таблицы 7 и желтых красок для краскоструйной печати из таблицы 8, характеризующихся концентрацией пигмента 4,70% мас. Результаты продемонстрированы в таблице 7.
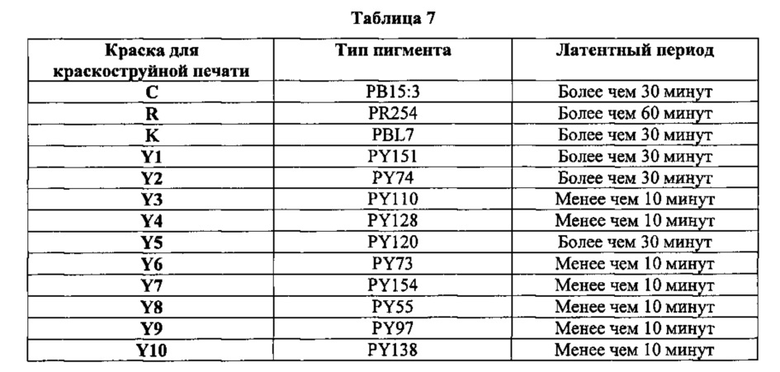
Исходя из данных в таблице 7, можно видеть, что латентный период для бирюзовой, пурпурной, черной красок для краскоструйной печати соответствовал хорошему значению, в то время как только желтые краски, содержащие пигменты PY151, PY74 и PY120, продемонстрировали хороший латентный период.
Стабильность краски
Стабильность краски подвергали испытаниям в результате сопоставления среднего размера частиц и вязкости после тепловой обработки в течение 1 недели при 60°C. Результаты продемонстрированы в таблице 8.
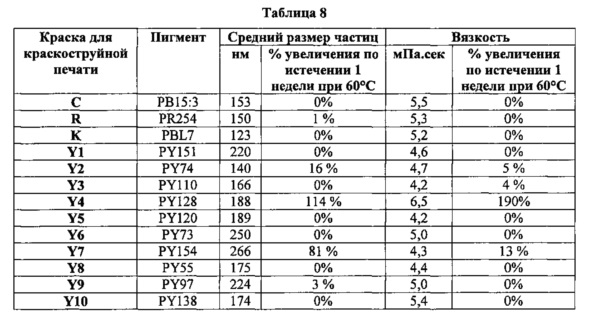
Как это можно видеть, исходя из данных в таблице 10, краски для краскоструйной печати, содержащие желтые пигменты PY128 и PY154, продемонстрировали недостаточную стабильность краски для проведения надежной печати в промышленной среде.
Светостойкость
С использованием печатающей головки KJ4B Kyocera при температуре головки 32°C и при 600 точках на дюйм (23,6 точки на миллиметр) на бумажной подложке МН печатали цветное пятно при 100%-ной степени покрытия поверхности.
Опять-таки, как было обнаружено, светостойкость желтой краски для краскоструйной печати имела наиболее критическое значение. Результаты по светостойкости для образцов, подвергнутых печати, до и после 1 недели воздействия ксеноновой лампы продемонстрированы в таблице 9, соответственно, таблице 10.
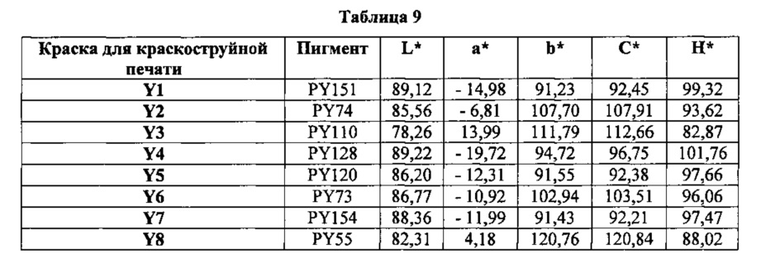

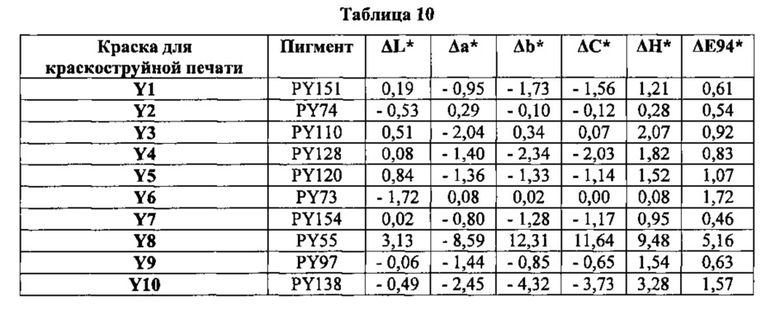
Наилучшие результаты для светостойкости при воздействии ксеноновой лампы были обнаружены для желтых пигментов PY151, PY74, PY154 и PY97.
Поскольку краски для краскоструйной печати, содержащие пигменты PY154 и PY97, не обеспечили надежного проведения краскоструйной печати, а другие желтые краски для короткоструйной печати продемонстрировали неудовлетворительные эксплуатационные характеристики в испытании на светостойкость под действием ксеноновой лампы, испытанию по шкале голубой шерсти подвергали только желтые краски для краскоструйной печати Y1 и Y2, содержащие пигменты PY151, соответственно, PY74. таблица 13 приводит результаты по светостойкости желтых красок для краскоструйной печати Y1 и Y2 с использованием испытания по шкале голубой шерсти.

Несмотря на то, что краска Y2 получила немного лучшую оценку в сопоставлении с краской Y1 в испытании на светостойкость под действием ксеноновой лампы, краска Y2, как это ни удивительно, не прошла испытания по шкале голубой шерсти с использованием солнечного света. Желтая краска для краскоструйной печати Y1 удовлетворила ожиданиям промышленности по производству напольного покрытия с рейтингом по шкале голубой шерсти, превышающим 6.
Метамеризм
Метамеризм оценивали с использованием в качестве эталонного материала покрытия УФ-отверждаемой желтой краски для краскоструйной печати Agora™ G2 от компании Agfa Graphics nv. Такую краску успешно используют для печати на поверхностях пластиков, например, на боковых полосах для мебели из панели ламината MDF.
Краску для краскоструйной печати Agora™ G2 наносили в виде покрытия при толщине 6 мкм на подложку из материала PET 100 с использованием стержневого устройства для нанесения покрытия. Образец с нанесенным покрытием полностью отверждали с использованием транспортера Fusion DRSE-120, снабженного лампой Fusion VPS/1600 (D-bulb), который транспортировал образец под УФ-лампой на ленте транспортера при скорости 20 м/мин.
В рамках второго материала для испытания на метамеризм на образце проводили печать с использованием желтой краски для краскоструйной печати, используя печатающую головку KJ4B Куосега при температуре головки 32°C и при разрешении 600 точек на дюйм (23,6 точки на миллиметр), на бумажной подложке PGA при 100%-ной степени покрытия поверхности. Результаты по метамеризму продемонстрированы в таблице 12.
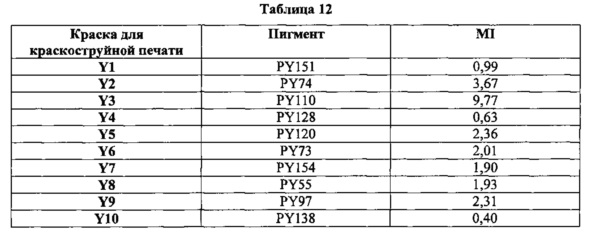
Как это демонстрирует таблица 14, только надежная светостойкая краска для краскоструйной печати Y1 характеризуется значением метамерного индекса, не превышающим 1,00.
Пример 2
Данный пример иллюстрирует изготовление декоративной поверхности с использованием способа изготовления.
Изготовление декоративной поверхности
Пористую бумагу, использующуюся для печати декора, при 80 г/м импрегнировали водным раствором, содержащим 60% мас. смолы на меламиноформальдегидной основе, и высушивали перед проведением краскоструйной печати до остаточной влажности, составляющей приблизительно 8 г/м2.
Декоративный слой получали в результате печати декоративного узора на бумаге, импрегнированной смолой на меламиноформальдегидной основе, с использованием краски из набора красок для краскоструйной печати CRYK в таблице 7 и печатающей головки KJ4B Kyocera при температуре головки 32°C и при разрешении 600 точек на дюйм (23,6 точки на миллиметр). Сухая масса разбрызгиваемой краски составляла менее, чем 1 г/м2.
Получали сборную конструкцию, продемонстрированную на Фиг. 3, где полученный декоративный слой прокладывали в промежутке между сердцевиной HDF и защитным слоем из не имеющей отпечатка импрегнированной меламиноформальдегидной смолой бумаги, содержащей оксид алюминия для долговечности. После этого сборную конструкцию подвергали горячему прессованию с получением ламината с использованием способа DPL, используя 138 бар и 50 кг/см2. Для плавления термоотверждающейся смолы и объединения слоев друг с другом использовали две комбинации из температуры и времени А и В, продемонстрированные в таблице 15.

Оценка и результаты
Получающиеся в результате ламинированные напольные покрытия рассматривали на предмет адгезии, растекания и образования вздутий. Результаты представлены в таблице 15.

Ламинированные напольные покрытия продемонстрировали хорошую адгезию и отсутствие вздутий, в то время как величина растекания уменьшалась при увеличении температуры и времени, и качество изображения, как это было установлено, было достаточным для ламинированного напольного покрытия нижнего ценового сектора.
Качество изображения и растекание для декоративного узора на бумаге, импрегнированной смолой на меламиноформальдегидной основе, сопоставляли с тем, что имело место для того же самого декоративного узора, отпечатанного на неимпрегнированной бумаге. Цветной узор на бумаге, неимпрегнированной смолой на меламиноформальдегидной основе, продемонстрировал неприемлемое качество изображения вследствие низкой оптической плотности и избыточного растекания. Как это было установлено, нанесение обычного краскоприемного покрытия для краскоструйной печати на бумаге, неимпрегнированной смолой на меламиноформальдегидной основе, улучшало качество изображения, но в результате приводило также и к неоднородному и замедленному поглощению термоотверждающейся смолы впоследствии, что приводит к получению неудовлетворительной адгезии.
Пример 3
Данный пример иллюстрирует выгодные эффекты в отношении качества изображения в результате добавления полимерного латексного связующего к водным краскам для краскоструйной печати в соответствии с настоящим изобретением при одновременном сохранении хороших результатов в отношении адгезии и образования вздутий.
Получение красок для краскоструйной печати
Получали первый набор водных красок для краскоструйной печати S1 с использованием тех же самых концентрированных дисперсий пигментов, как и в примере 1, и перемешивании компонентов, соответствующих таблице 16.
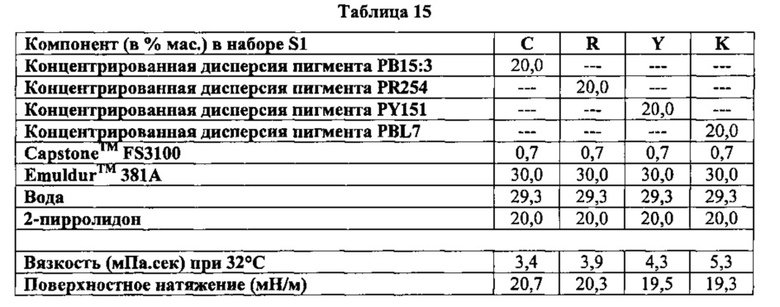
Получали второй набор водных красок для краскоструйной печати S2 при перемешивании компонентов, соответствующих таблице 17.
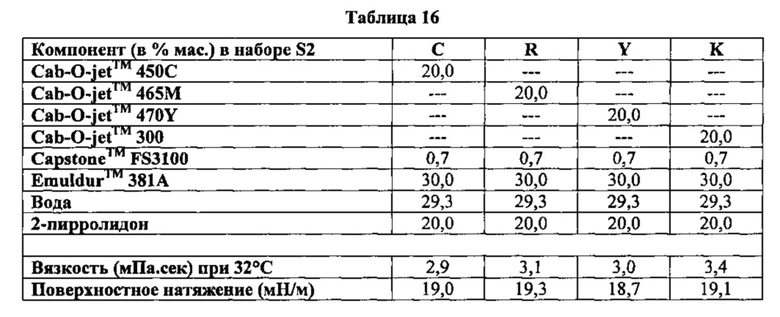
Получали третий набор водных красок для краскоструйной печати S3 при перемешивании компонентов, соответствующих таблице 18.
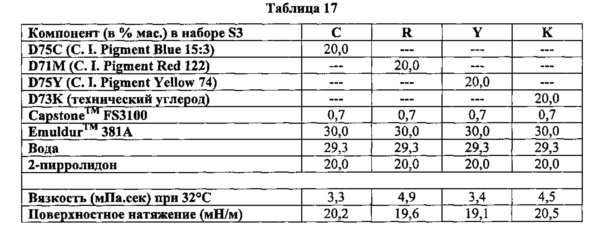
Использовали тот же самый способ получения декоративной поверхности, как и описанный выше в примере 2, за исключением того, что сборную конструкцию, соответствующую Фиг. 3, теперь подвергали горячему прессованию с получением ламината с использованием способа DPL, используя 138 бар и 50 кг/см2 в течение 30 секунд при 180°C. Печатали и оценивали цветной узор с использованием каждой индивидуальной краски для краскоструйной печати.
Оценка и результаты
Получающиеся в результате ламинированные напольные покрытия, оцениваемые на предмет адгезии, растекания и образования вздутий, представлены в таблице 19.
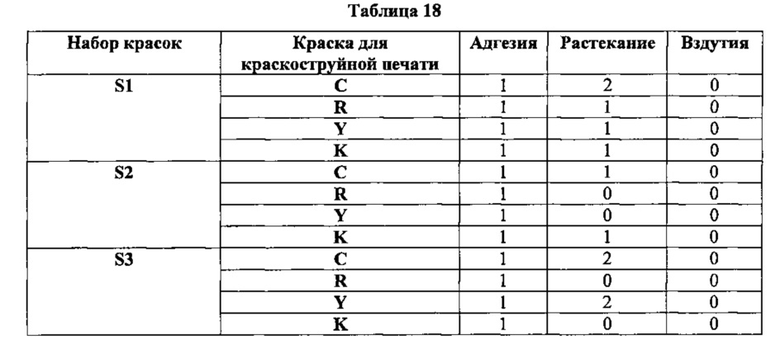
Качество изображения было намного лучшим, чем в примере 2. Вследствие включения латекса в краску для краскоструйной печати наблюдали отсутствие растекания или незначительное растекание. Включение латекса можно наблюдать в виде краскоприемного слоя, образованного «по месту», но не обладающего свойствами барьерного слоя.
Перечень ссылочных позиций
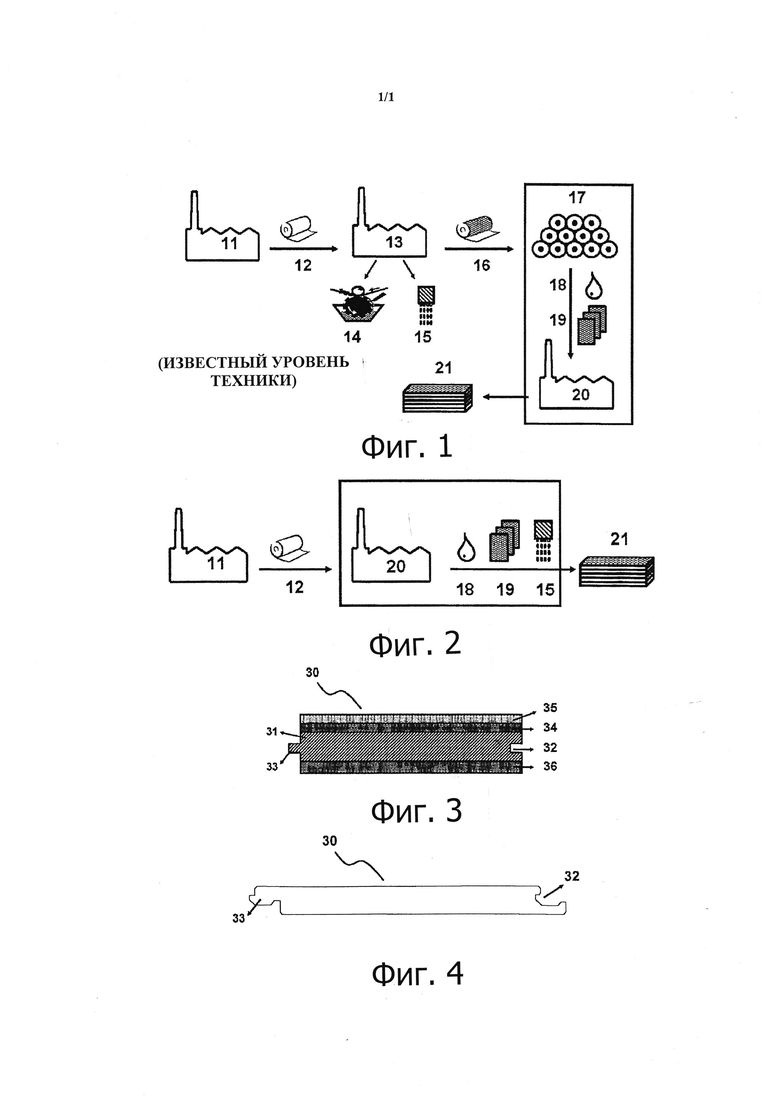
Способ изготовления декоративной поверхности, включающий стадии: а) импрегнирования бумажной подложки термоотверждающейся смолой; b) разбрызгивания одной или нескольких водных красок для краскоструйной печати, содержащих полимерное латексное связующее, для получения цветного узора на бумаге, импрегнированной термоотверждающейся смолой; с) высушивания одной или нескольких водных красок для краскоструйной печати; и d) горячего прессования термоотверждающейся бумаги, несущей цветной узор, с получением декоративной поверхности. 2 н. и 12 з.п. ф-лы, 4 ил.
1. Способ изготовления декоративных поверхностей, включающий стадии:
а) импрегнирования бумажной подложки термоотверждающейся смолой;
b) краскоструйной печати цветного узора с использованием одной или нескольких водных красок для краскоструйной печати, содержащих полимерное латексное связующее, на бумаге, импрегнированной термоотверждающейся смолой, где полимерным латексным связующим является латексное связующее на полиуретановой основе; и
с) горячего прессования термоотверждающейся бумаги, несущей цветной узор, с получением декоративной поверхности.
2. Способ по п. 1, где импрегнированную термоотверждающейся смолой бумагу, несущую цветной узор, подвергают горячему прессованию между защитным слоем, содержащим термоотверждающуюся смолу, и сердцевинным слоем, при этом цветной узор лицевой поверхностью обращен к защитному слою.
3. Способ по п. 1, где импрегнированную термоотверждающейся смолой бумагу, несущую цветной узор, подвергают горячему прессованию в качестве защитного слоя с получением декоративной поверхности, при этом цветной узор лицевой поверхностью обращен к сердцевинному слою, присутствующему на декоративной поверхности.
4. Способ по п. 1, где защитный слой включает твердые частицы в количестве в диапазоне от 1 г/м2 до 100 г/м2, где твердыми частицами являются керамические или минеральные частицы, выбираемые из группы оксида алюминия, карбида кремния, диоксида кремния, нитрида кремния, карбида вольфрама, карбида бора и диоксида титана или из любого другого оксида металла, карбида металла, нитрида металла или карбонитрида металла.
5. Способ по п. 1, где на защитном слое производят тиснение рельефа, соответствующего цветному узору.
6. Способ по п. 1, где используют бумагу, импрегнированную окрашенной термоотверждающейся смолой.
7. Способ по п. 1, где одна или несколько водных красок для краскоструйной печати включают водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из желтых пигментов согласно цветовому индексу C. I. Pigment Yellow 151, C. I. Pigment Yellow 74 и их смешанных кристаллов.
8. Способ по п. 1, где одна или несколько водных красок для краскоструйной печати включают водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из красных пигментов согласно цветовому индексу C. I. Pigment Red 254, C. I. Pigment Red 122 и их смешанных кристаллов.
9. Способ по п. 1, где одна или несколько водных красок для краскоструйной печати образуют набор водных красок для краскоструйной печати, включающий:
а) бирюзовую водную краску для краскоструйной печати, содержащую медный фталоцианиновый пигмент;
b) красную водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из красных пигментов согласно цветовому индексу C. I. Pigment Red 254, C. I. Pigment Red 122 и их смешанных кристаллов;
с) желтую водную краску для краскоструйной печати, содержащую цветной пигмент, выбираемый из группы, состоящей из желтых пигментов согласно цветовому индексу C. I. Pigment Yellow 151, C. I. Pigment Yellow 74 и их смешанных кристаллов; и
d) черную водную краску для краскоструйной печати, содержащую пигмент на основе технического углерода.
10. Способ по п. 1, где на цветной узор приходится менее чем 6 г/м2 краски в расчете на сухую массу.
11. Способ по п. 1, где термоотверждающейся смолой является смола на меламиновой основе.
12. Способ по п. 1, где разбрызгивание краски проводят с использованием способа краскоструйной печати в виде однопроходной печати.
13. Декоративная панель, полученная с использованием способа по любому из пп. 1-10, где декоративную панель выбирают из группы, состоящей из панелей настила пола, кухонных, мебельных и стеновых панелей.
14. Декоративная панель по п. 13, где декоративная панель включает гребень и шпунт, способные обеспечить получение бесклеевого механического соединения.
| ПОРОШКООБРАЗНЫЕ ЗЕРНОВЫЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ НЕРЕПЛИЦИРУЮЩИЕСЯ ПРОБИОТИЧЕСКИЕ МИКРООРГАНИЗМЫ | 2011 |
|
RU2574476C2 |
| Электромашинная совмещенная обмотка для ротора | 1989 |
|
SU1700689A1 |
| WO 2013050910 A2, 11.04.2013. | |||

