Настоящее изобретение относится к способу изготовления панелей, имеющих декоративную поверхность, или так называемых декоративных панелей. Настоящее изобретение также относится к способу изготовления бумаги, пригодной для краскоструйной печати, для использования в качестве бумаги с декором в таких панелях, и к бумаге, получаемой таким способом.
Более конкретно, настоящее изобретение относится к способу изготовления многослойных (слоистых) панелей, причем упомянутые панели содержат по меньшей мере материал основы и обеспеченный на нем верхний слой с печатным декором. Верхний слой образуют из термоотверждающейся смолы и одного или более слоев бумаги, причем упомянутые слои бумаги содержат бумагу с декором, имеющую печатный узор. Панели настоящего изобретения могут относиться к мебельным панелям, потолочным панелям, напольным панелям и т.п., причем эти панели предпочтительно содержат древесную основу, такую как MDF- или HDF-основа (древесно-волокнистая плита средней или высокой плотности) или материал основы, состоящий или по существу изготовленный из древесностружечной плиты.
Традиционно, декор или узор таких панелей печатают на бумаге посредством офсетной или ротационной глубокой печати. Полученную бумагу используют в качестве декоративной бумаги в так называемой многослойной панели. Согласно процессу изготовления слоистого материала прямого давления (Direct Pressure Laminate - DPL), уже напечатанную бумагу или декоративную бумагу снабжают меламиноформальдегидной смолой для образования декоративного слоя. Затем образуют пакет, содержащий по меньшей мере плитообразную основу, упомянутый декоративный слой и, возможно, защитный слой поверх упомянутого декоративного слоя, причем упомянутый защитный слой или верхний слой также основан на смоле и/или бумаге. Упомянутый пакет прессуют, и прессовая обработка приводит к взаимному соединению или сцеплению декоративной бумаги, основы и защитного слоя, а также к отверждению смолы, присутствующей в пакете. В результате операции прессования получают декоративную панель, имеющую меламиновую поверхность, которая может быть очень износоустойчивой. На нижнюю сторону плитообразной основы может быть нанесен противоположный слой или уравновешивающий слой, или, в качестве альтернативы, декоративный слой может быть присоединен также и к нижней стороне, особенно в случае многослойных панелей для мебели. Такой противоположный слой или уравновешивающий слой или любой другой слой на нижней стороне многослойной панели ограничивает или предотвращает возможный изгиб декоративной панели, и наносится при той же самой прессовой обработке, например, посредством обеспечения несущего смолу слоя бумаги в качестве самого нижнего слоя пакета, на стороне пакета, противоположной упомянутому декоративному слою. Для примеров DPL-процесса ссылка делается на документ EP 1 290 290, из которого также известно, как можно обеспечить рельеф в упомянутой меламиновой поверхности во время той же самой прессовой обработки или операции прессования, а именно, посредством приведения упомянутой меламиновой поверхности в контакт со структурированным элементом пресса, например, со структурированной плитой пресса.
Печать на бумаге посредством аналогового процесса печати, такого как ротационная глубокая или офсетная печать, при приемлемых ценах, неминуемо приводит к большим минимальным размерам заказа на конкретную декоративную бумагу и ограничивает достижимую гибкость. Изменение декора или узора требует простоя печатного оборудования в течение около 24 часов. Это время простоя необходимо для замены печатных валиков, очистки печатного оборудования и для настройки цветов нового декора или узора, подлежащего печати.
Нанесение на напечатанную бумагу смолы может привести к расширению бумаги, которое трудно контролировать. Проблемы могут возникнуть, в частности, в случаях, подобных случаям в документе EP 1 290 290, когда требуется обеспечить соответствие между рельефом и напечатанным декором.
С целью ограничения стоимости декоративной бумаги и предотвращения расширения, был разработан способ, известный, например, из документа DE 197 25 829 C1, в котором аналоговый процесс печати, например, процесс офсетной печати, используют для печати прямо на плитообразной основе, независимо от того, имеется ли промежуточный набор подготовительных слоев, например, меламинсодержащих слоев. Печатный декор покрывают меламинсодержащими слоями и созданное целое отверждают с использованием операции прессования. Прямая печать на плите может приводить к ухудшению качества печати. Существует большая опасность того, что любая неоднородность, находящаяся внутри плиты или на ее поверхности, проступит на верхней поверхности, в результате чего может образоваться визуальный дефект на поверхности конечной декоративной панели. Кроме того, этот процесс печати имеет те же самые проблемы в отношении достижимой гибкости при печати на бумаге. Наконец, любое ухудшение качества отпечатка будет приводить к потерям ценного древесного материала.
Вместо аналоговых технологий печати, цифровые технологии печати, особенно технология краскоструйной печати, становятся все более популярными для создания декоров или узоров, будь то на бумаге или прямо на плитообразной основе, возможно, с промежуточным набором подготовительных слоев. Такие цифровые технологии могут значительно улучшить гибкость печати декоров. Ссылка делается на документы EP 1 872 959, WO 2011/124503, EP 1 857 511, EP 2 431 190, EP 2 293 946 и WO 2015/118451, где раскрыты такие технологии.
Документ EP 2 132 041 раскрывает способ, содержащий по меньшей мере этап снабжения упомянутого слоя бумаги термоотверждающейся смолой и этап снабжения упомянутого снабженного смолой слоя бумаги по меньшей мере участком упомянутого печатного узора. Предпочтительно, для реализации декора на вышеупомянутый слой бумаги наносят многоцветные печатные узоры, например, представляющие собой древесный узор. Каждый декор продолжается по большей части или даже по всему снабженному смолой слою бумаги. Такая технология известна по существу, например, из документа EP 2 132 041, где применена цифровая печатная машина, более конкретно, краскоструйная печатная машина. Однако возникают очень большие трудности с надежной дополнительной обработкой такой напечатанной бумаги для изготовления многослойных панелей, например, в процессе в DPL-процессе, поскольку на поверхности смолы могут возникать дефекты прессования, и операции фрезерования, сверления и распиловки, проводимые через поверхность слоистого материала или на его краю, часто приводят к растрескиванию верхнего слоя. Кроме того, краски или красители документа EP'041 могут переувлажнить слой бумаги и вызвать эффекты образования складок или расплывания после дополнительной обработки напечатанной бумаги, что приводит к нестабильному и/или медленному производственному процессу. Для разрешения этого вопроса в документе EP'041 предлагается сразу сушить напечатанный слой бумаги.
Документы EP 1 044 822, EP 1 749 676 и EP 2 274 485 раскрывают использование краскоструйного приемного покрытия для улучшения качества печати на необработанной декоративной бумаге. Такое краскоструйное приемное покрытие содержит пигменты и полимер, такой как поливиниловый спирт.
Как раскрыто в документе WO 2015/118451, использование бумаги, обработанной краскоструйным приемным покрытием, может привести к сбоям в работе печатного оборудования. Пыль может выделяться из краскоструйного приемного покрытия и вызывать все виды вредных эффектов в отношении критических частей краскоструйной печатной машины. Пыль может, например, засорить одно или более сопел и привести к сбоям печати. В документе WO 2015/118451 предлагается избегать слишком большого изгиба бумаги в печатном оборудовании для минимизации выделения пыли.
Во время частных исследований, автор настоящего изобретения также столкнулся с проблемами, связанными с последовательной пропиткой выделяющих пыль слоев бумаги, даже в случаях, когда эти слои бумаги уже были напечатанными. Выделяющаяся пыль может загрязнять ванну со смолой, валики, камеры и другое оборудование в канале пропитки или в его непосредственной близости, что приводит к дефектам конечного изделия или используемого оборудования.
Документ WO 2015/118451 дополнительно раскрывает, что неоднородное нанесение краскоструйного приемного покрытия может приводить к неприемлемым дефектам, которые становятся видимыми только после печати. Действительно, когда краскоструйное приемное покрытие нанесено неоднородно, величина расплывания наносимой затем краски может изменяться согласно распределению краскоструйного приемного покрытия. Обычно наблюдаются зоны меньшего качества печати, продолжающиеся в направлении нанесения покрытия. В документе WO 2015/118451 предложено смягчить эту проблему посредством обеспечения также того, чтобы печатный древесный узор продолжался своими древесными прожилками в направлении нанесения таким образом, чтобы непреднамеренное изменение в процессе изготовлении можно было ошибочно принять за естественный внешний вид текстуры древесины.
Настоящее изобретение имеет своей первоочередной целью обеспечение альтернативного способа изготовления панелей, имеющих декоративную поверхность, или бумаги, используемой в таких панелях, а также стремится, согласно некоторым из его предпочтительных вариантов осуществления, устранить одну или более проблем, возникающих в предшествующем уровне техники.
Таким образом, настоящее изобретение, согласно своему первому независимому аспекту, относится к способу изготовления бумаги, пригодной для печати с использованием краскоструйной печатной машины, для использования в качестве бумаги с декором в многослойной панели, причем способ содержит по меньшей мере следующие этапы:
этап обеспечения слоя бумаги;
этап нанесения по меньшей мере на одну сторону упомянутого слоя бумаги краскоструйного приемного покрытия, содержащего пигмент и связующее вещество;
причем упомянутое краскоструйное приемное покрытие наносят по меньшей мере на двух отдельных этапах, на которых, соответственно, наносят первый слой с первой композицией и затем второй слой со второй композицией, причем обе композиции содержат по меньшей мере упомянутое связующее вещество.
Автор изобретения был свидетелем того, что нанесение краскоструйного приемного покрытия на двух отдельных этапах приводило к лучшему встраиванию или связыванию пигмента. Опасность выделения пыли из бумаги уменьшается по сравнению с ситуацией, в которой то же самое количество пигмента наносится только на одном этапе нанесения покрытия. По мнению автора изобретения, этот удивительный эффект может быть объяснен тем, что первый слой образует своего рода барьер, противодействующий проникновению связующего вещества второго слоя в слой бумаги. Связующее вещество второго слоя более эффективно в связывании пигментов, которые иначе могли бы быть свободными или слабо связанными на поверхности бумаги. Уменьшение количества свободных или слабо сцепленных пигментов приводит к значительному уменьшению выделения пыли из бумаги после ее дополнительной обработки, например, печати, пропитки смолой.
Нанесение краскоструйного приемного покрытия на двух этапах может дополнительно привести к более ровному нанесению краскоструйного приемного покрытия в целом. В тех случаях, когда первая композиция может быть частично неоднородно поглощена в слое бумаги, что может привести к неровности первого слоя, вторая композиция по меньшей мере в некоторой степени выравнивает возможную неровность.
Способ настоящего изобретения особенно интересен, когда он начинается со слоев бумаги, среднее сопротивление воздуха которых является низким, например, имеет значение по Герли, равное 30 секундам или менее, например, 25 секундам или менее. В таких случаях связующее вещество, содержащееся в первом слое, как правило, поглощается главным образом в массе бумаги, причем пигментное содержимое остается, главным образом, несвязанным на поверхности. Предпочтительно, слой бумаги является стандартной бумагой-основой для печати, или другим необработанным слоем бумаги, имеющим среднее сопротивление воздуха, выраженное значением по Герли, равное 30 секундам или менее. Конечно не следует исключать того, что способ настоящего изобретения, согласно альтернативному варианту осуществления, может начаться с бумаги, обработанной термоотверждающейся смолой перед нанесением упомянутого краскоструйного приемного покрытия. Предпочтительно, в этом последнем случае, снабженный смолой слой бумаги имеет среднее сопротивление воздуха со значением по Герли, равным 100 секундам или менее. Также, в таком случае нанесение краскоструйного приемного покрытия на двух отдельных этапах имеет значительные преимущества, например, в отношении выделения пыли, минимизации расплывания распыленной краски, однородного нанесения краскоструйного приемного покрытия.
Предпочтительно, слой бумаги, на который нанесено краскоструйное приемное покрытие, имеет плотность бумаги от 50 до 100 грамм на квадратный метр, например, между 60 и 80 граммами на квадратный метр.
Предпочтительно, сторону слоя бумаги, на которую должно быть нанесено краскоструйное приемное покрытие, сглаживают (по-немецки: geglättet), предпочтительно во время изготовления бумаги. Сглаживание бумаги уменьшает количество связующего вещества первой композиции, проникающего в сердцевину бумаги, таким образом, пигменты, содержащиеся в первой композиции, могут быть лучше связаны имеющимся связующим веществом, и изменения в поглощении могут быть меньшими.
Предпочтительно, бумага, получаемая с использованием способа настоящего изобретения, т.е. включающая в себя краскоструйное приемное покрытие, имеет значение по Герли, находящееся между 60 и 120 секундами, и предпочтительно между 80 и 100 секундами. Такой слой бумаги обеспечивает превосходное качество печати, поскольку осаждаемые краски, как правило, меньше расплываются в бумагу, и может быть легче получено и сохранено позиционное соответствие, или так называемая приводка (совмещение), между печатными узорами, наносимыми разными краскоструйными головками. Действительно, относительно высокое значение по Герли приводит к более размерно-устойчивой бумаге, поскольку она менее склонна к поглощению воды. Когда дело касается пропитки термоотверждающейся смолой такой бумаги с высоким значением по Герли, следует рассматривать регулирование в сторону уменьшения скорости канала пропитки, использование технологий пропитки под давлением, и уменьшение вязкости пропиточной смолы.
В общем, способ настоящего изобретения позволяет наносить краскоструйное приемное покрытие с повышенным содержанием пигмента и, таким образом, с повышенной поглощающей способностью или с повышенной скоростью поглощения растворителя наносимых красок, например, воды в случае водных пигментированных красок, при сохранении или даже уменьшении выделения пыли из обработанной пригодной для печати поверхности. Повышенная поглощающая способность или скорость поглощения растворителя может приводить к повышенному разрешению отпечатков. Поскольку растворитель поглощается по существу вертикально в краскоструйном приемном покрытии, т.е. без существенного бокового расплывания, пигменты сохраняются на пятне, где была нанесена краска, т.е. пигменты не перемещаются вбок вместе с растворителем краски. Как указано выше, любое расплывание, которое все же имеется, может проявляться более равномерно вследствие нанесения второго слоя краскоструйного приемного покрытия, частично или полностью выравнивающего первый слой.
Согласно предпочтительному варианту осуществления, упомянутый первый слой и упомянутый второй слой отличаются тем, что они демонстрируют одно или более из следующих свойств:
1. Свойство, состоящее в том, что упомянутый первый слой, а также упомянутый второй слой содержат пигмент и связующее вещество, хотя и с отличными соотношениями пигмента и связующего вещества;
2. Свойство, состоящее в том, что сухой вес материала, применяемого для упомянутого первого слоя и упомянутого второго слоя, являются отличными;
3. Свойство, состоящее в том, что упомянутый первый слой, а также упомянутый второй слой содержат пигмент и связующее вещество, причем средний размер частиц пигментов, содержащихся в упомянутом первом слое, является отличным, предпочтительно большим, чем средний размер частиц, содержащихся в упомянутом втором слое.
В отношении первого упомянутого свойства, упомянутая первая композиция предпочтительно имеет соотношение пигмента и связующего вещества, которое является большим, чем соотношение пигмента и связующего вещества упомянутой второй композиции. Таким образом, связующее вещество второго слоя в первую очередь связывает пигменты первого слоя и выравнивает неровность в первом слое.
Предпочтительно, соотношение пигмента и связующего вещества в упомянутой второй композиции является меньшим, чем 2:1, и предпочтительно находится между 0,2:1 и 2:1. Когда соотношение во второй композиции было меньшим, чем 1,5:1, наблюдалось крайне низкое выделение пыли.
Независимо от сочетания с упомянутой предпочтительной второй композицией, соотношение пигмента и связующего вещества в упомянутой первой композиции может быть выбрано между 1:1 и 10:1 или 2:1 и 10:1, и предпочтительно является равным 3,5:1 или большим, чем 3,5:1, и даже лучшим, чем 5,5:1 или большим, чем 5,5:1, хотя предпочтительно меньшим, чем 7:1.
Хорошее сочетание первой и второй композиции обеспечивается, когда соотношение пигмента и связующего вещества во второй композиции находится между 0,2:1 и 2:1, и соотношение пигмента и связующего вещества в первой композиции находится между 3,5:1 и 7:1 включительно.
В отношении второго упомянутого свойства, конечно не исключается, что для обоих слоев может быть применен один и тот же сухой вес. В таком случае, однако, предпочтительно, отличные соотношения пигмента и связующего вещества применяют в первой и второй композиции. Предпочтительно, для обоих слоев сухой вес материала, который наносится на слой бумаги, находится между 5 и 20 граммами на квадратный метр, и даже лучше между 8 и 18 граммами на квадратный метр. В случаях, когда сухой вес материала, применяемого для упомянутого первого слоя и упомянутого второго слоя, являются отличными, предпочтительно первый слой включает в себя наибольший сухой вес материала, например, по меньшей мере на 20% больший сухого веса материала второго слоя.
В отношении третьего упомянутого свойства, большие частицы пигмента предпочтительно содержатся в упомянутой первой композиции. Использование больших частиц в первом слое обеспечивает превосходное поглощение растворителя краски, в то время как использование малых частиц во втором слое обеспечивает эффект выравнивания и хорошее уменьшение выделения пыли на поверхности слоя бумаги. Предпочтительно, в таком случае, частицы пигмента в упомянутой первой композиции имеют средний размер частиц, находящийся между 1 и 20 микрометрами. Предпочтительно, частицы пигмента в упомянутой второй композиции имеют средний размер частиц, находящийся между 100 нанометрами и 1 микрометром.
Согласно наиболее предпочтительному варианту осуществления, для пигмента упомянутого краскоструйного приемного покрытия используют по меньшей мере или главным образом частицы двуокиси кремния, и/или для упомянутого связующего вещества используют по меньшей мере или главным образом поливиниловый спирт. Предпочтительно, частицы двуокиси кремния обрабатывают силаном. Обработка силаном пигментов дополнительно улучшает свойства выделения пыли полученного краскоструйного приемного покрытия и, таким образом, обработанной бумаги. Обработка силаном может относиться к обработке связующим веществом, таким как аминоорганосиланы, гидроксисиланы, диподальные силаны и/или другие силаны. Предпочтительно, связующее вещество выбирают таким образом, чтобы опасность пожелтения при старении полученного краскоструйного приемного покрытия была низкой. Предпочтительно, связующее вещество составляет от 0,1 до 10% общего «мокрого» веса первой и/или первой композиции.
Согласно вариантам, краскоструйный приемный слой включает в себя в качестве связующего вещества полимер, выбираемый из группы, состоящей из: гидроксиэтилцеллюлозы; гидроксипропилцеллюлозы; гидроксиэтилметилцеллюлозы; гидроксипропилметилцеллюлозы; гидроксибутилметилцеллюлозы; метилцеллюлозы; натрий-карбоксиметилцеллюлозы; натрий-карбоксиметилгидроэтилцеллюлозы; водорастворимой этилгидроксиэтилцеллюлозы; сульфат целлюлозы; сополимеров винилового спирта; поливинилацетата; поливинилацеталя, поливинилпирролидона; полиакриламида; сополимера акриламида/ акриловой кислоты; сополимеров полистирола, стирола; акриловые или метакриловые полимеры; стирольных/акриловых сополимеров; сополимера этилена-винилацетата; сополимера винилметилового эфира/ малеиновой кислоты; поли(2-акриламидо-2-метил-пропансульфокислоты); поли(диэтилентриамин-ко-адипиновая кислота); поливинилпиридина; модифицированного эпихродгидрином полиэтиленимина; этоксилированного полиэтиленимина; содержащих эфирные связи полимеров, таких как полиэтиленоксид (PEO), полипропиленоксид (PPO), полиэтиленгликоль (PEG) и поливинилэфир (PVE); полиуретана; меламиноформальдегидных смол; желатина; каррагинана; декстрана; гуммиарабика; казеина; пектина; альбумина; хитинов; хитозанов; крахмала; производных коллагена; коллодия и агара.
Как указано выше, предпочтительные связующие вещества для краскоструйного приемного слоя включают в себя поливиниловый спирт (PVA), но согласно вариантам может быть применен сополимер винилового спирта или модифицированный поливиниловый спирт. Модифицированный поливиниловый спирт может быть поливиниловым спиртом катионного типа, таким как сорта катионных поливиниловых спиртов от компании Kuraray, такие как POVAL C506, POVAL C118 от компании Nippon Goshei.
Связующее вещество, содержащееся в первой и/или второй композиции, может быть также образовано смесью вышеупомянутых возможностей для такого связующего вещества. Согласно специальному варианту осуществления, смесь поливинилового спирта с этиленвинилацетатом (EVA) и/или поливинилацетатом (PVAc) используют в качестве связующего вещества, причем предпочтительно главным компонентом связующего вещества является поливиниловый спирт, и используют, например, по меньшей мере 5% по весу EVA и/или PVAc. Автор изобретения наблюдал увеличенную гибкость обработанной таким образом бумаги по сравнению с видами бумаги, где связующим веществом является в основном поливиниловый спирт. Подобные эффекты могут быть получены при добавлении, например, по меньшей мере 5% по весу винилацетат-этилена (VAE) и/или винилэфир-этилена. Увеличенная гибкость вместе с уменьшенным выделением пыли является предпочтительной при дальнейшей обработке обработанной таким образом бумаги, например, в печатном оборудовании.
Предпочтительно, связующее вещество в первой и второй композиции является одинаковым, или по меньшей мере главный компонент связующего вещества является одинаковым. Как указано выше, главным компонентом предпочтительно является поливиниловый спирт.
В качестве пигмента в первой и/или второй композиции, фактически может быть использован любой неорганический пигмент и, наиболее предпочтительно, пористый неорганический пигмент. Могут быть также использованы смеси двух или более пигментов. Используемый пигмент предпочтительно является неорганическим пигментом, который может быть выбран из пигментов нейтрального, анионного и катионного типа. Используемые пигменты включают в себя, например, двуокись кремния, тальк, глину, гидроталькит, каолин, диатомит, карбонат кальция, карбонат магния, основной карбонат магния, алюмосиликат, тригидроксид алюминия, оксид алюминия (глинозем), оксид титана, оксид цинка, сульфат бария, сульфид цинка, сатинит, гидрат оксида алюминия, такой как бемит, оксид циркония или смеси оксидов. Неорганический пигмент предпочтительно выбирают из группы, состоящей из гидратов оксида алюминия, оксидов алюминия, гидроксидов алюминия, алюмосиликатов и кремнеземов. В частности, предпочтительными неорганическими пигментами являются частицы двуокиси кремния, коллоидная двуокись кремния, частицы оксида алюминия и псевдо-бемит, поскольку они образуют лучшие пористые структуры. При использовании здесь, частицы могут быть первичными частицами, прямо используемыми такими, какие они есть, или они могут образовывать вторичные частицы. Предпочтительным типом гидрата оксида алюминия является кристаллический бемит, или γ-AlO(OH). Используемые типы бемита включают в себя DISPERAL HP14, DISPERAL 40, DISPAL 23N4-20, DISPAL 14N-25 и DISPERAL AL25 от компании Sasol; и MARTOXIN VPP2000-2 и GL-3 от компании Martinswerk GmbH. Используемые типы катионного оксида алюминия (глинозема) включают в себя типы α-Al2O3, такие как NORTON E700, доступный для приобретения у компании Saint-Gobain Ceramics & Plastics, Inc, и типы γ-Al2O3, такие как ALUMINUM OXID C от компании Degussa. Другие используемые неорганические пигменты включают в себя тригидроксиды алюминия, такие как Bayerite, или α-Al(OH)3, такой как PLURAL BT, доступный для приобретения у компании Sasol, и Gibbsite, или γ-Al(OH)3, такой как сорта MARTINAL и сорта MARTIFIN от компании Martinswerk GmbH, сорта MICRAL от компании JM Huber; сорта HIGILITE от компании Showa Denka K.K. Как указано выше, предпочтительным типом неорганического пигмента является двуокись кремния, которая может быть использована сама по себе, в ее анионной форме, или после катионной модификации. Двуокись кремния может быть выбрана из разных типов, таких как кристаллическая двуокись кремния, аморфная двуокись кремния, осажденная двуокись кремния, коллоидальная двуокись кремния, сферическая двуокись кремния и несферическая двуокись кремния. Двуокись кремния может содержать малые количества оксидов металлов из группы Al, Zr, Ti. В общем, в зависимости от способа их изготовления, частицы двуокиси кремния группируют в два типа, частицы «мокрого» процесса и частицы «сухого» процесса (процесса в паровой фазе или в парах). В мокром процессе, активную двуокись кремния образуют посредством ацидолиза силикатов, и полимеризуют ее в необходимой степени и осаждают хлопьями для получения водной двуокиси кремния. Процесс в паровой фазе включает в себя два типа; один включает в себя высокотемпературный гидролиз в паровой фазе галогенида кремния для получения безводной двуокиси кремния (гидролиз в пламени), а другой включает в себя тепловое восстановительное испарение кварцевого песка и кокса в электрической печи, после чего следует окисление в воздухе также для получения безводной двуокиси кремния (процесс в электрической дуге). «Испаренная двуокись кремния» означает указание на частицы неводной двуокиси кремния, полученные в процессе в паровой фазе.
Для частиц двуокиси кремния, предпочтительно используемых в краскоструйном приемном слое настоящего изобретения, особенно предпочтительными являются испаренные частицы двуокиси кремния. Испаренная двуокись кремния отличается от водной двуокиси кремния в отношении плотности поверхностной силанольной группы и наличия или отсутствия в ней пор, и упомянутые два разных типа двуокиси кремния имеют разные свойства. Испаренная двуокись кремния пригодна для образования трехмерной структуры с высокой пористостью. Поскольку испаренная двуокись кремния имеет очень большую специфическую площадь поверхности, она хорошо поглощает и удерживает краску.
Альтернативно, в возможном краскоструйном приемном слое могут быть использованы органические пигменты, предпочтительно выбираемые из списка, состоящего из полистирола, полиметилметакрилата, силиконов, меламиноформальдегидных поликонденсатов, мочевиноформальдегидных поликонденсатов, полиэфиров и полиамидов. Могут быть использованы смеси неорганических и органических пигментов. Однако наиболее предпочтительным пигментом является неорганический пигмент.
Предпочтительно, пигменты, включенные в краскоструйный приемный слой, имеют средний размер частиц от 100 нм до 20 мкм, причем размер 1-12 мкм, или даже лучше размер 2-7 мкм, является идеальным. Пигменты с малым размером частиц могут быть легко связаны с бумагой, в то время как пигменты с большим размером частиц демонстрируют большую впитывающую способность в отношении воды, что приводит к хорошему качеству печати. Оптимальный средний размер частиц находится в диапазоне от 1 до 12 мкм, предпочтительно от 2 до 7 мкм.
Предпочтительно, пигменты, включенные в краскоструйный приемный слой, имеют среднюю площадь поверхности, составляющую от 20 до 420 м2/г, и предпочтительно от 300 до 420 м2/г, для получения хорошей впитывающей способности в отношении растворителя краски.
Предпочтительно, пигменты, включенные в краскоструйный приемный слой, имеют средний объем пор, составляющий от 0,5 до 2 мл/г, предпочтительно от 1 до 2 мл/г.
Пигменты, имеющие средний размер частиц между 2 и 7 мкм, среднюю площадь поверхности от 300 до 420 м2/г и средний объем пор, находящийся между 1 до 2 мл/г, обеспечивают идеальное сочетание впитывающей способности, качества печати и связывающей способности, т.е. способности обеспечить отсутствие выделения пыли из обработанной бумаги.
Предпочтительно, краскоструйное приемное покрытие, либо в упомянутой первой композиции, либо в упомянутой второй композиции, либо как в первой, так и во второй композиции, дополнительно содержит сшиватель, предпочтительно выбираемый из списка, состоящего из альдегидов, азиридинов, изоцианатов, эпоксидов и боратов. Такой сшиватель дополнительно связывает пигменты в краскоструйном приемном покрытии и дополнительно ограничивает выделение пыли из печатаемой таким образом бумаги. Наличие сшивателя в любой из композиций дополнительно значительно увеличивает жизнеспособность релевантной композиции. Предпочтительно, первая и/или вторая композиция содержат сшиватели в количестве, составляющем от 0,1 до 10% общего «мокрого» веса первой и/или второй композиции.
Первая и/или вторая композиция могут дополнительно содержать добавки, отличные от сшивателей, в общем количестве, составляющем от 0,1 до 2% от общего «мокрого» веса первой и/или второй композиции, соответственно. Такие добавки могут быть одним или несколькими из противопенного вещества, выравнивающего вещества, смачивающего вещества, такого как этоксилаты алкилфенола, сгустителей, таких как гидроксилэтилцеллюлоза или ксантановая камедь, регулирующих pH добавок, таких как NaOH, KOH, NH3, HNO3 или H2SO, катионных добавок, таких как polydadmac, консервантов и/или диспергаторов, таких как акрилаты, полифосфаты или алюминаты натрия.
Для выравнивающего вещества могут быть использованы APEO (этоксилаты акрилфенола).
Для консервантов могут быть использованы BIT или MIT (бензизотиазолинон или метилизотиазолинон).
Для противопенного вещества может быть использован сополимер полиэфира и силоксана.
Предпочтительно, бумагу, получаемую способом настоящего изобретения, снабжают термоотверждающейся смолой, такой как меламиноформальдегидная смола, предпочтительно после снабжения ее печатным узором посредством краскоструйной печати. Для этой цели, предпочтительно слой бумаги снабжают краскоструйным приемным покрытием только на одной его стороне, а именно, на стороне, предназначенной для печати. Другую, противоположную сторону, предпочтительно не обрабатывают, так что эта противоположная сторона демонстрирует исходную пористость слоя бумаги, которая была вначале. Смола может быть затем обеспечена по существу с нижней стороны в сердцевину бумаги. Для обеспечения достаточной пропитки бумаги, имеющей краскоструйное приемное покрытие, скорость канала пропитки может быть отрегулирована в сторону уменьшения, смола может быть выполнена менее вязкой, пропитка может обеспечиваться под давлением, и/или смола может быть нагрета, например, до температуры от 45 до 85°С.
В общем, следует отметить, что хотя бумага, получаемая способом настоящего изобретения, пригодна для печати с использованием краскоструйной печатной машины, не исключается, что печать на этой бумаге может в результате производиться с использованием других технологий, таких как ротационная глубокая или офсетная печать. Также и в этом случае представляет интерес уменьшенное выделение пыли и потенциально лучшее качество печати. Здесь описывается, главным образом, случай, когда используются водные краски.
Предпочтительно, упомянутая первая и/или вторая композиция является жидким веществом, которое осаждают на упомянутый слой бумаги, и предпочтительно принудительно сушат, например, в канальной сушильной печи или посредством света инфракрасной или ближней инфракрасной области спектра или посредством сушки СВЧ-нагревом. Предпочтительно, по меньшей мере такая операция сушки имеет место между упомянутыми отдельными этапами первого аспекта настоящего изобретения. Предпочтительно, жидким веществом является суспензия на водной основе по меньшей мере упомянутого связующего вещества, и, возможно, упомянутых пигментов. Предпочтительно, первая композиция имеет содержание сухого вещества от 8 до 25% по весу жидкого вещества. Предпочтительно, вторая композиция имеет содержание сухого вещества от 4 до 20% по весу жидкого вещества. Предпочтительно, содержание сухого вещества, выраженное в весовых процентах, в первой композиции является большим, чем во второй композиции.
Осаждение упомянутого жидкого вещества первой и/или второй композиции может быть получено любым путем, возможно, посредством печати, например, краскоструйной печати, но предпочтительно, посредством технологий нанесения покрытий, таких как нанесение покрытий валиками, распылением, дозирующими валиками, капельное нанесение покрытия, рассеяние, нанесение покрытия с использованием щелевой головки. В случае последних технологий предпочтительно получают покрытие, которое покрывает по меньшей мере 80% поверхности слоя бумаги. Предпочтительно, на слой бумаги сначала наносят избыточное количество жидкого вещества, и затем избыточный материал снова удаляют, например, выдавливают, до тех пор, пока не будет получен требуемый вес. Совмещенные системы измерения могут потребоваться для управления и контроля веса краскоструйного приемного покрытия. Такая технология снижает опасность получения непокрытых областей бумаги, которые могут приводить к локальным дефектам печатного узора. Предпочтительным оборудованием для нанесения жидкого вещества является устройство нанесения покрытия, содержащее обратные дозирующие валики. Такие валики могут создавать гладкую поверхность покрытия.
Осаждение жидкого вещества для первой и/или второй композиции может быть выполнено в канале пропитки или, альтернативно, на печатном оборудовании, непосредственно перед операцией печати. Этот последний случай разрешает любые возможные вопросы в отношении ограниченного срока годности краскоструйного приемного покрытия. Предпочтительно, осаждение жидкого вещества выполняют, в то время как бумага еще имеет «бесконечную» форму, а именно, берется из рулона без разрезания. Такие технологии обеспечивают более однородное нанесение краскоструйного приемного покрытия. В случае, когда покрытие полностью или частично изготавливают на печатном оборудовании, печатное оборудование предпочтительно является печатной машиной с подачей с рулона на рулон или печатной машиной с подачей с рулона на лист, содержащей устройство нанесения покрытия выше по ходу от печатающих головок, например, валиковое устройство нанесения покрытия и/или дополнительные печатающие головки, пригодные для печати жидким веществом для обеспечения соответствующего подслоя краскоструйного приемного покрытия. Такие дополнительные печатающие головки, например, дополнительная группа печатающих головок, могут иметь сопла с большим диаметром, чем диаметр сопел, используемых для фактической печати узора. Разрешение от 1 до 100, или даже от 1 до 25 точек на дюйм может быть достаточным для этих сопел. Больший диаметр позволяет распылять более вязкие вещества. Согласно специальному варианту осуществления, упомянутый первый слой наносят на бумагу с использованием валиков, в то время как второй слой наносят с использованием таких дополнительных печатающих головок. Такой вариант осуществления представляет особенный интерес, когда соотношение пигмента и связующего вещества в упомянутой второй композиции является малым, т.е. меньшим, чем 2:1. В таком случае жидкое вещество для упомянутого второго слоя будет легче наноситься упомянутыми дополнительными печатающими головками.
Упомянутое жидкое вещество для упомянутой первой и/или второй композиции предпочтительно демонстрирует вязкость от 10 до 75 секунд в чашке DIN №4 при 20°С. Такое свойство обеспечивает возможность прямого нанесения жидкого вещества на поверхность слоя бумаги. В экспериментах, содержание твердого вещества, равное около 12%, и вязкость, равная около 24 секунд, обеспечивали достаточно однородное покрытие на предварительно необработанном слое бумаги, например, при нанесении посредством валикового устройства нанесения покрытия.
Согласно одному варианту и независимому способу настоящего изобретения, вместо слоя бумаги, термопластичную пленку, такую как пленка из поливинилхлорида (PVC), пленка из полипропилена (PP), пленка из полиэтилена (PE), пленка из полиэтилентерефталата (PET) или пленка из термопластичного полиуретана (TPU), обрабатывают краскоструйным приемным покрытием с использованием двух отдельных этапов нанесения покрытия. Таким образом, настоящее изобретение, согласно его второму независимому аспекту, относится к способу изготовления термопластичной пленки, пригодной для печати с использованием краскоструйной печатной машины, для использования в качестве пленки с декорами в многослойной панели, причем способ содержит по меньшей мере следующие этапы:
этап обеспечения термопластичной пленки;
этап нанесения по меньшей мере на одну сторону упомянутой термопластичной пленки краскоструйного приемного покрытия, содержащего пигмент и связующее вещество;
причем упомянутое краскоструйное приемное покрытие наносят по меньшей мере на двух отдельных этапах, на которых, соответственно, наносят первый слой с первой композицией и затем второй слой со второй композицией, причем обе композиции содержат по меньшей мере упомянутое связующее вещество. В общем, те же самые первая и вторая композиции, описанные выше в связи с обработкой слоев бумаги, могут быть использованы в этом втором аспекте настоящего изобретения. Предпочтительным связующим веществом для использования на пленке является вещество на основе полиуретана, вещество на основе акрилата или вещество на основе поливинила. Дополнительно, содержание связующего вещества в первой композиции может быть до некоторой степени уменьшено по сравнению с обработкой слоев бумаги, поскольку предполагается меньшее поглощение в сердцевине слоя. Предпочтительно, соотношение пигмента и связующего вещества в первой композиции находится в этом случае между 1:1 и 6:1.
Ясно, что настоящее изобретение также относится к слоям бумаги и термопластичным пленкам, которые получают с использованием способов первого, соответственно, второго аспекта настоящего изобретения.
С той же самой целью, что и в упомянутом первом аспекте, согласно третьему независимому аспекту, настоящее изобретение также относится к бумаге для краскоструйной печати, причем упомянутая бумага по меньшей мере на одной стороне снабжена краскоструйным приемным покрытием, содержащим по меньшей мере пигмент и связующее вещество, причем доля свободного или несвязанного пигмента является меньшей, чем 10 весовых процентов от общего количества пигмента в упомянутом краскоструйном приемном покрытии, и/или упомянутое краскоструйное приемное покрытие является по существу свободным от пигмента на его поверхности. Такая бумага может быть получена с использованием способа первого аспекта настоящего изобретения, хотя и необязательно. Ясно, что такой слой бумаги может дополнительно демонстрировать признаки, идентичные признакам, свойственным слоям бумаги, полученным с использованием способа первого аспекта.
С той же самой целью, что и в упомянутом первом аспекте, согласно четвертому независимому аспекту, настоящее изобретение также относится к бумаге для краскоструйной печати, причем упомянутая бумага по меньшей мере на одной стороне снабжена краскоструйным приемным покрытием, содержащим по меньшей мере пигмент и связующее вещество, причем упомянутое краскоструйное приемное покрытие на его поверхности образовано по существу упомянутым связующим веществом. Такая бумага может быть получена с использованием способа первого аспекта настоящего изобретения, хотя и необязательно. Ясно, что такой слой бумаги может дополнительно демонстрировать признаки, идентичные признакам, свойственным слоям бумаги, полученным с использованием способа первого аспекта.
Настоящее изобретение также относится к термопластичным пленкам, демонстрирующим характеристики третьего и/или четвертого аспекта настоящего изобретения.
Настоящее изобретение дополнительно, согласно своему пятому независимому аспекту, относится к способу изготовления многослойной панели, причем упомянутая панель содержит по меньшей мере материал основы и обеспеченный на нем верхний слой с печатным декором, причем упомянутый верхний слой образуют по существу из термоотверждающейся смолы и одного или более слоев бумаги, причем упомянутые слои бумаги содержат бумагу с декором на основе бумаги для краскоструйной печати согласно третьему и/или четвертому независимому аспекту, и/или полученную посредством способа согласно первому независимому аспекту и/или предпочтительным вариантам осуществления этих аспектов. Согласно своему шестому независимому аспекту, настоящее изобретение также относится к способу изготовления многослойной панели, причем упомянутая панель содержит по меньшей мере материал основы и обеспеченный на нем верхний слой с печатным декором, причем упомянутый верхний слой образуют по существу из термопластичного материала, включающего в себя одну или более термопластичных пленок, причем упомянутые термопластичные пленки содержат пленку с декором на основе термопластичной пленки для краскоструйной печати, полученной посредством способа согласно второму независимому аспекту и/или предпочтительным вариантам осуществления этого второго аспекта.
Предпочтительно, в упомянутом пятом аспекте, осуществляют печать на бумаге для краскоструйной печати посредством краскоструйной печатной машины, пропитывают ее некоторым количеством упомянутой термоотверждающейся смолы и прикрепляют к упомянутому материалу основы посредством операции горячего прессования. Предпочтительно, в упомянутом шестом аспекте, на термопластичной пленке осуществляют печать посредством краскоструйной печатной машины и прикрепляют упомянутый материал основы посредством операции горячего прессования. Предпочтительно, упомянутая краскоструйная печатная машина работает на основе красок на водной основе, причем, более конкретно, предпочтительной является краскоструйная печатная машина однопроходного типа и/или краскоструйная печатная машина, работающая в однопроходном режиме. Однопроходные операции печати демонстрируют ценные синергетические эффекты с обработанной бумагой и обработанными термопластичными пленками настоящего изобретения. Уменьшенное выделение пыли из обработанных слоев минимизирует опасность засорения сопл в краскоструйной печатной машине. Засоренные сопла в однопроходных операциях печати являются особенно нежелательными, поскольку они приводят к дефектам в печатном узоре, т.е. к так называемым пропущенным соплам, причем эти дефекты обычно не могут быть скрыты или замаскированы последующими операциями печати, как это имеет место в случае многопроходных или вычерчивающих печатных машин. Пропущенные сопла в однопроходном оборудовании могут быть все же замаскированы посредством создания избыточности в печатной машине, например, посредством последовательного расположения двух или более однопроходных печатных машин, что является крайне дорогостоящим. Настоящее изобретение является, таким образом, чрезвычайно ценным в операциях с использованием однопроходной печати и обеспечивает способ изготовления, который является плавным и менее склонным к дефектам печати.
С той же самой целью, что и в предыдущих аспектах настоящего изобретения, настоящее изобретение, согласно седьмому аспекту, относится к оборудованию для изготовления бумаги и/или термопластичных пленок согласно любым из предыдущих аспектов или для использования в способе согласно любым из предыдущих аспектов, причем упомянутое оборудование содержит по меньшей мере два отдельных устройства нанесения покрытия для нанесения упомянутого краскоструйного приемного покрытия на отдельных частичных этапах. Предпочтительно, упомянутое оборудование дополнительно содержит краскоструйную печатную машину, предпочтительно однопроходную краскоструйную печатную машину или краскоструйную печатную машину, позволяющую работать в однопроходном режиме.
Как разъяснено в пятом независимом аспекте настоящего изобретения, слой бумаги, имеющий краскоструйный приемный слой настоящего изобретения, может быть использован в способе изготовления панелей, имеющих декоративную поверхность, причем упомянутые панели содержат по меньшей мере основу и верхний слой, содержащий термоотверждающуюся смолу, причем упомянутый верхний слой содержит слой бумаги, имеющий печатный узор, причем для обеспечения упомянутого участка упомянутого печатного узора используют содержащие пигмент краски, осажденные на упомянутый слой бумаги посредством цифровой краскоструйной печатной машины, и сухой вес общего объема упомянутых содержащих пигмент красок, осажденных на упомянутом слое бумаги, составляет 9 грамм на квадратный метр или менее, предпочтительно от 3 до 4 грамм на квадратный метр или менее, причем для упомянутой содержащей пигмент краски используют краску на водной основе или так называемую водную краску. Ограничение сухого веса наносимой краски приводит к слою краски, который уменьшает опасность возникновения дефектов прессования и растрескивания верхнего слоя. Действительно, ограничивается возможное взаимодействие между слоем краски и термоотверждающейся смолой во время операции прессования. Поскольку дозировка краски ограничена максимальной величиной, равной 9 граммам на квадратный метр, эффекты образования складок или расширения бумаги могут быть приведены к приемлемому уровню, который обеспечивает стабильную дальнейшую обработку. Предпочтительно, для упомянутой содержащей пигмент краски используют органические пигменты. Известно, что органические пигменты являются более стойкими к воздействию солнечного света или других источников ультрафиолетового (UV) излучения. Предпочтительно, упомянутые пигменты упомянутой содержащей пигмент краски имеют средний размер частиц, меньший, чем 250 нанометров. Предпочтительно, упомянутый сухой вес осаждаемой пигментированной краски составляет 5 грамм на квадратный метр или менее, например, 4 или 3 грамма на квадратный метр или менее. Предпочтительно печатный узор полностью или по меньшей мере частично создают из такой пигментированной краски, причем печатный узор покрывает большую часть, и предпочтительно 80 процентов или более, поверхности упомянутого слоя бумаги. Предпочтительно, упомянутый общий объем осаждаемой содержащей пигмент краски является меньшим, чем 15 миллиметров, или даже лучшим, чем 10 миллиметров, или еще меньшим, например, 5 миллиметров или менее.
Предпочтительно, слой бумаги настоящего изобретения является непрозрачным и/или содержит оксид титана в качестве отбеливающего вещества.
Предпочтительно, печатный узор, наносимый на слой бумаги настоящего изобретения, покрывает большую часть, и предпочтительно 80 процентов или более, поверхности упомянутого слоя бумаги.
Предпочтительно, упомянутый слой бумаги снабжают, до или после печати, и до или после нанесения краскоструйного приемного покрытия, некоторым количеством термоотверждающейся смолы, причем сухой вес смолы равен от 40 до 250% веса бумаги. Эксперименты показали, что этот диапазон веса наносимой смолы обеспечивает достаточную пропитку бумаги, которая в значительной степени предотвращает растрескивание, и которая в значительной степени стабилизирует размер бумаги.
Предпочтительно, слой бумаги снабжают, до или после печати, и до или после нанесения краскоструйного приемного покрытия, таким количеством термоотверждающейся смолы, что по меньшей мере сердцевина бумаги насыщается смолой. Такое насыщение может быть обеспечено, когда обеспечивают количество смолы, которое соответствует весу, превышающему вес бумаги по меньшей мере в 1,5 или по меньшей мере в 2 раза. Следует понимать, что смола, которую обеспечивают на слое бумаги, не обязательно присутствует только в сердцевине бумаги, а может образовывать поверхностные слои на обеих плоских сторонах бумаги. Краскоструйное приемное покрытие может тогда присутствовать на поверхности бумаги с промежуточным слоем в виде такого поверхностного слоя термоотверждающейся смолы. Согласно специальному варианту осуществления, слой бумаги сначала пропитывают насквозь или насыщают, и затем на его стороне, подлежащей печати, смолу частично удаляют и, возможно, обеспечивают упомянутое краскоструйное приемное покрытие.
Предпочтительно, смола, обеспечиваемая на упомянутой бумаге, имеет относительную влажность, меньшую, чем 15%, или еще лучше, 10% по весу или менее при печати.
Предпочтительно, этап снабжения упомянутого слоя бумаги термоотверждающейся смолой включает в себя этап нанесения смеси воды и смолы на упомянутый слой бумаги. Нанесение упомянутой смеси может включать в себя погружение слоя бумаги в ванну упомянутой смеси и/или распыление, разбрызгивание или иное нанесение упомянутой смеси на упомянутую бумагу. Предпочтительно, смолу обеспечивают дозированно, например, с использованием одного или более выдавливающих валиков и/или ракелей для установления количества смолы, добавляемой на слой бумаги.
Предпочтительно, упомянутая термоотверждающаяся смола является смолой на основе меламина, более конкретно, меламиноформальдегидной смолой с соотношением формальдегида и меламина от 1,4 до 2. Такая смола на основе меламина является смолой, которая поликонденсируется под воздействием тепла в операции прессования. Реакция поликонденсации создает воду в качестве побочного продукта. Конкретно, это происходит с этими видами термоотверждающихся смол, а именно, с термоотверждающимися смолами, создающими воду в качестве побочного продукта, которые представляют интерес для настоящего изобретения. Созданная вода, а также любые остатки воды, находящиеся в термоотверждающейся смоле перед прессованием, должны в значительной степени покинуть отверждаемый слой смолы до того, как они будут захвачены, что может привести к потерям прозрачности отвержденного слоя. Имеющийся слой краски может препятствовать диффузии пузырьков пара к поверхности, однако настоящее изобретение обеспечивает меры для ограничения такого препятствия. Краскоструйное приемное покрытие является предпочтительным в этом отношении, поскольку оно может обеспечить дополнительный буфер для захвата такого выходящего пара. При использовании краскоструйного приемного покрытия, которое является пористым и/или гидрофильным, что имеет место при использовании, например, двуокиси кремния и/или поливинилового спирта, некоторые водяные пары, возникающие после отверждения термоотверждающейся смолы слоя бумаги в прессе, могут быть поглощены этим покрытием, так что этот процесс является менее склонным к возникновению дефектов прессования, таких как блокированные в воде пузырьки пара. Другие примеры таких термоотверждающихся смол, имеющих подобную реакцию поликонденсации, включают в себя смолы на основе мочевины-формальдегида и смолы на основе фенола-формальдегида.
Предпочтительно, слой бумаги пропитывают смолой только после нанесения краскоструйного приемного покрытия и после печати. Таким образом, на краскоструйное приемное покрытие совсем не воздействует вода, содержащаяся в смеси воды и смолы, наносимой с целью пропитки.
Как ясно из вышеизложенного, способ пятого аспекта настоящего изобретения предпочтительно содержит этап горячего прессования напечатанного и снабженного смолой слоя бумаги, по меньшей мере для отверждения смолы полученной бумаги с декором, снабженной смолой. Предпочтительно, способ настоящего изобретения образует часть DPL-процесса, описанного выше, в котором напечатанный слой бумаги, снабженный смолой, настоящего изобретения, помещают в пакет, подлежащий прессованию, в качестве декоративного слоя. Конечно не исключается, что способ настоящего изобретения может образовывать часть процесса CPL (компактный слоистый материал) или HPL (слоистый материал высокого давления), в котором декоративный слой подвергают горячему прессованию по меньшей мере с множеством слоев бумаги с пропитанной смолой сердцевиной, например, так называемой крафт-бумаги, образующей основу под декоративным слоем, и в котором полученный прессованный и отвержденный слой слоистого материала, или слоистой плиты, в случае HPL, приклеивают к дополнительной основе, например, к древесностружечной плите или MDF- или HDF-плите.
Предпочтительно, дополнительный слой смолы наносят поверх печатного узора после печати, например, в качестве верхнего слоя, т.е. снабженного смолой несущего слоя, или жидкого покрытия, предпочтительно, когда слой с декором лежит на основе, либо в свободном состоянии, либо когда он уже соединен или приклеен к ней.
Слой бумаги настоящего изобретения может быть цветной, пигментированной и/или окрашенной бумагой-основой. Использование цветной и/или окрашенной бумаги-основы позволяет дополнительно ограничить сухой вес осажденной краски для получения конкретного узора или цвета. Предпочтительно, краситель или пигмент добавляют в целлюлозу перед образованием листа бумаги. Согласно одной альтернативе, краскоприемный слой на упомянутом слое бумаги, подлежащем печати, окрашивают или пигментируют цветными пигментами. Согласно общему раскрытию, однако, пигменты, содержащиеся в краскоструйном приемном покрытии, являются предпочтительно бесцветными или белыми.
Предпочтительно, для печати на слое бумаги настоящего изобретения, применяют цифровую краскоструйную печатную машину, которая позволяет образовывать струи из капелек краски с объемом, меньшим, чем 50 пиколитров. Авторы изобретения обнаружили, что работа с капельками, имеющими объем, равный 15 пиколитров или менее, например, 10 пиколитров, обеспечивает значительные преимущества в отношении ограничения сухого веса осаждаемых красок. Предпочтительно, применяют цифровую краскоструйную печатную машину, которая позволить работать с капельками краски более объемов в одном и том же отпечатке, или с так называемой полутоновой или серой шкалой. Возможность печати с полутоновой или серой шкалой позволяет дополнительно ограничить сухой вес осаждаемой краски при сохранении превосходного разрешения отпечатков. Предпочтительно, применяют цифровую краскоструйную печатную машину, которая позволяет получить разрешение, равное по меньшей мере 200 точек на дюйм, или даже лучше по меньшей мере 300 точек на дюйм. Предпочтительно, упомянутая цифровая краскоструйная печатная машина является однопроходной цифровой краскоструйной печатной машиной, в которой слой бумаги снабжают упомянутым печатным узором при единственном непрерывном относительном перемещении слоя бумаги относительно печатной машины или печатающих головок. Не исключается, что другие цифровые краскоструйные печатные машины может быть использованы для практического применения настоящего изобретения, например, многопроходные или вычерчивающие печатные машины. В случае однопроходных печатных машин, а также в случае многопроходных печатных машин, печатающие головки предпочтительно продолжаются по всей ширине бумаги, подлежащей печати. Это не так в случае вычерчивающего устройства, в котором печатающие головки должны осуществлять сканирующее перемещение в направлении ширины слоя бумаги. Однако не исключается, что такие печатные машины могут быть применены в способе настоящего изобретения. Следует отметить, что многопроходные печатные машины имеют преимущество, состоящее в том, что любое неисправное сопло может быть скрыто отпечатком последующего прохода. В печатных машинах этого типа, сопла могут быть смещены до некоторой степени между проходами таким образом, чтобы в конкретном местоположении бумаги точки печатались несколькими соплами. В случае многопроходного оборудования, или даже в случае вычерчивающего устройства, можно выполнить автоматическое техническое обслуживание или очистку между последовательными проходами, при необходимости. Вопрос с неисправными соплами особенно уместен при использовании красок на водной основе или так называемых водных красок, содержащих пигмент. Действительно, сопла засоряются пигментом краски, поскольку вода высыхает. Опасность неисправности сопел является малой, например, в случае отверждаемых ультрафиолетом красок. Также, при использовании краскоструйного приемного покрытия, обычно, опасность неисправности сопел может возрастать. Однако нанесение сдвоенных слоев краскоструйного приемного покрытия согласно первому аспекту настоящего изобретения увеличивает время автономного изготовления вследствие уменьшенного выделения пыли.
Ясно, что согласно наиболее предпочтительному варианту осуществления настоящего изобретения, слой бумаги, при печати, все же является гибким, и что слой бумаги прикрепляют к плитообразной основе или кладут на нее только после печати. Согласно одному варианту, слой бумаги уже прикреплен к плитообразной основе или свободно лежит на ней при печати. Возможное прикрепление к основе может быть обеспечено посредством клеев или подобных связующих веществ на основе мочевины, фенола, меламина, полиуретана. Такое прикрепление может быть получено посредством операции прессования, независимо от операции горячего прессования.
Предпочтительно, способ пятого аспекта настоящего изобретения дополнительно содержит этап нанесения противоположного слоя или уравновешивающего слоя на поверхность основы, противоположную напечатанному слою бумаги. Противоположный слой или уравновешивающий слой предпочтительно содержит слой бумаги и термоотверждающуюся смолу, предпочтительно ту же самую смолу, что и верхний слой.
Предпочтительно, взаимное сцепление плитообразной основы, возможного противоположного слоя и возможного прозрачного или светопроницаемого слоя получают в одной и той же операции прессования. Согласно наиболее предпочтительному варианту осуществления, этапы пятого аспекта способа настоящего изобретения используются в DPL-процессе.
Согласно самому важному примеру настоящего изобретения, стандартную бумагу для печати, такую как бумага, используемая для ротационной глубокой печати, имеющая вес между 60 и 90 граммами на квадратный метр, снабжают краскоструйным приемным покрытием согласно первому аспекту настоящего изобретения, и печатают на ней древесный узор с использованием цифровой краскоструйной печатной машины водными пигментированными красками. Затем напечатанный слой бумаги снабжают меламиноформальдегидной смолой посредством стандартного канала пропитки; а именно, посредством валика, погружения, оборудования для распыления и/или разбрызгивания. Снабженный смолой слой бумаги затем сушат до тех пор, пока не будет обеспечена остаточная влажность, меньшая, чем 10%, предпочтительно около 7%. Образуют пакет из противоположного слоя, снабженного смолой, плитообразной основы, напечатанного слоя бумаги, снабженного смолой, и слоя бумаги, снабженного смолой, образующего так называемый верхний слой. Этот пакет затем прессуют в течение интервала времени, меньшего, чем 30 секунд, при температуре около 180-210°C и давлении, большем, чем 20 бар, например, 38 бар. При прессовании поверхность пакета контактирует со структурированным элементом пресса, например, со структурированной плитой пресса, и в верхнем слое полученной многослойной панели образуется рельеф. Также возможно, чтобы получаемый рельеф был образован при совмещении с печатным узором слоя бумаги, снабженного смолой.
Также ясно, что бумага, полученная в первом аспекте настоящего изобретения, пригодна для использования в качестве бумаги с декором в способе изготовления напольных панелей, мебельных панелей, потолочных панелей, и/или настенных панелей.
Ясно, что печатный узор, плитообразные основы и слои бумаги, упомянутые выше, может потребоваться разделить при выполнении способов настоящего изобретения для получения их соответствующих конечных размеров. Панели, получаемые посредством операции DPL-прессования или подобных операций, предпочтительно распиливают или разделяют иным образом. Конечно, не исключаются и другие виды обработки полученных панелей.
С целью лучшей демонстрации характеристик согласно настоящему изобретению, ниже, в качестве примера без ограничивающего смысла, описан один вариант осуществления со ссылкой на сопутствующие чертежи, в которых:
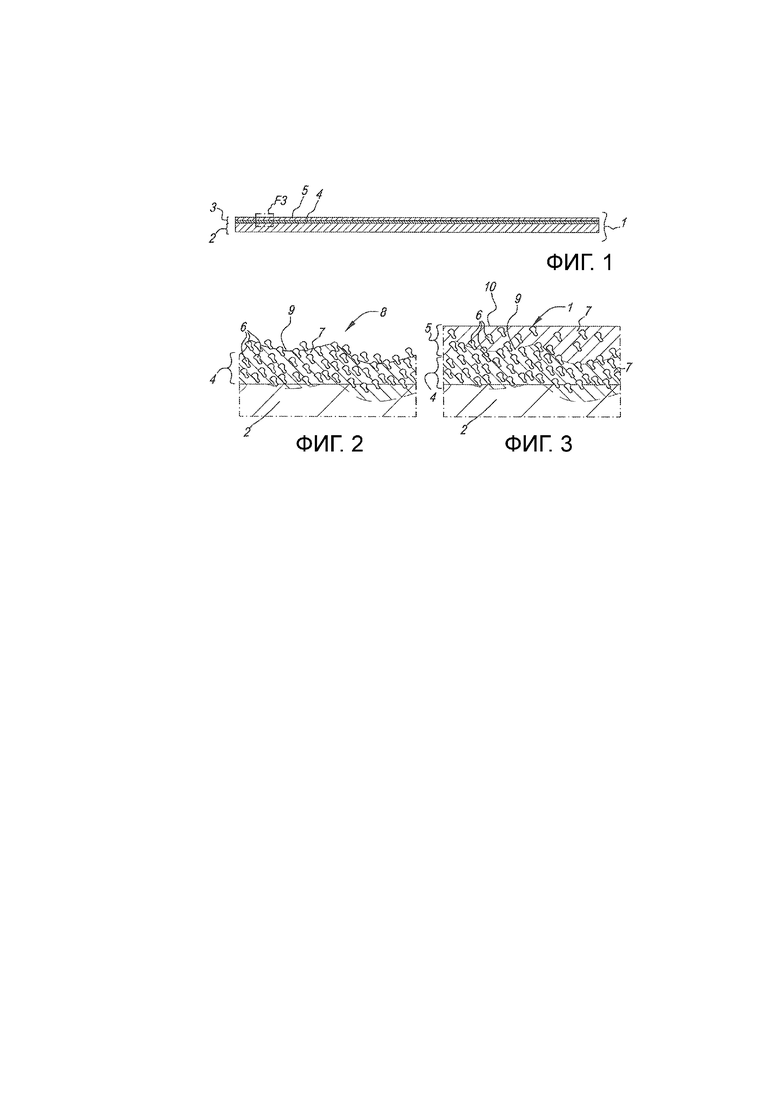
фиг. 1 схематично показывает один вариант осуществления слоя бумаги, который был снабжен краскоструйным приемным покрытием согласно способу первого аспекта настоящего изобретения;
фиг 2 и 3 в более крупном масштабе обеспечивают вид на область F3, показанную на фиг. 1, в котором, в случае фиг. 2, только упомянутый первый слой был нанесен на слой бумаги;
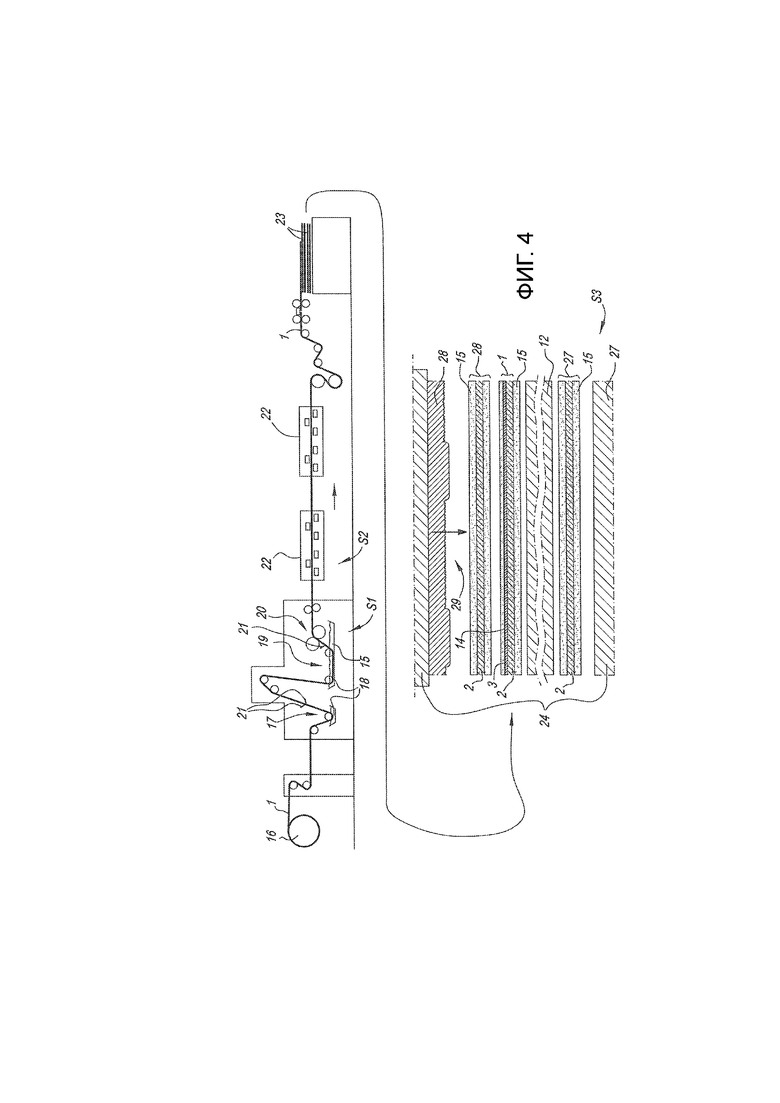
фиг. 4 показывает некоторые этапы способа согласно пятому аспекту настоящего изобретения;
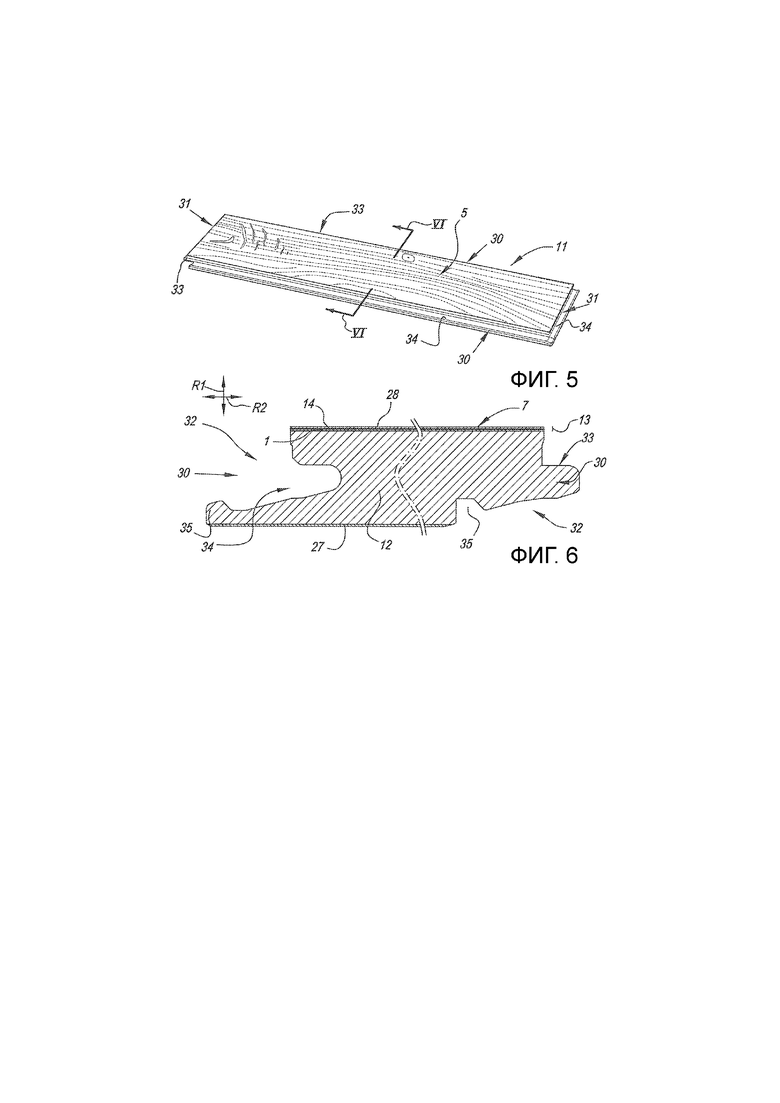
фиг. 5 показывает в перспективе панель, полученную посредством способа фиг. 4;
фиг. 6 показывает сечение по линии VI-VI, указанной на фиг. 5;
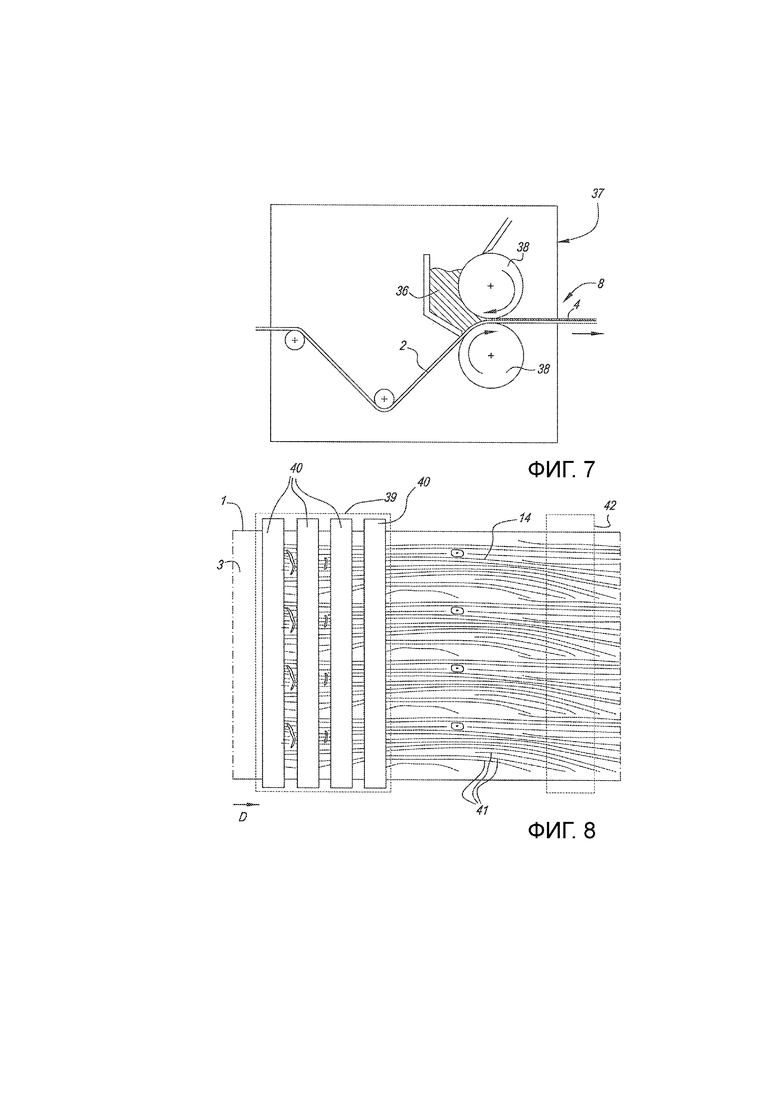
фиг. 7 показывает элемент оборудования для использования, среди прочего, в первом аспекте настоящего изобретения; и
фиг. 8 схематично показывает вид сверху на печатную машину, работающую в однопроходном режиме.
Фиг. 1 схематично показывает обработанный слой 1 бумаги, который пригоден для печати с использованием краскоструйной печатной машины. Пригодный для печати слой 1 бумаги содержит лист 2 бумаги, снабженный краскоструйным приемным покрытием 3, которое содержит первый слой 4 с первой композицией и второй слой 5 со второй композицией. Лист 2 бумаги является в этом случае печатной бумагой-основой, имеющей вес около 70 грамм на квадратный метр и среднее сопротивление воздуха, выражаемое значением по Герли, меньшим 30 секунд.
В общем, следует отметить, что размеры представленного листа 2 бумаги и слоев 4-5 на этих фигурах приведены не в масштабе для лучшей иллюстрации настоящего изобретения.
Фиг. 2 и 3 показывают, что краскоструйное приемное покрытие 3 содержит пигмент 6 и связующее вещество 7. Композиция первого слоя 4, а также композиция второго слоя 5, содержат связующее вещество, согласно первому аспекту настоящего изобретения.
Фиг. 2 показывает полуфабрикат 8, в котором только первый слой 4 нанесен на лист 2 бумаги. Связующее вещество 7 частично поглощено в листе 2 бумаги, и это произошло неоднородно. На поверхности 9 присутствуют свободные и/или слабо связанные пигменты 6. Такие пигменты 6 увеличивают выделение пыли при дальнейшей обработке такого полуфабриката 8. Полученная поверхность 9 также имеет неровность.
Фиг. 3 показывает слой 1 бумаги, причем второй слой 5 был также нанесен поверх первого слоя 4. Фиг. 3 показывает, что второй слой 5 выравнивает поверхность 9, что приводит к более однородной поверхности 10 второго слоя и слоя 1 бумаги. Композиция второго слоя 5 имеет в этом случае меньшее соотношение пигмента и связующего вещества, чем композиция первого слоя 4.
Следует отметить, что фиг. 3 является примером третьего и четвертого аспекта настоящего изобретения, в котором на поверхности обработанного слоя бумаги менее чем 10 весовых процентов общего количества пигмента 6 находится в несвязанном или свободном состоянии, и в котором поверхность 10 второго слоя в значительной степени, и в этом случае, полностью, образована связующим веществом 7.
Фиг. 4 показывает способ изготовлении многослойных панелей 11, которые показаны на фиг. 5 и 6. Способ представляет собой иллюстрацию пятого независимого аспекта настоящего изобретения, описанного во введении настоящей заявки на патент. Полученные декоративные панели 11 содержат по меньшей мере основу 12 и верхний слой 13. Верхний слой 13 содержит слой 1 бумаги, изготовленный согласно первому аспекту и снабженный печатным узором или цифровым способом напечатанным слоем 14 краски, представляющим древесный узор, как это имеет место здесь. Способ иллюстративного варианта осуществления содержит по меньшей мере этап S1 обеспечения упомянутого слоя 1 бумаги, имеющего краскоструйный приемный слой и печатный узор с термоотверждающейся смолой 15. К этому, слой 1 бумаги берут из рулона 16 и транспортируют к первой станции 17 пропитки, где упомянутый слой бумаги погружают в ванну 18 упомянутой смолы 15, более конкретно, смеси воды и смолы 15. Затем слою 1 бумаги позволяют находиться в состоянии покоя, в этом случае, при транспортировке вверх. Нахождение в состоянии покоя позволяет смоле 15 проникнуть в сердцевину бумаги. Затем слой 1 бумаги входит во вторую станцию 19 пропитки, где слой 1 бумаги, в этом случае, снова погружают в ванну 18 смолы 15, более конкретно, смеси воды и смолы 15. Набор выдавливающих валиков 20 позволяет дозировать количество смолы 15, наносимой на слой 1 бумаги.
В этом примере имеется более ракелей 21 для частичного удаления смолы с поверхности слоя 1 бумаги, снабженного смолой.
На втором этапе S2, слой 1 бумаги, снабженный смолой, сушат, и его уровень остаточной влажности доводят до значения, меньшего 10%. В этом примере, используют канальные сушильные печи 22, но альтернативно может быть использовано другое нагревательное оборудование, например, сушильное оборудование на основе СВЧ-излучения.
Фиг. 4 также показывает, что непрерывный слой 2 бумаги разрезают на листы 23 и пакетируют.
Фиг. 4 дополнительно показывает, что на последующем этапе S3 полученные листы 23 или слой 1 бумаги помещают в пакет, подлежащий прессованию в коротком этажном прессе 24 между верхней и нижней плитами 25-26 пресса. Упомянутый пакет содержит, снизу вверх, противоположный слой 27, плитообразную основу 12, вышеупомянутый слой 1 бумаги и защитный слой 28, причем каждый из противоположного слоя 27 и защитного слоя 28 содержит лист 2 бумаги и смолу 15. Затем пакет прессуют, и прессовая обработка приводит к взаимному соединению между составляющими слоями 1-12-27-28, включающими в себя основу 12, пакета, а также к отверждению или затвердеванию имеющейся смолы 15. Более конкретно, здесь имеет место реакция поликонденсации меламиноформальдегидной смолы 15, в которой вода является побочным продуктом.
Верхняя плита 26 пресса является структурированной плитой пресса, которая обеспечивает рельеф в поверхности меламина панели 1 во время той же самой прессовой обработки этапа S3 посредством приведения структурированной поверхности 29 верхней плиты 26 пресса в контакт с меламином защитного слоя 28.
Фиг. 5 и 6 показывают, что полученная декоративная панель или многослойная панель 11 может иметь форму прямоугольной и удлиненной многослойной напольной панели с парой длинных сторон 30 и парой коротких сторон 31 и имеет HDF- или MDF-основу 12. В этом случае, панель 11 является по меньшей мере такой же длинной, как длинные стороны 30 с соединительным средством 32, позволяющим запирать соответствующие стороны 30 вместе со сторонами подобной панели, как в направлении R1, перпендикулярном плоскости соединяемых панелей, так и в направлении R2, перпендикулярном соединяемым сторонам и находящемся в плоскости соединяемых панелей. Как показано на фиг. 6, такие соединительные средства или соединительные части могут иметь, в основном, форму шипа 33 и паза 34, снабженных дополнительным объединяющим запирающим средством 35, обеспечивающим упомянутое запирание в направлении R2.
Фиг. 7 показывает, что согласно предпочтительному варианту осуществления, по меньшей мере один из первого слоя 4 и второго слоя 5 краскоструйного приемного покрытия 3 может быть получен посредством нанесения на одном из упомянутых двух отдельных этапов жидкого вещества 36 на лист 2 бумаги. В этом случае, показано нанесение первого слоя. Применено устройство 37, содержащее обратные дозирующие валики 38. Такое устройство 37 может сначала наносить избыточное количество жидкого вещества 36, которое выдавливается согласно требуемому весу посредством валиков 38, что может также обеспечить гладкую поверхность покрытия. Предпочтительно, полученный полуфабрикат 8 затем сушат, например, посредством канальной сушильной печи, для достижения уровня остаточной влажности, предпочтительно меньшего, чем 10%, или около 7%. Полученную обработанную бумагу затем дополнительно обрабатывают посредством нанесения второго слоя 5 краскоструйного приемного покрытия 3. Это здесь не показано, но это может быть осуществлено достаточно похожим способом.
Фиг. 8 показывает, что на слое 1 бумаги, имеющем краскоструйное приемное покрытие первого аспекта настоящего изобретения может быть осуществлена печать посредством краскоструйной печатной машины 39, которая в этом примере содержит более групп 40 печатающих головок, которые продолжаются по площади слоя 1 бумаги, подлежащего печати. Печатная машина 39 в этом примере относится к однопроходной печатной машине, причем обеспечение печатного узора включает в себя относительное перемещение упомянутой краскоструйной печатной машины 39, более конкретно, групп 40 и упомянутого слоя 1 бумаги во время печати в направлении D печати. В этом случае, группы 40 и печатающие головки находятся в состоянии покоя, в то время как слой 1 бумаги перемещается во время выбрасывания красок на слой 1 бумаги, более конкретно, на краскоструйное приемное покрытие 3, нанесенное на лист бумаги. На слое 1 бумаги осуществляют печать во время единственного непрерывного перемещения слоя 1 бумаги относительно печатной машины 39 или групп 40 печатающих головок. Полученный печатный узор 14 содержит в этом примере древесный мотив, имеющий древесные прожилки 41, продолжающиеся, в общем, в направлении D печати. Предпочтительно, сушильную станцию 42 обеспечивают ниже по ходу от печатной машины 39. После сушки красок, напечатанный слой бумаги предпочтительно свертывают и используют в способе, показанном на фиг. 4, в виде рулона 16.
Настоящее изобретение никоим образом не ограничено описанными выше вариантами осуществления, но такие способы, оборудование, слои бумаги и термопластичные пленки могут быть реализованы согласно некоторым вариантам, не выходя за рамки объема настоящего изобретения.
Группа изобретений относится к бумаге для краскоструйной печати, а также к способу изготовления многослойной панели на основе такой бумаги. При этом бумага для краскоструйной печати снабжена по меньшей мере на одной стороне краскоструйным приемным покрытием, содержащим по меньшей мере пигмент и связующее вещество, доля свободного или несвязанного пигмента является меньшей, чем 10 весовых процентов от общего количества пигмента в упомянутом краскоструйном приемном покрытии, и/или упомянутое краскоструйное приемное покрытие является по существу свободным от пигмента на его поверхности, причем слой бумаги имеет значение по Герли, находящееся между 60 и 120 секундами или между 80 и 100 секундами. 3 н. и 9 з.п. ф-лы, 8 ил.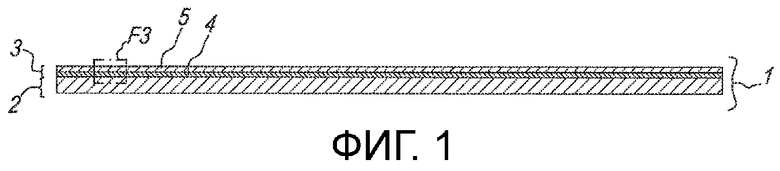
1. Бумага для краскоструйной печати, снабженная по меньшей мере на одной стороне краскоструйным приемным покрытием, содержащим по меньшей мере пигмент и связующее вещество, отличающаяся тем, что доля свободного или несвязанного пигмента является меньшей, чем 10 весовых процентов от общего количества пигмента в упомянутом краскоструйном приемном покрытии, и/или тем, что упомянутое краскоструйное приемное покрытие является по существу свободным от пигмента на его поверхности, причем слой бумаги имеет значение по Герли, находящееся между 60 и 120 секундами и предпочтительно между 80 и 100 секундами.
2. Бумага по п. 1, отличающаяся тем, что краскоструйное приемное покрытие содержит первый слой с первой композицией и второй слой со второй композицией, причем обе композиции содержат по меньшей мере упомянутое связующее вещество.
3. Бумага по п. 2, отличающаяся тем, что упомянутый первый слой и упомянутый второй слой отличаются тем, что они имеют одно или более из следующих свойств:
свойство, состоящее в том, что упомянутый первый слой, а также упомянутый второй слой содержат пигмент и связующее вещество, хотя и с отличными соотношениями пигмента и связующего вещества;
свойство, состоящее в том, что сухой вес материала, применяемого для упомянутого первого слоя и упомянутого второго слоя, являются отличными;
свойство, состоящее в том, что упомянутый первый слой, а также упомянутый второй слой содержат пигмент и связующее вещество, причем средний размер частиц пигментов, содержащихся в упомянутом первом слое, является большим, чем средний размер частиц, содержащихся в упомянутом втором слое.
4. Бумага по п. 3, отличающаяся тем, что упомянутая первая композиция имеет соотношение пигмента и связующего вещества, которое является большим, чем соотношение пигмента и связующего вещества упомянутой второй композиции.
5. Бумага по п. 4, отличающаяся тем, что соотношение пигмента и связующего вещества в упомянутой второй композиции является меньшим чем 2 и предпочтительно находится между 1 и 2.
6. Бумага по п. 4 или 5, отличающийся тем, что соотношение пигмента и связующего вещества в упомянутой первой композиции является большим чем 3,5 и предпочтительно большим чем 5.
7. Бумага по п. 1, отличающаяся тем, что для пигмента упомянутого краскоструйного приемного покрытия используют частицы двуокиси кремния и/или для упомянутого связующего вещества используют поливиниловый спирт.
8. Бумага для краскоструйной печати, снабженная по меньшей мере на одной стороне краскоструйным приемным покрытием, содержащим по меньшей мере пигмент и связующее вещество, отличающаяся тем, что упомянутое краскоструйное приемное покрытие на его поверхности образовано по существу упомянутым связующим веществом, причем слой бумаги имеет значение по Герли, находящееся между 60 и 120 секундами и предпочтительно между 80 и 100 секундами.
9. Способ изготовления многослойной панели, содержащей по меньшей мере материал основы и обеспеченный на нем верхний слой с печатным декором, причем упомянутый верхний слой содержит термоотверждающуюся смолу и один или более слоев бумаги, причем упомянутые слои бумаги содержат бумагу с декором на основе бумаги для краскоструйной печати по п. 1 или 8, при этом на бумаге для краскоструйной печати осуществляют печать посредством краскоструйной печатной машины, пропитывают упомянутой термоотверждающейся смолой и прикрепляют к упомянутому материалу основы посредством операции горячего прессования.
10. Способ по п. 9, отличающийся тем, что упомянутая краскоструйная печатная машина работает на основе красок на водной основе.
11. Способ по п. 9, отличающийся тем, что упомянутая краскоструйная печатная машина является однопроходной краскоструйной печатной машиной и/или работает в однопроходном режиме.
12. Способ по п. 9, отличающийся тем, что упомянутая краскоструйная печатная машина работает на основе содержащих пигмент красок.
| БОРТОВОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОКТАНОВОГО ЧИСЛА БЕНЗИНОВ | 2008 |
|
RU2380695C1 |
| EP 2894047 B1, 14.08.2019 | |||
| WO 2009061351 A1, 14.05.2009 | |||
| WO 2015118451 A1, 13.08.2015 | |||
| ДЕКОРАТИВНЫЙ МАТЕРИАЛ | 2004 |
|
RU2328378C2 |
| US 20090219374 A1, 03.09.2009. | |||

