Изобретение относится к области получения первичного алюминия посредством электролиза криолит-глиноземного расплава и может быть использовано при монтаже катодного узла электролизера.
Сущность способа заключается в поточном методе изготовления катодных секций на специализированной платформе, устанавливаемой в непосредственной близости к монтируемому электролизеру, с последующей их укладкой в подину с частичным сохранением повышенной температуры после их изготовления.
Известны способы изготовления катодных секций, состоящих из угольных блоков с пазом, в который закладывается стальной стержень, с последующей заливкой расплавленным чугуном или с предварительным внесением в паз углеродосодержащего связующего.
Способ заливки расплавленным чугуном для соединения токопроводящего стержня с угольным блоком требует наличия печи для получения жидкого чугуна с поддержанием его температуры на уровне 1200-1500 градусов, а также предварительного нагрева стержня до температуры его наибольшего расширения в пределах 500-600 градусов.
Недостатком способа является возникновение больших термомеханических напряжений в процессе повторного нагрева при пуске электролизера в работу, что приводит к образованию трещин в угольном блоке, способствующих попаданию расплавленного алюминия на стержень, приводящему к снижению качества алюминия и выхода из строя электролизера.
Известен способ №2 заделки катодного стержня в паз угольного блока с применением клеевой пасты, состоящей из клея, отвердителя и твердого наполнителя. Недостаток способа заключается в повышенном контактном сопротивлении между угольным блоком и стержнем по сравнению с чугунной заливкой.
Наиболее близким к предлагаемому способу является монтаж катодной секции с заделкой паза углеродсодержащей пастой с предварительным нанесением на поверхность паза слоя поверхностно-активного вещества (графит, антрацитовая пыль) и уплотнения слоя вибратором (патент РФ 2270889) и выдержкой в течение 24 часов после укладки стержня для образования прочного механического соединения перед кантовкой секции.
Для ускорения изготовления катодных секций и выдачи их на монтаж подины непрерывным потоком предлагается соорудить передвижную платформу, содержащую низкочастотный индуктор с регулируемой частотой от 0,5 до 20,0 кГц, гидроподъемник, рольганг, инфракрасные нагреватели, переносной вибратор, кантователь и накопитель готовых к укладке секций.
По предлагаемому способу разогретый в индукторе до температуры 700 градусов стальной стержень укладывается в паз угольного блока, который перед этим должен быть очищен от пыли сжатым воздухом, подогрет до температуры 500 градусов, затем по всей поверхности паза наносится поверхностно активное вещество в виде графита и углеродсодержащее жидкотекучее связующее в количестве, достаточном для выдавливания его на поверхность стержня с блоком.
Наполнитель паза сразу после монтажа стержня уплотняется вибратором в течение 1,5-2 минут.
Вибратор устанавливается на стержень вблизи центра тяжести стержня со смещением в сторону потая.
По изъятию вибратора включается рольганг и секция передвигается под стационарный нагреватель для обеспечения ускоренного образования полукокса в связующем и создания прочного соединения.
На освободившееся место в рольганге устанавливается угольный блок для очистки, прогрева и монтажа новой катодной секции. По завершению монтажа второй катодной секции и уплотнения связующего вибратором, вновь включается рольганг, перемещая первую секцию под второй стационарный нагреватель, а вновь смонтированная секция устанавливается под первый нагреватель.
Поворотный нагреватель, установленный за рольгангом после гидроподъемника, используется только для прогрева угольного блока и поворачивается для монтажа стержня в паз.
Рольганг вновь передвигает секции ближе к кантователю.
Следующее включение рольганга вводит готовую секцию в кантователь, который переворачивает ее и укладывает на ролики накопителя.
По заполнению накопителя начинают непрерывный монтаж подины электролизера.
Времени продвижения готовых секций по рольгангу достаточно для образования полукокса в пазу и обеспечения необходимой прочности для переворота секции.
В процессе изготовления секций должна соблюдаться очередность подачи коротких и длинных блоков и стержней для последующего их монтажа в подине.
Монтаж катодных секций с накопителя с остаточной повышенной температурой и последующим прогревом боковой поверхности подины, после набивки межсекционных и переферийных швов углеродосодержащим связующим, снижает разность температур подины от момента монтажа секций и сборного анодного узла до наступления обжига электролизера, это в свою очередь снижает величину термомеханических напряжений на линии «угольный блок-стержень» и вспучивание подины в период обжига и последующей работе электролизера.
Перед монтажем секций в подину рекомендуется прогреть поверхность футеровки до температуры 120-130 градусов.
Набивку межсекционных и периферийных швов необходимо осуществлять прогретым связующим с последующим уплотнением вибратором с передвижной платформы, перемещающейся над электролизером.
Для удаления летучих веществ, выделяющихся из межсекционных и периферийных швов в рабочей зоне, необходимо по торцам электролизера установить щелевые отсосы, подключенные в сеть отвода газообразных продуктов, выделяющихся в процессе монтажа подины и в процессе работы действующих электролизеров.
Угольные блоки для монтажа должны подбираться из очередной единой партии с одинаковым химико-физическим составом. Желательно производить замер электрического сопротивления стержень-блока для подбора в монтаж секций, имеющих небольшое расхождение по этому параметру, что в свою очередь обеспечивает равномерное распределение тока по площади катода и способствует удлинению срока службы электролизера.
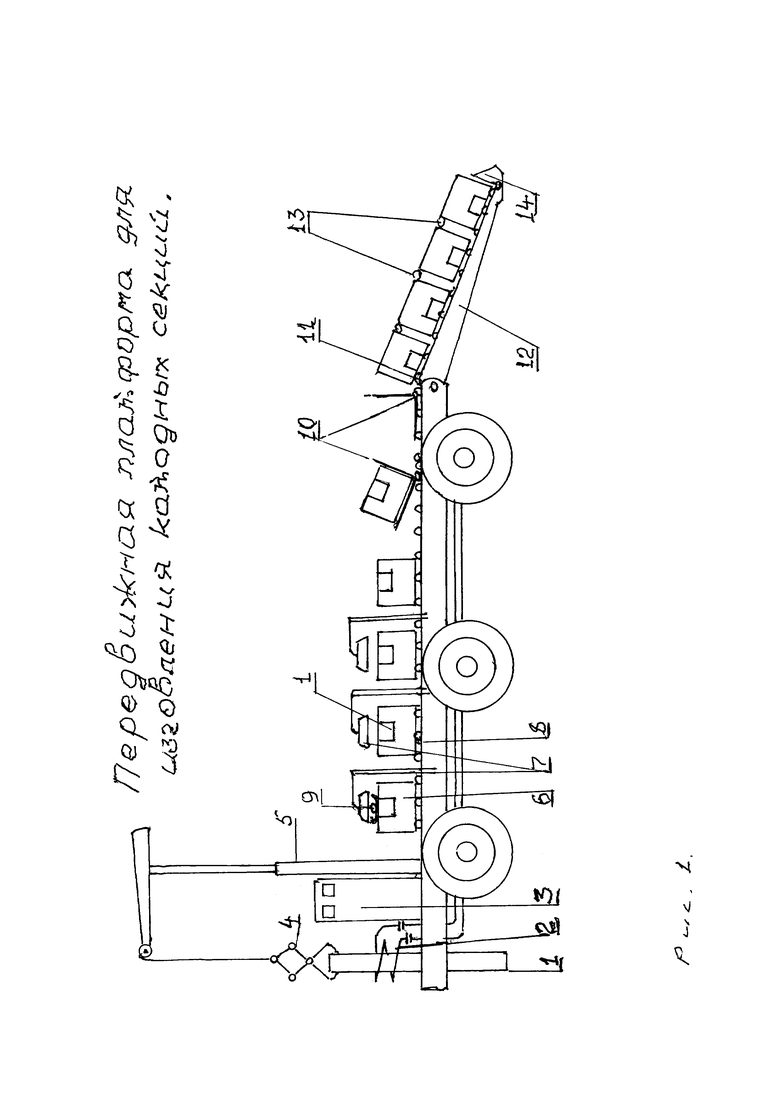
Краткое описание чертежа
Для изготовления катодных секций на передвижной платформе катодный стержень 1 подается с помощью клещевого захвата 4 гидроподъемником 5 в индуктор 2, запитанный от низкочастотной индукционной установки 3.
После прогрева стержня до температуры 650-700 градусов он монтируется в угольный блок 6, прогретый поворотным нагревателем 7 и заполненный металло- и углеродсодержащей пастой с последующий ее уплотнением переносным вибратором 9.
Затем смонтированная катодная секция передвигается рольгангом 8 под следующий нагреватель для поддержания температуры коксования пасты.
Пройдя дополнительный прогрев в течение времени монтажа новой секции, смонтированная секция рольгангом передвигается под следующий нагреватель, а затем на кантователь 10 и после ее кантовки по роликам 11 скатывается до упора 14 накопителя 12. Прокладки 13, необходимые для смягчения удара при скатывании секции в накопитель и обеспечения строповки для монтажа секции в подину.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2575524C2 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2320780C2 |
| Способ монтажа подины электролизера для получения алюминия | 1976 |
|
SU576353A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2179201C2 |
| Способ монтажа подины алюминиевого электролизера | 1992 |
|
SU1836497A3 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
Изобретение относится к монтажу подины алюминиевого электролизера. Способ включает изготовление катодных секций путем нагрева угольного блока и стального стержня, нанесения в паз угольного блока углеродсодержащего связующего, укладки в паз стального стержня и вибрационного уплотнения стержня в пазу посредством установленного на него вибратора со смещением от его центра тяжести в сторону потая и монтаж изготовленных катодных секций в подине электролизера. Изготовление катодных секций производят с использованием передвижной платформы. Нагрев стального стержня осуществляют до температуры 720-750°С. Нагрев угольного блока ведут до температуры 170-190°С. Изготовленные катодные секции нагревают до образования полукокса, а монтаж нагретых катодных секций осуществляют в прогретую до температуры 120-150°С футеровку подины электролизера, после чего осуществляют набивку периферийных и межсекционных швов углеродсодержащим связующим. Обеспечивается снижение вспучивания подины после подачи рабочего тока, что увеличивает срок службы электролизера, уменьшает термомеханические напряжения по линии стержень-паз блока. 2 з.п. ф-лы, 1 ил.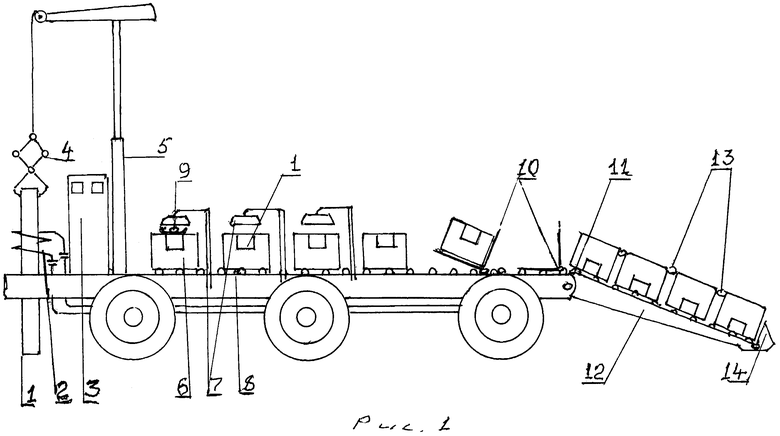
1. Способ монтажа подины алюминиевого электролизера, включающий изготовление катодных секций путем обдувки угольного блока сжатым воздухом, нагрева угольного блока и стального стержня, нанесения в паз угольного блока углеродсодержащего связующего, укладки в паз стального стержня и вибрационного уплотнения стержня в пазу посредством установленного на него вибратора со смещением от его центра тяжести в сторону потая и монтаж изготовленных катодных секций в подине электролизера, отличающийся тем, что изготовление катодных секций производят с использованием передвижной платформы, выполненной с индуктором ТВЧ для нагрева стальных стержней, кантователем, накопителем катодных секций, рольгангом для передвижения катодных секций по ней до кантователя и с инфракрасными нагревателями для нагрева угольных блоков и катодных секций с обеспечением сохранения повышенной температуры перед монтажом в подину, причем нагрев стального стержня осуществляют до температуры 720-750°С, а нагрев угольного блока - до температуры 170-190°С, при этом изготовленные катодные секции перед установкой в кантователь нагревают до образования полукокса, а монтаж нагретых катодных секций осуществляют в прогретую до температуры 120-150°С футеровку подины электролизера, после чего осуществляют набивку периферийных и межсекционных швов углеродсодержащим связующим.
2. Способ по п. 1, отличающийся тем, что поверхность периферийных швов подогревают инфракрасными нагревателями.
3. Способ по п. 1, отличающийся тем, что набивку периферийных и межсекционных швов осуществляют с платформы, передвигающейся над подиной, при этом ведут удаление летучих веществ, выделяющихся при набивке швов, с помощью газоприемников, установленных по торцам электролизера.
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
| Способ пуска электролизера для рафинирования алюминия | 1984 |
|
SU1236005A1 |
| Способ подготовки алюминиевого электролизера к пуску | 1988 |
|
SU1588807A1 |
| Поточная линия футеровки катодных устройств алюминиевых электролизеров | 1980 |
|
SU918337A1 |
| CN 104451772 A, 25.03.2015 | |||
| US 4167419 A1, 11.09.1979. | |||

