Изобретение относится к области рафинирования цветных металлов, в частности к электролитическому рафинированию алюминия.
Целью изобретения является увеличение срока службы электролизера и сокращение затрат путем устранения анодного эффекта.
Цель изобретения достигается тем, что согласно способу пуска электролизера для рафи 1ирования алюминия включающему прогрев угольной подины и боковой магнезитовой футеровки,установку катодов, зализку в шахту агрегата катодного алюминия и подключение его в цепь постоянного тока, заливку электролита, а затем анодяого сплава,поверхность подияы покрывают медными листами до заливки электролита, при этом отношет не. плоп1ади листо-- вого покрытия к общей площади подины составляет 0,1-0,8.
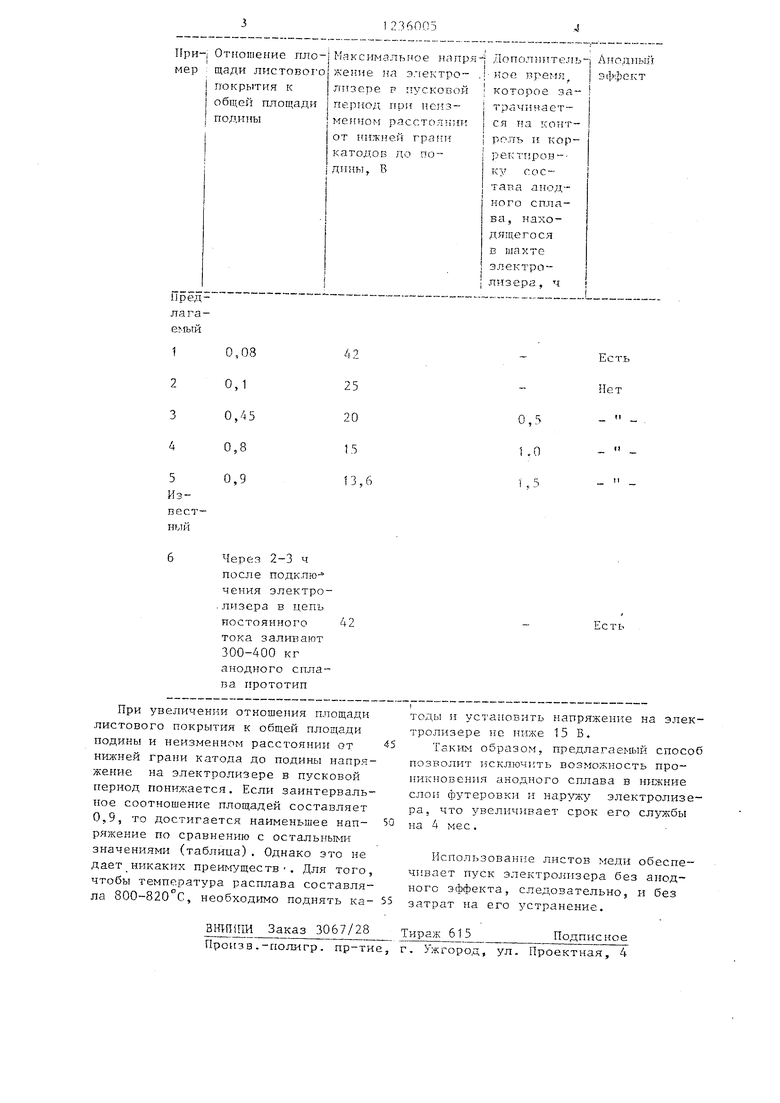
При отношении площади листового покрытия к общей плогцади под,ины менее 0,1 на электролизере возникает анодный эффект, В том случае,когда величина указанного отноЕтения превьшает 0,8 усложняется корректировка состава анодного сплава в послепусковой период и в связи с этш- возрастают трудозатраты,
Уложе1П1ые на подину листы меди электролитически растворяются и мед осаждается на катодном алюминии, образуя лигатуру, которая в послепусковой период используется для приготовления анодного сплава,- В результате растворения листового покрытия и более высокой тока на нем плотность тока на участках поверхности анода, свободных от пластин, резко уменьшается и становится значително ниже критической плотности тока являющейся причинор возн 1кноззения анодного эффекта. Во время нагрева подины и цоколя , когда температура расплава в шахте электролизера достигает 800-820 С, т.е. величины при которой ведется процесс рафинирования алюминия, электролит постепенно заполняет трещины, неплотности.
опускаясь в нижние слои футеровки, ох-- лзлд1,ается до темперсггуры своей крис- таллизадии и переходит в твердое состояние,
Залитый в luaxTV аь-одный сплав в
завершающую стадию пускового периода (через 12 ч после :о,пектро- лизера Б и,епь постоянного токз) вытесняет И- верхней зоны тпещип ,щелей х:пдкий электролит, ITO задерживается 3 их нижней зоне и в кеплот ю- стях средних н нижних слоев доколя застыв шим рас пл а в о м т.е. :а р е з у л ь - тэте закупорки трещин и неп.чотностей
тг ердьми проспойкаьпч электролптя металл наружу электролизера ие вытека
После окончания монтлжг; футеровки и набойки межблочных ш1-;ог ос чдест вля- ют нагрев шахты теплом от сжигания г оза, подаваемого в спецггалт:,ные релки; до температурь; поверхностн бпокап 300 С и Tei--friepaTvp;,i боковой магнезитовой сЬутероикп . После этого на попииу yKj ia.breaioi ме. листы , Быдержршая с тво ленпе jnoma;T,w
Л - СТОВОГО покрытия К обшСЙ ПЛОПК, :
подипь 0,45 и устанавливают Г э; ф -тто- вые катоды с зазором межлу нх нил;- нсй rpaiibFo и поваохностыо мелт мх листов, равным мм. Затем заливгют расплавленный алюминий (толщина его слоя 12 см), подкл1очеют э: (е;стро1пт- зер Б цепь постоянного тока п з лива- lo .i элеустро.чит. нагретый чо 8(}0 .О„
tji,.j L. 5 высота с;тоя которого /|0. быть , Производят катодов до установления па э.тект):)олизере напряжения 20 В„ Через 12 ч гоелс г одклЕОчення электролиз ера - цепь постоянного тока в плахту залг- ваздт анодный спллв и этим зарешгямт пусковой п;.-.тиол,
11ри-| Отношение пло-| Максимальное илпряI
мер щади листовог о жение на э.чектро- . покрытия к лизере Р пусковой общей площади I период при подины I менноь расстоянии от нижней rpaiiii катодов до по i дины, В
0,08
А
Через 2-3 ч после подклю- чения электро- .лизера в цепь постоянного тока заливают 300-400 кг анодного сплава прототип
При увеличении отношения площади листового покрытия к общей площади подины и неизменном расстоянии от нилшей грани катода до подины напряжение на. электролизере в пусковой период пон1-гжается, Если заинтерваль- ное соотношение площадей составляет 0,9, то достигается наименьшее нап- ряжение по сравнению с остальными значениями (таблида). Однако это не дает никаких пpeи fyщecтв . Для того чтобы температура расплава составляла SOO-SZO C, необходимо поднять ка-
ВтптИ Заказ 3067/28 Тираж 615
Подписное
Произв.-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
До пол пит ел b нов время которое за- трачинает- с я Т а контроль и кор- pei-CTiipoB--- ку состава анодного сплава, пахо- дящегося в шахте электролизера, ч
0,5 1 .0
1 .5
42
Есть
тоды и установить напряжение на электролизере не пиже 15 В.
Такда образом, предлагаемый способ позволит исключить возможность проникновения анодного сплава в нютние слои футеровки и наружт электролизера, что увеличивает срок его слуясбы на 4 мес.
Использован1 е листов меди обеспечивает пуск электродпгзера без апод- ного эффекта, следовательно, и без затрат на его устранение.
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пуска электролизера для электролитического рафинирования алюминия | 1983 |
|
SU1125298A1 |
| Электролизер для рафинирования алюминия | 1990 |
|
SU1788092A1 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2324007C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ СОДЕРЖАЩЕГО БОРИДЫ ТУГОПЛАВКИХ МЕТАЛЛОВ ЗАЩИТНОГО ПОКРЫТИЯ УГЛЕРОДИСТЫХ БЛОКОВ | 2001 |
|
RU2221086C2 |
| ФУТЕРОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ | 1996 |
|
RU2112081C1 |
| Способ обжига электролизеров для получения алюминия | 1977 |
|
SU704308A1 |
| Способ подготовки алюминиевого электролизера к обжигу | 1987 |
|
SU1414882A1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| Способ пуска электролизера для электролитического рафинирования алюминия | 1983 |
|
SU1125298A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
