1 ; :; . Изобретение относится к производст ву алюминия, в,частности к вспомогательному оборудованию для выполнения монтажно-сборочных работ при сборке новых катодных устройств или при их .капитальном ремонте.. В настоящее время на алюминиевых заводах футеровку катодных устройств ПРОИЗВОДЯТ в торцах корпусов электролиза,ч Наиболее близкой по технической сущности и достигаемому эффекту.-Является поточная линия футеровки катодных устройств,включающая в себя расг положенные в канале грузовые тележки для установки катодных, секций, передвигаемые лебедкой с бескоиечйозамкнутым канатом, на рабочей веТ;ВИ которого укреплена петля для зачаливания грузовой тележки, и установленные над каналом по ходу технологического процесса расположенные под газоотсасывающим зонтом устройство для укладки катодных секций, накаточную машину, нагревающее устройство, устройство для набивки подовых швов и установленный в конце линии стацио- нарный сварочный пост. Линия снабжена кюбелями для подачи футеровочных материалов к местам производства футеровочных работ. Транспортировка кюбелей и барабанов с разогнутой подовой массой производится мостовым краном l. Недостатками указанной линии являются наличие трудоемких ручных операций при производстве футеровочных работ (засыпка шамотной .крошки и подовой массы); наличие ручной операции зачаливания грузовых тележек за транспортирующее устройство; значительные пылегазовыделения, ухудшающие условия труда. Цель изобретения - сокращение трудоемких ручных операций и улучшение условий труда. Поставленная цель достигается тем, что поточная линия дополнительно
снабжена установленным в начале линии устройством для засыпки и равномерного распределения футеровочных материалов на подине катодного устройства, выполненным в виде бункера, снабженного щелеобразной течкой, причем бункер установлен на подвижном портале с возможность вертикального перемещения.
На фиг. 1 изображена поточная линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - грузовая тележка; на фиг. 4 - вид Б на фиг.З; на фиг. 5 разрез В-В на фиг. 3; ,на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 вид Д на фиг. 6; на фиг. 8 - сварочный портал, общий вид
Поточная линия состоит из установленной в канале грузовой тележки 1, передвигающейся по рельсам 2 с помощью устройства 3 для перемещения грузовой тележки и лебедки 4 с бесконечно замкнутым канатом 5, огибающим оборотный блок 6, и из расположенных над каналом установленных последовательно по ходу технологического процесса устройства 7 для засыпки и равномерного распределения футеровочных материалов на подине катодного устройства 8, кюбелей 9 для подачи футеровочных материалов, устройства 10 для укладки катодных секций и накато.чной машины 11, установленных под газоотсасывающим зонтом 12, нагревающего устройства 13, устройства для загрузки подовой массы и устройства 15 для набивки подовых швов, установленных под газоотсасывающим зонтом 16 сварочного поста 17, установленного в конце линии.
Поточная линия работает следующим образом. , .
Грузовая тележка 1 сцепляется с устройством 3 дляу перемещения их по технологическим позициям автоматичесКИМ захватом 18, установленным на тележке 1 перпендикулярно устройству 3.
Автоматический захват 18 состоит из двуплечего рычага 19, поводка 20 с противовесом 21, установленных шарнирно-попарно на одной оси 22, и ограничителей 23, жестко закрепленных вдоль тележки 1 с наружной стороны двуплечих рычагов 19.
Грузовая тележка 1 снабжена мя парами скатов , расположенными под опорными площадками 25, для облегчения установки грузонесущих балок траверсы (не показано) установлены четыре ряда роликов 26, а для сбора отходов фytepoвoчныx материа лов - съемные кабели 27.
Устройство для засыпки и равномерного распределения футеровочных материалов на подине катодного устройства 8 состоит из бункера 28, снабженного щелеобразной течкой 29 с затвором 30, установленным с возможностью вертикального перемещения на подвижном портале 31, расположенным на рельсах 32.
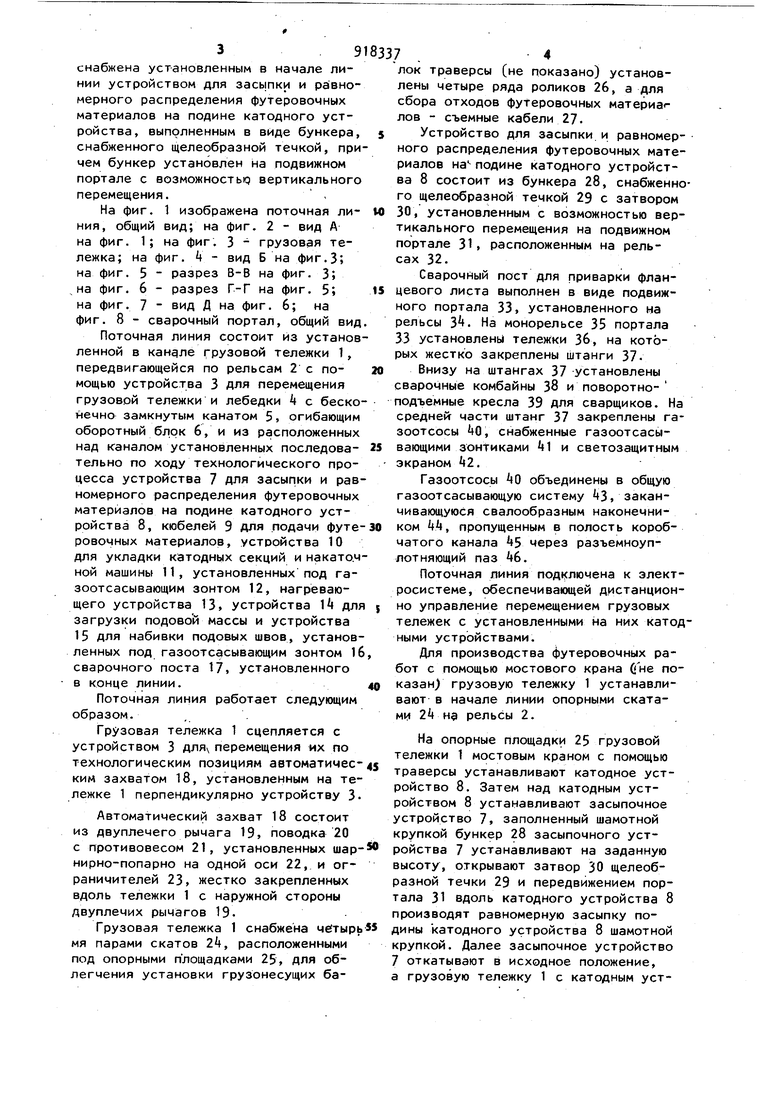
Сварочный пост для приварки фланцевого листа выполнен в виде подвижного портала 33, установленного на рельсы На монорельсе 35 портала 33 установлены тележки 36, на которых жестко закреплены штанги 37.
Внизу на штангах 37 установлены сварочные комбайны 38 и поворотноподъемные кресла 39 для сварщиков. На средней части штанг 37 закреплены газоотсосы 0, снабженные газоотсасывающими зонтиками Ц} и светозащитным экраном 2.
Газоотсосы 0 объединены в общую газоотсасывающую систему +3, заканчивающуюся свалообразным наконечником Ц, пропущенным в полость коробчатого канала 5 через разъемноуплотняющий паз k6.
Поточная линия подключена к электросистеме, обеспечивающей дистанционно управление перемещением грузовых тележек с установленными на них катодными устройствами.
Для производства футеровочных работ с помощью мостового крана Оне показан) грузовую тележку 1 устанавливают в начале линии опорными скатами 24 на рельсы 2.
На опорные площадки 25 грузовой тележки 1 мостовым краном с помощью траверсы устанавливают катодное устройство 8. Затем над катодным устройством 8 устанавливают засыпочное устройство 7, заполненный шамотной крупкой бункер 28 засыпочного устройства 7 устанавливают на заданную высоту, открывают затвор 30 щелеобразной течки 29 и передвижением портала 31 вдоль катодного устройства 8 производят равномерную засыпку подины катодного устройства 8 шамотной крупкой. Далее засыпочное устройство 7 откатывают в исходное положение, а грузовую тележку 1 с катодным устройством b перемещают на следующую технологическую позицию. Перемещение грузовой тележки V производят лебедкой путем автоматического сцепления захвата 18 тележки, с устройством 3 для перемещения грузовых тележек, закрепленным на рабочей ветви бесконечно замкнутого каната 5 лебедки Л. Затем с помощью мостового крана в кюбелях 9 подают кирпич и укладывают его на подину катодного устройства 8. На подготовленную кирпичную клад ку укладывают горячую подовую массу и укатывают ее накаточной машиной 11 а выделяющиеся из подовой массы газы собирают под зонтом 12 и удаляют в газоочистительную систему. На укатанную подушку из подовой массы устройством 10 для укладки катодных секций раскладывают катодные секции и бортовые угольные блоки По окончании операции грузовую тележку 1 с катодным устройством 8 передвигают под зонт 16, где нагревающим устройством 13 производят разогрев пазов (швов) между катодными, секциями. Нагретые до заданной температуры пазы засыпают подовой массо с помощью устройства Н для загрузки подовой массы, и с помощью устрой ства 15 для набивки подовых швов уплотняют подовые швы, а выделяющиеся из подовой массы газы отсасывают в газоочистительную систему. Затем грузовую тележку 1 с зафуте рованным катодным устройством 8 пере мещают на последнюю, технологическую позицию, на которой производят приварку фланцевого листа по периметру катодного устройства 8 сварочными комбайнами 38, установленными на под вижном портале 33. Выделяющиеся при сварке газы газоотсасывающими зонтами tl удаляют в газоочистительную систему.По завершении работ зафутерованное катодное устройство 8 направляют в корпус электролиза, а освободившую ся грузовую тележку 1 мостовым крано устанавливают в начале линии на рель сы 2. Применение в линии устройства для засыпки и равномерного распределения и крупки на подине катодного шамотной 37 устройства позволяет механизировать процесс засыпки шамотной крупки на подину и тем самым повысить производительность труда. Кроме того, возможность перемещения бункера по вертикали обеспечивает минимальные пылевыделения при засыпке подины шамотной крупкой. Сварочный пост, выполненный в виде подвижного портала, оборудованного сварочными комбайнами и подвиж ными поворотно-подъемными креслами, снабженными светозащитными экранами и газоотсасывающими зонтами, дает возможность улучшить условия труда сварщиков а также повысить производительность их труда. Экономическая эффективность от внедрения данной поточной линии на алюминиевом заводе составляет 50 тыс. руб. в год. Формула изобретения 1.Поточная линия футеровки катодных, устройств алюминиевых электролизеров, включающая грузовые тележки, устройство для их перемещения, лебедку с бесконечно замкнутым канатом и установленные над каналом по ходу технологического процесса кюбели для подачи футеровочных материалов, устройство для укладки катодных секций, накаточную машину, нагревающее устройство, устройство для загрузки подовой массы, устройство для набивки подовых швов и сварочный пост, о т личающаяся тем, что, с ц-ельнз сокращения ручных операций и улучшения условий труда, она дополни тельно снабжена установленным в начале линии устройством для засыпки и равномерного распределения футеровочных материалов на подине катодного устройства, выполненным в виде бункера, снабженного щелеобразной течкой. 2.Линия по п. 1, о т л и ч а ю щ а я с я тем, что бункер установлен на подвижном портале с возможностью вертикального перемещения. Источники информации, принятые во внимание при экспертизе 1. Иркутский филиал ВАМИ, чертёж N 737«23, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЦИКЛИНГА ФУТЕРОВОЧНОГО МАТЕРИАЛА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2727377C1 |
| СПОСОБ ПОДГОТОВКИ РЕЦИКЛИНГА НЕФОРМОВАННОГО ФУТЕРОВОЧНОГО МАТЕРИАЛА ИЗ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2804973C1 |
| Способ подготовки алюминиевого электролизера к пуску | 1988 |
|
SU1588807A1 |
| Футеровка алюминиевого электролизера | 1980 |
|
SU918335A1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2020 |
|
RU2754560C1 |
| ФУТЕРОВКА КАТОДНОЙ ЧАСТИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2098518C1 |
| Бортовая футеровка алюминиевого электролизера | 1989 |
|
SU1749320A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Кабельный кран | 1988 |
|
SU1710490A1 |


.. Фуг.1 0fff.ff
фуг 7 вид4
22
У
ЕЭ
