ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к измельчающим роликам, отлитым в процессе литейного производства. Данные ролики используются в мельницах с вертикальной осью для измельчения различных материалов, включая уголь, цементное сырье, клинкер или шлак. Более конкретно, изобретение относится к измельчающим роликам, содержащим вставки с модулями большей массивности, чем у вставок, известных из уровня техники, опционально армированных агломератами из керамических гранул, инфильтруемых в процессе литья.
УРОВЕНЬ ТЕХНИКИ
[0002] ЕР 1570905 А1 раскрывает измельчающий ролик мельницы с вертикальной осью, содержащий вставки с низким коэффициентом массивности (<2,5). В данном документе отмечены различные проблемы, встречающиеся при работе с биметаллическими измельчающими роликами, содержащими твердые вставки из чугуна с высоким содержанием хрома, введенные в металлическую матрицу из ковкого чугуна. В данном документе вставки разнесены друг от друга. Зазор между ними заполнен ковким чугуном в процессе литья измельчающего ролика, с образованием гребня, фиксирующего вставки одну к другой. В ходе эксплуатации эти гребни, имеющие малое сопротивление износу, сбиваются, с образованием между вставками щелей, которые расширяются по мере приближения к центру измельчающего ролика (см. фиг. 3).
[0003] Документ US 5,238,046 отражает те же недостатки. Действительно, каждая вставка содержит, по меньшей мере, на одной из ее продольных боковых поверхностей выступающие ребра, чтобы сформировать зазор между двумя соседними вставками. Во время работы ролика происходит преимущественно износ ковкого сплава, находящегося в зазоре, результатом чего является образование щелей между вставками.
ОПРЕДЕЛЕНИЯ
[0004] В литейном производстве коэффициент массивности измеряется отношением объема к площади поверхности, которое обозначается как V/S. Эта отношение повсеместно используется литейщиками, в частности, при расчете излишка отливки детали для получения бездефектного изделия, необходимо учитывать, что подходящей является ситуация, когда излишек имеет отношение V/S больше соответствующего отношения отливаемой детали.
[0005] Величина отношения объема к площади поверхности V/S зависит от выбора принятой единицы длины. Вычисление можно проиллюстрировать на простом примере куба со стороной «а».
В этом случае V/S=а3/(6 а2), то есть а/6.
Если V/S выражается в метрах, то для куба со стороной один метр а/6 становится 1/6=0,166 м. Если же V/S выражается в сантиметрах, то а/6 становится 100/6=16,6 см.
В контексте настоящего изобретения отношение V/S всегда выражается в сантиметрах.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
[0006] Настоящее изобретение направлено на снижение недостатков известного уровня техники путем минимизации присутствия щелей, образуемых зазорами между вставками измельчающего ролика. Для сокращения числа щелей увеличивается размер и отношение V/S данных вставок. В случае более массивных вставок скрытая теплота, присутствующая в процессе литья, будет больше, что облегчит инфильтрацию более толстых инфильтруемых керамических армирующих элементов. Таким образом, изобретение позволяет увеличить толщину керамического армирования вставки. Улучшение условий инфильтрации армирования литейным металлом, позволяет использовать более толстые армирующие элементы, что в свою очередь, улучшает износостойкость узла в целом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Согласно изобретению раскрыт измельчающий ролик для мельниц с вертикальной осью, отлитый в литейном производстве; измельчающий ролик содержит вставки с отношением объема к площади поверхности (V/S) от 3 до 5 см, предпочтительно от 3,2 до 4,5 см, причем вставки заключены в металлическую матрицу, выполненную из ковкого чугуна или стали.
[0008] В предпочтительных вариантах осуществления изобретение характеризуется, по меньшей мере, одним или комбинацией следующих признаков:
- измельчающий ролик содержит вставки с отношением объема к площади поверхности (V/S) от 3 до 4 см;
- вставки установлены одна к другой, с оставлением лишь периодических углублений между двумя вставками и обеспечением возможности в процессе литья сформировать соединительный элемент типа шпильки, улучшающий фиксацию вставки в металлической матрице;
- соединительный элемент типа шпильки имеет поднутрения;
- вставки расположены непараллельно оси вращения указанного ролика и образуют с этой осью угол менее 45°;
- вставки имеют изгиб вдоль своей продольной оси;
- вставки имеют форму «S» вдоль своей продольной оси;
- вставка содержит один или более керамических армирующих элементов, инфильтруемых литейным металлом;
- керамика армирования выбрана из оксида алюминия, оксида циркония, циркониевого корунда, нитридов металлов, карбидов металлов и боридов или их смесей.
[0009] Согласно изобретению также раскрыта мельница с вертикальной осью, содержащая измельчающий ролик согласно изобретению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
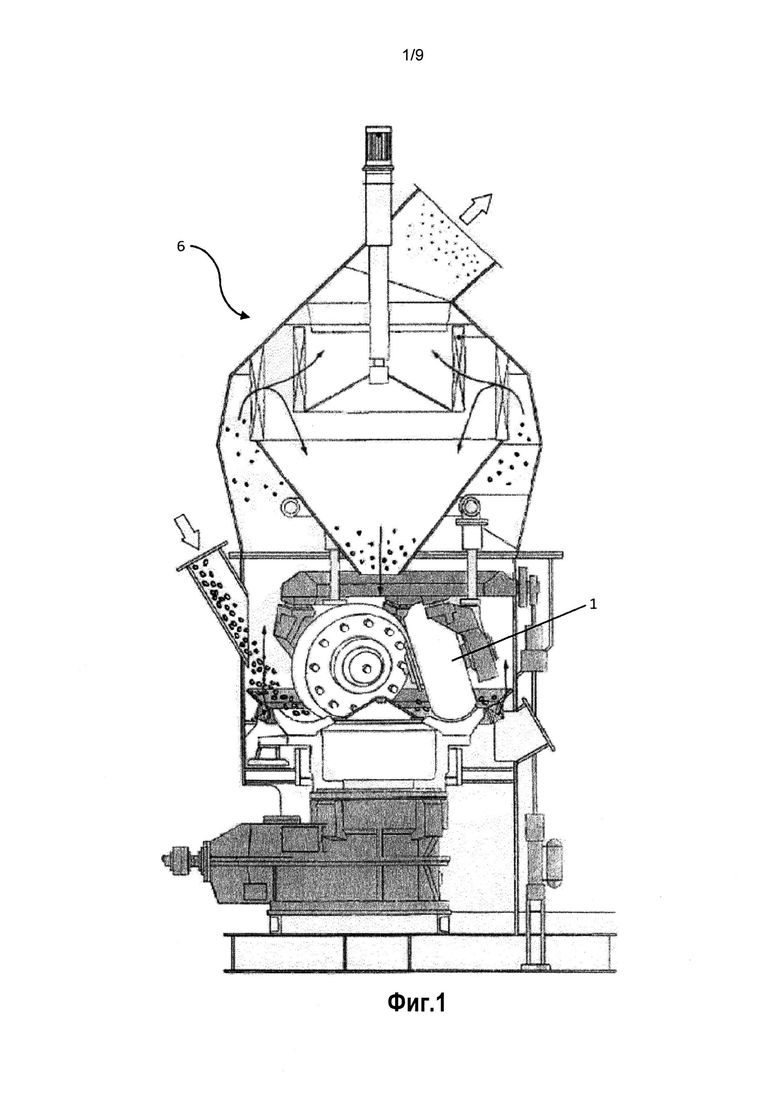
[0010] Фиг. 1 показывает разрез известной из уровня техники работающей мельницы с вертикальной осью, содержащей группу измельчающих роликов.
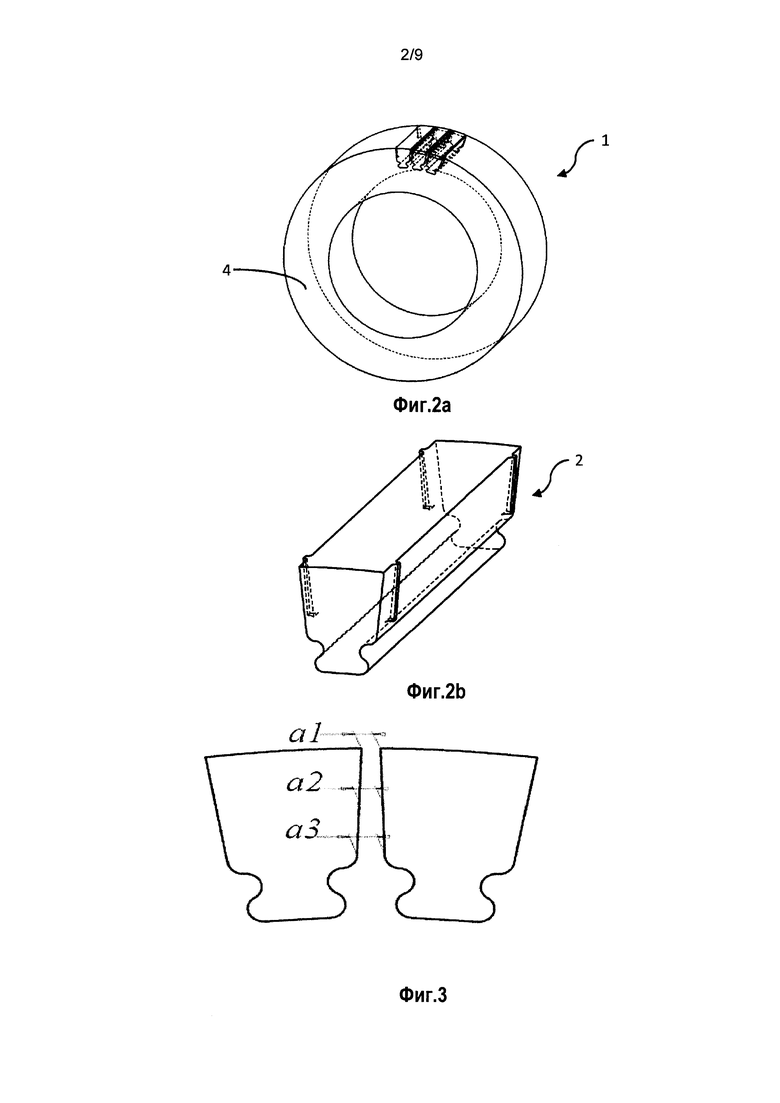
[0011] Фиг. 2а показывает в перспективе известного из уровня техники измельчающего ролика с вставками с низким отношением объема к площади поверхности V/S и зазорами между вставками.
[0012] Фиг. 2b показывает в перспективе известную из уровня техники вставку с низким отношением объема к площади поверхности V/S, содержащую разделительные выступы.
[0013] Фиг. 3 показывает в разрезе зазор, остающийся между двумя соседними известными из уровня техники вставками, и возможность образования щелей, расширяющихся между вставками по мере их углубления.
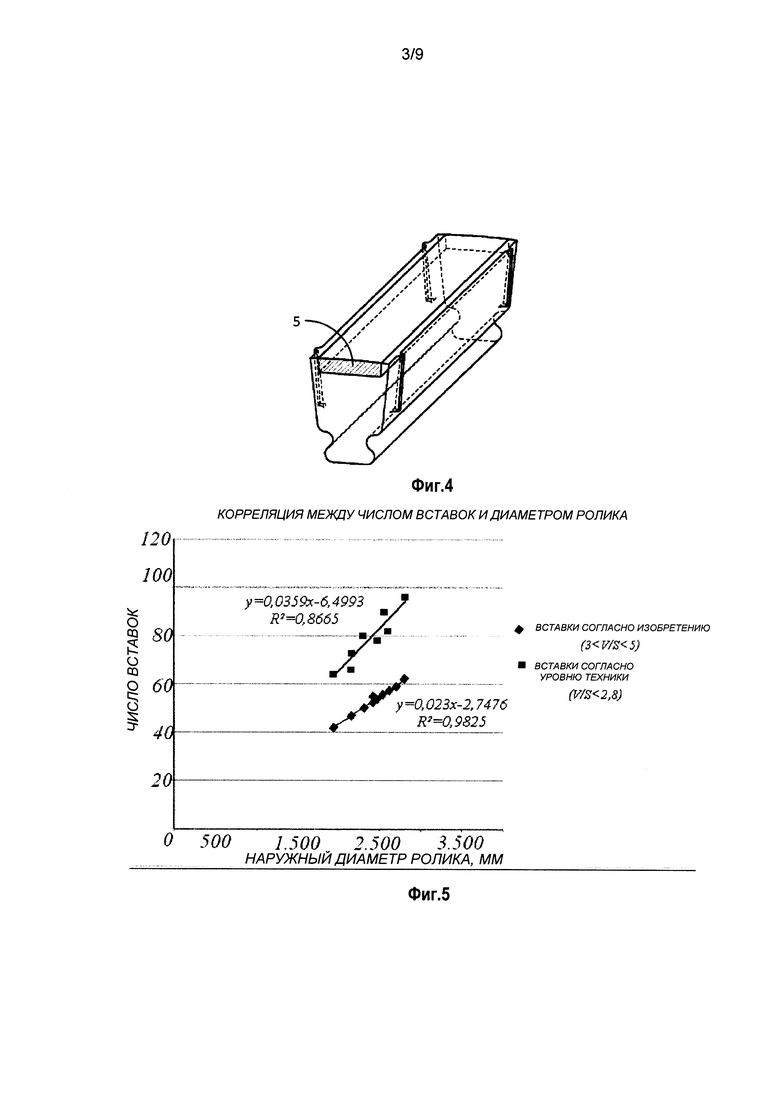
[0014] Фиг. 4 показывает в перспективе вставку с низким отношением объема к площади поверхности с керамическим армированием и содержащую разделители согласно известному уровню техники.
[0015] Фиг. 5 показывает сравнительные графики числа вставок для вставок, известных из уровня техники (V/S<2,8 см - квадраты на графике) и вставок согласно изобретению (V/S>3 см - ромбы на графике). В соответствии с изобретением сокращено число вставок в измельчающих роликах.
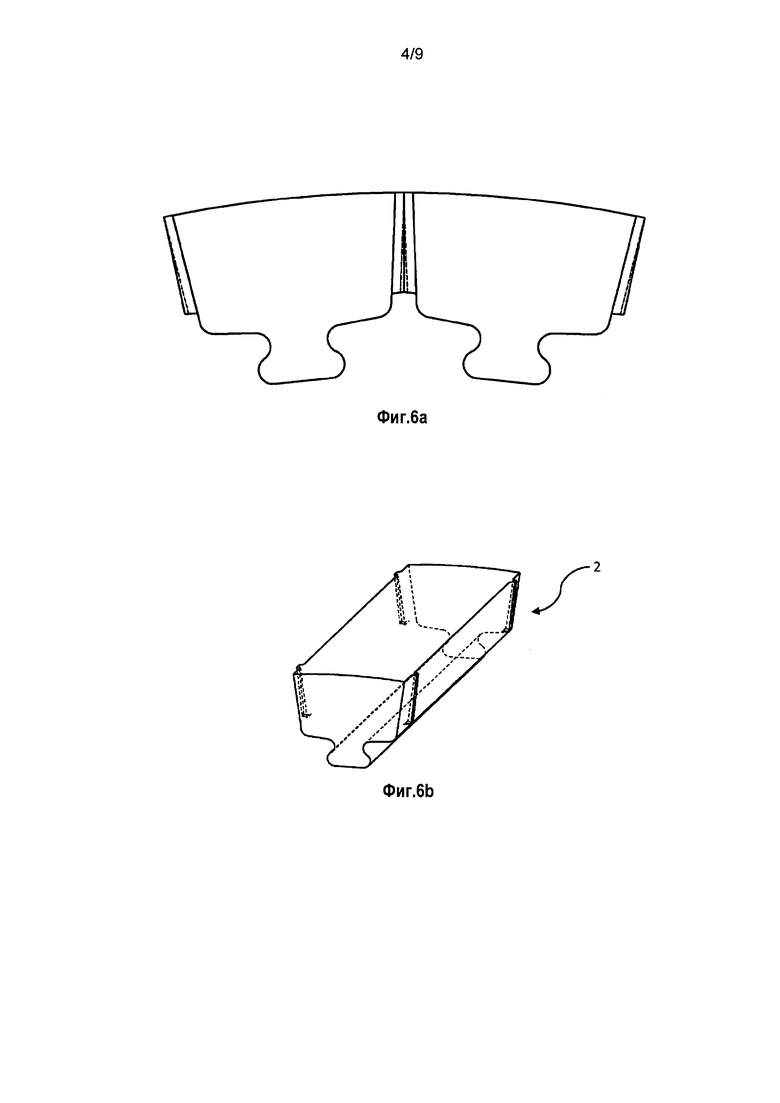
[0016] Фиг. 6а показывает в разрезе две расположенные бок о бок известные из уровня техники вставки с разделительными выступами для поддержания минимального расстояния между двумя вставками. В соответствии с изобретением число щелей уменьшено за счет увеличения массивности вставки.
[0017] Фиг. 6b показывает в перспективе вставку с фиг. 6а.
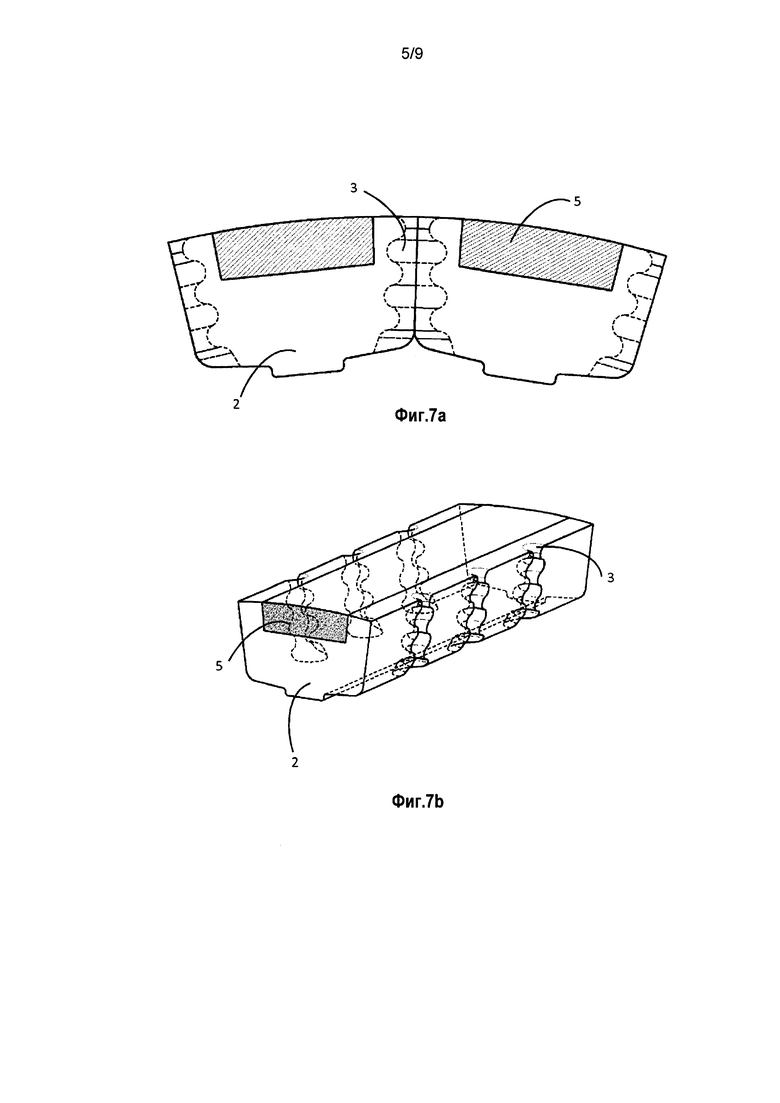
[0018] Фиг. 7а показывает в разрезе две вставки с керамическим армированием согласно изобретению, установленные одна к другой с периодическим углублением.
[0019] Фиг. 7b показывает вид в перспективе одной из двух вставок с фиг. 7а, где можно увидеть периодическое углубление. Данное углубление позволяет в процессе литья сформировать соединительный элемент, сходный со шпилькой, имеющий поднутрения для лучшей фиксации вставки в металлической матрице. Вставка демонстрирует также расположение керамического армирующего элемента, инфильтруемого литейным металлом, для повышения сопротивления износу.
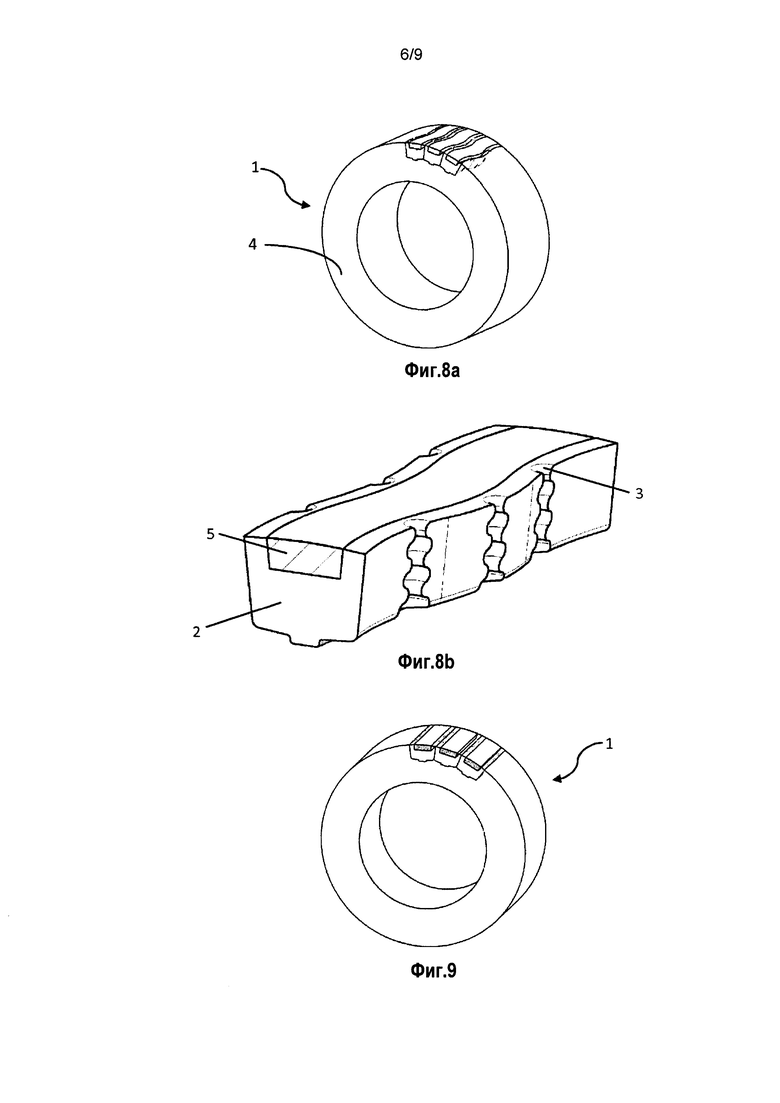
[0020] Фиг. 8а и 8b иллюстрируют тот же вариант осуществления изобретения, что и фиг. 7а и 7b, но со вставкой, изогнутой в направлении ее продольной оси в форме «S». Альтернатива в форме «S» позволяет щелям между вставками не встречаться в процессе дробления, материал измельчается спереди и под углом менее 90°.
[0021] Фиг. 9 показывает тот же ролик, что и фиг. 2а, но со вставками, имеющими более высокое отношение объема к площади поверхности согласно изобретению.
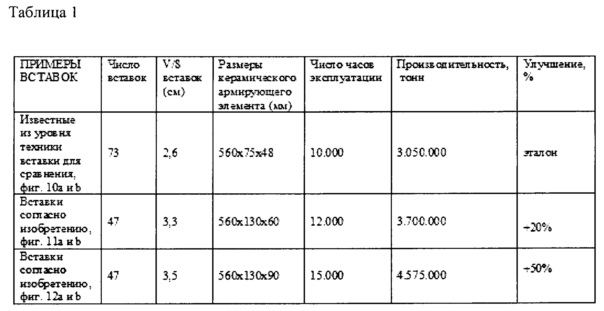
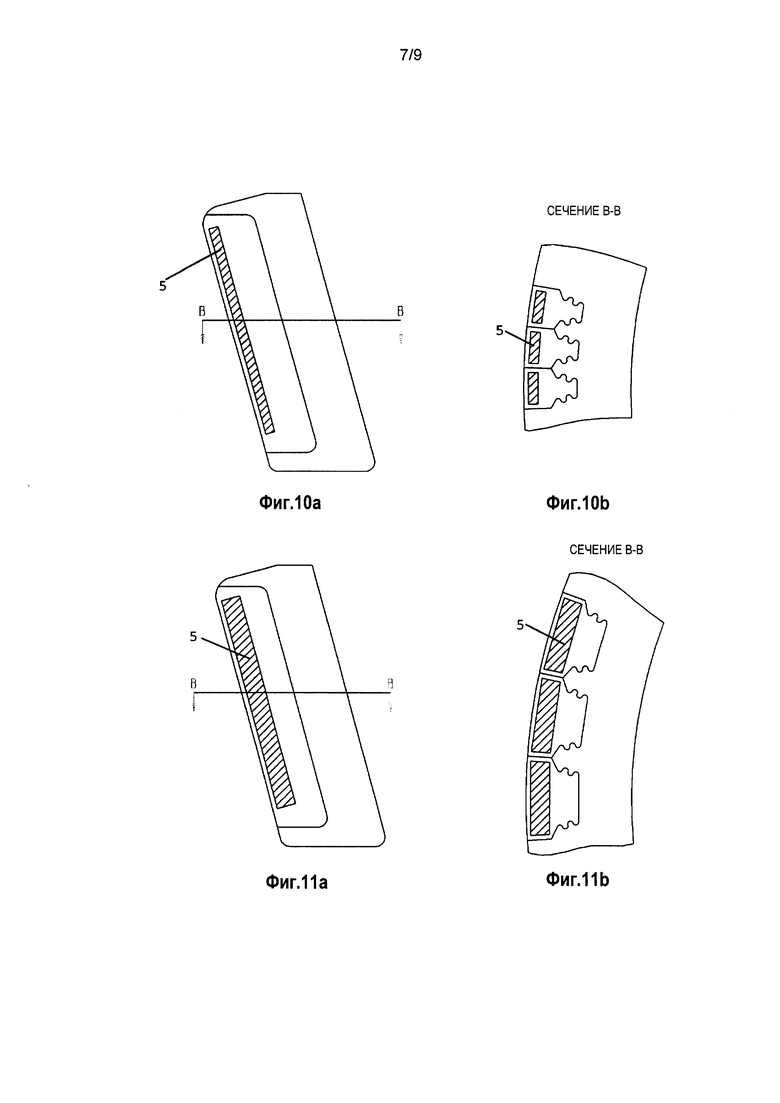
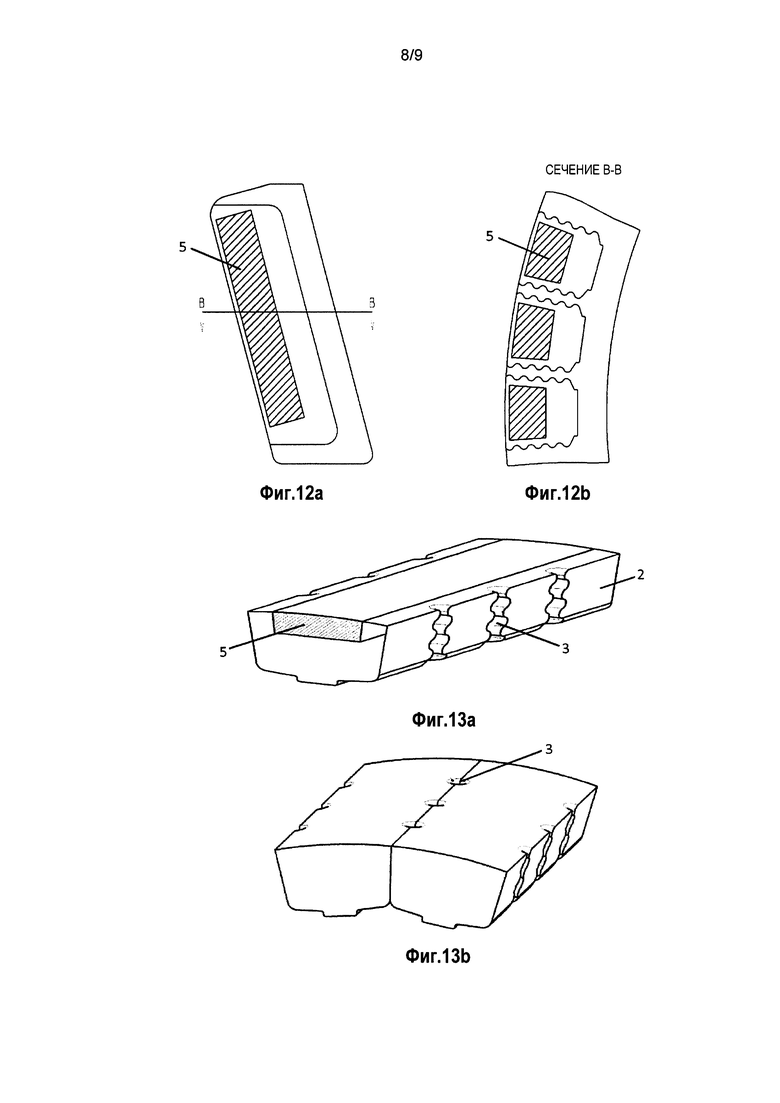
[0022] Фиг. 10а показывает известную из уровня техники, которая используется в роликовой мельнице Loesche® LM46/4; результаты сравнительных испытаний представлены в таблице 1. Фиг. 10b показывает сечение В-В.
[0023] Фиг. 11а и 12а показывают вставки согласно изобретению, которые используются в роликовой мельнице Loesche® LM46/4, результаты сравнительных испытаний также представлены в таблице 1. Фиг. 11b и 12b показывают соответствующие сечения В-В.
[0024] Фиг. 13а показывает вид в перспективе вставки согласно одному из предпочтительных вариантов осуществления изобретения. На фиг. 13b две из этих вставок установлен одна к другой, так что оставлено лишь периодическое углубление, диаметр которого меняется в радиальном направлении измельчающего ролика. Углубление позволяет в процессе литья сформировать соединительный элемент типа шпильки с поднутрениями. Данная вставка также содержит керамический армирующий элемент, инфильтруемый литейным металлом.
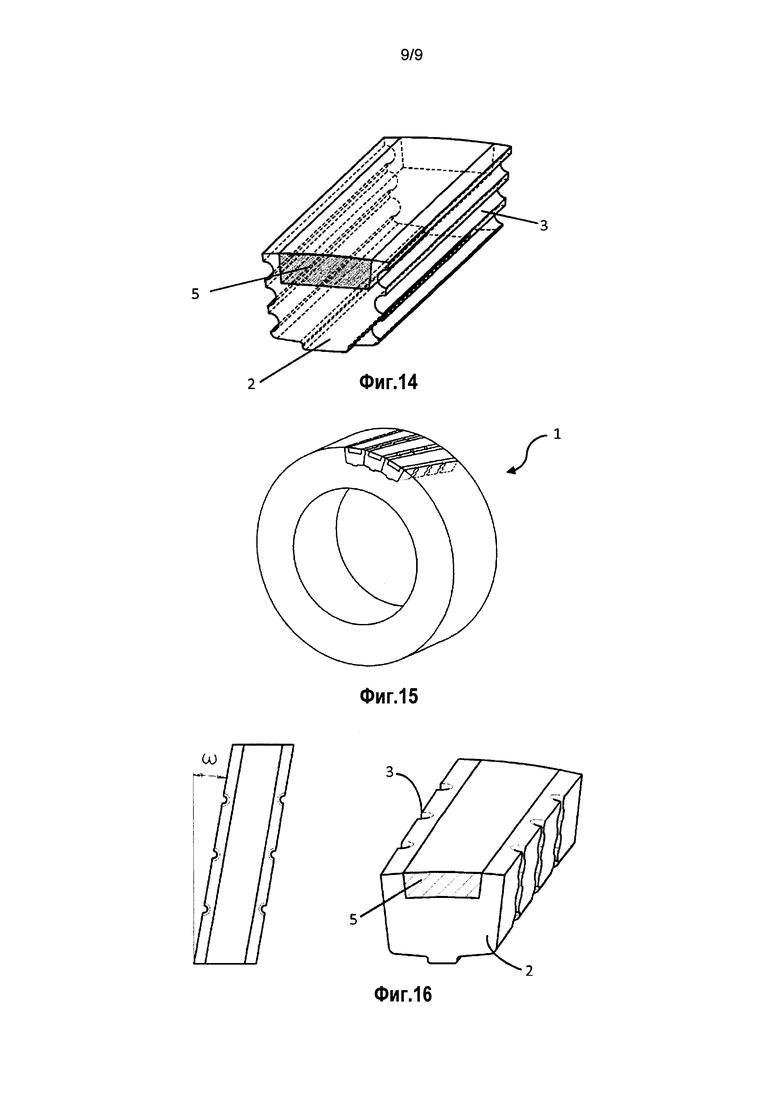
[0025] Фиг. 14 показывает в перспективе вариант вставки, применимой в заявленном ролике, когда углубление находится на боковой поверхности по осевому направлению вставки. Данное углубление позволяет в процессе литья сформировать соединительный элемент в осевом направлении измельчающего ролика. В этом варианте осуществления тоже предусмотрен керамический армирующий элемент, инфильтруемый литейным металлом.
[0026] Фиг. 15 и 16 показывают вариант осуществления изобретения, в котором вставки расположены не параллельно оси вращения измельчающего ролика, а образуют с этой осью угол менее 45°. Такая конфигурация дает преимущество в том, что щель между вставками имеет наклон при измельчении подлежащего измельчению материала, результатом чего является меньшее повреждение поверхности измельчающего ролика и, тем самым, увеличение срока службы последнего.
[0027] ОБОЗНАЧЕНИЯ
1. Измельчающий ролик.
2. Вставка, изготовленная из композитного или металлического элемента с высоким сопротивлением износу, помещенная по периферии измельчающего ролика.
3. Углубления, оставленные между вставками для формирования соединительного элемента посредством литейного металла. Соединительный элемент содержит компонент типа «шпилька», опционально имеющий поднутрения.
4. Металлическая матрица, сформированная из литейного металла, содержащего чугун или сталь, и формирующая структуру ролика.
5. Армирующий элемент из керамики или агломерата керамических гранул, расположенный во вставке, называемый по-английски также «саке», «padding» или «wafer».
6. Мельница с вертикальной осью, содержащая измельчающий ролик; это то колесо, которое раздробляет материал о стол мельницы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0028] Щели между вставками 2 измельчающего ролика 1 представляют собой предпочтительное место износа, что влияет не только на срок службы измельчающего ролика 1, но и на эффективность измельчения и качество измельченного продукта. Данные щели также могут быть источником нежелательных вибраций в ходе работы мельницы 6. Износ может дополнительно усилиться в случае вставок, армированных керамическими инфильтруемыми элементами 5, поскольку при образовании щель ослабляет края вставки 2, и опциональный керамический армирующий элемент 5 в дальнейшем имеет тенденцию быстрее крошиться и изнашиваться.
[0029]Чем толще вставка 2, тем лучше ее сопротивление износу и тем толще может быть опциональный керамический армирующий элемент 5, который инфильтруется. При этом толстый керамический армирующий элемент 5 все равно труднее подвергнуть инфильтрации жидким металлом в процессе литья.
[0030] Глубина инфильтрации зависит от имеющейся скрытой теплоты и, следовательно, от количества жидкого металла, имеющегося для выполнения инфильтрации. В известных из уровня техники вставках с низким отношением объема к площади поверхности имеющегося количества металла на определенный объем вставки недостаточно для надлежащей инфильтрации керамического армирующего элемента, толщина которого превышает примерно 50 мм.
[0031] Инфильтруемыйк керамический армирующий элемент 5, называемый также «галетой», или же по-английски «саке», «padding» или «wafer», обычно состоит из агломерата керамических гранул с оставленными просветами под проникновение литейного металла. Это хорошо известно из уровня техники. В общем случае, не ограничиваясь перечисленным, в части состава речь идет о таких оксидах, как оксид алюминия, оксид циркония, циркониевый корунд, кремнезем или же о нитридах металлов, о таких карбидах металлов, как карбид титана или карбид вольфрама, о боридах или о смесях различных компонентов.
[0032] Таким образом, отношение объема к площади поверхности вставки напрямую связано со способностью инфильтруемого керамического армирующего элемента 5 вставки 2 к инфильтрации литейным металлом 4. Чем больше общая площадь поверхности вставки по отношению к объему вставки, тем сильнее тенденция литейного металла к охлаждению в контакте с этой поверхностью. Следовательно, чем больше отношение объем/площадь поверхности, тем дольше металл остается горячим и тем легче будет проходить инфильтрация керамического армирующего элемента.
[0033] В конструкции измельчающего ролика 1 для вертикальной мельницы 6, изготовленного литьем в соответствии с уровнем техники, число вставок, расположенных по периферии измельчающего ролика 1, определяется в общем случае эмпирически размером вставки, так чтобы получить достаточную механическую прочность ролика при эксплуатации (см. фиг. 5).
[0034] В известной из уровня техники вставке толщина керамического армирующего элемента 5 задается менее примерно 50 мм, чтобы гарантировать хорошую инфильтрацию в процессе литья. Длины вставки 2 и керамического армирующего элемента 5 приблизительно равны ширине измельчающего ролика 1. Ширина керамического армирующего элемента 5 в общем случае примерно соответствует ширине вставки (см. фиг. 4).
[0035] Число вставок в диаметре ролика в соответствии с этими требованиями показано верхней кривой с фиг. 5. В данной конструкции вставки, помещенные в измельчающие ролики, имеют отношение V/S в интервале между 1 и 2,8 см (см. фиг. 2а).
[0036] Для решения задач настоящего изобретения отношение V/S вставок должно лежать в интервале между 3 и 5 см, предпочтительно между 3,2 и 4,5 см, особо предпочтительно - между 3,4 и 4 см.
[0037] В объем настоящего изобретения входят различные варианты его осуществления. На фигурах чертежей показан ряд вариантов осуществления изобретения для ролика одного диаметра, с размерами вставки, соответствующими отношению объема к площади поверхности (V/S) в интервале между 3 и 5 см.
[0038] Фиг. 13а показывает вставку 2, выполненную в соответствии с предпочтительным вариантом осуществления изобретения. Она имеет, на боковых сторонах, цилиндрические углубления 3, в которых чередуются вогнутые и выпуклые части. В ходе литья металла, образующего структуру ролика 1, углубления 3 заполняются металлом, причем чередующаяся форма углубления 3 позволяет создать соединительные элементы типа шпильки с поднутрениями, дающими возможность эффективно фиксировать вставки 2 в их металлической матрице 4. Они обеспечивают монолитность вставки 2 со структурой ролика 1.
[0039] Вставка 2 в общем случае содержит небольшое утолщение на нижней поверхности, устраняющее риск скольжения в радиальном направлении ролика 1. Это небольшое утолщение может быть выполнено, в частности, в виде ласточкина хвоста для закрепления как показано на фиг. 11b.
[0040] Фиг. 11 и 12 показывают решения, различающиеся толщиной заявленного керамического армирующего элемента 5, с учетом значения нагрузок, возникающих при эксплуатации.
[0041] Вариант осуществления изобретения с фиг. 13а и 13b применим, когда надо увеличить толщину керамического армирующего элемента 5 во вставке 2 сверх 50 мм, чтобы получить более высокое сопротивление износу, причем сохранив все вышеупомянутые преимущества. Это вариант особенно предпочтителен для роликов большого диаметра.
[0042] Волнистость вставок в форме «S» например, проиллюстрированных на фиг. 8а и 8b, по мере износа приводит к созданию между вставками щелей одинаковой формы и позволяет смягчить удар, порожденный щелью, за счет постепенного контакта последней с пластом измельчаемого материала. Это снижает риск вибраций. Примеры форм, приведенных в настоящем описании, не являются исчерпывающими; разумеется, могут быть применены и другие геометрические формы, которые также входят в объем настоящего изобретения.
ПРИМЕРЫ
[0043] Три измельчающих ролика с тремя различными типами вставок были испытаны на мельнице Loesche LM46/4. Эти три типа вставок 2 показаны на фиг. 10, 11 и 12. Вставки залиты в чугун с содержанием 3% по весу углерода и 16% по весу хрома (U19), затем интегрированы (заключены) в измельчающий ролик, металлическая матрица которого выполнена из чугуна со сфероидальным графитом типа GGG40. Измельчаемым материалом является цементное сырье. Вставки содержат инфильтруемые керамические армирующие элементы 5 типа циркониевого корунда. Диаметр роликов составляет 2000 мм во всех 3-х случаях. Количество часов эксплуатации соответствует сроку службы роликов.
Результаты испытаний приведены ниже в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ | 2021 |
|
RU2781511C2 |
| Разгрузочная решетка барабанной мельницы | 1990 |
|
SU1719066A1 |
| ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ ГИБКОГО ПРИСПОСОБЛЕНИЯ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ИЗГОТОВЛЕНИЯ ВОСКОВОЙ ЛИТЕЙНОЙ МОДЕЛИ, ДЛЯ ОБЕСПЕЧЕНИЯ ОПОРЫ ДЛЯ КЕРАМИЧЕСКОГО СТЕРЖНЯ ВДОЛЬ ЕГО ДЛИНЫ ВО ВРЕМЯ ВПРЫСКА ВОСКА | 2014 |
|
RU2684004C2 |
| ИЗМЕЛЬЧАЮЩИЙ ВАЛОК | 2017 |
|
RU2730026C1 |
| ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ ДЛЯ ВЕРТИКАЛЬНОЙ ДРОБИЛКИ | 2004 |
|
RU2357801C2 |
| КОМПОЗИТНЫЙ ИЗНАШИВАЕМЫЙ КОМПОНЕНТ | 2021 |
|
RU2779482C2 |
| Способ изготовления отливок | 1986 |
|
SU1404166A1 |
| Износостойкий лифтер | 1985 |
|
SU1273159A1 |
| СОСТОЯЩИЙ ИЗ ДВУХ МАТЕРИАЛОВ УДЛИНЕННЫЙ ЭЛЕМЕНТ-ВСТАВКА ДЛЯ ИЗМЕЛЬЧАЮЩЕГО ВАЛКА | 2009 |
|
RU2536903C2 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
Группа изобретений относится к конструктивным элементам мельниц с вертикальной осью. Устройство содержит измельчающий ролик (1), отлитый в литейном производстве. Ролик содержит вставки, заключенные в металлическую матрицу, выполненную из ковкого чугуна или стали. Вставки имеют отношение объема к площади поверхности (V/S) в интервале между 3 и 5 см, предпочтительно между 3,2 и 4,5 см. Мельница с вертикальной осью содержит измельчающий ролик (1). Обеспечивается повышение эффективности работы мельницы за счет минимизации присутствия щелей, образуемых зазорами между вставками измельчающего ролика. 2 н. и 8 з.п ф-лы, 16 ил., 1 табл.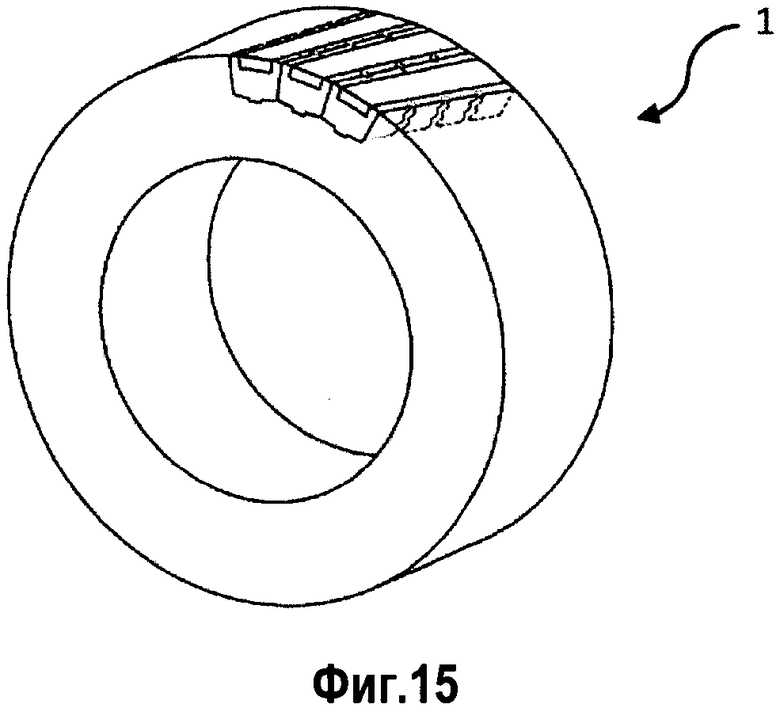
1. Измельчающий ролик (1) для мельниц (6) с вертикальной осью, отлитый в литейном производстве, причем указанный ролик содержит вставки (2), заключенные в металлическую матрицу (4), выполненную из ковкого чугуна или стали, отличающийся тем, что указанные вставки (2) имеют отношение объема к площади поверхности (V/S) в интервале между 3 и 5 см, предпочтительно между 3,2 и 4,5 см.
2. Измельчающий ролик (1) по п. 1, содержащий вставки (2), имеющие отношение объема к площади поверхности (V/S) в интервале между 3,4 и 4 см.
3. Измельчающий ролик (1) по любому из пп. 1, 2, в котором указанные вставки (2) установлены одна к другой с оставлением лишь периодических углублений (3) между двумя вставками (2) и обеспечением возможности в процессе литья сформировать соединительный элемент типа шпильки, улучшающий фиксацию вставки (2) в металлической матрице (4).
4. Измельчающий ролик (1) по п. 3, в котором соединительный элемент типа шпильки содержит поднутрения.
5. Измельчающий ролик (1) по любому из пп. 1, 2, в котором вставки (2) расположены непараллельно оси вращения указанных роликов (1) и образуют с этой осью угол менее 45°.
6. Измельчающий ролик (1) по любому из п,п. 1, 2, в котором вставки (2) имеют изгиб вдоль своей продольной оси.
7. Измельчающий ролик (1) по п. 6, в котором вставки (2) имеют форму «S» вдоль своей продольной оси.
8. Измельчающий ролик (1) по любому из пп. 1, 2, в котором вставка (2) содержит один или более керамических армирующих элементов (5), инфильтруемых литейным металлом.
9. Измельчающий ролик (1) по п. 8, в котором указанный керамический армирующий элемент (5) выбран из оксида алюминия, оксида циркония, циркониевого корунда, нитридов металлов, карбидов металлов и боридов или их смесей.
10. Мельница (6) с вертикальной осью, содержащая измельчающий ролик (1) по любому из пп. 1-9.
| Форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1570905A1 |
| US 5238046 A, 24.08.1993 | |||
| Герметизатор устья скважины | 1986 |
|
SU1377370A1 |
| Валок дробилки | 1986 |
|
SU1426633A1 |
| МЕЛЮЩИЙ ВАЛОК ДЛЯ ИЗМЕЛЬЧЕНИЯ ДАВЛЕНИЕМ ЗЕРНИСТОГО МАТЕРИАЛА | 2004 |
|
RU2358806C2 |

