Задача изобретения
[0001] Настоящее изобретение относится к композитной изнашиваемой детали, изготовленной литьем из сплава железа. В частности, оно относится к изнашиваемой детали, армированной трехмерной керамической утопленной структурой, интегрированной в изнашиваемую деталь, и геометрической структурой, адаптированной к напряжению износа. Также раскрыт способ изготовления указанной изнашиваемой детали.
Уровень техники
[0002] Композитные изнашиваемые детали, изготовленные литьем в литейном производстве, хорошо известны из уровня техники. В основном это детали из чугуна, избирательно армированные на поверхностях, наиболее подверженных износу, керамикой типа оксид алюминия-диоксид циркония или карбидами, нитридами или другими интерметаллическими элементами, имеющими определенное трехмерное геометрическое расположение внутри металлической матрицы.
[0003] Особое расположение армирующих структур позволяет создавать иерархические композиты с дифференцированным армированием в соответствии с расположением или геометрической формой армирующих частиц или структур. Таким образом, можно изготавливать керамические пластины в виде полых структур типа сот или агрегатов миллиметровых гранул, расположенных как «набивка» внутри песчаной формы на наиболее подверженной напряжению стороне детали, с пустотами, позволяющими проникать расплавленному железу в процессе литья.
[0004] Существует два основных типа композитных деталей, изготавливаемых в литейных цехах, где керамику размещают в соответствии с определенной трехмерной геометрической конфигурацией в форме перед литьем железа: один, в котором керамика образуется перед литьем, и второй, в котором керамика образуется из реагентов, присутствующих в форме, во время литья в результате самораспространяющейся термической реакции.
[0005] Таким образом, композитная изнашиваемая деталь может, в одном случае, быть армирована, например, уже сформированным карбидом титана, который может быть помещен в форму перед литьем и чьи пустоты просто пропитаны литым металлом примерно при 1500°C, и, в другом случае, быть армирована карбидом титана, который будет образовываться in situ из реагентов - титана и углерода, - предварительно смешанных в форме порошка и образующих TiC в результате самораспространяющейся термической реакции при температуре около 2500°C, причем реакция инициируется отливаемым металлом, который затем будет втягиваться под действием капиллярных сил в армирующую керамическую структуру, заполняя пустоты.
[0006] Документ WO 98/15373 раскрывает композитную изнашиваемую деталь с керамическим армированием на основе оксида алюминия и диоксида циркония в форме сот.
[0007] В документе WO 03/047791 раскрыта композитная изнашиваемая деталь с карбидной, нитридной, оксидной керамикой или интерметаллическими элементами, сформированными in situ в результате самораспространяющейся термической реакции, инициированной расплавленным чугуном, который затем пропитывает указанную керамическую структуру после ее образования.
[0008] Документы WO 2010/031660, WO 2010/031661, WO 2010/031663, WO 2010/031662 раскрывают иерархические композитные изнашиваемые детали, армированные карбидом титана, образованным in situ, где реагенты вводят в виде гранул в форму. Изнашиваемые детали проиллюстрированы на примере зубьев, конусов и дробильных молотков землечерпалки.
[0009] Документ WO 2018/069006 раскрывает дробильный валок, в котором участки износа армированы избирательно в зависимости от напряжения износа.
Задачи изобретения
[0010] Задачей настоящего изобретения является создание композитной изнашиваемой детали с керамической усиливающей вставкой, имеющей улучшенную геометрию, при которой как конструкция, так и расположение адаптированы к напряжению износа. Оно предназначено для воссоздания прочной структуры после первоначального износа керамического армирования на наиболее подверженной напряжению стороне изнашиваемой детали.
Краткое описание сущности изобретения
[0011] Настоящее изобретение раскрывает композитную изнашиваемую деталь, содержащую матрицу из сплава железа и по меньшей мере одно керамическое армирование в виде вставки с перфорированной структурой, причем перфорированная структура содержит глухие отверстия, при этом глухая сторона отверстий расположена на наиболее подверженной напряжению стороне указанной изнашиваемой детали.
[0012] Предпочтительные варианты осуществления изобретения включают по меньшей мере одну или любую подходящую комбинацию следующих признаков:
- указанная керамическая вставка содержит по меньшей мере две области (A, B), причем наиболее подверженная напряжению область (A) содержит большинство глухих отверстий, а наименее подверженная напряжению область (B) содержит большинство сквозных отверстий,
- площадь сечения отверстий керамической вставки в области (A) меньше, чем площадь сечения в области (B) указанной изнашиваемой детали,
- общая площадь сечения раскрытий отверстий во вставке на стороне (A) меньше, чем общая площадь сечения раскрытий отверстий на стороне (B),
- глухая сторона керамической вставки частично или полностью образована керамикой, состав которой отличается от состава, образующего область (B) со сквозными отверстиями,
- вставка содержит по меньшей мере два наложенных друг на друга керамических армирования (D, E) в области (A),
- глухие отверстия во вставке расположены под наклоном.
- глухие отверстия имеют форму усеченного конуса,
- керамическая вставка содержит оксид алюминия-диоксид циркония,
- керамическая вставка содержит карбиды, образованные in situ в результате самораспространяющейся экзотермической реакции, предпочтительно карбид титана,
- керамическая вставка содержит зерна металлокерамического композита (кермет),
- керамическое армирование содержит оксид алюминия-диоксид циркония в пропорции от 10 до 90 об. % оксида алюминия и от 90 до 10 об. % диоксида циркония, причем диоксид циркония необязательно стабилизирован оксидом иттрия.
[0013] Настоящее изобретение также раскрывает способ изготовления изнашиваемой детали по изобретению, включающий следующие стадии:
- обеспечение формы для изготовления изнашиваемой детали путем литья сплава железа,
- размещение вставки согласно изобретению в виде агрегата миллиметровых гранул керамического материала или пропитываемых предшественников керамического материала в форме так, чтобы глухая сторона находилась на наиболее подверженной напряжению стороне изнашиваемой детали,
- пропитывание вставки расплавленным сплавом железа.
[0014] Способ согласно изобретению предпочтительно реализуют с помощью:
- сплава железа, включающего сталь или чугун,
- агрегатов миллиметровых керамических гранул или агрегатов пропитываемых предшественников керамики, выбранных из следующих составов:
• оксида алюминия-диоксида циркония в пропорциях от 90/10 до 10/90, причем диоксид циркония необязательно стабилизирован оксидом иттрия,
• порошка углерода и титана, необязательно содержащего порошок железа в качестве замедлителя реакции, инициированной литьем сплава железа,
• металлокерамических композитов (кермет).
Краткое описание графических материалов
[0015] На фигурах, обсуждаемых ниже, «вставки» определены как проницаемые трехмерные структуры, образованные из более или менее пористых агрегатов или агломератов частиц миллиметрового размера с пустотами.
[0016] Для простоты представления на фигурах показан только трехмерный контур этих вставок, размещенных в армированных частях изнашиваемой детали.
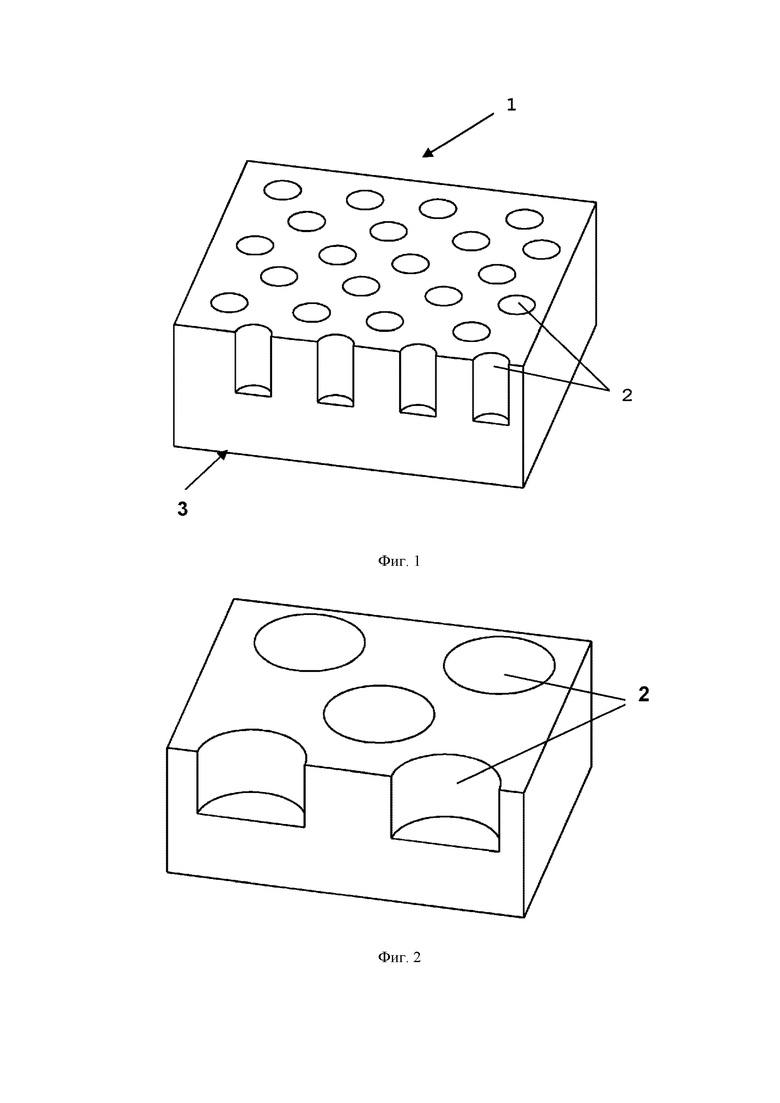
[0017] На Фиг. 1 представлен элемент керамической вставки с глухими отверстиями согласно изобретению. Вставка здесь схематично показана в ее простейшем виде. Такая вставка располагается глухой стороной на наиболее подверженной износу лицевой стороне. Такая вставка имеет многочисленные пустоты или поры (не показаны), которые предназначены для пропитки сплавом железа во время литья.
[0018] На Фиг. 2 представлена керамическая вставка, основанная на том же принципе, что и изображенная на Фиг. 1, но с большими глухими отверстиями, иллюстрирующими различные возможности выполнения глухих отверстий в такой керамической вставке.
[0019] На Фиг. 3 представлена керамическая вставка с глухими отверстиями, основанная на том же принципе, что и изображенная на Фиг. 1, но с тем отличием, что вставка имеет два разных керамических слоя D и E.
[0020] На Фиг. 4 представлена керамическая вставка с глухими отверстиями, основанная на том же принципе, что и изображенная на Фиг. 3, но на этот раз с более глубокими глухими отверстиями, проникающими во второй слой E.
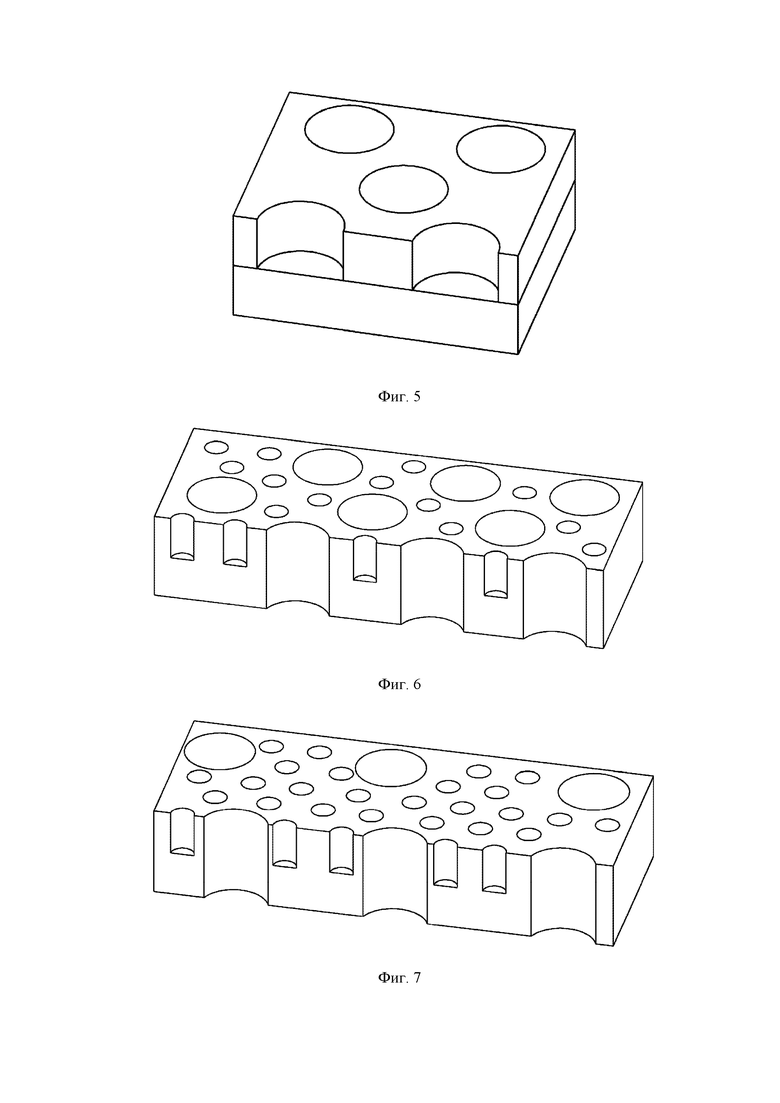
[0021] На Фиг. 5 представлена керамическая вставка с глухими отверстиями, основанная на том же принципе, что и изображенная на Фиг. 3, но на этот раз с увеличенными отверстиями.
[0022] На Фиг. 6 представлена керамическая вставка с глухими отверстиями, основанная на том же принципе, что и изображенная на Фиг. 1, но на этот раз с глухими отверстиями, примерно в равных пропорциях скомбинированными со сквозными отверстиями большего сечения.
[0023] На Фиг. 7 представлена керамическая вставка с глухими отверстиями, основанная на том же принципе, что и изображенная на Фиг. 1, но на этот раз с глухими отверстиями, в меньшей пропорции скомбинированными со сквозными отверстиями большего сечения. Здесь преобладают глухие отверстия, диаметр которых меньше диаметра сквозных.
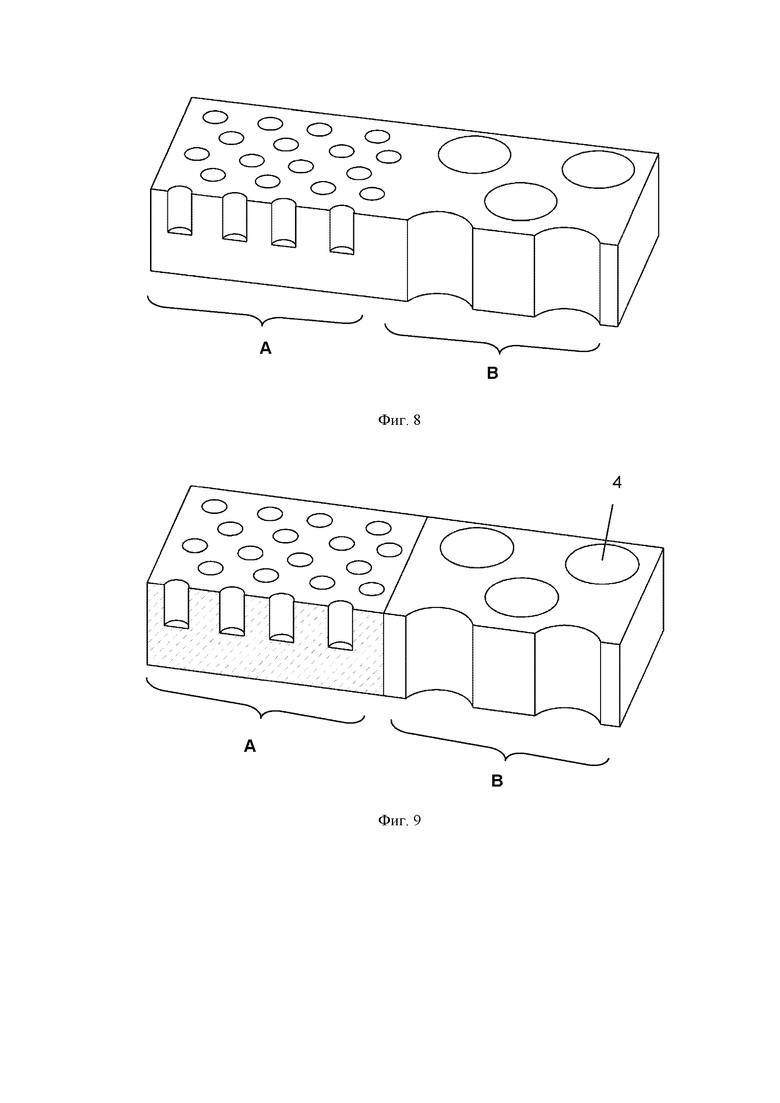
[0024] На Фиг. 8 представлена керамическая вставка с двумя различными областями напряжения A и B. Область A, которая больше подвержена износу, содержит в основном глухие отверстия, а область B, которая меньше подвержена износу, содержит в основном сквозные отверстия. Сквозные отверстия в области B имеют большую площадь сечения, чем глухие отверстия.
[0025] На Фиг. 9 показана та же конфигурация, что и на Фиг. 8, но на этот раз с различной керамикой на стороне A и стороне B.
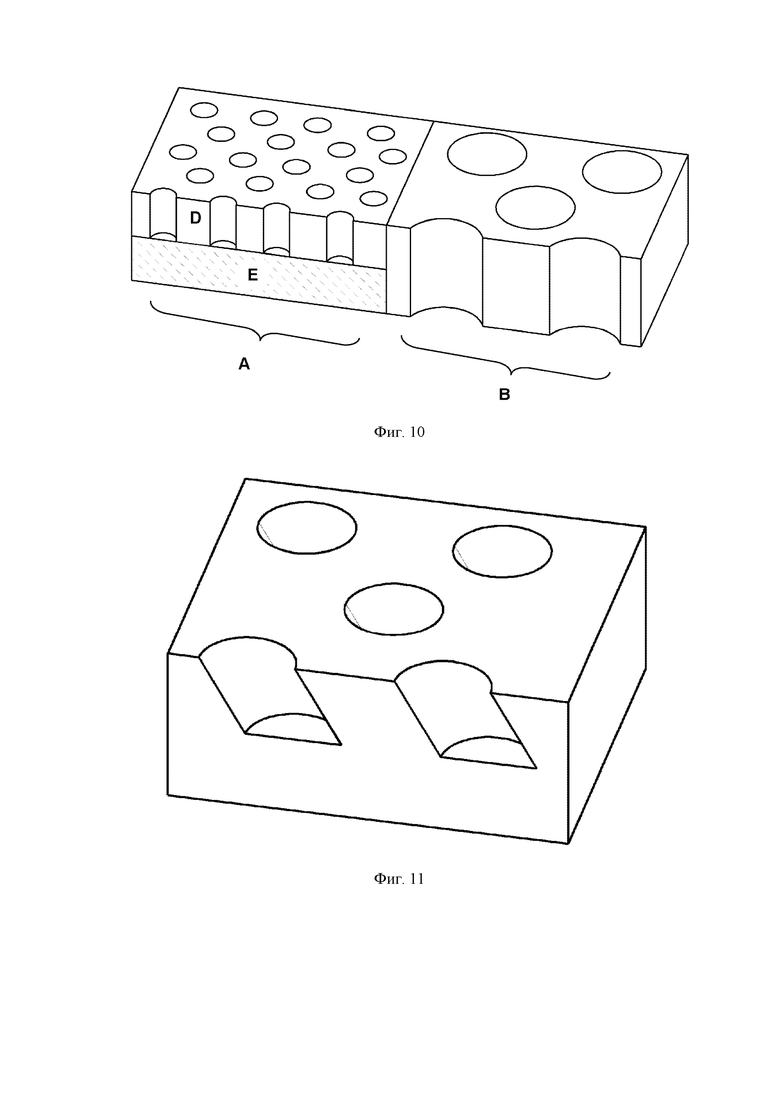
[0026] На Фиг. 10 представлена та же конфигурация, что и на Фиг. 8, но на этот раз не только с различной керамикой на стороне A и стороне B, но также с двумя разными керамическими слоями D и E в области A, с более износостойкой керамикой на глухой стороне области А.
[0027] На Фиг. 11 показана керамическая вставка согласно изобретению с наклонно расположенными глухими отверстиями.
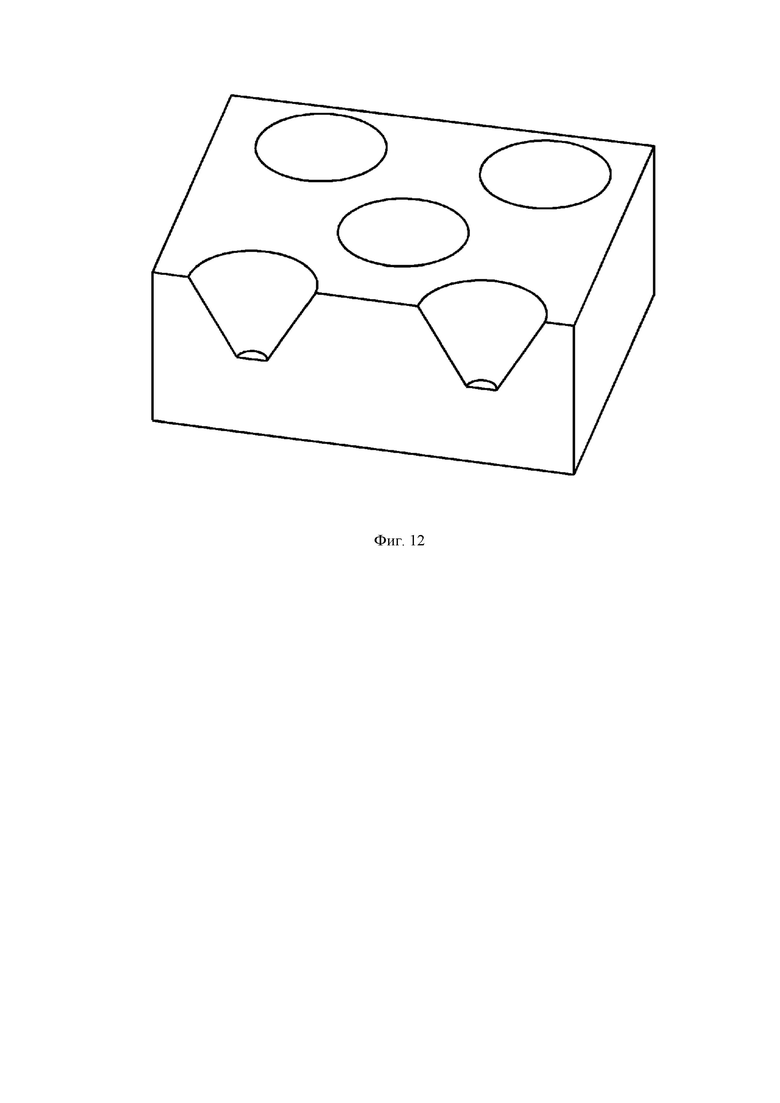
[0028] На Фиг. 12 представлена керамическая вставка согласно изобретению с глухими отверстиями в форме усеченного конуса.
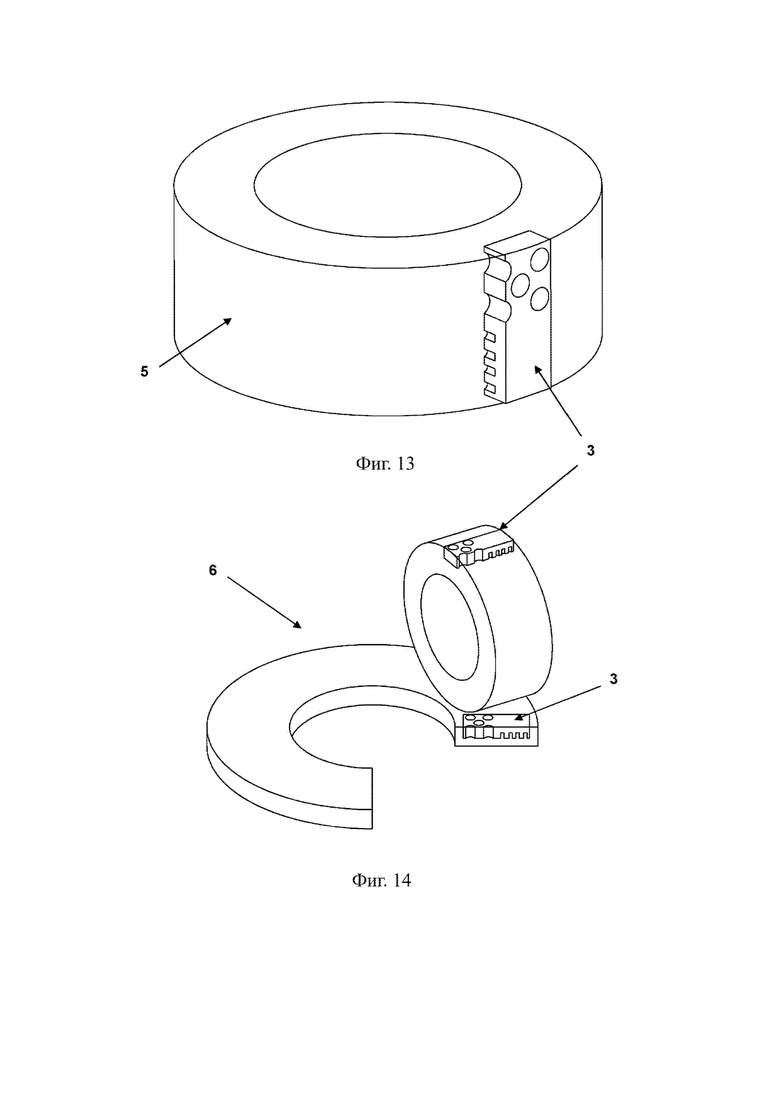
[0029] На Фиг. 13 представлен иллюстративный пример изнашиваемой детали согласно изобретению в виде дробильного валка для вертикальной роторной мельницы, где область А, наиболее подверженная износу, включает керамическую вставку с глухими отверстиями. Зона A примыкает к менее подверженной износу зоне B, содержащей сквозные отверстия.
[0030] На Фиг. 14 схематично показано использование дробильного валка на столе вертикальной роторной мельницы.
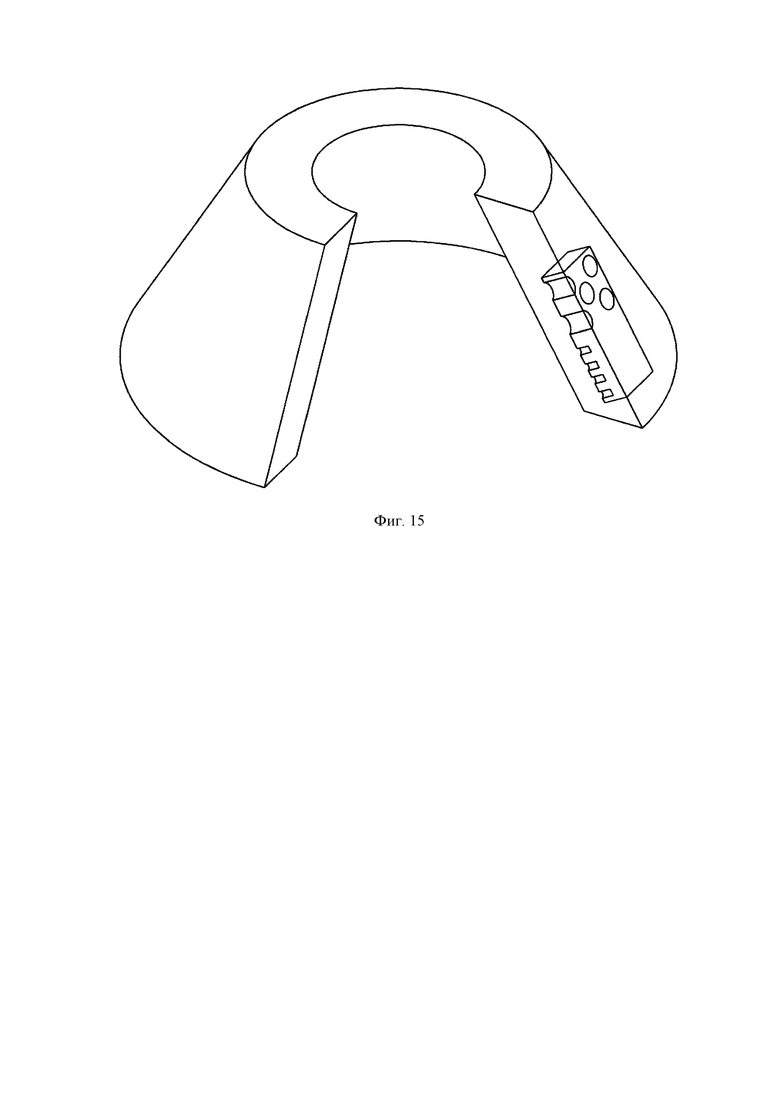
[0031] На Фиг. 15 схематично изображен дробильный конус с керамической вставкой с глухими отверстиями.
Перечень ссылочных обозначений
1: Керамическая вставка
2: Глухие отверстия
3: Наиболее напряженная поверхность изнашиваемой детали
4: Сквозные отверстия
5: Дробильный валок
6: Схематическое изображение вертикальной роторной мельницы с дробильный валком и дробильным столом
A: Наиболее подверженная напряжению область изнашиваемой детали
B: Наименее подверженная напряжению область изнашиваемой детали
D: Верхний слой керамической вставки
E: Нижний слой керамической вставки, ориентированный на сторону, наиболее подверженную износу
Подробное описание изобретения
[0032] Изнашиваемые детали, отлитые в литейных цехах, очень распространены в горнодобывающей промышленности для измельчения горных пород и руд или при выемке грунта. Без ограничения можно, например, упомянуть, в случае измельчения горных пород, композитные ударные элементы для ударных дробилок, подвижные конусы для компрессионных дробилок или роликовые столы для дробилок вертикального сжатия.
[0033] Напряжения, которым подвергаются изнашиваемые детали в этих машинах, представляют собой как стойкость к ударным нагрузкам, так и износостойкость. По этой причине твердость керамического материала (карбиды, нитриды, оксиды различных типов и т. д.), который является износостойким, но не ударопрочным, обычно сочетается со сплавом железа, таким как чугун или сталь, который обеспечивает определенный уровень пластичности, чтобы противостоять ударам, но является менее износостойким.
[0034] Однако объединить эти два типа материалов непросто, поскольку они имеют очень разные коэффициенты расширения, которые могут вызывать микротрещины при охлаждении деталей и которые из-за таких потенциальных дефектов нивелируют указанный синергетический эффект в композитной изнашиваемой детали.
[0035] Дополнительная трудность заключается в проблеме полной пропитки керамической вставки расплавленным чугуном, который имеет тенденцию остывать при контакте с ней, что препятствует удовлетворительной пропитке (за исключением реакций образования керамики in situ за счет самораспространяющейся экзотермической реакции).
[0036] Многие конфигурации керамических вставок прошли испытания в промышленности. Самая популярная вставка - это относительно легко пропитываемая "сотовая" форма, где области с высокой концентрацией керамики чередуются с областями с низкой концентрацией керамики.
[0037] Керамическое армирование обычно вводится в виде предварительно изготовленной керамической вставки или даже в виде вставки, в которой пустоты уже заполнены расплавленным чугуном и охлаждены перед возвращением в форму для отливки желаемой изнашиваемой детали.
[0038] При производстве керамической вставки требуется много ноу-хау, так как она должна иметь пористую структуру, чтобы в нее мог проникать расплавленный чугун, причем решающим фактором является уровень пористости, что привело к созданию целого ряда технологий для изготовления порошковых агломератов (агрегатов) в виде уплотненных зерен диаметром несколько миллиметров, которые затем собирают в «набивочную» структуру с более или менее большими пустотами, в зависимости, в частности, от толщины вставки, которую необходимо пропитать, и ее положения в форме.
[0039] Существует множество возможных вариантов композиций для изготовления вставки в соответствии с изобретением. В неисчерпывающем списке можно упомянуть:
- оксид алюминия-диоксид циркония в пропорции от 10/90 до 90/10 со стабилизацией или без нее в виде миллиметровых гранул, собранных в агрегаты в виде проницаемой структуры;
- частицы измельченного кермета, например, на основе карбидов, нитридов, боридов или интерметаллических элементов, затем агломерированные в пропитываемую пористую структуру;
- керамика, образованная посредством самораспространяющегося экзотермического синтеза (SHS), такая как карбид титана из порошков углерода и титана, возможно в смеси с порошком для замедления реакции, таким как порошок железа, которая может иметь форму агломерированных миллиметровых зерен с пустотами. Реакцию между углеродом и титаном инициируют литьем сплава железа;
- и т.д.
[0040] Удерживание вставки в форме во время литья также требует определенных практических знаний, приобретенных отраслью за долгие годы.
[0041] Конфигурация и расположение керамических вставок внутри композитной изнашиваемой детали были предметом большого количества исследований, в результате которых было обнаружено, что результаты измерения скорости износа, полученные во время испытаний, относительно непредсказуемы, поскольку они зависят от конкретного вида применения, т.е. от типа используемого аппарата и типа породы, или периодичности использования.
[0042] Ситуация еще более усложняется тем фактом, что во время явления износа изменяется геометрия изнашиваемой детали, и области, которые вначале не сильно подвержены напряжению, становятся намного более подверженными напряжению по мере развития износа. Таким образом, часто требуется компромисс в отношении структуры вставки, чтобы сбалансировать кратковременный и долговременный износ, оба из которых могут значительно варьироваться от случая к случаю.
[0043] Авторы настоящего изобретения создали конструкцию керамической вставки, которая идеально обеспечивает этот компромисс. Предусмотрена перфорированная структура с глухими отверстиями, причем глухая сторона размещена на наиболее напряженной стороне изнашиваемой детали, чтобы обеспечить высокую устойчивость к износу в начале использования и, после того как глухая сторона (дно отверстий) будет стерта, устойчивость к ударам и износу благодаря сквозным отверстиям.
[0044] Отверстия, выполненные в конструкции вставки, обычно имеют диаметр от 1 до 10 см, предпочтительно от 1 до 8 см и более предпочтительно от 1 до 4 см.
[0045] Глубина глухих отверстий зависит от общей толщины вставки и конкретного вида применения и обычно составляет от 20 до 85% от общей толщины, предпочтительно от 30 до 80% и более предпочтительно от 40 до 70%.
[0046] Вставка может быть выполнена в виде нескольких наложенных друг на друга слоев (D и E) или смежных частей (A и B). Таким образом, глухая сторона может быть изготовлена из керамики, которая имеет состав, отличающийся от состава той включающей отверстия керамики, которая наложена на нее или расположена смежно с ней (см. Фигуры).
[0047] Хотя для отверстий предпочтительно круглое поперечное сечение, ясно, что изобретение не ограничивается этой формой. Таким образом, отверстия могут иметь любую форму поперечного сечения, например шестиугольную, квадратную или любую другую форму.
[0048] Частично утопленная вставка с глухими отверстиями также может быть предусмотрена там, где глухие отверстия находятся рядом со сквозными отверстиями, однако доля глухих отверстий должна быть значительной, то есть более 20%, предпочтительно более 40% и предпочтительнее более 60%.
[0049] Когда вставка образована двумя смежными областями, одна из которых содержит в основном глухие отверстия, а другая - в основном сквозные, глухие отверстия в наиболее подверженной напряжению области изнашиваемой детали имеют меньшую площадь сечения и/или раскрытия, чем отверстия в менее подверженной напряжению области.
[0050] Общая идея изобретения заключается в том, что первоначальный износ происходит на стороне, армированной вставкой, которая в основном не имеет отверстий, в данном случае на глухой стороне вставки, которая, будучи изношенной, все еще обеспечивает высокую стойкость к износу с помощью сквозных отверстий, имеющих меньшую площадь сечения, чем сечения сквозных отверстий на менее подверженной напряжению стороне изнашиваемой детали.
[0051] Хотя изобретение не ограничивается конкретным составом керамики, предпочтительной является керамика на основе оксида алюминия-диоксида циркония или карбида титана, помещенная в готовом виде в форму (зерна кермета) или образованная in situ в результате самораспространяющейся термической реакции. Предпочтительные пропорции оксида алюминия и диоксида циркония включают 10-90 об. % оксида алюминия и 90-10 об. % диоксида циркония, причем диоксид циркония необязательно стабилизирован оксидом иттрия.
[0052] Примеры
Настоящее изобретение проиллюстрировано на примере валка вертикальной роторной мельницы и движущихся деталей конусной дробилки, которые были выполнены, с одной стороны, со вставкой, содержащей сквозные отверстия в соответствии с предшествующим уровнем техники, и, с другой стороны, со вставкой, содержащей по существу глухие отверстия согласно изобретению.
Скорость износа сравнивали при следующих условиях:
Тип аппарата: Вторичная конусная дробилка
Тип изнашиваемой детали: Подвижная часть
Тип измельчаемого материала: Риолит 50-150 мм
Количество часов работы с имеющими сквозные отверстия вставками и без них на наиболее напряженной части:
Тип аппарата: Вертикальная мельница
Тип изнашиваемой детали: Валок
Тип измельчаемого материала: Кремнисто-известковый
Количество часов работы с имеющими сквозные отверстия вставками и без них на наиболее напряженной части:
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ ИЗНАШИВАЕМЫЙ КОМПОНЕНТ | 2021 |
|
RU2779482C2 |
| ИЕРАРХИЧЕСКАЯ КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ СО СТРУКТУРНЫМ АРМИРОВАНИЕМ | 2021 |
|
RU2840276C1 |
| ИЗНОСОСТОЙКАЯ ДЕТАЛЬ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 1997 |
|
RU2177389C2 |
| ИЗНАШИВАЕМЫЙ ЭЛЕМЕНТ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ ДЛЯ ЗЕМЛЕРОЙНЫХ РАБОТ | 2010 |
|
RU2610934C9 |
| Способ получения армированного композиционного материала на основе карбида кремния | 2022 |
|
RU2795405C1 |
| ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ ДЛЯ ВЕРТИКАЛЬНОЙ ДРОБИЛКИ | 2004 |
|
RU2357801C2 |
| ИЗМЕЛЬЧАЮЩИЙ РОЛИК, СОДЕРЖАЩИЙ ВСТАВКИ ПОВЫШЕННОЙ МАССИВНОСТИ | 2015 |
|
RU2673191C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛУЧЕННЫХ IN SITU СПЛАВОВ, АРМИРОВАННЫХ КАРБИДОМ ВОЛЬФРАМА, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2798861C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
| Способ получения керамического композиционного материала на основе карбида кремния, армированного волокнами карбида кремния | 2020 |
|
RU2744543C1 |

Изобретение относится к производству композитных изнашиваемых деталей. Композитная изнашиваемая деталь содержит матрицу из сплава железа и по меньшей мере одно керамическое армирование в виде вставки (1) с перфорированной структурой. Перфорированная структура содержит глухие отверстия (2), при этом глухая сторона отверстий расположена на наиболее подверженной напряжению стороне (3) указанной изнашиваемой детали. Обеспечивается воссоздание прочной структуры после первоначального износа керамического армирования на наиболее подверженной напряжению стороне изнашиваемой детали. 2 н. и 13 з.п. ф-лы, 15 ил., 2 табл., 1 пр. 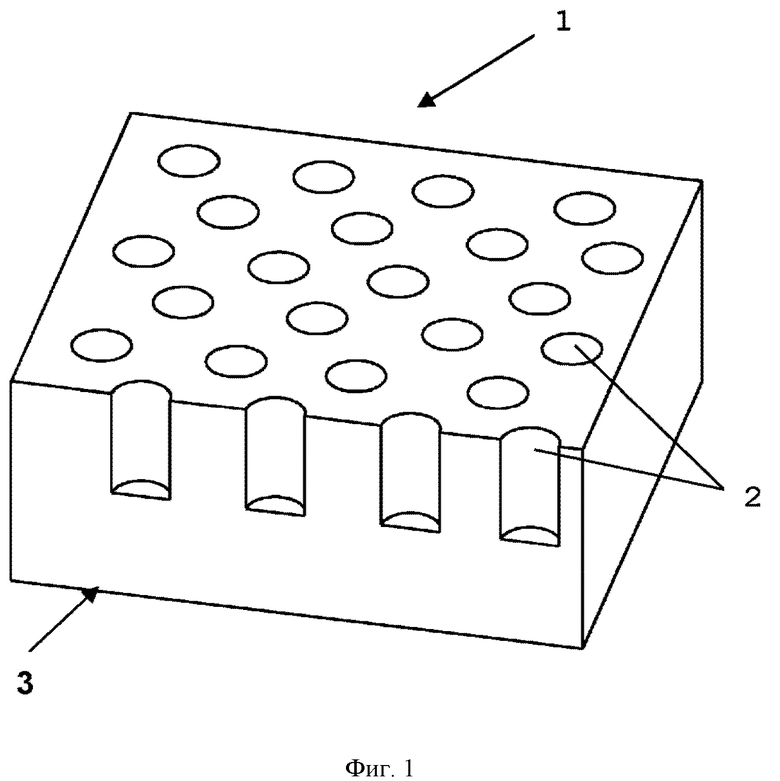
1. Композитная изнашиваемая деталь, содержащая матрицу из сплава железа и по меньшей мере одно керамическое армирование в виде вставки (1) с перфорированным строением, причем перфорированное строение содержит глухие отверстия (2), при этом глухая сторона отверстий расположена на наиболее подверженной напряжению стороне (3) указанной изнашиваемой детали.
2. Композитная изнашиваемая деталь по п. 1, в которой указанная керамическая вставка содержит по меньшей мере две области (A, B), причем наиболее подверженная напряжению область (A) содержит большинство глухих отверстий (2), а наименее подверженная напряжению область (B) содержит большинство сквозных отверстий (4).
3. Композитная изнашиваемая деталь по п. 2, в которой площадь сечения отверстий керамической вставки (1) в области (A) меньше, чем площадь сечения в области (B) указанной изнашиваемой детали.
4. Композитная изнашиваемая деталь по п. 2 или 3, в которой общая площадь сечения раскрытий отверстий во вставке (1) на стороне (A) меньше, чем общая площадь сечения раскрытий отверстий на стороне (B).
5. Композитная изнашиваемая деталь по любому из пп. 2-4, в которой глухая сторона керамической вставки (1) частично или полностью образована керамикой, состав которой отличается от состава, образующего область (B) со сквозными отверстиями (4).
6. Композитная изнашиваемая деталь по любому из пп. 2-5, в которой имеются по меньшей мере два наложенных друг на друга керамических армирования (D, E) в области (A).
7. Композитная изнашиваемая деталь по любому из пп. 1-6, в которой глухие отверстия во вставке расположены под наклоном.
8. Композитная изнашиваемая деталь по любому из пп. 1-7, в которой глухие отверстия имеют форму усеченного конуса.
9. Композитная изнашиваемая деталь по любому из пп. 1-8, в которой керамическая вставка (1) содержит оксид алюминия-диоксид циркония.
10. Композитная изнашиваемая деталь по любому из пп. 1-9, в которой керамическая вставка (1) содержит карбиды, образованные in situ в результате самораспространяющейся экзотермической реакции, предпочтительно карбид титана.
11. Композитная изнашиваемая деталь по любому из пп. 1-10, в которой керамическая вставка (1) содержит зерна металлокерамического композита.
12. Композитная изнашиваемая деталь по любому из пп. 1-11, в которой керамическое армирование содержит оксид алюминия-диоксид циркония в пропорции от 10 до 90 об.% оксида алюминия и от 90 до 10 об.% диоксида циркония, причем диоксид циркония, необязательно, стабилизирован оксидом иттрия.
13. Способ изготовления изнашиваемой детали по любому из пп. 1-12, включающий следующие стадии:
- обеспечение формы для изготовления изнашиваемой детали путем литья сплава железа,
- размещение вставки, имеющей перфорированное строение, содержащее глухие отверстия, в виде агрегата миллиметровых гранул керамического материала или пропитываемых предшественников керамического материала в форме так, чтобы глухая сторона находилась на наиболее подверженной напряжению стороне изнашиваемой детали,
- пропитывание вставки расплавленным сплавом железа.
14. Способ по п. 13, в котором сплав железа включает сталь или чугун.
15. Способ по п. 13 или 14, в котором агрегаты миллиметровых керамических гранул или агрегаты пропитываемых предшественников керамики выбраны из следующих составов:
- оксида алюминия-диоксида циркония в пропорциях от 90/10 до 10/90, причем диоксид циркония необязательно стабилизирован оксидом иттрия,
- порошка углерода и титана, необязательно содержащего порошок железа в качестве замедлителя реакции, инициированной литьем сплава железа,
- металлокерамических композитов.
| WO 2018069006 A1, 19.04.2018 | |||
| CN 108262465 B, 03.12.2019 | |||
| WO 2014125034 A1, 21.08.2014 | |||
| US 20110259184 A1, 27.10.2011 | |||
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВКИ ЗАЗОРА В КЛАПАНАХ И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ РЕГУЛИРОВКИ ЗАЗОРА В КЛАПАНАХ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2450132C1 |
| WO 2015015507 A1, 05.02.2015 | |||
| ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ ДЛЯ ВЕРТИКАЛЬНОЙ ДРОБИЛКИ | 2004 |
|
RU2357801C2 |
| JP 2012035157 A, 23.02.2012. | |||

