4
О
Nf
о:
О5
Изобретение относится к металлургии и литейному производству, в частности к технологии отливки прокатных валков и массивных деталей машин.
Цель изобретения - повышение качества отливок, технологичности процесса литья, снижение брака и расширение возможностей управления процессом литья.
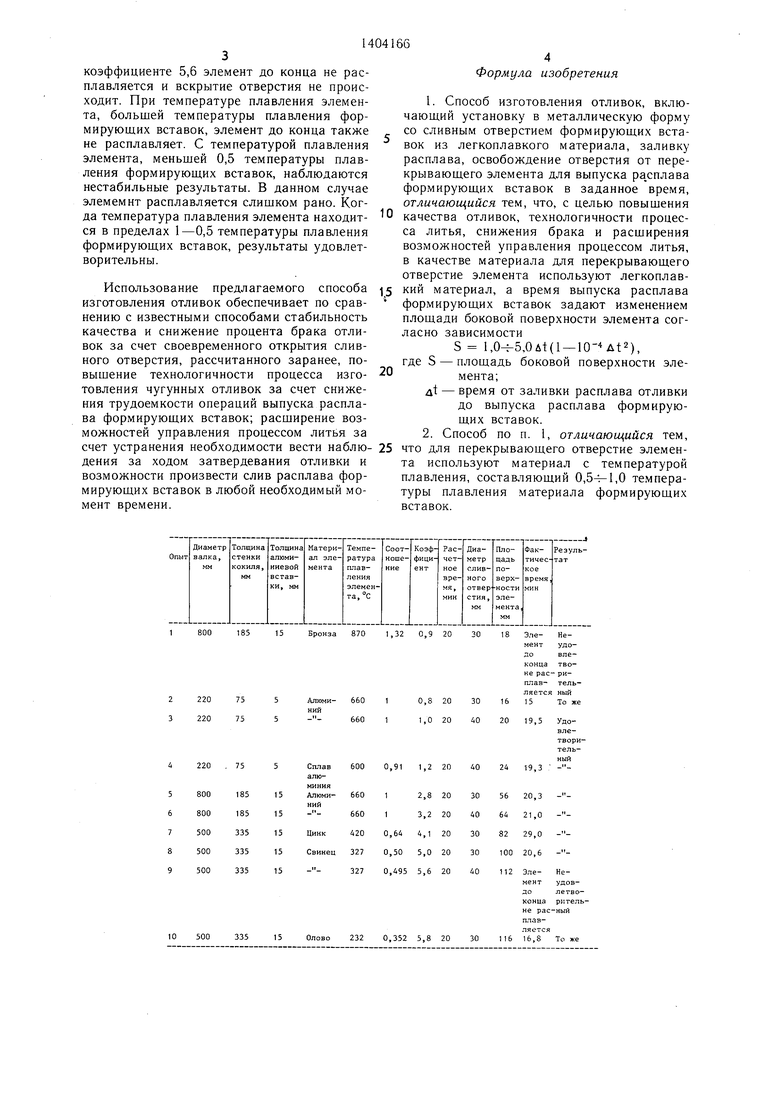
На фиг. 1 изображено устройство для осуществления предлагаемого способа; на фиг. 2 - распределение температуры в теле валка и по толш,ине стенки кокиля (диаметр волков 500, 600 и 800 мм; числа на кривых - время в минутах).
Способ изготовления отливок включает установку в металлическую форму форми- рующих вставок из легкоплавкого металла, зфливку чугуна, открытие предварительно закрытого элементом отверстия для выпуска расплава формируюш,их вставок в за- дфиное время. В качестве элемента, которым предварительно закрывают отверстие для выпуска расплава формирующих вставок, используют легкоплавкий материал, а вре- мй выпуска расплава формирующих вставок задают изменением площади боковой поверхности элемента согласно зависимости:
S 1,0-5,0 At (l--10- Дt), где S - площадь боковой поверхности элемента;
: л1 - время от заливки чугуна до выпуска расплава формирующих вставок.
I Кроме того, для элемента, юторым пере- к1 ывают отверстие для выпуска расплава формирующих вставок, используют легкоплавкий материал с температурой плавления составляющей 0,54-1,0 температуры плавления материала формирующих вставок.
Формула S l,,0ut(l ) по- зволяет определить размеры запорного элемента, заранее зная время, необходимое для того, чтобы произошел процесс затвердевания отливки до заданных параметров. При значениях коэффициента больше 5,0 и мень- ще 1,0 наблюдается заметное расхождение расчетного и фактического результатов, что сказывается на качестве отливки, при этом процент брака резко увеличивается.
При значениях температуры плавления элемента меньше 0,5 температуры плавления формирующих вставок не обеспечивается условие компактности и надежности запорного устройства, при значениях больше 1,0 появляется вероятность несрабатывания запорного устройства, элемент не расплавля- ется, в результате чего сильно уменьшается прочность отливки.
Представленные номограммы {фиг. 2) показывают распределение температуры в теле валка и по толщине стенки кокиля во временной развертке для валков диаметром 500, 600, 800 мм (для валков диаметром 220 мм исследования не проводились) и учи
0
5 0
о
5
5
тывают относительную толщину стенок кокиля, типоразмеры валков, наличие вставок и т. д. Номограммы являются исходными данными для выведения эмпирической зависимости через математический анализ результатов и их обобщение.
Пример. Проводят отливку валков 1 для прокатки швеллера в кокильных формах 2 с внутренним диаметром 220, 500 и 800 мм. В форму вставляют формирующие вставки 3 - кольца из алюминиевого сплава с т. пл. 660°С. На уровне нижней кромки нижнего кольца в форме находится сливное отверстие 4, куда вставляют элемент 5 цилиндрической формы из различных материалов. Валки предназначаются для черновых клетей. Для достижения необходимой структуры в чугуне валка расплав формирующих вставок необходимо выпускать через 20 мин (по опыту литья данного типа валков). Далее подбирают коэффициент и подсчитывают площадь поверхности элемента по формуле
S 1,,0й1(1--10- й12).
По известному сечению выпускного отверстия определяют длину элемента по фор- .муле
1 - S
1 - т,
toJ9
где ГО Р-длина окружности отверстия,
Еокр S d, где ,i - диаметр выпускного отверстия;
| 3,14.
Так, например, для кокильной формы с внутренним диаметром 220 мм и толщиной стенки 15 мм со вставкой из алюминия толщиной 5 мм и запорным элементом из алюминия при диаметре сливного отверстия 40 мм коэффициент равен 1,0. Определяемая по формуле площадь поверхности элемента S 20 см 2. Длина элемента 1 1,6 см.
Аналогично ведут подсчеты в остальных опытах.
Затем изготавливают элемент цилиндрической формы с-Необходимыми размерами и вставляют его в выпускное отверстие. После чего в форму заливают, например, жидкий чугун с температурой . Начальная температура кокиля 90°С. Под воздействием тепла расплавляются профилированные вставки; а затем через определенное время (20 мин) плавится запорный элемент, вследствие чего расплав формирующих вставок через выпускное отверстие выходит из формы. Одновременно производится хронометраж. Данные опытов сведены в таблицу.
Как видно из таблицы, в пределах значения коэффициента 1-5 результаты опытов удовлетворительны. При коэффициенте 0,8 наблюдается заметное расхождение расчетного и фактического времени выпуска расплава формирующих вставок. При
коэффициенте 5,6 элемент до конца не расплавляется и вскрытие отверстия не происходит. При температуре плавления элемента, большей температуры плавления формирующих вставок, элемент до конца также не расплавляет. С температурой плавления элемента, меньшей 0,5 температуры плавления формирующих вставок, наблюдаются нестабильные результаты. В данном случае элемемнт расплавляется слишком рано. Когда температура плавления элемента находится в пределах 1-0,5 температуры плавления формирующих вставок, результаты удовлетворительны.
Использование предлагаемого способа изготовления отливок обеспечивает по сравнению с известными способами стабильность качества и снижение процента брака отливок за счет своевременного открытия сливного отверстия, рассчитанного заранее, повышение технологичности процесса изготовления чугунных отливок за счет снижения трудоемкости операций выпуска расплава формирующих вставок; расширение возможностей управления процессом литья за счет устранения необходимости вести наблюдения за ходом затвердевания отливки и возможности произвести слив расплава формирующих вставок в любой необходимый момент времени.
Формула изобретения
. Способ изготовления отливок, включающий установку в металлическую форму со сливным отверстием формирующих вставок из легкоплавкого материала, заливку расплава, освобождение отверстия от перекрывающего элемента для выпуска ра,сплава формирующих вставок в заданное время, отличающийся тем, что, с целью повышения 0 качества отливок, технологичности процесса литья, снижения брака и расширения возможностей управления процессом литья, в качестве материала для перекрывающего отверстие элемента используют легкоплав- 5 кий материал, а время выпуска расплава формирующих вставок задают изменением площади боковой поверхности элемента согласно зависимости
S l,04-5,0ut(l ), где S - площадь боковой поверхности элемента;
д1 - время от заливки расплава отливки до выпуска расплава формирующих вставок.
2. Способ по п. 1, отличаюш,ийся тем, 5 что для перекрывающего отверстие элемента используют материал с температурой плавления, составляющий 0,5ч-1,0 температуры плавления материала формирующих вставок.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО КОКИЛЯ | 2001 |
|
RU2185928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2009016C1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ литья профилированных валков | 1987 |
|
SU1546204A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ПЛАЗМЕННАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1990 |
|
RU2070307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
| Способ изготовления профилированных валков | 1989 |
|
SU1613248A1 |
| Способ изготовления чугунных прокатных валков | 1987 |
|
SU1477515A1 |
Изобретение относится к металлургии и литейному производству, в частности к технологии отливки прокатных валков и массивных деталей машин. Цель изобретения - повышение качества отливок, технологичности процесса литья, снижение брака и расширение возможностей управления процессом литья. Способ предусматривает установку в металлическую форму со сливным отверстием формируюших вставок из легкоплавкого материала, заливку расплава, освобождение отверстия от перекрываюш,его элемента для выпуска расплава формируюших вставок в заданное время. В качестве материала для перекрывающего отверстие элемента используют легкоплавкий материал, а время выпуска расплава формирующих вставок задают изменением площади S боковой поверхности элемента, равной S 1,0-V 5,0 at(1 -10 t), где гА - время от заливки расплава отливки до выпуска расплава формирующих вставок. 1 з. п. ф-лы, 2 ил., 1 .табл. i
Валок I Валок Встадка
фиг.2
Валок I валок BcmaS/ a
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ И ХИМИЧЕСКИ АКТИВНЫХ РАСПЛАВОВ | 1972 |
|
SU425728A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления прибыльной части литейной формы | 1975 |
|
SU588054A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления чугунных прокатных валков | 1976 |
|
SU700282A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
