2.Линия по п. 1, о т л и ч а ю щ а я с я тем, что манипулятор съема отливок вы1юлнен в ввде поворотной консоли с гориэонтальио закрепленной иа ее конце пластиной и упором, расположенным над пластиной с возможностью взаимодействия с отливкой.
3.Линия по п.п. 1 и 2, отличающая с я тем, что механизм передачи отливок от манипулятора на транспортер; выполней в виде стоек, на которых установлена с возможностью вертикального перемещения приводная каретка с шарнирно закрепленной на ней корзинкой, и закреплены копиры, взаимодействующие с кареткой, при этом на стойке установлен упор, взаимодействующий с отливкой при повороте манипулятора.
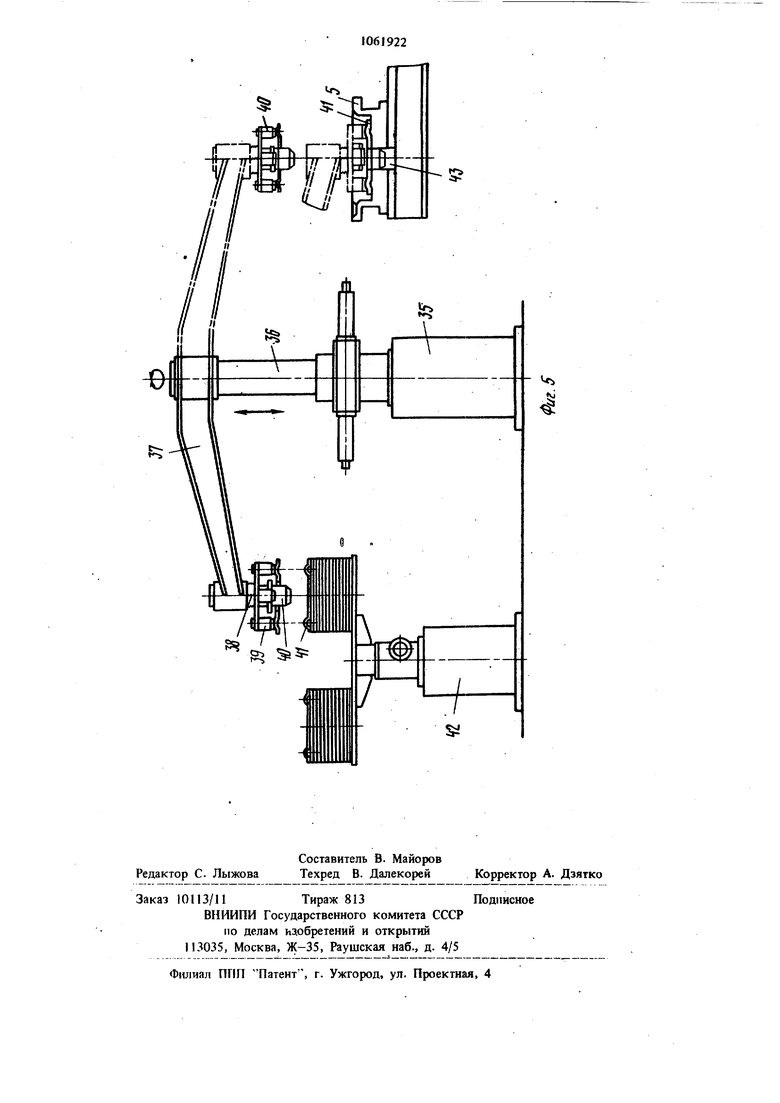
4. Линия по п. 1,отличающаяс я тем, что она снабжена устройством для установки в поддон армирующих стальных вставок, выполненным в виде подъемно-поворотной консоли, на конце которой закреплен подпружиненный электромагнитный захват, снабженный направляющим штырем, установ.ленным с возможностью взаимодействия с гаездом поддона кокильных секций.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Автоматическая линия кокильного литья | 1978 |
|
SU768549A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Кокильная карусельная машина | 1982 |
|
SU1034831A1 |
| Кокильная карусельная машина | 1987 |
|
SU1570843A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |

1. ЛИНИЯ КОКИЛЬНОГО ЛИТЬЯ, включающая плавильный агрегат, заливочное устройство, многопозиционную карусельную машину, снабженную кокильными секциями с комбинированным разъемом, имеюа им поддон и стержень, транспортер, устройства очистки и окраски кокилей, отличающаяся тем, что, с целью расширения технологических возможностей, повышения качества отливок и надежности работы, она снабжена приемниками отливок, выполненными в виде . поворотных лотков, установленн 1Х на каждой кокильной секции, манипулятором съема отливок с поворотных лотков и механизмом передачи отливок от манипулятора на трансI портер, при этом в поддоне Кокильной секции выполнено гнездо, центрирующее стержень. (Л О5 Г Ь N3
1
Изобретение относится к литейному производству, а именно к производству отливок в кокиль.
Известна комплексно-механизировапная линия производства из высокопрочного чугуна ко лес щахтных вагонеток, включающая плавильный агрегат, автоклав для модифицирования чугуна магнием, заливошое устройство ,16позиционную карусельную машину с горизонтальной плоскостью разъема кокилей, манипуляторов для съема отливок с кокильных секций, механизм для отбивки литников и передачи отливок к термопечам 1 .
Недостатком этой линии является ограниченная технологическая возможность4 вызванная отсутствием средств выталкивания отливок из верхней подвижной половины кокиля и их безударного приема для последующей передачи, а также отсутствием устройства для установки в кокиль, при необходимости армирующих вставок.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является линия для производства чугунных отливок типа ступиц колес, катков, маховиков и др., включающая плавильный агрегат, автоклав для модифицирования чугуна, заливочное устройство, многопозиционную карусельную мащину с поворотными кокильными секциями, имеющими комбинированный разъем, поддон и стержни, механизмы выталкивания отливок из кокилей, выбивную решетку, напрвляющие V -образные лотки и транспортер для передачи отливок в термоагрегат. для отжима отливо устройства для очистки и окраски кокилей 2
Основными недостатками линии являются чрезмерная сложнос1ъ и громоздкость карусельной кокильной машины, являющейся основным технологическим агрегатом линии, изза исполнения кокильных секций поворотными, что становится совершенно неприемлемым в случае применения более сложных, кокильных секций, например, с комбинированным разъемом кокилей; невозможность изменения на карусели места выталкивания отливок из кокилей из-за применения стационарных устройств только на определенных позициях карусельной кокильпой машины, что ограничивает технологические возможности в части изготовления отливок различной продолжительности цикла кристаллизации.
Целью изобретения является расширение технологических возможностей, повышение качества отливок и падежиости работы линии.
Поставлепная цель достигается тем, что линия кокильного литья, включающая плавильный агрегат, заливочное устройство, многопозипионную карусельную машину, снабженную кокильными секциями с комбинированным разъемом, имеющими поддон и стержень, транспортер, устр(зйства очистки и окраски кокилей, снабжена приемниками отливок, выполненными в виде поворотных лотков, установленных на каждой кокильной секции, манипулятором съема отливок с поворотных лотков и механизмом передачи отливок от манипулятора на транспортер, при этом в поддоие кокильной сеющи вьпюлнено гнездо, центрирующее стержень.
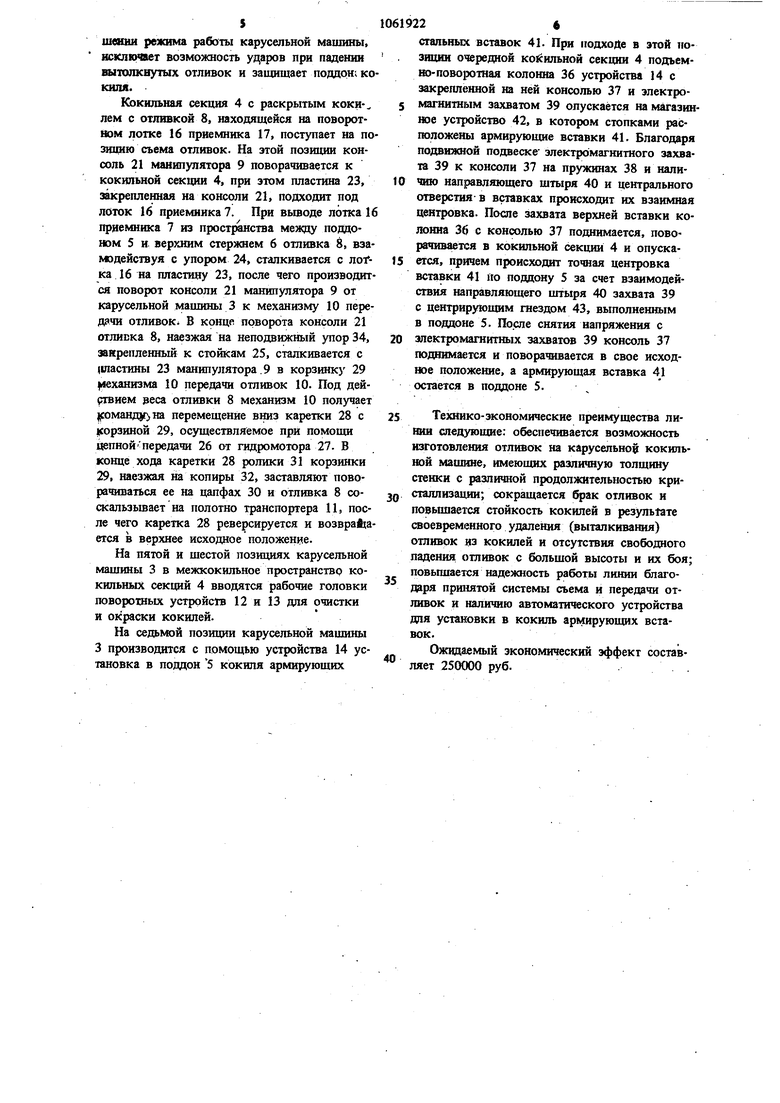
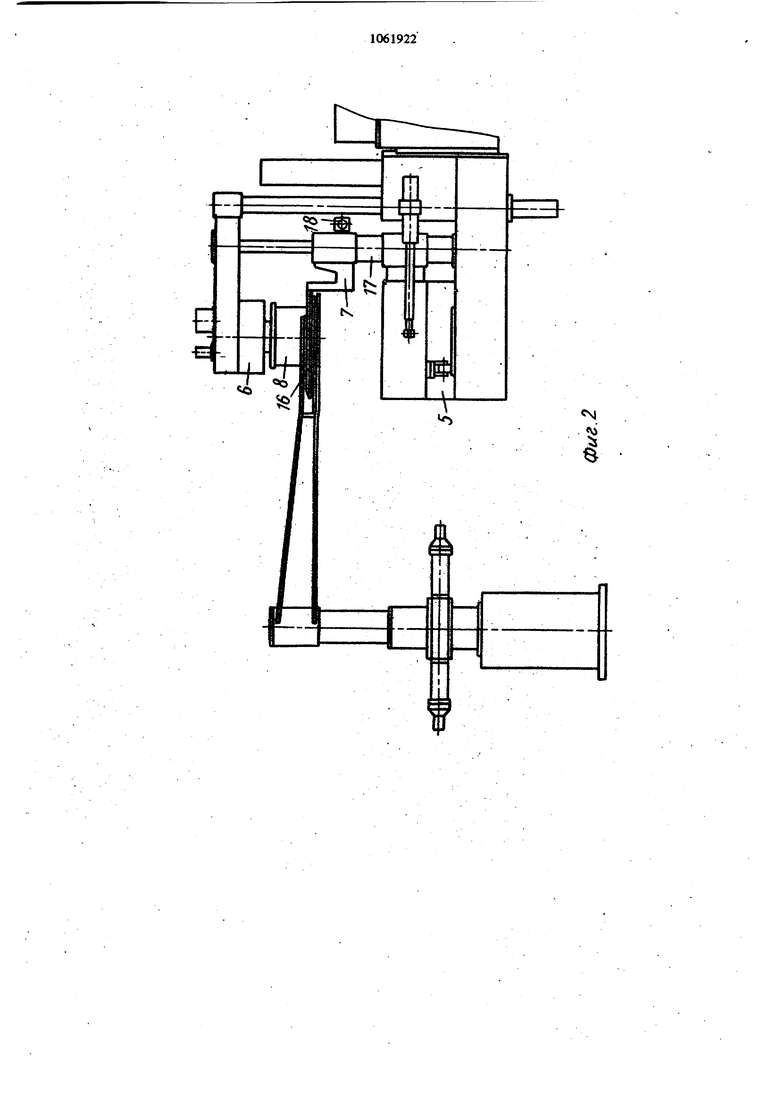
Кроме того, манипулятор съема отливок выполнен в виде поворотной консоли с горизонтально закрепленной на ее конце пластиHqn и упором, расположенным над пластиной с возможностью взаимодействия с отливкой. При этом механизм передачи отливок от маиипулятора иа траиспортер выполиен в виде стоек, иа которых установлена с возможностью вертикальиого перемещения приводная каретка с шарнирто закрепленной на ней корэииой, и закреплены копиры, взаимодействующие с кареткой, при этом на стойке установ-. пен упор, взаимодействующий с отливкой при повороте манипулятора. Кроме того, линия кокильного литья снабжена устройстром для установки в поддон армирующих стальных вставок, вьтолненным в внде подьемно-прворотной консоли, на конце котсфой закреплен подпружиненный злектромапоггный захват, снабженный направляющим щтырем, установленным с возможностью взаимодействия с гнездом поддона кокильных секций. На фиг. i изображена предлагаемая линия, вид в плане; на фиг. 2 - манипулятор съема отливок и кокильная секция карусельной мащины, вид сбоку; на фиг. 3 - манипулятор съема и механизм подачи отливок, вид сбоку; на фиг. 4 - манипулятор съема отливок и механизм передачи отливок, вид сверху; на фиг. 5 - устройство для установки в поддон кокиля армирующих вставок, вид сбоку. Линия кокильного литья состоит из (фиг. 1 плавильного агрегата 1, заливочного устройства. 2, многопозищюнной карусельной мащины 3, снабженной кокильными секциями 4, с комбииированньш разъемом кокилей, имеющих поддон S и верхний стержень б (фиг. 2 приемников 7 отливок 8, манипулятора 9, механизма 10 передачи отливок, транспортера И, устройств 12 и 13 дпя очистки и окраски кокилей, устройства 14 для установки в поддон кокиля армирующих стальных вставок, пульта 15 дистанционного управления работой линии. Приемники 7 отливок 8 (фиг. 2 и 4) вы полиены в виде поворотных лотков 16, закрепленных в кокильных секциях 4 на осях 17 и соединенных с цилиндрами 18 поворота лотков. Манипулятор 9 съема отливок (фиг. 3 и 4) состоит из основания 19, подвижной колонны 20, консоли 21, привода поворота 22. На консоли 21 закреплена пластина 23 с расположенным над ней упором 24. Механизм 10 передачи отливок от манипулятора на транспортер (фиг. 3) состоит из стоек 25, в KOTO{Hiix с помощью замкнутой дапной передачи 26 от гидромотора 27 возвратно-поступательно перемещается каретка 28 с иирнирно закрепленной корзинкой 29, устз новленжж на цапфах 30 и имеющей ролики 31, взаимодействуюпше с копирами 32 стоек 25. Каретка 28 уравновешивается противовесом 33. На стойках 25 в верхней части закреплен упор 34 дпя сталкивания отливок 8 с пластины 23 манипулятора 9 корзинку 29. Устройство 14 (фиг. 5) для установки в поддон кокиля армирующих вставок состоит из основания 35, подвижной подъемно-поворотной колонны 36 с консолью 37. На консолн подвижно подвещен на пружинах 38 злектромагнитный захват 39 с направляющим штырем 40. Армирующие вставки 41 располагаются стопками в магазинном устройстве 42. В поддоне 5 кокильных секций 4 предусмотрено центрирующее гнездо 43. Линия работает в следующей последовательности. Жидкий металл подается с помощью транспортных устройств от плавильного агрегата 1 в заливочное устройство 2, в котором поддерживается его химсостав и температура. Карусельная машина 3 по команде оператора с пульта 15 дистанционного управления начинает периодически поворачиваться с позиции на позицию. По мере поворота карусельной машины осуществляется выдержка отливки в кокиле в период ее кристаллизации, разббркП и сборка кокилей в заданной последовательности, выталкивание отливки, охлаждение частей кокиля. Во время стоянки карусельной машины на ее различных позициях с помощью стационарных устройств производятся следующие операции: заливка металла в кокиль, съем и передача отливок, очистка и окраска кокилей, установка в них, при необходимости, армирующих вставок, транспортировка отливок на следующую технологическую операцию. После заливки металла в кокиль, осуществляемой на первой позиции с помощью заливочного устройства 2, карусельная машина 3 совершает поворот на одну позицию. Происходит выдержка отливки в кокиле в период ее кристаллизации, по окончании которой кокиль в заданной последовательности раскрывается и в пространство, образуемое поддоном 5 и верхним стержнем 6 кокильной секции 4, вводится приемник 7 отливок 8, на поворотный лоток 16 которого вьпалкивается отливка. В связи с тем, что приемниками отливок снабжены все кокильные секции, эта операция может осуществляться в любом месте зоны вне зависимости движется карусель или нет, причем обеспечивается минимальная высота падения отливок, выталкиваемых с верхнего стержня. Это позволяет варьировать временем нахождения отливок в кокиле при различной продолжительности кристаллизации, изменять место выталкивания отливок при иару
шеиии режима работы карусельной машины, исключает возможность при падении вытолкнутых отливок и защищает поддон; кокиля.
Кокильная секция 4 с раскрытым кокилем с отливкой 8, находящейся на поворотном лотке 16 приемника 17, поступает на позицию съема отливок. На этой позищш консоль 21 манипулятора 9 поворачивается к кокильиой секции 4, при этом пластина 23, закрепленная на консоли 21, подходит под лоток 16 приемника 7. При выводе лотка 16 приемника 7 из пространства мезкду поддоном 5 и верхним стержнем 6 отливка 8, взамздействуя с упором 24, сталкивается с 16 на пластину 23, после чего производится поворот консолн 21 манипулятора 9 от карусельной машины 3 к механизму 10 передачи отливок В конце поворота консоли 21 отливка 8, наезжая на неподвижный упор 34, закрепленный к стойкам 25, сталкивается с (шастины 23 манипулятора .9 в корзинк) 29 (| еханизма 10 передачи отливок 10. Под действием эеса отливки 8 механизм 10 получает |а)манд)г,на перемещение вниз каретки 28 с {(Сорзиной 29, осуществляемое при помощи цепнойпередачи 26 от пэдромотора 27. В конце хода каретки 28 ролики 31 корзинки 29, наезжая на копиры 32, заставляют поворачиваться ее на цапфах 30 и отливка 8 соскальзьшает на полотно транспортера 11, после чего каретка 28 реверсируется и возвра ается в верхнее исходное положение.
На пятой и шестой позициях карусельной машины 3 в межкокильное пространство кокильныХ секций 4 вводятся рабочие головки поворотных устррйсга 12 и 13 для очистки и окраски кокилей.
На седьмой позиции карусельной машины 3 производится с помощью устройства 14 установка в поддон 5 кокиля армирующих
стальных вставок 41. При подходе в этой позиции очередной ко сильной секции 4 подьем1Ю-пово тная колонна 36 устройства 14 с закрепленной на ней консолью 37 и электромагнитным захватом 39 опускается на магазинюе устрюйство 42, в котором стопками расположены армирующие вставки 41. Благодаря подвижной подвеске электромагнитного захвата 39 к консоли 37 на пружинах 38 и наличию направляющего щтыря 40 и центрального отверстия- в вставках происходит их взаимная центровка. После захвата верхней вставки колонна 36 с консолью 37 поднимается, поворачивается в кокильной секции 4 и опускается, примем происходит точная центровка вставки 41 по поддону 5 за счет взаимодействия направляющего штыря 40 захвата 39 с центрирующим гнездом 43, выполненным в поддоне 5. После снятия напряжения с электромагнитных захватов 39 консоль 37 поднима(тся н поворачивается в свое исходное положение, а армирующая вставка 41 остается в поддоне 5.
Технико-экономические преимущества линии следуюише: обеспечивается возможность изготовления отливок на карусельной кокильной машине, имеющих различную толщину стенки с различной продолжительностью кристаллизации; сокращается брак отливок и повьппается стойкость кокилей в результате своевременного удаления (выталкивания) отливок из кокилей и отсутствия свободного падения отливок с большой высоты и их боя; повьпиается надежность работы линии благодаря принятой системы сьема и передачи отливок и наличию автоматического устройства для установки в кокиль армируюишх вставок.
Ожидаемый экономический эффект составляет 250(ЮО руб..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Николаенко Е | |||
| Г | |||
| и др | |||
| Механизация и технология производства кокильного литья | |||
| Киев, Техника, 1969, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
