Изобретение относится к технологии получения многослойных композиционных материалов сваркой взрывом и может быть использовано для изготовления крупногабаритных металлических конструкций, в том числе для нефтехимической (корпуса реакторов, колонн, емкостей), атомной (реакторы, теплообменные аппараты), судостроительной (корпусы, переходные элементы, танки) отраслей промышленности.
Традиционными способами получения композиционных материалов являются горячая прокатка и наплавка. Применение сварки взрывом позволяет получать более качественные образцы.
Из многочисленных требований к технологии сварки взрывом основными являются:
- технологичность - гарантия воспроизводимого выполнения требований к качеству свариваемых материалов;
- экономичность - использование дешевого сырья для приготовления сварочной детонирующей смеси, возможность наработки смеси на месте применения.
- безопасность в условиях приготовления взрывчатой смеси и проведения технологической подготовки заряда для сварки;
- экологичность - минимальное содержание вредных веществ в продуктах взрыва;
- качество поверхности полученных листов полиметаллов.
Для получения композиционного материала предлагается способ сварки взрывом, включающий операцию сборки металлопакета, размещение его на песчаной опоре, приготовление сварочной взрывчатой смеси «аммодиз», установку заряда взрывчатого вещества, инициирование заряда.
Известен способ сварки взрывом, включающий установку над плакируемым листом со сварочным зазором плакирующего листа с обеспечением его нависания, размещение заряда взрывчатого вещества переменной толщины (патент РФ №2343054, кл. B23K 20/08). Для примера рассмотрен способ сварки листов стали Ст3сп ГОСТ 14637-89 и 12Х18Н10Т ГОСТ 5632-72 размерами соответственно 30×1450×2940 мм и 3×1500×3000. В качестве сварочной взрывчатой смеси используется смесь аммонита 6ЖВ с кварцевым песком в соотношении 67/33. Недостатками способа являются:
- потери легированной стали при обрезании навеса;
- затраты на транспортировку готовой взрывчатой смеси;
- отсутствие гарантии воспроизводимого качества сварки;
- способ сварки взрывом по патенту №2343054 используется с применением взрывчатого заряда переменной толщины.
Известен способ сварки взрывом, включающий установку заряда взрывчатого вещества на верхней поверхности плакирующего листа, инициирование заряда и соударение метаемого под действием взрыва листа с неподвижным листом. Для контроля процесса метания плакирующего листа на боковой поверхности неподвижного листа устанавливают стержневые датчики (патент РФ №2270741, кл. B23K 20/08). Способ нацелен на снижение затрат на контролирование качества сварного шва. Однако совместно с применением специальных мер по контролю процесса метания в патенте отсутствует информация о путях повышения качества сварки.
Известен способ сварки взрывом, включающий установку над плакируемым листом со сварочным зазором плакирующего листа с обеспечением его нависания, размещение заряда взрывчатого вещества в контейнере, имеющем форму прямой призмы с основанием в виде равнобокой трапеции. Нависание плакирующего листа над плакируемым листом устанавливают в соответствии с направлением детонации (патент РФ №2343056, кл. B23K 20/08). Для примера, рассмотрена сварка листов стали Ст3сп ГОСТ 14637-89 и 12Х18Н10Т ГОСТ 5632-72 размерами соответственно 30×1452×2940 мм и 3×1500×3000. В качестве сварочной взрывчатой смеси используется смесь аммонита 6ЖВ с кварцевым песком в соотношении 67/33. Техническое решение по патенту РФ №2343056 принято в качестве прототипа как наиболее близкое по технической сущности и достигаемому результату.
Основными недостатками технического решения, принятого за прототип, являются:
- потери дорогостоящей высоколегированной стали при обрезании навеса;
- использование готовой взрывчатой смеси, которую необходимо транспортировать спецавтотранспортом;
- приготовление взрывчатой смеси сухим перемешиванием не обеспечивает ее однородности, и, как следствие, возможно получение неудовлетворительного качества сварки металлов.
Также известно применение для сварки взрывом сварочных аммонитов AT (АТ-1, АТ-2, АТ-3), изготавливаемых заводом "Знамя" (г. Киселевск Кемеровской обл.). Составы содержат 93÷97% гранулированной аммиачной селитры и 3÷7% тротила. Однако составы этой группы не сбалансированы по содержанию окислителя и горючего, как следствие, в их продуктах взрыва находится большое количество окислов азота (30 г окислов из 1 кг исходного ВВ).
Предлагаемое изобретение направлено на получение крупногабаритных листов композиционного материала сваркой взрывом с гарантированным качеством соединения на всей поверхности. Основными технико-экономическими результатами, достигаемыми при реализации заявляемого изобретения, являются гарантирование качества сварки взрывом и повышение экологичности процесса сварки за счет высокой однородности сбалансированной сварочной взрывчатой смеси «аммодиз», исключение потерь на обрезание навеса, снижение затрат на спецавтотранспорт.
Схема реализации предлагаемого способа представлена на фиг.1 и фиг.2. На фиг.1 изображена схема сборки для осуществления сварки взрывом, на фиг.2 - вид сборки сверху.
Указанный технический результат достигается путем последовательного выполнения следующих технологических операций (номера в соответствии с фиг.1, 2):
- подготовки опорной площадки (1) и укладки на нее предварительно собранного металлопакета (2) с приваренными по периметру плакирующего и плакируемого листов полосами (3) из конструкционной стали;
- приготовлением взрывчатой смеси «аммодиз»;
- монтажа опалубки (4) и прокладки взрывной линии;
- укладки взрывчатой смеси «аммодиз» (5) и мягкой кровли (6) на металлопакет (по всей площади, включая приварные полосы);
- укладки на мягкую кровлю песчаного слоя (7);
- установки устройства инициирования (8) за край плакирующего листа (на приварную технологическую полосу).
Предлагаемый способ реализован следующим путем: в условиях металлообрабатывающего цеха собирался металлопакет из листов размерами 29(25+4)×1400×5900 мм или 16(13+3)×1400×5900. Перед сборкой по краям листов (как плакирующего, так и плакируемого) приваривались полосы из конструкционной стали для организации нависания и для последующей предварительной фиксации. После установки зазора между листами с помощью специальных прокладок пакет фиксировался посредством известных методов с использованием приварных полос. Затем металлопакет транспортировался на место проведения взрывных работ. Одновременно с этим на безопасном расстоянии от места ведения взрывных работ в ротационной установке проводилось приготовление взрывчатой смеси «аммодиз». Смесь приготавливали посредством смешивания микропористой аммиачной селитры, летнего дизельного топлива и красителя. Разовая загрузка ротационной установки 36 кг, на обработку одного металлопакета расходовалось 360 кг смеси. Контроль качества продукта в ротационной установке осуществляли визуально. Необходимое качество считалось достигнутым при получении равномерного светло-желтого или светло-зеленого цвета смеси (в зависимости от цвета добавленного красителя), без включений. Затем смесь наносили на поверхность плакирующего листа, а инициирующее устройство размещали на одной из приварных полос. Нанесенный на поверхность плакирующего листа заряд «аммодиз» накрывали мягкой кровлей и засыпали песчаным слоем, как показано на фиг.1. На одной из конструкционных полос размещали инициирующее устройство, как показано на фиг.1 и 2.
Используемая мягкая кровля - общее название кровельного гидроизолирующего материала на основе битума, стекловолокна с добавлением полимеров, особенностью мягкой кровли является способность принимать форму плоской поверхности, сохраняя гидроизолирующее свойство.
Качество сварки проверено по результатам предварительных испытаний, проведенных на примере двухслойных металлических пакетов размерами 29(25+4)×1400×5900 мм и 16(13+3)×1400×5900 марки 12ХМ+Тр 321 ASTM A240 (08Х18Н10Т), 09Г2С+Тр 410S ASTM A240 (08Х13), 09Г2C+Tp 321 ASTM A240 (08X18H10T), 09Г2С+Тр316 TiASTM А240 (08Х17Н13М2Т).
Для решения всего комплекса требований к разрабатываемому способу в предлагаемом изобретении предлагается использовать взрывчатую смесь «аммодиз» на основе микропористой аммиачной селитры, летнего дизельного топлива и добавок. В проведенных испытаниях смесь содержала 94,5±0,5% микропористой аммиачной селитры, 5,5±0,5% летнего дизельного топлива. В состав топлива вводился краситель из расчета 0,002 кг на 10 кг топлива.
Качество полученного сваркой соединения металлов соответствует:
- по сплошности 1 классу ГОСТ 10885-85, результат 100%-ного ультразвукового контроля отвечает ТУ 27.32.09.010-2005 «Сталь листовая двухслойная коррозионностойкая, изготовленная методом сварки взрывом»,
- по прочности соединения на срез 200÷250 МПа, на отрыв 280÷390 МПа,
- по прочности на изгиб, плакирующим слоем внутрь - 160°.
Требования по экологичности процесса сварки выполняются за счет того, что в смеси «аммодиз» дизельное топливо взято с небольшим избытком сверх количества необходимого для полного использования избыточного кислорода из аммиачной селитры. Такое содержание обеспечивает минимальное содержание окислов азота в продуктах взрыва. Кроме того, понижение содержания окислов достигается и хорошим качеством перемешивания компонентов. Содержание окислов азота в продуктах взрыва смеси «аммодиз» составляет 14,5 г на 1 кг смеси, что в 2 раза меньше, чем для аммонитов AT.
Безопасность всех технологических операций с взрывчатой смесью «аммодиз» обеспечивается низкой чувствительностью компонентов и всей композиции в целом к механическим воздействиям. Проведенные исследования показали, что смесь «аммодиз» имеет чувствительность к удару по ГОСТ 4545-88: нижний предел в приборе 2-200 мм, частость взрывов в приборе 1-0%, чувствительность к трению по ГОСТ Р50835-95: нижний предел - 8000 кгс/см2.
Для повышения технологичности - воспроизводимости качества взрывного заряда и безусловного выполнения требований к получаемым композиционным материалам, проведены исследования влияния на них технологических параметров приготовления смеси и заряда. В результате исследований показано, что определяющее значение для воспроизводимого качества сварки имеет качество перемешивания и распределения дизельного топлива. Хорошее качество перемешивания обеспечивает воспроизводимую скорость детонации заряда: для толщины слоя 60 мм - 2300±50 м/с. Хорошая воспроизводимость скорости детонации свидетельствует о хорошей воспроизводимости всего детонационного процесса. Как следствие, применение сварочной взрывчатой смеси «аммодиз» позволяет обеспечить воспроизводимое требуемое качество поверхности листов композиционных материалов.
Требования по экономичности выполнены за счет:
- использования технологических приварных полос из конструкционной стали;
- использования дешевого и широко распространенного сырья - микропористой аммиачной селитры по ТУ 2143-086-00203789-2003, топлива дизельного марки Л-0,2-40 ГОСТ 305-82. Низкая чувствительность исходных компонентов и смеси в целом к механическим воздействиям обеспечивает возможность приготовления взрывчатой смеси «аммодиз» на месте применения. В данном случае исключаются затраты на использование специального автотранспорта для доставки взрывчатого материала к месту проведения работ.
Проведенный заявителем анализ уровня техники, включающий поиск информации по патентным и научно-техническим источникам, позволил установить, что практически отсутствуют аналоги заявленному способу получения крупногабаритных листов композиционного материала сваркой взрывом, с использованием взрывчатой смеси «аммодиз», используемой в предлагаемом способе. Следовательно, заявленный способ соответствует критериям «новизна» и «изобретательский уровень».
Экспериментально установлено, что получаемый уровень скорости детонации соответствует оптимальному для получения качественного композиционного материала. Величина скорости детонации варьируется в пределах 2000÷4000 м/с при постоянной плотности заряда и определяется его толщиной. Оптимальные параметры сварки достигаются при толщине слоя ~60 мм. Качество сварки обеспечивается максимально возможной однородностью распределения дизельного топлива среди гранул аммиачной селитры и экспериментально подобранной высотой детонирующего заряда, применительно к конкретным толщинам металлопакетов.
При изготовлении смеси допускается введение в нее до 5% тротила, без уменьшения количества дизельного топлива.
Предлагаемый способ позволяет производить сварку металлических пакетов площадью ~10÷12 м2.
Таким образом, вышеизложенные сведения о заявленном изобретении, охарактеризованные в независимом пункте формулы, свидетельствуют о возможности их осуществления с помощью описанных в заявке и известных средств и методов. Следовательно, заявленный способ с использованием взрывчатой смеси «аммодиз» соответствует условию промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116178C1 |
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 2001 |
|
RU2191669C2 |
| Способ получения износостойкого покрытия на поверхности титановой пластины | 2018 |
|
RU2688791C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ПЛАСТИН ИЗ МЕДИ И МАГНИЕВОГО СПЛАВА | 2018 |
|
RU2679814C1 |
| Способ получения износостойких покрытий на поверхностях титановой пластины | 2018 |
|
RU2688792C1 |
| Способ получения медно-никелевого покрытия на поверхностях титановой пластины | 2018 |
|
RU2700441C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2343056C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВОМ БИМЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ КОРПУСОВ | 1987 |
|
SU1466132A1 |
| Способ получения износостойких покрытий на поверхностях пластин из алюминиевого сплава и меди | 2019 |
|
RU2712156C1 |
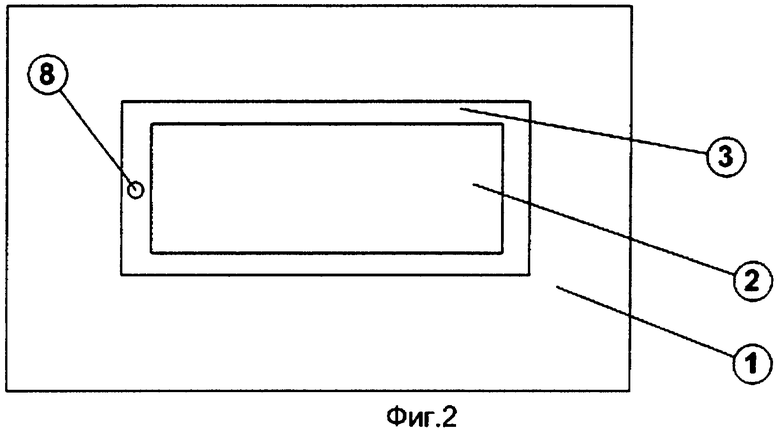
Изобретение может быть использовано для изготовления крупногабаритных многослойных металлических конструкций. При сборке металлопакета (2) по контуру плакирующего и плакируемого листов осуществляют прикрепление технологических пластин (3) из конструкционной стали. Собранный металлопакет (2) размещают на песчаной опоре (1). Поверх нанесенной на поверхность плакирующего листа взрывчатой смеси (5) размещают мягкую кровлю (6) и песчаный слой (7). Точку инициирования (8) взрывчатой смеси располагают на технологической пластине. Взрывчатую смесь приготавливают посредством механического перемешивания микропористой аммиачной селитры и дизельного топлива («аммодиз») с добавлением красителя в количестве не менее 0,002 кг на 10 кг дизельного топлива для обеспечения визуального контроля качества перемешивания. Изобретение обеспечивает гарантированное качество сварки взрывом и повышение экологичности процесса сварки за счет высокой однородности сбалансированной сварочной взрывчатой смеси «аммодиз», исключение потерь на обрезание навеса и снижение транспортных расходов. 2 ил.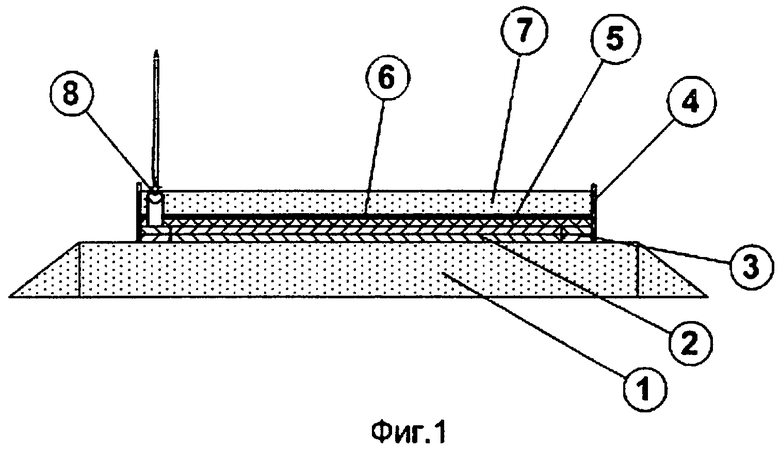
Способ получения крупногабаритных двухслойных стальных листов сваркой взрывом, включающий сборку металлопакета, размещение его на опоре, нанесение взрывчатой смеси на поверхность плакирующего листа и ее инициирование, отличающийся тем, что при сборке металлопакета по контуру плакирующего и плакируемого листов осуществляют прикрепление технологических пластин из конструкционной стали, для размещения собранного металлопакета используют песчаную опору, поверх нанесенной на поверхность плакирующего листа взрывчатой смеси послойно размещают мягкую кровлю и песчаный слой, а точку инициирования взрывчатой смеси располагают на технологической пластине, при этом взрывчатую смесь приготавливают посредством механического перемешивания микропористой аммиачной селитры и дизельного топлива с добавлением красителя в количестве не менее 0,002 кг на 10 кг дизельного топлива для обеспечения визуального контроля качества перемешивания.
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2343056C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| Способ получения лаковых битумов | 1950 |
|
SU96050A1 |
| Способ определения водоустойчивости эмульсионных взрывчатых веществ | 1986 |
|
SU1402858A1 |
| US 4391403 A, 05.07.1983. | |||

