Данное изобретение относится к устройству электрода для плазменных резаков.
Плазма представляет собой очень сильно нагретый электропроводящий газ, состоящий из положительных и отрицательных ионов, электронов и возбужденных и нейтральных атомов и молекул.
В качестве плазмообразующего газа используют различные газы, например, одноатомный аргон и/или двухатомные газы - водород, азот, кислород или воздух. Эти газы ионизируются и диссоциируют под действием энергии плазменной дуги.
На параметры плазменной струи может сильно вилять конструкция сопла и электрода. К этим параметрам плазменной струи относятся, например, диаметр струи, температура, плотность энергии и скорость истечения газа.
При плазменной резке плазма обычно сужается соплом, которое может иметь газовое или водяное охлаждение. В результате может быть достигнута плотность энергии до 2×106 Вт/см2. Температура внутри плазменной струи повышается до 30000°С, что в сочетании с высокой скоростью истечения газа позволяет получать весьма высокие скорости резания на всех электропроводящих материалах.
Плазменный резак по существу содержит головку 1, электрод 7 и сопло 4, дополнительными компонентами могут быть электрододержатель 6 для закрепления электрода 7 и держатель 5 сопла, а также насадок 2 для закрепления сопла 4. Плазмообразующий газ PG, подаваемый в пространство между электродом 7 и соплом 4 через подающий трубопровод 3, в конечном счете протекает через канал 4.1, проходящий через сопло 4.
Современные плазменные резаки дополнительно содержат защитную крышку 9 сопла и направляющий элемент 9.1 вторичного газа, через который к плазменной струе подают вторичный газ SG. Охлаждение сопла 4 и электрода 7 часто обеспечивают жидкой охлаждающей средой, например, водой.
В настоящее время плазменная резка является хорошо зарекомендовавшим себя процессом для резания электропроводящих материалов, причем в зависимости от обработки резанием используют различные газы и газовые смеси.
Для этого используют различные электроды 7 и сопла 4, которые подвергаются износу во время работы плазменного резака, и поэтому должны быть заменены. Чтобы можно было использовать плазменный резак с различными газами и газовыми смесями, плазменные резаки, электроды 7 и сопла 4 конструктивно выполнены так, что плазменный резак можно использовать с различными газами и газовыми смесями благодаря замене электродов 7 и сопел 4.
Электроды 7, как правило, содержат электрододержатель 7.1 и эмиссионную вставку 7.3. В целом, можно различить два вида конструктивных решений. При резке с использованием плазмообразующих газов, содержащих кислород, как правило, используют так называемый плоский электрод, т.е. эмиссионную вставку 7.3, за исключением ее передней испускающей поверхности, располагают в электрододержателе. Эмиссионная вставка 7.3 содержит гафний или цирконий. Для электрододержателей 7.1 используют материалы с хорошей электропроводностью и теплопроводностью, такие как медь или серебро. В электродах 7, предназначенных для резки с использованием плазмообразующих газов и газовых смесей, не содержащих кислород, например, аргона, водорода, азота, для эмиссионной вставки 7.3 в качестве материала используют вольфрам, часто с присадками (например, из лантана). Затем эмиссионную вставку закрепляют в электрододержателе 7.1, но в отличие от устройства с плоским электродом, она выходит за его пределы и часто называется точечным электродом.
Кроме того, имеются варианты выполнения, в которых эмиссионная вставка 7.3 присоединена к дополнительному удерживающему элементу 7.2, и в которых удерживающий элемент 7.2 в свою очередь присоединен к электрододержателю 7.1.
Таким образом, электрододержатель 7.1 может быть изготовлен из меди, удерживающий элемент 7.2 - из серебра, а эмиссионная вставка 7.3 - из гафния, циркония или вольфрама. Естественно, что для электрододержателя 7.1 и удерживающего элемента 7.2 также возможно использование различных сплавов меди и серебра. Кроме того, электрододержатель 7.1 и удерживающий элемент 7.2 могут содержать одни и те же материалы.
Соединение электрододержателя 7.1 и эмиссионной вставки 7.3, или соединение между электрододержателем 7.1 и удерживающим элементом 7.2 и/или эмиссионной вставкой 7.3 достигается способом передачи усилия, способом сопряжения форм, и/или обеспечением неразрывности материала.
В этом случае является важным, чтобы во время работы указанное соединение могло поддерживаться постоянно с обеспечением в нем по возможности хорошей теплопроводности и электропроводности.
Как правило, эмиссионную вставку 7.3 вставляют в канал или в углубление другого вида, выполненное в электрододержателе 7.1 или в удерживающем элементе 7.2, а затем закрепляют в нем посредством паяного или сварочного соединения с обеспечением неразрывности материала, при этом передачу усилия обеспечивают посредством прессовой посадки или путем сопряжения форм, например, с использованием резьбы.
Аналогичным образом соединение может быть получено также между электрододержателем 7.1 и удерживающим элементом 7.2.
В этом случае, по понятным причинам, каналы или углубления другого вида открыты лишь с одной стороны, чтобы можно было вставить в канал эмиссионную вставку 7.3 или удерживающий элемент 7.2. Например, канал может быть конструктивно решен в виде глухого канала. Однако для размещения эмиссионной вставки 7.3 или удерживающего элемента 7.2 могут использоваться также углубления, выполненные по меньшей мере частично со сведением на конус. При этом необязательно должны использоваться формы с осесимметричными поперечными сечениями.
Наружная поверхность облицовки и размеры эмиссионной вставки 7.3 или удерживающего элемента 7.2 выполнены с формой, сопрягаемой с геометрией и размерами канала или другого углубления.
Части или поверхности этих деталей, расположенные напротив друг друга после соединения этих деталей, обычно имеют весьма жесткие допуски в отношении друг друга, поскольку между соединенными частями должна быть обеспечена очень хорошая теплопроводность. Зазор между противоположно расположенными поверхностями является отрицательными (т.е. внутренний диаметр меньше наружного диаметра, например -0,1 мм) вплоть до «0».
В этом случае возникает проблема, связанная с соединенными таким образом вместе частями, заключающаяся в том, что полое пространство, заполненное воздухом, выполнено в канале или в углублении другой формы. Однако указанное полое пространство является герметично закрытым по отношению к окружающей среде из-за наличия высокоточного соединения. После выполнения соединения, во внутренней части полого пространства может возникать избыточное давление содержащегося в нем воздуха в результате повышения температуры во время работы плазменного резака, так как электрод существенно нагревается, воздух расширяется и, соответственно, повышается давление. В результате повышения давления совместное соединение может быть локально не зафиксированным в нежелательной форме или, в наихудшем случае, оно может быть полностью разорвано. Существует даже возможность возникновения опасной ситуации, обусловленной наличием соответственно разъединенных частей, выходящих из целостного образования с большим ускорением. Эта проблема особенно обостряется при более длительной работе и при возрастающем износе, поскольку противоположно расположенные поверхности соединенных частей уменьшаются в результате потери материала из-за прогара эмиссионной вставки, а также второго удерживающего элемента.
Другая проблема может возникать из-за наличия влаги, содержащейся в полом пространстве и способствующей возникновению коррозии или порообразованию. Вызываемая этим обстоятельством потеря материала может подобным образом отрицательно влиять на совместное соединение, теплопроводность и/или электропроводность.
Таким образом, целью данного изобретения является создание устройства электрода для плазменных резаков, в котором надежность и эксплуатационная безопасность могут соблюдаться на протяжении по меньшей мере более длительного эксплуатационного периода времени при хорошей теплопроводности и электропроводности с взаимно соединенными электрододержателем и эмиссионной вставкой и, как вариант, дополнительным удерживающим элементом.
В соответствии с данным изобретением поставленная цель достигается посредством устройства электрода, обладающего признаками, изложенными в п. 1 формулы изобретения. Предпочтительные варианты выполнения и дополнительные конструкции могут быть реализованы при использовании признаков, указанных в зависимых пунктах формулы изобретения.
В предложенном устройстве электрода для плазменных резаков для размещения эмиссионной вставки в электрододержателе или в удерживающем элементе выполнено углубление или канал, открытый с одной стороны в направлении обрабатываемого изделия. Вставленная эмиссионная вставка может быть закреплена в канале или углублении способом передачи усилия, способом сопряжения форм, и/или обеспечением неразрывности материала.
Между полым пространством, образованным углублением или каналом и эмиссионной вставкой, и окружающей средой имеется по меньшей мере один проход выравнивания давления, проходящий через эмиссионную вставку и/или между участком наружной поверхности облицовки эмиссионной вставки и внутренней стенкой углубления или канала, выполненного в удерживающем элементе или в электрододержателе.
Аналогичным образом, между полым пространством, образованным углублением или каналом и удерживающим элементом, и окружающей средой также может находиться по меньшей мере один проход выравнивания давления, проходящий через удерживающий элемент и/или между участком наружной поверхности облицовки удерживающего элемента и внутренней стенкой углубления или канала, выполненного в электрододержателе или в удерживающем элементе.
Проход выравнивания давления может быть выполнен в виде канала, канавки или уплощенной части на наружной поверхности облицовки. Канал может проходить через удерживающий элемент или через эмиссионную вставку. Канавка может быть выполнена на внутренней стенке электрододержателя и/или удерживающего элемента, на внутренней стенке в участке углубления или канала, или на наружной поверхности облицовки удерживающего элемента и/или эмиссионной вставки.
Кроме того, канавка или уплощенная часть могут быть выполнены с началом от полого пространства вплоть до участка, с прохождением в него, близкого к торцевой поверхности удерживающего элемента и/или эмиссионной вставки, обращенной к обрабатываемому изделию, таким образом, что в этом участке этой торцевой поверхности поддерживается контакт всей площади радиальной периферии между внутренней стенкой электрододержателя и наружной поверхностью облицовки удерживающего элемента, и/или внутренней стенкой удерживающего элемента и наружной поверхностью облицовки эмиссионной вставки по меньшей мере при нормальной комнатной температуре, а также после введения удерживающего элемента и/или эмиссионной вставки в канал или углубление. Проход выравнивания давления, выполненный таким образом, является закрытым по меньшей мере при комнатной температуре (равной приблизительно 20°С). Однако он может быть использован для выравнивания давления по меньшей мере временно, во время введения удерживающего элемента и/или эмиссионной вставки, поскольку содержащийся в полом пространстве воздух, уменьшающийся в объеме во время операции введения, может постепенно просачиваться в окружающую среду через проход выравнивания давления, выполненный таким образом, на протяжении достаточного периода времени во время введения, при этом внутреннее давление в полом пространстве повышается лишь на пренебрежимо малую величину, если вообще повышается. Соответственно временно действующий проход выравнивания давления закрывается непосредственно перед достижением конечного положения соответственно удерживающим элементом и/или эмиссионной вставкой, вводимыми в канал или углубление. В этом случае можно говорить по меньшей мере о временно действующем проходе выравнивания давления.
Однако при соответствующем задании размеров и выбранном типе совместного соединения может иметь место выравнивание давления, если внутреннее давление существенно повышается в результате нагрева. В этом случае участок контакта наружной поверхности облицовки удерживающего элемента и/или эмиссионной вставки с внутренней стенкой канала или углубления, т.е. участок, в котором отсутствует канавка или уплощенная часть, занимает, соответственно, малую площадь в торцевой поверхности, обращенной к обрабатываемому изделию, у которой соответствующие компоненты соединения (электрододержатель, удерживающий элемент и/или эмиссионная вставка) находятся в непосредственном контакте друг с другом, при этом совместное соединение следует выбирать с обеспечением возможности открытия для компенсации давления при повышенном внутреннем давлении в полом пространстве.
Если проходы выравнивания давления выполнены между полым пространством на электрододержателе и полым пространством между удерживающим элементом и эмиссионной вставкой, то их следует располагать или выполнять так, чтобы они сообщались друг с другом.
При наличии прохода выравнивания давления, выполненного посредством канавки или уплощенной части, между наружной поверхностью облицовки эмиссионной вставки или удерживающего элемента и внутренней стенкой удерживающего элемента или электрододержателя может соблюдаться контактная поверхность в соединительном участке эмиссионной вставки с удерживающим элементом или электрододержателем, составляющая по меньшей мере 90%, предпочтительно по меньшей мере 93%, и, что еще предпочтительнее, по меньшей мере 96% от общей поверхности соединительного участка для поддержания условий для обеспечения, насколько это возможно, хорошей теплопроводности и электропроводности.
Проход выравнивания давления может быть расположен с наклоном к средней продольной оси М под углом, причем должен соблюдаться угол наклона, составляющий максимум 45°, предпочтительно максимум 30° и, что еще предпочтительнее, максимум 15°.
Проще всего, если проход выравнивания давления проходит параллельно продольной оси М.
Канавка или уплощенная часть, образующая проход выравнивания давления, может иметь также спиральную форму, начинающуюся от полого пространства и доходящую до торцевой поверхности удерживающего элемента или эмиссионной вставки, обращенной к обрабатываемому изделию.
Канал или углубление может быть выполнен(о) по меньшей мере на участке, начинающемся от отверстия, сужающимся на конус и/или со ступенчатым внутренним диаметром, или с произвольным сечением. Наружная поверхность облицовки удерживающего элемента и/или эмиссионной вставки, которая должна быть вставлена в такой канал или такое углубление с присоединением к нему, должна быть выполнена сопрягаемой с ними.
Наружная поверхность облицовки удерживающего элемента и/или эмиссионной вставки может быть наклонена под углом γ, δ в диапазоне 1°-5°, предпочтительно 1°-3°, к средней продольной оси, и/или у края радиально наружной торцевой поверхности может быть снята фаска под углом α в диапазоне 10°-40°, предпочтительно 10°-20°, что облегчает сборку при соединении.
Проход выравнивания давления, выполненный посредством канавки, может иметь приподнятую часть, расположенную по меньшей мере у одной наружной кромки канавки, выполненной у наружной поверхности облицовки удерживающего элемента и/или эмиссионной вставки. Приподнятая часть также может быть выполнена вдоль перехода между канавкой и внутренней стенкой электрододержателя или удерживающего элемента. С помощью таких приподнятых частей можно получить сопрягающееся по форме соединение, препятствующее прокручиванию.
Предпочтительно, если диаметр каналов или произвольное сечение углублений в электрододержателе и/или удерживающем элементе, а также наружный диаметр (диаметры) наружных поверхностей облицовки удерживающего элемента и/или эмиссионной вставки, которые могут быть вставлены в канал или в углубление для присоединения, выбраны так, что может быть получена прессовая посадка. В этом случае прессовая посадка может быть выполнена исключительно за счет задания размеров и выбора материала с соответственно выбранным усилием запрессовки. Однако дополнительно можно использовать также различие в температуре соединяемых компонентов. Например, более холодный удерживающий элемент может быть введен в канал или углубление нагретого электрододержателя. Такую посадку аналогичным образом также можно получить при соединении эмиссионной вставки с электрододержателем или с удерживающим элементом.
Произвольное сечение прохода выравнивания давления должно быть по возможности малым, но достаточно большим для обеспечения выравнивания давления.
Электрододержатель и удерживающий элемент могут быть выполнены из меди или медного сплава. Особенно предпочтительным в этом случае является серебряный сплав, при этом доля серебра может составлять по меньшей мере 50%. Электрододержатель и удерживающий элемент могут быть изготовлены из одного и того же материала.
Данное изобретением будет более подробно описано ниже на примере.
Фиг. 1 показывает пример плазменного резака в разрезе.
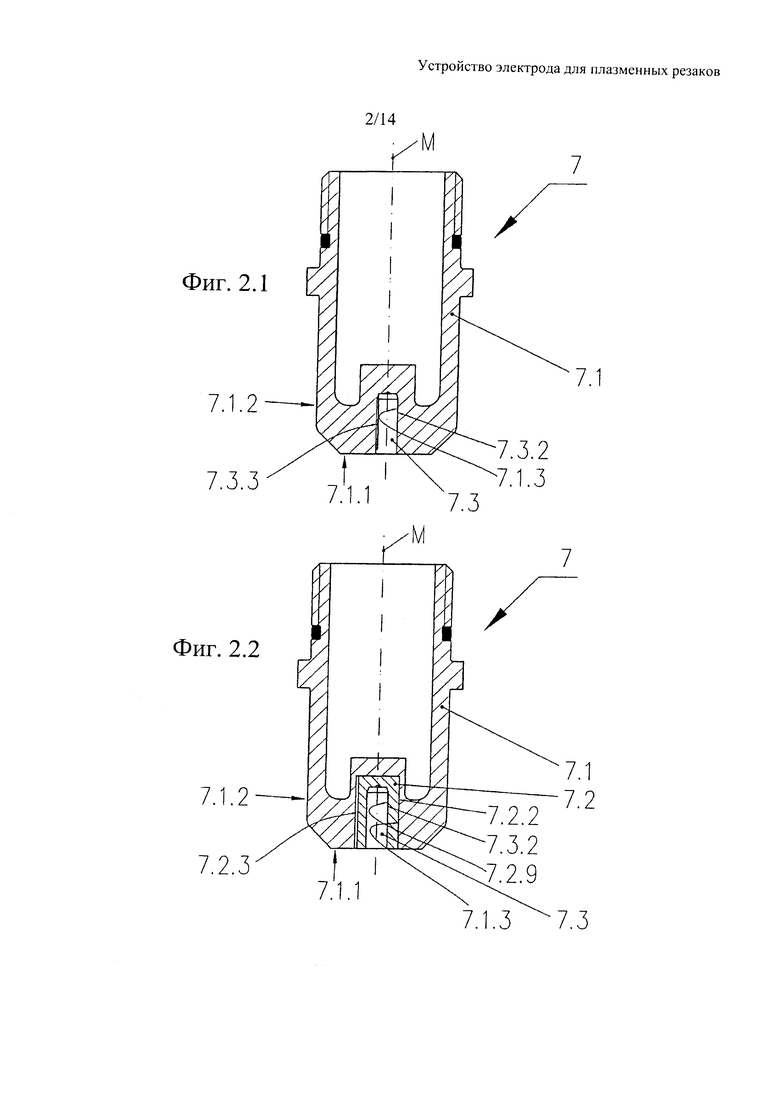
Фиг. 2.1 показывает электрододержатель и присоединенную к нему эмиссионную вставку.
Фиг. 2.2 показывает устройство электрода с электрододержателем, удерживающим элементом и эмиссионной вставкой.
Фиг. 2.3 показывает устройство электрода с электрододержателем, удерживающим элементом и эмиссионной вставкой.
Фиг. 2.4 показывает устройство электрода с электрододержателем, удерживающим элементом и эмиссионной вставкой.
Фиг. 3.1 показывает пример электрододержателя, который можно использовать в данном изобретении.
Фиг. 3.2 показывает другой пример электрододержателя, который можно использовать в данном изобретении.
Фиг. 3.3 показывает другой пример электрододержателя, который можно использовать в данном изобретении.
Фиг. 4.1 показывает вид в плане удерживающего элемента со сплошной канавкой в качестве прохода выравнивания давления.
Фиг. 4.2 показывает вид сбоку удерживающего элемента, изображенного на фиг.4.1.
Фиг. 4.3 показывает вид в плане другого примерного удерживающего элемента с прерываемой канавкой.
Фиг. 4.4 показывает вид сбоку другого примерного удерживающего элемента с прерываемой канавкой.
Фиг. 5.1 показывает вид в плане удерживающего элемента со сплошной уплощенной частью.
Фиг. 5.2 показывает вид сбоку удерживающего элемента со сплошной уплощенной частью.
Фиг. 5.3 показывает вид в плане удерживающего элемента с прерываемой уплощенной частью.
Фиг. 5.4 показывает вид сбоку удерживающего элемента с прерываемой уплощенной частью.
Фиг. 6.1 показывает вид сбоку удерживающего элемента, выполненного с уступами и сплошной канавкой.
Фиг. 6.2 показывает вид в плане удерживающего элемента, выполненного с уступами и сплошной канавкой.
Фиг. 6.3 показывает вид сбоку удерживающего элемента, выполненного с уступами и прерываемой канавкой и с фаской.
Фиг. 6.4 показывает вид в плане удерживающего элемента, выполненного с уступами и прерываемой канавкой и с фаской.
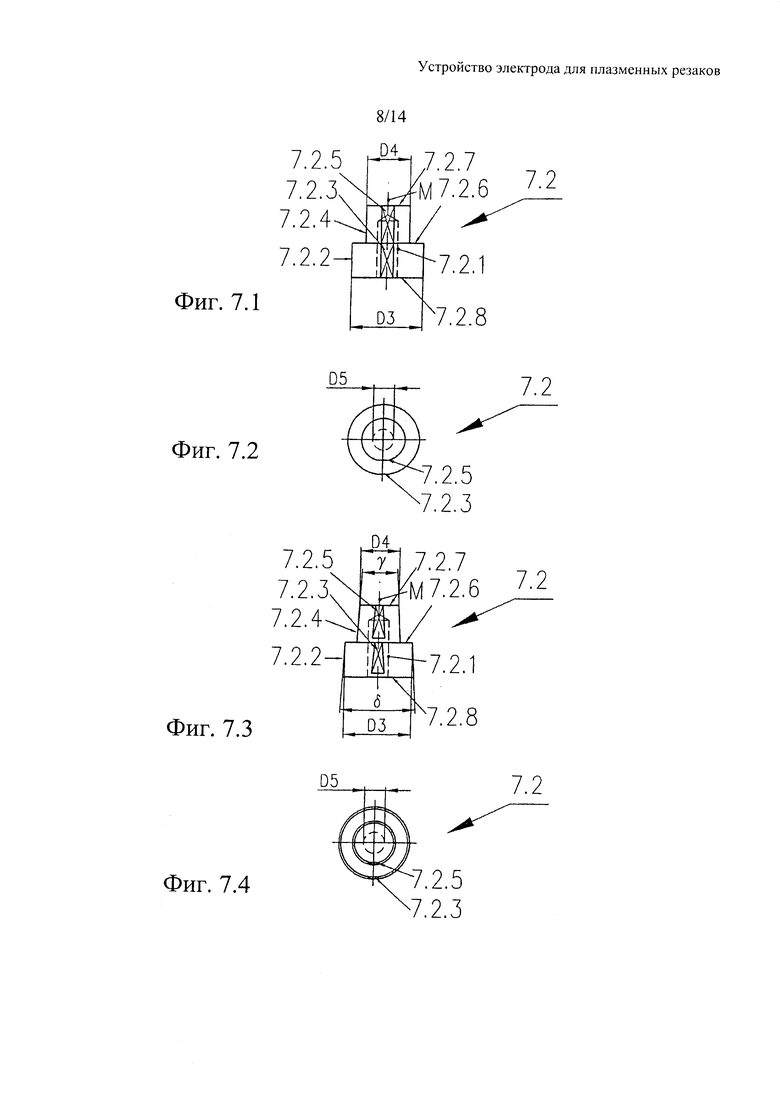
Фиг. 7.1 показывает вид сбоку удерживающего элемента, выполненного с уступами и со сплошной уплощенной частью.
Фиг. 7.2 показывает вид в плане удерживающего элемента, выполненного с уступами и со сплошной уплощенной частью.
Фиг. 7.3 показывает вид сбоку удерживающего элемента, выполненного с уступами и конусообразной формой с прерываемой уплощенной частью.
Фиг. 7.4 показывает вид в плане удерживающего элемента, выполненного с уступами и конусообразной формой с прерываемой уплощенной частью.
Фиг. 8.1 показывает вид сбоку удерживающего элемента, выполненного с уступами, со сплошной уплощенной частью и сплошной канавкой.
Фиг. 8.2 показывает вид в плане удерживающего элемента, выполненного с уступами, со сплошной уплощенной частью и сплошной канавкой.
Фиг. 8.3 показывает вид сбоку удерживающего элемента, выполненного с уступами, с конусообразной формой сзади и цилиндрической формой спереди и имеющего прерываемую уплощенную часть и прерываемую канавку.
Фиг. 8.4 показывает вид в плане удерживающего элемента, выполненного с уступами, с конусообразной формой сзади и цилиндрической формой спереди и имеющего прерываемую уплощенную часть и прерываемую канавку.
Фиг. 9.1 показывает вид сбоку удерживающего элемента со сплошной канавкой, расположенной под углом к средней оси.
Фиг. 9.2 показывает вид сбоку удерживающего элемента с прерываемой канавкой, расположенной под углом к средней оси М.
Фиг. 10.1 показывает вид в плане электрододержателя с канавкой, выполненной во внутренней поверхности канала.
Фиг. 10.2 показывает вид сбоку в разрезе электрододержателя с канавкой, выполненной во внутренней поверхности канала.
Фиг. 10.3 показывает вид сбоку в разрезе электрододержателя с канавкой во внутренней поверхности канала с острым концом.
Фиг. 11.1 показывает вид в плане электрододержателя с канавкой, выполненной во внутренней поверхности канала и расположенной под углом к средней оси М.
Фиг. 11.2 показывает вид сбоку в разрезе электрододержателя с канавкой, выполненной во внутренней поверхности канала и расположенной под углом к средней оси М.
Фиг. 11.3 показывает вид сбоку в разрезе электрододержателя с канавкой, выполненной во внутренней поверхности канала с острым концом и расположенной под углом к средней оси М.
Фиг. 12.1 показывает вид сбоку эмиссионной вставки с прерываемой канавкой и фаской.
Фиг. 12.2 показывает вид в плане эмиссионной вставки с прерываемой канавкой и фаской.
Фиг. 12.3 показывает вид сбоку конусообразной эмиссионной вставки со сплошной канавкой и фаской.
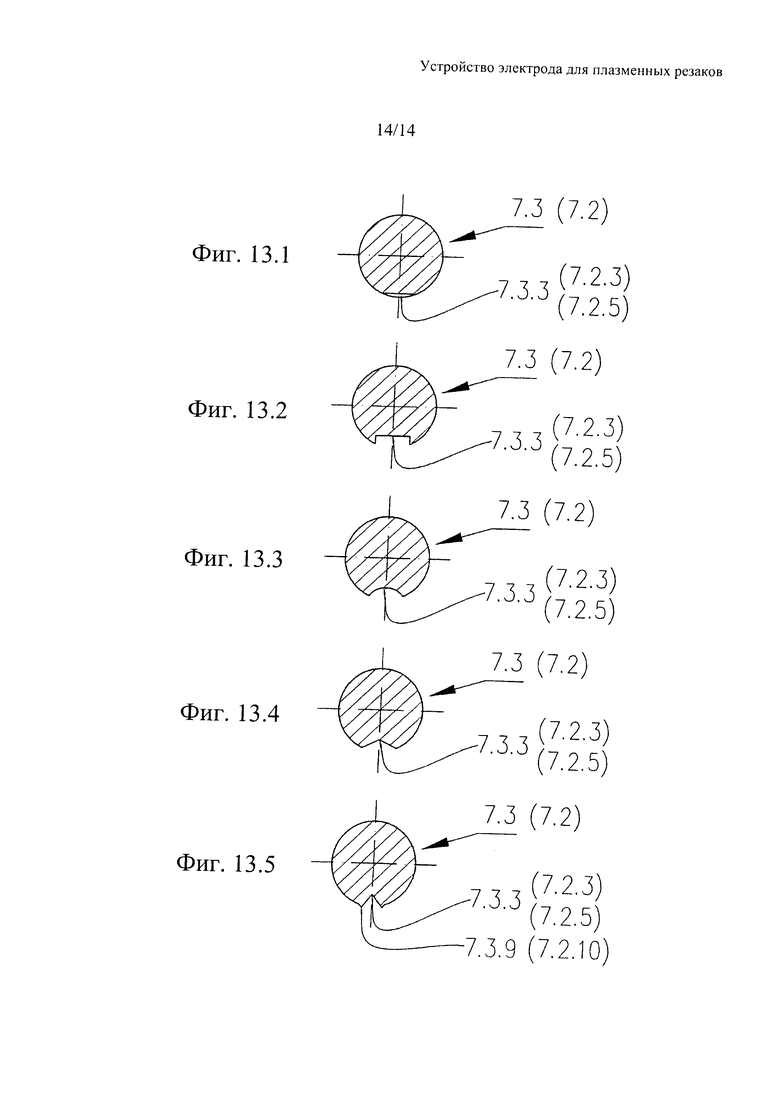
Фиг. 13.1-13.5 показывают примеры различных форм канавок в удерживающих элементах или в эмиссионной вставке.
Фиг. 1 показывает вид в разрезе плазменного резака 1 вместе с насадком 2 сопла, трубопроводом 3, подводящим плазмообразующий газ, соплом 4 с каналом 4.1, держателем 5 сопла, гнездом 6 под электрод и устройством 7 электрода. Устройство 7 выполнено с электрододержателем 7.1, содержащим удерживающий элемент 7.2 и эмиссионную вставку 7.3, присоединенную к удерживающему элементу 7.2. Позицией 8 обозначен держатель защитной крышки с прикрепленной к нему защитной крышкой 9 сопла. Вторичный газ SG подают через газопровод 9.1. Дополнительно, в плазменном резаке 1 имеется трубопровод подачи плазмообразующего газа PG, трубопроводы WV1 и WV2 подачи охлаждающей среды, и трубопроводы WR1 и WR2 отвода охлаждающей среды.
Фиг. 2.1 показывает пример устройства электрода, в котором в торцевой поверхности 7.1.1 электрододержателя 7.1, обращенной к обрабатываемому изделию, выполнен канал, имеющий расположенное в нем отверстие. Эмиссионная вставка 7.3. вставлена в этот канал с присоединением к нему посредством прессовой посадки. Как можно видеть из чертежа, эмиссионная вставка 7.3 введена в канал не полностью, так что в участке торцевой поверхности вставки 7.3, обращенной от обрабатываемого изделия, внутри канала остается полое пространство, при этом в указанном полом пространстве может присутствовать или содержаться воздух. В этом случае у наружной поверхности облицовки эмиссионной вставки 7.3 выполнена канавка 7.3.3, причем в этом примере она начинается у торцевой поверхности вставки 7.3, удаленной от обрабатываемого изделия, и проходит параллельно средней продольной оси М в направлении торцевой поверхности, обращенной к обрабатываемому изделию. Однако поскольку канавка 7.3.3 не доведена до торцевой поверхности эмиссионной вставки 7.3, обращенной к обрабатываемому изделию, то при полном введении вставки 7.3 в канал 7.4 электрододержателя 7.1 имеется периферийный контактный участок в радиальном направлении. Соответственно, проход выравнивания давления, выполненный посредством канавки 7.3.3, может быть использован только временно, по существу, при введении эмиссионной вставки 7.3 в канал 7.4.
Фиг. 2.2 показывает пример устройства электрода, в котором эмиссионная вставка 7.3 введена в канал 7.2.1, выполненный в удерживающем элементе 7.2, с присоединением к удерживающему элементу 7.2. Также внутри канала 7.2.1 в удерживающем элементе 7.2 имеется полое пространство, герметично закрытое посредством эмиссионной вставки 7.3.
Поскольку удерживающий элемент 7.2 также закреплен аналогичным способом внутри канала 7.4, выполненного в электрододержателе 7.1, то в канале 7.4 также может иметься полое пространство, герметично закрытое посредством удерживающего элемента 7.2.
В этом примере канавка 7.2.3 выполнена в удерживающем элементе 7.2 с прохождением от одной торцевой поверхности до противоположно расположенной торцевой поверхности. Проход выравнивания давления, выполненный таким образом, может быть также действующим после указанного введения в канал 7.4, и как вариант, также и после указанного соединения, если сечение канавки 7.2.3 на протяжении ее длины сохраняется достаточно свободным.
Фиг. 2.3 показывает пример устройства 7 электрода, в котором эмиссионная вставка 7.3 введена в канал 7.2.1, выполненный в удерживающем элементе 7.2. Удерживающий элемент 7.2 в свою очередь введен в канал 7.4 электрододержателя 7.1 с присоединением к нему.
В этом случае соответствующая канавка 7.2.3 проведена у радиально наружной поверхности облицовки удерживающего элемента 7.2, а соответствующая канавка 7.3.3 проведена от одной торцевой поверхности до противоположно расположенной торцевой поверхности на радиально наружной поверхности облицовки удерживающего элемента 7.2, как показано на фиг.2 в качестве примера. Соответственно, при этом также возможно выравнивание давления за счет проходов выравнивания давления, образованных таким образом, после указанного введения эмиссионной вставки 7.3 в канал 7.2.1 удерживающего элемента 7.2, а удерживающего элемента 7.2 в канал 7.4 электрододержателя 7.1, и, как вариант, их объединения.
Пример, показанный на фиг. 2.4, отличается от примера, показанного на фиг. 2.3, тем, что на радиально наружной поверхности облицовки удерживающего элемента 7.2 выполнена лишь одна канавка 7.2.3. Причем эта канавка 7.2.3, как и канавка 7.3.3, показанная в примере на фиг. 2.1, не проведена от одной торцевой поверхности до противоположно расположенной торцевой поверхности. Соответственно, при этом имеется контактный участок на участке, обращенном к обрабатываемому изделию, при этом указанный контактный участок может обеспечивать уплотняющее воздействие с образованием тем самым прохода выравнивания давления в удерживающем элементе 7.2 посредством канавки 7.2.3, который действует временно при введении удерживающего элемента 7.2 в канал 7.4 электрододержателя 7.1.
Фиг. 3.1-3.3 показывают примеры каналов 7.4, выполненных в электрододержателе 7.1. В этом случае они, в общем, являются так называемыми глухими каналами, однако, каждый имеет торцевые поверхности 7.1.6 различной формы, удаленные от обрабатываемого изделия. В примере, показанном на фиг.3.3, канал 7.4 имеет два уступа с различными диаметрами D1 и D2. Соответственно, вставляемая эмиссионная вставка 7.3 должна быть выполнена имеющей сопрягаемую конструкцию, при этом наружная поверхность облицовки должна быть выполнена подобным образом с уступами с двумя диаметрами, соответствующими диаметрам D1 и D2 и, как вариант, равными им.
Фиг. 4.1 и 4.2 показывают пример удерживающего элемента 7.2 в двух видах, который может использоваться в данном изобретении. В этом случае удерживающий элемент 7.2 также содержит канал 7.2.1, в котором может быть закреплена эмиссионная вставка 7.3. В наружной поверхности 7.2.2 облицовки удерживающего элемента 7.2 выполнена канавка 7.2.3, обеспечивающая сообщение между окружающей средой и полым пространством во внутренней части канала 7.4, выполненного, как было изложено выше, так, что посредством канавки 7.2.3 образуется проход выравнивания давления. Вместо канавки 7.2.3 может использоваться уплощенная часть, такая, как показано, например, на фиг. 5.1.
Пример, показанный на фиг. 4.3 и 4.4, отличается от примера, показанного на фиг. 4.1 и 4.2 тем, что канавка 7.2.3 проведена не по всей длине удерживающего элемента 7.2. А именно, не полностью от полого пространства до окружающей среды, в этом случае имеется участок без свободного доступа, в котором все еще есть контакт по всей площади между внутренней стенкой электрододержателя 7.1 и наружной поверхностью облицовки удерживающего элемента 7.2. Однако этот участок является настолько коротким, или малым, что при повышении внутреннего давления в полом пространстве во время запрессовки удерживающего элемента 7.2 в электрододержатель 7.1 будет возможным выравнивание давления (см. также фиг. 2.4).
Примеры, показанные на фиг. 5.1-5.4, отличаются от примера, показанного на фиг. 4.1 и 4.2, лишь тем, что вместо канавки 7.2.3 выполнена уплощенная часть, полученная простым плоскостным удалением слоя материала с наружной поверхности облицовки удерживающего элемента 7.2.
В примерах, показанных на фиг. 6.1-6.4, изображены удерживающие элементы 7.2, в которых наружный диаметр выполнен с двумя уступами с диаметрами D4 и D3. В этом случае диаметр D3 превышает диаметр D4 и расположен у стороны, обращенной к обрабатываемому изделию. На фиг. 6.3 и 6.4 показаны фаски, снятые под углом α и β у радиально наружных краев торцевых поверхностей 7.2.4 и 7.2.6.
Дополнительно, в удерживающем элементе 7.2 выполнен глухой канал 7.2.1, в который, с закреплением в нем, может быть введена эмиссионная вставка 7.3. Две канавки 7.2.3 и 7.2.5 выполнены в радиально наружной поверхности облицовки удерживающего элемента, имеющей наружные диаметры D4 и D3, для образования прохода выравнивания давления между полым пространством, выполненным в удерживающим элементе 7.2 в участке торцевой поверхности канала 7.2.1, удаленном от обрабатываемого изделия, и окружающей средой. В непоказанном варианте такие канавки могут быть выполнены также исключительно, или дополнительно, во внутренней стенке канала, выполненного в электрододержателе 7.1 для размещения удерживающего элемента 7.2.
В удерживающих элементах 7.2, которые могут использоваться в данном изобретении и которые показаны на фиг. 7.1-7.4, вместо канавок в наружных поверхностях 7.2.2 и 7.2.4 облицовки для образования прохода выравнивания давления имеются уплощенные части 7.2.3 и 7.2.5. Здесь снова выбрано ступенчатое образование с различными наружными диаметрами D3 и D4. В примере в соответствии с фиг. 7.3 и 7.4 два уступа дополнительно выполнены с конусообразным сужением, начинающимся от стороны, обращенной к обрабатываемому изделию. В этом случае были выбраны углы δ и γ конусности. Такое конструктивное решение способствует введению удерживающего элемента 7.2 в канал/углубление, которое, естественно, должно быть сопрягаемым с двумя диаметрами и конусностями, при этом также может достигаться более надежное соединение между электрододержателем 7.1 и удерживающим элементом 7.2.
В примерах удерживающих элементов 7.2, показанных на фиг. 8.1-8.4, вместо канавок на наружной поверхности облицовки удерживающего элемента 7.2 выполнены уплощенные части 7.2.3 и 7.2.5. Во внутренней части выполнен канал 7.2.1, предназначенный для размещения эмиссионной вставки 7.3 и имеющий диаметр D5.
В примерах, показанных на фиг. 8.3 и 8.4, участок, обращенный к обрабатываемому изделию, имеет постоянный наружный диаметр D3 и является цилиндрическим. В противоположность этому участок, удаленный от обрабатываемого изделия, выполнен с конусообразным сужением с наименьшим наружном диаметром D4 у торцевой поверхности 7.2.4. Аналогично показан угол γ конусности.
Край торцевой поверхности, также снабженный фаской, снятой под углом β, выполнен у стороны цилиндрического участка, имеющего диаметр D3 и удаленного от обрабатываемого изделия.
Фиг. 9.1-9.2 показывают примеры удерживающих элементов 7.2, в которых канавка 7.2.3 для прохода выравнивания давления выполнена под углом ε к средней продольной оси М с прохождением по всей длине удерживающего элемента 7.2 от торцевой поверхности 7.2.2 до поверхности 7.2.8 торцевой стороны, расположенных напротив друг друга. Канавка 7.2.3 в этом случае выполнена у наружной поверхности облицовки удерживающего элемента 7.2. В этом случае фиг. 9.1 показывает сплошную канавку, а фиг. 9.2 - прерываемую канавку 7.2.3.
У радиально наружного края торцевой поверхности 7.2.7 под углом α снята фаска, способствующая введению и улучшению условий для выравнивания давления между полым пространством, расположенным выше поверхности 7.2.2 торцевой стороны, и окружающей средой.
Фиг. 10.1 и 10.2 показывают один пример, а фиг. 10.3 показывает другой пример электрододержателя 7.1 на различных видах в разрезе. В этом случае в электрододержателе 7.1 имеется канал 7.4, открытый с одной стороны, для введения и закрепления в нем эмиссионной вставки 7.3. На внутренней стенке канала 7.4 выполнена канавка 7.1.5, обеспечивающая возможность для выравнивания давления между полым пространством, расположенным выше торцевой поверхности эмиссионной вставки 7.3, введенной в канал 7.4, удаленной от обрабатываемого изделия, и торцевой поверхностью 7.1.6 канала 7.4. Канал 7.4 имеет внутренний диаметр D1 и заканчивается плоской частью на фиг. 10.2 и заостренной частью на фиг. 10.3. Эмиссионная вставка 7.3, не показанная, должна иметь наружный диаметр, весьма хорошо приближенный к диаметру D1, равный ему или даже превышающий его, чтобы можно было получить прессовую посадку без использования дополнительного материала, где это возможно.
На фиг. 11.1-11.3 показаны примеры электрододержателя 7.1, по существу соответствующие примерам, показанным на фиг. 10.1-10.3. Лишь с тем отличием, что канавка 7.1.5 наклонена под углом ε к средней продольной оси М. Канавка 7.1.5, в этом случае выполненная в качестве примера, не имеет постоянного сечения по своей длине и начинается от стороны, удаленной от обрабатываемого изделия, до стороны, обращенной к обрабатываемому изделию.
На фиг. 12.1-12.2 показаны примеры эмиссионной вставки 7.3, имеющей наружный диаметр D6. В примере, показанном на фиг. 12.1, эмиссионная вставка 7.3 является цилиндрической с постоянным наружным диаметром D6. На участке торцевого края со стороны, удаленной от обрабатываемого изделия, снята фаска под углом α.
На наружной поверхности облицовки выполнена канавка 7.3.3, которая в этом примере не проходит полностью от торцевой поверхности 7.3.7 к противоположной торцевой поверхности 7.3.8. При этом остается небольшой участок наружной поверхности облицовки эмиссионной вставки 7.3, в котором имеется радиально периферический контакт между указанной наружной поверхностью облицовки и внутренней стенкой канала 7.4, выполненного в электрододержателе 7.1 или в удерживающем элементе 7.2, в который может быть введена эмиссионная вставка 7.3. Этот участок примыкает непосредственно к торцевой поверхности 7.3.8 эмиссионной вставки 7.3, обращенной к обрабатываемому изделию. Однако поскольку этот контактный участок является весьма малым, то все еще может иметь место выравнивание давления с окружающей средой в полом пространстве, расположенном у торцевой поверхности, удаленной от обрабатываемого изделия, при соответствующем увеличении давления во время запрессовки эмиссионной вставки 7.3 в электрододержатель 7.1 или в удерживающий элемент 7.2. В примере, показанном на фиг. 12.3, эмиссионная вставка 7.3 выполнена в виде детали, сужающейся наружу с углом γ конусности в направлении стороны, удаленной от обрабатываемого изделия, при этом у края торцевой стороны 7.3.7 снята фаска под углом α.
На фиг. 13.1-13.5 показано множество примеров геометрических форм канавок или уплощенных частей 7,2.3, 7.2.5 или 7.3.3, которые могут быть выполнены на наружных поверхностях облицовки удерживающего элемента 7.2 или эмиссионной вставки 7.3. Однако аналогичным способом эти геометрические формы могут быть использованы для канавок, выполненных во внутренних стенках каналов 7.4 или 7.2.1.
В примере, показанном на фиг.13.5, на наружных краях канавки 7.3.3 выполнены приподнятые части 7.3.9, которые могут препятствовать прокручиванию и обеспечить улучшенное более прочное закрепление при соединении за счет сопряжения форм эмиссионной вставки 7.3 или удерживающего элемента 7.2 с удерживающим элементом 7.2 или электрододержателем 7.1 в соответствующем канале 7.2.1 или 7.4.
Перечень ссылочных позиций
1 плазменный резак
2 насадок сопла
3 трубопровод плазмообразующего газа
4 сопло
4.1 канал сопла
5 держатель сопла
6 гнездо для электрода
7 электрод или устройство электрода
7.1 держатель электрода
7.1.1 передняя поверхность
7.1.2 наружная поверхность
7.1.3 внутренняя поверхность
7.1.4 внутренняя поверхность
7.1.5 канавка или уплощенная часть
7.1.6 внутренняя поверхность
7.2 удерживающий элемент
7.2.1 канал
7.2.2 наружная поверхность
7.2.3 канавка или уплощенная часть
7.2.4 наружная поверхность
7.2.5 канавка или уплощенная часть
7.2.6 поверхность
7.2.7 торцевая поверхность, удаленная от обрабатываемого изделия
7.2.8 торцевая поверхность, обращенная к обрабатываемому изделию
7.2.9 внутренняя стенка
7.2.10 приподнятая часть
7.2.11 внутренняя поверхность у конца канала 7.2.1
7.3 эмиссионная вставка
7.3.2 наружная поверхность облицовки
7.3.3 канавка или уплощенная часть
7.3.7 торцевая поверхность, удаленная от обрабатываемого изделия
7.3.9 торцевая поверхность, обращенная к обрабатываемому изделию
7.4 канал
8 держатель защитной крышки
9 защитная крышка сопла
9.1 направляющий элемент вторичного газа
D1 внутренний диаметр
D2 внутренний диаметр
D3 наружный диаметр
D4 наружный диаметр
D5 внутренний диаметр
М средняя продольная ось
PG плазмообразующий газ
SG вторичный газ
WR1 трубопровод отвода охлаждающей среды
WR2 трубопровод отвода охлаждающей среды
WV1 трубопровод подачи охлаждающей среды
WV2 трубопровод подачи охлаждающей среды
α угол (угол фаски)
β угол (угол фаски)
γ угол (угол конусности)
δ угол (угол конусности)
ε угол











Изобретение относится к устройству электрода для плазменных резаков. В электрододержателе или в удерживающем элементе для размещения эмиссионной вставки электрода выполнено углубление или канал, открытый с одной стороны в направлении обрабатываемого изделия. Между полым пространством, образованным углублением или каналом и эмиссионной вставкой, и окружающей средой имеется по меньшей мере один проход выравнивания давления и/или временно действующий проход выравнивания давления, проходящий через эмиссионную вставку и/или между участком наружной поверхности облицовки эмиссионной вставки и внутренней стенкой углубления или канала. В соответствии с другим вариантом между полым пространством, образованным углублением или каналом и удерживающим элементом, и окружающей средой имеется по меньшей мере один проход выравнивания давления и/или временно действующий проход выравнивания давления, проходящий через удерживающий элемент и/или между участком наружной поверхности облицовки удерживающего элемента и внутренней стенкой углубления или канала. Электрод характеризуется надежностью и эксплуатационной безопасностью при хорошей тепло- и электропроводности. 4 н. и 36 з.п. ф-лы, 13 ил.
1. Электрод для плазменного резака, содержащий электрододержатель, выполненный с полостью (7.4) в виде углубления или канала, открытой с одной стороны в направлении обрабатываемого изделия, и эмиссионную вставку (7.3), закрепленную в указанной полости электрододержателя путем прессовой посадки или резьбы с образованием полого пространства, отличающийся тем, что
указанный электрод содержит по меньшей мере один временно действующий проход, выполненный между эмиссионной вставкой или наружной поверхностью ее облицовки и внутренней стенкой указанной полости электрододержателя и соединяющий указанное полое пространство электрододержателя с окружающей средой для выравнивания давления,
причем указанный временно действующий проход выполнен с возможностью закрытия в конце движения эмиссионной вставки, вводимой в указанную полость электрододержателя.
2. Электрод по п.1, отличающийся тем, что проход выравнивания давления выполнен в виде канала, канавки или уплощенной части (7.3.3) на наружной поверхности (7.3.2) облицовки.
3. Электрод по п.2, отличающийся тем, что канавка или уплощенная часть (7.3.3) начинается от указанного полого пространства и проходит до участка, близкого к торцевой поверхности (7.2.8) эмиссионной вставки (7.3), обращенной к обрабатываемому изделию, с прохождением в этот участок так, что в этом участке указанной торцевой поверхности (7.2.8) соблюдается контакт всей радиальной периферийной площади между внутренней стенкой электрододержателя (7.1) и наружной поверхностью (7.3.2) облицовки эмиссионной вставки (7.3), по меньшей мере, при нормальной комнатной температуре.
4. Электрод по п.1, отличающийся тем, что при наличии прохода выравнивания давления, выполненного в виде канавки или уплощенной части, между наружной поверхностью облицовки эмиссионной вставки (7.3) и внутренней стенкой электрододержателя (7.1) соблюдается контактная поверхность в соединительном участке эмиссионной вставки (7.3) с электрододержателем (7.1), составляющая по меньшей мере 90%, предпочтительно по меньшей мере 93% и особенно предпочтительно по меньшей мере 96% от общей поверхности соединительного участка.
5. Электрод по п.1, отличающийся тем, что проход выравнивания давления параллелен средней продольной оси М или расположен с наклоном к ней под углом ε, причем соблюдается угол наклона, составляющий максимум 45°, предпочтительно максимум 30° и особенно предпочтительно максимум 15°.
6. Электрод по п.1, отличающийся тем, что полость (7.4) выполнена по меньшей мере на одном участке, начинающемся от отверстия и сужающемся на конус и/или со ступенчатым внутренним диаметром или с произвольным сечением, при этом наружная поверхность (7.3.2) облицовки эмиссионной вставки (7.3) выполнена комплементарной с этим участком.
7. Электрод по п.1, отличающийся тем, что наружная поверхность (7.3.2) облицовки эмиссионной вставки (7.3) наклонена под углом γ в диапазоне от 1 до 5°, предпочтительно в диапазоне от 1 до 3° к средней продольной оси М и/или у края радиально наружной торцевой поверхности выполнена фаска под углом α в диапазоне от 10 до 40°, предпочтительно в диапазоне от 10 до 20°.
8. Электрод по п.2, отличающийся тем, что проход выравнивания давления, выполненный в виде канавки (7.3.3), имеет приподнятую часть (7.3.9), расположенную по меньшей мере у одной наружной кромки канавки (7.3.3), выполненной на наружной поверхности облицовки эмиссионной вставки (7.3).
9. Электрод по п.8, отличающийся тем, что приподнятая часть (7.3.9) выполнена вдоль перехода между канавкой (7.3.3) и внутренней стенкой (7.1.3) полости (7.4) электрододержателя (7.1).
10. Электрод по любому из пп.1-9, отличающийся тем, что диаметр каналов (7.4) или произвольное сечение углублений в электрододержателе (7.1), а также наружный диаметр (диаметры) наружных поверхностей (7.3.2) облицовки эмиссионной вставки (7.3), которая может быть вставлена в канал или в углубление (7.4) для присоединения, выбраны с возможностью получения прессовой посадки.
11. Электрод для плазменного резака, содержащий электрододержатель, выполненный с полостью (7.4) в виде углубления или канала, открытой с одной стороны в направлении обрабатываемого изделия, удерживающий элемент, закрепленный в указанной полости электрододержателя с образованием полого пространства путем прессовой посадки или резьбы и выполненный с полостью (7.2.1) в виде канала или углубления, и эмиссионную вставку (7.3), закрепленную в указанной полости удерживающего элемента путем прессовой посадки или резьбы, отличающийся тем, что
указанный электрод содержит по меньшей мере один временно действующий проход, выполненный между удерживающим элементом или наружной поверхностью его облицовки и внутренней стенкой указанной полости (7.4) электрододержателя и соединяющий указанное полое пространство электрододержателя с окружающей средой для выравнивания давления,
причем указанный временно действующий проход выполнен с возможностью закрытия в конце движения удерживающего элемента, вводимого в указанную полость электрододержателя.
12. Электрод по п.11, отличающийся тем, что проход выравнивания давления выполнен в виде канала, канавки или уплощенной части (7.2.3, 7.2.5) на наружной поверхности (7.2.2, 7.2.4) облицовки.
13. Электрод по п.12, отличающийся тем, что канавка или уплощенная часть (7.2.3, 7.2.5) начинается от указанного полого пространства и проходит до участка, близкого к торцевой поверхности (7.2.8) удерживающего элемента (7.2), обращенной к обрабатываемому изделию, с прохождением в этот участок, так что в этом участке указанной торцевой поверхности (7.2.8) соблюдается контакт всей радиальной периферийной площади между внутренней стенкой электрододержателя (7.1) и наружной поверхностью (7.2.2) облицовки удерживающего элемента (7.2), по меньшей мере, при нормальной комнатной температуре.
14. Электрод по п.11, отличающийся тем, что при наличии прохода выравнивания давления, выполненного в виде канавки или уплощенной части (7.2.5), между наружной поверхностью облицовки удерживающего элемента (7.2) и внутренней стенкой электрододержателя (7.1) соблюдается контактная поверхность в соединительном участке удерживающего элемента (7.2) с электрододержателем (7.1), составляющая по меньшей мере 90%, предпочтительно по меньшей мере 93% и особенно предпочтительно по меньшей мере 96% от общей поверхности соединительного участка.
15. Электрод по п.11, отличающийся тем, что проход выравнивания давления параллелен средней продольной оси М или расположен с наклоном к ней под углом ε, причем соблюдается угол наклона, составляющий максимум 45°, предпочтительно максимум 30° и особенно предпочтительно максимум 15°.
16. Электрод по п.11, отличающийся тем, что полость (7.2.1, 7.4) электрододержателя (7.1) и/или удерживающего элемента (7.2) выполнена по меньшей мере на одном участке, начинающемся от отверстия и сужающемся на конус и/или со ступенчатым внутренним диаметром или с произвольным сечением, при этом наружная поверхность (7.2.2, 7.2.4) облицовки удерживающего элемента (7.2) выполнена комплементарной с этим участком.
17. Электрод по п.11, отличающийся тем, что наружная поверхность (7.2.2, 7.2.4) облицовки удерживающего элемента (7.2) наклонена под углом γ в диапазоне от 1 до 5°, предпочтительно в диапазоне от 1 до 3° к средней продольной оси М и/или у края радиально наружной торцевой поверхности выполнена фаска под углом α в диапазоне от 10 до 40°, предпочтительно в диапазоне от 10 до 20°.
18. Электрод по п.12, отличающийся тем, что проход выравнивания давления, выполненный в виде канавки (7.2.3, 7.2.5), имеет приподнятую часть (7.2.10), расположенную по меньшей мере у одной наружной кромки канавки (7.2.3, 7.2.5), выполненной на наружной поверхности облицовки удерживающего элемента (7.2).
19. Электрод по п.18, отличающийся тем, что приподнятая часть выполнена вдоль перехода между канавкой (7.2.3, 7.2.5) и внутренней стенкой (7.1.3) полости (7.4) электрододержателя (7.1).
20. Электрод по любому из пп.11-19, отличающийся тем, что диаметр каналов (7.2.1, 7.4) или произвольное сечение углублений в электрододержателе (7.1) и/или в удерживающем элементе (7.2), а также наружный диаметр (диаметры) наружных поверхностей (7.2.2, 7.2.4) облицовки удерживающего элемента (7.2), который может быть вставлен в канал или в углубление (7.2.1, 7.4) для присоединения, выбраны с возможностью получения прессовой посадки.
21. Электрод для плазменного резака, содержащий электрододержатель, выполненный с полостью (7.4) в виде углубления или канала, открытой с одной стороны в направлении обрабатываемого изделия, удерживающий элемент, закрепленный в указанной полости электрододержателя путем прессовой посадки или резьбы и выполненный с полостью (7.2.1) в виде канала или углубления, и эмиссионную вставку (7.3), закрепленную в указанной полости удерживающего элемента путем прессовой посадки или резьбы с образованием полого пространства, отличающийся тем, что
указанный электрод содержит по меньшей мере один временно действующий проход, выполненный между эмиссионной вставкой или наружной поверхностью ее облицовки и внутренней стенкой указанной полости удерживающего элемента и соединяющий указанное полое пространство удерживающего элемента с окружающей средой для выравнивания давления,
причем указанный временно действующий проход выполнен с возможностью закрытия в конце движения эмиссионной вставки, вводимой в указанную полость удерживающего элемента.
22. Электрод по п.21, отличающийся тем, что проход выравнивания давления выполнен в виде канала, канавки или уплощенной части (7.3.3) на наружной поверхности (7.3.2) облицовки.
23. Электрод по п.22, отличающийся тем, что канавка или уплощенная часть (7.3.3) начинается от указанного полого пространства и проходит до участка, близкого к торцевой поверхности (7.2.8) эмиссионной вставки (7.3), обращенной к обрабатываемому изделию, с прохождением в этот участок, так что в этом участке указанной торцевой поверхности (7.2.8) соблюдается контакт всей радиальной периферийной площади между внутренней стенкой удерживающего элемента (7.2) и наружной поверхностью (7.3.2) облицовки эмиссионной вставки (7.3), по меньшей мере, при нормальной комнатной температуре.
24. Электрод по п.21, отличающийся тем, что при наличии прохода выравнивания давления, выполненного в виде канавки или уплощенной части, между наружной поверхностью облицовки эмиссионной вставки (7.3) и внутренней стенкой удерживающего элемента (7.2) соблюдается контактная поверхность в соединительном участке эмиссионной вставки (7.3) с удерживающим элементом (7.2), составляющая по меньшей мере 90%, предпочтительно по меньшей мере 93% и особенно предпочтительно по меньшей мере 96% от общей поверхности соединительного участка.
25. Электрод по п.21, отличающийся тем, что проход выравнивания давления параллелен средней продольной оси М или расположен с наклоном к ней под углом ε, причем соблюдается угол наклона, составляющий максимум 45°, предпочтительно максимум 30° и особенно предпочтительно максимум 15°.
26. Электрод по п.21, отличающийся тем, что полость (7.2.1, 7.4) электрододержателя (7.1) и/или удерживающего элемента (7.2) выполнена по меньшей мере на одном участке, начинающемся от отверстия и сужающемся на конус и/или со ступенчатым внутренним диаметром или с произвольным сечением, при этом наружная поверхность (7.3.2) облицовки эмиссионной вставки (7.3) выполнена комплементарной с этим участком.
27. Электрод по п.21, отличающийся тем, что наружная поверхность (7.3.2) облицовки эмиссионной вставки (7.3) наклонена под углом γ в диапазоне от 1 до 5°, предпочтительно в диапазоне от 1 до 3° к средней продольной оси М и/или у края радиально наружной торцевой поверхности выполнена фаска под углом α в диапазоне от 10 до 40°, предпочтительно в диапазоне от 10 до 20°.
28. Электрод по п.22, отличающийся тем, что проход выравнивания давления, выполненный в виде канавки (7.3.3), имеет приподнятую часть (7.3.9), расположенную по меньшей мере у одной наружной кромки канавки (7.3.3), выполненной на наружной поверхности облицовки эмиссионной вставки (7.3).
29. Электрод по п.28, отличающийся тем, что приподнятая часть (7.3.9) выполнена вдоль перехода между канавкой (7.3.3) и внутренней стенкой (7.1.3) полости (7.2.1) удерживающего элемента (7.2).
30. Электрод по любому из пп.21-29, отличающийся тем, что диаметр каналов (7.2.1, 7.4) или произвольное сечение углублений в электрододержателе (7.1) и/или в удерживающем элементе (7.2), а также наружный диаметр (диаметры) наружных поверхностей (7.3.2) облицовки эмиссионной вставки (7.3), которая может быть вставлена в канал или в углубление (7.2.1, 7.4) для присоединения, выбраны с возможностью получения прессовой посадки.
31. Электрод для плазменного резака, содержащий электрододержатель, выполненный с полостью (7.4) в виде углубления или канала, открытой с одной стороны в направлении обрабатываемого изделия, удерживающий элемент, закрепленный в указанной полости электрододержателя с образованием полого пространства путем прессовой посадки или резьбы и выполненный с полостью (7.2.1) в виде канала или углубления, и эмиссионную вставку (7.3), закрепленную в указанной полости удерживающего элемента путем прессовой посадки или резьбы с образованием полого пространства, отличающийся тем, что
указанный электрод содержит по меньшей мере один временно действующий проход, выполненный между эмиссионной вставкой или наружной поверхностью ее облицовки и внутренней стенкой указанной полости удерживающего элемента и соединяющий указанное полое пространство удерживающего элемента с окружающей средой для выравнивания давления, причем указанный временно действующий проход выполнен с возможностью закрытия в конце движения эмиссионной вставки, вводимой в указанную полость удерживающего элемента, при этом
указанный электрод содержит по меньшей мере один временно действующий проход, выполненный между удерживающим элементом или наружной поверхностью его облицовки и внутренней стенкой указанной полости (7.4) электрододержателя и соединяющий указанное полое пространство электрододержателя с окружающей средой для выравнивания давления, причем указанный временно действующий проход выполнен с возможностью закрытия в конце движения удерживающего элемента, вводимого в указанную полость электрододержателя.
32. Электрод по п.31, отличающийся тем, что проходы выравнивания давления выполнены в виде канала, канавки или уплощенной части (7.2.3, 7.2.5, 7.3.3) на наружной поверхности (7.2.2, 7.2.4, 7.3.2) облицовки.
33. Электрод по п.32, отличающийся тем, что канавки или уплощенные части (7.2.3, 7.2.5, 7.3.3) начинаются от указанных полых пространств и проходят до участков, близких к торцевой поверхности (7.2.8) соответственно удерживающего элемента (7.2) и эмиссионной вставки (7.3), обращенной к обрабатываемому изделию, с прохождением в этот участок, так что в этом участке указанной торцевой поверхности (7.2.8) соблюдается контакт всей радиальной периферийной площади между внутренней стенкой электрододержателя (7.1) и наружной поверхностью (7.2.2) облицовки удерживающего элемента (7.2) и внутренней стенкой удерживающего элемента (7.2) и наружной поверхностью (7.3.2) облицовки эмиссионной вставки (7.3), по меньшей мере, при нормальной комнатной температуре.
34. Электрод по п.31, отличающийся тем, что при наличии проходов выравнивания давления, выполненных в виде канавки или уплощенной части (7.2.5), между наружной поверхностью облицовки эмиссионной вставки (7.3) или удерживающего элемента (7.2) и внутренней стенкой удерживающего элемента (7.2) или электрододержателем (7.1) соблюдается контактная поверхность в соединительном участке эмиссионной вставки (7.3) с удерживающим элементом (7.2) или в соединительном участке удерживающего элемента с электрододержателем (7.1), составляющая по меньшей мере 90%, предпочтительно по меньшей мере 93% и особенно предпочтительно по меньшей мере 96% от общей поверхности соединительного участка.
35. Электрод по п.31, отличающийся тем, что проходы выравнивания давления параллельны средней продольной оси М или расположены с наклоном к ней под углом ε, причем соблюдается угол наклона, составляющий максимум 45°, предпочтительно максимум 30° и особенно предпочтительно максимум 15°.
36. Электрод по п.31, отличающийся тем, что полость (7.2.1, 7.4) электрододержателя (7.1) или удерживающего элемента (7.2) выполнена по меньшей мере на одном участке, начинающемся от отверстия и сужающемся на конус и/или со ступенчатым внутренним диаметром или с произвольным сечением, при этом наружные поверхности (7.2.2, 7.2.4, 7.3.2) облицовки удерживающего элемента (7.2) и эмиссионной вставки (7.3) выполнены комплементарными с этим участком.
37. Электрод по п.31, отличающийся тем, что наружные поверхности (7.2.2, 7.2.4, 7.3.2) облицовки удерживающего элемента (7.2) и эмиссионной вставки (7.3) наклонены под углом γ в диапазоне от 1 до 5°, предпочтительно в диапазоне от 1 до 3° к средней продольной оси М и/или у края радиально наружной торцевой поверхности выполнена фаска под углом α в диапазоне от 10 до 40°, предпочтительно в диапазоне от 10 до 20°.
38. Электрод по п.32, отличающийся тем, что каждый проход выравнивания давления, выполненный в виде канавки (7.2.3, 7.2.5, 7.3.3), имеет приподнятую часть (7.2.10, 7.3.9), расположенную по меньшей мере у одной наружной кромки канавки (7.2.3, 7.2.5, 7.3.3), выполненной на наружной поверхности облицовки удерживающего элемента (7.2) и эмиссионной вставки (7.3) соответственно.
39. Электрод по п.38, отличающийся тем, что каждая приподнятая часть (7.3.9) выполнена вдоль перехода между канавкой (7.2.3, 7.2.5, 7.3.3) и внутренней стенкой (7.1.3) полости (7.2.1, 7.4) электрододержателя (7.1) или удерживающего элемента (7.2).
40. Электрод по любому из пп.31-39, отличающийся тем, что диаметр каналов (7.2.1, 7.4) или произвольное сечение углублений в электрододержателе (7.1) и в удерживающем элементе (7.2), а также наружный диаметр (диаметры) наружных поверхностей (7.2.2, 7.2.4, 7.3.2) облицовки удерживающего элемента (7.2) и эмиссионной вставки (7.3), которые могут быть вставлены в канал или в углубление (7.2.1, 7.4) для присоединения, выбраны с возможностью получения прессовой посадки.
| US 5105061 A, 14.04.1992 | |||
| US 5767478 А, 16.06.1998 | |||
| ПЛАЗМОТРОН | 2000 |
|
RU2174064C1 |
| US 2002125224 A1, 12.09.2002 | |||
| Усталостная испытательная машина резонансного типа с электромагнитным возбуждением | 1957 |
|
SU115141A1 |

