Изобретение относится к способам обработки и упрочнения поверхности вольфрама для повышения его стойкости в процессах, в которых пластины вольфрама подвергаются интенсивным тепловым нагрузкам, в частности, в установках термоядерного синтеза, где вольфрам используют в качестве материала первой стенки и пластин дивертора.
Вольфрам рассматривается в качестве основного материала для термоядерных установок ИТЕР (ITER, International Thermonuclear Experimental Reactor) и ДЕМО (Demonstration Power Plant). Однако при высоких тепловых нагрузках происходит охрупчивание вольфрама, что делает его восприимчивым к образованию трещин вдоль границ зерен. Для решения проблемы образования трещин, обусловленных охрупчиванием вольфрама, ведутся разработки различных композитных материалов из вольфрама, в частности, наноструктурированных композитов вольфрама с карбидом титана и композитов вольфрама, армированных углеродными волокнами. Также, большое внимание уделяется наноструктурам вольфрама с развитой волокнистой поверхностью и способам формирования пластин вольфрама с различной структурой.
Известен способ упрочнения поверхности металла (см. заявка CN 102400084, МПК С23С 04/08; С23С 04/134, опубликована 04.04.2012), заключающийся в том, что микропорошок вольфрама пропускают через аргоновую плазму высокочастотного разряда, нагревают и плавят в плазме разряда, а затем наносят на обрабатываемую поверхность, где частицы вольфрама застывают и формируют покрытие из вольфрама. Способ обеспечивает формирование покрытия из вольфрама на поверхности металла, но импульс, передаваемый поверхности обрабатываемого металла от частиц вольфрама не достаточен для того, чтобы привести к изменению структуры зерен на поверхности обрабатываемого металла и привести к упрочнению его поверхности.
Известен способ упрочнения поверхности металла с помощью технологии холодного воздушного динамического напыления микрочастиц вольфрама (см. заявка CN 102260869, МПК С23С 24/04; опубликована 30.11.2011). Способ заключается в нанесении на поверхность металла микрочастиц вольфрама (0,4-10 мкм), которые разгоняют до высоких скоростей (500-1000 м/с) с помощью сверхзвуковых струй газа.
Недостатком известного способа является то, что напыляемый слой из частиц вольфрама удерживается только силой адгезии на поверхности металла.
Наиболее близким по технической сущности и по совокупности существенных признаков к настоящему техническому решению является способ упрочнения металлической поверхности, в том числе вольфрамовой, (см. заявка WO 2008090662, МПК С23С 24/04; С23С 26/02, опубликована 31.07.2008), включающий воздействие на поверхность металла ускоренными электрическим полем наночастицами вольфрама, и образование вольфрамовой пленки на поверхности металла. При этом для образования пленки и для упрочнения связи между металлом и наночастицами вольфрама на поверхность металла с нанесенными наночастицами вольфрама воздействуют электронным лучом, что обеспечивает плавление наночастиц.
Способ-прототип обеспечивает хорошую адгезию наночастиц вольфрама к поверхности металла, например, вольфрама, что обеспечивает упрочнение обрабатываемого металла, в результате которого повышается его стойкость к трещинообразованию, но приходится использовать достаточно сложный технологический процесс получения твердых наночастиц вольфрама и последующее воздействие на поверхность металла с нанесенными наночастицами электронным лучом, учитывая высокие температуры плавления вольфрама.
Задачей настоящего технического решения являлась разработка такого способа упрочнения поверхности вольфрамовой пластины, который бы позволил упростить процесс образования вольфрамовой пленки на ее поверхности и при этом обеспечивал снижение вероятности образования микротрещин на поверхности вольфрамовой пластины при воздействии импульсных тепловых нагрузок.
Поставленная задача решается тем, что способ упрочнения поверхности вольфрамовой пластины включает воздействие на поверхность вольфрамовой пластины ускоренными электрическим полем до скорости выше 104 см/с расплавленными наночастицами вольфрама размером до 3 нм, образованными абляцией вольфрамовой мишени импульсами лазерного излучения длительностью (20-50) не, с энергией излучения в импульсе не менее 190 мДж и плотностью энергии лазерного излучения на вольфрамовой мишени не менее 2⋅108 Вт/см2, и образование вольфрамовой пленки толщиной по меньшей мере 100 нм на поверхности вольфрамовой пластины. Новым в способе является то, что на поверхность вольфрама воздействуют уже расплавленными наночастицами вольфрама размером до 3 нм, ускоренными электрическим полем до скорости выше 104 см/с. При этом упомянутые наночастицы образуются абляцией вольфрамовой мишени импульсами лазерного излучения длительностью (20-50) не с энергией излучения в импульсе не менее 190 мДж и плотностью энергии лазерного излучения на вольфрамовой мишени не менее 2⋅108 Вт/см2.
Обработка поверхности вольфрамовой пластины уже расплавленными и ускоренными электрическим полем до скорости выше 104 см/с наночастицами вольфрама размером до 3 нм приводит не только к упрощению процесса по сравнению с прототипом, но и к повышению стойкости вольфрамовой пластины к образованию микротрещин при интенсивных импульсных тепловых нагрузках. Данный эффект достигается за счет поверхностной пластичной деформации и изменения структуры зерен в слое у поверхности обрабатываемого вольфрама при воздействии на него ускоренными расплавленными наночастицами вольфрама. Обработка поверхности вольфрамовой пластины настоящим способом позволяет избежать распространения микротрещин на поверхности вольфрамовой пластины.
Настоящий способ упрочнения поверхности вольфрамовой пластины поясняется чертежом, где:
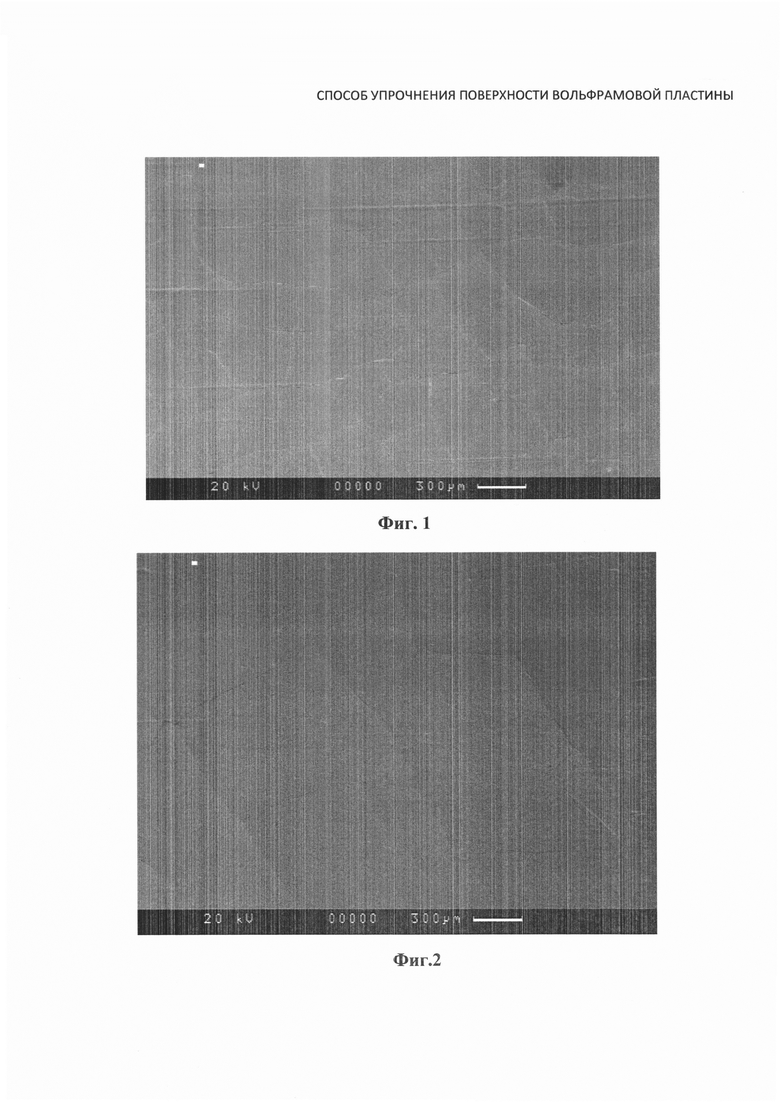
на фиг. 1 приведена микрофотография необработанной пластины вольфрама после ее тестирования на стенде плазменной пушки;
на фиг. 2 показана микрофотография обработанной настоящим способом пластины вольфрама после ее тестирования на стенде плазменной пушки;
Настоящий способ упрочнения поверхности вольфрамовой пластины осуществляют следующим образом. При лазерной абляции вольфрамовой мишени импульсами лазерного излучения поверхность мишени плавится, и из нее вылетают микрокапли расплавленного вольфрама. Также с мишени эродируются пары вольфрама, и в этих парах под действием лазерного излучения происходит оптический пробой, который создает плазму лазерного факела. Плазма лазерного факела разлетается по направлению от мишени к обрабатываемой пластине вольфрама. Микрокапли вольфрама в создаваемой плазме лазерного факела заряжаются до неустойчивого состояния и распадаются на расплавленные частицы размером до 3 нм. Расплавленные наночастицы вольфрама ускоряются электрическим полем до скоростей выше 104 см/с и вместе с потоком вольфрамовой плазмы наносятся на поверхность пластины вольфрама. На поверхности пластины вольфрама формируется пленка толщиной по меньшей мере 100 нм, при этом под воздействием ударов расплавленных наночастиц о поверхность обрабатываемой пластины вольфрама происходит дробеструйная обработка пластины, которая обеспечивает упрочнение пластины вольфрама и повышение ее стойкости к образованию микротрещин при высоких импульсных тепловых нагрузках.
Однако, если энергия излучения в импульсе будет меньше 190 мДж, а плотность мощности лазерного излучения будет меньше, чем 2⋅108 Вт/см2, то микрокапли не будут заряжаться до неустойчивого состояния и диспергироваться до расплавленных частиц нанометрового размера. Нанометровые частицы ускоряются в электрическом поле заряженных капель микронного размера, соответственно без эмиссии нанометровых частиц не будет происходить ускорения потока частиц и эффект дробеструйной обработки пропадает.
Если длительность импульса лазерного излучения будет меньше 20 не, то времени на зарядку и диспергирование капель микронного размера окажется недостаточно, соответственно в потоке частиц будет оставаться большое число крупных не разделившихся остатков микрокапель. Такие остатки будут создавать неоднородности в пленке, формируемой на обрабатываемой поверхности, а также препятствовать дробеструйной обработке поверхности. Тем самым ухудшается качество обработки, не происходит повышения стойкости обрабатываемого металла к высоким импульсным тепловым нагрузкам.
Если длительность импульса лазерного излучения будет больше 50 нс, то интенсивный поток ионов из плазмы лазерного факела будет перегревать нанокапли вольфрама и испарять существенную их долю прежде, чем поток нанокапель достигнет обрабатываемой поверхности.
Пример. Для экспериментальной проверки эффективности данного способа упрочнения вольфрамовой пластины для повышения ее стойкости к высоким импульсным тепловым нагрузкам были обработаны пластины вольфрама толщиной 3 мм и размерами 20×30 мм2. Для этого мишень из вольфрама облучалась излучением лазера Nd:YAG с длиной волны 1,06 мкм, длительностью импульса 26 не, с энергий в импульсе 200 мДж и частотой повторения импульсов 60 Гц. Излучение фокусировалось на поверхность мишени в пятно диаметром 1 мм. В процессе лазерной абляции с поверхности мишени эмитировались микрокапли вольфрама и заряжались в плазме лазерного факела до неустойчивого состояния. Зарядка микрокапель до неустойчивого состояния приводило к тому, что эти материнские капли эмитировали дочерние заряженные капли меньшего размера, которые также являлись неустойчивыми. Соответственно процесс носил каскадный характер. Дочерние капли ускорялись в электрическом поле материнских микрокапель. Оценки показывают, что каскадное деление останавливалось, когда размер капель достигал нескольких нанометров. При этом скорость наночастиц достигала 104 см/с. Исследования показали, что для микрокапель вольфрама каскадное деление прекращалось, когда размер частиц достигает примерно 3 нм. На пластины вольфрама воздействовали этими ускоренными наночастицами вольфрама, из которых формировались пленки толщиной 100 нм. Контроль толщины пленок осуществляли с помощью профилометра Ambios Technology ХР1. Тестирование образцов на их стойкость к образованию трещин при высоких импульсных тепловых нагрузках проводили на стенде плазменной пушки, позволяющем создавать на поверхности исследуемых вольфрамовых пластин импульсные тепловые нагрузки, подобные тем, которые возникают на диверторных пластинах термоядерных установок ИТЕР и ДЕМО в случае реализации периферийной неустойчивости. Облучение образцов, находящихся при комнатной температуре, проводилось сериями из 15 импульсов гелиевой плазмы длительностью 15 мкс каждый, при плотности потока энергии на поверхность образцов 35 ГВт/м2. Для выявления роли обработки образцов вольфрама настоящим способом одновременно с исследуемым образцом облучался образец-спутник, не подвергавшийся обработке настоящим способом. Анализ структуры образцов проводили по результатам измерений морфологии образцов на сканирующем микроскопе CamScan S4-90 FE. Было обнаружено, что на образцах, предварительно обработанных настоящим способом, число характерных трещин значительно меньше, чем на поверхности необработанных образцов вольфрама (фиг. 1, фиг. 2).
Таким образом, проведенные экспериментальные исследования показали, что в образцах, обработанных настоящим способом, интенсивность образования микротрещин в вольфрамовых пластинах при высоких тепловых нагрузках оказывается ниже, чем в пластинах вольфрама не подвергнутых обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАНОЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412108C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2633689C2 |
| Метод получения стабилизированных линейных цепочек углерода в жидкости | 2019 |
|
RU2744089C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ПЛЕНОК ИЗ КОЛЛОИДНЫХ РАСТВОРОВ НАНОЧАСТИЦ БЛАГОРОДНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ, ПОЛУЧЕННЫХ МЕТОДОМ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ АБЛЯЦИИ ДЛЯ СПЕКТРОСКОПИИ УСИЛЕННОГО КОМБИНАЦИОННОГО РАССЕЯНИЯ | 2022 |
|
RU2789995C1 |
| СПОСОБ СОЗДАНИЯ ФОТОКАТОДА ДЛЯ ПОЛУЧЕНИЯ ВОДОРОДА | 2022 |
|
RU2804328C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ВЫСОКОГО КАЧЕСТВА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ВЫСОКОГО КАЧЕСТВА | 2007 |
|
RU2435871C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОРАЗМЕРНЫХ ЧАСТИЦ, НАНОСТРУКТУИРОВАНИЯ, УПРОЧНЕНИЯ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2417155C2 |
| Способ получения аморфного наноструктурированного алмазоподобного покрытия | 2020 |
|
RU2760018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА | 2012 |
|
RU2502151C1 |
| СПОСОБ ПОЛУЧЕНИЯ КВАНТОВЫХ ТОЧЕК | 2023 |
|
RU2824336C1 |
Изобретение относится к обработке и упрочнению поверхности вольфрамовой пластины, подвергающейся интенсивным тепловым нагрузкам, в частности, в установках термоядерного синтеза, в которых вольфрам используют в качестве материала первой стенки и пластин дивертора. Проводят воздействие на поверхность вольфрамовой пластины вольфрамовыми наночастицами, ускоренными электрическим полем, и образование вольфрамовой пленки толщиной по меньшей мере 100 нм на поверхности вольфрамовой пластины. В качестве вольфрамовых наночастиц используют расплавленные вольфрамовые наночастицы размером до 3 нм, ускоренные электрическим полем до скорости выше 104 см/с. Упомянутые вольфрамовые частицы получают абляцией вольфрамовой мишени импульсами лазерного излучения длительностью (20-50) нс, с энергией излучения в импульсе не менее 190 мДж и плотностью энергии лазерного излучения на вольфрамовой мишени не менее 2⋅108 Вт/см2. Обеспечивается упрощение образования вольфрамовой пленки на поверхности вольфрамовой пластины и снижение вероятности образования микротрещин на ней при воздействии импульсных тепловых нагрузок. 2 ил., 1 пр.
Способ упрочнения поверхности вольфрамовой пластины, включающий воздействие на поверхность вольфрамовой пластины вольфрамовыми наночастицами, ускоренными электрическим полем, и образование вольфрамовой пленки толщиной по меньшей мере 100 нм на поверхности вольфрамовой пластины, отличающийся тем, что в качестве вольфрамовых наночастиц используют расплавленные вольфрамовые наночастицы размером до 3 нм, ускоренные электрическим полем до скорости выше 104 см/с, при этом упомянутые вольфрамовые частицы получают абляцией вольфрамовой мишени импульсами лазерного излучения длительностью (20-50) нс, с энергией излучения в импульсе не менее 190 мДж и плотностью энергии лазерного излучения на вольфрамовой мишени не менее 2⋅108 Вт/см2.
| WO 2008090662 A1, 13.05.2010 | |||
| RU 24356871 C2, 10.12.2011 | |||
| Способ локального упрочнения стальных изделий | 1990 |
|
SU1744146A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСАЖДЕННЫХ НА НОСИТЕЛЕ НАНОЧАСТИЦ МЕТАЛЛА ИЛИ ПОЛУПРОВОДНИКА | 2008 |
|
RU2380195C1 |

