СП
с

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОВЕРХНОСТНОГО СЛОЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2010 |
|
RU2440874C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| Способ восстановления цилиндрических длинномерных изделий | 1989 |
|
SU1764968A1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2698001C1 |
Использование: способ позволяет упрочнять металлообрабатывающий инструмент посредством лазерного излучения. Сущность изобретения: способ включает электроискровое легирование поверхности тугоплавкими соединениями с коэффициентом теплопроводности 0,01-0,02 кал/см.с.град и последующую лазерную обработку с оплавлением при плотности энергии лазерного импульса 1,0-1,5 ,Дж/мм2, частоте следования импульсов 20-25 Гц и длительности импульса (2-4) с. 6 табл.
Изобретение относится к машиностроению, может найти применение в инструментальном производстве и предназначено для локального упрочнения рабочих поверхностей инструмента из инструментальных сталей посредством лазерного излучения. Кроме того, предлагаемый способ может быть использован при упрочнении трущихся поверхностей деталей машин.
Известен способ упрочнения металлообрабатывающего инструмента за счет легирования его рабочих поверхностей тугоплавкими соединениями с помощью луча лазера при введении порошка тугоплавкого соединения в зону обработки свободной насыпкой.
Недостатком известного способа является большой расход порошка легирующего тугоплавкого соединения.
Указанный недостаток обусловлен тем, что при свободной насыпке не обеспечивается равномерность распределения легирующего соединения на обрабатываемой поверхности, а в результате ударной волны, генерируемой импульсным воздействием лазерного излучения, происходит разбрасывание легирующего порошка из зоны лазерной обработки.
Наиболее близким к предлагаемому является способ локального упрочнения стальных изделий преимущественно метал- лобрабатывающего инструмента, включающий электроискровое легирование поверхности тугоплавкими соединениями и
I
Ј о
последующую лазерную обработку с оплавлением.
Однако при лазерном оплавлении глубина упрочнения (зона термического влияния лазерного луча) имеет незначительные размеры. Недостаток обусловлен отводом тепла из зоны лазерного облучения в холодную массу инструмента вследствие большей теплопроводности покрытия по сравнению с инструментальной основой, тем самым уменьшая глубину проникновения изотермы фазовых превращений, Кроме того, оплавление композиции покрытие - инструментальная основа ведут на повышенных энергетических режимах лазерного излучения, что не позволяет повысить производительность обработки путем увеличения частоты следования импульсов.
Цель изобретения - интенсификация процесса и увеличение производительности.
Поставленная цель достигается гем, что в качестве тугоплавких соединений для легирования используют соединения с коэффициентом теплопроводности у (0,010-0,020) кал/см- с- град, а лазерную обработку проводят при плотности энергии лазерного импульса Ер (1,0-1.5) Дж/мм2, частоте следования импульсов f (20-25) Гц и длительности импульса тп (2-4)- 10 с.
Способ осуществляют следующие образом.
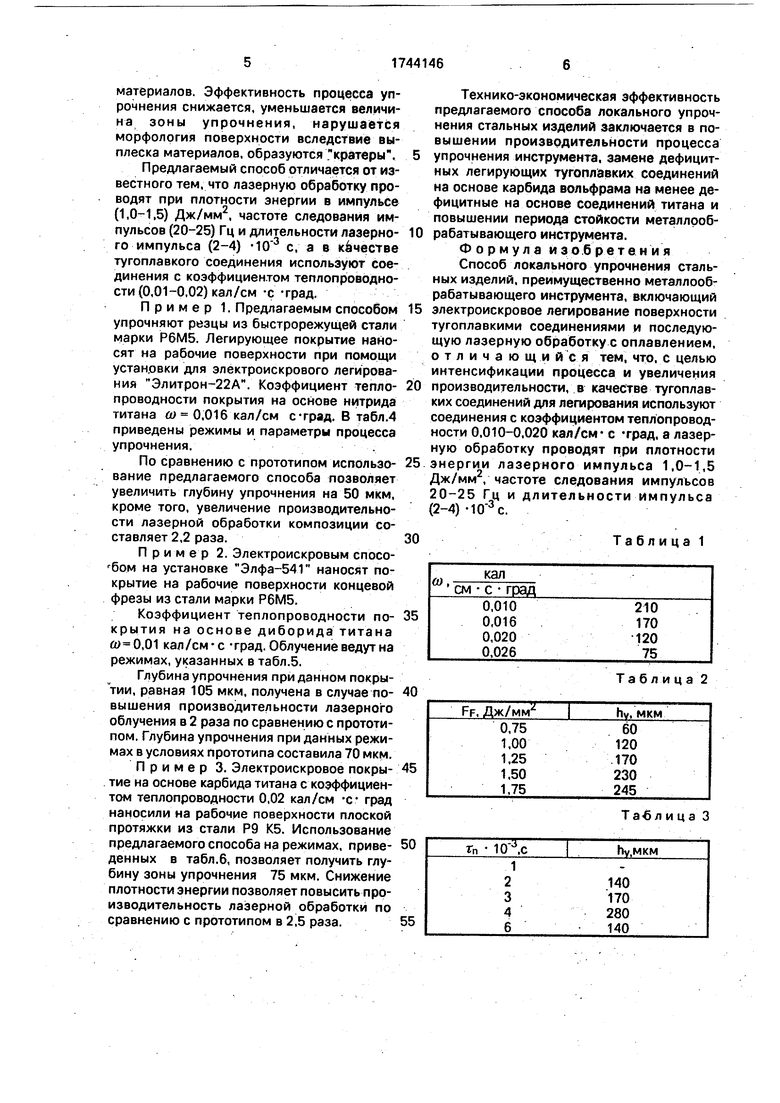
На рабочие поверхности металлообрабатывающего инструмента (например, фрезы из инструментальных сталей) методом электроискрового легирования наносят покрытие на основе тугоплавкого соединения с коэффициентом теплопроводности (0,010-0,020) кал/см -с трэд. Образуется композиция из двух разнородных материалов, при этом коэффициент теплопроводности инструментальной основы йЈ 0,065 кал/см -с трэд. Наличие менее теплопроводного покрытия при лазерном облучении приводит к повышению температуры поверхности композиции вследствие затрудненного теплоотвода в массу инструмента. Поэтому в сравнении с прототипом, где коэффициент теплопроводности покрытия шз (0,13-0,09) кал/см- с- град, в предла а- емом способе зона термического влияния, т.е. глубина зоны упрочнения, имеет большие размеры. Влияние значения коэффици- ента теплопроводности на глубину упрочнения hy при средних значениях энергетических и временных режимах лазерного излучения представлены в табл.1.
Применение покрытия с коэффициентом теплопроводности более значения 0,02
кал/см -с трэд приводит к снижению глубины за счет теплоотвода. Глубина hy 75 мкм не достаточна для существенного повышения стойкости инструмента. Тугоплавких
соединений с а) меньших значения 0,01 кал/см с град в литературе не обнаружено. Производительность лазерной обработки увеличивается за счет повышения частоты следования импульсов до значений f (2025) Гц. Это становится возможным в связи с тем, что заданную глубину упрочнения получают при плотности энергии Ер (1.0-1,5) Дж/мм . Данный интервал Ер объясняется следующим (табл.2). При Ер 0,75 Дж/мм2
мощность теплового источника мала, глубина упрочнения hy 60 мкм недостаточна для повышения стойкости инструмента.
Увеличение Ер более значения 1,5 Дж/мм2 приводит к незначительному росту
глубины зоны упрочнения, но вследствие значительного разогрева поверхности и сильных термокапиллярных явлений ухудшается морфология поверхности, образуются кратеры от выплеска металла. В этом
заключается один из существенных признаков отличия предлагаемого способа от прототипа. При указанных значениях частоты f и плотности энергии Ер нестабильность (падение) энергии импульса не превышает
10%. В прототипе лазерную обработку ведут на повышенных режимах и увеличение 4 частоты более значения f 15 Гц приводит к падению энергии на 20-25% от номинала. В предлагаемом способе превышение частоты f значений 25 Гц (например, 30 Гц) приведет к тому, что процесс упрочнения не будет осуществляться в полной мере вследствие падения энергии лазерного излучения в импульсе.
Длительность лазерного импульса гп (2-4) с обусловлена технологическими возможностями установок типа Квант. Использование импульсов длительностью менее с приводит к тому, что процесс
упрочнения будет невозможен или глубина зоны упрочнения будет иметь незначительную величину вследствие малого теплового воздействие. Для получения заданной глубины упрочнения следует увеличивать плотность энергии, что приведет к снижению производительности обработки. Использование импульсов длительностью (2-4) с создает возможность получить зону упрочнения достаточной глубины (табл.3).
Дальнейшее увеличение длительности при неизменном значении плотности энергии приведет к возникновению на поверхностикомпозициитемператур, соответствующих температурам испарения
материалов. Эффективность процесса упрочнения снижается, уменьшается величина зоны упрочнения, нарушается морфология поверхности вследствие выплеска материалов, образуются кратеры.
Предлагаемый способ отличается от известного тем. что лазерную обработку проводят при плотности энергии в импульсе (1,0-1,5) Дж/мм , частоте следования импульсов (20-25) Гц и длительности лазерно- го импульса (2-4) с, а в качестве тугоплавкого соединения используют соединения с коэффициентом теплопроводности (0,01-0,02) кал/см -с -град.
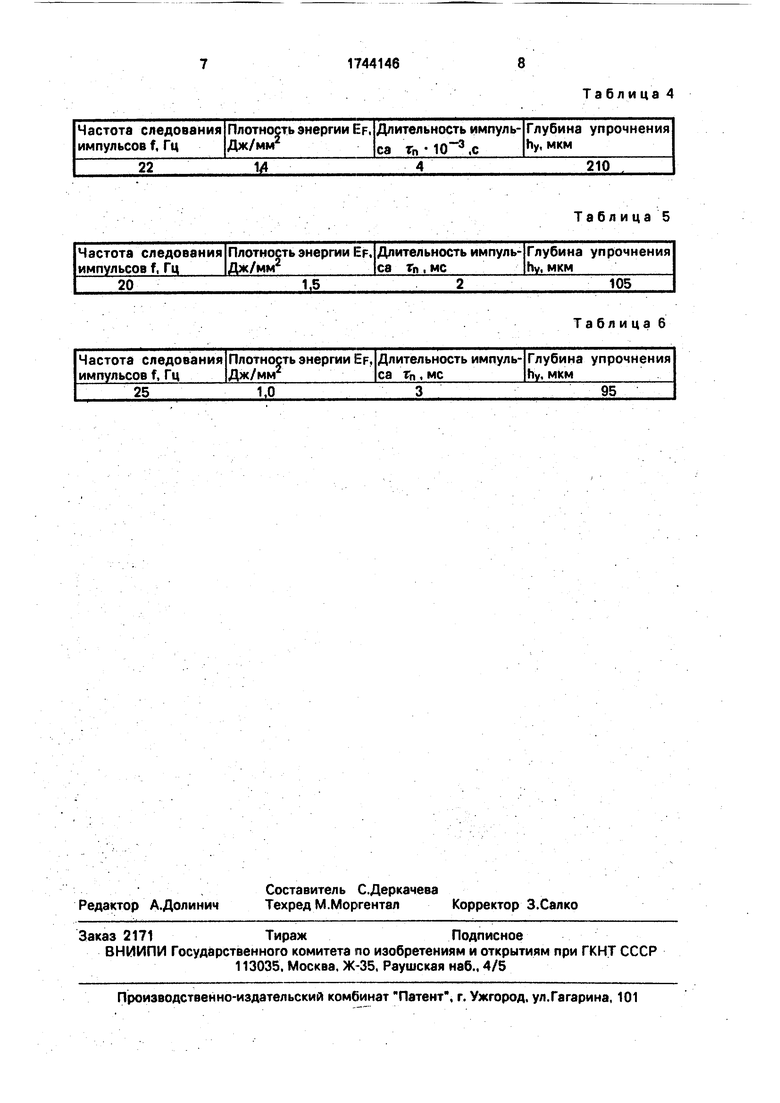
Пример 1. Предлагаемым способом упрочняют резцы из быстрорежущей стали марки Р6М5. Легирующее покрытие наносят на рабочие поверхности при помощи установки для электроискрового легирования Элитрон-22А. Коэффициент тепло- проводности покрытия на основе нитрида титана ш 0.016 кал/см страд. В табл.4 приведены режимы и параметры процесса упрочнения.
По сравнению с прототипом испольэо- вание предлагаемого способа позволяет увеличить глубину упрочнения на 50 мкм, кроме того, увеличение производительности лазерной обработки композиции составляет 2,2 раза.
Пример 2. Электроискровым способом на установке Элфа-541 наносят покрытие на рабочие поверхности концевой фрезы из стали марки Р6М5.
Коэффициент теплопроводности по- крытия на основе диборида титана ш 0,01 кал/см с трэд. Облучение ведут на режимах, указанных в табл.5.
Глубина упрочнения при данном покрытии, равная 105 мкм, получена в случае по- вышения производительности лазерного облучения в 2 раза по сравнению с прототипом. Глубина упрочнения при данных режимах в условиях прототипа составила 70 мкм.
Пример 3. Электроискровое покры- тие на основе карбида титана с коэффициентом теплопроводности 0,02 кал/см -с град наносили на рабочие поверхности плоской протяжки из стали Р9 К5. Использование предлагаемого способа на режимах, приве- денных в табл.6, позволяет получить глубину зоны упрочнения 75 мкм. Снижение плотности энергии позволяет повысить производительность лазерной обработки по сравнению с прототипом в 2,5 раза.
Технико-экономическая эффективность предлагаемого способа локального упрочнения стальных изделий заключается в повышении производительности процесса упрочнения инструмента, замене дефицитных легирующих тугоплавких соединений на основе карбида вольфрама на менее дефицитные на основе соединений титана и повышении периода стойкости металлообрабатывающего инструмента.
Формула изобретения Способ локального упрочнения стальных изделий, преимущественно металлообрабатывающего инструмента, включающий электроискровое легирование поверхности тугоплавкими соединениями и последующую лазерную обработку с оплавлением, отличающийся тем, что, с целью интенсификации процесса и увеличения производительности, в качестве тугоплавких соединений для легирования используют соединения с коэффициентом теплопроводности 0,010-0,020 кал/см- с -град, а лазерную обработку проводят при плотности энергии лазерного импульса 1,0-1,5 Дж/мм2, частоте следования импульсов 20-25 Гц и длительности импульса (2-4) -10 3с.
Таблица 1
Таблица 2
Таблица 3
Таблица 4
Таблица 5
Таблица 6
| Бровер Г.И., Федосиенко С.С | |||
| и др | |||
| Структура и свойства поверхностных слоев инструментальных сталей после лазерного комплексного легирования, В кн | |||
| Прогрессивные методы термической обработки в тракторном и сельскохозяйственном машиностроении | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
