Область техники, к которой относится изобретение
Настоящее изобретение относится к поэтапному производству полиэтиленовых пакетов.
Уровень техники
До настоящего времени было разработано и предложено устройство для поэтапного производства пластиковых пакетов, имеющих участки боковой складки и участок с молнией, вставляемые в складываемые два слоя основного участка, как раскрыто в выложенной заявке Японии №010055, 2004. В данном устройстве полотна основного материала складываются в два слоя и подаются в продольном направлении. Лист материала боковой складки складывается пополам и подается для размещения по ширине полотен основного материала. Полотно материала молнии подается для расположения по длине полотен основного материала, лист материала боковой складки и полотно материала молнии вставляются между слоями основного материала. Кроме того, слои основного материала соединяются тепловой сваркой с полотном материала молнии в продольном направлении устройством продольной сварки после вставки листа материала боковой складки и полотна материала молнии. Слои основного материала далее тепловой сваркой соединяются друг с другом по длине полотен основного материала устройствами продольной сварки таким образом, что соединенный продольно участок может быть сформирован по длине полотен основного материала. Слои основного материала далее соединяются тепловой сваркой с листом материала боковой складки по ширине полотен основного материала устройством поперечной сварки таким образом, что сваренные поперечно участки могут формироваться по ширине полотен основного материала. Соответственно полиэтиленовый пакет включает участки боковых складок, формируемые листами материала боковой складки, и участок молнии, формируемый полотном материала молнии, которые вставляются в слои основного участка, формируемого полотнами основного материала. Полиэтиленовый пакет далее включает верхнюю кромку, формируемую продольно сваренным участком, и боковые кромки, формируемые поперечно сваренными участками.
Также известно устройство для поэтапного производства полиэтиленовых пакетов, каждый из которых включает участки боковых складок и участок донной складки, как раскрыто в выложенной заявке Японии №254984, 2000. В данном устройстве помимо листа материала боковой складки, продолжающегося по ширине полотен основного материала, имеется полотно материала донной складки по длине полотен основного материала, лист материала боковой складки и полотно материала донной складки вкладываются между слоями основного материала. Слои основного материала свариваются тепловой сваркой с полотном материала донной складки по длине полотен основного материала устройствами продольной сварки таким образом, что сваренные в длину участки могут формироваться по длине полотен основного материала. Слои основного материала соединяются тепловой сваркой с листом материала боковой складки по ширине полотен основного материала устройством поперечной сварки таким образом, что сваренные поперечно участки могут формироваться в ширину полотен основного материала. Соответственно полиэтиленовый пакет включает участки боковых складок, формируемые листами материала боковой складки, и участок донной складки, формируемый полотном материала донной складки, которые вставляются в слои основного участка, формируемого полотнами основного материала. Полиэтиленовый пакет далее включает донную кромку, формируемую продольными сваренными участками, и боковые кромки, формируемые поперечно сваренными участками.
Недавно возникла потребность в устройстве поэтапного изготовления полиэтиленовых пакетов, каждый из которых имеет большой объем и включает участки боковых складок, и молнию, или участок донной складки. Однако в устройствах, указанных в данных публикациях, листы материала боковой складки продолжаются в ширину полотен основного материала. Кроме того, слои основного материала соединяются тепловой сваркой с листом материала боковой складки по ширине полотен основного материала устройством поперечной сварки таким образом, что сваренные поперечно участки могут формироваться в ширину полотен основного материала. Полиэтиленовый пакет включает боковые кромки, сформированные поперечно сваренными участками. Таким образом, полиэтиленовый пакет имеет высоту в направлении, которое является не продольным, а поперечным направлением полотен основного материала. В связи с этим полотна основного материала должны быть широкими, чтобы один за другим производить полиэтиленовые пакеты, каждый из которых имеет большой объем. Однако в устройстве трудно манипулировать широкими полотнами основного материала. Например, в целом, полотна основного материала подаются в длину подающими роликами и через направляющие ролики. В данном случае подающие и направляющие ролики должны иметь длины, соответствующие значениям ширины полотен основного материала, которые широкие, что проблематично с точки зрения устойчивости.
Кроме того, в устройстве полотно основного материала может подаваться одним роликом и разрезаться продольно по центральной линии на два полотна основного материала, далее полотна основного материала складываются в два слоя, как описано в выложенной заявке Японии №158057, 2001. Полотно основного материала может иметь рисунок, напечатанный на нем перед продольной резкой. В данном случае полотна основного материала можно далее складывать в два слоя после продольной резки без смещения рисунка между слоями основного материала. Однако данный метод нельзя применять к полиэтиленовым пакетам, имеющим высокую конструкцию, по причине того, что полотно основного материала слишком широкое до продольной резки. Соответственно полотна основного материала должны подаваться двумя роликами и складываться в два слоя, что приводит к разнице хода слоев основного материала. Разница накапливается постепенно, приводя к сдвигу рисунка между слоями основного материала.
Таким образом, целью данного изобретения является предложение устройства, которое может друг за другом изготавливать полиэтиленовые пакеты, каждый из которых имеет высокую конструкцию и включает участки боковых складок, вставленные в складывающиеся слои основного участка без использования широких полотен основного материала.
Существо изобретения
В соответствии с данным изобретением устройство включает механизм подачи основного материала, которым полотна основного материала складываются в два слоя и подаются в продольном направлении. Устройство далее включает механизм подачи материала боковой складки, которым полотна материала боковой складки сгибаются пополам и подаются вдоль полотен основного материала. Полотна материала боковой складки находятся напротив друг друга на расстоянии ширины полотен основного материала. Полотна материала боковой складки распределяются так, что каждый из них имеет определенную длину. Листы материала боковой складки находятся друг от друга на расстоянии, равном длине полотен основного материала. Листы материала боковой складки вкладываются между слоями основного материала. Кроме того, данное устройство включает устройство продольной сварки, которое тепловой сваркой соединяет слои основного материала с листами материала боковой складки по длине полотен основного материала после того, как листы материала боковой складки вставляются таким образом, чтобы продольно сваренные участки могли формироваться по длине полотен основного материала. Полиэтиленовый пакет включает участки боковых складок, формируемые листами материала боковой складки и вставленные в слои основного участка, формируемого полотнами основного материала. Полиэтиленовый пакет далее включает боковые кромки, формируемые продольно сваренными участками.
В предпочтительном осуществлении полотна материала боковой складки подаются на одно из полотен основного материала до того, как полотна основного материала складываются в два слоя. Листы материала боковой складки вставляются между слоями основного материала, когда полотна основного материала складываются в два слоя.
После подачи полотна материала боковой складки распределяются.
Полотна материала боковой складки можно распределить и перед подачей. Полотна материала боковой складки далее подаются на одно из полотен основного материала.
Кроме того, данное устройство включает механизм подачи молний, которым лист материала молнии подается на одно из полотен основного материала по ширине основного материала таким образом, что лист материала молнии можно располагать между листами материала боковой складки. Лист материала молнии вставляется между слоями основного материала, когда полотна основного материала складываются в два слоя. Данное устройство далее включает устройство поперечной сварки, которое тепловой сваркой соединяет слои основного материала с листом материала молнии по ширине полотен основного материала после вставки листов материала боковой складки и листа материала молнии. Полиэтиленовый пакет включает участок молнии, формируемый листом материала молнии.
Кроме того, данное устройство включает устройство поперечной сварки, которое соединяет тепловой сваркой слои основного материала друг с другом по ширине полотен основного материала после вставки листов материала боковой складки и листа материала молнии таким образом, что участок поперечной сварки может формироваться по ширине полотен основного материала. Полиэтиленовый пакет включает верхний край, формируемый поперечно участком поперечной сварки.
Данное устройство может включать механизм подачи донной складки, который подает лист материала донной складки и вставляет его между слоями основного материала для продолжения по ширине полотен основного материала таким образом, чтобы лист материала донной складки можно было бы соединять с листами материала боковой складки. Данное устройство далее включает устройство поперечной сварки, которое соединяет тепловой сваркой слои основного материала с листом материала донной складки по ширине полотен основного материала после того, как листы материала боковой складки и лист материала донной складки вставляются таким образом, что поперечно сваренные участки могут формироваться по ширине полотен основного материала. Полиэтиленовый пакет включает участок донной складки, формируемый материалом листа донной складки, и донный край, формируемый поперечно сваренными участками.
Кроме того, данное устройство включает режущий механизм, который отрезает слои основного материала по ширине полотен основного материала после соединения тепловой сваркой.
Краткое описание чертежей
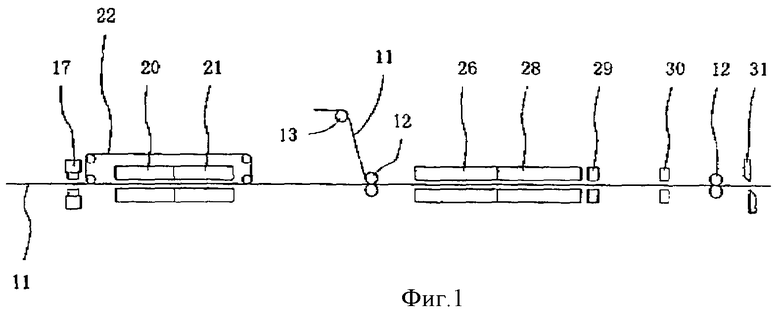
На фиг.1 показан вид сбоку предпочтительного осуществления данного изобретения.
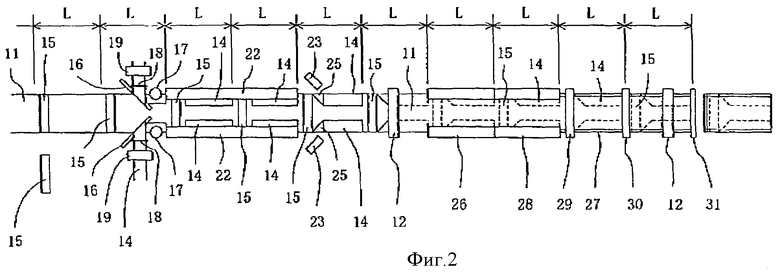
На фиг.2 показан вид в плане устройства фиг.1.
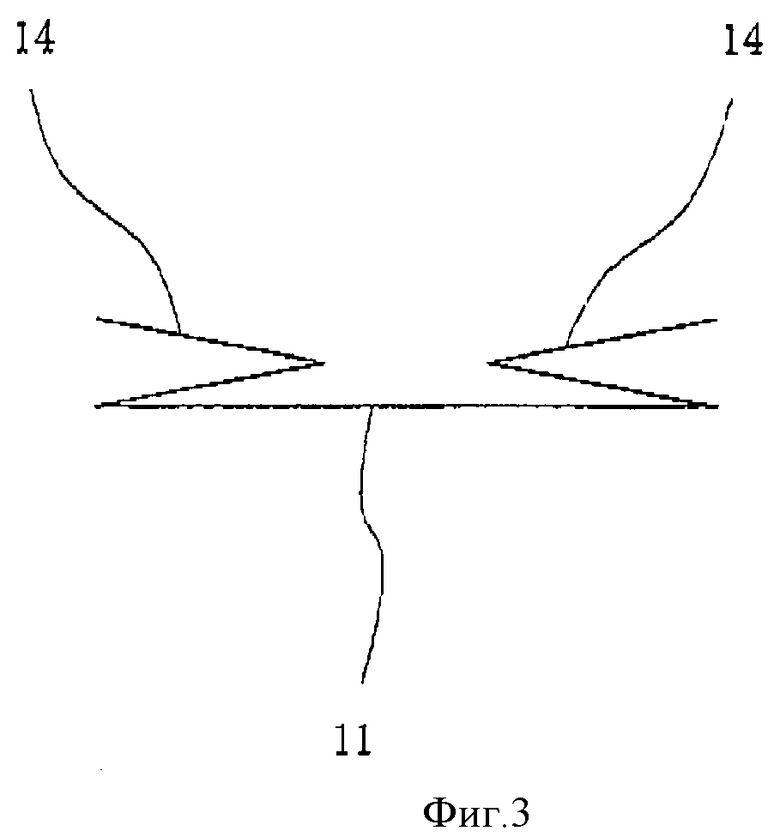
На фиг.3 показан вид в разрезе полотна основного материала и полотен материала боковой складки фиг.1.
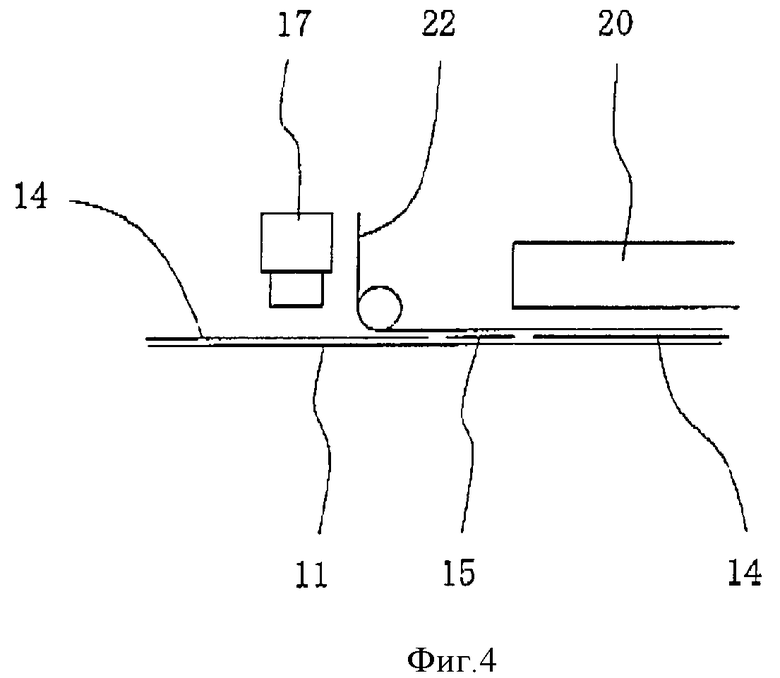
На фиг.4 показан увеличенный вид взаимного расположения полотна материала боковой складки и листа тефлона.
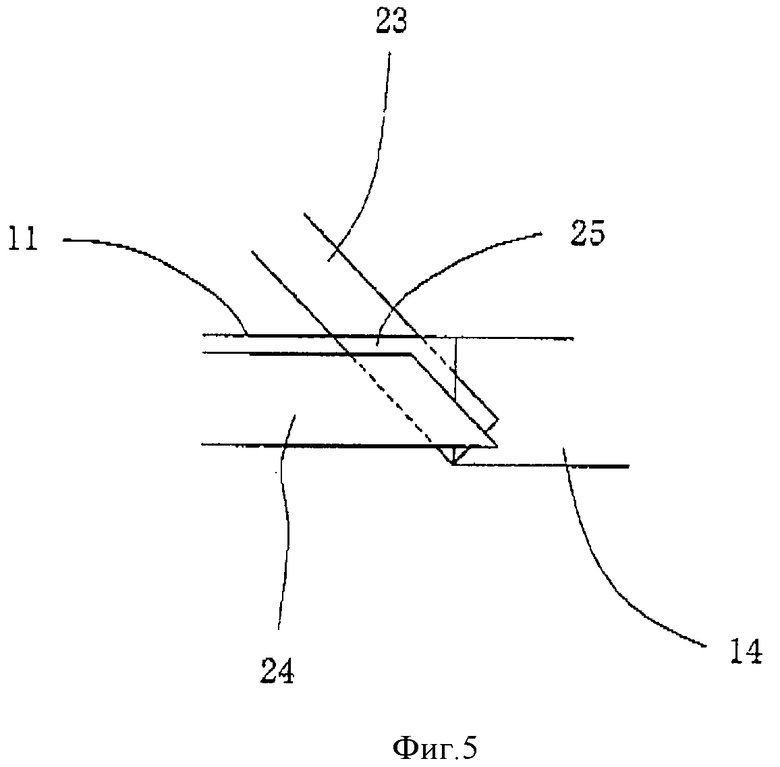
На фиг.5 показан увеличенный вид взаимного расположения полотна материала боковой складки, направляющей планки и лопатки.
На фиг.6 показан вид в вертикальном разрезе полиэтиленового пакета, полученного устройством.
На фиг.7 показан вид с деталировкой полиэтиленового пакета.
На фиг.8 показан вид в плане другого осуществления изобретения.
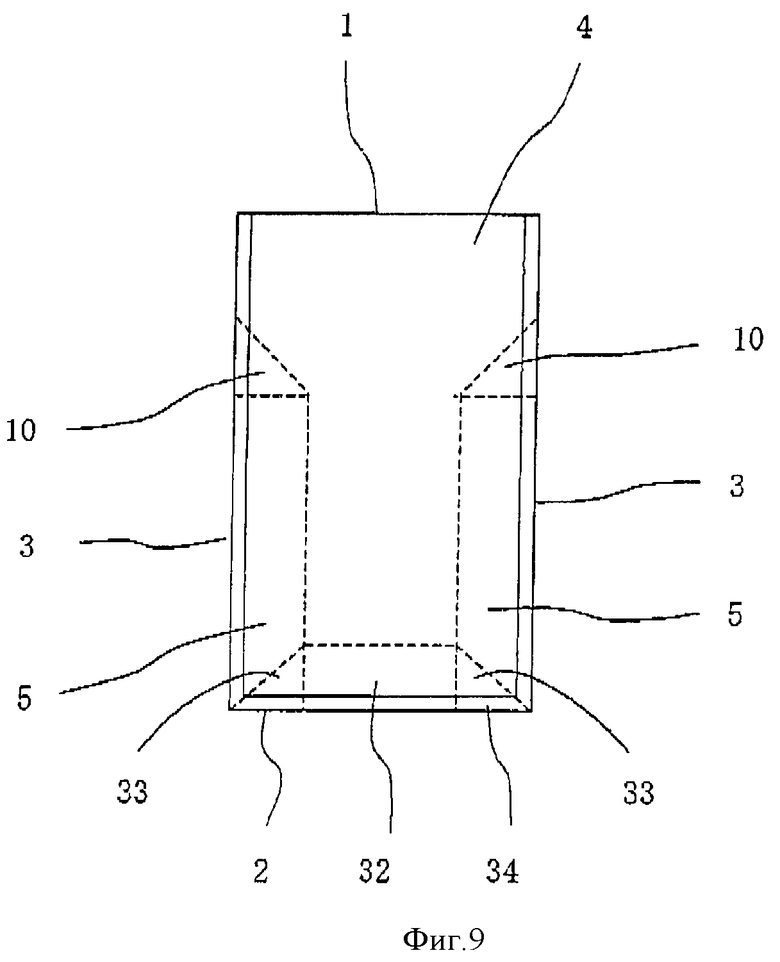
На фиг.9 показан вид в вертикальном разрезе другого полиэтиленового пакета.
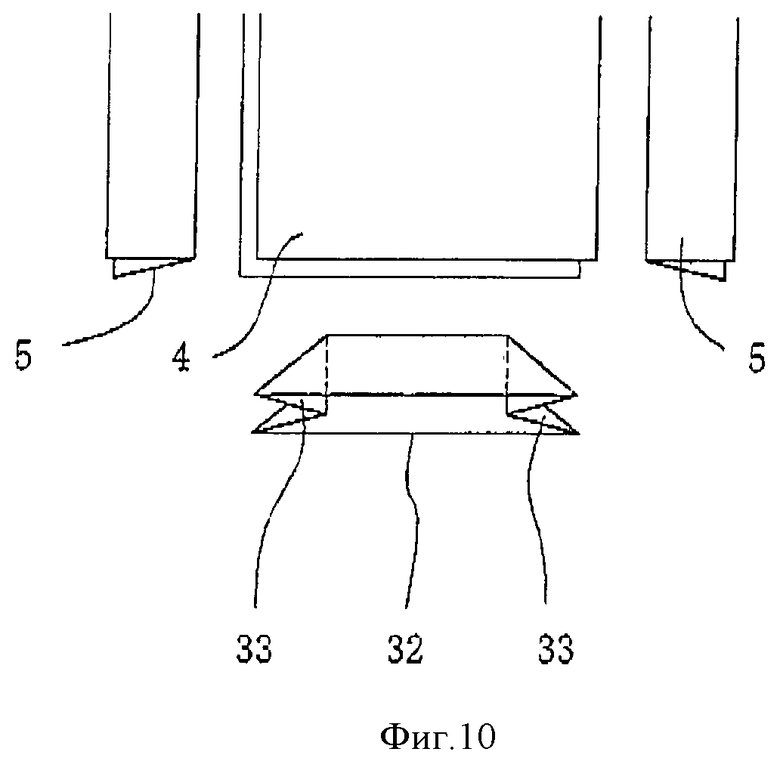
На фиг.10 показан вид с деталировкой полиэтиленового пакета.
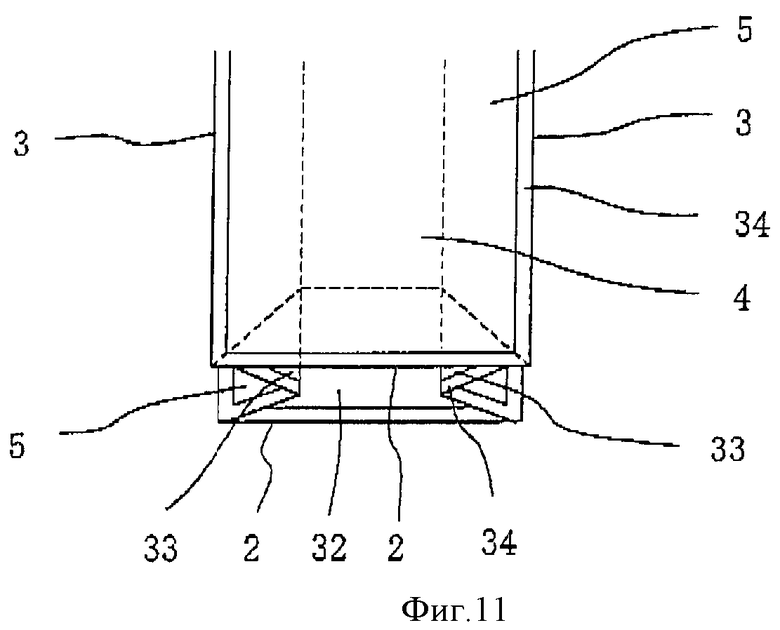
На фиг.11 показан вид в перспективе полиэтиленового пакета.
Осуществление изобретения
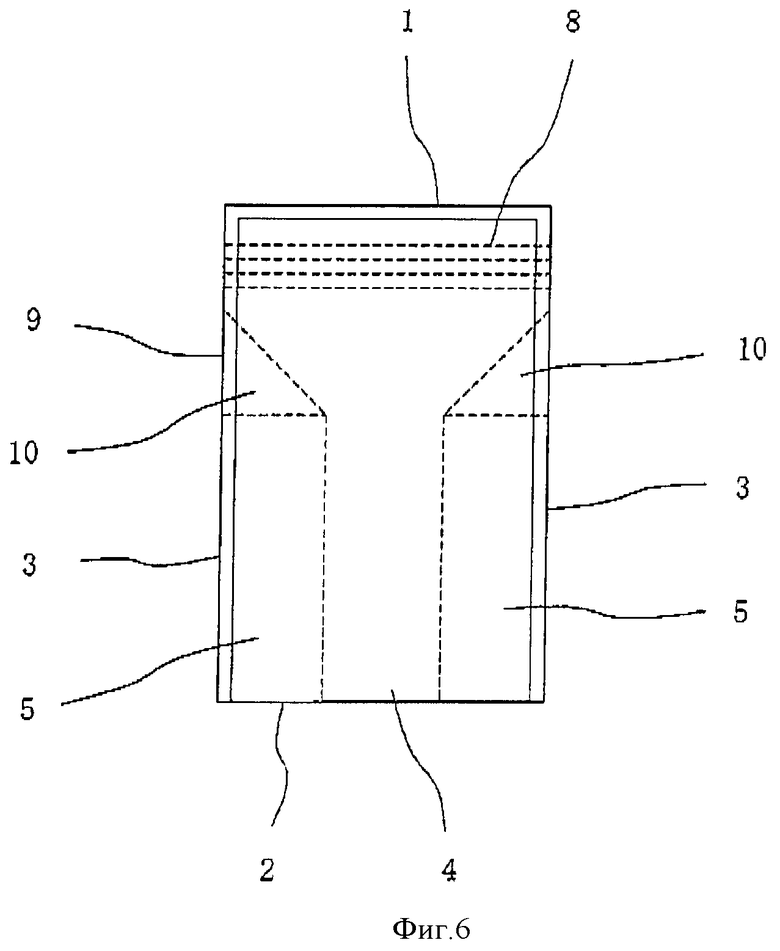
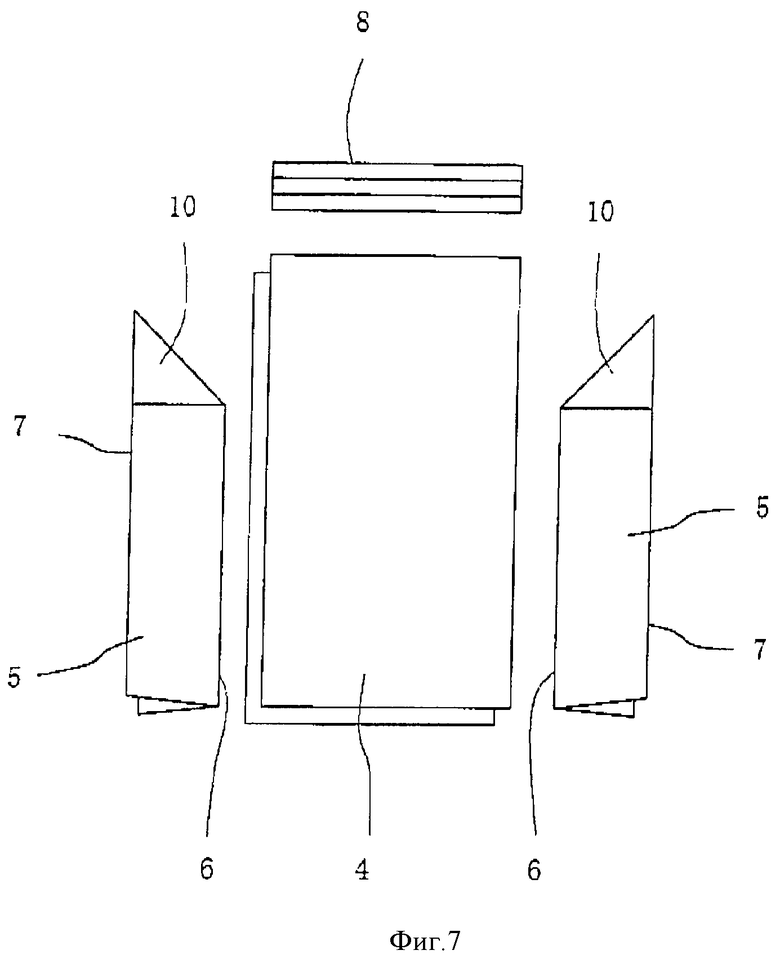
На фиг.1 показано устройство для поэтапного производства полиэтиленовых пакетов в соответствии с данным изобретением, каждый из которых имеет прямоугольную форму и увеличенный объем и включает верхнюю кромку 1, донную кромку 2 и боковую кромку 3, как показано на фиг.6. Полиэтиленовый пакет далее включает сложенные слои основного участка 4. Кроме того, полиэтиленовый пакет включает участки боковых складок 5, вставленные в слои основного участка 4 и продолжающиеся вдоль боковых кромок 3 полиэтиленового пакета, как в случае полиэтиленового пакета в публикации выложенной японской заявки №010055, 2004. Каждый из участков боковых складок 5 складывается пополам и вставляется между слоями основного участка 4. Таким образом, участок боковой складки 5 имеет сложенную внутреннюю кромку 6 и открытые наружные кромки 7, как показано на фиг.7. Полиэтиленовый пакет далее включает участок молнии 8, расположенный вдоль верхней кромки 1 полиэтиленового пакета и вставленный между слоями основного участка 4. Слои основного участка 4 соединяются тепловой сваркой с участками боковых складок 5 и тепловой сваркой друг с другом таким образом, что соединенные тепловой сваркой участки 9 формируются вдоль боковых кромок 3 и верхней кромки 1 полиэтиленового пакета. Слои основного участка 4 далее соединяются тепловой сваркой с участком молнии 8. Участок молнии 8 является участком застежки и используется непосредственно для этого. Он включает наружную часть, формируемую как единое целое с лентой и вставленную во внутреннюю часть, которая также сформирована как единое целое с лентой. Слои основного участка 4 соединяются тепловой сваркой соответственно с лентами наружной и внутренней частей.
В полиэтиленовом пакете каждый слой основного участка 4 и участки боковых складок 5 содержат многослойную пленку, состоящую из материала-основы и герметизирующего материала. Слои основного участка 4 имеют внутренние поверхности, формируемые герметизирующим материалом, и наружные поверхности, формируемые материалом-основой. Участки боковых складок 5 имеют наружные поверхности, формируемые герметизирующим материалом, и внутренние поверхности, формируемые основным участком в процессе складки пополам, как в случае полиэтиленового пакета в публикации выложенной заявки Японии №010055, 2004.
В полиэтиленовом пакете каждый из участков боковых складок 5 имеет противоположные конечные участки, один из которых складывается наискосок вдоль сложенной линии, когда она складывается пополам в месте рядом с участком молнии 8. Таким образом, получается треугольный лоскут 10, формируемый конечной частью, для образования треугольника, имеющего гипотенузу, образованную сложенной линией. Треугольник имеет вершину, образованную пересечением конечной кромки участка боковой складки 5 и сложенной внутренней кромки 6. Слои основного участка 4, участок боковой складки 5 и треугольный лоскут 10 соединяются тепловой сваркой соответственно вдоль боковой кромки 3 полиэтиленового пакета. Слои основного участка 4 и участок боковой складки 5 должны, таким образом, быть закрыты друг на друга с прочностью сварки, достаточной для предотвращения утечки из конечной части участка боковой складки 5, как и в случае полиэтиленового пакета в выложенной заявке Японии №010055, 2004.
Устройство для поэтапного изготовления полиэтиленовых пакетов включает механизм подачи основного материала, которым полотна основного материала 11 складываются в два слоя и подаются продольно. Механизм подачи основного материала содержит подающие ролики 12. Одно из полотен основного материала 11 направляется на подающие ролики 12. Другое полотно основного материала 11 направляется на подающие ролики 12 через направляющий ролик 13 так, что данные полотна основного материала 11 складываются в два слоя. Подающие ролики 12 вращаются с перерывами через некоторое число оборотов так, что полотна основного материала 11 могут подаваться прерывисто на длину L, как показано на фиг.2. Полиэтиленовый пакет имеет длину, соответствующую расстоянию L.
Устройство далее включает механизм подачи материала боковой складки, который складывает пополам полотна материала боковой складки 14 и подает ее к основному материалу 11. Полотна материала боковой складки 14 находятся напротив друг друга на расстоянии ширины полотен основного материала 11 и вставляются между слоями основного материала 11. Механизм подачи материала боковой складки включает средства разделения материала боковой складки 14, которым полотна материала боковой складки 14 разделяются на листы материала боковой складки, каждый из которых имеет длину. Листы материала боковой складки 14 находятся на расстоянии длины полотен основного материала 11 друг от друга.
В данном осуществлении пара полотен материала боковой складки 14 предварительно складывается и подается на одно из полотен основного материала 11 до того, как полотна основного материала 11 складываются в два слоя. Полотна материала боковой складки 14 разделяются на листы материала боковой складки после подачи полотен материала боковой складки 14. Кроме того, устройство включает механизм подачи молний, который подает лист материала молнии 15 на одно из полотен основного материала 11 для продолжения по ширине полотен основного материала 11 таким образом, чтобы лист материала молнии 15 можно было расположить между листами материала боковой складки 14.
Например, полотна основного материала 11 содержат верхнее и нижнее полотна, сложенные в два слоя. Полотна материала боковой складки 14 направлены по ширине нижнего полотна основного материала 11 на противоположных сторонах нижнего полотна основного материала 11. Механизм подачи материала боковой складки содержит пару реек 16 для сгиба, расположенных и закрепленных над нижним полотном основного материала 11 таким образом, что полотна материала боковой складки 14 зацепляются с рейками 16. Рейки 16 имеют наклон под углом 45° относительно полотна материала боковой складки 14. Таким образом, полотна материала боковой складки 14 направляются рейками 16 с изменением направления на наклон под углом 90°, а затем подаются и укладываются на нижнее полотно основного материала 11 для хода по длине полотен основного материала 11. Полотна материала боковой складки 14 расположены в положениях, соответствующих боковым кромкам полотен основного материала 11, для хода вдоль боковых кромок полотен основного материала 11. Таким образом, следует понимать, что полотна материала боковой складки 14 находятся друг напротив друга на расстоянии ширины полотен основного материала 11. Полотна материала боковой складки 14 расположены так, чтобы иметь сложенные внутренние кромки, как показано на фиг.3.
Устройство распределения боковых складок включает механизм точечной сварки 17, который тепловой или ультразвуковой сваркой соединяет полотна материала боковой складки 14 и полотно основного материала 11, и временно прикрепляет друг к другу в позициях, смежных с боковыми кромками полотна основного материала 11 каждый раз в процессе периодической подачи полотен основного материала 11, и после подачи полотен материала боковой складки 14. Таким образом, полотна материала боковой складки 14 вытягиваются и продвигаются полотном основного материала 11 при подаче полотен основного материала 11.
Кроме того, устройство распределения боковых складок включает устройство перфорации 18, которое делает перфорацию в полотнах материала боковой складки 14, когда они направляются по ширине нижнего полотна основного материала 11 и каждый раз в процессе периодической подачи полотен основного материала 11. Устройство перфорации 18 содержит диски Томсона, выдвигающиеся по ширине полотна материала боковой складки 14. Диски Томсона опускаются приводным устройством для вжатия в полотна материала боковой складки 14 и формирования перфорации по ширине полотен материала боковой складки 14. Устройство перфорации может содержать дисковые ножи, перемещающиеся по ширине полотна материала боковой складки 14 таким образом, что перфорация может формироваться по ширине полотна материала боковой складки 14.
Далее, устройство распределения боковых складок включает механизм торможения 19, который прикладывает силу торможения к полотнам материала боковой складки 14 после вытягивания и продвижения полотен материала боковой складки 14 полотном основного материала 11 для прохождения через позиции механизма точечной сварки 17. Например, механизм торможения 19 включает прижимные ролики, между которыми складываются полотна материала боковой складки 14 при подаче данных полотен материала боковой складки 14. Силы торможения далее прикладываются к прижимным роликам и полотнам материала боковой складки 14 для остановки полотен материала боковой складки 14. Полотна материала боковой складки 14 далее отрываются вдоль перфорации. Полотна материала боковой складки 14 и полотно основного материала 11 затем еще раз соединяются тепловой или ультразвуковой сваркой с помощью механизма точечной сварки 17. Перфорация также формируется еще раз, чтобы полотна материала боковой складки 14 можно было разделять на листы материала боковой складки, которые находятся на расстоянии друг от друга. Устройство можно смонтировать таким образом, чтобы оно не останавливалось, а работало с замедлением хода полотна материала боковой складки 14, чтобы полотна материала боковой складки 14 можно было отрывать и разделять за счет разницы в скоростях.
Кроме того, по ходу за механизмом точечной сварки 17 расположены устройство продольной сварки 20 и устройство охлаждения 21. Листы материала боковой складки 14 и полотно основного материала 11 соединяются тепловой или ультразвуковой сваркой и временно прикрепляются друг к другу устройством продольной сварки 20 и далее охлаждаются устройством охлаждения 21 в позициях, соответствующих боковым кромкам полотна основного материала 11, каждый раз в процессе периодической подачи полотен основного материала 11. Каждое устройство продольной сварки 20 содержит верхние и нижние сварные рейки. Каждое устройство охлаждения 21 содержит верхние и нижние охлаждающие рейки. Верхняя сварная рейка и охлаждающие рейки охвачены непрерывным тефлоновым листом 22 для предотвращения прилипания верхней сварной рейки и охлаждающих реек к листу материала боковой складки 14. Тефлоновый лист 22 перемещается трением листа материала боковой складки 14. Тефлоновый лист 22 может перемещаться принудительно. Кроме того, полотно материала боковой складки 14 включает переднюю конечную часть, расположенную между тефлоновым 22 листом и полотном основного материала 11 при отрыве вдоль перфорации, как показано на фиг.4. Соответственно полотно материала боковой складки 14 далее направляется тефлоновым листом 22 для равномерной подачи при вытягивании полотном основного материала 11 после того, как полотно материала боковой складки 14 и полотно основного материала 11 временно крепятся друг к другу механизмом точечной сварки 17.
Устройство далее включает механизм подачи молнии, который подает лист материала молнии 15 и укладывает на одно из полотен основного материала 11 по ширине полотен основного материала 11, каждый раз в процессе периодической подачи полотен основного материала 11. Механизм подачи молнии содержит автоматический рычаг подачи листа материала молнии 15 на нижнее полотно основного материала 11. Лист материала молнии 15 и полотно основного материала 11 можно соединять тепловой или ультразвуковой сваркой и временно прикреплять друг к другу устройством тепловой или ультразвуковой сварки в процессе подачи листа материала молнии 15. Лист материала молнии 15 и полотно основного материала 11 можно временно соединять друг с другом термоклеем или частичным покрытием клеем. Лист материала молнии 15 далее подается полотном основного материала 11, полотно материала боковой складки 14 отрывается вдоль перфорации для отделения листов материала боковой складки, таким образом, лист материала молнии 15 можно разместить между листами материала боковой складки 14.
Лист материала молнии 15 и полотно основного материала 11 далее соединяются тепловой или ультразвуковой сваркой и временно фиксируются друг к другу устройством продольной сварки 20. Затем на листы материала боковой складки 14 накладываются направляющие рейки 23 для удерживания листов материала боковой складки 14 прижатыми каждый раз в процессе периодической подачи полотен основного материала 11, как показано на фиг.5. Кроме того, между листами материала боковой складки 14 и полотном основного материала 11 вставляются лопатки 24, задняя или передняя конечные части листов материала боковой складки 14 поднимаются и складываются лопатками 24 вдоль направляющих реек 23 так, что треугольные лоскуты 25 образуются задней и передней конечными частями листов материала боковой складки 14, как в выложенной заявке Японии №10055, 2004.
Листы материала боковой складки 14 далее вставляются между слоями основного материала 11 при сложении полотен основного материала 11 в два слоя. Лист материала молнии 15 также вставляется между слоями основного материала 11.
Слои основного материала 11 далее соединяются тепловой сваркой с листами материала боковой складки 14 по длине полотен основного материала 11 устройством продольной сварки 26 после вставки листов материала боковой складки 14 и листа материала молнии 15 и каждый раз в процессе периодической подачи полотен основного материала 11 таким образом, что продольно сваренные участки 27 образуются по длине полотен основного материала 11. Кроме того, слои основного материала 11 соединяются тепловой сваркой друг с другом и с листом материала молнии 15 между листами материала боковой складки 14 устройством продольной сварки 26. Участки продольной сварки 27 охлаждаются по длине полотен основного материала 11 устройством охлаждения 28 каждый раз в процессе периодической подачи полотен основного материала 11. Слои основного материала 11 далее соединяются тепловой сваркой с листом материала молнии 15 по ширине полотен основного материала 11 устройством поперечной сварки 29 каждый раз в процессе периодической подачи полотен основного материала 11. Слои основного материала 11 далее соединяются тепловой сваркой друг с другом по ширине полотен основного материала 11 устройством поперечной сварки 30 каждый раз в процессе периодической подачи полотна основного материала 11 таким образом, что участок поперечной сварки может формироваться по ширине полотен основного материала 11.
Устройство продольной сварки 26 может иметь длину, в два раза превышающую длину L, на которую периодически подаются полотна основного материала 11 таким образом, что слои основного материала 11 могут соединяться тепловой сваркой с листами материала боковой складки 14 два раза. Устройство охлаждения 28 может иметь длину, в два раза превышающую длину L, поэтому участки продольной сварки 27 можно охлаждать два раза. Два устройства поперечной сварки 29 могут находиться друг от друга на расстоянии, соответствующем длине L так, что слои основного материала 11 можно соединять тепловой сваркой с листом материала молнии 15 два раза. Два устройства поперечной сварки 30 могут находиться друг от друга на расстоянии, соответствующем длине L так, что слои основного материала 11 можно соединять тепловой сваркой друг с другом два раза.
Устройство далее включает режущий инструмент 31, который разрезает слои основного материала 11 по ширине полотен основного материала 11 после соединения тепловой сваркой и каждый раз в процессе периодической подачи полотен основного материала 11 в позиции, соответствующей участку поперечной сварки.
Соответственно полиэтиленовый пакет включает участки боковых складок 5, формируемые листами материала боковой складки 14, участок молнии 8, формируемый листом материала молнии 15, и треугольный лоскут 10, формируемый треугольным лоскутом 25, которые вставляются в слои основного участка 4, формируемого полотнами основного материала 11. Кроме того, полиэтиленовый пакет включает боковые кромки 3, формируемые участками продольной сварки 27, и верхнюю кромку 1, формируемую участком поперечной сварки.
В устройстве полотна материала боковой складки 14 продолжаются по длине полотен основного материала 11, как было описано выше. Слои основного материала 11 далее соединяются тепловой сваркой с полотнами материала боковой складки 14 по длине полотен основного материала 11 устройством продольной сварки 26 таким образом, что участки продольной сварки 27 могут формироваться по длине полотен основного материала 11. Полиэтиленовый пакет включает боковые кромки 3, формируемые участками продольной сварки 27. Таким образом, полиэтиленовый пакет имеет длину в направлении, которое является продольным направлением полотен основного материала 11. В результате устройство может поэтапно изготавливать полиэтиленовые пакеты, каждый из которых имеет значительный объем и включает участки боковых складок 5 без применения широких полотен основного материала. Подающие ролики 12 и направляющие ролики 13 требуются просто для того, чтобы значения длины соответствовали значениям ширины полотен основного материала 11, чтобы не иметь проблем в отношении устойчивости.
Кроме того, полотно основного материала может подаваться одним роликом и разрезаться по его центральной линии на два полотна основного материала, полотна основного материала далее складываются в два слоя, как в случае полотен основного материала в выложенных заявках Японии №158057, 2001, т.к. полотно основного материала не слишком широкое. На полотне основного материала может быть напечатан рисунок до его резки и разделения. Потому полотна основного материала можно складывать в два слоя без возникновения сдвига в рисунке между слоями основного материала.
Более того, полотна материала боковой складки 14 располагаются друг от друга на расстоянии длины полотен основного материала 11, как было описано ранее. Далее лист материала молнии 15 можно расположить между листами материала боковой складки 14. В результате слои основного материала 11 можно соединять тепловой сваркой с листами материала боковой складки 14 и листом материала молнии 15 без возникновения натяга между листами материала боковой складки 14 и листом материала молнии 15. Кроме того, слои основного материала 11, лист материала боковой складки 14 и треугольный лоскут 25 можно соединять тепловой сваркой соответственно с точностью сварки, достаточной для предотвращения утечки после формирования лоскута 25 применением направляющей рейки 23 и лопатки 24.
Полотно материала боковой складки 14 складывается вдвое, как было описано выше, для того, чтобы открыть наружные кромки, которые могут растягиваться при подаче полотна материала боковой складки 14. В этой связи наружные кромки могут быть частично покрыты клеем, когда полотно материала боковой складки 14 складывается пополам, чтобы не растягиваться.
Кроме того, полотна материала боковой складки 14 можно распределять не после, а перед подачей. Полотна материала боковой складки 14 далее подаются и временно фиксируются на одном из полотен основного материала 11. Полотна материала боковой складки 14 можно подавать на одно из полотен основного материала 11 после формирования треугольных лоскутов 25 задним или передним конечными участками листов материала боковой складки 14 на станциях сгибания.
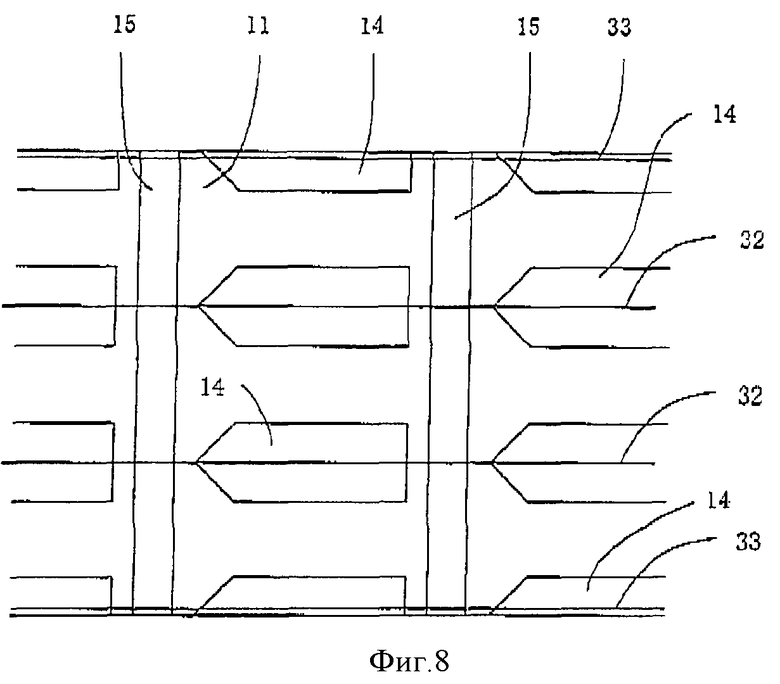
Как показано на фиг.8, более двух полотен материала боковой складки 14 можно подавать на одно из полотен основного материала 11 и располагать напротив друг друга на расстоянии ширины полотен основного материала 11. Полотна материала боковой складки 14 могут иметь двойную ширину, предварительно сложенную пополам на противоположных сторонах продольной центральной линии для соединения в два слоя, как в случае устройства в выложенной заявке Японии №10055, 2004. В данном случае слои основного материала 11 разрезаются режущим инструментом 31 после того, как полотна основного материала 11, листы материала боковой складки 14 и листы материала молнии 15 разрезаются вдоль линии продольной резки 32, для одновременного изготовления двух и более полиэтиленовых пакетов. Полотна основного материала 11, листы материала боковой складки 14 и листы материала молнии 15 могут обрезаться вдоль линии обрезки боковых кромок 33.
Данное устройство можно смонтировать для поэтапного производства полиэтиленовых пакетов по фиг.9. Полиэтиленовый пакет также имеет прямоугольную форму и большой объем и включает такие же участки боковых складок 5, как на фиг.6, вставленные в слои основного участка 4. Кроме того, полиэтиленовый пакет включает верхнюю кромку 1, но не включает участок молнии 8. Таким образом, верхняя кромка 1 и треугольный лоскут 10 расположены на расстоянии друг от друга. Кроме того, полиэтиленовый пакет включает участок донной складки 32, продолжающийся вдоль нижней кромки 2 полиэтиленового пакета, сложенный пополам, в два слоя и вставленный между слоями основного участка 1. Участок донной складки 32 имеет противоположные концы, которые формируют дополнительные складки 33, как показано на фиг.10. Дополнительные складки 33 сложены пополам под углом 45° и вложены между слоями участка донной складки 32. Дополнительные складки 33 вложены между слоями основного участка 4 и участком боковой складки 5 вместе с участком донной складки 32, как показано на фиг.11. Слои основного участка 4 соединяются тепловой сваркой с участком боковой складки 5 и участком донной складки 32, и соединяются тепловой сваркой друг с другом между верхней кромкой 1 и треугольным лоскутом 10 таким образом, что соединенные тепловой сваркой участки 34 могут формироваться вдоль боковых кромок 3 и нижней кромки 2 полиэтиленового пакета. Слои дополнительной складки 33 соединяются тепловой сваркой с участком боковой складки 5 таким образом, что соединенные тепловой сваркой участки 34 могут формироваться вдоль нижней кромки 2 полиэтиленового пакета.
Для поэтапного изготовления полиэтиленовых пакетов по фиг.9 данное устройство должно включать механизм подачи материала донной складки, который складывает пополам лист материала донной складки таким образом, что участок донной складки 32 и участки дополнительных складок 33 могут формироваться листом материала донной складки. Лист материала донной складки далее подается и вкладывается между слоями основного материала 11 для продолжения по ширине полотен основного материала 11 устройством подачи материала донной складки каждый раз в процессе периодической подачи полотен основного материала 11, таким образом, что лист материала донной складки можно соединять с листами материала боковой складки 14. Например, верхний слой основного материала 11 временно прикрепляется к листам материала боковой складки 14 после формирования треугольных лоскутов 25 одним из противоположных конечных участков листов материала боковой складки 14 и полотна основного материала 11 складываются в два слоя, и каждый раз в процессе периодической подачи полотна основного материала 11. Затем диск Томсона вжимается в верхний слой основного материала 11 для резки верхнего слоя основного материала 11 по ширине полотен основного материала 11 в позициях других конечных участков листов материала боковой складки 14 для формирования отверстия основного материала 11. Лист материала донной складки вставляется между слоями основного материала 11 через отверстие основного материала 11 для продолжения по ширине полотен основного материала 11 таким образом, чтобы лист материала донной складки можно было соединить с листами материала боковой складки 14 в позициях других конечных участков листов материала боковой складки 14.
Слои основного материала 11 далее соединяются тепловой сваркой с листами материала боковой складки 14 по длине полотен основного материала 11 устройствами продольной сварки таким образом, что продольно сваренные участки 27 могут формироваться по длине полотен основного материала 11. Кроме того, слои основного материала 11 соединяются тепловой сваркой с листом материала донной складки по ширине полотен основного материала 11 устройством поперечной сварки таким образом, что участки поперечной сварки могут формироваться по ширине полотен основного материала 11. Слои основного материала 11 далее разрезаются режущим инструментом по ширине полотен основного материала 11. Таким образом, полиэтиленовый пакет включает участки боковых складок 5, формируемые листами материала боковой складки 14, участок донной складки 32 и участок дополнительной складки 33, формируемый листом материала донной складки, которые включены в слои основного участка 4, формируемого полотнами основного материала 11. Полиэтиленовый пакет далее включает боковые кромки 3, формируемые участками продольной сварки 27, и нижнюю кромку 2, формируемую участками поперечной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ СУМКИ | 2011 |
|
RU2462363C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2014 |
|
RU2579734C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| ПОЛОТНО ПАКЕТОВ И СПОСОБ УПАКОВКИ ПРОДУКТА В ПЛЕНОЧНЫЕ ПАКЕТЫ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ТАКОГО ПОЛОТНА ПАКЕТОВ | 2015 |
|
RU2675447C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
Изобретение относится к устройству для поэтапного изготовления полиэтиленовых пакетов, каждый из которых имеет участки боковых складок, вставленных в сложенные два слоя основного участка. При этом устройство содержит механизм подачи основного материала, механизм подачи материала боковой складки и устройство продольной сварки. При этом механизм подачи основного материала обеспечивает складывание полотна основного материала в два слоя и его подачу в продольном направлении. Механизм подачи материала боковой складки обеспечивает складывание пополам полотна материала боковой складки и его подачу по длине полотен основного материала. При этом полотна материала боковой складки находятся напротив друг друга на расстоянии ширины полотен основного материала, распределены друг от друга на расстоянии по длине полотен основного материала и вложены между слоями основного материала. Устройство продольной сварки обеспечивает тепловую сварку слоев основного материала с листами материала боковой складки по длине полотен основного материала после того, как листы материала боковой складки вставляются так, что по длине полотен основного материала образованы продольно сваренные участки. При этом полиэтиленовый пакет включает участки боковых складок, образованные листами материала боковых складок, вставленных между полотнами основного материала, и участки боковых кромок, формируемые продольно сваренными участками. Изобретение обеспечивает создание устройства, которое может друг за другом изготавливать полиэтиленовые пакеты, каждый из которых имеет высокую конструкцию и включает участки боковых складок, вставленные в складывающиеся слои основного участка без использования широких полотен основного материала. 7 з.п. ф-лы, 11 ил.
1. Устройство для поэтапного изготовления полиэтиленовых пакетов, каждый из которых имеет участки боковых складок, вставленных в сложенные два слоя основного участка, содержащее:
- механизм подачи основного материала, обеспечивающий складывание полотна основного материала в два слоя и его подачу в продольном направлении;
- механизм подачи материала боковой складки, обеспечивающий складывание пополам полотна материала боковой складки и его подачу по длине полотен основного материала, при этом полотна материала боковой складки находятся напротив друг друга на расстоянии ширины полотен основного материала, распределены друг от друга на расстоянии по длине полотен основного материала и вложены между слоями основного материала; и
- устройство продольной сварки, обеспечивающее тепловую сварку слоев основного материала с листами материала боковой складки по длине полотен основного материала после того, как листы материала боковой складки вставляются так, что по длине полотен основного материала образованы продольно сваренные участки, при этом полиэтиленовый пакет включает участки боковых складок, образованные листами материала боковых складок, вставленных между полотнами основного материала, и участки боковых кромок, формируемые продольно сваренными участками.
2. Устройство по п.1, характеризующееся тем, что полотна материала боковой складки подаются на одно из полотен основного материала до соединения полотен основного материала в два слоя и вставляются между слоями основного материала при сложении полотен основного материала в два слоя.
3. Устройство по п.2, характеризующееся тем, что полотна материала боковой складки распределяются после подачи на одно из полотен основного материала.
4. Устройство по п.2, характеризующееся тем, что полотна материала боковой складки распределяются перед подачей на одно из полотен основного материала.
5. Устройство по п.2, характеризующееся тем, что снабжено:
- механизмом подачи листа материала молнии, обеспечивающим его подачу на одно из полотен основного материала по его ширине таким образом, что лист материала молнии располагается между листами материала боковой складки и между слоями основного материала, когда полотна основного материала складываются в два слоя; и
- устройство поперечной сварки, обеспечивающее тепловую сварку слоев основного материала с листом материала молнии по ширине полотен основного материала после того, как листы материала боковой складки и лист материала молнии вкладываются так, что полиэтиленовый пакет включает участок молнии, формируемый листом материала молнии.
6. Устройство по п.5, характеризующееся тем, что содержит:
- устройство поперечной сварки, обеспечивающее тепловую сварку слоев основного материала друг с другом по ширине полотен основного материала после того, как листы материала боковой складки и лист материала молнии вкладываются с образованием поперечно сваренного участка по ширине полотен основного материала так, что полиэтиленовый пакет включает верхнюю кромку, формируемую участком поперечной сварки.
7. Устройство по п.1, характеризующееся тем, что содержит:
- механизм подачи материала донной складки, обеспечивающий его подачу между слоями основного материала по ширине полотен основного материала таким образом, что лист материала донной складки соединяется с листами материала боковой складки; и
- устройство поперечной сварки, обеспечивающее тепловую сварку слоев основного материала с листом материала донной складки по ширине полотен основного материала после того, как листы материала боковой складки и лист материала донной складки складываются таким образом, что поперечно сваренные участки формируются по ширине полотен основного материала так, что полиэтиленовый пакет включает участок донной складки, образованный листом материала донной складки, и донную кромку, формируемая участками поперечной сварки.
8. Устройство по любому из пп.1-7, характеризующееся тем, что содержит
устройство резки, обеспечивающее отрезание слоев основного материала по ширине полотен основного материала после соединения тепловой сваркой.
| JP 2002046197 А, 12.02.2002 | |||
| JP 2004010055 A, 15.01.2004 | |||
| JP 2844442 B2, 06.01.1999 | |||
| WO 2004009341 A1, 29.01.2004 | |||
| Композиция для футеровки тепловых агрегатов | 1980 |
|
SU1016267A1 |

