ОБЛАСТЬ ТЕХНИКИ
Варианты реализации относятся к трехмерной (3D) печати. Более конкретно, предложена экологичная композиция на биологической основе для использования в применениях, связанных с печатью 3D объектов, композиции чернил, содержащие экологичную композицию на биологической основе для печати 3D объектов, и способы их применения.
УРОВЕНЬ ТЕХНИКИ
Трехмерная (3D) печать представляет собой распространенный способ создания различных прототипов. Существует несколько различных способов 3D печати, но наиболее широко распространенным и наименее затратным является способ, известный как метод послойного наплавления (FDM). В FDM принтерах используют термопластичное волокно, которое нагревают до его температуры плавления, а затем экструдируют, слой за слоем, создавая трехмерный объект.
В FDM принтерах используют печатный материал, составляющий готовый объект, и поддерживающий материал, который действует как опора для поддержания объекта при его печати. Наиболее распространенный материал для FDM представляет собой акрилонитрилбутадиенстирол (ABS), который является термопластичным и имеет температуру стеклования примерно 105 °C. Другой распространенный печатный материал для FDM представляет собой полимолочную кислоту (PLA), которая является биоразлагаемым термопластичным алифатическим полиэфиром, получаемым из возобновляемых ресурсов, и имеет температуру стеклования 60-65 °C. И ABS, и PLA легко плавятся и заполняют мелкие формы. Чтобы расплавить указанные пластики, обычно необходимо нагревать их до 180-260 °С. При нагревании термопластичных материалов происходит их разложение, например, ABS при нагревании выделяет летучие органические соединения (ЛОС), такие как стирол, этилбензол и акрилонитрил, и это вызывает проблемы со здоровьем. PLA имеет проблемы, связанные со снятием с поддерживающего материала и поглощением влаги, пузырением в области сопла, изменением цвета и взаимодействием с водой при высоких температурах, что приводит к деполимеризации.
Следовательно, существует потребность в разработке других материалов для применения в FDM принтерах, обладающих измененными свойствами надежности, включая более высокую ударопрочность, нечувствительность к влаге и отсутствие выделения ЛОС. Существует также потребность в получении других 3D материалов со свойствами, отличными от свойств материалов, имеющихся в настоящее время в продаже, чтобы производители и потребители могли выбрать свойства, необходимые для создания 3D объекта. Кроме того, существует также постоянная потребность в обеспечении более экологически безопасных материалов, таких как материалы из возобновляемых ресурсов. Основная цель заключается в открытии высококачественных недорогих и «экологичных» материалов для 3D печати, так чтобы такие принтеры могли стать более доступными и подходящими для среднего потребителя, а также для производителей.
КРАТКОЕ ОПИСАНИЕ
В соответствии с вариантами реализации, иллюстрированными в настоящем документе, предложен экологичный материал для трехмерной печати, содержащий экологичную смолу, полученную из дикарбоновой кислоты на биологической основе и гликолевого мономера на биологической основе; красящее вещество; и необязательную добавку.
В некоторых вариантах реализации настоящего описания предложен экологичный материал для трехмерной печати, содержащий: экологичную смолу, полученную из янтарной кислоты на биологической основе и 1,4-бутандиола на биологической основе, по схеме реакции, представленной ниже:
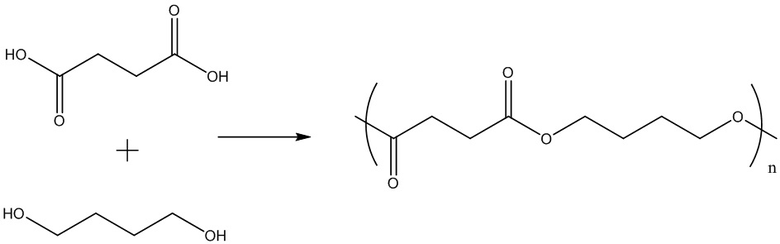
где n равен от примерно 100 до примерно 100000; красящее вещество; и необязательную добавку.
В дополнительных вариантах реализации предложен способ печати, включающий обеспечение термопластичного волокна, где указанное термопластичное волокно дополнительно содержит
экологичную смолу, полученную из мономера дикарбононовой кислоты на биологической основе и гликолевого мономера на биологической основе, красящее вещество, необязательную добавку; нагревание термопластичного волокна до температуры его плавления; послойную экструзию расплавленного термопластичного волокна; и формирование трехмерного объекта из слоев расплавленного термопластичного волокна.
ПОДРОБНОЕ ОПИСАНИЕ
В следующем описании подразумевается, что могут быть использованы другие варианты реализации и могут быть сделаны структурные и технологические изменения без отклонения от границ объема настоящего изобретения.
Энергетические и экологические нормативы, рост и непостоянство цен на нефть, а также осознание населением/политическими силами быстрого истощения мировых запасов топлива обусловили необходимость поиска экологичных мономеров, получаемых из переработанных пластмасс и биоматериалов. Указанные мономеры могут быть использованы для широкого ряда применений.
В вариантах реализации настоящего изобретения описан экологичный материал, подходящий для 3D печати, содержащий смолу, полученную ферментацией биологических материалов. В вариантах реализации настоящего изобретения экологичную смолу получают ферментацией глюкозы из кукурузы или кукурузного крахмала. Как более подробно описано ниже, указанная смола демонстрирует требуемые свойства для применения в 3D печати.
Используемые в настоящем документе термины «необязательный» или «необязательно» означают, что описанное далее событие или обстоятельство может существовать или не существовать, и что настоящее описание включает случаи, в которых указанное событие или обстоятельство существует, и случаи, в которых их нет.
Термины «трехмерная печатная система», «трехмерный принтер», «печать» и т.п., как правило, описывают различные технологии изготовления произвольных твердых форм для получения трехмерных объектов посредством моделирования селективным осаждением, разбрызгиванием или послойным наплавлением.
Термин «замораживание», используемый в настоящем документе, относится к отверждению, гелеобразованию или затвердеванию материала в процессе трехмерной печати.
Термин «экологичный» включает вторично переработанные или вторично перерабатываемые материалы, а также биомассу или материалы, полученные из биологического сырья, или материалы на биологической основе. Указанные материалы, как правило, считают экологически безопасными. Термины «из биологического сырья» или «на биологической основе» использованы для обозначения смолы, состоящей из одного или более мономеров, которые получены из растительного материала. Используя биологическое сырье, которое является возобновляемым, производители могут уменьшать свой углеродный след, стремясь к нулевому или даже нейтральному углеродному следу. Полимеры на биологической основе также весьма привлекательны с точки зрения сокращения удельного потребления энергии и выбросов. Использование сырья на биологической основе может способствовать обеспечению новых источников дохода для отечественного сельского хозяйства и снижению экономических рисков и неопределенности, связанной с зависимостью от нефти, импортируемой из нестабильных регионов.
Экологичная смола согласно вариантам реализации настоящего изобретения может быть получена из дикарбоновой кислоты на биологической основе и гликоля на биологической основе. Примеры дикарбоновой кислоты на биологической основе, используемой для получения предложенной смолы из биологического сырья, включают, но не ограничиваются ими, янтарную кислоту, 2,5-фурандикарбоновую кислоту, итаконовую кислоту и их смеси. Примеры гликолей на биологической основе, используемых для получения предложенной смолы из биологического сырья, включают, но не ограничиваются ими, 1,4-бутандиол, 1,3-пропандиол, 1,2-пропандиол и их смеси.
В конкретном варианте реализации изобретения дикарбоновая кислота представляет собой янтарную кислоту на биологической основе, а гликоль представляет собой 1,4-бутандиол на биологической основе. В таких вариантах реализации янтарная кислота может быть получена ферментацией глюкозы, полученной из кукурузы, например, из кукурузного сиропа. Затем из указанной янтарной кислоты на биологической основе может быть получен 1,4-бутандиол посредством процесса восстановления гидрированием. Более конкретно, янтарная кислота на биологической основе может быть получена бактериальной или дрожжевой ферментацией при низком рН с последующей непосредственной кристаллизацией. В различных вариантах реализации изобретения экологичная смола может быть выбрана из группы, состоящей из поли(бутиленсукцината), поли(бутилен-2,5-фураната), поли(бутиленитаконата), поли(пропиленсукцината), поли(пропилен-2,5-фураната), поли(пропиленитаконата), и их смесей. В одном из вариантов реализации экологичная смола представляет собой полибутиленсукцинат (PBS), полученный посредством взаимодействия янтарной кислоты на биологической основе и 1,4-бутандиола, по схеме реакции, представленной ниже:
где n больше 100 или равен от примерно 100 до примерно 100000. В указанных вариантах реализации средневесовая молекулярная масса смолы равна от примерно 10000 грамм/моль до примерно 500000 грамм/моль или от примерно 10000 грамм/моль до примерно 100000 грамм/моль. В вариантах реализации настоящего изобретения молекулярная масса и значение n должны быть высокими, чтобы полученная смола была очень твердой и гибкой, т.е. обладала свойствами, требуемыми для печати 3D объектов. Такое требование отличается от других технологий печати, таких как, например, печать тонерами, которые должны лишь обеспечивать простоту печати на плоских подложках типа бумаги.
В некоторых вариантах реализации изобретения экологичная смола имеет модуль Юнга в диапазоне от примерно 0,5 гигапаскаль (ГПа) до примерно 5 ГПа, от примерно 1 ГПа до примерно 3 ГПа или от примерно 1 ГПа до примерно 2 ГПа.
В некоторых вариантах реализации изобретения экологичная смола имеет предел текучести в диапазоне от примерно 10 мегапаскаль (МПа) до примерно 100 МПа, от примерно 20 МПа до примерно 80 МПа, от примерно 40 МПа до примерно 65 МПа или от примерно 40 МПа до примерно 60 МПа.
Модуль Юнга и предел текучести могут быть измерены при помощи системы механических испытаний 3300, имеющейся в продаже у компании Instron, по методу ASTM 638D и с применением волокна из экологичной смолы диаметром примерно 2 мм.
На основании определения механических свойств волокон, есть основания полагать, что механические свойства любой полученной 3D структуры, напечатанной из указанных смолистых волокон, будут такими же. Следовательно, преимущества вариантов реализации настоящего изобретения включают снижение затрат и применение экологичных сырьевых материалов, а также улучшенные механические свойства структур, напечатанных при помощи 3D принтеров послойного наплавления (FDM) с применением указанных сырьевых материалов.
В различных вариантах реализации изобретения экологичные смолы могут быть получены с содержанием гликоля на биологической основе, составляющим от примерно 45 до примерно 55 процентов молярного эквивалента, от примерно 48 до примерно 52 процентов молярного эквивалента или от примерно 49,5 до примерно 50,5 процентов молярного эквивалента, и с содержанием янтарной кислоты, составляющим от примерно 45 до примерно 55 процентов молярного эквивалента, от примерно 48 до примерно 52 процентов молярного эквивалента или от примерно 49,5 до примерно 50,5 процентов молярного эквивалента, при условии, что сумма обоих компонентов равна 100 процентов молярного эквивалента.
Экологичная смола, описанная в настоящем документе, имеет температуру размягчения и температуру замерзания, соответствующую температурным параметрам одной или более систем 3D печати. В некоторых вариантах реализации изобретения экологичная смола имеет температуру размягчения в диапазоне от примерно 120 °С до примерно 250 °С, от примерно 150 °С до примерно 200 °С или от примерно 155 °С до примерно 185 °С. В некоторых вариантах реализации экологичная смола имеет температуру замерзания в диапазоне от примерно 10 °С до примерно 100 °С, от примерно 20 °С до примерно 75 °С или от примерно 25 °С до примерно 60 °С.
Температура размягчения (Ts) экологичной смолы может быть измерена при помощи прибора с отлипанием шарика от чашки, имеющегося в продаже как прибор для измерения температуры размягчения FP90 у компании Mettler-Toledo, с применением стандартного метода испытания (ASTM) D-6090. Измерение может быть выполнено с использованием образца массой 0,50 грамм, нагреваемого с температуры 100 °С со скоростью 1 °С/мин.
В некоторых вариантах реализации изобретения экологичная смола имеет вязкость, соответствующую требованиям и параметрам одной или более систем 3D печати. В некоторых вариантах реализации биосмола, описанная в настоящем документе, имеет вязкость в диапазоне от примерно 100 сантипуаз до примерно 10000 сантипуаз, от примерно 100 сантипуаз до примерно 1000 сантипуаз или от примерно 400 сантипуаз до примерно 900 сантипуаз при температуре примерно 150 °С.
В некоторых вариантах реализации изобретения экологичная смола имеет вязкость, соответствующую требованиям и параметрам одной или более систем 3D печати. В некоторых вариантах реализации экологичная смола, описанная в настоящем документе, имеет вязкость в диапазоне от примерно 200 сантипуаз до примерно 10000 сантипуаз, от примерно 300 сантипуаз до примерно 5000 сантипуаз или от примерно 500 сантипуаз до примерно 2000 сантипуаз при температуре от примерно 100 °С до примерно 200 °С.
В некоторых вариантах реализации изобретения экологичная смола имеет Tg от примерно 50 °С до примерно 120 °С, от примерно 60 °С до примерно 100 °С или от примерно 65 °С до примерно 95 °С.
Температура стеклования (Tg) и температура плавления (Tm) экологичной смолы может быть зарегистрирована при помощи дифференциального сканирующего калориметра TA Instruments Q1000 в температурном диапазоне от 0 до 150 °С со скоростью нагревания 10 °С в минуту под потоком азота. Температуры плавления и стеклования могут быть получены во время второго цикла нагревания и записаны как температуры начала.
В некоторых вариантах реализации изобретения экологичная смола имеет модуль Юнга в диапазоне от примерно 0,5 гигапаскаль (ГПа) до примерно 5 ГПа, от примерно 1 ГПа до примерно 3 ГПа или от примерно 1 ГПа до примерно 2 ГПа.
В некоторых вариантах реализации изобретения экологичная смола имеет предел текучести в диапазоне от примерно 10 мегапаскаль (МПа) до примерно 100 МПа, от примерно 20 МПа до примерно 80 МПа, от примерно 40 МПа до примерно 65 МПа или от примерно 40 МПа до примерно 60 МПа.
Модуль Юнга и предел текучести могут быть измерены при помощи системы механических испытаний 3300, имеющейся в продаже у компании Instron, по методу ASTM 638D и с применением волокна из экологичной смолы диаметром примерно 2 мм.
В некоторых вариантах реализации изобретения экологичная смола, описанная в настоящем документе, является неотверждаемой. Экологичная смола, описанная в настоящем документе, является биоразлагаемой.
Экологичная смола может быть смешана в расплаве в экструдере с другими ингредиентами, такими как пигменты/красящие вещества.
Как правило, экологичная смола согласно вариантам реализации настоящего изобретения содержится в материале для 3D печати в количестве от примерно 85 до примерно 100 процентов по массе или от примерно 90 до примерно 99 процентов по массе, или от примерно 95 до примерно 100 процентов по массе от общей массы материала. Для получения прозрачного материала для 3D печати может быть использовано 100% экологичной смолы согласно вариантам реализации настоящего изобретения. Для получения окрашенного материала для 3D печати, имеющего такой цвет, как черный, циановый, красный, желтый, пурпурный или их смеси, материал может содержать от примерно 3% до примерно 15%, от примерно 4% до примерно 10% или от примерно 5% до примерно 8% красящего вещества по массе от общей массы материала. В некоторых вариантах реализации изобретения экологичный материал для 3D печати состоит из двух компонентов, а именно из красящего вещества и экологичной смолы согласно настоящему изобретению, так что указанная смола составляет остальную часть материала по массе.
Полученный экологичный материал для 3D печати согласно вариантам реализации настоящего изобретения может содержать частицы, имеющие средний диаметр от 10 микрометров до 10 метров, от 10 микрометров до 1 метра или от 100 микрометров до 0,3 метра.
Как описано выше, материал для 3D печати может дополнительно содержать красящее вещество и/или одну или более добавок.
Красящие вещества
В материалах для 3D печати могут содержаться многочисленные подходящие красящие вещества любого цвета, включая подходящие цветные пигменты, красители и их смеси, в том числе REGAL 330®; (Cabot), ацетиленовый черный, ламповая сажа, анилиновый черный; магнетиты, такие как магнетиты Mobay MO8029™, MO8060™; колумбийские магнититы; MAPICO BLACKS™ и магнетиты с обработанной поверхностью; магнетиты Pfizer CB4799™, CB5300™, CB5600™, MCX6369™; магнетиты Bayer, BAYFERROX 8600™, 8610™; магнетиты Northern Pigments, NP-604™, NP-608™; магнетиты Magnox TMB-100™ или TMB-104™; и т.п.; циановый, пурпурный, желтый, красный, зеленый, коричневый, синий или их смеси, такие как конкретный фталоцианин HELIOGEN BLUE L6900™, D6840™, D7080™, D7020™, PYLAM OIL BLUE™, PYLAM OIL YELLOW™, PIGMENT BLUE 1™, имеющиеся в продаже у компании Paul Uhlich & Company, Inc., PIGMENT VIOLET 1™, PIGMENT RED 48™, LEMON CHROME YELLOW DCC 1026™, E.D. TOLUIDINE RED™ и BON RED C™, имеющиеся в продаже у компании Dominion Color Corporation, Ltd., Торонто, штат Онтарио, NOVAPERM YELLOW FGL™, HOSTAPERM PINK E™ производства Hoechst и CINQUASIA MAGENTA™, имеющийся в продаже у компании E.I. DuPont de Nemours & Company, и т.п.. Как правило, цветные пигменты и красители, которые могут быть выбраны, представляют собой циановый, пурпурный или желтый пигменты и их смеси. Примеры пурпурных красителей, которые могут быть выбраны, включают, например, 2,9-диметилзамещенный хинакридоновый и антрахиноновый краситель, обозначенный цветовым индексом CI 60710, дисперсный красный CI 15, диазокраситель, обозначенный цветовым индексом CI 26050, жирорастворимый красный CI 19 и т.п. Другие красители представляют собой пурпурные красители (пигмент красный) PR81:2, CI 45160:3. Иллюстративные примеры циановых красителей, которые могут быть выбраны, включают тетра(октадецилсульфонамидо)фталоцианин меди, пигмент фталоцианин x-меди, обозначенный цветовым индексом CI 74160, CI пигмент синий, и антратреновый синий, обозначенный цветовым индексом CI 69810, специальный синий X-2137 и т.п.; тогда как иллюстративные примеры желтых красителей, которые могут быть выбраны, представляют собой диарилидные желтые 3,3-дихлорбензинденацетоацетанилиды, моноазопигмент, обозначенный цветовым индексом CI 12700, жирорастворимый желтый CI 16, нитрофениламинсульфонамид, обозначенный цветовым индексом как фороновый желтый SE/GLN, дисперсный желтый CI 33, 2,5-диметокси-4-сульфонанилидфенилазо-4′-хлор-2,5-диметоксиацетоацетанилиды и перманентный желтый FGL, PY17, CI 21105, а также известные подходящие красители, такие как красные, синие, зеленые, пигмент синий 15:3 C.I. 74160, пигмент красный 81:3 C.I. 45160:3 и пигмент желтый 17 C.I. 21105, и т.п., примеры представлены в патенте США 5556727, полное описание которого включено в настоящий документ посредством ссылки.
Красящее вещество, более конкретно, черное, циановое, пурпурное и/или желтое красящее вещество, вводят в количестве, достаточном для обеспечения требуемого цвета материала для 3D печати. Как правило, пигмент или краситель выбирают, например, в количестве от примерно 1 до примерно 60 процентов по массе или от примерно 2 до примерно 10 процентов по массе для цветного материала для 3D печати и от примерно 3 до примерно 60 процентов по массе для черного материала для 3D печати.
Другие добавки
В зависимости от требований формируемого конечного 3D объекта, в материал для 3D печати могут быть включены другие дополнительные материалы. Например, могут быть включены определенные наполнители или проводящие материалы. В конкретных вариантах реализации изобретения для печати электронных деталей или печатных плат в качестве добавок могут быть включены некоторые металлы. В таких вариантах реализации количество добавки, содержащейся в материале для 3D печати, может составлять от примерно 5 до примерно 40 по массе от общей массы материала для 3D печати.
Экологичный материал для 3D печати согласно вариантам реализации настоящего изобретения может быть получен при помощи многочисленных известных способов, включая смешивание в расплаве и экструзию экологичной смолы и необязательных частиц пигмента или красящих веществ.
В одном из вариантов реализации способ печати с применением экологичной смолы включает обеспечение термопластичного волокна, при этом указанное термопластичное волокно дополнительно содержит экологичную смолу; красящее вещество, причем экологичная смола получена из янтарной кислоты на биологической основе и гликолевого олигомера (1,4-бутандиола) на биологической основе; нагревание термопластичного волокна до температуры его плавления; послойную экструзию расплавленного термопластичного волокна; и формирование трехмерного объекта из слоев расплавленного термопластичного волокна. Устройство для FDM печати имеет возможность нагревания до 250 °С. В различных вариантах реализации стадию нагревания для предложено способа выполняют при температуре от примерно 160 до примерно 260 °С или от примерно 180 до примерно 240 °С, или от примерно 200 до примерно 220 °С. Указанные температурные диапазоны выбирают для обеспечения вязкости, подходящей для разбрызгивания слоев, необходимых для формирования 3D объекта. В дополнительных вариантах реализации изобретения способ включает охлаждение и затвердевание сформированного трехмерного объекта. В зависимости от формируемого 3D объекта, количество напечатанных слоев может варьироваться от примерно 10 до примерно 100000 или от примерно 100 до примерно 100000.
Другие способы включают способы, известные в данной области техники, такие как использование текучего экструдата с перемешиванием или без перемешивания и нагревание до требуемой рабочей температуры, обычно выше первоначальной температуры плавления полимера, с последующей экструзией и вытягиванием с получением требуемой молекулярной ориентации и формы.
ПРИМЕРЫ
Примеры, представленные ниже, иллюстрируют различные композиции и условия, которые могут быть использованы при практическом осуществлении вариантов реализации настоящего изобретения. Все пропорции выражены по массе, если не указано иное. Однако следует понимать, что варианты реализации настоящего изобретения могут быть осуществлены на практике с применением многочисленных типов композиций и могут иметь множество других применений в соответствии с описанием, представленным выше, как указано здесь и далее. Ниже описан синтез смол PBS с различной молекулярной массой:
Пример 1
Синтез экологичной смолы: Полибутиленсукцинат
Янтарную кислоту (295,29 г), 1,4-бутандиол (293,18 г) и FASCAT 4100 (2,01 г) загрузили в реактор Парра объемом 1 л, оснащенный механической мешалкой, дистилляционным аппаратом и нижним сливным клапаном. Смесь нагревали до 160 °С, продувая азот (1 станд. куб. фут в час), а затем медленно повышали до 190 °С в течение 3 часов и поддерживали при этой температуре еще 19 часов, и в течение этого времени собирали воду в качестве побочного продукта. Затем температуру реакции повысили до 205 °С, а затем использовали вакуум для удаления избытка 1,4-бутандиола и обеспечения возможности дальнейшей поликонденсации. Затем смесь нагревали до 225 °С, все еще под вакуумом, до достижения вязкости 418,5 сП при 150 °С.
Пример 2
Синтез экологичной смолы: Полибутиленсукцинат
Янтарную кислоту (295,30 г), 1,4-бутандиол (293,11 г) и FASCAT 4100 (2,01 г) загрузили в реактор Парра объемом 1 л, оснащенный механической мешалкой, дистилляционным аппаратом и нижним сливным клапаном. Смесь нагревали до 160 °С, продувая азот (1 станд. куб. фут в час), а затем медленно повышали до 195 °С в течение 3 часов и поддерживали при этой температуре еще 19 часов, и в течение этого времени собирали воду в качестве побочного продукта. Затем температуру реакции повысили до 205 °С, а затем использовали вакуумом для удаления избытка 1,4-бутандиола и обеспечения возможности дальнейшей поликонденсации. Затем смесь нагревали до 250 °С, все еще под вакуумом, до достижения вязкости 336,8 сП при 165 °С.
Более высокая вязкость и молекулярная масса могут быть получены посредством более продолжительной реакции поликонденсации.
ПРИМЕР 3
Синтез экологичной смолы: Полибутиленсукцинат
Янтарную кислоту (591,05), 1,4-бутандиол (587,5 г) и FASCAT 4100 (4,01 г) загрузили в реактор Парра объемом 2 л, оснащенный механической мешалкой, дистилляционным аппаратом и нижним сливным клапаном. Смесь нагревали до 160 °С, продувая азот (1 станд. куб. фут в час), а затем медленно повышали до 190 °С в течение 3 часов и поддерживали при этой температуре еще 3 часов, и в течение этого времени собирали воду в качестве побочного продукта. Температуру смеси понизили до 140 °С и выдерживали в течение 19 часов. Затем температуру реакции повысили до 205 °С и использовали вакуумом для удаления избытка 1,4-бутандиола и обеспечения возможности дальнейшей поликонденсации. Затем смесь нагревали при 225 °С, все еще под вакуумом, и добавили дополнительное количество FASCAT 4100 (1,03 г) для ускорения реакции. Ход реакции контролировали, измеряя вязкость, и остановили по достижении вязкости 381 сП при 150 °С.
ПРИМЕР 4
Синтез экологичной смолы: Полибутиленсукцинат
Янтарную кислоту (295,2 г), 1,4-бутандиол (338,05 г) и FASCAT 4100 (1,5 г) загрузили в реактор Парра объемом 1 л, оснащенный механической мешалкой, дистилляционным аппаратом и нижним сливным клапаном. Смесь нагревали до 160 °С, продувая азот (1 станд. куб. фут в час), а затем медленно повышали до 190 °С в течение 3 часов и поддерживали при этой температуре еще 3 часов, и в течение этого времени собирали воду в качестве побочного продукта. Затем температуру реакции повысили до 210 °С, а затем использовали вакуумом для удаления избытка 1,4-бутандиола и обеспечения возможности дальнейшей поликонденсации. Затем смесь нагревали до 225 °С, все еще под вакуумом, до достижения вязкости 32 сП при 120 °С.
В Таблице 1 представлено сравнение некоторых свойств PLA и PBS.
В Таблице 2 представлено сравнение свойств волокон из PBS и контрольных образцов.
Таблица 1. Сравнение свойств PLA и PBS
Таблица 2. Свойства волокон
Получение материала для 3D печати
Волокна из смол Примеров 1-4 получили при помощи прибора для измерения показателя текучести расплава (ПТР). Образцы каждой из полученных смол расплавили по отдельности в нагретых цилиндрах и экструдировали через мундштук определенного диаметра при определенной нагрузке. Полученные волокна из смол являются гибкими и твердыми. Механические свойства волокон из смол измерили при помощи системы для испытания прочности при растяжении Instron и сравнили с имеющимися в продаже 3D материалами ABS (акрилонитрилбутадиенстирол) и PLA (Пример 3). В таблице 2 представлены значения предела текучести, деформации при пределе текучести, удлинении при разрыве и пределе прочности при разрыве для волокон из смол Примеров 1-4 и контрольных образцов из ABS и PLA (черного цвета).
Изобретение относится к способу печати для формирования трехмерного объекта с использованием экологичного материала, подходящего для трехмерной печати. Способ включает нагревание термопластичного волокна, послойную экструзию расплавленного волокна и формирование трехмерного объекта из слоев расплавленного термопластичного волокна. Термопластичное волокно содержит экологичную смолу, полученную из мономера дикарбоновой кислоты на биологической основе и гликолевого мономера на биологической основе. Смола представляет собой полибутиленсукцинат. Полученный экологичный материал обеспечивает значительно более надежный материал для 3D печати со свойствами, отличными от свойств обычных материалов. 5 з.п. ф-лы, 2 табл, 4 пр.
1. Способ печати, включающий
обеспечение термопластичного волокна, при этом указанное термопластичное волокно дополнительно содержит:
экологичную смолу, полученную из мономера дикарбоновой кислоты на биологической основе и гликолевого мономера на биологической основе, при этом когда экологичная смола представляет собой полибутиленсукцинат, средневесовая молекулярная масса экологичной смолы равна от примерно 10000 грамм/моль до примерно 500000 грамм/моль; дополнительно при этом полибутиленсукцинат получен посредством взаимодействия янтарной кислоты на биологической основе и 1,4-бутандиола, по схеме реакции, представленной ниже:
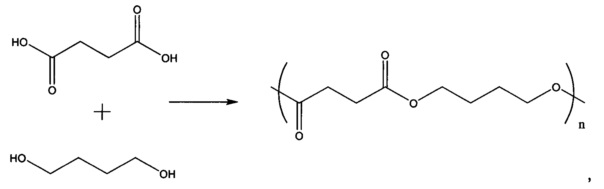
где n равен от примерно 100 до примерно 100000;
красящее вещество, и
необязательную добавку;
нагревание термопластичного волокна до температуры его плавления;
послойную экструзию расплавленного термопластичного волокна и
формирование трехмерного объекта из слоев расплавленного термопластичного волокна.
2. Способ по п. 1, отличающийся тем, что стадию нагревания выполняют при температуре от примерно 160 до примерно 260°C.
3. Способ по п. 1, отличающийся тем, что экологичная смола получена из от примерно 48 до примерно 52 процентов молярного эквивалента мономера дикарбоновой кислоты на биологической основе и от примерно 48 до примерно 52 процентов молярного эквивалента гликолевого мономера на биологической основе, при условии, что сумма обоих компонентов равна 100 процентов.
4. Способ по п. 1, дополнительно включающий охлаждение и затвердевание сформированного трехмерного объекта.
5. Способ по п. 1, где материал для трехмерной печати имеет модуль Юнга в диапазоне от примерно 0,5 до примерно 5 гигапаскалей.
6. Способ по п. 1, где материал для трехмерной печати имеет предел текучести в диапазоне от примерно 10 до примерно 100 мегапаскалей.
| US 2011003243 A1, 06.01.2011 | |||
| US 5121329 A, 09.06.1992 | |||
| US 2014205786 A1, 24.07.2014 | |||
| US 6194483 B1, 27.02.2001 | |||
| БИОРАЗЛАГАЕМЫЕ ФЛЕКСОГРАФИЧЕСКИЕ ЧЕРНИЛА И СПОСОБ ИХ ПРИГОТОВЛЕНИЯ | 2003 |
|
RU2398806C2 |

