Область техники
Изобретение относится к способу получения полиэфиримидного композиционного материала, предназначенного для получения изделий методом 3D-печати.
Уровень техники
На сегодняшний день известны многочисленные способы трехмерной печати, основными из которых являются селективное лазерное спекание (SLS), стереолитография (SLA), струйная и экструзионная печать или изготовление путем наплавления нити (FDM). Наиболее распространенным способом 3D-печати является FDM технология. В качестве материалов для FDM печати используют термопластичные полимеры из ряда инженерных пластиков, таких как акрилнитробутадиенстирол (АБС), полилактид (PLA). В качестве перспективных связующих, используемых в аддитивных технологиях, являются высокотехнологичные термопластичные полимеры из класса полиэфиркетонов (ПЭК), полифенилсульфид (ПФС) и полиэфиримид (ПЭИ).
Широкое применение методов аддитивного производства и FDM-печати, в частности, для изготовления сложных деталей конструкционного, электротехнического, общего и специального назначения, применяемых в авто-, авиа-, судостроении, космической технике, нефтехимической отрасли, в медицине и при производстве железнодорожного транспорта, сдерживается недостаточно высокими прочностными характеристиками напечатанных изделий.
Известно, что повышение механических свойств решается путем наполнения полимеров армирующими волокнами (углеродные, стеклянные, базальтовые). Однако проблема и недостатком способов 3D-печати по технологии послойного наплавления FDM полимерных композитов с армирующими волокнами, заключается в том, что материалы, полученные по этой технологии, уступают по прочности, полученным методами литья под давлением или горячим прессованием. В связи с этим возникает очевидная потребность в разработке способа получения высокопрочных композитов, перерабатываемых методом FDM-печати.
Известны патенты на изобретения US20160297935 и US20180327552, в которых заявлены способы получения смеси полиэфиримида с наночастицами. В полученную смесь полиэфиримида с наночастицами вводится волокнистый наполнитель, в частности углеволокно и/или стекловолокно, после чего подвергают переработке при использовании двухшнекового экструдера. Как утверждают авторы изобретения, благодаря предложенному способу получаются полимерные композиционные изделия методом аддитивного производства с повышенными механическими, электрическими и термическими свойствами. Однако никаких значений свойств напечатанного изделия в патентах не представлены. Кроме того, при использовании двухшнекового экструдера при гомогенизации полимерной смеси с армирующими волокнами будет неизбежно происходить разрушение эффективной длины армирующих волокон, что приведёт к невозможности получения изделия методом аддитивных технологий с высокими механическими характеристиками.
Известны способы и устройства 3D-печати с использованием композитного волокна и термопластичного полимера, описанные в заявках компании Mark Forged (США): заявки US20140291886; US20150165691; US20150108677. В заявках заявлен способ 3D-печати с использованием композитного волокна, состоящего из ядра (наполнителя) и пластикового покрытия (матрица). В композитное волокно в качестве наполнителя входят непрерывные армирующие волокна. Матрица представляет собой термопластичный материал. При печати волокно подвергается нагреву до температуры, которая выше температуры плавления матричного материала. Описанный способ печати реализуется на трехмерном принтере, содержащем экструдер специальной конструкции, в который подается указанное выше композитное волокно. Изготовление композитного волокна производится при помощи специального устройства, в которое подается непрерывное волокно и матричный материал и происходит их совместная экструзия. Для улучшения процесса пропитки волокно может предварительно вакуумироваться (для устранения воздуха и влаги), проходить через ролики для формирования сплющенных волокон, либо через ролики, создающие давление, помогающее внедрить матричный материал в пучок волокон, подвергаться воздействию поверхностно-активирующих веществ, пара, озона, и т.д. для улучшения связи волокна с матрицей.
Недостатком описанного решения является сложность обеспечения качественной пропитки пучка волокон термопластами, что связано с крайне высокой вязкостью их расплавов, не позволяющей осуществлять качественную пропитку стренги, состоящей из тысяч и десятков тысяч элементарных волокон с диаметром 7 мкм (см. Головкин Г.С. Совмещение волокнистых наполнителей с термопластичными связующими (обзор). Пластические массы. 1984. No12. С. 23-26). Для относительно равномерного распределения высокомолекулярного термопласта по сечению стренги требуется сравнительно высокая температура и увеличение длительности процесса, а также высокое давление (до 50 атмосфер). Однако при таких условиях возможно повреждение волокон и получение материала с неравномерной внутренней структурой, что снижает механические характеристики получаемого материала.
Для того, чтобы избежать сложностей, связанных с пропиткой пучка волокон термопластом, может быть использован двухматричный материал, в котором пучки волокон пропитаны термореактивным связующим, обладающим низкой вязкостью, и связаны между собой термопластом. Так в патенте RU2674138 заявлен способ производства изделий из композитного материала, армированного непрерывными волокнами методом трехмерной печати, включающий изготовление композитного волокна, при котором жгут пропитывают термореактивным связующим и подвергают термообработке до отверждения связующего. Далее пропитанный жгут подают в экструдер для FDM-печати, где одновременно с ним подают филамент с термопластичным связующим и осуществляют печать по запрограммированной траектории через сопло. При этом в процессе формирования изделия при помощи механизма обрезки осуществляют обрезку композитного волокна и переход к следующему участку траектории. Однако недостатком данного способа является: во-первых, технологичная сложность установки для 3D-печати; во-вторых, невозможность печати композитных изделий из высокотермостойких (типа ПЭЭК, ПЭИ, ПФС и т.п.) термопластов из-за деструкции термореактивного связующего при температурах их экструзии.
Наиболее близким аналогом является изобретение по патенту RU2707599 «Способ получения полиэфиримидного композиционного материала». Способ основан на предварительном экструзионном смешении полиэфиримида (ПЭИ), углеволокна (УВ) или стекловолокна (СВ) с последующим его экструзионным взаимодействием с гранулами поликарбоната (ПК). Однако из-за маленькой длины армирующего волокна не удается достичь высоких показателей прочности на разрыв (максимум 87 МПа) в напечатанном образце из получаемого композита.
Раскрытие изобретения
Задачей настоящего изобретения является разработка способа получения полиэфиримидного композиционного материала, предназначенного для создания полимерной нити, используемой в аддитивных технологиях при печати изделий сложной геометрии, обладающих высокими прочностными характеристиками.
Поставленная задача достигается за счет заявляемого способа получения полиэфиримидного композиционного материала для трехмерной печати, содержащего 85-95 мас. % полиэфиримида и 5-15 мас. % и длинных дискретных углеродных волокон, включающего следующие этапы: пропитка ровинга из углеволокон электростатически заряженными частицами полиэфиримида при давлении 0,3-1 бар, создаваемого сжатым воздухом, формирование ленты ровинга, пропитанного частицами полиэфиримида, путем прохождения через вальцы при температуре 350-370 °С, после чего полученную ленту композитного материала пропускают через фильеры при температуре 350-370 °С, затем гранулируют и формируют филамент.
В результате прохождения ровинга, пропитанного частицами полиэфиримида, через вальцы при температуре 350-370 °С происходит оплавления частиц полиэфиримида.
Форма фильер может быть различной и зависит от технологических требований и области применения напечатанных изделий, а также типа экструдера.
После получения композитных гранул армированными длинными углеволокнами (от 4 до 9 мм) формировали филамент. Для этой цели использовали одношнековый экструдер. Получение филамента с увеличенной длиной углеволокон обеспечивает повышенный уровень прочностных свойств напечатанных изделий.
Из полученного филамента на основе полученного полиэфиримидного композитного материала осуществляют 3D-печать изделий сложной геометрии, например, с помощью способа FDM-печати.
Техническим результатом настоящего изобретения является композиционный материал на основе полиэфиримида и углеволокна, предназначенного для 3D-печати с улучшенными прочностными свойствами и термостойкостью.
Под ровингом имеется в виду множество нитей (волокон), включающим примерно от 1000 до 80000 нитей, предпочтительно от 3000 до примерно 24000 нитей, со средней длиной волокна 500-600 мкм.
В качестве термопластичного связующего использован полиэфиримид (ПЭИ) Ultem 1000 фирмы SABIC, имеющий показатель текучести расплава 9 г/10 мин при температуре 330 °С.
Композитный материал может дополнительно содержать технологические и другие полезные добавки, не влияющие на прочностные и другие свойства.
Совокупность существенных признаков заявляемого изобретения обеспечит получение технического результата - создание полиэфиримидного композиционного материала, армированного длинными дискретными углеволокнами, предназначенного для получения полимерной нити, используемой в аддитивных технологиях при печати изделий сложной геометрии, обладающих улучшенным комплексом свойств (высокая термостойкость и механическая прочность). Полученные изделия из композитного материала с помощью 3D-печати могут быть использованы в жестких условиях при эксплуатации, а также в авто-, авиа-, судостроении, космической технике, нефтегазовой отрасли, в медицине и в железнодорожном транспорте.
Изобретательский уровень заявляемого способа получения композиционного материала заключается в применении стадии пропитки термопластичным порошком ПЭИ углеволокон с последующей грануляцией и получением филамента на их основе с длинными дискретными волокнами (со средней длиной 500-600 мкм) для 3D-печати.
Анализ известного уровня техники не позволил обнаружить решение, полностью совпадающее по совокупности существенных признаков, что может указывать на его новизну.
Предлагаемое соотношение компонентов в композиционном материале является оптимальным и обеспечивает достижение технического результата. Уменьшение или увеличение содержания компонентов от заявляемого приводит к снижению прочностных свойств получаемого композиционного материала.
Для подтверждения соответствия заявляемого изобретения требованию «промышленная применимость» приводим примеры конкретной реализации.
Пример 1:
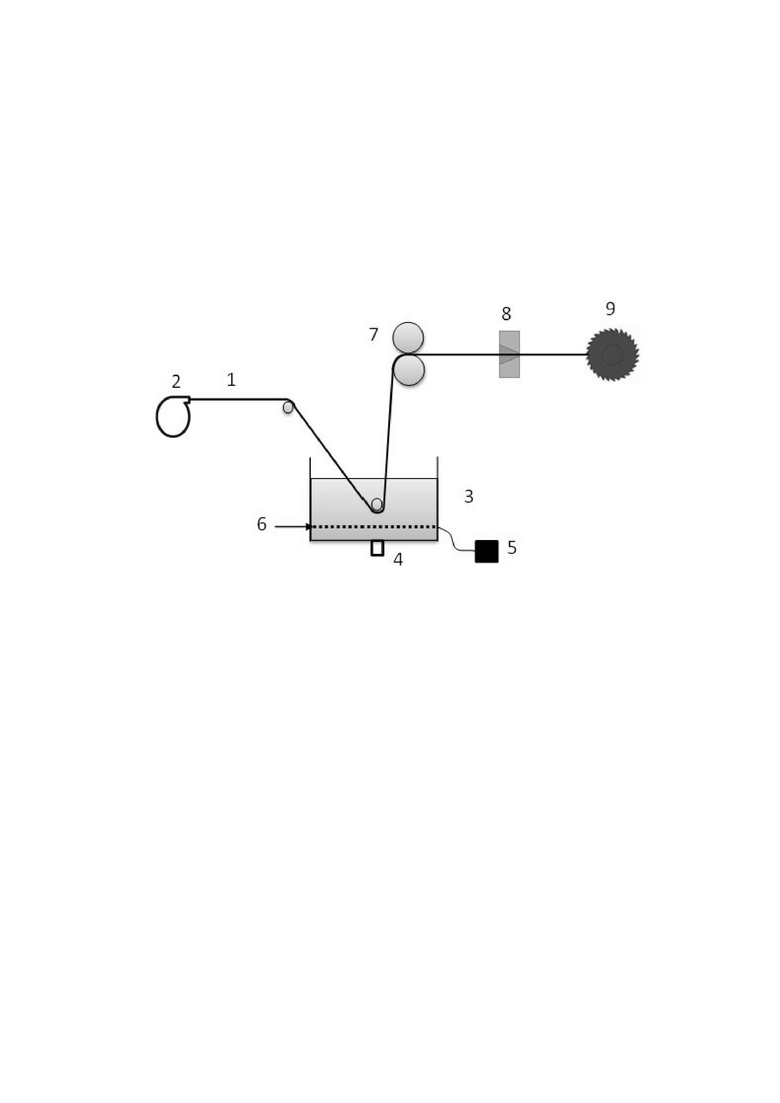
Получение термопластичного композиционного материала проводили на спроектированной установке, схематично изображенной на чертеже. Ровинг (1), состоящий из углеволокон и намотанный на катушку (2), подают в ванну псевдоожижения (3) со скоростью 10 мм/сек. При этом давление в ванне псевдоожижения (3) создается сжатым воздухом, подаваемым через патрубок (4), и составляет 0,3 бар. Одновременно с воздухом подают напряжение (≈10 кВ) источником высоковольтного напряжения (5) в нижнюю часть камеры на мембрану (6), на которой расположены частицы ПЭИ в виде порошка. За счет подачи напряжения на пористую металлическую мембрану (6) частицы ПЭИ приобретают электростатический заряд. Мембрана (6) может быть изготовлена из любого электропроводящего материала, например, из стали.
Путем изменения расхода сжатого воздуха, подаваемого в ванну псевдоожижения (3) и скорости подачи ровинга, изменяли содержание связующего ПЭИ в композите. В процессе прохождения ровинга через ванну псевдоожижения (3) заряженные частицы ПЭИ оседают на поверхности углеволокна за счет сил электростатического притяжения и проникают в пространство между ними, благодаря чему происходит разделение и уширение ровинга. В результате прохождения через ванну псевдоожижения (3) лента ровинга увеличивается примерно в 5 раз (с 3 мм до ≈15 мм). После ванны псевдоожижения (3) пропитанный частицами ПЭИ ровинг проходит через нагретые до 350-370 °С вальцы (7), где происходит оплавление частиц ПЭИ, в результате чего расплавленные частицы ПЭИ смачивают поверхность углеволокон. Таким образом, после прохождения через нагретые вальцы (7) формируется лента ровинга, содержащая ПЭИ.
Далее полученную композитную ленту пропускают через нагретую фильеру (8), предпочтительно круглую, до температуры 350-370 °С, в результате чего из пропитанной ПЭИ ленты ровинга формируется композит необходимой формы. Следом полученный композит нарезают на гранулы специальным ножом (9) размером от 4 до 9 мм.
После получения композитных гранул армированными длинными углеволокнами (от 4 до 9 мм) формировали филамент. Для этой цели использовали одношнековый экструдер, нагретый до температуры 370 °С. В результате прохождения композитных гранул через экструдер формировался полиэфиримидный филамент диаметром 1,75±0,10 мм армированный углеволокном со средней длиной 500-600 мкм. Получение филамента с увеличенной длиной углеволокон обеспечивает увеличение прочностных свойств напечатанных изделий.
Пример 2-4: Получение термопластичного композиционного материала проводили аналогично с использованием установки описанной в примере 1. Отличие заключалось в содержании связующего, которое изменяли за счет варьирования расхода сжатого воздуха, подаваемого в ванну псевдоожижения и скорости подачи ровинга (см. Таблицу 1).
Технологические режимы получения композитного полиэфиримидного материала
Далее полученный филамент использовали для 3D-печати образцов по технологии FDM. Для этого филамент сушили при температуре 150 °С в течение 10 часов. Печать проводилась при температуре экструдера 380 °С, температура платформы построения 185 °С, со скоростью печати 12,5 мм/мин. В результате печати были получены образцы в виде лопаточек для испытаний на растяжение, имеющих характерные размеры: 2 мм толщиной, 4 мм шириной и длиной рабочей части - 25 мм.
Прочность и модуль при разрыве полученных образцов композиционного полиэфиримидного материала определяли на напечатанных лопаточках. Результаты испытаний обработаны статистически по ГОСТ 14359-69. На определение каждого показателя прочностных свойств испытывали не менее 5 штук каждого образца. Модуль упругости при растяжении определяли по ГОСТ 9550-81. Термические свойства полученного напечатанного композитного материала оценивали методами термогравиметрии (ТГ) и дифференциально-сканирующей калориметрией (ДСК). ТГ анализ проводили на приборе TG 209 F1 (NETZSCH, Германия) в диапазоне температур от 30 до 800 °С при скорости нагрева 10 °С/мин, в инертной среде аргона. Масса образцов 2-3 мг. ДСК анализ образцов композиции проводили на приборе DSC 204 F1 в диапазоне температур от 30 до 360 °С при скорости нагрева 10 °С/мин в инертной среде аргона. Вес образцов 4-5 мг.
В результате эксперимента ТГ анализа была определена температура 5%-потери массы (τ5) полученных образцов. В результате эксперимента ДСК были определены температуры стеклования (Тg).
В таблице 2 представлены прочностные и термические свойства напечатанных образцов из полимерного композиционного полиэфиримидного материала.
Свойства напечатанных образцов из полимерного композиционного полиэфиримидного материала
Как видно из данных таблицы 2, предлагаемое техническое решение позволяет получить композитный материал для 3D-печати на основе термопластичного полиэфиримида с углеволокнами, обладающий высокими прочностными свойствами, жесткостью, тепло- и термостойкостью.
Таким образом, с помощью заявляемого способа получения композиционного полиэфиримидного материала для 3D-печати могут быть изготовлены сложные детали с улучшенными прочностными свойствами конструкционного, электротехнического, общего и специального назначения, применяемые в авто-, авиа-, судостроении, космической технике, нефтехимической отрасли и на железнодорожном транспорте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухстадийный способ получения полимерного композиционного материала для 3D-печати | 2023 |
|
RU2829332C1 |
| Способ получения полиэфиримидного композиционного материала | 2019 |
|
RU2707599C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| Полиэфиримидный композиционный материал | 2019 |
|
RU2712173C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| КОАКСИАЛЬНЫЙ ФИЛАМЕНТ ДЛЯ 3D ПРИНТЕРА | 2020 |
|
RU2738388C1 |
| Способ получения аппретированных углеродных волокон и полиэфиримидно-углеволоконная композиция | 2023 |
|
RU2804162C1 |
| Способ получения аппретированных углеволокон и полимерный композит на их основе | 2023 |
|
RU2816456C1 |
Настоящее изобретение относится к способу получения полиэфиримидного композиционного материала для получения изделий методом 3D-печати. Данный способ включает пропитку ровинга из углеволокон электростатически заряженными частицами полиэфиримида при давлении 0,3-1 бар с последующим формированием ленты ровинга, пропитанного частицами полиэфиримида, путем прохождения через вальцы при температуре 350-370°С, после чего полученную ленту композитного материала пропускают через фильеры при температуре 350-370°С, затем гранулируют и формируют филамент. Давление 0,3-1 бар создают сжатым воздухом. Полученный композитный материал содержит 85-95 мас. % полиэфиримида и 5-15 мас. % углеволокна. Технический результат – разработка способа получения полиэфиримидного композиционного материала, предназначенного для 3D-печати с улучшенными прочностными свойствами и термостойкостью. 1 ил., 2 табл., 4 пр.
Способ получения полиэфиримидного композиционного материала для 3D-печати, содержащего 85-95 мас. % полиэфиримида и 5-15 мас. % углеволокна, заключающийся в пропитке ровинга из углеволокон электростатически заряженными частицами полиэфиримида при давлении 0,3-1 бар, создаваемом сжатым воздухом, последующем формировании ленты ровинга, пропитанного частицами полиэфиримида, путем прохождения через вальцы при температуре 350-370°С, после чего полученную ленту композитного материала пропускают через фильеры при температуре 350-370°С, затем гранулируют и формируют филамент.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| CN 110099948 A, 06.08.2019. | |||

