Изобретение относится к резьбовым соединениям «ниппель-муфта с термодиффузионным цинковым покрытием» труб и трубных изделий, работающим в сложных условиях эксплуатации, и может быть использовано в нефтегазодобывающей промышленности при перекачивании агрессивных сред, в горном деле, строительстве и других отраслях.
Работоспособность резьбового соединения «ниппель-муфта», работающего в сложных условиях эксплуатации, характеризуется количеством циклов «свинчивания-развинчивания», обеспечивающих стабильную работу. Для увеличения срока службы резьбового соединения по меньшей мере одну из сопрягаемых резьбовых поверхностей выполняют с термодиффузионным цинковым покрытием. При этом наиболее экономически эффективным является нанесение термодиффузионного цинкового покрытия только на муфту.
Известна соединительная муфта, резьбовая поверхность которой выполнена с термодиффузионным цинковым покрытием толщиной 31÷60 мкм, отклонение которого от среднего значения по толщине покрытия на резьбовой поверхности не превышает 20% (патент РФ №2383413, B22F 1/02, С23С 10/36, Е21В 17/02, опубл. 10.03.2010).
Недостатком предложенного решения является повышенный износ резьбового соединения, характеризующийся появлением задиров, при многократном выполнении циклов «свинчивания-развинчивания» резьбового соединения.
Наиболее близким аналогом, выбранным в качестве прототипа, является резьбовое соединение насосно-компрессорных труб (далее - НКТ) «ниппель-муфта с термодиффузионным цинковым покрытием», в котором резьбовая поверхность муфты выполнена с термодиффузионным цинковым покрытием (далее - ТДЦ-покрытием), включающим железоцинковый слой дельта-фазы (Галин Р.Г., Захарьевич Д.А., Александров С.В., Демидова О.В., Фоминых М.В. «Упрочняющие цинковые покрытия для резьбовых соединений», Журнал «Упрочняющие технологии и покрытия» №6 (114) июнь 2014, с. 24-29). В процессе опытно-промышленных испытаний резьбового соединения «ниппель-муфта с ТДЦ-покрытием» на «свинчивание-развинчивание» без использования резьбоуплотнительной смазки (в условиях сухого трения) на сопрягаемых поверхностях создаются благоприятные условия «свинчивания-развинчивания».
Однако при многократном повторе циклов «свинчивания-развинчивания» резьбового соединения наблюдается налипание продуктов износа на контактирующие поверхности, в условиях сухого трения происходит заедание резьбы, что приводит к снижению работоспособности резьбового соединения труб и трубных изделий.
Технической задачей предлагаемого изобретения является разработка резьбового соединения «ниппель-муфта с термодиффузионным цинковым покрытием», обеспечивающего надежную эксплуатацию резьбовых соединений при многократном «свинчивании-развинчивании» как в условиях сухого трения, так и с использованием резьбоуплотнительной смазки.
Технический результат заключается в повышении износостойкости и работоспособности резьбового соединения за счет обеспечения минимального износа и исключения образования задиров резьбовых поверхностей ниппеля и муфты при многократном «свинчивании-развинчивании».
Указанный технический результат достигается за счет того, что в резьбовом соединении «ниппель-муфта», в котором резьбовая поверхность муфты выполнена с термодиффузионным цинковым покрытием, включающим железоцинковый слой дельта-фазы, согласно изобретению, железоцинковый слой дельта-фазы имеет толщину 10÷55 мкм, при этом градиент концентрации цинка по толщине слоя дельта-фазы составляет 0,06÷0,08 вес.%/мкм.
В предлагаемом резьбовом соединении термодиффузионное цинковое покрытие резьбовой поверхности муфты содержит железоцинковый слой дельта-фазы толщиной 10÷55 мкм. При этом градиент концентрации цинка по толщине слоя дельта-фазы в пределах 0,06÷0,08 вес.%/мкм приводит к плавным изменениям свойств покрытия по толщине слоя дельта-фазы (твердости, износоустойчивости, адгезионных свойств и др.), что обеспечивает минимальный износ и исключение образования задиров резьбовых поверхностей ниппеля и муфты при многократном «свинчивании-развинчивании» резьбового соединения как в условиях сухого трения, так и в присутствии резьбоуплотнительной смазки.
При градиенте концентрации цинка по толщине слоя дельта-фазы, содержащейся в термодиффузионном цинковом покрытии резьбовой поверхности муфты, менее 0,06 вес.%/мкм в резьбовом соединении «ниппель-муфта с ТДЦ-покрытием» наблюдается больший износ резьбы ниппеля по сравнению с износом резьбы муфты. При градиенте концентрации цинка по толщине слоя дельта-фазы более 0,08 вес.%/мкм наблюдается заедание резьбового соединения при значительно меньшем количестве выполненных циклов «свинчивания-развинчивания». По-видимому, при больших градиентах концентрации цинка в слое дельта-фазы происходит образование участков схватывания резьбовых поверхностей муфты и ниппеля и последующей пластической деформации резьбы при «свинчивании-развинчивании» резьбового соединения.
Получение в производственных условиях железоцинкового слоя дельта-фазы толщиной менее 10 мкм и градиентом концентрации цинка по толщине слоя более 0,06 вес.%/мкм технически трудно реализуемо. При выполнении железоцинковогослоя дельта-фазы толщиной более 55 мкм возрастает хрупкость термодиффузионного цинкового покрытия на резьбовой поверхности муфты, что приводит к повышению износа и снижению работоспособности соединения.
Отечественная промышленность располагает всеми средствами (материалами, оборудованием и технологиями), необходимыми для массового производства труб и трубных изделий, имеющих резьбовое соединений «ниппель-муфта с ТДЦ-покрытием», выполненное в соответствии с предлагаемым решением, что обеспечит повышение износостойкости и работоспособности резьбового соединения в сложных условиях эксплуатации, в частности при обустройстве нефтяных скважин, перекачивании агрессивных сред.
Для пояснения изобретения были проведены испытания образцов резьбового соединения НКТ «ниппел-муфта с ТДЦ-покрытием».
На резьбовую поверхность муфт наносили термодиффузионное цинковое покрытие с заданным градиентом концентрации цинка по толщине железоцинкового слоя дельта-фазы следующим образом. Предварительно очищенные (по ГОСТ Р51163-98) и обезжиренные от остатков СОЖ муфты для НКТ загружали в контейнер с модифицированным порошком цинка. Использовали муфты диаметром 73 мм из стали марки 32Г2 с треугольной резьбой (по ГОСТ 633-80), группы прочности N80. Содержание цинка в порошке составляло до 99 мас.%, использовали порошок с размером частиц цинка от 4 мкм до 1 мм, имеющих поверхностную пленку оксида цинка на частицах от 0,03 до 0,5 мкм. Контейнер с муфтами и порошком помещали в реторту электропечи и нагревали до температуры термодиффузионного цинкования 430÷440°С с одновременным вращением реторты для равномерного нанесения цинка на поверхность изделий. Цинкование осуществляли путем контактной диффузии цинка из порошка цинка на металлическую поверхность изделия через оксидную пленку, покрывающую частицы порошка цинка. Общее время нагрева составляло 3÷3,5 часа. После завершения нагрева продолжали вращение реторты в течение 40÷60 минут, по истечении которого контейнер с муфтами извлекали из реторты, остужали до комнатной температуры и оцинкованные муфты отделяли от порошка цинка. При этом путем изменения температуры, продолжительности нагрева и времени охлаждения в заданных интервалах получали покрытия различной толщины и градиента концентрации цинка по толщине железоцинкового слоя дельта-фазы.
Послойное распределение цинка на резьбовой поверхности муфт определяли на специально изготовленных шлифах с помощью растрового электронного микроскопа «JEOL» JSM-6460 LV с энергодисперсионным спектрометром для проведения химического микроанализа. Градиент концентрации цинка по толщине слоя дельта-фазы определяли в направлении от границы раздела дельта-фазы с гамма-фазой путем расчета отношения разности концентраций цинка на поверхности покрытия и границе раздела дельта-фазы с гамма-фазой к толщине дельта-фазы.
Испытания проводили на муфтах, изготовленных по ГОСТ 633-80, с ТДЦ-покрытием, обладающим различной толщиной железоцинкового слоя дельта-фазы на резьбовой поверхности и различным градиентом концентрации цинка по толщине слоя дельта-фазы. Результаты испытаний показаны в таблице.
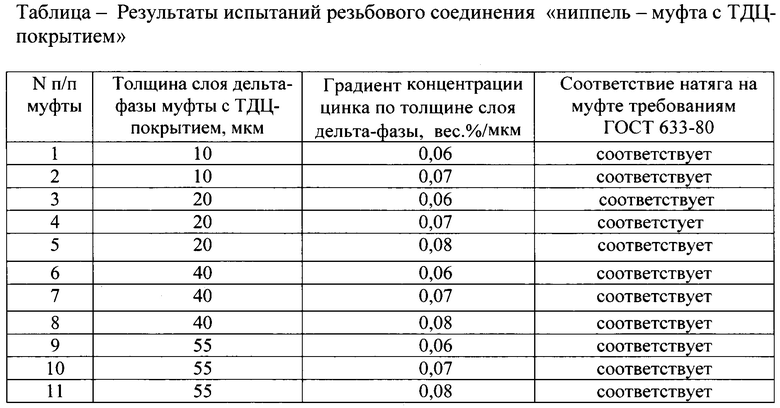
Как видно из таблицы, обеспечивается покрытие резьбы муфты с предлагаемым сочетанием толщины железоцинкового слоя дельта-фазы и градиентом концентрации цинка по толщине слоя дельта-фазы, при этом натяг муфты не выходит за пределы допускаемых отклонений и соответствует ГОСТ 633-80, что позволяет создать благоприятные условия на контактирующих поверхностях в процессе «свинчивания-развинчивания» как в условиях сухого трения, так и при использовании резьбоуплотнительной смазки, обеспечивающих надежную эксплуатацию резьбовых соединений.
Предлагаемое изобретение обеспечивает повышение износостойкости и работоспособности резьбового соединения «ниппель-муфта с ТДЦ-покрытием» за счет обеспечения минимального износа и исключения образования задиров резьбовых поверхностей ниппеля и муфты при многократном «свинчивании-развинчивании».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| СОЕДИНЕНИЕ КОРРОЗИОННОСТОЙКИХ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2384789C1 |
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| ТЕРМОДИФФУЗИОННОЕ ЦИНКОВОЕ ПОКРЫТИЕ | 2012 |
|
RU2496909C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИЗКО- И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ, ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ МЕТОДОМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2570856C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| БУРИЛЬНАЯ ТРУБА С СОЕДИНИТЕЛЬНЫМИ ЗАМКАМИ | 2007 |
|
RU2334156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
Изобретение относится к резьбовым соединениям труб и трубных изделий, работающим в сложных условиях эксплуатации, и может быть использовано в нефтегазодобывающей промышленности для транспортировки агрессивных сред. Технический результат - повышение износостойкости и работоспособности резьбового соединения за счет обеспечения минимального износа и исключения образования задиров резьбовых поверхностей ниппеля и муфты при многократном «свинчивании-развинчивании». В резьбовом соединении «ниппель-муфта» резьбовая поверхность муфты выполнена с термодиффузионным цинковым покрытием, включающим железоцинковый слой дельта-фазы. Железоцинковый слой дельта-фазы имеет толщину 10÷55 мкм, при этом градиент концентрации цинка по толщине слоя дельта-фазы составляет 0,06÷0,08 вес.%/мкм. 1 табл.
Резьбовое соединение «ниппель-муфта», в котором резьбовая поверхность муфты выполнена с термодиффузионным цинковым покрытием, включающим железоцинковый слой дельта-фазы, отличающееся тем, что железоцинковый слой дельта-фазы имеет толщину 10÷55 мкм, при этом градиент концентрации цинка по толщине слоя дельта-фазы составляет 0,06÷0,08 вес.%/мкм.
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ТРУБ НЕФТЯНОГО СОРТАМЕНТА И СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗОЦИНКОВОГО ПОКРЫТИЯ НА РЕЗЬБОВЫХ УЧАСТКАХ | 2003 |
|
RU2244094C1 |
| СОЕДИНЕНИЕ КОРРОЗИОННОСТОЙКИХ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2384789C1 |
| ТЕРМОДИФФУЗИОННОЕ ЦИНКОВОЕ ПОКРЫТИЕ | 2012 |
|
RU2496909C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| US 6171359 B1, 09.01.2001. | |||

