Изобретение касается способа, а также устройства для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги.
Мешочная бумага, называемая также мешочной крафт-бумагой, изготавливается из целлюлозных волокон и преимущественно из длинноволокнистой целлюлозы, так как она придает бумаге высокую прочность и высокую пористость. Из мешочной бумаги изготавливаются мешки, напр., для упаковки цемента и порошкообразных продуктов. К существенным свойствам мешочной бумаги относятся высокая прочность при достаточном растяжении, высокая пористость, а также достаточная жесткость. Такие свойства важны не только с точки зрения нагрузки на мешки при транспортировке, но в связи с нагрузкой на мешки при наполнении. Благодаря соответствующей пористости гарантируется, что при быстром наполнении мешков через мешочную бумагу может улетучиваться достаточно воздуха, чтобы препятствовать лопанию мешков и улетучиванию слишком большого количества пыли или тому подобного вследствие оттока воздуха через отверстие для наполнения. Также все чаще требуется, чтобы одна сторона бумажного полотна, которое образует будущую наружную сторону мешка, была пригодна для печати, что предполагает высокую гладкость данной стороны.
В документе DE 102010029580 A1 раскрыта машина для изготовления полотна мешочной бумаги с мелкими поперечными складками или без них. Машина имеет средство для напуска бумажной массы, сеточную секцию, сушильную секцию, каландр и узел смотки. Прессовальная секция состоит только из одного прессового захвата, который выполнен в виде башмачного прессового захвата.
Документ WO 1999/02772 A1 описывает способ изготовления крафт-бумаги. При этом в средстве подготовки бумажной массы вещество подвергается высоко- и низкоконсистентному размолу.
В публикации EP1798331 A1 описан способ диспергирования волокнистого бумажного материала. Способ предназначен для диспергирования волокнистого бумажного материала, при котором перед диспергированием с помощью устройства разделения на фракции образуется грубая фракция и тонкая фракция. При этом разделение на фракции осуществляют таким образом, что грубая фракция содержит все волокна, а тонкая фракция – только рафинированную массу. Диспергирование с помощью этого способа является эффективным и экономичным. Также весь процесс может быть менее сложным.
Документ DE 29518848 U1 относится к секции прессования бумагоделательной машины с замкнутой проводкой бумажного полотна, содержащей по меньшей мере одну прессовальную щель и одну передающую щель, в которой бумажное полотно направлено по первому ролику на ленте с низкой водопоглощающей поверхностью и причем бумажное полотно контактирует со вторым валиком.
Документ DE10056138 A1 описывает способ повышения стабильности краев полосы из бумаги, картона, бумаги санитарно-гигиенического назначения или других полотен волокнистого материала в прессовальной секции для обезвоживания. Исходя из этого, стабильность краев полотна должна быть увеличена без существенного отрицательного влияния на качество готового волокнистого полотна повышается за счет того, сухой остаток на краях полотна в секции прессования и/или перед ней повышается с помощью сухого остатка средней области волокнистого полотна.
Документ GB934757 A относится к способу и устройству для сушки бумажного полотна. Описанное устройство сушки представляет собой конструкцию вытяжного колпака и его использование в сушильной секции бумагоделательной машины.
Сорта мешочной крафт-бумаги представляют собой нишевый продукт в области упаковочных бумаг. Неотбеленные сорта производятся с помощью существующих машин на основе нескольких различных концепций машин. При этом растяжимые сорта мешочной крафт-бумаги изготавливаются также уже с применением так называемого «Extensible Unit» (англ. растягивающийся модуль), известного, например, как модуль Clupak, в виде устройства для создания мелких поперечных складок, имеющего эластичную ленту, с помощью которого еще влажное полотно волокнистого материала крепируется для улучшения его свойств растяжения в направлении движения полотна.
В основе изобретения лежит задача, предложить способ, а также устройство для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, с помощью которых при сохранении высокого качества выпускаемой упаковочной бумаги минимизируются в целом капитальные и эксплуатационные затраты.
В соответствии с изобретением эта задача решается с помощью способа изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, при котором при подготовке бумажной массы суспензия волокнистого материала перед высококонсистентным размолом сгущается до концентрации твердого вещества в пределах от примерно 30% до примерно 35% и высококонсистентный размол осуществляют при концентрации твердого вещества в пределах от примерно 30% до примерно 35%, после высококонсистентного размола суспензия волокнистого материала подвергается низкоконсистентному размолу при концентрации твердого вещества в пределах от примерно 1% до примерно 3%, посредством напуска бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25%, суспензия волокнистого материала для обезвоживания и образования полотна волокнистого материала наносится на длинную сетку длинносеточного формирователя или гибридного формирователя, в длинной сетке, в частности, в начальной области образования листа, возбуждаются встряхивающие движения, и образованное полотно волокнистого материала дополнительно обезвоживается в прессовой секции и сушится в сушильной секции. При этом сгущение полотна волокнистого материала осуществляется предпочтительно посредством червячного пресса или посредством двухсеточного пресса. Полотно волокнистого материала сушат в сушильной секции, включающей в себя секцию предварительной сушки и секцию досушивания, при этом секция предварительной сушки включает в себя предпочтительно несколько в частности коротких групп сушки, секция предварительной сушки также включает в себя максимум две однорядные группы сушки и максимум три двухрядные группы сушки, имеющие в частности максимум по восемь сушильных цилиндров. По меньшей мере один сушильный цилиндр секции досушивания снабжен модулем сушки с сопловым обдувом и между секцией предварительной сушки и секцией досушивания располагают снабженное эластичной лентой устройство для создания мелких поперечных складок.
Гибридный формирователь имеет длинную сетку, на которой полотно волокнистого материала в начальной области обезвоживается только на одной стороне. После начальной области полотно волокнистого материала обезвоживается, находясь между второй сеткой для обезвоживания и длинной сеткой, на двух сторонах. Гибридные формирователи предпочтительны при более высоких скоростях бумагоделательной машины. При этом производительность обезвоживания повышается без ухудшения качества производимого полотна волокнистого материала.
При сгущении уменьшается количество воды, содержащееся в полотне волокнистого материала, благодаря чему соответственно получается более высокая плотность массы суспензии волокнистого материала, которая указывает количество сухого вещества, еще содержащееся в суспензии волокнистого материала, в процентах. Вследствие высококонсистентного размола при концентрации волокнистого материала в указанных пределах повышается прочность образуемого позднее полотна упаковочной бумаги. Когда в длинной сетке длинносеточного формирователя или, соответственно, гибридного формирователя возбуждаются встряхивающие движения, это положительно влияет на образование листа, что придает полотну упаковочной бумаги более высокую прочность. Длинная сетка длинносеточного формирователя или, соответственно, гибридного формирователя представляет собой бесконечную циркулирующую ленту длинной сетки. При этом, в частности, внутри петли этой длинной сетки могут быть предусмотрены элементы для обезвоживания.
Сеточная секция может быть выполнена с сеточным отсасывающим валом или же без такого сеточного отсасывающего вала. При этом длинная сетка длинносеточного формирователя или, соответственно, гибридного формирователя, в частности, в конце области образования листа, может быть проведена вокруг вала, который, в зависимости от конкретного случая, предусмотрен в виде сеточного отсасывающего вала или в виде закрытого вала.
Предпочтительно длинная сетка в начальной области образования листа проведена вокруг грудного вала, и для встряхивания длинной сетки на грудной вал оказывается воздействие посредством встряхивающего устройства. При этом грудной вал может, в частности, двигаться возвратно-поступательно в осевом направлении, вследствие чего длинная сетка смещается поперек направления движения полотна.
Встряхивание длинной сетки осуществляется предпочтительно с интенсивностью ≥3000, в частности ≥4000, при этом интенсивность определена как f2 ⋅H(мм)/v(м/мин.), где f=частота возбуждения, H=ход, v=скорость движения полотна.
Выходящее из прессовой секции полотно волокнистого материала имеет предпочтительно содержание сухого вещества в пределах от 35% до 45% и предпочтительным образом содержание сухого вещества в пределах 40%.
По одному из предпочтительных вариантов осуществления предлагаемого изобретением способа полотно волокнистого материала в прессовой секции пропускается только через одну единственную зону прессования, которая образована удлиненным в направлении движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования пресса с двумя сукнами. Таким образом, данный прессовый модуль может представлять собой так называемый пресс SingleNipcoFlex.
Когда полотно волокнистого материала в прессовой секции пропускается только через одну единственную зону прессования, оно уже не так сильно уплотняется при обезвоживании. Поэтому пористость упаковочной бумаги или, соответственно, мешочной крафт-бумаги может оставаться на высоком уровне. Данная зона прессования башмачного пресса может быть, в частности, образована между валом башмачного пресса и ответным валом, при этом вал башмачного пресса имеет гибкую боковую поверхность вала, которая установлена на башмак пресса. Полотно волокнистого материала пропускается через удлиненную зону прессования, находясь между двумя сукнами. Сукна представляют собой бесконечные циркулирующие суконные ленты.
По одному из альтернативных предпочтительных вариантов осуществления предлагаемого изобретением способа полотно волокнистого материала в прессовой секции пропускается только через две расположенные друг за другом зоны прессования, которые образованы каждая удлиненной в направлении движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования, при этом вторая в направлении движения полотна зона прессования выполнена, в частности, с одним сукном и снабжена транспортировочной лентой. Первая зона прессования может быть, в частности, выполнена с двумя сукнами.
При этом сукна и транспортировочная лента представляют собой бесконечные циркулирующие суконные ленты или, соответственно, бесконечную циркулирующую транспортировочную ленту. Транспортировочная лента может быть выполнена по меньшей мере по существу непроницаемой и гладкой. Когда полотно волокнистого материала с помощью такой транспортировочной ленты пропускается через вторую зону прессования, полотно волокнистого материала приобретает одну более гладкую сторону, благодаря чему готовая упаковочная бумага или, соответственно, мешочная крафт-бумага более пригодна для печати.
Однако возможен также, в частности, такой вариант осуществления способа, при котором полотно волокнистого материала в прессовой секции пропускается только через один так называемый пресс DuoCentriNipcoFlex, имеющий три следующих друг за другом зоны прессования. Пресс DuoCentriNipcoFlex представляет собой компактный пресс с тремя зонами прессованиями, у которого нижняя сторона полотна волокнистого материала приходит в контакт с сукном только в первой, если смотреть в направлении движения полотна, зоне прессования, в то время как в двух последующих зонах прессованиях только верхняя сторона полотна волокнистого материала попадает в контакт с сукном, а нижняя сторона полотна волокнистого материала приходит в соприкосновение соответственно с гладким валом. И при такой концепции пресса тоже получают гладкое с одной стороны бумажное полотно. Поэтому выполненная таким образом прессовая секция, как и прессовая секция, имеющая только два расположенные друг за другом зоны прессования и пропущенную через вторую зону прессования транспортировочную ленту, особым образом пригодна для изготовления, в частности, сортов отбеленной, снабжаемой печатью мешочной крафт-бумаги.
Предлагаемое изобретением устройство для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, включает в себя соответственно подготовку бумажной массы, которая имеет сгущающее устройство для сгущения суспензии волокнистого материала до концентрации твердого вещества в пределах от примерно 30% до примерно 35%, а также содержит рафинер, чтобы подвергать суспензию волокнистого материала после сгущения высококонсистентному размолу, а также после высококонсистентного размола низкоконсистентному размолу при концентрации твердого вещества в пределах от примерно 1% до примерно 3%, сеточную секцию для обезвоживания суспензии волокнистого материала и для образования полотна волокнистого материала, которая включает в себя длинносеточный формирователь или гибридный формирователь, на длинную сетку которого может наноситься суспензия волокнистого материала посредством напуска бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25%, встряхивающее устройство, с помощью которого в длинной сетке, в частности, в начальной области образования листа, могут возбуждаться встряхивающие движения, прессовую секцию для дополнительного обезвоживания полотна волокнистого материала, а также сушильную секцию для сушки полотна волокнистого материала. При этом сгущающее устройство включает в себя предпочтительно червячный пресс или двухсеточный пресс. Сушильная секция включает в себя секцию предварительной сушки и секцию досушивания, при этом секция предварительной сушки включает в себя предпочтительно несколько в частности коротких групп сушки, секция предварительной сушки также включает в себя максимум две однорядные группы сушки и максимум три двухрядные группы сушки, имеющие в частности максимум по восемь сушильных цилиндров. По меньшей мере один сушильный цилиндр секции досушивания снабжен модулем сушки с сопловым обдувом и между секцией предварительной сушки и секцией досушивания располагают снабженное эластичной лентой устройство для создания мелких поперечных складок.
Сеточная секция может быть выполнена с сеточным отсасывающим валом или без такого сеточного отсасывающего вала. При этом длинная сетка длинносеточного формирователя или, соответственно, гибридного формирователя, в частности, в конце области образования листа, может быть проведена вокруг вала, который, в зависимости от конкретного случая, предусмотрен в виде сеточного отсасывающего вала или в виде закрытого вала.
Предпочтительно для встряхивания длинной сетки предусмотрено встряхивающее устройство, с помощью которого может оказываться воздействие на грудной вал, вокруг которого длинная сетка проведена в начальной области образования листа.
Предпочтительно встряхивающее устройство выполнено для встряхивания длинной сетки с интенсивностью ≥3000, в частности ≥4000, при этом интенсивность определена как f2 ⋅H(мм)/v(м/мин.), где f=частота возбуждения, H=ход, v=скорость движения полотна.
Предпочтительно устройство выполнено так, что выходящее из прессовой секции полотно волокнистого материала имеет содержание сухого вещества в пределах от 35% до 45% и предпочтительным образом содержание сухого вещества в пределах 40%.
По одному из предпочтительных вариантов осуществления предлагаемого изобретением устройства прессовая секция имеет только одну единственную зону прессования, которая образована удлиненной в направлении движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования пресса с двумя сукнами. При этом удлиненная зона прессования предпочтительно выполнена для создания импульсов прессования > 55 кПа⋅с. Полотно волокнистого материала и нижнее сукно после зоны прессования с двумя сукнами, в частности, посредством разделительного отсоса, могут отделяться от верхнего сукна, при этом полотно волокнистого материала продолжает вестись нижним сукном.
По одному из альтернативных предпочтительных вариантов осуществления прессовая секция имеет только две расположенные друг за другом зоны прессования, которые образованы каждая удлиненной в направлении движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования, при этом вторая, если смотреть в направлении движения полотна, зона прессования выполнена, в частности, с одним сукном и снабжена транспортировочной лентой. Первая, если смотреть в направлении движения полотна, зона прессования предпочтительно выполнена с двумя сукнами.
По другому альтернативному варианту осуществления предлагаемого изобретением устройства прессовая секция имеет только один пресс DuoCentriNipcoFlex, имеющий три следующие друг за другом зоны прессования.
Напуск бумажной массы предпочтительно оснащен регулированием воды для разбавления.
С помощью такого регулирования воды для разбавления создается возможность секционного регулирования в зонах пропускной способности, плотности массы твердого вещества и вместе с тем веса единицы площади и ориентации волокон по ширине полотна волокнистого материала. Поперечный профиль веса единицы площади полотна волокнистого материала может регулироваться таким образом, что в слишком тяжелых местах во время или до напуска бумажной массы в соответствующую зону подается больше воды, и таким образом уменьшается плотность массы суспензии волокнистого материала в этой зоне. В слишком легких местах регулирование осуществляется обратным образом. Благодаря соответственно улучшенному поперечному профилю веса единицы площади полотна волокнистого материала достигаются более равномерная пористость, прочность и растяжимость мешочной крафт-бумаги по ширине бумажного полотна.
Предпочтительно, в частности, также, когда соответствующая удлиненная в направлении движения полотна зона прессования имеет длину > 220 мм, в частности > 270 мм.
Благодаря соответственно длинной зоне прессования получается более высокое содержание сухого вещества в полотне волокнистого материала.
Сушильная секция включает в себя секцию предварительной сушки и секцию досушивания. При этом секция предварительной сушки содержит по меньшей мере несколько, в частности коротких, групп сушки.
Секция предварительной сушки включает в себя максимум две однорядные группы сушки.
Секция предварительной сушки включает в себя максимум три двухрядные группы сушки, имеющие, в частности, максимум по восемь сушильных цилиндров.
По одному из предпочтительных практических вариантов осуществления предлагаемого изобретением устройства секция предварительной сушки включает в себя по меньшей мере один форсуночный увлажнитель для поперечного профилирования влажности. Такой форсуночный увлажнитель предпочтителен, в частности, тогда, когда прессовая секция снабжена только одной удлиненной в направлении движения полотна зоной прессования или, соответственно, зоной прессования башмачного пресса. Однако, в принципе, возможно применение такого форсуночного увлажнителя и при других концепциях пресса.
Предпочтительно также, в частности, когда сушильная секция включает в себя, в частности выполненное в виде так называемого «Extensible Unit», имеющего эластичную ленту, устройство для создания мелких поперечных складок для складывания полотна волокнистого материала в мелкие поперечные складки в направлении движения полотна. При этом полотно волокнистого материала перед устройством для создания мелких поперечных складок имеет предпочтительно содержание сухого вещества в пределах от примерно 62% до примерно 68%.
Полотно волокнистого материала складывается в мелкие поперечные складки путем стягивания расслабленной эластичной ленты устройства для создания мелких поперечных складок («Extensible Unit») в направлении движения полотна, благодаря чему возникает эффект крепирования. При этом, как правило, за устройством для создания мелких поперечных складок возникает отрицательное растяжение. Предпочтительно возможно воздействие на полотно волокнистого материала посредством устройства для создания мелких поперечных складок отрицательным растяжением, которое определено разностью скорости в пределах от примерно -1% до примерно -5%. Отрицательное растяжение примерно -3% предпочтительно, например, у сортов «SemiExtensible» (англ. частично растяжимых), т.е. у сортов средней растяжимости. В отличие от этого, у сортов «Extensible» (англ. растяжимых), т.е. у сортов более высокой растяжимости, возможно отрицательное растяжение до -5%.
Гибкая лента устройства для создания мелких поперечных складок («Extensible Unit») целесообразным образом размещена на негладкой верхней стороне полотна волокнистого материала, чтобы не разрушать его гладкую сторону. В случае прессовой секции, имеющей пресс DuoCentriNipcoFlex, нижняя сторона полотна волокнистого материала гладкая. У прессового модуля, имеющего только одну удлиненную зону прессования, обе стороны полотна волокнистого материала по существу одинаково гладкие. Тем не менее, и в этом случае гибкая лента устройства для создания мелких поперечных складок («Extensible Unit») при необходимости может размещаться на верхней стороне полотна волокнистого материала, для обеспечения хороших печатных свойств бумаги или ходкости машины и сохранения наибольшей возможной простоты конструкции.
По меньшей мере один сушильный цилиндр секции досушивания укомплектован модулем сушки с сопловым обдувом.
Сушка с сопловым обдувом основывается на теплопередаче конвекцией вследствие соударения (англ. «impingement») воздушных струй с полотном волокнистого материала.
При этом соответствующий модуль сушки с сопловым обдувом предпочтительно размещен непосредственно над не имеющим сукна полотном волокнистого материала, чтобы сукно не могло препятствовать свободной усадке полотна волокнистого материала. В двухрядной группе сушки соответствующая сушка с сопловым обдувом или соударением потока может осуществляться, в частности, посредством сушильных цилиндров, находящихся вверху. Однако, в принципе, такие модули сушки с сопловым обдувом могут быть размещены как на сушильных цилиндрах, находящихся вверху, так и на находящихся внизу.
После сушильной секции или, соответственно, секции досушивания целесообразным образом расположен намотчик, при этом полотно волокнистого материала может наматываться с помощью этого намотчика предпочтительно при содержании сухого вещества в пределах от примерно 92% до примерно 94%.
Изобретение поясняется подробнее ниже на примерах осуществления со ссылкой на чертеж; на нем показано:
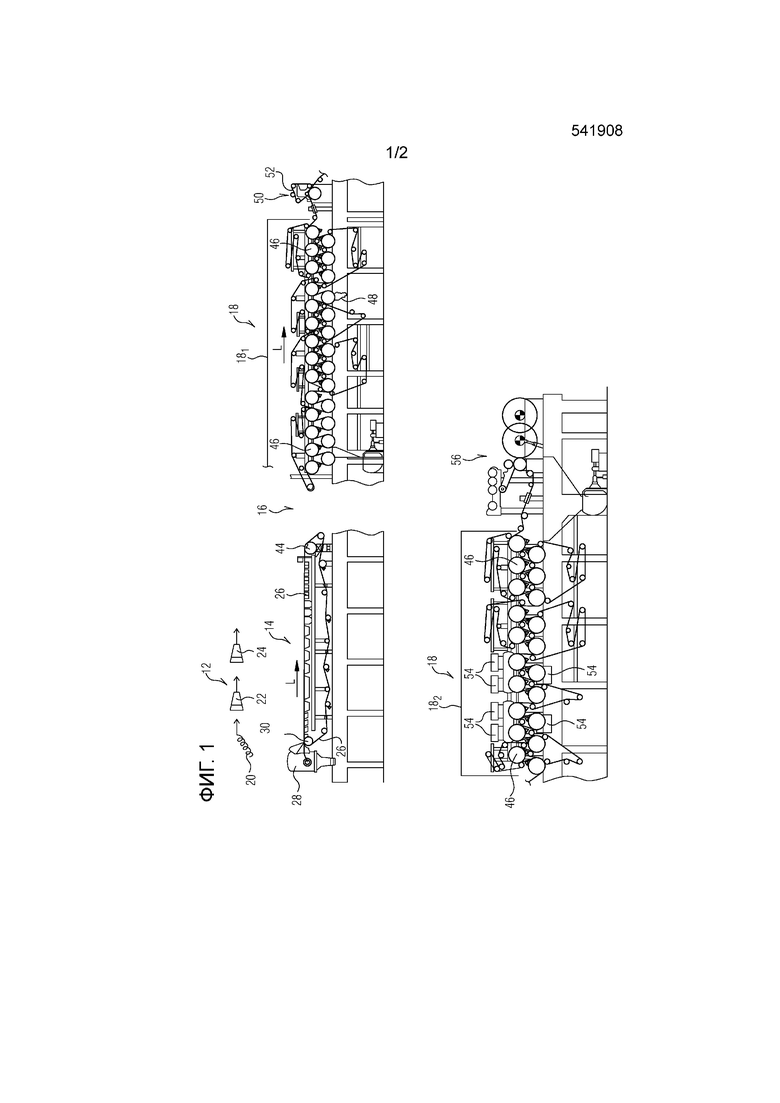
фиг.1: схематичное изображение одного из примерных вариантов осуществления предлагаемого изобретением устройства для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, и
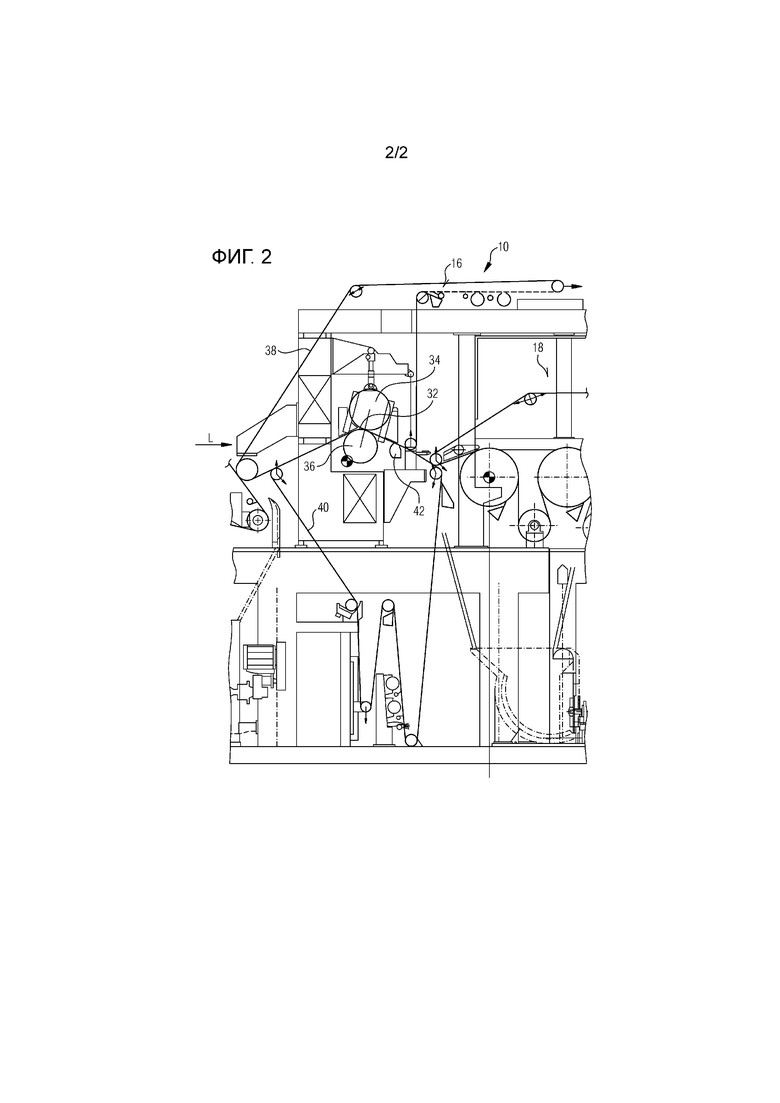
фиг.2: детализированное схематичное изображение прессовой секции устройства в соответствии с фиг.1.
На фиг.1 и 2 в схематичном изображении показан один из примерных вариантов осуществления предлагаемого изобретением устройства 10 для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги.
Устройство включает в себя подготовку 12 бумажной массы, сеточную секцию 14 для обезвоживания суспензии волокнистого материала и для образования полотна волокнистого материала, прессовую секцию 16 для дополнительного обезвоживания полотна волокнистого материала, а также сушильную секцию 18 для сушки полотна волокнистого материала.
Подготовка 12 бумажной массы включает в себя сгущающее устройство 20 для сгущения суспензии волокнистого материала до концентрации твердого вещества в пределах от примерно 30% до примерно 35%, а также рафинеры 22, 24, чтобы подвергать суспензию волокнистого материала после сгущения высококонсистентному размолу, а также после высококонсистентного размола низкоконсистентному размолу при концентрации твердого вещества в пределах от примерно 1% до примерно 3%. То есть рафинер 22 служит для всококонсистентного размола, в то время как последующий рафинер 24 служит для низкоконсистентного размола.
Сеточная секция 14 включает в себя длинносеточный формирователь, на длинную сетку 26 которого суспензия волокнистого материала может наноситься посредством напуска 28 бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25%. В принципе, длинная сетка могла бы также представлять собой длинную сетку гибридного формирователя.
Сеточная секция 14 может быть укомплектована (не показанным) встряхивающим устройством, с помощью которого в длинной сетке, в частности, в начальной области образования листа, могут возбуждаться встряхивающие движения.
Сгущающее устройство 20 может, как изображено, включать в себя, в частности, червячный пресс. Однако сгущение может также осуществляться посредством двухсеточного пресса.
Бесконечная циркулирующая длинная сетка 26 в начальной области образования листа проведена вокруг грудного вала 30. При этом для встряхивания длинной сетки 26 на этот грудной вал 30 можно, в частности, воздействовать с помощью встряхивающего устройства. Встряхивающее устройство может быть, в частности, выполнено так, чтобы длинная сетка 26 встряхивалась с интенсивностью ≥3000, в частности ≥4000, при этом интенсивность определена как f2 ⋅H(мм)/v(м/мин.), где f=частота возбуждения, H=ход, v=скорость движения полотна.
Устройство 20 может быть, в частности, выполнено или, соответственно, эксплуатироваться так, чтобы выходящее из прессовой секции 18 полотно волокнистого материала имело содержание сухого вещества в пределах от 35% до 45% и предпочтительным образом содержание сухого вещества в пределах 40%.
Прессовая секция 16 имеет в настоящем случае только одну единственную зону 32 прессования (см. фиг.2), которая образована удлиненной в направлении L движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования с двумя сукнами. Причем эта зона 32 прессования образована между двумя валами 34, 36 пресса, из которых один выполнен в виде вала башмачного пресса, имеющего установленную на одном башмаке пресса гибкую боковую поверхность вала. Полотно волокнистого материала проведено, находясь между верхним сукном 38 и нижним сукном 40, через эту удлиненную зону 32 прессования. Данный прессовый модуль представляет собой, таким образом, так называемый пресс SingleNipcoFlex. Прессовый модуль может быть, в частности, выполнен для создания в зоне 32 прессования импульсов прессования > 55 кПа⋅с.
После зоны прессования 32 с двумя сукнами, в настоящем случае, например, посредством разделительного отсоса 42, полотно волокнистого материала и нижнее сукно 40 отделяются от верхнего сукна 38, так что полотно волокнистого материала продолжает вестись нижним сукном 40.
Однако альтернативно возможна также прессовая секция, имеющая только две расположенные друг за другом зоны прессования, которые образованы каждая удлиненной в направлении движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования, при этом вторая, если смотреть в направлении движения полотна, зона прессования может быть выполнена, в частности, с одним сукном и снабжен транспортировочной лентой. По другому альтернативному варианту осуществления прессовая секция 16 может также иметь только один пресс DuoCentriNipcoFlex, имеющий три следующие друг за другом зоны прессования.
Напуск 28 бумажной массы предпочтительно оснащен регулированием воды для разбавления.
Сеточная секция 14 может быть выполнена с сеточным отсасывающим валом или же без такого сеточного отсасывающего вала. При этом длинная сетка 26 в конце области образования листа проведена вокруг вала 44, который, в зависимости от конкретного случая, предусмотрен в виде сеточного отсасывающего вала или в виде закрытого вала. В качестве сеточного отсасывающего вала может быть при необходимости предусмотрен высоковакуумный сеточный отсасывающий вал.
Удлиненная зона 32 прессования модуля башмачного пресса, включающего в себя указанные два вала 34, 36, может, в частности, иметь длину > 220 мм, в частности > 270 мм.
Сушильная секция 18 включает в себя секцию 181 предварительной сушки и секцию 182 досушивания.
При этом секция 181 предварительной сушки содержит предпочтительно несколько, в частности коротких групп сушки. Предпочтительно секция 181 предварительной сушки включает в себя одну или две однорядные группы сушки и/или одну-три двухрядные группы сушки, имеющие, в частности, максимум по восемь сушильных цилиндров 46.
Кроме того, секция 181 предварительной сушки может включать в себя, в частности, также по меньшей мере один форсуночный увлажнитель 48 для поперечного профилирования влажности. Такой форсуночный увлажнитель предпочтителен, в частности, тогда, когда прессовая секция 16 снабжена только одним прессом SingleNipcoFlex.
Сушильная секция 18 может, в частности, также включать в себя, например, расположенное между секцией 181 предварительной сушки и после секции 182 досушивания, в частности выполненное в виде так называемого «Extensible Unit», имеющего эластичную ленту 52, устройство для создания мелких поперечных складок 50, для складывания полотна волокнистого материала в мелкие поперечные складки в направлении L движения полотна. При этом гибкая лента 52 этого устройства для создания мелких поперечных складок 50 размещена на верхней стороне полотна волокнистого материала. Это, в частности, предпочтительно также в случаях, когда прессовая секция 16 снабжена имеющим две удлиненные зоны прессования прессом TandemNipcoFlex или прессом DuoCentriNipcoFlex, чтобы гарантировать отсутствие разрушения гладкой нижней стороны полотна волокнистого материала. При этом полотно волокнистого материала перед устройством для создания мелких поперечных складок 50 имеет предпочтительно содержание сухого вещества в пределах от примерно 62% до примерно 68%.
Посредством устройства 50 для создания мелких поперечных складок 50 полотно волокнистого материала целесообразным образом подвергается воздействию отрицательного растяжения, которое определено разностью скорости в пределах от примерно -1% до примерно -5%.
По меньшей мере один сушильный цилиндр 46 секции 182 досушивания может быть также укомплектован модулем 54 сушки с сопловым обдувом, причем в настоящем случае несколько сушильных цилиндров укомплектованы каждый таким модулем 54 сушки с сопловым обдувом.
После сушильной секции 18 или, соответственно, секции 182 досушивания расположен намотчик 56. При этом полотно волокнистого материала может наматываться с помощью этого намотчика 56 предпочтительно при содержании сухого вещества в пределах от примерно 92% до примерно 94%.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 Устройство
12 Подготовка бумажной массы
14 Сеточная секция
16 Прессовая секция
18 Сушильная секция
181 Секция предварительной сушки
182 Секция досушивания
20 Сгущающее устройство
22 Рафинер
24 Рафинер
26 Длинная сетка
28 Напуск бумажной массы
30 Грудной вал
32 Зона прессования
34 Вал пресса
36 Вал пресса
38 Верхнее сукно
40 Нижнее сукно
42 Разделительный отсос
44 Вал
46 Сушильный цилиндр
48 Форсуночный увлажнитель
50 Устройство для создания мелких поперечных складок
52 Эластичная лента
54 Модуль сушки с сопловым обдувом
56 Намотчик
L Направление движения полотна
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОТНА ВОЛОКНИСТОГО МАТЕРИАЛА | 2020 |
|
RU2752200C1 |
| СТРУКТУРИРУЮЩАЯ СЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОГО БУМАЖНОГО ПОЛОТНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471908C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МАТЕРИАЛА | 2009 |
|
RU2488654C2 |
| БУМАГА ДЛЯ ГОРЯЧЕГО ЭКСТРАГИРОВАНИЯ | 2019 |
|
RU2782768C1 |
| ЭФФЕКТИВНОЕ ПРОИЗВОДСТВО ТАРНОГО КАРТОНА ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ФЛЮТИНГА | 2020 |
|
RU2814482C2 |
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
| ПОЛУЧЕНИЕ ВЫСОКОРАСТЯЖИМОЙ БУМАГИ С ПРИЕМЛЕМЫМИ СВОЙСТВАМИ ПОВЕРХНОСТИ | 2018 |
|
RU2765135C2 |
| КАБЕЛЬНАЯ БУМАГА | 2024 |
|
RU2829388C1 |
| ГОФРИРОВАННЫЙ КАРТОН, СОДЕРЖАЩИЙ ПЛОСКИЙ СЛОЙ И ФЛЮТИНГ, И ЯЩИК ИЗ ТАКОГО КАРТОНА | 2015 |
|
RU2824809C1 |
| КАБЕЛЬНАЯ БУМАГА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2815971C1 |
Предложен способ изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, при котором при подготовке бумажной массы суспензия волокнистого материала перед высококонсистентным размолом сгущается до концентрации твердого вещества в пределах от примерно 30% до примерно 35%, после высококонсистентного размола суспензия волокнистого материала подвергается низкоконсистентному размолу при концентрации твердого вещества в пределах от примерно 1% до примерно 3%, посредством напуска бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25%, суспензия волокнистого материала для обезвоживания и образования полотна волокнистого материала наносится на длинную сетку длинносеточного формирователя или гибридного формирователя, в длинной сетке, в частности в начальной области образования листа, возбуждаются встряхивающие движения, и образованное полотно волокнистого материала дополнительно обезвоживается в прессовой секции и сушится в сушильной секции. 2 н. и 9 з.п. ф-лы, 2 ил.
1. Способ изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, при котором в средстве (12) подготовки бумажной массы суспензию волокнистого материала перед высококонсистентным размолом сгущают до концентрации твердого вещества в пределах от примерно 30% до примерно 35% и высококонсистентный размол осуществляют при концентрации твердого вещества в пределах от примерно 30% до примерно 35%, после высококонсистентного размола суспензию волокнистого материала подвергают низкоконсистентному размолу при концентрации твердого вещества в пределах от примерно 1% до примерно 3%, суспензию волокнистого материала посредством напуска (28) бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25% наносят на длинную сетку (26) длинносеточного формирователя или гибридного формирователя для обезвоживания и образования полотна волокнистого материала, в длинной сетке (26), в частности, в начальной области образования листа, возбуждают встряхивающие движения и образованное полотно волокнистого материала дополнительно обезвоживают в прессовой секции (16) и сушат в сушильной секции (18), причем полотно волокнистого материала сушат в сушильной секции (18), включающей в себя секцию (181) предварительной сушки и секцию (182) досушивания, при этом секция (181) предварительной сушки включает в себя предпочтительно несколько, в частности, коротких групп сушки, секция (181) предварительной сушки также включает в себя максимум две однорядные группы сушки и максимум три двухрядные группы сушки, имеющие, в частности, максимум по восемь сушильных цилиндров (46), причем по меньшей мере один сушильный цилиндр (46) секции (182) досушивания снабжен модулем (54) сушки с сопловым обдувом и между секцией (181) предварительной сушки и секцией (182) досушивания располагают снабженное эластичной лентой устройство (50) для создания мелких поперечных складок.
2. Способ по п.1,
отличающийся тем, что сгущение полотна волокнистого материала осуществляют посредством червячного пресса или посредством двухсеточного пресса.
3. Способ по п.1 или 2,
отличающийся тем, что выходящее из прессовой секции (16) полотно волокнистого материала имеет содержание сухого вещества в пределах от 35% до 45% и предпочтительно содержание сухого вещества в пределах 40%.
4. Устройство (10) для изготовления упаковочной бумаги, в частности мешочной крафт-бумаги, в частности для осуществления способа по одному из предыдущих пп., имеющее средство подготовки (12) бумажной массы, которое включает в себя сгущающее устройство (20) для сгущения суспензии волокнистого материала до концентрации твердого вещества в пределах от примерно 30% до примерно 35%, а также рафинер (22, 24) для осуществления высококонсистентного размола суспензии волокнистого материала после сгущения и для осуществления низкоконсистентного размола после высококонсистентного размола при концентрации твердого вещества в пределах от примерно 1% до примерно 3%, сеточную секцию (14) для обезвоживания суспензии волокнистого материала и для образования полотна волокнистого материала, которая включает в себя длинносеточный формирователь или гибридный формирователь, на длинную сетку (26) которого суспензия волокнистого материала наносится посредством напуска (28) бумажной массы с плотностью массы < 0,5%, в частности с плотностью массы в пределах от примерно 0,15% до примерно 0,25%, встряхивающее устройство, с помощью которого в длинной сетке (26), в частности, в начальной области образования листа, возбуждаются встряхивающие движения, прессовую секцию (16) для дополнительного обезвоживания полотна волокнистого материала, а также сушильную секцию (18) для сушки полотна волокнистого материала, причем сушильная секция (18) включает в себя секцию (181) предварительной сушки и секцию (182) досушивания, при этом секция (181) предварительной сушки включает в себя предпочтительно несколько, в частности, коротких групп сушки, секция (181) предварительной сушки также включает в себя максимум две однорядные группы сушки и максимум три двухрядные группы сушки, имеющие, в частности, максимум по восемь сушильных цилиндров (46), причем по меньшей мере один сушильный цилиндр (46) секции (182) досушивания снабжен модулем (54) сушки с сопловым обдувом и между секцией (181) предварительной сушки и секцией (182) досушивания располагают снабженное эластичной лентой устройство (50) для создания мелких поперечных складок.
5. Устройство по п.4,
отличающееся тем, что сгущающее устройство (20) включает в себя червячный пресс или двухсеточный пресс.
6. Устройство по п.4 или 5,
отличающееся тем, что оно выполнено так, что выходящее из прессовой секции (16) полотно волокнистого материала имеет содержание сухого вещества в пределах от 35% до 45% и предпочтительно содержание сухого вещества в пределах 40%.
7. Устройство по одному из пп.4-6,
отличающееся тем, что прессовая секция (16) имеет только одну единственную зону (32) прессования, которая образована удлиненной в направлении (L) движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования с двумя сукнами.
8. Устройство по одному из пп.4-6,
отличающееся тем, что прессовая секция (16) имеет только две расположенные друг за другом зоны прессования, каждая из которых образована удлиненной в направлении (L) движения полотна, в частности предусмотренной в виде зоны прессования башмачного пресса зоной прессования, при этом вторая, если смотреть в направлении (L) движения полотна, зона прессования выполнена, в частности, с одним сукном и снабжена транспортировочной лентой.
9. Устройство по п. 7 или 8,
отличающееся тем, что соответствующая удлиненная в направлении движения полотна зона (32) прессования имеет длину > 220 мм, в частности > 270 мм.
10. Устройство по п.4,
отличающееся тем, что секция (181) предварительной сушки включает в себя по меньшей мере один форсуночный увлажнитель (48) для поперечного профилирования влажности.
11. Устройство по п.10,
отличающееся тем, что сушильная секция включает в себя выполненное, в частности, в виде модуля Clupak, имеющее эластичную ленту (52) устройство (50) для создания мелких поперечных складок для складывания полотна волокнистого материала в мелкие поперечные складки в направлении (L) движения полотна, при этом полотно волокнистого материала перед устройством (50) для создания мелких поперечных складок предпочтительно имеет содержание сухого вещества в пределах примерно от 62% примерно до 68%.
| DE 102010029580 A1, 01.12.2011 | |||
| WO 9902772 A1, 21.01.1999 | |||
| Раствор для выщелачивания осадков из электродиализных мембран | 1990 |
|
SU1798331A1 |
| DE 29518848 U1, 08.02.1996 | |||
| DE 10056138 A1, 23.05.2002 | |||
| GB934757 A, 21.08.1963. | |||

