ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу производства тарного картона, предназначенного для применения в качестве флютинга.
УРОВЕНЬ ТЕХНИКИ
Варка нейтральной сульфитной полухимической целлюлозы (НСПЦ) представляет собой старый способ, хорошо известный в области варки бумажной массы и применяемый на многих целлюлозных заводах по всему миру. Одной из причин применения варки НСПЦ является высокий выход.
При варке НСПЦ варочная жидкость содержит сульфит, такой как Na2SO3 или (NH4)2SO3, и основание, такое как NaOH или Na2CO3. «Нейтральный» означает, что рН варочной жидкости для варки НСПЦ обычно составляет от 6 до 10. Как правило, время варки составляет от 0,5 до 3 часов, и температура варки составляет от 160 до 185°С. НСПЦ масса содержит сравнительно высокие количества остаточного лигнина, например от 15 до 20%, что придает жесткость указанной НСПЦ массе. Варка НСПЦ является «полухимической» в том смысле, что она включает механическую обработку/измельчение (после химической (этап варки)).
НСПЦ массу используют, например, для производства тарного картона, который впоследствии гофрируют с образованием флютинга гофрированного картона.
Примерами заводов, на которых применяют способ варки НСПЦ, являются: заводы  в Грювоне (РМ 6) и Скарблаке (РМ4), Швеция; завод Mondi Swiecie S.A. в Свеце (РМ 4), Польша; завод Mondi (Powerflute) в Куопио, Финляндия; завод Stora Enso Oyj в Хейноле (Heinola Fluting Mill), Финляндия; завод S.C. Celrom S.A. в Дробете, Румыния; заводы Packaging Corp. of America в Филер Сити (PM1, РМ2 и РМ3), Томагавке (РМ2 и РМ4) и Валлуле (РМ2), США; заводы Ilim Group (PM1 и РМ3) в Коряжме, Россия; завод Пермский картон (РМ2) в Перми, Россия; заводы WestRock в Лонгвью (РМ10) и Стивенсоне (PM1 и РМ2), США; заводы International Paper в Мэнсфилде (РМ2) и Пайн-Хиле (РМ2), США; заводы Georgia-Pacific LLC в Биг Айленд (PM1 и РМ3) и Сидар Спрингс, США; завод Cascades Containerboard Packaging в Трентоне, Канада; завод Sappi Tugela (РМ2) в ЮАР; завод Lake Utopia Paper в Сент-Джордже, Канада; завод Graphic Packaging International в Вест-Монро, США; завод Greif Bros Corp в Ривервилле, США; завод Hood Container Corp в Нью-Джонсонвилле, США; и завод Sonoco в Хартсвилле (РМ10), США.
в Грювоне (РМ 6) и Скарблаке (РМ4), Швеция; завод Mondi Swiecie S.A. в Свеце (РМ 4), Польша; завод Mondi (Powerflute) в Куопио, Финляндия; завод Stora Enso Oyj в Хейноле (Heinola Fluting Mill), Финляндия; завод S.C. Celrom S.A. в Дробете, Румыния; заводы Packaging Corp. of America в Филер Сити (PM1, РМ2 и РМ3), Томагавке (РМ2 и РМ4) и Валлуле (РМ2), США; заводы Ilim Group (PM1 и РМ3) в Коряжме, Россия; завод Пермский картон (РМ2) в Перми, Россия; заводы WestRock в Лонгвью (РМ10) и Стивенсоне (PM1 и РМ2), США; заводы International Paper в Мэнсфилде (РМ2) и Пайн-Хиле (РМ2), США; заводы Georgia-Pacific LLC в Биг Айленд (PM1 и РМ3) и Сидар Спрингс, США; завод Cascades Containerboard Packaging в Трентоне, Канада; завод Sappi Tugela (РМ2) в ЮАР; завод Lake Utopia Paper в Сент-Джордже, Канада; завод Graphic Packaging International в Вест-Монро, США; завод Greif Bros Corp в Ривервилле, США; завод Hood Container Corp в Нью-Джонсонвилле, США; и завод Sonoco в Хартсвилле (РМ10), США.
В ЕР 3026173 раскрыт способ производства тарного картона (предназначенного для применения в качестве флютинга) повышенной прочности в соответствии с индексом SCT из массы, содержащей НСПЦ массу. В соответствии со способом полотно, образованное из массы, содержащей НСПЦ массу, сжимают в башмачном прессе, в котором линейная нагрузка составляет по меньшей мере 1200 кН/м.
Дополнительно, в уровне техники в целом признают, что прочность в соответствии с индексом SCT тарного картона на основе НСПЦ, предназначенного для применения в качестве флютинга, повышается при обеспечении большей очистки НСПЦ массы. В качестве примера, реконструкция РМ4 в Свеце в 2015 включала реконструкцию системы очистки для обеспечения возможности большей очистки НСПЦ массы для повышения прочности в соответствии с индексом SCT. С этой же целью Billerud АВ (теперь АВ) повысили мощности очистки на заводе НСПЦ в Грювоне, Швеция, в 2005. На заводе НСПЦ Powerflute и Stora Enso в Хейноле повысили мощности очистки в 2010 и 2011, соответственно.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в повышении эффективности способа, раскрытого в ЕР 3026173, с поддержанием высокого уровня прочности продукта в соответствии с индексом SCT.
В контексте настоящего изобретения, повышенная эффективность может представлять собой повышенную энергоэффективность (то есть снижение количества энергии, потребляемой для производства одной тонны бумаги) и/или более высокую производительность (то есть бумагоделательная машина, используемая для способа, может производить большее количество бумаги).
Для решения вышеуказанных задач, обеспечен способ производства тарного картона, имеющего геометрический индекс SCT от 37,0 до 42,0 Нм/г при измерении в соответствии со стандартом ISO 9895:2008, включающий этапы, на которых:
- обеспечивают массу, имеющую значение Шоппер-Риглера (SR) от 15 до 19 при измерении в соответствии со стандартом ISO 5267-1:1999, при этом по меньшей мере 70% в расчете на массу сухого вещества массы представляет собой НСПЦ массу;
- образуют полотно из массы;
- сжимают полотно в прессовой части, содержащей башмачный пресс, при этом башмачный пресс содержит ленту башмачного пресса, имеющую прерывистые канавки, и линейная нагрузка в башмачном прессе находится в диапазоне от 1400 до 2000 кН/м;
- высушивают полотно из прессовой части в сушильной части с получением указанного тарного картона.
Способ может быть также описан следующим образом:
Способ производства тарного картона, имеющего геометрический индекс SCT от 37,0 до 42,0 Нм/г при измерении в соответствии со стандартом ISO 9895:2008, включающий этапы, на которых:
- образуют полотно из массы в формующей части, содержащей напорный ящик, при этом по меньшей мере 70% в расчете на массу сухого вещества массы представляет собой НСПЦ массу, и при этом масса в напорном ящике имеет значение Шоппер-Риглера (SR) от 15 до 19 при измерении в соответствии со стандартом ISO 5267-1:1999;
- сжимают полотно в прессовой части, содержащей башмачный пресс, при этом башмачный пресс содержит ленту башмачного пресса, имеющую прерывистые канавки, и линейная нагрузка в башмачном прессе находится в диапазоне от 1400 до 2000 кН/м;
- высушивают полотно из прессовой части в сушильной части с получением указанного тарного картона.
Вышеуказанный диапазон для значения Шоппер-Риглера для массы (15-19) отражает очень низкую степень очистки, что означает низкое потребление энергии на этом этапе процесса изготовления бумаги. Автор изобретения также показал, что снижение энергии, потребляемой на очистку, приводит к тому, что требуется меньше энергии (то есть меньше пара) для сушки бумажного полотна, образованного из массы в сушильной части. К удивлению, авторы изобретения обнаружили, что низкая степень очистки не сопряжена с более низкой прочностью в соответствии с индексом SCT, если производство осуществляют в соответствии с настоящим изобретением.
Касательно сжатия полотна в башмачном прессе, авторы изобретения обнаружили, что увеличение линейной нагрузки до 1400 кН/м или больше в целом не повышает обезвоживание полотна, если не выбран правильный тип ленты башмачного пресса. Однако при выборе правильной ленты такое увеличение линейной нагрузки фактически снижает количество пара, требуемого для высушивания бумажного полотна в расположенной далее по потоку сушильной части.
Таким образом, настоящее изобретение может повышать энергоэффективность производства тарного картона на основе НСПЦ, что является особенно желательным, так как выход процесса варки НСПЦ является настолько большим, что остающееся биологическое топливо (сжигаемое в регенерационном котле) является неэффективным для процесса изготовления бумаги. Следовательно, заводы НСПЦ зависят от внешней энергии. Если завод НСПЦ не имеет смежного сульфатного завода, производящего избыток биологического топлива, может требоваться использование углеводородного сырья в качестве внешней энергии. Примерами таких неинтегрированных заводов НСПЦ являются завод Heinola Fluting Mill и завод Powerflute Mill. Кроме того, скорость большого количества процессов изготовления бумаги ограничена сушильной производительность сушильной части. Это ограничение является особенно проблематичным при производстве тарного картона более высокого граммажа. Путем образования полотна, которое требует меньше сушильной энергии в сушильной части, настоящее изобретение обеспечивает возможность более высокой скорости и, таким образом, более высокой продуктивности изготовления тарного картона на основе НСПЦ.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
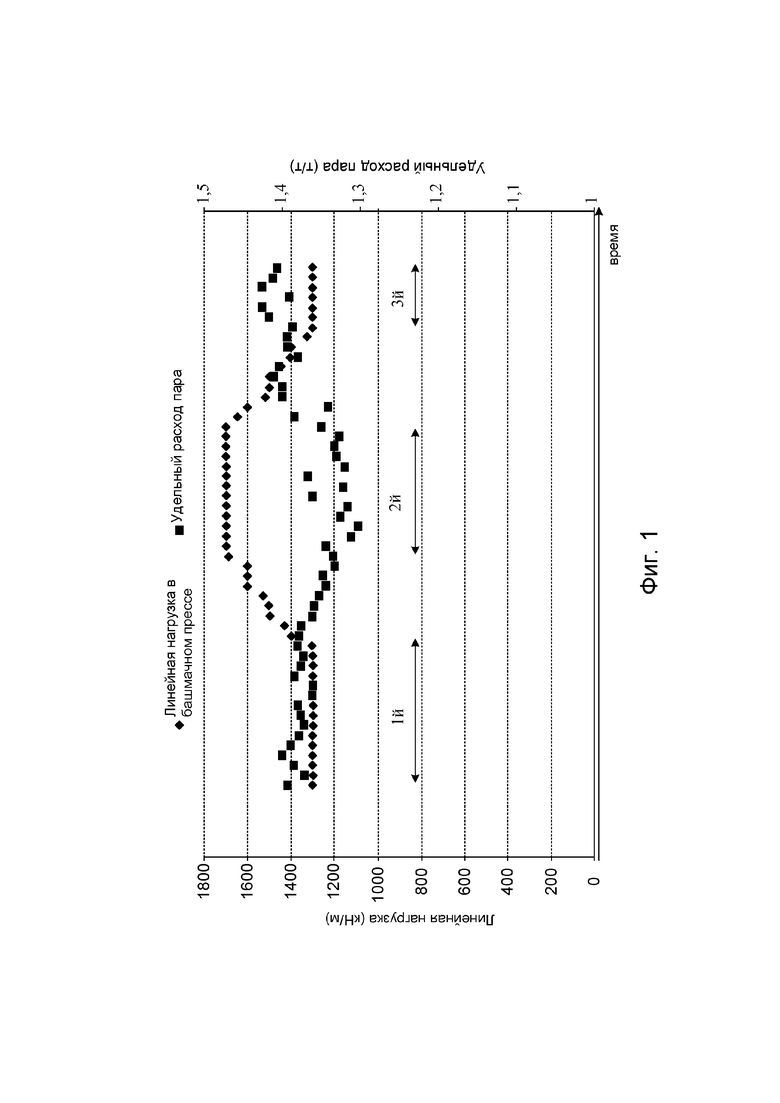
На фиг. 1 показан график, изображающий линейную нагрузку в башмачном прессе и получаемый в результате удельный расход пара (пар среднего давления приблизительно 8 бар) в сушильной части во время описанных далее испытаний изобретения. Линейная нагрузка в башмачном прессе составляла 1300 кН/м во время первого периода («1й») и третьего периода («3й»). Во время второго периода («2й») линейная нагрузка в башмачном прессе составляла 1700 кН/м.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Таким образом, обеспечен способ производства тарного картона, имеющего геометрический индекс SCT от 37,0 до 42,0 Нм/г. Тарный картон предназначен для применения в качестве флютинга (т.е. гофрированного внутреннего слоя) в гофрированном картоне. Специалисту в данной области техники будет понятно, что способ предназначен для использования в полноразмерной бумагоделательной машине, то есть в машине, выполненной с возможностью производить по меньшей мере 50000 фтонн тарного картона в год, обычно по меньшей мере 100000 тонн тарного картона в год. Граммаж тарного картона может находиться в диапазоне от 100 до 240 г/м2, например от 110 до 240 г/м2, например от 120 до 240 г/м2, например от 120 до 200 г/м2 или от 140 до 230 г/м2, например от 150 до 230 г/м2. Граммаж измеряют в соответствии со стандартом ISO 536:2012.
Предпочтительно, геометрический индекс SCT тарного картона составляет от 38,0 до 42,0 Нм/г, например от 38,0 до 41,0 Нм/г.
Для получения геометрического индекса SCT, прочность на сжатие в машинном направлении (machine direction, MD) и поперечном направлении (cross direction, CD) тарного картона сначала измеряют при помощи прибора для испытания на сжатие на коротких катках (short-span compressive tester, SCT) в соответствии со стандартом ISO 9895:2008. Для вычисления индекса прочности на сжатие прочность на сжатие (Н/м) делят на граммаж. Таким образом Нм/г является единицей измерения индекса SCT. Геометрический индекс SCT вычисляют как квадратный корень произведения индекса SCT в машинном направлении и поперечном направлении:
геометрический индекс SCT=√(индекс SCT (MD) * индекс SCT (CD)).
Считается, что прочность на сжатие является более важной в машинном направлении, чем в поперечном направлении. Индекс SCT в поперечном направлении тарного картона может составлять, например, более 28 Нм/г, например по меньшей мере 29 Нм/г. Верхний предел для индекса SCT может, например, составлять 32 Нм/г.
Способ включает этап, на котором:
- обеспечивают массу, имеющую значение Шоппер-Риглера (SR) от 15 до 19 при измерении в соответствии со стандартом ISO 5267-1:1999, при этом по меньшей мере 70% в расчете на массу сухого вещества массы представляет собой НСПЦ массу.
В одном варианте реализации значение Шоппер-Риглера составляет от 16 до 19. В другом варианте реализации значение Шоппер-Риглера составляет от 15 до 18.
Упомянутое ранее (и в формуле изобретения) значение Шоппер-Риглера является значением Шоппер-Риглера, которое масса имеет в напорном ящике (то есть в камере, из которой обеспечивается вытекание массы на сетку сеточной части). Для получения этого значения Шоппер-Риглера, между процессом варки НСПЦ и напорным ящиком целлюлозную массу согласно настоящему изобретению могут подвергать очистке, такой как очистка и тонкое сортирование (low consistency refining).
Предпочтительно, по меньшей мере 80% в расчете на массу сухого вещества массы представляет собой НСПЦ массу. В одном примере по меньшей мере 85% или 88% в расчете на массу сухого вещества массы представляет собой НСПЦ массу.
НСПЦ масса может содержать целлюлозную НСПЦ массу из лиственной древесины. Предпочтительно, по меньшей мере 70% в расчете на массу сухого вещества НСПЦ массы является целлюлозной НСПЦ массой из лиственной древесины, такой как березовая НСПЦ масса. В одном примере по меньшей мере 80% в расчете на массу сухого вещества НСПЦ массы является целлюлозной НСПЦ массой из лиственной древесины, такой как березовая НСПЦ масса.
В уровне техники отмечалось, что для получения большого увеличения прочности требуется относительно низкий выход НСПЦ массы. Однако результаты, представленные в разделе «Примеры», получены с использованием НСПЦ массы с относительно высоким выходом, более конкретно приблизительно 82%. Таким образом, выход НСПЦ массы настоящего изобретения может составлять от 75% до 85%, предпочтительно от 79% до 85%, например от 80 до 84%.
В дополнение к НСПЦ массе, масса может содержать переработанные волокна, отбракованную массу и/или обрезки (обычно обрезки с завода гофрированной ящичной тары). Упомянутую ранее очистку и тонкое сортирование могут осуществлять до или после смешивания с такими другими волокнами.
«НСПЦ массу» получают в результате «варки НСПЦ», которая, в свою очередь, определена в разделе «Уровень техники». НСПЦ масса согласно настоящему изобретению может представлять собой, например, НСПЦ массу на основе натрия, что означает, что варочная жидкость в варочном котле для НСПЦ содержала Na2SO3.
Способ дополнительно содержит этап, на котором: - образуют полотно из массы (которая имеет значение Шоппер-Риглера от 15 до 19), обычно в сеточной части (что является обычным в изготовлении бумаги).
В способе однородность напорного ящика может составлять от 0,50% до 1,20%, например от 0,80% до 1,20%, например от 0,90% до 1,15%. Большие значения однородности являются особенно подходящими, когда большая часть (например, по меньшей мере 80%) НСПЦ массы получена из лиственной древесины.
В одном варианте реализации однородность напорного ящика составляет от 1,05% до 1,20%, а граммаж тарного картона составляет от 140 до 240 г/м2, например от 140 до 240 г/м2.
Способ дополнительно содержит этап, на котором: - полотно сжимают в прессовой части, содержащей башмачный пресс.
Длина зоны зажима в башмачном прессе может, например, составлять от 200 до 330 мм, например от 250 до 300 мм. Башмачный пресс обычно является башмачным прессом с двумя сукнами.
Башмачный пресс содержит ленту башмачного пресса, имеющую прерывистые канавки. Такая лента башмачного пресса доступна на рынке. BlackBelt G DG, представленный на рынке компанией Valmet, является одним примером. Valmet Black Belt Н DG, представленный на рынке компанией Valmet, является еще одним примером. Жесткость эластомера в ленте башмачного пресса может, например, составлять от 93 до 95 по Шору А.
Линейная нагрузка в башмачном прессе составляет в диапазоне от 1400 до 2000 кН/м, предпочтительно от 1500 до 2000 кН/м, например от 1600 до 2000 кН/м, например от 1600 до 1800 кН/м.
В башмачном прессе полотно могут подвергать импульсу прессования от 105 до 280 кПа*с, например от 105 до 190 кПа*с, например от 105 до 135 кПа*с. Наиболее высокие значения импульса прессования получают, когда линейная нагрузка является относительно высокой, а скорость полотна является относительно низкой (вследствие высокого граммажа производимого тарного картона).
Прессовая часть может содержать еще один пресс, расположенный ранее по потоку от башмачного пресса. Другой пресс обычно является прессом с двумя сукнами и, например, может являться джамбо-прессом или башмачным прессом. Линейная нагрузка другого пресса может составлять от 100 до 300 кН/м, например от 150 до 250 кН/м, в частности, в случае джамбо-пресса.
В заключение, способ дополнительно содержит этап, на котором: - высушивают полотно из прессовой части в сушильной части с получением указанного тарного картона. Как указано ранее, способ в соответствии с настоящим изобретением снижает расход пара в сушильной части и/или обеспечивает производство с относительно высокой скоростью, такой как от 700 до 850 м/мин или даже от 750 до 850 м/мин. При осуществлении способа в соответствии с настоящим изобретением расход пара в сушильной части может достигать от 1,20 до 1,35 тонны пара на тонну бумаги. Этот пар обычно является «паром среднего давления», который относится к пару, имеющему давление от 6 до 11 бар, например от 6 до 10 бар, обычно приблизительно 8 бар.
ПРИМЕРЫ
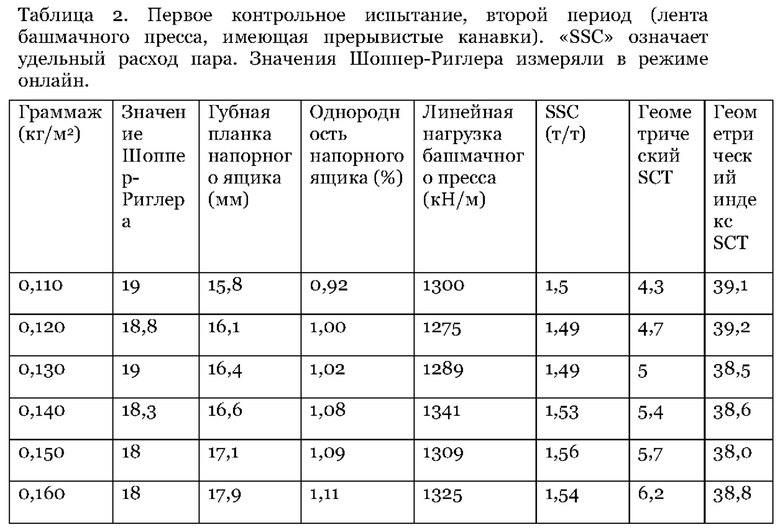
Первое контрольное испытание
На протяжении первого периода, составляющего приблизительно три месяца, НСПЦ тарный картон (предназначенный для флютинга) с разными значениями граммажа изготавливали на заводе в Грювоне, Швеция. Данные производства представлены в таблице 1. Масса представляла собой смесь приблизительно 90% НСПЦ массы из березы и приблизительно 10% крафт-массы. Массу подвергли очистке. Полученные в результате значения Шоппер-Риглера представлены в таблице 1. Прессовая часть имела две зоны прессования с двумя сукнами; первый джамбо-пресс и затем башмачный пресс с лентой башмачного пресса, имеющей высверленные глухие отверстия. Линейная нагрузка джамбо-пресса составляла 180 кН/м.
На протяжении второго периода, составляющего приблизительно три месяца, НСПЦ тарный картон (предназначенный для флютинга) с одинаковыми значениями граммажа изготавливали на заводе в Грювоне, Швеция. Данные производства представлены в таблице 2. Аналогично, масса представляла собой смесь приблизительно 90% НСПЦ массы из березы и приблизительно 10% крафт-массы, и была подвергнута очистке. Полученные в результате значения Шоппер-Риглера представлены в таблице 2. Прессовая часть была такой же, что и во время первого периода, за исключением того, что была использована другая лента башмачного пресса. Эта новая лента башмачного пресса имела прерывистые канавки. Канавки имели следующие характеристики:
ширина: 1,30 мм;
площадка: 1,80 мм;
глубина: 1,30 мм;
открытая площадь: 38%;
объем пор: 460 мл/м2.
Из данных таблиц 1 и 2 не похоже, что изменение ленты башмачного пресса имело какое-либо особое влияние. Следует отметить, что удельный расход пара не был снижен во время второго периода несмотря на то, что среднее значение Шоппер-Риглера было несколько ниже, чем во время первого периода. Следует отметить, что средний геометрический индекс SCT был почти таким же во время второго периода, что и во время первого периода.



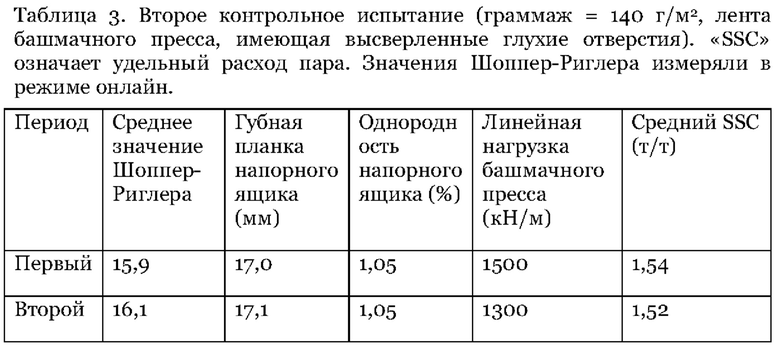
Второе контрольное испытание
НСПЦ тарный картон (предназначенный для флютинга), имеющий граммаж 140 г/м2, был изготовлен на заводе в Грювоне, Швеция. Масса представляла собой смесь приблизительно 90% НСПЦ массы из березы и приблизительно 10% крафт-массы. Массу подвергли очистке. Полученные в результате значения Шоппер-Риглера представлены в таблице 3 вместе с другими данными производства. Прессовая часть имела две зоны прессования с двумя сукнами; первый джамбо-пресс (линейная нагрузка = 180 кН/м) и затем башмачный пресс с лентой башмачного пресса, имеющей высверленные глухие отверстия. Во время первого периода, который составлял приблизительно 28 часов, линейная нагрузка в башмачном прессе составляла 1500 кН/м. Во время второго периода, который составлял приблизительно 34 часов, линейная нагрузка в башмачном прессе составляла 1300 кН/м. Данные производства представлены в таблице 3.
Данные в таблице 3 показывают, что увеличенная линейная нагрузка 1500 кН/м не снизила удельный расход пара.
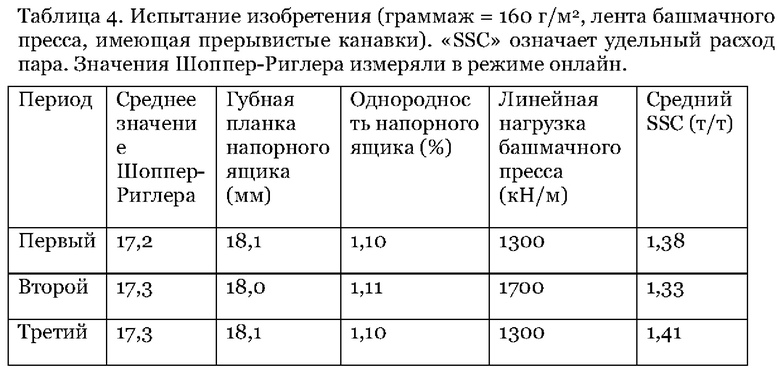
Испытание изобретения
НСПЦ тарный картон (предназначенный для флютинга), имеющий граммаж 160 г/м2, был изготовлен на заводе в Грювоне, Швеция. Масса представляла собой смесь приблизительно 90% НСПЦ массы из березы и приблизительно 10% крафт-массы. Массу подвергли очистке. Полученные в результате значения Шоппер-Риглера представлены в таблице 4 вместе с другими данными производства. Прессовая часть имела две зоны прессования с двумя сукнами; первый джамбо-пресс (линейная нагрузка = 180 кН/м) и затем башмачный пресс, имеющий ленту башмачного пресса с прерывистыми канавками, имеющую характеристики, описанные ранее под первым контрольным испытанием. Во время первого периода, который составлял приблизительно 2,5 часов, линейная нагрузка в башмачном прессе составляла 1300 кН/м. Затем линейную нагрузку в башмачном прессе постепенно увеличивали, и во время второго периода, который длился приблизительно два часа, линейная нагрузка в башмачном прессе составляла 1700 кН/м. Затем линейную нагрузку в башмачном прессе постепенно уменьшали, и во время третьего периода, который длился приблизительно один час, линейная нагрузка в башмачном прессе снова составляла 1300 кН/м. Данные производства представлены в таблице 4 (также см. фиг. 1).
Данные в таблице 4 и на фиг. 1 показывают, что в случае ленты башмачного пресса с прерывистыми канавками, увеличение линейной нагрузки выше 1300 кН/м (например, до 1700 кН/м) значительно снижало удельный расход пара. В среднем удельный расход пара при 1700 кН/м был на 5% ниже, чем при 1300 кН/м.
Кроме того, средний геометрический индекс SCT тарного картона, изготовленного во время второго периода, составлял 38,3 Нм/г. Во время этого же периода индекс SCT в поперечном направлении составлял 29,4 Нм/г.
Изобретение относится к способу производства тарного картона. Картон имеет геометрический индекс SCT от 37,0 до 42,0 Нм/г при измерении в соответствии со стандартом ISO 9895:2008. Способ включает следующие этапы: обеспечение массы, имеющей значение Шоппер-Риглера (SR) от 15 до 19 при измерении в соответствии со стандартом ISO 5267-1:1999; образование полотна из массы; сжимание полотна в прессовой части, содержащей башмачный пресс, и высушивание полотна из прессовой части в сушильной части с получением указанного тарного картона. При этом по меньшей мере 70% в расчете на массу сухого вещества массы представляет собой массу нейтральной сульфитной полухимической целлюлозы (НСПЦ), а башмачный пресс содержит ленту башмачного пресса, имеющую прерывистые канавки, и линейная нагрузка в башмачном прессе находится в диапазоне от 1400 до 2000 кН/м. Изобретение позволяет повысить энергоэффективность производства тарного картона на основе НСПЦ. 14 з.п. ф-лы, 4 табл., 1 ил.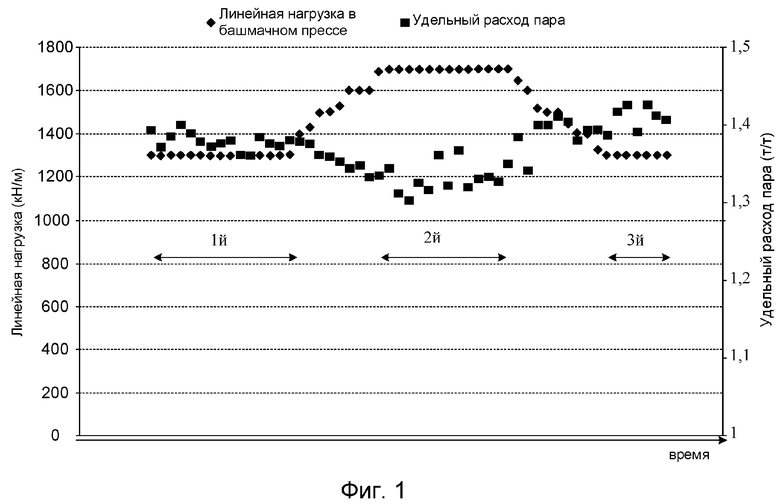
1. Способ производства тарного картона, имеющего геометрический индекс SCT от 37,0 до 42,0 Нм/г при измерении в соответствии со стандартом ISO 9895:2008, включающий этапы, на которых:
- обеспечивают массу, имеющую значение Шоппер-Риглера (SR) от 15 до 19 при измерении в соответствии со стандартом ISO 5267-1:1999, при этом по меньшей мере 70% в расчете на массу сухого вещества массы представляет собой НСПЦ массу;
- образуют полотно из массы;
- сжимают полотно в прессовой части, содержащей башмачный пресс, при этом башмачный пресс содержит ленту башмачного пресса, имеющую прерывистые канавки, а линейная нагрузка в башмачном прессе находится в диапазоне от 1400 до 2000 кН/м;
- высушивают полотно из прессовой части в сушильной части с получением указанного тарного картона.
2. Способ по п. 1, в котором полотно подвергают воздействию импульса прессования, составляющего от 105 до 190 кПа*с, в башмачном прессе.
3. Способ по п. 1 или 2, в котором скорость полотна находится в диапазоне от 700 до 850 м/мин.
4. Способ по любому из предыдущих пунктов, в котором граммаж тарного картона находится в диапазоне от 120 до 240 г/м2 при измерении в соответствии со стандартом ISO 536:2012.
5. Способ по любому из предыдущих пунктов, в котором линейная нагрузка в башмачном прессе находится в диапазоне от 1500 до 2000 кН/м.
6. Способ по любому из предыдущих пунктов, в котором по меньшей мере 80% в расчете на массу сухого вещества массы представляет собой НСПЦ массу.
7. Способ по любому из предыдущих пунктов, в котором по меньшей мере 88% в расчете на массу сухого вещества массы представляет собой НСПЦ массу.
8. Способ по любому из предыдущих пунктов, в котором выход НСПЦ массы составляет от 75 до 85%.
9. Способ по любому из предыдущих пунктов, в котором тарный картон имеет геометрический индекс SCT от 38,0 до 42,0 Нм/г.
10. Способ по любому из предыдущих пунктов, в котором по меньшей мере 70% в расчете на массу сухого вещества НСПЦ массы является целлюлозной НСПЦ массой из лиственной древесины, такой как березовая НСПЦ масса.
11. Способ по любому из предыдущих пунктов, в котором по меньшей мере 80% в расчете на массу сухого вещества НСПЦ массы является целлюлозной НСПЦ массой из лиственной древесины, такой как березовая НСПЦ масса.
12. Способ по любому из предыдущих пунктов, в котором расход пара в сушильной части находится в диапазоне от 1,20 до 1,35 тонны пара на тонну бумаги.
13. Способ по любому из предыдущих пунктов, в котором прессовая часть содержит еще один пресс, такой как джамбо-пресс или башмачный пресс, расположенный ранее по потоку от башмачного пресса.
14. Способ по любому из предыдущих пунктов, в котором однородность массы в напорном ящике, используемой для формования полотна, составляет от 0,50% до 1,20%.
15. Способ по п. 10 или 11, в котором однородность массы в напорном ящике, используемой для формования полотна, составляет от 0,80% до 1,20%, от 0,90% до 1,20%.
| EP 3026173 B1, 05.04.2017 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| УСТРОЙСТВО И СПОСОБ СУШКИ ПОЛОТНА ТОНКОЙ БУМАГИ С ИСПОЛЬЗОВАНИЕМ ВОЗВРАТА ПАРА | 2009 |
|
RU2517803C2 |
| Напорный ящик бумагоделательной машины | 1981 |
|
SU956675A1 |
| Способ сушки картона и бумаги перегретым паром | 1948 |
|
SU74833A1 |

