Изобретение относится к бумагоделательной машине, пригодной для изготовления полотна мешочной крафт-бумаги и полотна низкопрочной бумаги, включающей в себя формовочную секцию для формования и обезвоживания полотна бумаги, прессовальную секцию и сушильную секцию с секцией предварительной сушки и секцией досушивания для дальнейшего обезвоживания полотна бумаги, а также намоточное устройство (накат), причем после секции предварительной сушки расположено устройство смятия для смятия полотна волокнистого материала.
Изобретение относится также к способу изготовления полотна мешочной крафт-бумаги и полотна низкопрочной бумаги в бумагоделательной машине.
Устройства этого типа известны. WO2016/083170 A1 раскрывает бумагоделательную машину для изготовления мешочной крафт-бумаги в качестве нишевого продукта упаковочной бумаги. Инвестиционные и эксплуатационные расходы на изготовление должны минимизироваться при сохранении высокого качества. Это достигается в частности вследствие того, что использованная суспензия волокнистого материала подвергается при подготовке массы измельчению с высокой степенью консистенции и измельчению с низкой степенью консистенции, и зона формирования листа приводится во встряхивающие движения встряхивающим устройством. Растяжимость мешочной крафт-бумаги улучшается за счет устройства смятия. Раскрытая бумагоделательная машина и процесс ориентированы на изготовление нишевого продукта «мешочная крафт-бумага».
Рынок мешочной крафт-бумаги подвержен колебаниям. Возникающие избыточные мощности должны храниться на складе или продаваться по более низкой цене, или производство должно сокращаться.
Исходя из этого, задача изобретения улучшить загруженность бумагоделательной машины для изготовления мешочной крафт-бумаги.
Задача решается с помощью признаков пункта 1 формулы изобретения. Предлагается бумагоделательная машина, которая пригодна для изготовления полотна мешочной крафт-бумаги и полотна низкопрочной бумаги, включающая в себя формовочную секцию для формования и обезвоживания полотна бумаги, прессовальную секцию и сушильную секцию с секцией предварительной сушки и секцией досушивания для дальнейшего обезвоживания полотна бумаги, а также намоточное устройство, причем после секции предварительной сушки расположено устройство смятия для смятия полотна волокнистого материала. Согласно изобретению после секции предварительной сушки дополнительно расположено устройство проклеивания.
Изобретатели обнаружили, что изготовление низкопрочной бумаги и мешочной крафт-бумаги возможно на одной и той же бумагоделательной машине, если концепт (схема) бумагоделательной машины для изготовления мешочной крафт-бумаги оснащен дополнительным устройством проклеивания. Они обнаружили также, что рынок низкопрочной бумаги может воспринимать больше мощностей. Тем самым загруженность бумагоделательной машины может улучшаться, и она может эксплуатироваться экономически выгодным образом.
Под полотном низкопрочной бумаги должны пониматься в рамках этого изобретения бумаги из следующей группы: крафт-бумага, гофрированная картонная бумага-основа, такая как тестлайнер, называемая Corrugated Medium (гофрированный слой картона) или также гофрированной бумагой-основой.
Полотно низкопрочной бумаги изготовлено предпочтительно, по меньшей мере, частично из одного из следующих сырьевых материалов: макулатура, короткие волокна, которые были получены, например, из древесины лиственных пород, содержащие древесную массу свежие волокна, например, CTMP, TMP.
Мешочная крафт-бумага содержит целлюлозу со свежими волокнами, которая предпочтительно получается из древесины хвойных пород и называется также как длинноволокнистая (хвойная) целлюлоза. Мешочная крафт-бумага имеет таким образом существенно более высокий потенциал прочности, чем описанные полотна низкопрочной бумаги.
Если на соответствующей изобретению бумагоделательной машине должно изготавливаться полотно мешочной крафт-бумаги, то полотно бумаги проводится после секции предварительной сушки через устройство смятия и там крепируется предпочтительно в продольном направлении, то есть в направлении хода машины. При этом проводка полотна выбирается таким образом, что устройство проклеивания обходится. Бумагоделательная машина рассчитана таким образом, что содержание сухого вещества полотна мешочной крафт-бумаги на входе в устройство смятия находится в диапазоне от 60% до 65%. Для достижения хороших значений пористости полотна мешочной крафт-бумаги оно обезвоживается в прессовальной секции лишь настолько, чтобы содержание сухого вещества после последнего прессового захвата достигалось в диапазоне от 38% до 44%. Это может достигаться с малыми линейными усилиями в прессовальной секции. После устройства смятия полотно мешочной крафт-бумаги окончательно высушивается в секции досушивания, предпочтительно до содержания сухого вещества между 92% и 98%, в частности между 95% и 98%. После этого полотно мешочной крафт-бумаги наматывается в намоточном устройстве.
Если на соответствующей изобретению бумагоделательной машине должно изготавливаться полотно низкопрочной бумаги, то полотно бумаги проводится после секции предварительной сушки через устройство проклеивания, и там с одной стороны или с обеих сторон на поверхность полотна бумаги наносится повышающий прочность клей. При этом проводка полотна выбирается таким образом, что устройство смятия обходится. Полотно низкопрочной бумаги должно обладать на входе в устройство проклеивания, то есть в конце секции предварительной сушки, уже содержанием сухого вещества в диапазоне от 88% до 96%, в частности в диапазоне от 90% до 95%. Для достижения этого прессовальная секция имеет такие параметры, что она подходит для того, чтобы делать возможными необходимо более высокие линейные усилия на прессовых захватах, для того чтобы повышать содержание сухого вещества на входе в секцию предварительной сушки до 43-55%, в частности до 45-53%. После устройства проклеивания полотно низкопрочной бумаги высушивается в секции досушивания до окончательного содержания сухого вещества между 90% и 98%, в частности между 92% и 96%.
Дальнейшая опциональная возможность достигать необходимого содержания сухого вещества в полотне низкопрочной бумаги в конце секции предварительной сушки заключается в том, что пароконденсатная система секции предварительной сушки включает в себя по меньшей мере одну нагревательную группу, предпочтительно 2 или более, с термокомпрессорами для нагрева согласованных с нагревательной группой сушильных цилиндров. Вследствие этого в отличие от каскадной системы мощность сушки сушильных цилиндров в нагревательной группе может устанавливаться вне зависимости от мощности сушки других нагревательных групп. В случае каскадной системы это не так. Существует зависимость между нагревательными группами. При изготовлении полотна низкопрочной бумаги мощность сушки сушильных цилиндров может повышаться термокомпрессорами, по сравнению с обычным изготовлением полотна мешочной крафт-бумаги.
Устройство смятия и устройство проклеивания расположены в соответствующей изобретению бумагоделательной машине после секции предварительной сушки.
Полотна мешочной крафт-бумаги изготавливаются, как известно, с использованием так называемого “Extensible Unit (растяжимый блок), известного, например, как Клупак(Clupak)-блок, в качестве устройства смятия с эластичной лентой, посредством которого еще влажное полотно волокнистого материала крепируется, для того чтобы улучшать его свойства растяжения в направлении движения полотна.
В практическом возможном исполнении устройство смятия расположено ниже устройства проклеивания. Устройство смятия может быть расположено в цоколе бумагоделательной машины. Оно может быть закреплено при этом с подвесом, например, на раме бумагоделательной машины, не соприкасаясь с днищем цоколя.
Также возможно, если устройство смятия расположено выше устройства проклеивания. Это может быть предпочтительным в отношении технического обслуживания, например, при замене валков, так как для этого может использоваться цеховой кран.
Устройство смятия может быть расположено при рассмотрении в направлении хода машины до или после устройства проклеивания. Это может быть предпочтительным при ограниченных (стесненных) конструктивных условиях.
Далее устройство проклеивания может быть выполнено в виде пленочного пресса или клеильного пресса, которые уже известны из уровня техники. В качестве проклеивающего средства может быть использован крахмал.
В одном предпочтительном практическом варианте осуществления может быть предусмотрено, что после секции предварительной сушки расположено устройство перевода, которое выполнено подходящим для выборочного перевода полотна бумаги в устройство смятия или в устройство проклеивания. Устройство перевода может иметь возможность автоматизированного или ручного управления. Оно может быть выполнено как для устройства проклеивания, так и для устройства смятия с канатной направляющей для перевода полотна бумаги. Устройство перевода может включать в себя направляющие и/или транспортные элементы для направления и транспортировки полотна бумаги в соответствующую канатную направляющую. Направляющие и/или транспортные элементы могут быть выполнены с возможностью поворота.
Предпочтительно после устройства смятия и устройства проклеивания расположена секция досушивания.
Формовочная секция выполнена предпочтительно в виде продольной сетки.
В одном практическом случае прессовальная секция может иметь по меньшей мере один, предпочтительно два башмачных прессовых захвата. Длина башмачных прессовых захватов составляет предпочтительно более 250 мм, в частности более 270 мм. Это делает возможной гибкую и регулируемую мощность обезвоживания, которая предпочтительна при смене продукции с мешочной крафт-бумаги на низкопрочную бумагу и наоборот.
В одном возможном усовершенствовании прессовальная секция выполнена в виде компактного пресса с центральным валком.
Предпочтительно, если прессовальная секция выполнена таким образом и с такими параметрами, что сумма линейных усилий всех прессовых захватов может устанавливаться в первом диапазоне линейных усилий ≥1300 кН/м и альтернативно во втором диапазоне линейных усилий ˂ 1300 кН/м.
В одном возможном практическом случае, для изготовления мешочной крафт-бумаги полотно бумаги проведено через устройство смятия, и прессовальная секция настроена таким образом, что сумма линейных усилий всех прессовых захватов находится во втором диапазоне линейных усилий.
В одном дальнейшем возможном практическом случае, для изготовления полотна низкопрочной бумаги полотно бумаги проведено через устройство проклеивания, и прессовальная секция настроена таким образом, что сумма линейных усилий всех прессовых захватов находится в первом диапазоне линейных усилий.
Предпочтительно также, если прессовальная секция имеет два башмачных прессовых захвата и выполнена таким образом и с такими параметрами, что линейное усилие первого прессового захвата может устанавливаться для изготовления полотна низкопрочной бумаги в диапазоне линейных усилий ≥1000 кН/м и альтернативно для изготовления полотна мешочной крафт-бумаги в диапазоне линейных усилий ˂ 500 кН/м, в частности ˂ 400 кН/м, в частности от 100 кН/м до 200 кН/м.
В отношении гибкой мощности сушки пароконденсатная система секции предварительной сушки включает в себя по меньшей мере одну нагревательную группу с термокомпрессорами для нагрева согласованных с нагревательной группой сушильных цилиндров.
Секция предварительной сушки имеет в начале по меньшей мере одну однорядную сушильную группу, в которой полотно бумаги проведено поочередно вокруг сушильных цилиндров и аспирационных направляющих валков. Далее следуют двухрядные сушильные группы, причем полотно бумаги проведено поочередно вокруг сушильных цилиндров. Секция предварительной сушки включает в себя таким образом как однорядные, так и двухрядные сушильные группы.
Секция досушивания включает в себя предпочтительно только двухрядные сушильные группы.
Предпочтительно, по меньшей мере указанные оба первых верхних сушильных цилиндра секции досушивания не обхватываются сушильной сеткой. Вследствие этого полотно бумаги не перекрывается. Это делает возможным использование сушилок ударного потока для повышения усадки поперек направления хода машины при изготовлении полотен мешочной крафт-бумаги.
Задача решается также с помощью способа выборочного изготовления полотна мешочной крафт-бумаги и полотна низкопрочной бумаги в бумагоделательной машине, включающей в себя формовочную секцию для формования и обезвоживания полотна бумаги, прессовальную секцию и сушильную секцию с секцией предварительной сушки и секцией досушивания для дальнейшего обезвоживания полотна бумаги, а также намоточное устройство, причем после секции предварительной сушки располагается устройство смятия для смятия полотна волокнистого материала и дополнительно устройство проклеивания, причем для изготовления полотна низкопрочной бумаги полотно бумаги проводится мимо устройства смятия через устройство проклеивания, а для изготовления мешочной крафт-бумаги полотно бумаги проводится мимо устройства проклеивания через устройство смятия.
Изобретение распространяется непосредственно также на такие варианты осуществления, которые не представлены комбинациями признаков из явных зависимостей пунктов формулы изобретения, вследствие чего раскрытые признаки изобретения могут - если это технически целесообразно - комбинироваться друг с другом произвольным образом.
Дальнейшие признаки и преимущества изобретения проистекают из последующего описания предпочтительных примеров осуществления со ссылкой на чертежи.
Показано:
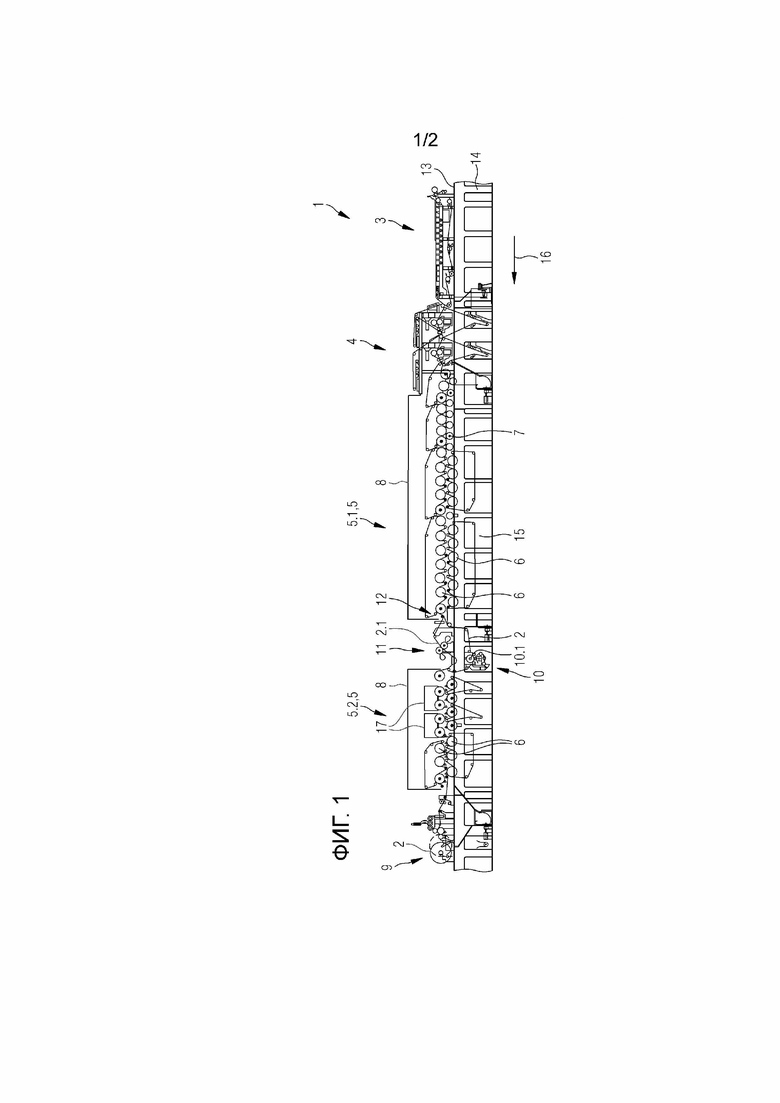
фиг.1 - первый вариант осуществления соответствующей изобретению бумагоделательной машины на упрощенном изображении;
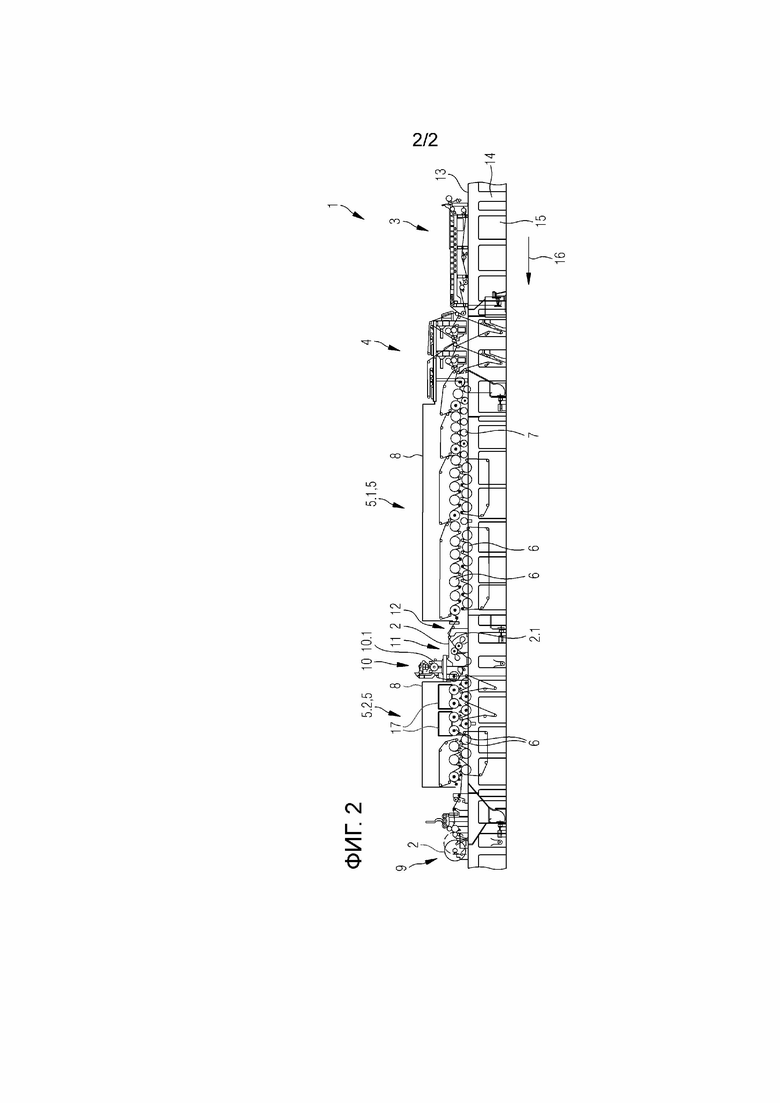
фиг.2 - второй вариант осуществления соответствующей изобретению бумагоделательной машины на упрощенном изображении.
Фиг.1 показывает первый вариант осуществления соответствующей изобретению бумагоделательной машины 1 на упрощенном изображении. Показанная бумагоделательная машина 1 пригодна для изготовления полотна 2 мешочной крафт-бумаги и полотна 2.1 низкопрочной бумаги. В формовочную секцию 3, которая выполнена в виде продольной сетки (длинная сетка), подается через напуск массы суспензия волокнистого материала, там она обезвоживается, и образуется полотно 2, 2.1 бумаги. Затем в направлении 16 хода машины следует прессовальная секция 4. Она включает в себя два расположенных отдельно прессовых захвата, оба из которых выполнены в виде прессовых захватов с удлиненным прессовым зазором, в данном случае в виде двух башмачных прессовых захватов. Длина прессовых зазоров составляет более 250 мм. После этого полотно 2, 2.1 бумаги сушится в секции 5.1 предварительной сушки сушильной секции 5. Она имеет в начале по меньшей мере одну однорядную сушильную группу, в которой полотно 2, 2.1 бумаги проведено поочередно вокруг сушильных цилиндров 6 и направляющих валков 7. Далее следуют двухрядные сушильные группы, причем полотно 2, 2.1 бумаги проведено поочередно вокруг сушильных цилиндров. Полотно 2, 2.1 бумаги проходит в виде меандра вокруг нагретых паром сушильных цилиндров 6 и направляющих валков 7 и вступает в непосредственный контакт с сушильными цилиндрами 6. Секция 5.1 предварительной сушки заключена в кожух 8. Неизображенная пароконденсатная система секции предварительной сушки включает в себя в этом примере две нагревательные группы с термокомпрессорами для нагрева согласованных с нагревательной группой сушильных цилиндров 6. Вследствие этого в отличие от каскадной системы мощность сушки сушильных цилиндров 6 в нагревательной группе может устанавливаться вне зависимости от мощности сушки других нагревательных групп. После секции 5.1 предварительной сушки расположено устройство 10 смятия для смятия полотна волокнистого материала. Согласно изобретению, после секции предварительной сушки дополнительно расположено устройство 11 проклеивания. Устройство 10 смятия расположено в этом примере с подвесом на консоли 10.1 ниже устройства 11 проклеивания в цоколе 15 бумагоделательной машины 1. При рассмотрении в направлении 16 хода машины перед устройством 10 смятия и перед устройством 11 проклеивания предусмотрено устройство 12 перевода, при помощи которого возможно проводить полотно 2, 2.1 бумаги на выбор через устройство 10 смятия или через устройство 11 проклеивания. Для этого устройство 12 перевода включает в себя направляющие и/или транспортные элементы для направления и транспортировки полотна бумаги в соответствующую канатную направляющую. При изготовлении полотна 2.1 низкопрочной бумаги оно направляется к и через устройство 11 проклеивания, которое выполнено в виде пленочного пресса. Если же производится полотно 2 мешочной крафт-бумаги, то полотно бумаги направляется в устройство 10. В этом примере лишь для наглядности изображены оба пути движения полотна, хотя на практике это не происходит. Пути движения полотна следует видеть альтернативно. Затем следует секция 5.2 досушивания, в которой полотно бумаги для обоих сценариев производства высушивается до окончательного содержания сухого вещества. Секция досушивания также заключена в кожух 8. Секция 5.2 досушивания включает в себя исключительно двухрядные сушильные группы. Первые четыре верхних сушильных цилиндра 6 секции 5.2 досушивания не обхватываются сушильной сеткой. Вследствие этого полотно 2 бумаги не перекрывается. Это делает возможным использование сушилок 17 ударного потока для повышения усадки поперек направления 16 хода машины при изготовлении полотен 2 мешочной крафт-бумаги.
Затем полотно 2, 2.1 бумаги наматывается.
Фиг.2 показывает второй вариант осуществления соответствующей изобретению бумагоделательной машины 1 на упрощенном изображении. Показанная бумагоделательная машина 1 также пригодна для изготовления полотна 2 мешочной крафт-бумаги и полотна 2.1 низкопрочной бумаги. Конструкция отличается от конструкции бумагоделательной машины 1 на фиг.1 только расположением устройства 11 проклеивания относительно устройства 10 смятия. Оба устройства также расположены непосредственно после секции 5.1 предварительной сушки. Устройство 10 смятия расположено в этом примере, стоя на консоли 10.1, выше устройства 11 проклеивания. При рассмотрении в направлении 16 хода машины перед устройством 10 смятия и перед устройством 11 проклеивания также предусмотрено устройство 12 перевода, при помощи которого возможно проводить полотно 2, 2.1 бумаги на выбор через устройство 10 смятия или через устройство 11 проклеивания.
Соответствующие элементы примеров осуществления снабжены на фигурах одинаковыми ссылочными позициями. Функции таких элементов на отдельных фигурах соответствуют друг другу, если не описано иное, и это не приводит к противоречиям. Следовательно, от повторного описания можно отказаться.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 бумагоделательная машина
2 полотно мешочной крафт-бумаги
2.1 полотно низкопрочной бумаги
3 формовочная секция
4 прессовальная секция
5 сушильная секция
5.1 секция предварительной сушки
5.2 секция досушивания
6 сушильные цилиндры
7 направляющие валки
8 кожух
9 намоточное устройство
10 устройство смятия
10.1 консоль
11 устройство проклеивания
12 устройство перевода
13 рабочая плоскость
14 фундамент
15 цоколь
16 направление хода машины
17 сушилки ударного потока
Группа изобретений относится к бумагоделательной машине (1), пригодной для изготовления полотна (2) мешочной крафт-бумаги и полотна (2.1) низкопрочной бумаги, а также к способу выборочного изготовления полотна (2) мешочной крафт-бумаги и полотна (2.1) низкопрочной бумаги в бумагоделательной машине (1), включающей в себя формовочную секцию (3) для формования и обезвоживания полотна (2, 2.1) бумаги, прессовальную секцию (4) и сушильную секцию (5) с секцией (5.1) предварительной сушки и секцией (5.2) досушивания для дальнейшего обезвоживания полотна (2, 2.1) бумаги, а также намоточное устройство (9), причем после секции (5.1) предварительной сушки расположено устройство (10) смятия для смятия полотна (2, 2.1) бумаги. Согласно изобретению предусмотрено, что после секции (5.1) предварительной сушки дополнительно расположено устройство (11) проклеивания, а также устройство (12) перевода, которое выполнено подходящим для выборочного перевода полотна (2, 2.1) бумаги в устройство (10) смятия или в устройство (11) проклеивания. 2 н. и 12 з.п. ф-лы, 2 ил.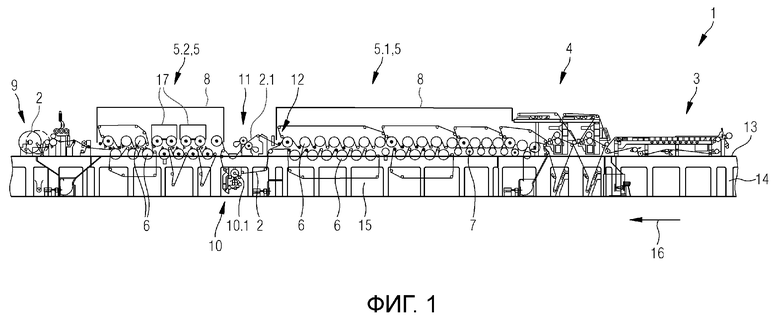
1. Бумагоделательная машина (1), пригодная для изготовления полотна (2) мешочной крафт-бумаги и полотна (2.1) низкопрочной бумаги, включающая в себя формовочную секцию (3) для формования и обезвоживания полотна (2, 2.1) бумаги, прессовальную секцию (4) и сушильную секцию (5) с секцией (5.1) предварительной сушки и секцией (5.2) досушивания для дальнейшего обезвоживания полотна (2, 2.1) бумаги, а также намоточное устройство (9), причем после секции (5.1) предварительной сушки расположено устройство (10) смятия для смятия полотна (2, 2.1) бумаги,
отличающаяся тем, что после секции (5.1) предварительной сушки дополнительно расположено устройство (11) проклеивания, и
после секции (5.1) предварительной сушки расположено устройство (12) перевода, которое выполнено подходящим для выборочного перевода полотна (2, 2.1) бумаги в устройство (10) смятия или в устройство (11) проклеивания.
2. Бумагоделательная машина по п.1, отличающаяся тем, что устройство (10) смятия расположено ниже устройства (11) проклеивания.
3. Бумагоделательная машина по п.1, отличающаяся тем, что устройство (10) смятия расположено выше устройства (11) проклеивания.
4. Бумагоделательная машина по п.1, отличающаяся тем, что устройство (10) смятия расположено при рассмотрении в направлении (16) хода машины до или после устройства (11) проклеивания.
5. Бумагоделательная машина по любому из пп.1-4, отличающаяся тем, что после устройства (10) смятия и устройства (11) проклеивания расположена секция (5.2) досушивания.
6. Бумагоделательная машина по любому из пп.1-5, отличающаяся тем, что формовочная секция (3) выполнена в виде продольной сетки.
7. Бумагоделательная машина по любому из пп.1-6, отличающаяся тем, что прессовальная секция (4) имеет по меньшей мере один башмачный прессовой захват.
8. Бумагоделательная машина по п.7, отличающаяся тем, что прессовальная секция (4) имеет точно два башмачных прессовых захвата.
9. Бумагоделательная машина по любому из пп.1-8, отличающаяся тем, что прессовальная секция (4) выполнена в виде компактного пресса.
10. Бумагоделательная машина по любому из пп.1-9, отличающаяся тем, что прессовальная секция (4) выполнена таким образом и с такими параметрами, что сумма линейных усилий всех прессовых захватов может устанавливаться в первом диапазоне линейных усилий ≥1300 кН/м и альтернативно во втором диапазоне линейных усилий ˂1300 кН/м.
11. Бумагоделательная машина по п.10, отличающаяся тем, что для изготовления мешочной крафт-бумаги (2) полотно бумаги проведено через устройство (10) смятия и прессовальная секция (4) настроена таким образом, что сумма линейных усилий всех прессовых захватов находится во втором диапазоне линейных усилий.
12. Бумагоделательная машина по любому из пп.1-11, отличающаяся тем, что для изготовления полотна (2.1) низкопрочной бумаги полотно бумаги проведено через устройство (11) проклеивания и прессовальная секция (4) настроена таким образом, что сумма линейных усилий всех прессовых захватов находится в первом диапазоне линейных усилий.
13. Бумагоделательная машина по п.1, отличающаяся тем, что пароконденсатная система секции (5.1) предварительной сушки включает в себя по меньшей мере одну нагревательную группу с термокомпрессорами для нагрева согласованных с нагревательной группой сушильных цилиндров (6).
14. Способ выборочного изготовления полотна (2) мешочной крафт-бумаги и полотна (2.1) низкопрочной бумаги в бумагоделательной машине (1), включающей в себя формовочную секцию (3) для формования и обезвоживания полотна бумаги, прессовальную секцию (4) и сушильную секцию (5) с секцией (5.1) предварительной сушки и секцией (5.2) досушивания для дальнейшего обезвоживания полотна (2, 2.1) бумаги, а также намоточное устройство (9), причем после секции (5.1) предварительной сушки располагается устройство (10) смятия для смятия полотна бумаги и дополнительно устройство (11) проклеивания, причем для изготовления полотна (2.1) низкопрочной бумаги полотно бумаги проводят мимо устройства (10) смятия через устройство (11) проклеивания, а для изготовления мешочной крафт-бумаги (2) полотно бумаги проводят мимо устройства (11) проклеивания через устройство (10) смятия.
| JP 2015017336 A, 29.01.2015 | |||
| US 3362869 A, 09.01.1968 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "КОТЛЕТЫ ИЗ БЕКОНА" | 2014 |
|
RU2576895C1 |
| DE 102013203341 A1, 28.08.2014 | |||
| Способ изготовления крафт-бумаги на многопроводной бумагоделательной машине | 1984 |
|
SU1480775A3 |

