Область техники
Настоящее изобретение относится к способу непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и к устройству для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой.
Уровень техники
Была раскрыта технология улучшения свойств полосы электротехнической стали с ориентированной структурой (в дальнейшем по мере уместности именуемая просто «стальная полоса») посредством печати на поверхности такой стальной полосы стойкое к травлению защитное покрытие, наносимое электроизолирующей краской, и последующего получения на поверхности стальной полосы, несущей стойкое к травлению защитное покрытие, рисунка травления способом электролитического травления (см. патентный источник 1). Промышленностью востребован способ электролитического травления, который превосходен с точки зрения стабильности состояния получаемого в результате травления продукта, такой как технология улучшения качеств стальной полосы с помощью такого процесса электролитического травления.
Патентный источник 2 предлагает способ обеспечения однородного травления в направлении ширины стальной полосы при нанесении покрытия на обе стороны стальной полосы и ограничении потока электролита в направлении ширины стальной полосы с тем, чтобы получить единообразную форму профиля канавки в направлении ширины.
Список упоминаемых документов
Патентные источники.
Патентный источник 1 – рассмотренная патентная заявка Японии, публикация № H8-6140;
Патентный источник 2 – выложенная патентная заявка Японии, публикация № H10-204698.
Краткое изложение существа изобретения
Техническая задача.
Тем не менее, все еще сохраняется пространство для улучшения стабильности состояния после травления. Если, например, ширина электрода является слишком большой по сравнению с шириной стальной полосы, степень электролитического травления на краю стальной полосы становится более значительной, чем степень электролитического травления на любых других участках, таких как центр стальной полосы, из-за тока, текущего от данного участка электрода, выступающего за пределы габаритов стальной полосы. Соответственно, здесь возникают такие проблемы, как углубление и расширение канавки на краю стальной полосы и невозможность получения однородной по ширине формы канавки.
Цель настоящего изобретения состоит в предоставлении способа непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и устройства для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, способных к ограничению колебаний формы вытравленных канавок в направлении по ширине стальной полосы.
Решение задачи
Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению включает этап формирования маски при создании на поверхности холоднокатаной до конечной толщины полосы электротехнической стали с ориентированной структурой маски для травления с линейным экспонируемым участком, открытом в маске для травления; этап центрирования полосы электротехнической стали с ориентированной структурой с помощью датчика положения и центрирующего устройства, которые размещаются непосредственно перед устройством электролитического травления; и этап формирования канавки, выполняемый путем электролитического травления, при котором электролитическое травление осуществляется в устройстве для электролитического травления, с тем чтобы образовать линейную канавку на поверхности полосы электротехнической стали с ориентированной структурой при прохождении электрического тока между электропроводящим роликом и электродом, помещенным в электролитическую ванну, при этом полоса электротехнической стали с ориентированной структурой находится в контакте с проводящим роликом, полоса электротехнической стали с ориентированной структурой погружена в электролитическую ванну и полоса электротехнической стали с ориентированной структурой обращена к электроду.
Кроме того, при вышеописанном способе непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению этап формирования канавки включает выполнение электролитического травления с применением электрода, ширина которого находится в пределах ±10 мм от ширины полосы электротехнической стали с ориентированной структурой.
Кроме того, при вышеописанном способе непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению этап формирования канавки включает выполнение процесса электролитического травления с применением электрода, боковая поверхность которого в направлении по ширине покрыта изолирующим материалом.
Устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению включает образующее маску устройство, выполненное с возможностью формирования на поверхности подвергнутой холодной прокатке до конечной толщины полосы электротехнической стали с ориентированной структурой маски для травления с линейным экспонируемым участком, открытом в данной маске для травления; устройство для электролитического травления, включающее электролитическую ванну, электрод, размещенный в электролитической ванне, и электропроводящий ролик, при этом устройство для электролитического травления выполняет электролитическое травление для формирования на поверхности полосы электротехнической стали с ориентированной структурой линейной канавки посредством пропускания электрического тока между электропроводящим роликом и электродом, при том, что полоса электротехнической стали с ориентированной структурой находится в соприкосновении с электропроводящим роликом, при этом данная полоса электротехнической стали с ориентированной структурой погружена в электролитическую ванну и полоса электротехнической стали с ориентированной структурой обращена к электроду; датчик положения, размещенный непосредственно перед устройством электролитического травления, предназначаемый для определения положения полосы электротехнической стали с ориентированной структурой в направлении по ширине; и устройство центрирования, размещенное непосредственно перед устройством электролитического травления, предназначаемое для выполнения центрирования полосы электротехнической стали с ориентированной структурой на основе данных, полученных от датчика положения.
Полезный эффект изобретения
Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению способны не допускать колебаний формы вытравленных канавок в направлении по ширине стальной полосы.
Краткое описание чертежей
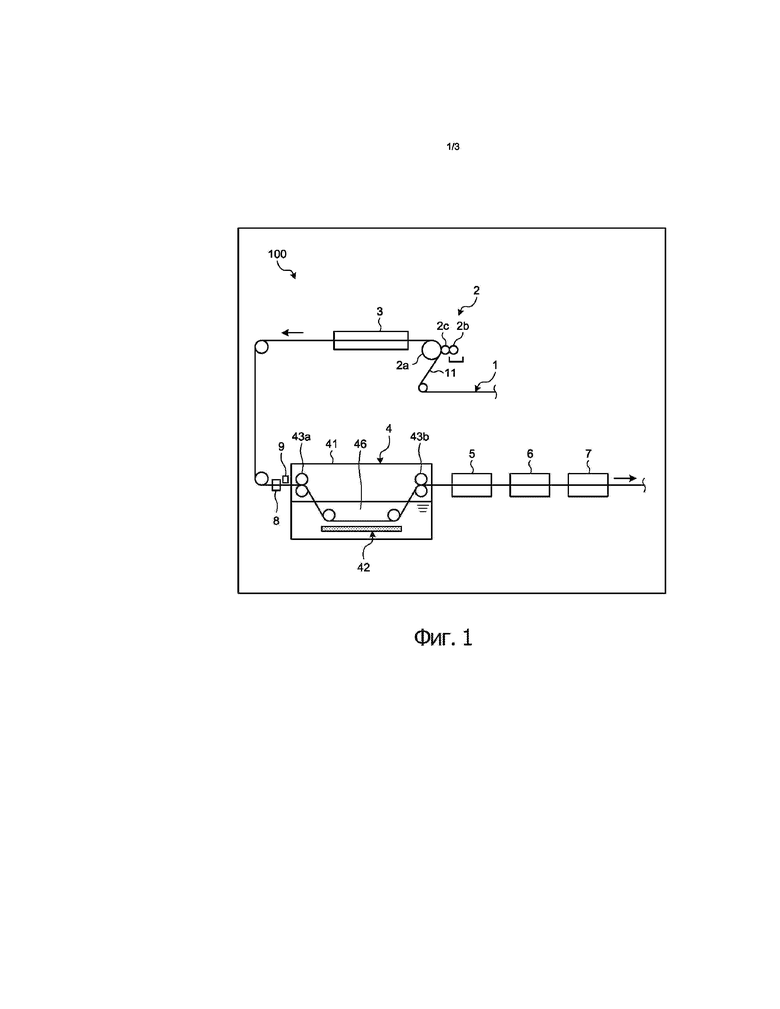
Фиг. 1 представляет принципиальную схему устройства для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно одному воплощению.
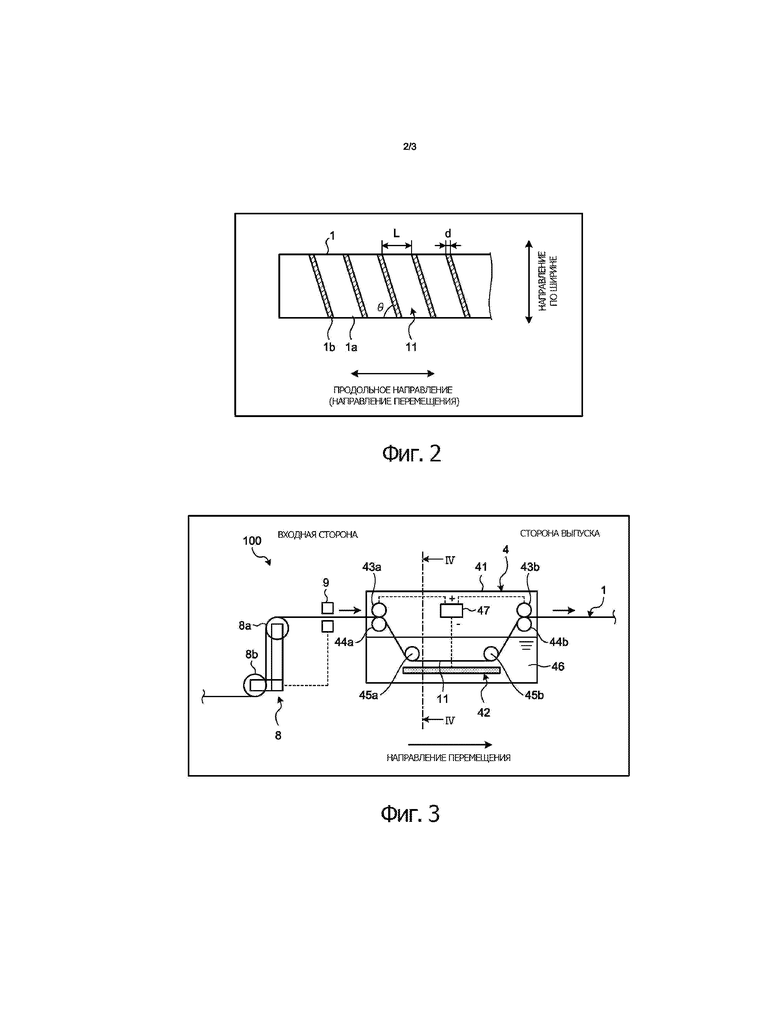
Фиг. 2 является видом сверху, иллюстрирующим пример маски для травления.
Фиг. 3 является чертежом, иллюстрирующим основные узлы устройства для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно такому воплощению.
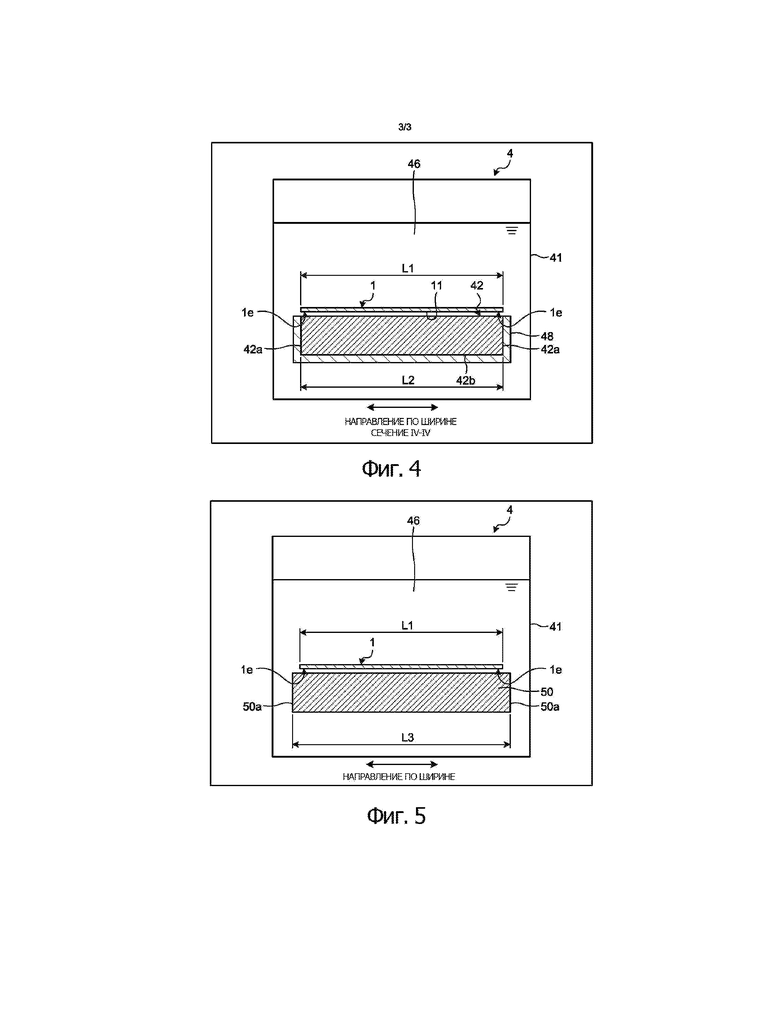
Фиг. 4 является поперечным сечением устройства электролитического травления согласно такому воплощению.
Фиг. 5 является поперечным сечением устройства электролитического травления согласно сравнительному примеру.
Осуществление изобретения
Далее способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно настоящему изобретению подробно описываются с обращением к чертежам. Изобретение данным вариантом осуществления не ограничивается. Кроме того, компоненты варианта осуществления изобретения являются такими, которые хорошо известны специалистам в данной области или являются по существу аналогичными.
Вариант осуществления изобретения
Вариант осуществления изобретения описан с обращением к фиг. 1-5. Изобретение относится к способу непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и к устройству для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой. Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного варианта образует линейные канавки на поверхности полосы электротехнической стали с ориентированной структурой, подвергнутой холодной прокатке до конечной толщины, посредством, например, выборочного формирования маски для травления на поверхности полосы электротехнической стали с ориентированной структурой, непрерывной загрузки полосы электротехнической стали с ориентированной структурой в электролитическую ячейку и выполнения вслед за этим процесса электролитического травления. Фиг. 1 является принципиальной схемой устройства для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно данному воплощению настоящего изобретения.
Как показано на фиг. 1, устройство 100 для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой согласно данному воплощению (в дальнейшем также именуемое просто «устройством непрерывного электролитического травления») включает устройство 2 для нанесения стойкого к травлению защитного покрытия, устройство 3 для сушки и спекания, устройство 4 электролитического травления, устройство 5 для удаления стойкого к травлению защитного покрытия, водную промывочную ванну 6, промывочную ванну 7, центрирующее устройство 8 и датчик 9 положения. Кроме того, способ непрерывного электролитического травления, который осуществляется устройством 100 непрерывного электролитического травления, включает этап формирования маски, этап центрирования и этап формирования канавки.
Этап формирования маски
Этап формирования маски представляет собой этап формирования на поверхности 11 полосы 1 подвергнутой холодной прокатке до конечной толщины электротехнической стали с ориентированной структурой маски 1a для травления с линейными экспонируемыми участками 1b, открытыми в маске 1a для травления (см. фиг. 2). Устройство 100 непрерывного электролитического травления включает устройство 2 нанесения стойкого к травлению защитного покрытия и устройство 3 сушки и спекания в качестве устройства для получения маски. Этап формирования маски выполняется устройством 2 нанесения стойкого к травлению защитного покрытия и устройством 3 сушки и спекания. Устройство 100 непрерывного электролитического травления наносит стойкое к травлению защитное покрытие на поверхность 11 полосы 1 подвергнутой холодной прокатке до конечной толщины электротехнической стали с ориентированной структурой, выполняет сушку и термическою обработку полосы 1 электротехнической стали с ориентированной структурой и избирательно образует маску 1a для травления.
Этап центрирования.
Центрирующий этап представляет собой этап центрирования полосы 1 электротехнической стали с ориентированной структурой с помощью датчика 9 положения и устройства 8 центрирования, которые размещаются непосредственно перед устройством 4 электролитического травления. Этап центрирования ограничивает смещение полосы 1 электротехнической стали с ориентированной структурой от центральной линии. Соответственно, ограничиваются колебания величин плотности тока в процессе электролитического травления; в результате образуются линейные канавки единообразной формы.
Этап формирования канавки.
Этап формирования канавки представляет собой этап выполнения электролитического травления, при котором выполняется электролитическое травление в устройстве 4 электролитического травления для формирования линейных канавок на поверхности 11 полосы 1 электротехнической стали с ориентированной структурой в результате прохождения электрического тока между электропроводящими роликами 43a и 43b и электродом 42, размещенным в электролитической ванне 46, в то время как полоса 1 электротехнической стали с ориентированной структурой находится в контакте с электропроводящими роликами 43a и 43b, полоса 1 электротехнической стали с ориентированной структурой погружена в электролитическую ванну 46 и полоса 1 электротехнической стали с ориентированной структурой обращена к электроду 42.
Маска 1a для травления с помощью устройства 5 удаления стойкого к травлению защитного покрытия удаляется с поверхности 11 полосы 1 электротехнической стали с ориентированной структурой, на которой были сформированы линейные канавки. Полоса 1 электротехнической стали с ориентированной структурой затем промывается в промывочной ванне 6 с водой и в промывочной ванне 7. Подробно способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и устройство 100 для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения описываются ниже.
Полоса 1 холоднокатаной до конечной толщины электротехнической стали с ориентированной структурой переносится транспортировочным устройством, таким как транспортирующие ролики, последовательно к устройству 2 нанесения стойкого к травлению защитного покрытия, устройству 3 сушки и спекания, устройству 4 электролитического травления, устройству 5 удаления стойкого к травлению защитного покрытия, водной промывочной ванне 6 и к промывочной ванне 7 в данном порядке. Устройство 2 нанесения стойкого к травлению защитного покрытия покрывают поверхность 11 полосы 1 электротехнической стали с ориентированной структурой стойким к травлению защитным покрытием. Устройство 2 нанесения стойкого к травлению защитного покрытия в соответствии с данным воплощением покрывает всю поверхность 11 полосы 1 электротехнической стали с ориентированной структурой за исключением линейных экспонируемых участков 1b стойким к травлению защитным покрытием с помощью глубокой офсетной печати.
Фиг. 2 иллюстрирует пример маски для травления, сформированной на полосе 1 электротехнической стали с ориентированной структурой. Маска 1a для травления сформирована в форме полос на поверхности 11 полосы 1 электротехнической стали с ориентированной структурой за исключением линейных экспонируемых участков 1b. Экспонируемый участок 1b наклонен, например, под заранее определенным углом наклона θ относительно продольного направления (направление продвижения) полосы 1 электротехнической стали с ориентированной структурой. Ширина экспонируемого участка 1b в направлении продвижения обозначена литерой d, а ширина маски 1a для травления в направлении продвижения обозначена литерой L.
Возвращаясь к фиг. 1, представленное на ней устройство 2 нанесения стойкого к травлению защитного покрытия включает опорный ролик 2a, рифленый ролик 2b и резиновый промежуточный ролик 2c. Промежуточный резиновый ролик 2c помещается между рифленым роликом 2b и опорным роликом 2a и находится в контакте с обоими роликами 2a и с 2b. На рифленом ролике 2b сформированы выемки, которые соответствуют форме маски 1a для травления, образуемой на полосе 1 электротехнической стали с ориентированной структурой. Скапливающаяся в выемке печатная краска стойкого к травлению защитного покрытия переносится на поверхность 11 полосы 1 электротехнической стали с ориентированной структурой через промежуточный резиновый ролик 2c. Промежуточный резиновый ролик 2c и опорный ролик 2a зажимают между собой полосу 1 электротехнической стали с ориентированной структурой и промежуточный резиновый ролик 2c наносит на полосу 1 электротехнической стали с ориентированной структурой печатную краску, прижимаясь к полосе 1 электротехнической стали с ориентированной структурой. Подходящей в качестве краски, применяемой как стойкое к травлению защитное покрытие, является защитная краска, содержащая в качестве основного ингредиента любую алкидную смолу, смолу на эпоксидной основе или смолу на основе полиэтилена.
Устройство 3 сушки и спекания высушивает и подвергает термической обработке защитную печатную краску, нанесенную на поверхность 11 полосы 1 электротехнической стали с ориентированной структурой. В результате на поверхности 11 полосы 1 электротехнической стали с ориентированной структурой образуется маска 1a для травления с линейными экспонируемыми участками 1b, открытыми в маске 1a для травления.
Как показано на фиг. 3, датчик 9 положения и устройство 8 центрирования размещаются непосредственно перед устройством 4 электролитического травления. Другими словами, датчик 9 положения и устройство 8 центрирования размещаются на стороне входа и вблизи устройства 4 электролитического травления. Устройство 8 центрирования размещается перед датчиком 9 положения в направлении перемещения полосы 1 электротехнической стали с ориентированной структурой. Датчик 9 положения определяет положение полосы 1 электротехнической стали с ориентированной структурой в направлении по ширине. Датчик 9 положения в типичном случае определяет положения обоих торцов (краев) полосы 1 электротехнической стали с ориентированной структурой в направлении по ширине с тем, чтобы определить положение центра по ширине полосы 1 электротехнической стали с ориентированной структурой. Полученная датчиком 9 положения информация о положении в направлении по ширине передается к устройству 8 центрирования. Устройство центрирования 8 центрирует полосу 1 электротехнической стали с ориентированной структурой на основе определенных датчиком 9 положения данных. Устройство центрирования 8 в типичном случае регулирует положение центра полосы 1 электротехнической стали с ориентированной структурой по ширине на основе данных о положении в направлении ширины, полученных от датчика 9 положения, с тем, чтобы не допускать смещения от заранее определенной центральной линии. Устройство 8 центрирования регулирует положение полосы 1 электротехнической стали с ориентированной структурой в направлении ширины, например, отклонением оси вращения переднего по ходу ролика 8b относительно оси вращения заднего по ходу ролика 8a.
Устройство 4 электролитического травления включает ячейку 41 электролитического травления, электрод 42, ролики 43a и 43b из проводящего материала, опорные ролики 44a и 44b, погружные ролики 45a и 45b, электролитическую ванну 46 и источник 47 электропитания. Устройство 4 электролитического травления погружает часть полосы 1 электротехнической стали с ориентированной структурой в электролитическую ванну 46 погружными роликами 45a и 45b в состоянии, когда электропроводящие ролики 43a и 43b находятся в контакте с полосой 1 электротехнической стали с ориентированной структурой, и приводит полосу 1 электротехнической стали с ориентированной структурой в обращенное к электроду 42 положение между погружными роликами 45a и 45b. Устройство 4 электролитического травления пропускает электрический ток между роликами 43a и 43b из проводящего материала и электродом 42 и в результате прохождения процесса электролитического травления образует линейные канавки на поверхности 11 полосы 1 электротехнической стали с ориентированной структурой.
Электролитическая ванна 46 находится в ячейке 41 электролитического травления. Электролитическая ванна 46 представляет собой электролит, такой как раствор NaCl или раствор KCl. В электролитической ванне 46 размещается электрод 42. Электропроводящие ролики 43a и 43b и опорные ролики 44a и 44b размещены в ячейке 41 электролитического травления выше уровня жидкости электролитической ванны 46. Электропроводящий ролик стороны входа 43a и опорный ролик 44a стороны входа размещаются в ячейке 41 электролитического травления на входной стороне. Электропроводящий ролик 43b выходной стороны и опорный ролик 44b выходной стороны размещаются в ячейке 41 электролитического травления на выходной стороне. Ролики 43a и 43b из проводящего материала являются анодами, которые входят в контакт с полосой 1 электротехнической стали с ориентированной структурой. Полоса 1 электротехнической стали с ориентированной структурой находится в зажатом состоянии между электропроводящим роликом 43a стороны входа и опорным роликом 44a стороны входа для поддержания положения, при котором полоса 1 электротехнической стали с ориентированной структурой и электропроводящий ролик 43a стороны входа находятся в контакте друг с другом. Кроме того, полоса 1 электротехнической стали с ориентированной структурой находится в зажатом состоянии между электропроводящим роликом 43b выходной стороны и опорным роликом 44b выходной стороны для поддержания состояния контакта полосы 1 электротехнической стали с ориентированной структурой и электропроводящего ролика 43b выходной стороны.
Погружные ролики 45a и 45b погружены в электролитическую ванну 46 для того, чтобы обеспечивать погружение в электролитическую ванну 46 полосы 1 электротехнической стали с ориентированной структурой. В ячейке 41 электролитического травления погружной ролик 45a стороны входа размещен на входной стороне, а погружной ролик 45b выходной стороны – на выпускной стороне. Полоса 1 электротехнической стали с ориентированной структурой перемещается в ячейке 41 электролитического травления в состоянии намотки вокруг опорного ролика 44a стороны входа, погружного ролика 45a выходной стороны, погружного ролика 45b выходной стороны и опорного ролика 44b выходной стороны. Полоса 1 электротехнической стали с ориентированной структурой для обеспечения ее перемещения входит в электролитическую ванну 46 между опорным роликом 44a стороны входа и погружным роликом 45a стороны входа, проходит ниже погружных роликов 45a и 45b и выходит из электролитической ванны 46 между погружным роликом 45b выходной стороны и опорным роликом 44b выходной стороны.
Электрод 42 является катодом, соединенным с проводящими роликами 43a и 43b. Электрод 42 связан со стороной катода источника 47 электропитания, а электропроводящие ролики 43a и 43b связаны со стороной анода источника 47 электропитания. В устройстве 4 электролитического травления создается электрическая цепь, включающая источник 47 электропитания, электропроводящие ролики 43a, 43b, полосу 1 электротехнической стали с ориентированной структурой, электролитическую ванну 46 и электрод 42. Плотность тока при данном способе электролитического травления предпочтительно находится в диапазоне от 1 до 100 А/дм2. При слишком низкой плотности тока достижение эффекта достаточного травления оказывается невозможным. При этом если плотность тока слишком велика, происходят повреждения маски 1a для травления.
Как показано на фиг. 3, плоский, имеющий форму пластины электрод 42 помещен в положение, при котором в электролитической ванне 46 он обращен к поверхности 11 полосы 1 электротехнической стали с ориентированной структурой. Более конкретно, электрод 42 размещается в электролитической ванне 46 ниже полосы 1 электротехнической стали с ориентированной структурой и обращается к площади поверхности 11 полосы 1 электротехнической стали с ориентированной структурой между погружным роликом 45a входной стороны и погружным роликом 45b выходной стороны.
Фиг. 4 иллюстрирует поперечное сечение IV-IV на фиг. 3. Электрод 42 размещается так, чтобы его центральная линия совпадала с центральной линией по ширине электрода 42. Как показано на фиг. 4, ширина L1 полосы 1 электротехнической стали с ориентированной структурой равна или по существу равняется ширине L2 электрода 42. В результате может быть ограничено протекание ненужного электролиза вблизи концов 1e полосы 1 электротехнической стали с ориентированной структурой в направлении ширины. Ширина L2 электрода 42 предпочтительно отвечает ширине L1 полосы 1 электротехнической стали с ориентированной структурой ±10 мм. В данном воплощении ширина L2 электрода 42 равна ширине L1 полосы 1 электротехнической стали с ориентированной структурой. Если ширина L3 электрода 50 больше, чем ширина L1 полосы 1 электротехнической стали с ориентированной структурой, как в сравнительном примере на фиг. 5, части, которые не предназначаются для проведения электролиза, то есть, части помимо открытых участков 1b, подвергаются электролитическому травлению на концах 1e полосы 1 электротехнической стали с ориентированной структурой в направлении ширины. Кроме того, концы открытого участка 1b в направлении ширины подвергаются избыточному электролитическому травлению по сравнению с его центром. В отличие от этого, в устройстве электролитического 4 травления данного воплощения процесс электролитического травления ограничивается в отношении его ненужного или избыточного выполнения на концах 1e в направлении ширины, так как ширина L2 электрода 42 является подобной ширине L1 полосы 1 электротехнической стали с ориентированной структурой.
Кроме того, в устройстве электролитического травления 4 данного воплощения боковые поверхности 42a в направлении ширины электрода 42 покрыты изолирующим материалом 48, как показано на фиг. 4. В сравнительном примере, иллюстрируемом Фиг. 5, боковые поверхности 50a электрода 50 находятся в контакте с электролитической ванной 46. Соответственно, ток протекает от полосы 1 электротехнической стали с ориентированной структурой к боковым поверхностям 50a электрода 50. Вследствие этого величина тока (плотность тока), проходящего через конец 1e полосы 1 электротехнической стали с ориентированной структурой в направлении ширины, становится больше, чем величина тока (плотность тока), протекающего через центр в направлении ширины; соответственно, конец в направлении ширины оказывается перетравленным. С другой стороны, в устройстве электролитического травления 4 данного воплощения изолирующий материал 48 ограничивает протекание тока от полосы 1 электротехнической стали с ориентированной структурой к боковой поверхности 42a электрода 42. Вследствие этого обеспечивается недопущение чрезмерного электролитического травления конца 1e полосы 1 электротехнической стали с ориентированной структурой в направлении ширины. В данном воплощении задняя поверхность 42b электрода 42 также покрыта изолирующим материалом 48. Соответственно, предупреждается протекание тока от полосы 1 электротехнической стали с ориентированной структурой к задней поверхности 42b электрода 42.
Примеры
Далее описываются примеры. Таблица 1 иллюстрирует режимы проведения испытаний и результаты, полученные в примерах с первого по шестой, а также в сравнительном примере. В этих примерах и в сравнительном примере полосы 1 электротехнической стали с ориентированной структурой представляют собой стальную полосу толщиной 0,22 мм, содержащую 3,0 мас.% Si. Ширина L1 данной стальной полосы после конечной холодной прокатки составляла 1000 мм. В качестве стойкого к травлению защитного покрытия применялась защитная печатная краска, содержащая в качестве главного ингредиента смолу на эпоксидной основе. Температура сушки и спекания равнялась 100°C. Толщина маски для травления равнялась 3 мкм.
Далее устройство 2 нанесения стойкого к травлению защитного покрытия и устройство 3 сушки и спекания образуют на поверхности 11 полосы 1 электротехнической стали с ориентированной структурой маску 1a для травления, устройство 4 электролитического травления посредством прямой электризации осуществляет процесс электролитического травления на полосе 1 электротехнической стали с ориентированной структурой. Электролитическая ванна 46 представляет собой раствор NaCl. Целевые величины профиля линейной канавки: ширина – 150 мкм, глубина – 20 мкм и шаг канавки – 3 мм.
После выполнения процесса электролитического травления полоса 1 электротехнической стали с ориентированной структурой проходит через устройство 5 удаления стойкого к травлению защитного покрытия, водную промывочную ванну 6 и промывочную ванну 7 для снятия с поверхности 11 маски 1a для травления. После удаления маски 1a для травления была измерена глубина линейной канавки. Для измерения глубины канавки задаются десять точек через равные интервалы от одного до другого конца по направлению ширины полосы 1 электротехнической стали с ориентированной структурой. По результатам измерений в 10 точках были вычислены среднее значение и разброс величин глубины канавки.
Полоса 1 электротехнической стали с ориентированной структурой, с которой удаляется маска 1a для травления, является обезуглероженной и отожженной. Затем выполняется конечный отжиг полосы 1 электротехнической стали с ориентированной структурой. Были измерены магнитные свойства (потери в железе W17/50 (Вт/кг)) полученной таким образом полосы 1 электротехнической стали с ориентированной структурой. 10 точек для измерения магнитных свойств задавались через равные интервалы от одного до другого конца по направлению ширины полосы 1 электротехнической стали с ориентированной структурой. По результатам измерений в 10 точках были вычислены среднее значение и разброс величины показателя потерь в железе W17/50.
Во всех примерах с первого по шестой центрирующая регулировка выполняется устройством 8 центрирования. Примеры различаются по ширине L2 электрода 42 и наличию либо отсутствию покрытия изолирующим материалом 48 боковых поверхностей 42a электрода 42 в направление ширины. Как показано в таблице 1, первый пример является следующим: центрирующая регулировка: выполнена, ширина L2 электрода 42: 1,010 мм (ширина L1 полосы 1 электротехнической стали с ориентированной структурой + 10 мм) и изолирующий материал 48: отсутствует. Второй пример отличается от первого примера тем, что ширина L2 электрода 42 равна 1,000 мм. Отличие примера 3 от первого примера состоит в том, что ширина L2 электрода 42 равна 990 мм (ширина L1 полосы 1 электротехнической стали с ориентированной структурой составляет 10 мм). Четвертый пример отличается от первого примера наличием изолирующего материала 48. Пятый пример отличается от первого примера в том отношении, что ширина L2 электрода 42 составляет 1,000 мм и присутствует изолирующий материал 48. Шестой пример отличается от первого примера тем, что ширина L2 электрода 42 равна 990 мм и присутствует изолирующий материал 48. Сравнительный пример является следующим: центрирующая регулировка: не проводилась, ширина L2 электрода 42: 1,010 мм и изолирующий материал 48: отсутствует.
Как показано в таблице 1, средняя глубина канавки в сравнительном примере отклоняется от целевой величины (20 мкм) на 0,14 мкм. В отличие от этого, в примерах с первого по шестой максимальное отклонение среднего значения глубины канавки от целевой величины составляет 0,04 мкм. Кроме того, в сравнительном примере ширина распределения значения глубины канавки составляет ±0,5 мкм, в то время как в данных примерах максимальная ширина распределения глубины канавки уменьшена до ±0,09 мкм.
Рассмотрение потерь в железе W17/50. Среднее значение в сравнительном примере равно 0,752 Вт/кг, в то время как в примерах средние величины составляют от 0,720 до 0,731 Вт/кг, что является хорошим показателем. Кроме того, колебания величины потерь в железе W17/50 в сравнительном примере составляют ±0,020 Вт/кг, в то время как в примерах демонстрируются максимальные изменения в ±0,009 Вт/кг, что соответствует менее половины показателя изменений из сравнительного примера. Среди данных примеров пятый пример показывает наилучшие результаты в отношении точности глубины канавки и величины потерь в железе W17/50. Другими словами, колебания формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой эффективно ограничиваются благодаря согласованности ширины L2 электрода 42 с шириной L1 полосы 1 электротехнической стали с ориентированной структурой и тому, что в дополнение к действию центрирующей регулировки боковые поверхности 42a электрода 42 покрыты изолирующим материалом 48. Кроме того, соответственно, получена хорошая величина потерь в железе W17/50.
Таблица 1
(мм)
(мкм)
Как указывалось выше, способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения включает этап формирования маски, этап центрирования и этап формирования канавки. На этапе центрирования выполняется центрирование полосы 1 электротехнической стали с ориентированной структурой с помощью датчика 9 положения и центрирующего устройства 8, которые размещаются непосредственно перед устройством 4 электролитического травления для ограничения отклонений центральной линии полосы 1 электротехнической стали с ориентированной структурой в направлении ширины от центральной линии электрода 42. Как следствие, ограничиваются проявления неустойчивости плотности тока в направлении ширины полосы 1 электротехнической стали с ориентированной структурой. Соответственно, способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения способен ограничивать колебания формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой.
Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения способен обеспечивать единообразие формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой. Кроме того, может быть уменьшен ток, который не вносит вклад в процесс электролитического травления, и излишний ток для процесса ненужного электролитического травления; соответственно, может быть увеличена эффективность электролиза. Кроме того, оказывается возможным препятствование помехам, вызываемым меандром тока в устройстве 4 электролитического травления. В результате могут быть снижены производственные убытки и потери выхода продукции из-за повреждений кромки полосы 1 электротехнической стали с ориентированной структурой.
Кроме того, согласно способу непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, соответствующему изобретению, электролитическое травление на этапе формирования канавки выполняют с применением электрода 42, ширина L2 которого находится в пределах ±10 мм от ширины L1 полосы 1 электротехнической стали с ориентированной структурой. Вследствие этого обеспечивается условие, что плотность тока на конце полосы 1 электротехнической стали с ориентированной структурой в направлении ширины отличается от плотности тока в центре. Соответственно, ограничиваются колебания формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой.
Кроме того, согласно способу непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, соответствующему изобретению, электролитическое травление на этапе формирования канавки выполняют с применением электрода 42, боковые поверхности 42a которого в направлении ширины покрыты изолирующим материалом 48. Соответственно, не допускается протекание тока между полосой 1 электротехнической стали с ориентированной структурой и боковой поверхностью 42a электрода 42. Плотность тока на конце полосы 1 электротехнической стали с ориентированной структурой в направлении ширины ограничивается в отношении того, чтобы превосходить плотность тока в центре. Соответственно, ограничиваются колебания формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой.
Устройство 100 непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения включает образующее маску устройство (устройство 2 нанесения стойкого к травлению защитного покрытия и устройство 3 сушки и спекания), устройство 4 электролитического травления, датчик 9 положения 9 и устройство 8 центрирования. Устройство 8 центрирования центрирует полосу 1 электротехнической стали с ориентированной структурой на основе полученных датчиком 9 положения данных. Соответственно, центральная линия полосы 1 электротехнической стали с ориентированной структурой ограничивается в отношении отклонения в направлении ширины от центральной линии электрода 42. Как следствие, ограничиваются проявления неустойчивости плотности тока в направлении ширины полосы 1 электротехнической стали с ориентированной структурой. В результате устройство 100 для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой данного воплощения способно ограничивать колебания формы вытравленных канавок по направлению ширины полосы 1 электротехнической стали с ориентированной структурой.
Устройство 2 нанесения стойкого к травлению защитного покрытия, которое покрывает полосы 1 электротехнической стали с ориентированной структурой стойким к травлению защитным покрытием, описанным выше устройством не ограничивается. Данное устройство 2 нанесения стойкого к травлению защитного покрытия может подходящим образом применять любой способ глубокой печати без выносного ролика, плоской офсетной печати, трафаретной печати и другие подобные. Например, глубокая офсетная печать является подходящей, так как позволяет легко выполнять непрерывное печатание на рулоне, при этом может быть достигнута устойчивая поверхность печати и легко обеспечен контроль толщины защитного слоя.
В зависимости от конкретного случая, описанное в приведенных выше воплощениях может быть воплощено в комбинации.
Промышленная применимость
Настоящее изобретение способно предоставить способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой и устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, способные к ограничению колебаний формы вытравленных канавок в направлении по ширине стальной полосы.
Перечень ссылочных позиций
1 – полоса листовой электротехнической стали с ориентированной структурой;
1a – маска для травления;
1b – раскрытый участок;
11 – поверхность;
2 – устройство нанесения стойкого к травлению защитного покрытия;
2a – опорный ролик;
2b – рифленый ролик;
2c – промежуточный резиновый ролик;
3 – устройство сушки и спекания;
4 – устройство электролитического травления;
41 – ячейка электролитического травления;
42, 50 – электрод;
43a – электропроводящий ролик входной стороны;
43b – электропроводящий ролик выходной стороны;
44a – опорный ролик входной стороны;
44b – опорный ролик выходной стороны;
45a – погружной ролик входной стороны;
45b – погружной ролик выходной стороны;
46 – электролитическая ванна;
47 – источник электропитания;
48 – изолирующий материал;
5 – устройство удаления резиста для травления;
6 – водная промывочная ванна;
7 – промывочная ванна;
8 – центрирующее устройство;
9 – датчик положения;
100 – устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой.
Изобретение относится к области гальванотехники и может быть использовано для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой. Способ содержит этап формирования на поверхности стальной полосы маски для травления с линейными экспонируемыми открытыми участками в маске, этап центрирования, на котором определяют положение центра полосы в направлении ширины и центрируют полосу на основе результатов датчика положения и устройства центрирования, которые размещают непосредственно перед устройством электролитического травления, и этап формирования канавки травлением, которое выполняют в устройстве электролитического травления посредством пропускания электрического тока между электропроводящим роликом и электродом, размещенным в электролитической ванне, при этом полоса находится в контакте с электропроводящим роликом, погружена в электролитическую ванну и обращена к электроду. Устройство содержит: устройство для формирования маски, устройство электролитического травления, включающее ванну с электродом и электропроводящий ролик, датчик положения и устройство центрирования. Технический результат: ограничение колебаний формы вытравленных канавок в направлении по ширине стальной полосы. 2 н. и 2 з.п. ф-лы, 5 ил., 1 табл.
1. Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, содержащий:
этап формирования на поверхности стальной полосы маски для травления с линейными экспонируемыми участками, открытыми в указанной маске для травления, при этом указанная стальная полоса является полосой электротехнической стали с ориентированной структурой, полученной холодной прокаткой до конечной толщины;
этап центрирования, на котором определяют положение центра указанной полосы электротехнической стали с ориентированной структурой в направлении ширины и центрируют указанную стальную полосу на основе результатов указанного определения положения центра с помощью датчика положения и устройства центрирования, которые размещают непосредственно перед устройством электролитического травления; и
этап формирования канавки при выполнении электролитического травления, причем электролитическое травление выполняют в устройстве электролитического травления для формирования линейной канавки на поверхности указанной стальной полосы посредством пропускания электрического тока между электропроводящим роликом и электродом, размещенным в электролитической ванне, при этом указанная стальная полоса находится в контакте с электропроводящим роликом, указанная стальная полоса погружена в электролитическую ванну и обращена к электроду.
2. Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой по п. 1, в котором этап формирования канавки включает выполнение электролитического травления с применением указанного электрода, ширина которого находится в пределах ±10 мм от ширины указанной стальной полосы.
3. Способ непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой по п. 1 или 2, в котором на этапе формирования канавки выполняют электролитическое травление с применением указанного электрода, боковая поверхность которого в направлении по ширине покрыта изолирующим материалом.
4. Устройство для непрерывного электролитического травления полосы электротехнической стали с ориентированной структурой, содержащее:
устройство для формирования на поверхности стальной полосы маски для травления с линейным экспонируемым участком, открытым в указанной маске для травления, причем указанная стальная полоса является полосой электротехнической стали с ориентированной структурой, полученной холодной прокаткой до конечной толщины;
устройство электролитического травления, включающее электролитическую ванну, помещенный в указанную электролитическую ванну электрод и электропроводящий ролик, причем устройство электролитического травления предназначено для выполнения электролитического травления для формирования линейной канавки на поверхности указанной стальной полосы посредством пропускания электрического тока между электропроводящим роликом и электродом, при этом указанная стальная полоса контактирует с электропроводящим роликом, стальная полоса погружена в электролитическую ванну и обращена к электроду;
датчик положения, размещенный непосредственно перед устройством электролитического травления и предназначенный для определения центрального положения указанной стальной полосы в направлении ширины; и
устройство центрирования, размещенное непосредственно перед устройством электролитического травления и предназначенное для центрирования указанной стальной полосы на основе данных датчика положения.
| JPS 63153222 A, 25.06.1988 | |||
| JPH 10130898 A, 19.05.1998 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ТРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2205254C2 |

