Область техники
Изобретение относится к способу производства листовой электротехнической стали с ориентированной структурой, при котором выполняется обработка по измельчению магнитной доменной структуры, и, в частности, относится к способу производства листовой электротехнической стали с ориентированной структурой, при котором эффективно осуществляется обработка по измельчению магнитной доменной структуры, которая оказывается устойчивой к обработке отжигом для снятия внутренних напряжений и с которой достигаются превосходные характеристики следующих за такой обработкой потерь в железе.
Уровень техники
Листовые электротехнической стали с ориентированной структурой представляют собой магнитно-мягкие материалы, которые широко применяются в качестве железных сердечников в трансформаторах и других подобных устройствах. При ее применении в качестве железного сердечника листовая электротехническая сталь с ориентированной структурой должна иметь низкие потери в железе, чтобы минимизировать энергопотери.
Один способ снижения потерь в железе листовой стали использует явление, которое называют вторичной рекристаллизацией, с тем, чтобы привести к высокой степени соответствия ориентации кристаллов в листовой стали с ориентацией Госса (ориентация {110} <001>) и поднять магнитную проницаемость, что уменьшает гистерезисные потери. Были проведены многочисленные исследования в отношении способов повышения степени предпочтительной кристаллической ориентации и в настоящее время в промышленном масштабе выпускаются изделия, в которых отклонение кристаллической ориентации зерна от ориентации Госса снижено всего до нескольких градусов.
Помимо указанного выше способа также известен способ, при котором посредством измельчения в кристаллах магнитной доменной структуры снижаются потери от вихревых токов. Например, патентный источник JP S57-2252 B раскрывает способ уменьшения потерь в железе, при котором поверхность стального листа линейно облучается лазером в его поперечном направлении для того, чтобы вызвать напряжения вблизи поверхности стального листа и привести к дроблению магнитных доменов. Однако одна связанная с этим способом проблема состоит в том, что он не может быть принят в случае ленточного железного сердечника, для которого необходим отжиг для снятия внутренних напряжений, поскольку полученные с помощью лазера напряжения при проведении отжига для снятия внутренних напряжений утрачиваются, что приводит к возрастанию потерь в железе.
При одном известном способе решения этой проблемы измельчение магнитной доменной структуры, которая не подвержена ухудшению потерь в железе из-за отжига для снятия внутренних напряжений (термически устойчивое измельчение магнитной доменной структуры), достигается посредством образования канавок вблизи поверхности листа стали. Например, JP S59-197520 A раскрывает способ, при котором на поверхности листовой стали образуются линейные канавки с помощью острия ножа, лазера, электроискровой обработки, электронного пучка или другого подобного. Однако эти способы страдают от проблемы образования заусенцев на периферии канавок, что требует выполнение этапа удаления грата.
JP H5-69284 B раскрывает способ, который не вызывает упомянутого выше образования заусенцев. Способ в JP H5-69284 B применяет фотолитографию, при которой на поверхность листовой стали наносится отрицательная/положительная органическая светочувствительная жидкость на основе резины, затем через маску выполняется облучение ультрафиолетовым светом, участки, подвергшиеся действию ультрафиолетового излучения, удаляются при погружении стального листа в проявитель, а затем стальная подложка подвергается химическому травлению на фотоэкспонированных участках погружением в кислоту, такую как азотная кислота или соляная кислота.
Однако из-за ограничений по скорости химического травления способ, описанный в JP H5-69284 B, имеет недостаток, связанный с тем, что при увеличении линейной скорости с целью повышения производительности возникает необходимость в чрезмерно крупном оборудовании для травления. Кроме того, увеличение концентрации ионов Fe, растворенного в используемой при травлении кислоте, подавляет скорость травления, что создает сложности, поскольку мешает образованию канавок однородной в продольном направлении рулона формы.
В JP H8-6140 B раскрывается направленный на преодоление этих проблем способ, при котором на лист стали после конечной холодной прокатки наносится методом печати резистивная пленка, таким образом, чтобы при этом оставались непокрытые прерывистые или непрерывные линейные участки, ориентированные так, чтобы пересекать направление прокатки, и после сушки нанесенной резистивной пленки выполняется травление для получения на поверхности стального листа непрерывных или прерывистых линейных канавок. JP H8-6140 B раскрывает способ глубокой офсетной печати в качестве способа, с помощью которого печатается резистивная пленка, а в качестве способа осуществления травления раскрывает способ, включающий электролитическое травление, которое делает возможным простой контроль за степенью выполнения травления.
Раскрытие сущности изобретения
Техническая задача.
Однако с описанным в JP H8-6140 B способом сопряжена проблема того, что ракельный нож, используемый для удаления с вала остаточной печатной краски, может изнашиваться, что ведет к тому, что краска (резист) также может частично наноситься и на не предназначенные для покрытия участки. Когда в состоянии, при котором резист также частично присутствует в не предназначенных для нанесения покрытия областях, применение в ходе электролитического травления тока с высокой плотностью приводит к диэлектрическому пробою. Если происходит диэлектрический пробой, оказывается возможным непреднамеренное травление участков, не предназначаемых для травления, что ведет к недостаточному измельчению магнитной доменной структуры и неадекватному эффекту в отношении улучшения потерь в железе.
Соответственно, в случае принятия описанного в JP H8-6140 B способа необходимо при электролитическом травлении работать со сниженной плотностью тока и, таким образом, необходимо снижать линейную скорость, чтобы гарантировать достижение степени травления, требующейся для измельчения магнитной доменной структуры. Поэтому при способе, описанном в JP H8-6140 B, имеется неразрешенная проблема сложности достижения и хороших показателей потерь в железе, и высокой производительности.
В свете сформулированных выше проблем было бы полезным предложить способ производства листовой электротехнической стали с ориентированной структурой, при котором осуществлялось бы измельчение магнитной доменной структуры и который, в частности, обеспечивал бы и хорошие показатели потерь в железе, и высокую производительность, которые достигались бы при обработке, обеспечивающей получение термически устойчивой измельченной магнитной доменной структуры и при этом подходящей для листовой стали, подвергаемой отжигу для снятия внутренних напряжений или другой подобной операции.
Решение задачи.
Авторами изобретения было проведено тщательное изучение способов образования резистивной пленки на поверхности листовой стали и способов травления с целью решения сформулированных выше проблем. Благодаря этому исследованию было обнаружено, что посредством нанесения пленки, содержащей в качестве резистивной пленки светочувствительную смолу, модифицирования целевых участков резистивной пленки фотоэкспонированием участков шаблона, которые должны стать участками канавок, и удалением резиста в областях, которые должны стать участками канавки, под действием проявителя, а также при использовании подходящей резистивной пленки и условий фотоэкспонирования, оказывается возможным не допускать сохранения остаточного резиста в каких-либо участках канавок. Кроме того, авторы обнаружили, что в случае листовой стали, которая не имеет остаточного резиста на участках канавок, непреднамеренное травление не являющихся канавками участков может подавляться даже тогда, когда электролитическое травление выполняется при высокой плотности тока, и таким образом оказывается возможным и снижение потерь в железе листовой стали, и обеспечение высокой производительности.
Данный способ основывается на этих обнаружениях.
Более конкретно, основные признаки изобретения являются такими, как описано ниже.
1. Способ производства листовой электротехнической стали с ориентированной структурой, включающий:
горячую прокатку материала для листовой электротехнической стали с ориентированной структурой, чтобы получить горячекатаный стальной лист;
холодную прокатку горячекатаного стального листа, выполняемую однократно, или дважды, или большее количество раз с промежуточным отжигом, чтобы получить холоднокатаную листовую сталь с конечной толщиной листа;
образование экспонируемого участка стальной подложки, имеющего непрерывную или прерывистую линейную форму в поперечном направлении листа, нанесением резистивной пленки, содержащей светочувствительную смолу, на по меньшей мере одну поверхность листа холоднокатаной стали, создание рисунка в слое резиста путем локализованного фотоэкспонирования поверхности, на которую нанесена резистивная пленка, и проявление резистивной пленки;
подвергание листовой стали, полученной после образования экспонированного участка стальной подложки, электролитическому травлению для получения канавки, имеющей непрерывную или прерывистую линейную форму в поперечном направлении листа; и
подвергание стального листа после электролитического травления первичному рекристаллизационному отжигу и последующему конечному отжигу, при котором
электролитическое травление выполняется при плотности тока ρ в 7,5 А/см2 или более по отношению к экспонированному участку стальной подложки, при этом плотность тока ρ определяется как ρ = I/S, где I представляет ток, подаваемый к электроду, и S представляет площадь поверхности экспонированного участка стальной подложки на поверхности листа стали с площадью поверхности, равной электроду.
2. Способ производства листа электротехнической стали с ориентированной структурой согласно предшествующему п. 1, в котором
резистивная пленка образована из положительного резиста и создание рисунка выполняется посредством фотоэкспонирования области образования канавки на поверхности, на которую нанесена резистивная пленка.
3. Способ производства листа электротехнической стали с ориентированной структурой согласно предшествующему п. 1, в котором
резистивная пленка образована из отрицательного резиста и создание рисунка выполняется посредством фотоэкспонирования той области на поверхности с нанесенной резистивной пленкой, которая не предназначается для образования канавки.
4. Способ производства листа электротехнической стали с ориентированной структурой согласно предшествующим п.п. 2 или 3, в которых
резистивная пленка образована из химически усиленного резиста.
5. Способ производства листа электротехнической стали с ориентированной структурой по любому из предшествующих п.п. 1 - 4, в котором
фотоэкспонирование создаваемого рисунка выполняется световым сканированием поверхности стального листа и модифицированием резистивной пленки при облучении светом.
6. Способ производства листа электротехнической стали с ориентированной структурой по любому из предшествующих п.п. 1 - 4, в котором
фотоэкспонирование создаваемого рисунка выполняется облучением стального листа светом, который проходит через открытые участки маски, размещаемой отдельно от листа стали, и зазор между стальным листом и маской составляет 50 мкм или более и 5000 мкм или менее.
7. Способ производства листа электротехнической стали с ориентированной структурой по любому из предшествующих п.п. 1 - 4, в котором
фотоэкспонирование рисунка выполняется посредством облучения стального листа светом, который проходит через открытые участки маски, отстоящей от листа стали, с помощью либо линзы и зеркала, либо с помощью любого из них.
Полезный эффект изобретения
Раскрываемый способ делает возможным высокопроизводительный выпуск листовой электротехнической стали с ориентированной структурой, которая может сохранять хорошие показатели потерь в железе без утраты в ходе отжига для снятия внутренних напряжений эффекта измельчения магнитной доменной структуры.
Краткое описание чертежей
На прилагаемых чертежах:
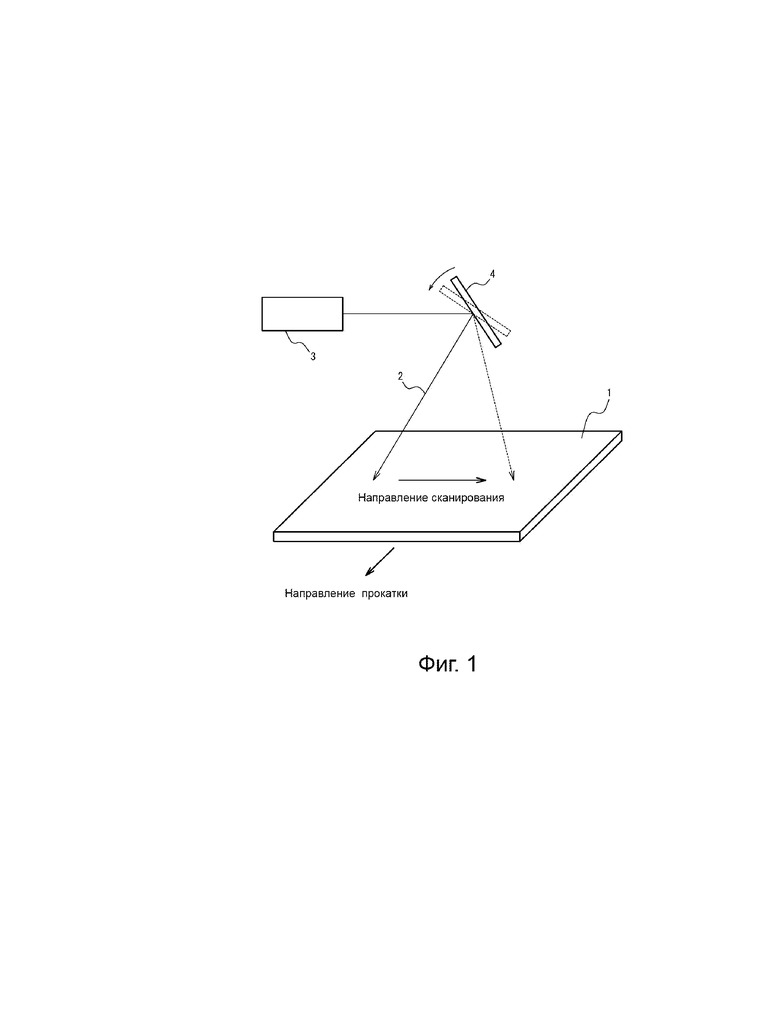
фиг. 1 иллюстрирует пример оборудования для фотоэкспонирования, применяющего способ прямого получения изображения;
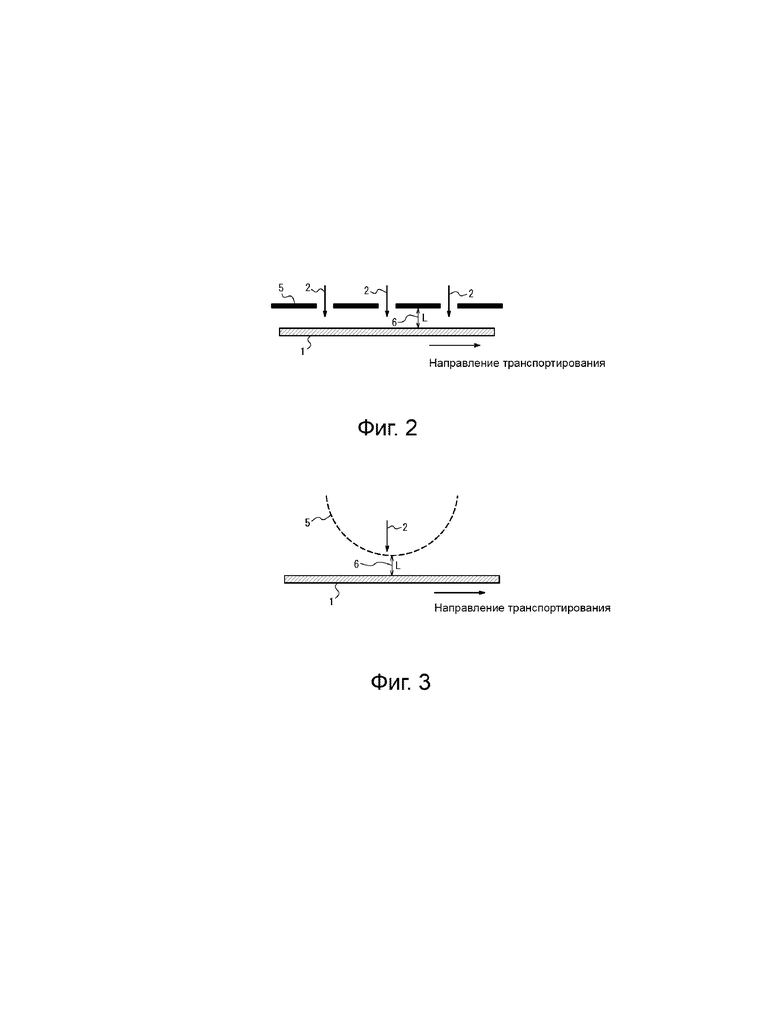
фиг. 2 иллюстрирует пример применения в ходе облучения при раскрываемом способе маски (маски, размещаемой горизонтально относительно стального листа);
фиг. 3 иллюстрирует другой пример применения маски в ходе облучения при раскрываемом способе (изогнутая маска);
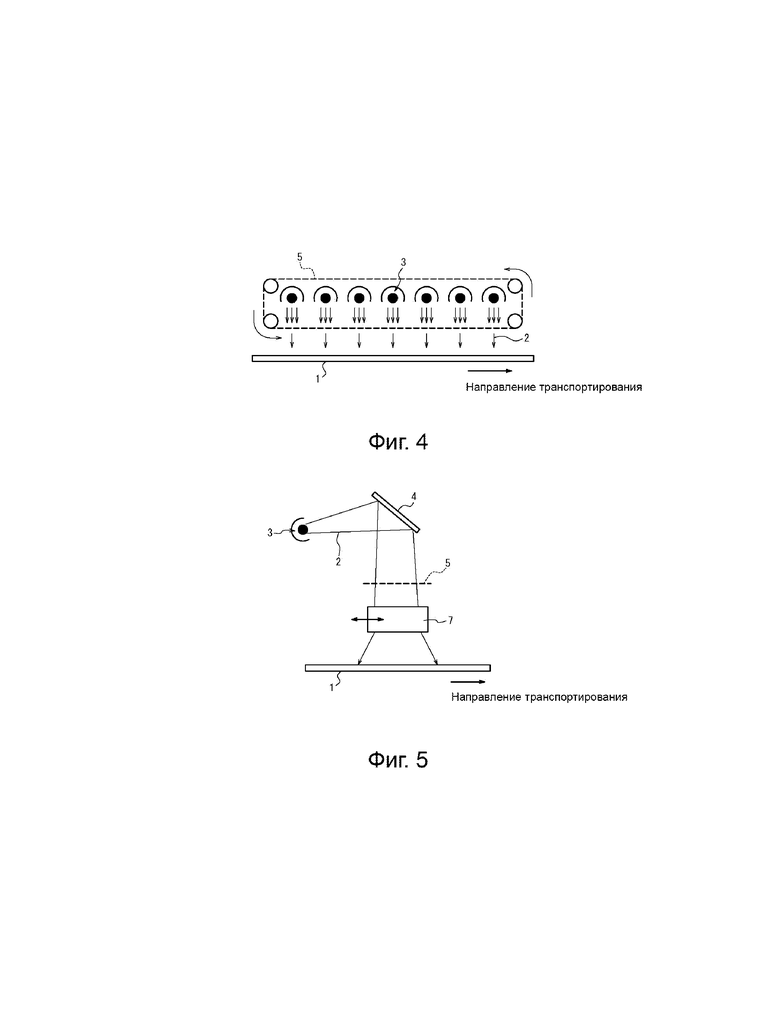
фиг. 4 иллюстрирует еще один пример применения маски (маска, расположенная горизонтально относительно листа стали и имеющая открытые участки, которые перемещаются в соответствии с движением стального листа) в ходе облучения при раскрываемом способе; и
фиг. 5 иллюстрирует пример оборудования для фотоэкспонирования, применяющего проекционный способ.
Осуществление изобретения
Далее представляется подробное описание раскрываемого способа.
Прежде всего описаны эксперименты, проводившиеся для исследования способов нанесения резистивной пленки, в качестве экспериментов, которые привели к концепции раскрываемого способа.
Все использовавшиеся в данных экспериментах листы электротехнической стали с ориентированной структурой были получены горячей прокаткой сляба для электротехнической стали с ориентированной структурой, при необходимости выполнением последующего отжига горячекатаной полосы, проведением затем холодной прокатки (однократной, или двукратной, или с большим количеством раз) и промежуточным отжигом между ними для достижения конечной толщины стального листа с последующим выполнением обезуглероживающего отжига, сопровождаемого конечным отжигом и нанесением далее наружного покрытия.
В ходе описанного выше производственного процесса применялись различные способы создания рисунка на резистивной пленке, находящейся на одной поверхности конечного холоднокатаного листа, толщина которого была доведена до конечной величины в 0,23 мм. Рисунок размещения резистивной пленки имел такой вид, при котором экспонируемые участки стальной подложки шириной приблизительно в 100 мкм линейно продолжались в ортогональном направлении относительно направления прокатки через промежутки в 5 мм в направлении прокатки.
При одном способе создания рисунка в качестве основного компонента наносился глубокой офсетной печатью и затем высушивался резист на эпоксидной основе. При другом способе на поверхность листовой стали была равномерно нанесена резистивная пленка, содержащая в качестве светочувствительного материала бисазидное соединение в смоле на основе каучука. Маска, которая экранирует только участки канавок, была установлена на 100 мкм выше поверхности стального листа и через нее было выполнено облучение ультрафиолетовым светом. Затем лист стали был погружен в щелочной проявитель для удаления пленки только на участках канавок.
Резистивная пленка, используемая в последнем из этих способов, представляла собой отрицательный резист, такой, как обычно используется в литографических технологиях, применяемых в полупроводниковом производстве. Подвергшиеся воздействию облучения участки резистивной пленки этого типа отверждаются с образованием материала, который является нерастворимым в проявителе.
При каждом из этих способов толщина резистивной пленки устанавливалась равной 2 мкм. После создания рисунка стальной лист с нанесенной на нем резистивной пленкой погружался в водный раствор NaCl и проводилось электролитическое травление. Такое электролитическое травление выполнялось под различным набором условий, при которых регулировалась плотность тока ρ по отношению к экспонированным участкам стальной подложки, однако электрический заряд был фиксированным.
Здесь плотность тока ρ относительно экспонированных участков стальной подложки определяется как ρ = I/S [А/см2], где S [см2] представляет площадь поверхности экспонированных участков стальной подложки, когда на поверхности стального листа выбирается площадь поверхности, равная площади погруженного участка электрода, используемого при электролитическом травлении (здесь также упоминается просто как «площадь поверхности электрода»), и I [A] представляет прикладываемый ток. Другими словами, в ситуации, когда площадь поверхности участка электрода, который погружен в раствор для электролиза, равна R [см2], если область площади поверхности R [см2] выбирается в случайном положении на подвергаемом электролизу стальном листе, то площадь поверхности экспонированных участков стальной подложки в выбранной области будет S [см2].
Затем участки резистивной пленки, которые оставались после электролитического травления, подвергались обработке с растворением в органическом растворителе для снятия оставшейся резистивной пленки. После чего для оценки ширины и глубины канавок применялся измеритель шероховатости контактного типа. В качестве глубины канавки была взята глубина самой глубокой части направленной вниз области и в качестве ширины канавки было взято расстояние между двумя точками на противоположных краях канавки в положении, соответствующем половине глубины данной канавки. На каждом образце глубина канавки и ширина канавки измерялись в 4 положениях в каждой из 5 канавок и по этим 20 измерениям вычислялась средняя величина.
Все образцы были подвергнуты обезуглероживающему отжигу и конечному отжигу, а затем нанесению наружного покрытия для получения готового листа.
Из готового листа продукта, полученного таким образом, был вырезан образец для испытаний и подвергнут отжигу для снятия внутренних напряжений. Затем описанным в JIS C2550 способом были измерены потери в железе W17/50 такого испытательного образца.
Результаты представлены в таблице 1. Следует заметить, что основная плотность тока представляет собой плотность тока, определяемую как I/R [А/см2], где величина прикладываемого тока I делится на площадь поверхности электрода R.
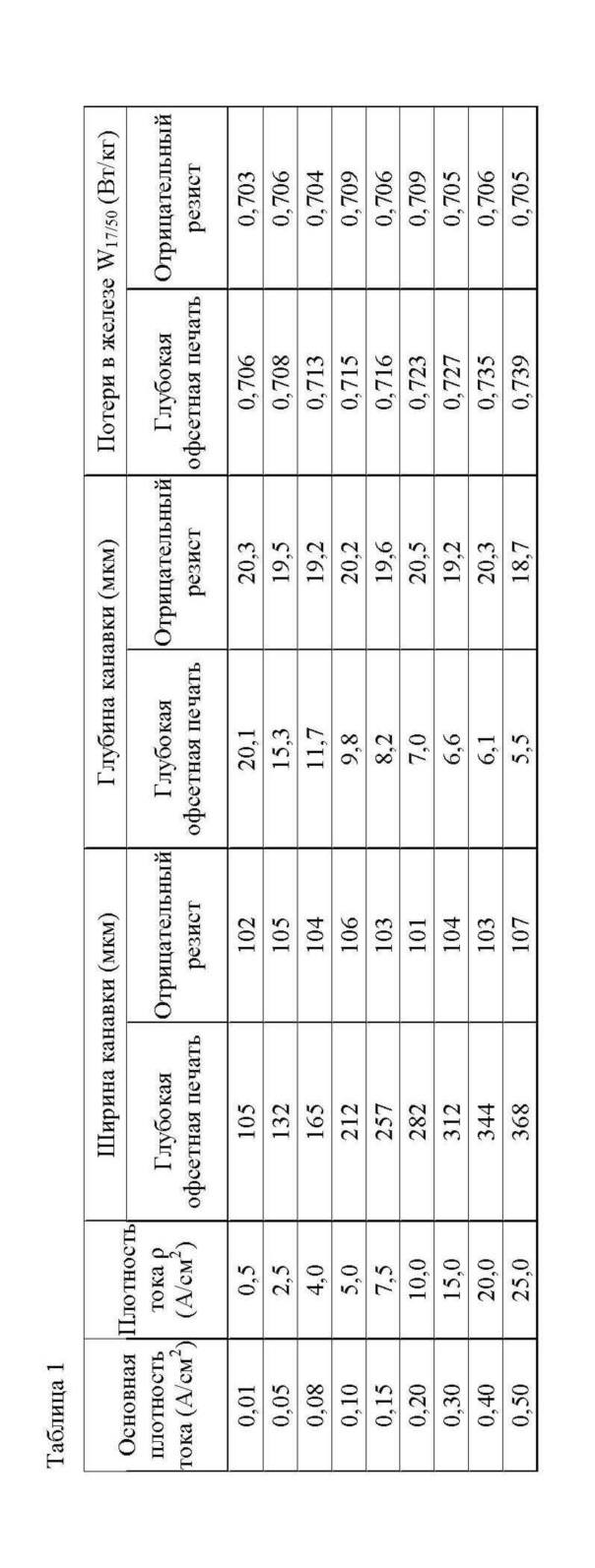
Таблица 1 показывает, что ширина канавки увеличилась, глубина канавки уменьшилась и потери в железе ухудшились, когда плотность тока ρ превышала 7,5 А/см2 в ходе применения способа, при котором резистивная пленка была нанесена глубокой офсетной печатью, тогда как ширина канавки и глубина канавки не изменялись существенным образом в ходе способа, при котором был нанесен отрицательный резист, подвергнут воздействию облучения и действию проявителя, даже при увеличенной плотности тока, при этом благодаря этому способу были достигнуты лучшие показатели потерь в железе, чем при способе, в ходе которого применялась глубокая офсетная печать.
Таким образом, было обнаружено, что посредством создания на поверхности листовой стали желательного рисунка экспонированных участков стальной подложки, выполняемого путем нанесения на поверхность стального листа светочувствительного резиста и последующего его фотоэкспонирования и подвергания обработке проявителем с последующим травлением экспонированных участков стальной подложки электролитическим травлением с высокой плотностью тока, раскрываемый способ представляет методику термически устойчивого измельчения магнитной доменной структуры, с помощью которой возможно достижение как высокой производительности, так и низких потерь в железе.
Далее представляется более подробное описание раскрываемого способа.
Материал для листовой электротехнической стали с ориентированной структурой, который применяется в раскрываемом способе, обеспечивается в виде получаемого посредством литья сляба. Никаких особых ограничений на способ литья не налагается. Композиция сляба, применяемого в качестве исходного материала, специальным образом не ограничивается за исключением того, чтобы являться композицией, которая в типичном случае применяется для листовой электротехнической стали с ориентированной структурой. Например, сляб может иметь композицию, содержащую от 2 масс.% до 5 масс.% Si, от 0,002 масс.% до 0,10 масс.% C, от 0,01 масс.% до 0,80 масс.% Mn, от 0,002 масс.% до 0,05 масс.% Al и от 0,003 масс.% до 0,02 масс.% N с остальным, являющимся Fe и случайными примесями.
Далее сляб нагревается в соответствии с необходимостью и подвергается горячей прокатке для получения горячекатаной листовой стали (горячекатаного листа). При необходимости данный горячекатаный лист подвергается отжигу при горячей прокатке. Хотя температура отжига горячекатаной полосы специальным образом не ограничивается, предпочтительной для улучшения магнитных свойств является температура в диапазоне, например, от 800°C до 1200°C.
Затем выполняется холодная прокатка – однократно либо дважды или более с промежуточным отжигом для получения холоднокатаной листовой стали (в дальнейшем также упоминаемой просто как «стальной лист»). Указанные выше этапы могу выполняться общеизвестными способами.
Предпочтительно, чтобы поверхность листовой стали была обезжирена щелочным раствором, таким как раствор гидроксида натрия, а затем высушена непосредственно перед нанесением резиста с тем, чтобы улучшить адгезию резиста к холоднокатаному стальному листу на последующих этапах.
Резистивная пленка, содержащая светочувствительную смолу, наносится на по меньшей мере одну поверхность (то есть на одну поверхность или на обе поверхности) полученного описанным выше образом холоднокатаного стального листа.
Хотя никаких специальных ограничений на способ нанесения резиста не налагается, способ, при котором применяется устройство для нанесения покрытий валиком, устройство для нанесения покрытий поливом, стержневое устройство для нанесения покрытия или другие подобные, является подходящим с точки зрения обеспечения возможности нанесения однородного покрытия на листовую сталь, имеющую форму полосы (также упоминаемую в качестве «стальной полосы»). После нанесения резиста предпочтительно выполнение термической обработки при температуре от 50°C до 300°C в течение времени от 1 секунды до 300 секунд с тем, чтобы придать резисту жесткость и улучшить адгезию.
В качестве резиста в раскрываемом способе подходящим образом может применяться положительный резист, который демонстрирует усиленную растворимость по отношению к проявителю своих подвергнутых экспонированию участков. Так как это те подвергаемые экспонированию участки, которые в случае положительного резиста удаляются при проявлении, это позволяет создавать экспонированные участки с малой площадью поверхности. Другими словами, резист может быть модифицирован в подвергнутых экспонированию участках, соответствующих положениям канавок, путем прямого сканирования световым пучком, сфокусированным на листе стали до желательной ширины канавки. На положительном резисте, таком как указанный выше, может быть легко создан рисунок без необходимости в усложняющих механизмах, таких как маска, и поэтому он является подходящим резистивным материалом для термически устойчивого измельчения доменной структуры листовой электротехнической стали с ориентированной структурой.
Основными компонентами положительного резиста являются щелочнорастворимая смола и соединение, которое генерирует на свету кислоту. Никаких специальных ограничений на компоненты положительного резиста в раскрываемом способе не налагается. Щелочнорастворимая смола может быть, например, новолачной смолой, смолой на основе полиамида, акриловой смолой или циклоолефиновой смолой. Соединение, вырабатывающее на свету кислоту, может быть, например, хинондиазидным соединением или ониевой солью.
Также в качестве резиста в раскрываемом способе может предпочтительно применяться отрицательный резист, который демонстрирует усиленную растворимость в проявителе своих подвергнутых экспонированию участков. Так как они являются подвергшимися экспонированию участками, которые остаются после обработки проявителем, в случае отрицательного резиста это позволяет наносить рисунок не сканированием светом, а световым облучением через маску, в которой сохраняются только участки, находящиеся в тех положениях, где стальная подложка должна быть подвергнута действию электролитического травления.
Кроме того, в случае отрицательного резиста может ингибироваться отслаивание резиста, вызываемое вибрацией или другими подобными воздействиями при транспорте листовой стали, поскольку отрицательный резист показывает превосходную адгезию к листовой стали. В том, что касается компонентов, известны отрицательные резисты, которые содержат циклизированный каучук и бисазидное соединение в качестве фотосенсибилизатора. Резист, содержащий такие компоненты, требует при проявлении органического растворителя. Известные примеры резистов, в качестве проявителя для которых может применяться щелочной раствор, включают резисты, содержащие щелочнорастворимую смолу, такую как полисилоксан или акриловая смола, и фоторадикальный инициатор полимеризации, такой как полифункциональный акриловый мономер и соединение α-аминоалкилфенона или соединение сложного эфира оксима.
В том, что касается удобства его применения, то в качестве применяемого в раскрываемом способе резиста предпочтителен химически усиленный резист. Химически усиленный резист – это резист, который содержит фотокислотный генератор и который использует реакцию, катализируемую кислотой, вырабатываемой фотокислотным генератором при экспонировании.
Химически усиленный резист может быть положительным резистом или отрицательным резистом. В случае химически усиленного положительного резиста образуемая фотокислотным генератором кислота вызывает реакцию снятия защитной группы, которая защищает щелочнорастворимую группу растворимой в щелочах смолы, и таким образом заставляет облученные участки становиться щелочнорастворимыми. С другой стороны, в случае химически усиленного отрицательного резиста образуемая фотокислотным генератором кислота вызывает реакцию сшивки щелочнорастворимой группы с сшивающим агентом, приводя к нерастворимости в щелочах. Несмотря на применение описанной выше катализируемой кислотой реакции, химически усиленный резист имеет высокую чувствительность к фотоэкспонированию, позволяет сократить время экспонирования и может увеличить производительность.
Никаких специальных ограничений на действующие компоненты химически усиленного резиста в раскрываемом способе не налагается. Например, в случае химически усиленного положительного резиста может быть использована смола, которая становится нерастворимой в щелочах при связывании трет-бутоксикарбонила или другого подобного соединения с щелочнорастворимой смолой, имеющей гидроксифенольную группу, такой как поливинилфенол, или карбоксильную группу. С другой стороны, химически усиленный отрицательный резист может содержать растворимую в щелочах смолу и тетраметоксигликолурил или другое подобное соединение, которое выступает в качестве сшивающего агента. Примеры известных пригодных к применению фотокислотных генераторов включают ониевые соли, сложные нитробензиловые эфиры и диазометан.
Резист, такой как описан выше, растворяется в подходящем растворителе с регулированием его вязкости до подходящей для применения величины. Возможно использование любого растворителя, который является инертным по отношении к смоле и фотосенсибилизатору. Например, в случае щелочнорастворимой смолы может использоваться ацетат монометилового эфира пропиленгликоля, изопропиловый эфир уксусной кислоты, диметилсульфоксид или другие подобные. С другой стороны, в случае резиста, основанного на циклизированном каучуке, применяется органический растворитель.
Стальной лист с нанесенным на нем резистом, как описано выше, подвергается термической обработке для испарения из резиста растворителя и обеспечения адгезии резиста к листовой стали. Хотя температура термической обработки и время регулируются в соответствии с конкретным применяемым резистом, обычно предпочтительными являются температура термической обработки приблизительно от 50°C до 150°C и время термической обработки приблизительно от 1 секунды до 500 секунд.
Затем поверхность с нанесенным на ней резистом подвергается облучению светом. Применяемый источник света может варьировать в зависимости от фотосенсибилизатора в резисте. Например, ртутная лампа высокого давления или диодный лазер могут быть использованы в качестве источника света, близкого к линии g (436 нм) или линии i (405 нм), которые представляют главные светочувствительные диапазоны для положительных резистов и отрицательных резистов. В случае химически усиленного резиста может быть использован KrF эксимерный лазер (248 нм), ArF эксимерный лазер (193 нм) или другой подобный. Кроме того, при необходимости возможно применение рентгеновского излучения или пучков электронов.
В раскрываемом способе, целью которого является термически устойчивое измельчение магнитной доменной структуры, в качестве способа фотоэкспонирования подходящим образом может использоваться способ прямого изображения, при котором экспонирование выполняется сканированием света по листу стали. Способ прямого изображения позволяет выполнять фотоэкспонирование простым синхронизированием направления облучения светом и направления движения листа стали и не требует дорогостоящего оборудования для экспонирования в комбинации с маской. Хотя резист, используемый при этом способе фотоэкспонирования, специальным образом не задается, предпочтительно, чтобы этот способ применялся в комбинации с положительным резистом или химически усиленным положительным резистом. Причиной этого является то, что необходимым оказывается только сканирование подходящего светового пятна по участкам образования канавки, имеющим небольшую площадь поверхности по сравнению с площадью поверхности стального листа. Соответственно, нагрузка на оптическую систему по сканированию может быть снижена, а фотоэкспонирование может быть выполнено в более короткие сроки. В случае отрицательного резиста выполняется световое сканирование областей вне пределов участков образования канавок. Фиг. 1 иллюстрирует пример оборудования для фотоэкспонирования, применяющего способ прямого получения изображения. На фиг. 1, позицией “1” обозначается стальной лист, “2” определяет свет, “3” обозначает облучающее устройство (источник света) и “4” отвечает зеркалу.
Выполняющий световое сканирование по листовой стали источник света предпочтительно является лазером, который имеет высокую направленность и делает возможным простое управление сканированием. Лазерный источник предпочтительно является твердотельным ультрафиолетовым лазером, Ar+ лазером или другим подобным, способным обеспечивать высокий выход энергии. С точки зрения производительности предпочтительно, чтобы интенсивность экспонирования резиста не была чрезмерно высокой. Более конкретно, предпочтительно фотоэкспонирование мощностью в 500 мВт/см2 или менее. Более предпочтительно фотоэкспонирование в 200 мВт/см2 или менее. Диаметр пятна лазера может равняться желаемой ширине канавки и предпочтительно находится в диапазоне от 10 мкм до 250 мкм.
Подходящим образом в качестве метода фотоэкспонирования при раскрываемом способе может использоваться способ близкорасположенной маски, при котором маска располагается вблизи поверхности листовой стали. В случае положительного резиста или химически усиленного положительного резиста применяется маска, являющаяся открытой на участках канавки. В случае отрицательного резиста или химически усиленного отрицательного резиста применяется маска, которая экранирует участки канавки и является открытой на участках, не предназначенных для образования канавок. Фотоэкспонирование выполняется посредством размещения маски между источником света и стальным листом таким образом, чтобы свет достигал листовой стали через открытые участки маски.
Когда принимается этот способ экранирования, оказывается возможным выполнение фотоэкспонирования при использовании недорогого источника света, с которым трудно получить свет такой высокой направленности и с таким узким диаметром пятна, которые возможны в случае лазера.
Однако если маска и листовая сталь входят в контакт в ходе фотоэкспонирования, это может вызвать появление царапин или отслаивание резиста и непредусмотренное травление в процессе электролитического травления областей, которые для этого не предназначаются, приводя к ухудшению показателей потерь в железе. Поэтому фотоэкспонирование в раскрываемом способе выполняется без контакта между маской и листовой сталью.
Расстояние между маской и листовой сталью предпочтительно составляет 50 мкм или более и 5000 мкм или менее. Когда маска располагается горизонтально относительно листа стали, как показано на фиг. 2, берется зазор, равный расстоянию L между маской и листом стали в вертикальном направлении. С другой стороны, когда маска изогнута, как показано на фиг. 3, берется зазор, представляющий самое короткое расстояние L между маской и листом стали. На фиг. 2 и 3 позиция “5” обозначает маску и “6” указывает расстояние L между маской и стальным листом.
Если расстояние между маской и листом стали оказывается чрезмерно большим, образование канавок подходящей ширины становится невозможным из-за дифракции света, заставляющей свет распространяться за пределы областей облучения. Соответственно, расстояние между маской и листовой сталью предпочтительно составляет 5000 мкм или менее. Напротив, если расстояние между маской и листом стали оказывается слишком маленьким, вибрация стального листа может вызвать контакт между листовой сталью и маской. Соответственно, расстояние между маской и листовой сталью предпочтительно составляет 50 мкм или более. Может быть применен способ, при котором предназначенные для осуществления экспонирования участки маски располагаются горизонтально относительно листа стали и при котором маска и источник света перемещаются в соответствии с движением листа стали. В качестве варианта, в ситуации, когда фотоэкспонирование может быть выполнено за достаточно короткое время, например, в случае применения химически усиленного резиста, может быть принят способ, при котором перемещаются только открытые участки маски, а облучение светом осуществляется в периодическом режиме от источника света, находящегося в неподвижном положении, как это показано в фотоэкспонирующем оборудовании, иллюстрируемом на фиг. 4. Хотя ширина областей образования углублений может быть в маске примерно того же размера, как и ширина предполагаемых для образования на стальном листе экспонируемых участков стальной подложки, их масштаб может быть изменен в зависимости от расстояния между маской и листовой сталью.
При раскрываемом способе в качестве способа фотоэкспонирования подходящим образом может использоваться проекционный метод, при котором изображение, получаемое при прохождении света через маску, проецируется на резист через оптическую систему, включающую любое из двух или линзу и зеркало вместе. Проекционный способ может предупреждать повреждения маски и поддерживать стабильное фотоэкспонирование, поскольку в этом случае отсутствует необходимость в близком к стальному листу размещении маски и, таким образом, маска и листовая сталь не соприкасаются при вибрациях, связанных с транспортом листовой стали или вызываемых другими подобными причинами. Спроецированное на стальной лист изображение может быть одинакового размера с маской или же величина его проекции может быть увеличена или уменьшена так, чтобы изображение на листе стали имело желаемый масштаб. В ситуации, когда масштаб изображения уменьшается, возможно высокоточное фотоэкспонирование и может поддерживаться стабильность экспонирования. С другой стороны, хотя точность фотоэкспонирования при увеличении масштаба хуже, чем в случае его уменьшения, увеличение размера проекции позволяет применять маску меньших габаритов и выгодно отличается в стоимостном отношении. Фиг. 5 иллюстрирует пример оборудования для фотоэкспонирования, применяющего способ проецирования. На фиг. 5, позиция “7” обозначает линзу.
Фиг. 4 и 5 иллюстрируют примеры оборудования для фотоэкспонирования, которое может быть использовано в зависимости от способа фотоэкспонирования, но при этом они являются лишь примерами и не предполагают наложения ограничений на воплощения способа фотоэкспонирования, выполняемые с другим оборудованием.
В ситуации, когда применяется химически усиленный резист, после фотоэкспонирования проводится термическая обработка, выполняемая при подходящих температуре и времени. В случае химически усиленного положительного резиста такая термическая обработка стимулирует реакцию снятия защиты с щелочнорастворимой группы растворимой в щелочах смолы, которая катализируется кислотой, вырабатываемой фотокислотным генератором при экспонировании, и таким образом заставляет облученные участки становиться щелочнорастворимыми. В случае химически усиленного отрицательного резиста термическая обработка вызывает протекание катализируемой кислотой реакции сшивки между щелочнорастворимой смолой и сшивающим агентом и, таким образом, приводит к тому, что подвергнутые фотоэкспонированию участки становятся нерастворимыми в щелочах. Хотя температура термической обработки и время варьируют в зависимости от конкретного применяемого резиста, предпочтительными являются температура термической обработки приблизительно от 50°C до 200°C и время термической обработки приблизительно от 1 секунды до 300 секунд.
Затем резист с участков образования канавок удаляется проявителем для раскрытия стальной подложки и создания рисунка. Применяется проявитель, который является подходящим для данного резиста. В случае резиста, который основывается на щелочнорастворимой смоле, может быть использована неорганическая щелочь, такая как водный раствор гидроксида калия, или органическая щелочь, такая как водный раствор гидроксида тетраметиламмония. В случае отрицательного резиста, основанного на циклизированном каучуке, может быть использован органический растворитель, такой как растворитель на основе кетона, растворитель на основе сложного эфира или растворитель на основе спирта. Хотя этап проявления специальным образом не определяется, с точки зрения эффективности производства предпочтительным является способ, включающий погружение листовой стали в наполненный проявителем резервуар или другой подобный. Проявление при необходимости предпочтительно сопровождается этапом промывки ополаскивающим средством или чистой водой.
После этого по мере необходимости для испарения растворителя и улучшения адгезии резиста выполняется обработка по осушению. Хотя условия такой осушающей обработки варьирует в зависимости от конкретного применяемого резиста и его толщины, предпочтительными являются температура приблизительно от 50°C до 300°C и время приблизительно от 1 секунды до 300 секунд. В качестве сушильной установки может использоваться стандартное устройство для сушки горячим воздухом или другое подобное.
Листовая сталь, применительно к которой было выполнено создание рисунка, затем подвергается электролизу технологией электролитического травления для образования канавок на раскрытых участках стальной подложки, образовавшихся при создании рисунка. Электролитическое травление листовой стали может быть выполнено таким же образом, как и при известном способе, за исключением плотности тока по отношению к раскрытым участкам стальной подложки. Раствор для электролиза, используемый при электролитическом травлении, может также быть таким же, как и применяемый при общеизвестном способе. Например, может быть применен водный раствор NaCl или другой подобный.
Если плотность тока ρ = I/S по отношению к раскрытым участкам стальной подложки (в дальнейшем также упоминаемая просто как «плотность тока электролиза») составляет менее 7,5 А/см2, скорость травления в единицу времени уменьшается, что требует снижения и линейной скорости или масштабирования оборудования для электролиза и снижает производительность. Следует заметить, что S [см2] представляет площадь поверхности раскрытых участков стальной подложки на участке поверхности стального листа, который имеет площадь поверхности, равную площади поверхности электрода.
Поэтому плотность тока электролиза в раскрываемом способе устанавливается равной 7,5 А/см2 или более. Плотность тока электролиза предпочтительно равна 12 А/см2 или более и более предпочтительно составляет 20 А/см2 или более. Хотя верхний предел плотности тока электролиза не задается, с точки зрения избежания тепловыделения в листовой стали и других подобных явлений предпочтительна плотность тока электролиза в 1000 А/см2 или менее.
Контролирование образуемых с помощью раскрываемого способа канавок осуществляется регулированием ширины канавки при создании рисунка посредством фотоэкспонирования и обработки проявителем нанесенного резиста и регулированием глубины канавки посредством управления плотностью тока и временем электролиза при электролитическом травлении. С точки зрения магнитных свойств предпочтительно, чтобы ширина канавки составляла от 10 мкм до 250 мкм и чтобы направление канавки находилось в диапазоне 30° или менее от направления, ортогонального направлению прокатки. Глубина канавки предпочтительно равна 100 мкм или менее. Интервал образования канавок (шаг) предпочтительно составляет от приблизительно 1 мм до 30 мм.
Сразу после завершения электролитического травления при необходимости может быть проведен этап удаления резиста с поверхности листовой стали. Хотя способ удаления резиста специальным образом не определяется, возможно, например, применения способа, при котором стальной лист погружается в органический растворитель.
После образования в листовой стали канавок описанным выше способом стальные листы подвергаются обезуглероживающему отжигу и первичному рекристаллизационному отжигу. Первичный рекристаллизационный отжиг также может выступать в качестве обезуглероживающего отжига. В ситуации, когда обезуглероживающий отжиг осуществляется в дополнение к первичному рекристаллизационному отжигу, с точки зрения достижения быстрого обезуглероживания предпочтительно, чтобы температура нагрева при отжиге находилась в диапазоне от 800°C до 900°C во влажной смешанной атмосфере водорода и инертного газа, такого как азот. Кроме того, в ситуации, когда при последующем конечном отжиге должно быть образовано изолирующее покрытие, составленное главным образом из форстерита, необходим отжиг в описанной выше атмосфере даже тогда, когда содержание C отвечает уровню в 0,005 масс.% или менее, что не требует обезуглероживания.
Листовая сталь, подвергнутая первичному рекристаллизационному отжигу, затем подвергается конечному отжигу после нанесения на поверхность листовой стали сепаратора отжига, состоящего главным образом из MgO, и последующей его сушки с тем, чтобы на поверхности стального листа была образована пленка форстерита. Конечный отжиг предпочтительно выполняется с выдерживанием листовой стали при температуре в пределах от 800°C до 1050°C в течение 20 часов или более до тех пор, пока не разовьется и не завершится вторичная рекристаллизация, а затем температуру поднимают до 1100°C или выше. В ситуации, когда выполняется рафинирующая обработка, с учетом свойств потерь в железе предпочтительно, чтобы температура была поднята еще больше – приблизительно до 1200°C.
После конечного отжига листовая сталь подвергается промывке водой, зачистке, травлению или другим подобным операциям для удаления непрореагировавшего сепаратора отжига, сцепленного с поверхностью листовой стали, а затем подвергается выравнивающему отжигу для корректировки формы, что эффективно уменьшает потери в железе. Причиной этого является то, что листовая сталь проявляет тенденцию к сворачиванию из-за того, что конечный отжиг обычно выполняется в намотанном состоянии листовой стали, что вызывает ухудшение результатов измерения потерь в железе.
Изолирующее покрытие может наноситься на поверхность листовой стали при раскрываемом способе до, после или в ходе выравнивающего отжига. Такое изолирующее покрытие предпочтительно является создающим напряжение покрытием, которое уменьшает потери в железе посредством привнесения в стальной лист напряжений. Например, предпочтительно применение изолирующего покрытия, образованного из фосфатно-хроматно-коллоидной окиси кремния, такого, как было описано ранее.
Примеры
Пример 1
Стальной сляб, содержащий 3,0 масс.% Si, 0,05 масс.% C, 0,03 масс.% Mn, 0,02 масс.% Al и 0,01 масс.% N с остальным, являющимся Fe и случайными примесями, нагревался до 1400°C и затем был подвергнут горячей прокатке для достижения толщины листа 2,2 мм. Получаемая листовая сталь была подвергнута отжигу горячекатаной полосы при 1100°C в течение 60 секунд и затем холодной прокатке для получения листа толщиной 1,8 мм. Полученный стальной лист был подвергнут промежуточному отжигу при 1100°C в течение 60 секунд и затем холодной прокатке для достижения конечной толщины листа в 0,23 мм.
Полученная таким образом холоднокатаная листовая сталь была подвергнута обработке по измельчению магнитной доменной структуры различными способами, представленными в таблице 2.
В случае глубокой офсетной печати трафаретная сетка, обеспечиваемая на печатном цилиндре, устанавливалась такой, чтобы в поперечном направлении листа с шагом 3 мм в направлении прокатки продолжались непокрытые участки шириной 100 мкм и резист, содержащий смолу на эпоксидной основе в качестве главного компонента, отпечатывался на холоднокатаном стальном листе с помощью этой сетки.
В случае применения положительного резиста на холоднокатаную листовую сталь наносился резист, содержащий новолачную смолу и фотосенсибилизатор на основе нафтохинондиазида; на расстоянии 100 мкм от листа холоднокатаной стали размещалась маска, на которой в поперечном направлении листа с шагом в 3 мм продолжались щели шириной 100 мкм, и выполнялось фотоэкспонирование с применением способа близкорасположенной маски.
Фотоэкспонирование проводилось в течение 1 секунды с интенсивностью облучения 100 мВт/см2 в условиях применения ртутной лампы сверхвысокого давления. При каждом способе нанесения резиста толщина пленки составляла 2 мкм. После фотоэкспонирования было выполнено проявление при погружении на 60 секунд в раствор гидроксида калия. Далее выполнялась сушка горячим воздухом в течение 20 секунд при 120°C.
Каждый лист стали, подвергнутый глубокой печати или фотоэкспонированию и проявлению наносимого положительного резиста, был затем подвергнут электролитическому травлению или химическому травлению для образования канавок. Электролитическое травление осуществлялось в течение 20 секунд в 30% растворе NaCl при 30°C и с плотностью тока электролиза ρ в 20 А/см2, тогда как химическое травление выполнялось погружением на 30 секунд в FeCl3 с последующей промывкой чистой водой.
После выполнения травления каждого стального листа, подвергнутого глубокой офсетной печати или нанесению положительного резиста, как описано выше, резист с него удалялся погружением листов стали в водный раствор NaOH. В случае получения термически устойчивой измельченной магнитной доменной структуры с помощью ножа его лезвие прижималось к поверхности листовой стали с фиксированным усилием и протягивалось в поперечном направлении листа, так, чтобы образовать канавки с шагом 3 мм.
Ширина и глубина канавок, образованных в каждой листе холоднокатаной стали, как описано выше, измерялись в 5 точках в поперечном направлении листа в каждом из 30 положений в продольном направлении рулона.
Далее эти стальные листы вместе с образцами для испытания, которые не подвергались обработке по измельчению магнитной доменной структуры, были подвергнуты первичному рекристаллизационному отжигу, который также выполнял функцию обезуглероживающего отжига, и затем на каждый из них был нанесен сепаратор отжига, состоящий главным образом из MgO, и проведен конечный отжиг.
Применительно к каждому испытательному образцу, полученному после выполненного таким способом конечного отжига, в соответствии с JIS C2550 были измерены потери в железе W17/50 при плотности магнитного потока 1,7 Tл и частоте возбуждения 50 Гц. Результаты этих измерений также показаны в таблице 2.
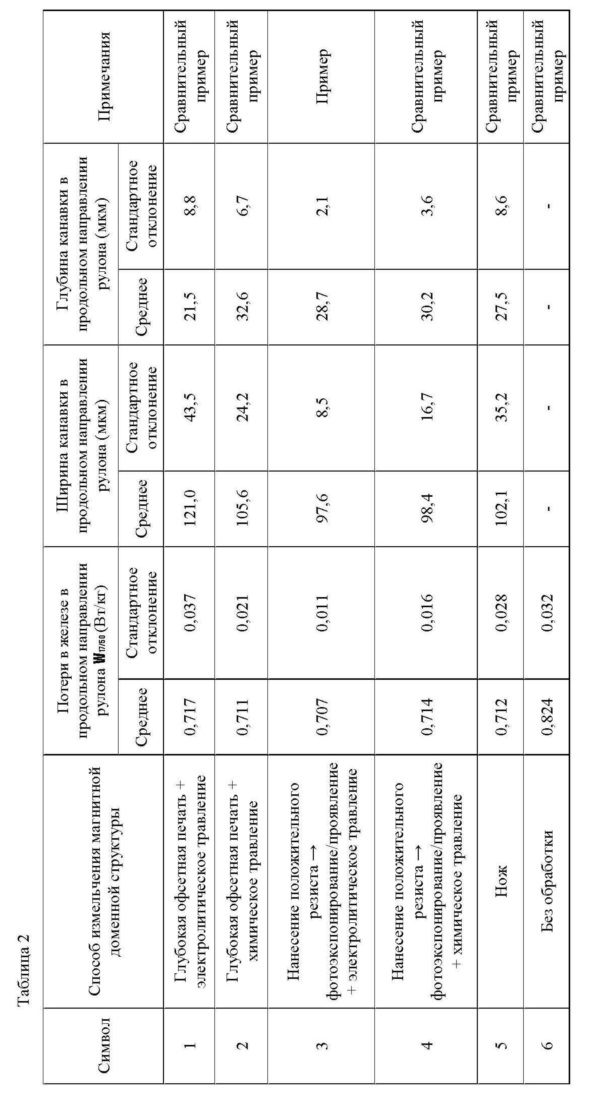
Таблица 2 показывает, что в случае способа, при котором канавки были образованы с помощью нанесения положительного резиста и электролитического травления, были достигнуты хорошие показатели потерь в железе, а колебания в форме канавки и потерях в железе в продольном направлении рулона были небольшими.
Пример 2
На рулонную холоднокатаную листовую сталь, полученную таким же способом, как и в Примере 1, были нанесены различные резисты, показанные в таблице 3. С помощью устройства для нанесения покрытий валиком на поверхность стальных листов были однородно нанесены другие резисты, помимо получаемых глубокой офсетной печатью, и подвергнуты фотоэкспонированию через оптическую систему из зеркала и линзы с использованием источника света, показанного в таблице 3, и маски, включающей либо щели шириной 100 мкм, либо экранирующие участки шириной 100 мкм. Увеличение при проецировании соответствовало фактическим размерам.
В случае листа стали с нанесенным на нем химически усиленным резистом такой стальной лист далее был в течение 30 секунд подвергнут термической обработке при 80°C. Затем было выполнено проявление с использованием проявителя, подходящего для применяемого резиста. В случае глубокой офсетной печати был изготовлен рифленый валик, на котором были образованы не наносящие покрытие участки шириной 100 мкм и шагом 3 мм в направлении прокатки, и использован для нанесения на поверхность листовой стали эпокси-смолы.
Все полученные листы стали были подвергнуты электролитическому травлению при 25°C в 20 масс.% растворе NaCl для электролиза. Плотность тока электролиза ρ и время электролиза были отрегулированы так, как показано в таблице 3. Далее все эти стальные листы были подвергнуты первичному рекристаллизационному отжигу, который также выполнял функцию обезуглероживающего отжига, и затем на каждый из них был нанесен сепаратор отжига, состоящий главным образом из MgO, и проведен конечный отжиг.
Применительно к каждому испытательному образцу, полученному после выполненного таким способом конечного отжига, в соответствии с JIS C2550 были измерены потери в железе W17/50 при плотности магнитного потока 1,7 Tл и частоте возбуждения 50 Гц. Результаты этих измерений также показаны в таблице 3.
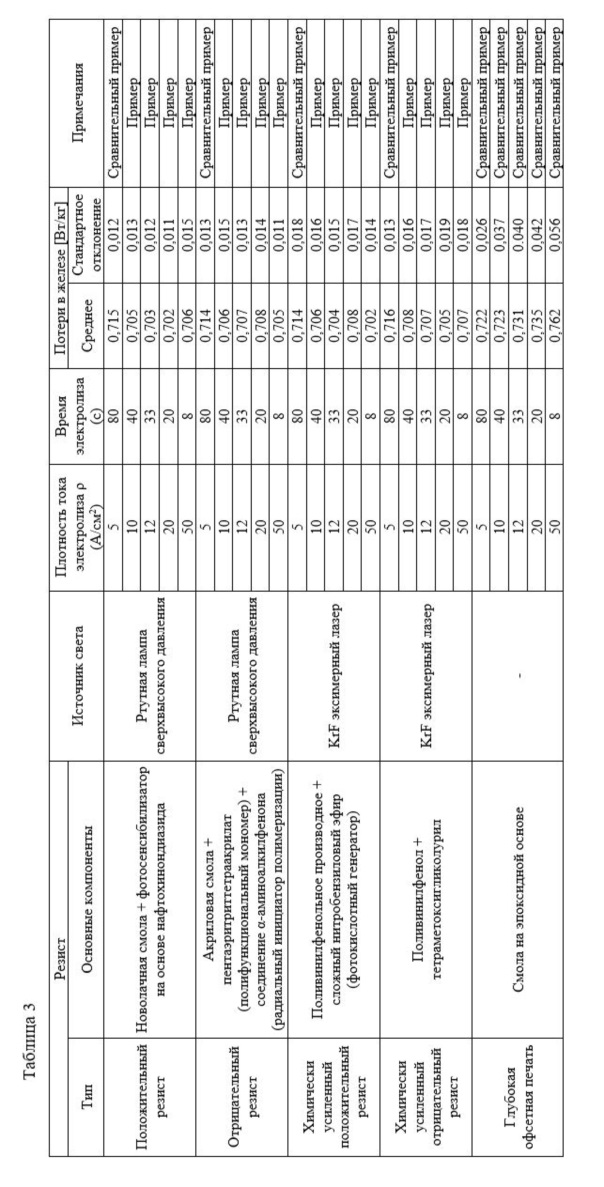
Таблица 3 показывает, что при каждом способе в соответствии с данным раскрытием, когда нанесение положительного резиста, отрицательного резиста или химически модифицированного резиста было объединено с электролитическим травлением, были получены хорошие, без отклонений показатели потерь в железе, что обеспечивалось посредством электролиза, осуществляемого с высокой плотностью тока в течение короткого периода времени. С другой стороны, в случае способа, при котором глубокая офсетная печать была объединена с электролитическим травлением, при повышении плотности тока электролиза потери в железе ухудшались.
Пример 3
На холоднокатаную рулонную листовую сталь, полученную таким же образом, как и в Примере 1, с помощью валика был нанесен в виде пленки толщиной 3 мкм положительный резист, содержащий в качестве основных компонентов новолачную смолу и фотосенсибилизатор на основе нафтохинондиазида, а затем подвергнут тепловой обработке при 100°C в течение 30 секунд. Затем с применением трех способов фотоэкспонирования (близкорасположенная маска, проецирование и способ прямого изображения) под различными условиями было выполнено фотоэкспонирование одной поверхности стального листа.
При способе близкорасположенной маски была изготовлена маска, в которой были прорезаны щели шириной 100 мкм, продолжающиеся в поперечном направлении листа с шагом 5 мм в направлении прокатки, и в течение 3 секунд выполнялось фотоэкспонирование с использованием ртутной лампы сверхвысокого давления при интенсивности облучения 50 мВт/см2. Расстояние между маской и стальным листом было отрегулировано так, как показано в таблице 4.
При проекционном способе были изготовлены маски, так, чтобы сделать возможным фотоэкспонирование участков шириной 100 мкм, продолжающихся в поперечном направлении листа с шагом 5 мм в направлении прокатки с увеличением или уменьшением масштаба проецирования на поверхность листа стали при увеличении, показанном в таблице 4. В качестве источника света применялась ртутная лампа сверхвысокого давления и изображение, проходящее через каждую из этих масок, проецировалось на поверхность стального листа через линзу и зеркало с различным увеличением при проецировании. В течение 3 секунд выполнялось фотоэкспонирование того же самого участка с интенсивностью облучения, отрегулированной так, чтобы составлять на поверхности стального листа 50 мВт/см2.
При способе прямого изображения с использованием включающей зеркало и линзу оптической системы на поверхности листовой стали фокусировался полупроводниковый лазер, имевший длину волны 375 нм, так, чтобы получить диаметр пятна 100 мкм, и несколько раз было выполнено сканирование в поперечном направлении листа с шагом 5 мм в направлении прокатки. Это было выполнено при различных энергиях лазера. Данные по мощности лазера и скорости сканирования в поперечном направлении листа показаны в таблице 4.
Все полученные таким образом листы стали были подвергнуты электролитическому травлению в 20% растворе NaCl для электролиза при 25°C в условиях плотности тока электролиза 15 А/см2 и времени электролиза 15 секунд. Далее все эти стальные листы были подвергнуты первичному рекристаллизационному отжигу, который также выполнял функцию обезуглероживающего отжига, и затем на каждый из них был нанесен сепаратор отжига, состоящий главным образом из MgO, и проведен конечный отжиг.
Применительно к каждому испытательному образцу, полученному после выполненного таким способом конечного отжига, в соответствии с JIS C2550 были измерены потери в железе W17/50 при плотности магнитного потока 1,7 Tл и частоте возбуждения 50 Гц. Результаты этих измерений также показаны в таблице 4.
Таблица 4
и стальным листом [мкм]
проецировании
Таблица 4 показывает, что когда расстояние между маской и листом стали в условиях фотоэкспонирования способом близкорасположенной маски составляет менее 50 мкм, маска подвергается серьезным повреждениям из-за контакта с листовой сталью, вызываемого вибрацией листовой стали во время движения, и единообразное фотоэкспонирование оказывается недостижимым, что ведет к потерям в железе, имеющим большое среднее значение и разброс. Кроме того, когда расстояние между маской и листовой сталью превышало 5000 мкм, проходящий через маску свет рассеивался из-за дифракции, вызывая непредусмотренное фотоэкспонирование областей, которые не являлись целями при фотоэкспонировании, и экспонирование стальной подложки в связи с этим. Это приводило к большей ширине канавки после травления и препятствовало достижению хороших показателей потерь в железе. Напротив, хорошие, без разброса величины потерь в железе были достигнуты, когда дистанция между маской и листовой сталью находилась в диапазоне от 50 мкм до 5000 мкм.
При фотоэкспонировании проекционным способом хорошие величины потерь в железе были достигнуты при всех условиях. В частности, при уменьшении масштаба проекции был подавлен разброс показателей потерь в железе. Однако и при увеличении масштаба проецирования оказалось возможным сохранение хорошей величины потерь в железе и невысокого разброса ее значений.
Кроме того, что касается условий фотоэкспонирования способом прямого изображения, оказалось возможным достижение хорошей величины потерь в железе и невысокого разброса даже тогда, когда мощность луча и условия облучения были изменены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ЛИНЕЙНЫХ КАНАВОК И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЛИНЕЙНЫХ КАНАВОК | 2016 |
|
RU2685616C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2018 |
|
RU2714729C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2537059C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2526642C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2016 |
|
RU2682267C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2822141C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2503729C1 |
Изобретение относится к области гальванотехники. Способ включает горячую прокатку материала для листовой электротехнической стали с ориентированной структурой для получения горячекатаного стального листа, холодную прокатку горячекатаного стального листа, выполняемую однократно, или дважды, или большее количество раз с промежуточным отжигом для получения холоднокатаной листовой стали с итоговой толщиной листа, образование экспонируемого участка стальной подложки, имеющего непрерывную или прерывистую линейную форму в поперечном направлении листа, посредством нанесения резистивной пленки, содержащей светочувствительную смолу, создание рисунка в резистивной пленке фотоэкспонированием и проявление резистивной пленки, электролитическое травление для получения канавки, первичный рекристаллизационный отжиг и последующий конечный отжиг, при этом травление выполняют при плотности тока ρ 12 А/см2 или более по отношению к экспонированному участку стальной подложки, причем ρ определяют как ρ = I/S, где I является током, подаваемым к электроду, а S - площадью поверхности экспонированного участка стальной подложки. Технический результат: повышение производительности и снижение потерь железа. 9 з.п. ф-лы, 4 табл., 5 ил.
1. Способ производства листовой электротехнической стали с ориентированной структурой, включающий:
горячую прокатку материала для листовой электротехнической стали с ориентированной структурой для получения горячекатаного стального листа;
холодную прокатку горячекатаного стального листа, выполняемую однократно, или дважды, или большее количество раз с промежуточным отжигом для получения холоднокатаной листовой стали с итоговой толщиной листа;
образование экспонируемого участка стальной подложки, имеющего непрерывную или прерывистую линейную форму в поперечном направлении листа, посредством нанесения резистивной пленки, содержащей светочувствительную смолу, на по меньшей мере одну поверхность листа холоднокатаной стали, создание рисунка в резистивной пленке посредством локализованного фотоэкспонирования поверхности, на которую нанесена резистивная пленка, и проявление резистивной пленки;
подвергание листовой стали, полученной после образования экспонированного участка стальной подложки, электролитическому травлению для получения канавки, имеющей непрерывную или прерывистую линейную форму в поперечном направлении листа; и
подвергание стального листа после электролитического травления первичному рекристаллизационному отжигу и последующему конечному отжигу, при этом
электролитическое травление выполняют при плотности тока ρ 12 А/см2 или более по отношению к экспонированному участку стальной подложки, причем плотность тока ρ определяется как ρ = I/S, где I является током, подаваемым к электроду, а S является площадью поверхности экспонированного участка стальной подложки на поверхности листа стали с площадью поверхности, равной электроду.
2. Способ по п. 1, в котором резистивная пленка образована из положительного резиста, а создание рисунка выполняют посредством фотоэкспонирования области образования канавки на поверхности, на которую нанесена резистивная пленка.
3. Способ по п. 1, в котором резистивная пленка образована из отрицательного резиста, а создание рисунка выполняют посредством фотоэкспонирования области на поверхности с нанесенной резистивной пленкой, которая не предназначается для образования канавки.
4. Способ по п. 2 или 3, в котором резистивная пленка образована из химически усиленного резиста.
5. Способ по любому из пп. 1-3, в котором фотоэкспонирование создаваемого рисунка выполняют световым сканированием поверхности стального листа и модифицированием резистивной пленки при облучении светом.
6. Способ по любому из пп. 1-3, в котором фотоэкспонирование создаваемого рисунка выполняют облучением стального листа светом, который проходит через открытые участки маски, расположенной отдельно от листа стали, при этом зазор между стальным листом и маской составляет 50 мкм или более и 5000 мкм или менее.
7. Способ по любому из пп. 1-3, в котором фотоэкспонирование создаваемого рисунка выполняют посредством облучения стального листа светом, который проходит через открытые участки маски, отстоящей от листа стали, посредством либо линзы и зеркала, либо с помощью любого из них.
8. Способ по п. 4, в котором фотоэкспонирование создаваемого рисунка выполняют световым сканированием поверхности стального листа и модифицированием резистивной пленки при облучении светом.
9. Способ по п. 4, в котором фотоэкспонирование создаваемого рисунка выполняют облучением стального листа светом, который проходит через открытые участки маски, расположенной отдельно от листа стали, при этом зазор между стальным листом и маской составляет 50 мкм или более и 5000 мкм или менее.
10. Способ по п. 4, в котором фотоэкспонирование создаваемого рисунка выполняют посредством облучения стального листа светом, который проходит через открытые участки маски, отстоящей от листа стали, посредством либо линзы и зеркала, либо с помощью любого из них.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2503729C1 |
| JP 2014171998 A, 22.09.2014 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| JPS 6342332 A, 23.02.1988. | |||

