Область техники, к которой относится изобретение
Настоящее изобретение относится к листу электротехнической стали с ориентированной зеренной структурой, который пригоден для использования в качестве сердечника или подобного элемента трансформатора, и к способу производства листа электротехнической стали с ориентированной зеренной структурой. При этом испрашивается приоритет патентной заявки Японии № 2010-202394, поданной 9 сентября 2010 г., содержание которой включено в настоящее описание посредством ссылки.
Уровень техники
В качестве способа уменьшения "потерь в железе" в листе электротехнической стали с ориентированной зеренной структурой используется техника подразделения магнитного домена посредством создания механического напряжения в поверхности феррита (см. патентный документ 3). Однако в спиральном ленточном сердечнике, поскольку в процессе его производства используется отжиг для снятия напряжения, во время этой обработки происходит релаксация напряжения, и поэтому подразделения магнитного домена становится недостаточно.
В качестве способа, компенсирующего этот недостаток, известна техника формирования желобка на поверхности феррита (см. патентные документы 1, 2, 4 и 5). Кроме того, существует техника формирования желобка на поверхности феррита совместно с формированием линии раздела кристаллического зерна, идущей от нижнего участка желобка к задней поверхности феррита в направлении толщины листа (см. патентный документ 6).
Способ формирования желобка и линии раздела кристаллического зерна оказывает значительный эффект на уменьшение "потерь в железе". Однако в способе, раскрытом в патентном документе 6, значительно снижена производительность. Это обусловлено тем, что для того, чтобы получить желательный эффект, ширина желобка установлена на величину, находящуюся в диапазоне от 30 до 300 мкм, а затем для последующего формирования линии раздела кристаллического зерна в желобок требуется добавка олова или чего-нибудь подобного с отжигом, увеличение напряжения в желобке, облучение излучением лазера, плазмой или тому подобная операция для термической обработки желобка. Таким образом, из-за трудности выполнения таких операций, как добавка олова, создание дополнительного напряжения или облучение лазерным излучением в точном соответствии с узким желобком, необходимо значительно уменьшать скорость прохождения листа для их реализации. В патентном документе 6 в качестве способа формирования желобка предложен способ электролитического травления. Однако для того, чтобы выполнять электролитическое травление, необходимо произвести нанесение резиста, выполнить антикоррозионную обработку с использованием травильного раствора, удалить резист и выполнить очистку. По этой причине количество операций и время обработки значительно увеличивается.
Перечень цитируемых документов
Патентные документы
[Патентный документ 1] Рассмотренная патентная заявка Японии, вторая публикация № S62-53579.
[Патентный документ 2] Рассмотренная патентная заявка Японии, вторая публикация № S62-54873.
[Патентный документ 3] Рассмотренная патентная заявка Японии, первая публикация № S56-51528.
[Патентный документ 4] Рассмотренная патентная заявка Японии, первая публикация № Н6-57335.
[Патентный документ 5] Рассмотренная патентная заявка Японии, первая публикация № 2003-129135.
[Патентный документ 6] Рассмотренная патентная заявка Японии, первая публикация № Н7-268474.
[Патентный документ 7] Рассмотренная патентная заявка Японии, первая публикация № 2000-109961.
[Патентный документ 8] Рассмотренная патентная заявка Японии, первая публикация № Н9-49024.
[Патентный документ 9] Рассмотренная патентная заявка Японии, первая публикация № Н9-268322.
Сущность изобретения
Техническая задача
Задачей настоящего изобретения является предложение способа производства листа электротехнической стали с ориентированной зеренной структурой, посредством которого возможно промышленное массовое производство листа электротехнической стали с ориентированной зеренной структурой, имеющего низкие "потери в железе", а также сам лист электротехнической стали с ориентированной зеренной структурой, имеющий низкие "потери в железе".
Для того чтобы решить вышеуказанную проблему и тем самым - решить эту задачу, настоящее изобретение предлагает нижеследующие меры.
(1) Итак, в соответствии с первым объектом настоящего изобретения предложен способ производства листа электротехнической стали с ориентированной зеренной структурой, включающий в себя: процесс выполнения холодной прокатки при движении листа кремнистой стали, содержащей кремний, вдоль направления прохождения листа; первый непрерывный процесс отжига, вызывающий обезуглероживание и первичную рекристаллизацию листа кремнистой стали; процесс сматывания листа кремнистой стали и тем самым получения рулона стального листа; процесс формирования желобка многократным облучением поверхности листа кремнистой стали лазерным лучом через предопределенные интервалы в направлении прохождения листа по всей площади от кромки одного конца до кромки другого конца в направлении ширины листа кремнистой стали и, тем самым - формирования желобка вдоль геометрического места точек прохождения лазерного луча в течение периода времени между процессом холодной прокатки до процесса смотки; процесс отжига в камерной печи, вызывающий вторичную рекристаллизацию в рулоне стального листа; процесс второго непрерывного отжига при разматывании и выпрямлении рулона стального листа; и процесс непрерывного покрытия с целью введения механического напряжения и придания поверхности листа кремнистой стали электрических изолирующих свойств, в котором в процессе отжига в камерной печи образуется линия раздела кристаллического зерна, пронизывающая лист кремнистой стали вдоль желобка от передней поверхности до задней поверхности, и когда средняя интенсивность лазерного луча установлена на Р (Вт), диаметр фокусировки сфокусированного пятна лазерного луча в направлении прохождения листа установлен на Dl (мм), диаметр фокусировки в направлении ширины листа установлен на Dc (мм), скорость сканирования лазерного луча в направлении ширины листа установлена на Vc (мм/с), плотность Up энергии облучения лазерного луча выражается нижеследующей формулой (1), а мгновенная плотность мощности Ip лазерного луча выражается нижеследующей формулой (2), то удовлетворяются следующие соотношения (3) и (4):
Up=(4/π)×P/(Dl×Vc) (1)
Ip=(4/π)×P/(Dl×Dc) (2)
l≤Up≤10 Дж/мм2 (3)
100 кВт/мм2≤Ip≤2000 кВт/мм2 (4)
(2) В вышеопределенном (1) объекте в процессе формирования желобка на участок листа кремнистой стали, который облучается лазерным лучом, может производиться подача обдувающего газа с расходом, большим или равным 10 л/мин и менее или равным 500 л/мин.
(3) В соответствии с другим объектом настоящего изобретения предложен лист электротехнической стали с ориентированной зеренной структурой, содержащий желобок, сформировавшийся от геометрического места точек прохождения лазерного луча, который выполнил сканирование по площади от кромки одного конца до кромки другого конца в направлении ширины листа; и линию раздела кристаллического зерна, продолжающуюся вдоль желобка и пронизывающую лист кремнистой стали с ориентированной зеренной структурой от передней поверхности до задней поверхности.
(4) В вышеопределенном (3) объекте лист электротехнической стали с ориентированной зеренной структурой может дополнительно содержать кристаллическое зерно, в котором диаметр этого зерна в направлении ширины листа электротехнической стали с ориентированной зеренной структурой больше чем или равен 10 мм и меньше чем или равен ширине листа, а диаметр его зерна в продольном направлении листа кремнистой стали с ориентированной зеренной структурой превышает 0 мм и равен 10 мм или меньше, в котором кристаллическое зерно может присутствовать в диапазоне от желобка до задней поверхности листа кремнистой стали с ориентированной зеренной структурой.
(5) В вышеопределенном объекте (3) или (4) в желобке может быть сформировано стеклянное покрытие, а коэффициент интенсивности рентгеновского излучения Ir характерной интенсивности рентгеновского излучения магния на участке желобка в том случае, когда среднее значение характерной интенсивности рентгеновского излучения магния в стеклянном покрытии участков поверхности листа электротехнической стали с ориентированной зеренной структурой, отличных от участка желобка, установлено на 1, заключен в диапазоне 0≤Ir≤0,9.
Эффекты изобретения
В соответствии с вышеуказанными объектами настоящего изобретения можно получить лист электротехнической стали с ориентированной зеренной структурой, имеющий низкие "потери в железе", посредством способа, с использованием которого возможно промышленное массовое производство листа электротехнической стали с ориентированной зеренной структурой.
Краткое описание чертежей
Фиг. 1 представляет собой схему, показывающую способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом исполнения по настоящему изобретению.
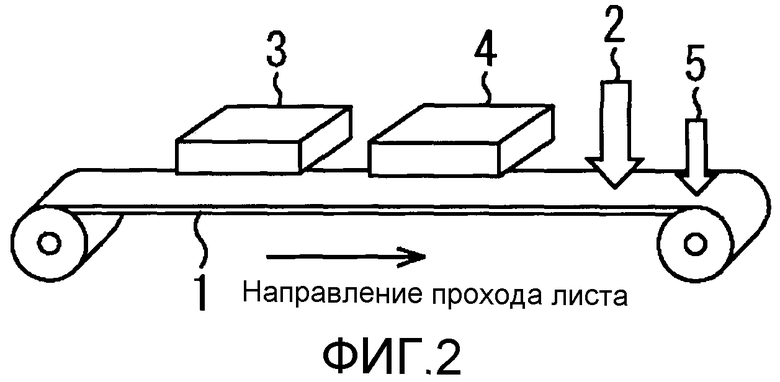
Фиг. 2 представляет собой схему, показывающую модифицированный вариант исполнения настоящего изобретения.
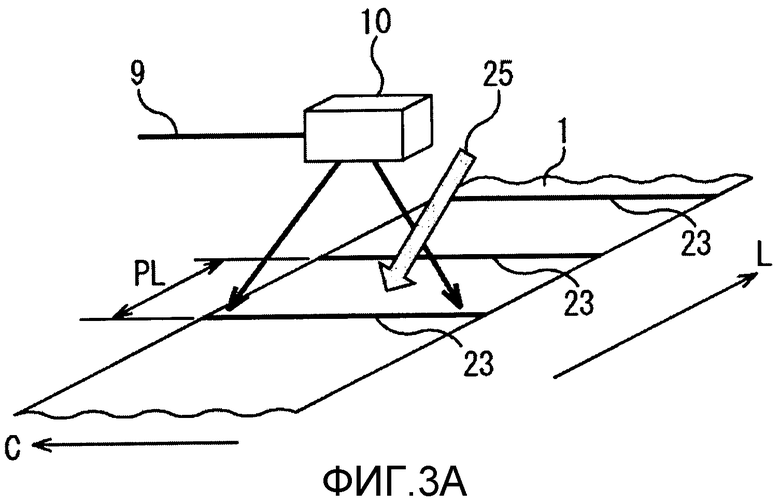
Фиг. 3А представляет собой схему, показывающую другой пример способа лазерного сканирования по варианту исполнения по настоящему изобретению.
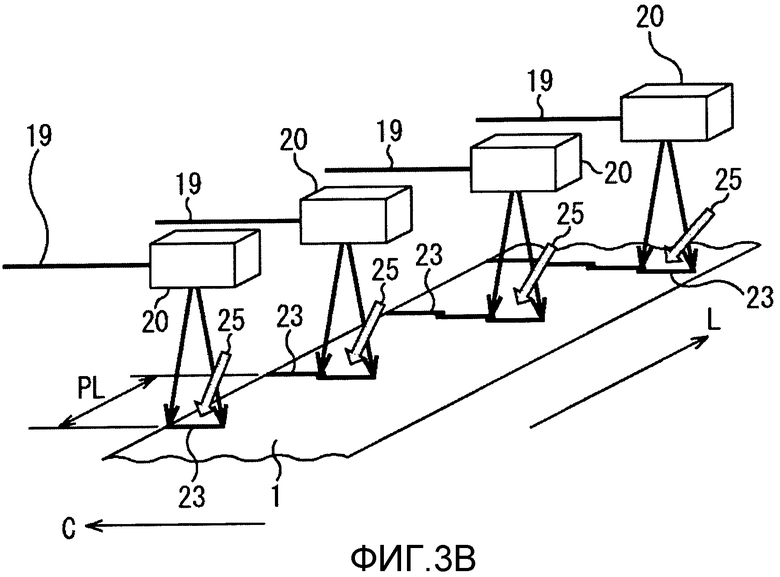
Фиг. 3В представляет собой схему, показывающую другой пример способа лазерного сканирования по варианту исполнения по настоящему изобретению.
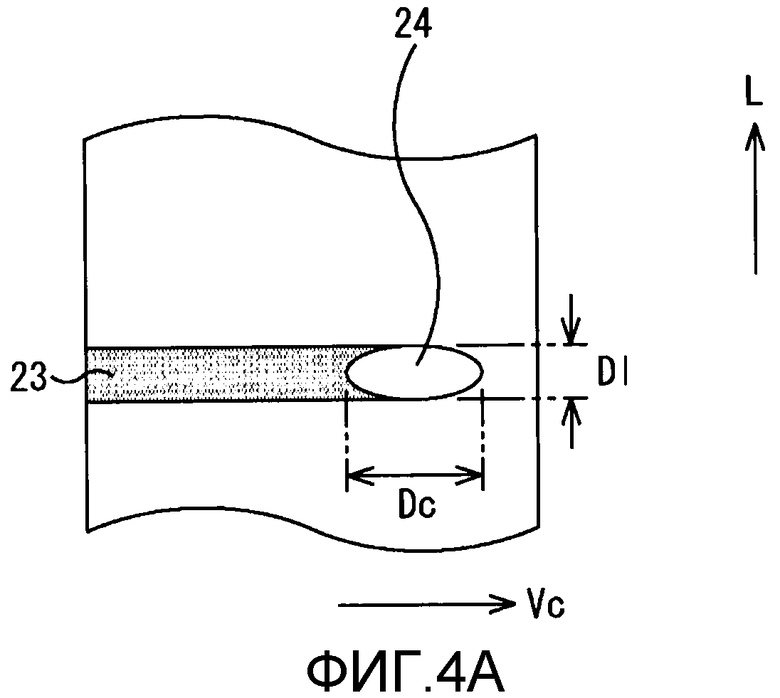
Фиг. 4А представляет собой схему, показывающую пятно фокусировки лазерного луча в соответствии с вариантом исполнения по настоящему изобретению.
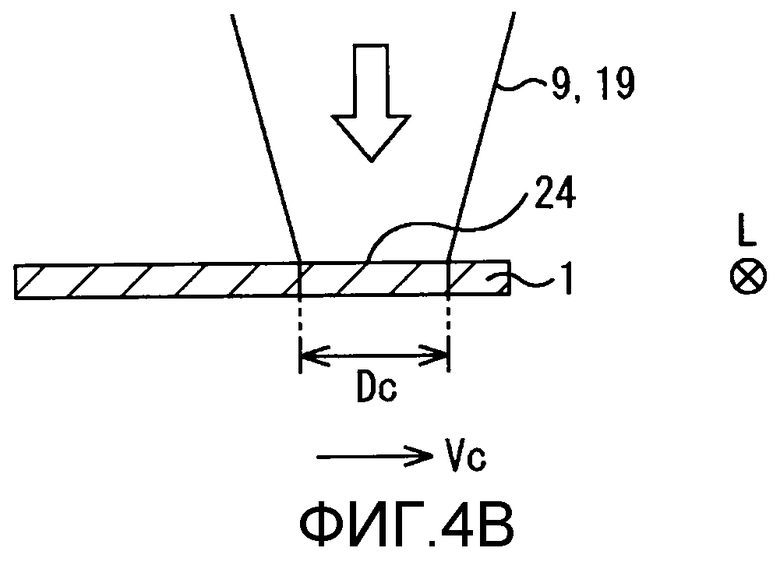
Фиг. 4В представляет собой схему, показывающую пятно фокусировки лазерного луча в соответствии с вариантом исполнения по настоящему изобретению.
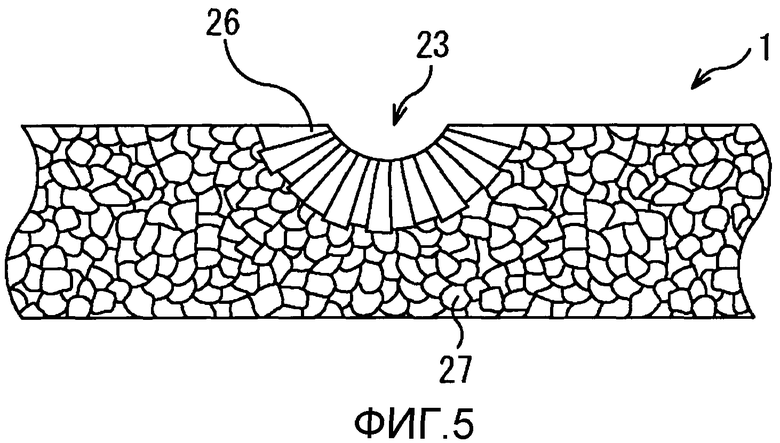
Фиг. 5 представляет собой схему, показывающую желобок и кристаллическое зерно, которые сформированы в соответствии с вариантом исполнения по настоящему изобретению.
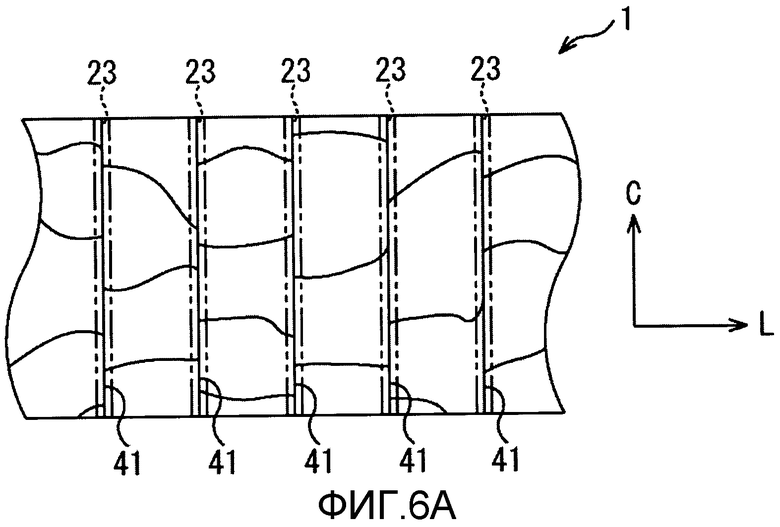
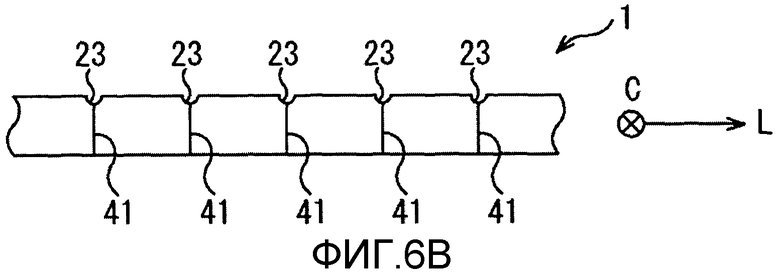
Фиг. 6А представляет собой схему, показывающую линии раздела кристаллического зерна, которые сформированы в соответствии с вариантом исполнения по настоящему изобретению.
Фиг. 6В представляет собой схему, показывающую линии раздела кристаллического зерна, которые сформированы в соответствии с вариантом исполнения по настоящему изобретению.
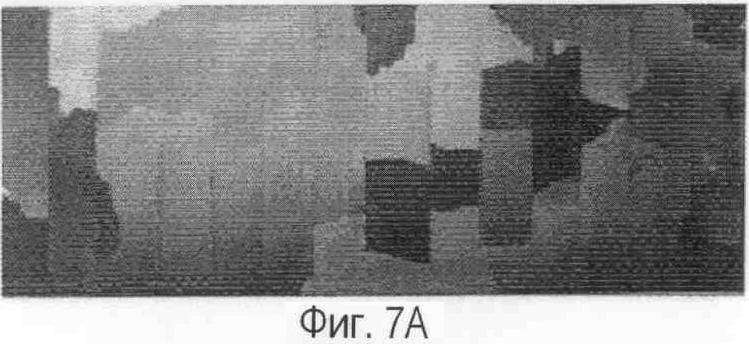
Фиг. 7А представляет собой схему, показывающую фотографию поверхности листа кремниевой стали в соответствии с вариантом исполнения по настоящему изобретению.
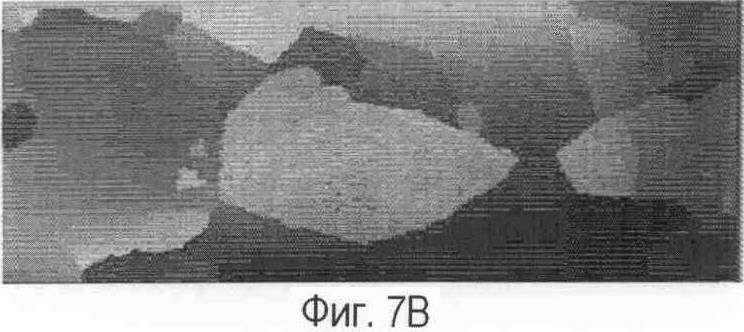
Фиг. 7В представляет собой схему, показывающую фотографию поверхности листа кремниевой стали в соответствии с вариантом исполнения по сравнительному примеру.
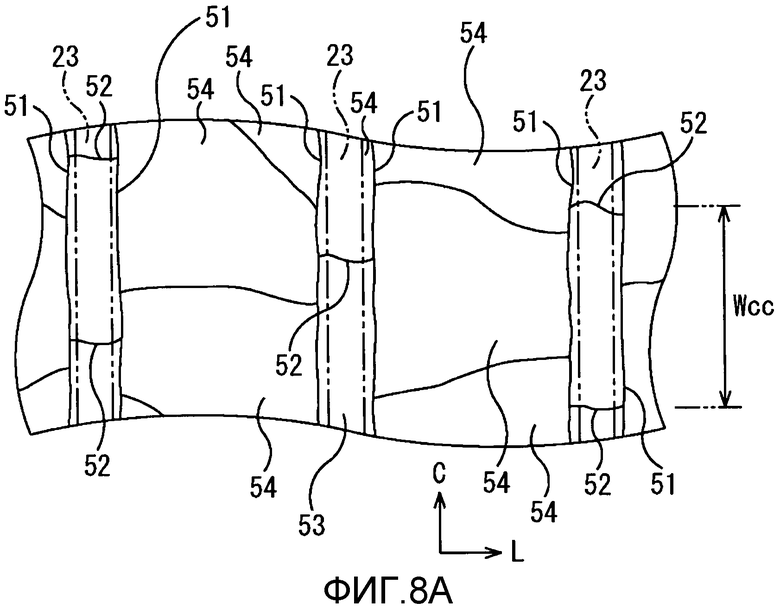
Фиг. 8А представляет собой схему, показывающую другой пример линии раздела кристаллического зерна в соответствии с вариантом исполнения по настоящему изобретению.
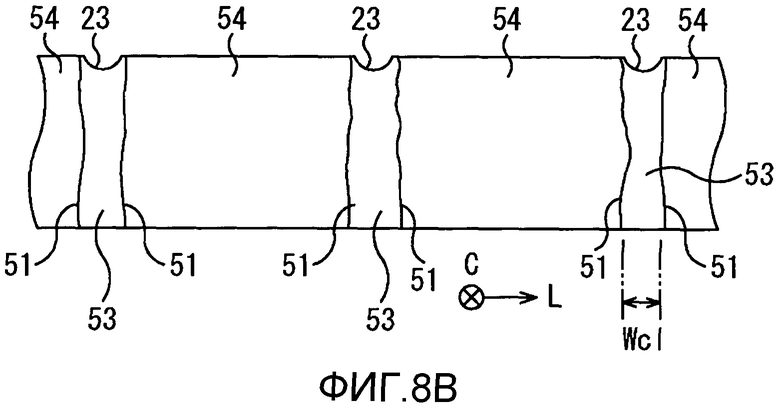
Фиг. 8В представляет собой схему, показывающую другой пример линии раздела кристаллического зерна в соответствии с вариантом исполнения по настоящему изобретению.
Описание вариантов исполнения
Далее будет описан вариант исполнения настоящего изобретения со ссылками на сопроводительные иллюстрации. Фиг. 1 представляет собой схему, показывающую способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом исполнения по настоящему изобретению.
В этом варианте исполнения, как показано на фиг. 1, выполняется холодная прокатка листа 1 кремнистой стали, в которой процентное массовое содержание кремния составляет от 2 до 4%. Лист 1 кремнистой стали производится, например, посредством непрерывного литья расплавленной стали, горячей прокатки сляба, полученного в результате непрерывного литья, отжига горячекатанного стального листа и так далее. Температура отжига составляет, например, около 1100°С. Толщина листа 1 кремнистой стали после холодной прокатки заключена, например, в диапазоне от 0,2 до 0,3 мм, а, например, по окончании холодной прокатки этот лист 1 кремнистой стали сматывается в форме рулона и хранится в виде холоднокатаного рулона.
Впоследствии смотанный лист 1 кремнистой стали разматывается и подается в печь 3 обезуглероживающего отжига, и в этой печи 3 отжига производится первый непрерывный, так называемый обезуглероживающий, отжиг. Температура этого отжига находится, например, в диапазоне от 700 до 900°С. Во время этого отжига происходит обезуглероживание и вызывается первичная рекристаллизация. В результате, с определенной степенью вероятности формируется кристаллическое зерно, имеющее ориентацию Госса, при которой ось легкого намагничивания расположена соосно с направлением прокатки. После этого лист 1 кремнистой стали, выгруженный из печи 3 обезуглероживающего отжига, охлаждается с использованием устройства 4 охлаждения. Далее выполняется нанесение 5 на поверхность листа 1 кремнистой стали разделительного агента для отжига, содержащего в качестве своей главной составляющей MgO. Затем лист 1 кремнистой стали с нанесенным на него разделительным агентом сматывается в виде рулона, превращаясь тем самым в рулон 31 стального листа.
В этом варианте исполнения в течение времени после того, как лист 1 кремнистой стали размотан, и до того, как лист 1 кремнистой стали будет подан в печь 3 обезуглероживающего отжига, на поверхности листа 1 кремнистой стали с помощью устройства 2 облучения лазерным лучом формируется желобок. В это время производится многократное облучение листа 1 кремнистой стали лазерным лучом от кромки одного конца до кромки другого конца в направлении ширины этого листа 1 кремнистой стали с предопределенными интервалами относительно направления прохождения листа, с предопределенной плотностью Ip фокусировки мощности и с предопределенной плотностью Up фокусировки энергии. Как показано на фиг. 2, возможна также конфигурация, при которой устройство 2 облучения лазерным лучом расположено дальше по ходу прохождения листа, чем устройство 4 охлаждения, и поверхность листа 1 кремнистой стали облучается лучом лазера в период после ее охлаждения посредством устройства 4 охлаждения, до того, как будет выполнено нанесение 5 разделительного агента для отжига. Возможна также конфигурация, при которой устройство 2 облучения лазерным лучом расположено и выше по ходу перемещения листа, чем печь 3 отжига, и дальше по направлению перемещения листа, чем устройство 4 охлаждения, и облучение лучом лазера выполняется в обоих местах. Кроме того, облучение лазерным лучом может выполняться между печью 3 отжига и устройством 4 охлаждения, а также в самой печи 3 отжига или в устройстве 4 охлаждения. При формировании желобка посредством лазерного луча, в отличие от формирования желобка механическим способом, образуется расплавленный слой, который будет описан далее. Поскольку этот расплавленный слой не исчезает во время обезуглероживающего отжига или иной операции, то этот эффект получается, даже если лазерное облучение выполняется во время любого процесса до вторичной рекристаллизации.
Например, как показано на фиг. 3А, сканирующее устройство 10 производит сканирование лазерным лучом 9, испущенным из лазерного устройства, то есть, источника света, с предопределенными интервалами PL в направлении С, то есть, в направлении ширины листа почти перпендикулярно направлению L, то есть, направлению прокатки листа 1 кремнистой стали, и тем самым выполняется облучение лазерным лучом. В это время та часть листа 1 кремнистой стали, которая облучается лазерным лучом 9, подвергается обдуву вспомогательным газом 25, таким как воздух или инертный газ. В результате на участке поверхности листа 1 кремнистой стали, облученном лазерным лучом 9, образуется желобок 23. Направление прокатки соответствует направлению прохождения листа.
Сканирование лазерным лучом по всей ширине листа 1 кремнистой стали может также выполняться как посредством одного сканирующего устройства 10, так и посредством множества сканирующих устройств 20, как показано на фиг. 3В. В том случае, когда используется множество сканирующих устройств 20, может быть использовано или только одно лазерное устройство, то есть, источник света с лазерным лучом 19, который падает на каждое сканирующее устройство 20, или же может быть использовано по одному лазерному устройству для каждого из сканирующих устройств 20. В том случае, когда используется только один источник света, предпочтительно, чтобы испущенный из этого источника света лазерный луч разделялся на лазерные лучи 19. Поскольку при использовании множества сканирующих устройств 20 становится возможным разделить облученную область на множество областей в направлении ширины листа, для каждого лазерного луча временные интервалы сканирования и облучения становятся меньше. Поэтому этот режим особенно подходит для оборудования с высокоскоростным прохождением листа.
Лазерный луч 9 или 19 в сканирующем устройстве 10 или 20 фокусируется линзой. Как показано на фиг. 4А и 4В, форма сфокусированного пятна 24 лазерного луча 9 или 19 на поверхности листа 1 кремнистой стали является, например, круговой или эллиптической, при этом диаметр пятна в направлении С, то есть, в направлении ширины листа есть Dc, а его диаметр в направлении L, то есть, в направлении прокатки, есть Dl. Сканирование лазерным лучом 9 или 19 выполняется со скоростью Vc, например, посредством использования в сканирующем устройстве 10 или 20 многогранного зеркала или подобного элемента. Например, диаметр Dc в направлении С, то есть, в направлении ширины листа, может быть настроен на 0,4 мм, а диаметр Dl в направлении L, то есть, в направлении прокатки, может быть настроен на 0,05 мм.
В качестве лазерного устройства, то есть, источника света, может быть использован лазер на углекислом газе (CO2). Кроме того, может быть также использован высокомощный лазер, который обычно используется в промышленных целях, такой как лазер на алюмоиттриевом гранате (YAG), полупроводниковый лазер или оптоволоконный лазер. Используемый лазер, кроме того, может быть или импульсным лазером, или лазером с непрерывным излучением, лишь бы при этом происходило устойчивое формирование желобка 23 и кристаллического зерна 26.
Температура листа 1 кремнистой стали при выполнении облучения лазерным лучом специально не ограничена. Например, облучение листа 1 кремнистой стали лазерным лучом может выполняться при температуре около комнатной. Направление сканирования лазерного луча не обязательно должно соответствовать направлению С, то есть, направлению ширины листа. Однако с точки зрения эффективности работы и подобного, а также подразделения магнитных доменов на длинные полосовые образования в направлении прокатки, предпочтительно, чтобы угол между направлением сканирования и направлением С, то есть, направлением по ширине листа, заключался внутри 45°. Более предпочтительно, чтобы этот угол заключался внутри 20°, а наиболее предпочтительно, чтобы этот угол заключался внутри 10°.
Далее будут описаны мгновенная плотность мощности Ip, а также плотность Up энергии облучения лазерного луча, которые достаточны для образования желобка 23. В этом варианте исполнения по причинам, которые будут показаны ниже, предпочтительно, чтобы пик плотности энергии, то есть, мгновенная плотность мощности Ip лазерного луча, которая определяется формулой (2), удовлетворяла соотношению (4), и предпочтительно, чтобы плотность Up энергии облучения лазерного луча, которая определяется формулой (1), удовлетворяла соотношению (3).
Up=(4/π)×P/(Dl×Vc) (1)
Ip=(4/π)×P/(Dl×Dc) (2)
l≤Up≤10 Дж/мм2 (3)
100 кВт/мм2≤Ip≤2000 кВт/мм2 (4)
Здесь Р есть средняя интенсивность, то есть, мощность (Вт) лазерного луча, Dl представляет диаметр сфокусированного пятна лазерного луча (мм) в направлении прокатки, Dc представляет диаметр сфокусированного пятна лазерного луча (мм) в направлении ширины листа, а Vc есть скорость сканирования лазерным лучом (мм/с) в направлении ширины листа.
Если лист 1 кремнистой стали облучается лазерным лучом 9, то облученный участок плавится, и часть его рассеивается или испаряется. В результате образуется желобок 23. Часть расплавленного участка, которая не рассеялась и не испарилась, остается такой, какая она есть, и по окончании облучения лазерным лучом 9 затвердевает. Во время затвердевания, как показано на фиг. 5, далеко во внутреннем направлении листа кремнистой стали, начиная от донной части желобка, растет столбчатый кристалл и (или) зерно кристалла, имеющее большой диаметр зерна по сравнению с участком, не облученным лазером, то есть, зерно 26 кристалла, имеющее форму, отличную от формы зерна 27 кристалла, полученного в результате первичной рекристаллизации. Зерно 26 кристалла становится начальной точкой роста линии раздела кристаллического зерна во время вторичной рекристаллизации.
Если вышеописанная мгновенная плотность мощности Ip менее чем 100 кВт/мм2, то становится трудно вызвать достаточное плавление и рассеяние или испарение у листа 1 кремнистой стали. То есть, становится трудно образовать желобок 23. С другой стороны, если мгновенная плотность мощности Ip превышает 2000 кВт/мм2, то бóльшая часть расплавленной стали рассеивается или испаряется, и, таким образом, зерно 26 кристалла образуется не очень легко. Если плотность Up энергии облучения превышает 10 Дж/мм2, то расплавленный участок листа 1 кремнистой стали увеличивается, и, таким образом, лист 1 кремнистой стали легко деформируется. С другой стороны, если плотность Up энергии облучения меньше чем 1 Дж/мм2, то улучшения магнитных характеристик не происходит. По этой причине предпочтительно, чтобы удовлетворялись вышеуказанные соотношения (3) и (4).
Во время облучения лазерным лучом выполняется обдув вспомогательным газом, чтобы убрать по всему пути облучения лазерным лучом 9 компоненты, рассеянные или испарившиеся с листа 1 кремнистой стали. Поскольку лазерный луч 9 вследствие обдува устойчиво достигает листа 1 кремнистой стали, желобок 23 формируется стабильно. Кроме того, поскольку производится обдув листа вспомогательным газом 25, то тем самым может быть предупреждено вторичное поступление компонентов в лист 1 кремнистой стали. Для того чтобы достичь эффективного проявления этих эффектов, предпочтительно, чтобы расход вспомогательного газа 25 был бы больше или равен 10 л/мин. С другой стороны, если расход превысит 500 л/мин, то произойдет "насыщение эффекта" и, кроме того, возрастет стоимость. По этой причине предпочтительно, чтобы верхний предел расхода был установлен на 500 л/мин.
Вышеописанные предпочтительные условия являются такими же и в том случае, когда облучение лазерным лучом осуществляется между обезуглероживающим отжигом и финишным отжигом, а также и в том случае, когда облучение лазерным лучом осуществляется до или после обезуглероживающего отжига.
Возвратимся к описанию со ссылкой на фиг. 1, - после нанесения 5 разделительного агента для отжига и смотки, рулон 31 стального листа, как показано на фиг. 1, переносится в печь 6 отжига и устанавливается там таким образом, чтобы центральная ось рулона 31 стального листа находилась почти в вертикальном положении. Затем производится отжиг в камерной печи, то есть, финишный отжиг рулона 31 стального листа при обработке всей партии. Наибольшая температура, которая может быть достигнута при обработке всей партии, установлена, например, примерно на 1200°С, а время выдержки составляет, например, около 20 часов. Во время отжига в камерной печи вызывается вторичная рекристаллизация и, кроме того, на поверхности листа 1 кремнистой стали формируется стеклянное покрытие. После этого рулон 31 стального листа выводится из печи 6 отжига.
В стеклянном покрытии, полученном посредством вышеописанного изобретения, желательно, чтобы коэффициент интенсивности рентгеновского излучения Ir характерной интенсивности рентгеновского излучения магния участка желобка в том случае, когда среднее значение характерной интенсивности рентгеновского излучения магния участков поверхности листа электротехнической стали с ориентированной зеренной структурой, отличных от участка желобка, взято за 1, находился в диапазоне 0≤Ir≤0,9. Если он находится в этом диапазоне, то достигаются благоприятные характеристики "потерь в железе".
Коэффициент интенсивности рентгеновского излучения определяется измерением посредством электронного зондирующего микроанализатора (ЕРМА) или каким-либо подобным образом.
Затем рулон 31 стального листа разматывается и подается в печь 7 отжига, и в этой печи 7 отжига выполняется второй непрерывный отжиг, так называемый выпрямляющий отжиг. Во время второго непрерывного отжига происходит устранение скручивающих деформаций и деформаций напряжения, возникших во время первого финишного отжига, и, таким образом, лист 1 кремнистой стали становится плоским. Что касается условий отжига, то, например, выдержка листа может составлять не менее 10 и не более 120 секунд при температуре не менее 700 и не более 900°С. Далее на поверхность листа 1 кремнистой стали наносится покрытие 8. При выполнении нанесения покрытия 8 наносится материал, посредством которого возможно закрепление свойств электрической изоляции и воздействие на механические напряжения с целью уменьшения "потерь в железе". В результате последовательности этих процессов получается лист 32 электротехнической стали с ориентированной зеренной структурой. После того, как на этапе покрытия 8 сформировалось покрытие листа, лист 32 электротехнической стали с ориентированной зеренной структурой, например, для удобства хранения, транспортирования и подобного сматывается в форме рулона.
Если лист 32 электротехнической стали с ориентированной зеренной структурой производится вышеописанным способом, то во время вторичной рекристаллизации, как показано на фиг. 6А и 6В, образуется линия 41 раздела кристаллического зерна, пронизывающая лист 1 кремнистой стали вдоль желобка 23 от передней поверхности до задней поверхности. Она объясняется тем обстоятельством, что зерно 26 кристалла сохраняется до конечной фазы вторичной рекристаллизации, поскольку зерно 26 кристалла, если это кристаллическое зерно имеет ориентацию Госса, разрушается не так быстро, и поскольку, хотя зерно 26 кристалла, в конце концов, поглощается кристаллическим зерном, имеющим ориентацию Госса, в этот момент зерна кристалла, интенсивно растущие с обеих сторон желобка 23, не могут разрушить друг друга.
В листе электротехнической стали с ориентированной зеренной структурой, полученном в соответствии с вышеописанным вариантом исполнения, наблюдались линии раздела кристаллического зерна, показанные на фиг. 7А. В линии раздела кристаллического зерна была включена линия 41 раздела кристаллического зерна, сформированная вдоль желобка. А в листе электротехнической стали с ориентированной зеренной структурой, полученном в соответствии с вышеописанным вариантом исполнения, за исключением того, что облучение лазерным лучом не производилось, наблюдались линии раздела кристаллического зерна, показанные на фиг. 7В.
Фиг. 7А и 7В представляют собой фотографии, сделанные с использованием травления поверхности листа электротехнической стали с ориентированной зеренной структурой, выполненного после того, как стеклянное покрытие или что-либо подобное с поверхности листа электротехнической стали с ориентированной зеренной структурой было удалено, и феррит обнажился. На этих фотографиях видны зерна кристаллов, а также линии раздела кристаллического зерна, полученные в результате процесса вторичной рекристаллизации.
В листе электротехнической стали с ориентированной зеренной структурой, полученном вышеописанным способом, посредством желобков 13, выполненных на поверхности феррита, достигнут эффект подразделения магнитного домена. Кроме того, эффект подразделения магнитного домена достигнут также посредством линий 41 раздела кристаллического зерна, пронизывающих лист 1 кремнистой стали вдоль желобов 23 от передней поверхности до задней поверхности. "Потери в железе" могут быть сокращены еще более вследствие синергетического эффекта этих факторов.
Поскольку желобок 23 образован облучением предопределенным лазерным лучом, то формирование линии 41 раздела кристаллического зерна происходит очень просто. То есть, после образования желобка 23 для формирования линии 41 раздела кристаллического зерна нет необходимости в выполнении ориентации или чего-либо подобного в соответствии с положением желобка 23. Поэтому нет необходимости в значительном уменьшении скорости прохождения листа или в чем-либо подобном, и, таким образом, возможно промышленное массовое производство листа электротехнической стали с ориентированной зеренной структурой.
Облучение лазерным лучом можно выполнять с большой скоростью, а высокая плотность энергии достигается фокусировкой светового луча в минимальном пространстве. Поэтому даже по сравнению со случаем, когда облучение лазерным лучом вообще не выполняется, увеличение времени, необходимого на данную обработку, мало. То есть, независимо от присутствия или отсутствия облучения лазерным лучом, почти нет необходимости в изменении скорости прохождения листа при выполнении операции обезуглероживающего отжига или ей подобной обработки, связанной с размоткой холоднокатаного рулона. В дополнение заметим, что поскольку температура, с которой происходит облучение лазерным лучом, не ограничена, то нет необходимости в термоизолирующем механизме лазерного устройства облучения или в чем-либо подобном. Поэтому по сравнению с тем случаем, когда необходимо проведение обработки в высокотемпературной печи, конфигурация установки может быть упрощена.
Глубина желобка 23 специально не ограничивается. Однако, предпочтительно, чтобы эта глубина была большей или равной 1 мкм и меньшей или равной 30 мкм. Если глубина желобка 23 меньше чем 1 мкм, то подразделение магнитных доменов иногда становится недостаточным. Если глубина желобка 23 превышает 30 мкм, то количество листа кремнистой стали, то есть, магнитного материала, а именно - феррита, сокращается, и плотность магнитного потока уменьшается. Более предпочтительно, чтобы глубина желобка 23 была больше чем или равна 10 мкм и меньше чем или равна 20 мкм. Кроме того, желобок 23 может быть выполнен как только на одной поверхности листа кремнистой стали, так и на обеих поверхностях.
Интервал PL между желобками 23 специально никак не оговаривается. Однако, предпочтительно, чтобы этот интервал PL был больше или равен 2 мм и меньше или равен 10 мм. Если этот интервал PL будет меньше чем 2 мм, то станет заметным подавление образования магнитного потока желобком, и будет трудно создавать достаточно высокую плотность магнитного потока, необходимую для изготовления трансформатора. С другой стороны, если этот интервал PL будет превышать 10 мм, то эффект улучшения магнитных характеристик, обусловленный этим желобком и линией раздела зерна, сильно уменьшится.
В вышеописанном варианте исполнения одна линия раздела 41 кристаллического зерна образована вдоль желобка 23. Однако, например, в том случае, когда ширина желобка 23 большая, и зерна 26 кристалла образованы в широком диапазоне в направлении прокатки, во время вторичной рекристаллизации некоторые из зерен 26 кристаллов иногда вырастают раньше, чем остальные зерна 26 кристаллов. В этом случае, как показано на фиг. 8А и 8В, под желобками 23 вдоль желобка 23 в направлении толщины листа формируется множество зерен 53 кристаллов, каждое из которых имеет определенную степень ширины. Является приемлемым, если диаметр Wc1 зерна в направлении прокатки зерна 53 превышает 0 мм, а диаметр Wc1 зерна становится больше чем или равным, например, 1 мм. Однако диаметр Wc1 зерна имеет тенденцию становиться меньше чем или равным 10 мм. Причина того, что диаметр Wc1 зерна имеет тенденцию становиться меньше чем или равным 10 мм заключается в том, что во время вторичной рекристаллизации наиболее высоким приоритетом роста кристаллического зерна обладает зерно 54, имеющего ориентацию Госса, и этот рост зерном 54 тормозится. Между зерном 53 и зерном 54 присутствует линия 51 раздела кристаллического зерна, примерно параллельная желобку 23. Между смежными зернами 53 присутствует линия 52 раздела кристаллического зерна. Диаметр Wcc зерна 53 в направлении ширины листа имеет тенденцию становиться больше чем или равным, например, 10 мм. Кроме того, зерно 53 может присутствовать как единственное зерно кристалла в направлении ширины по всей ширине листа, и в этом случае линии 52 раздела кристаллического зерна может и не быть. Что касается диаметра зерна, то он может быть измерен, например, следующим способом. После того, как удалено стеклянное покрытие, и для обнажения феррита выполнено травление, производится визуальное обследование в поле зрения величиной 300 мм в направлении прокатки и 100 мм в направлении ширины листа, при этом размеры в направлении прокатки и в направлении ширины листа определяются в результате визуального наблюдения и обработки изображения, а затем вычисляется их средняя величина.
Зерно 53 кристалла, продолжающееся вдоль желобка 23, не обязательно представляет собой кристаллическое зерно с ориентацией Госса. Однако, поскольку его размер ограничен, его влияние на магнитные характеристики чрезвычайно мало.
В патентных документах с 1 по 9 тот признак, что желобок образуется облучением лазерным лучом, не указан, и, кроме того, не указан тот признак, что линия раздела кристаллического зерна, продолжающаяся вдоль желобка, создана во время вторичной рекристаллизации, как в вышеописанном варианте исполнения. То есть, даже если указано облучение лазерным лучом, то поскольку временнạя выдержка или иные параметры облучения не такие, какие нужны, невозможно достичь тех эффектов, которые получены в вышеописанном варианте исполнения.
[Примеры]
(Первый эксперимент)
В первом эксперименте были выполнены горячая прокатка, отжиг и холодная прокатка стального материала для ориентированной электротехнической стали, при этом толщина листа кремнистой стали была установлена на 0,23 мм, после чего лист кремнистой стали был скатан, тем самым приняв форму холоднокатаного рулона. Было произведено пять холоднокатаных рулонов. Далее, на трех холоднокатаных рулонах, обозначенных как образцы №№ 1, 2 и 3, облучением лазерным лучом было выполнено формирование желобков, а затем проведен обезуглероживающий отжиг, чем была вызвана первичная рекристаллизация. Облучение лазерным лучом было выполнено с использованием волоконного лазера. Во всех образцах мощность Р составляла 2000 Вт, а что касается формы фиксированного пятна, то в образцах №№ 1 и 2 диаметр Dl в направлении L составлял 0,05 мм, а диаметр Dc в направлении С был 0,4 мм. Что касается образца № 3, то диаметр Dl в направлении L был 0,04 мм, а диаметр Dc в направлении С также был 0,04 мм. Скорость сканирования Vc в образцах №№ 1 и 3 была установлена на 10 м/с, а в образце № 2-50 м/с. Поэтому мгновенная плотность мощности Ip в образцах №№ 1 и 2 была 127 кВт/мм2, а в образце № 3-1600 кВт/мм2. Плотность Up энергии облучения составляла 5,1 Дж/мм2 в образце № 1; 1,0 Дж/мм2 в образце № 2 и 6,4 Дж/мм2 - в образце № 3. Шаг PL облучения был установлен на 4 мм, а воздух на обдув в качестве вспомогательного газа подавался с расходом в 15 л/мин. В результате ширина сформированного желобка была около 0,06 мм, то есть, 60 мкм в образцах №№ 1 и 3 и 0,05 мм, то есть, 50 мкм - в образце № 2. Глубина желобка была около 0,02 мм, то есть, 20 мкм в образцах №№ 1 и 3 и 30 мкм - в образце № 3. Изменение по ширине составляло менее ±5 мкм, а изменение по глубине составляло менее ±2 мкм.
Что касается другого холоднокатаного рулона, отнесенного к сравнительному образцу №1, то было выполнено формирование желобка посредством травления, а затем был проведен обезуглероживающий отжиг, чем была вызвана первичная рекристаллизация. Было сделано так, чтобы форма этого желобка была такая же, что и форма вышеописанного желобка в образце №1, полученного облучением лазерным лучом. Относительно одного оставшегося холоднокатаного рулона, отнесенного к сравнительному образцу №2, - в нем формирование желобка не производилось, а был выполнен обезуглероживающий отжиг, вызвавший первичную рекристаллизацию.
Во всех образцах с №№ 1 по 3 и сравнительных образцах №№ 1 и 2 после обезуглероживающего отжига на листы кремнистой стали был нанесен разделительный агент для отжига, было произведен финишный отжиг, и нанесено покрытие. Таким образом, было изготовлено пять типов листов электротехнической стали с ориентированной зеренной структурой.
Когда был произведен визуальный анализ этих листов электротехнической стали с ориентированной зеренной структурой, обнаружилось, что во всех образцах №№ с 1 по 3 и в сравнительных образцах №№ 1 и 2 присутствовали вторично рекристаллизированные зерна, полученные в результате вторичной рекристаллизации. В образцах с №№ 1 по 3 подобно показанной на фиг. 6А или 6В линии 41 раздела кристаллического зерна, присутствовала линия раздела кристаллического зерна, идущая вдоль желобка. Однако, в сравнительных образцах №№ 1 и 2 такая линия раздела кристаллического зерна отсутствовала.
Из каждого из листов электротехнической стали с ориентированной зеренной структурой было приготовлено, соответственно, тридцать отдельных образцов листов, каждый из которых имел длину в направлении проката 300 мм и длину в направлении ширины листа 60 мм, и способом магнитометрического измерения отдельного листа (SST) были получены средние значения магнитных характеристик. Методика измерения была выполнена в соответствии с нормалью Международной электротехнической Комиссии IEC60404-3:1982. В качестве магнитной характеристики измерялись плотность магнитного потока В8 (Тл) и "потери в железе" W17/50 (Вт/кг). Плотность магнитного потока В8 представляет собой такую плотность магнитного потока, которая создается в листе электротехнической стали с ориентированной зеренной структурой при намагничивающей силе в 800 А/м. Поскольку чем больше величина плотности магнитного потока В8 листа электротехнической стали с ориентированной зеренной структурой, тем больше плотность магнитного потока, который создается при определенной намагничивающей силе, то лист электротехнической стали с ориентированной зеренной структурой, в котором величина плотности магнитного потока В8 большая, пригоден для изготовления небольших и эффективных трансформаторов. "Потери в железе" W17/50 представляют собой "потери в железе", когда лист электротехнической стали с ориентированной зеренной структурой подвергнут энергизации переменным током при таких условиях, при которых максимальная плотность магнитного потока составляет 1,7 Тл, а частота равна 50 Гц. Чем меньше величина "потерь в железе" W17/50 листа электротехнической стали с ориентированной зеренной структурой, тем меньше потери энергии, и, таким образом, лист электротехнической стали с ориентированной зеренной структурой, в котором величина "потерь в железе" W17/50 мала, пригоден для изготовления трансформатора. Средняя величина плотности магнитного потока В8,Тл, и "потерь в железе" W17/50, Вт/кг, показана в нижеприведенной таблице 1. Далее, что касается вышеописанных отдельных образцов листов, то посредством ЕРМА были выполнены измерения коэффициента интенсивности рентгеновского излучения Ir. Каждый из усредненных параметров показан сгруппированным в нижеприведенной таблице 1.
Как показано в таблице 1, в образцах №№ с 1 по 3 по сравнению со сравнительным образцом №2 с образованием желобка плотность магнитного потока В8 была низкой. Однако, в виду присутствия и желобка, и линии раздела кристаллического зерна вдоль этого желобка "потери в железе" были значительно низкими. В образцах №№ с 1 по 3 и по сравнению со сравнительным примером №1 вследствие наличия линии раздела кристаллического зерна вдоль желобка "потери в железе" были низкими.
(Второй эксперимент)
Во втором эксперименте были выполнена проверка, касающаяся условий облучения лазерным лучом. При этом облучение лазерным лучом выполнялось в четырех нижеописанных типах условий.
При первых из этих четырех типов условий был использован волоконный лазер, работавший в непрерывном режиме. Мощность Р была выставлена на 2000 Вт, диаметр Dl в направлении L был установлен на 0,05 мм, диаметр Dc в направлении С был установлен на 0,4 мм, а скорость сканирования Vc была установлена на 5 м/с. Поэтому мгновенная плотность мощности Ip составляла 127 кВт/мм2, а плотность Up энергии облучения составляла 10,2 Дж/мм2. То есть, по сравнению с условиями первого эксперимента скорость сканирования была уменьшена наполовину, и, таким образом, плотность Up энергии облучения удвоилась. Поэтому первые условия не удовлетворяют формуле (3). В результате была получена деформация коробления стального листа, имеющего на самом краю облученный участок. Поскольку угол коробления достигал величины в диапазоне от 3 до 10°, то закатывание листа в рулон было затруднено.
И при вторых условиях использовался волоконный лазер в непрерывном режиме. Далее: мощность Р была выставлена на 2000 Вт, диаметр Dl в направлении L был установлен на 0,10 мм, диаметр Dc в направлении С был установлен на 0,3 мм, а скорость сканирования Vc была установлена на 10 м/с. Поэтому мгновенная плотность мощности Ip составляла 85 кВт/мм2, а плотность Up энергии облучения составляла 2,5 Дж/мм2. То есть, по сравнению с условиями первого эксперимента диаметр Dl в направлении L и диаметр Dc в направлении С были изменены, и, таким образом, мгновенная плотность мощности Ip была установлена на малую величину. Вторые условия не удовлетворяют формуле (4). В результате было трудно сформировать проникающую внутрь линию раздела зерна.
И при третьих условиях использовался волоконный лазер в непрерывном режиме. Мощность Р была выставлена на 2000 Вт, диаметр Dl в направлении L был установлен на 0,03 мм, диаметр Dc в направлении С был установлен на 0,03 мм, а скорость сканирования Vc была установлена на 10 м/с. Поэтому мгновенная плотность мощности Ip составляла 2800 кВт/мм2, а плотность Up энергии облучения составляла 8,5 Дж/мм2. То есть, диаметр Dl в направлении L был установлен меньшим, чем в условиях первого эксперимента, и, таким образом, мгновенная плотность мощности Ip была установлена большой. Таким образом, третьи условия также не удовлетворяют формуле (4). В результате было трудно сформировать линию раздела кристаллического зерна вдоль желобка.
И при четвертых условиях использовался волоконный лазер в непрерывном режиме. Мощность Р была выставлена на 2000 Вт, диаметр Dl в направлении L был установлен на 0,05 мм, диаметр Dc в направлении С был установлен на 0,4 мм, а скорость сканирования Vc была установлена на 60 м/с. Поэтому мгновенная плотность мощности Ip составляла 127 кВт/мм2, а плотность Up энергии облучения составляла 0,8 Дж/мм2. То есть, скорость сканирования была установлена на большую величину, чем в условиях первого эксперимента, и, таким образом, плотность Up энергии облучения была мала. Четвертые условия не удовлетворяют формуле (3). В результате при четвертых условиях было трудно сформировать желобок, имеющий глубину большую или равную 1 мкм.
(Третий эксперимент)
В третьем эксперименте облучение лазерным лучом проводилось при двух наборах режимов - в условиях, при которых скорость потока вспомогательного газа была установлена на величину менее чем 10 л/мин, и в условиях, при которых вспомогательный газ не подавался. В результате было трудно стабилизировать глубину желобка, изменение ширины желобка было больше чем или равно диапазону ±10 мкм, а изменение по глубине было больше чем или равно диапазону ±5 мкм. По этой причине изменение магнитных характеристик по сравнению с примерами было большим.
Промышленная применимость
В соответствии с объектом настоящего изобретения лист электротехнической стали с ориентированной зеренной структурой, имеющий низкие "потери в железе", может быть получен способом, посредством которого возможно массовое промышленное производство листа электротехнической стали с ориентированной зеренной структурой.
Перечень ссылочных позиций
1 лист кремнистой стали
2 устройство облучения лазерным лучом
3, 6, 7 печь отжига
31 рулон стального листа
32 лист электротехнической стали с ориентированной зеренной структурой
9, 19 лазерный луч
10, 20 сканирующее устройство
23 желоб
24 сфокусированное пятно лазерного луча
25 вспомогательный газ
26, 27, 53, 54 кристаллическое зерно
41, 51, 52 линия раздела кристаллического зерна
Изобретение относится к области металлургии. Для уменьшения магнитных потерь лист электротехнической стали с ориентированной зеренной структурой содержит желобок, сформированный от геометрического места точек прохождения лазерного луча при его сканировании от кромки одного конца до кромки другого конца в направлении ширины листа, и линию раздела кристаллического зерна, которая имеет протяженность вдоль упомянутого желобка и пронизывает лист кремнистой стали с ориентированной зеренной структурой от передней поверхности до задней поверхности, причем в упомянутом желобке сформировано стеклянное покрытие, в котором коэффициент интенсивности Ir рентгеновского излучения характерной интенсивности рентгеновского излучения магния на участке желобка заключен в диапазоне 0≤Ir≤0,9, при этом среднее значение характерной интенсивности рентгеновского излучения магния участков поверхности листа текстурованной электротехнической стали, отличных от участка желобка, установлено как 1. 1 з.п. ф-лы, 8 ил., 3 пр., 1 табл.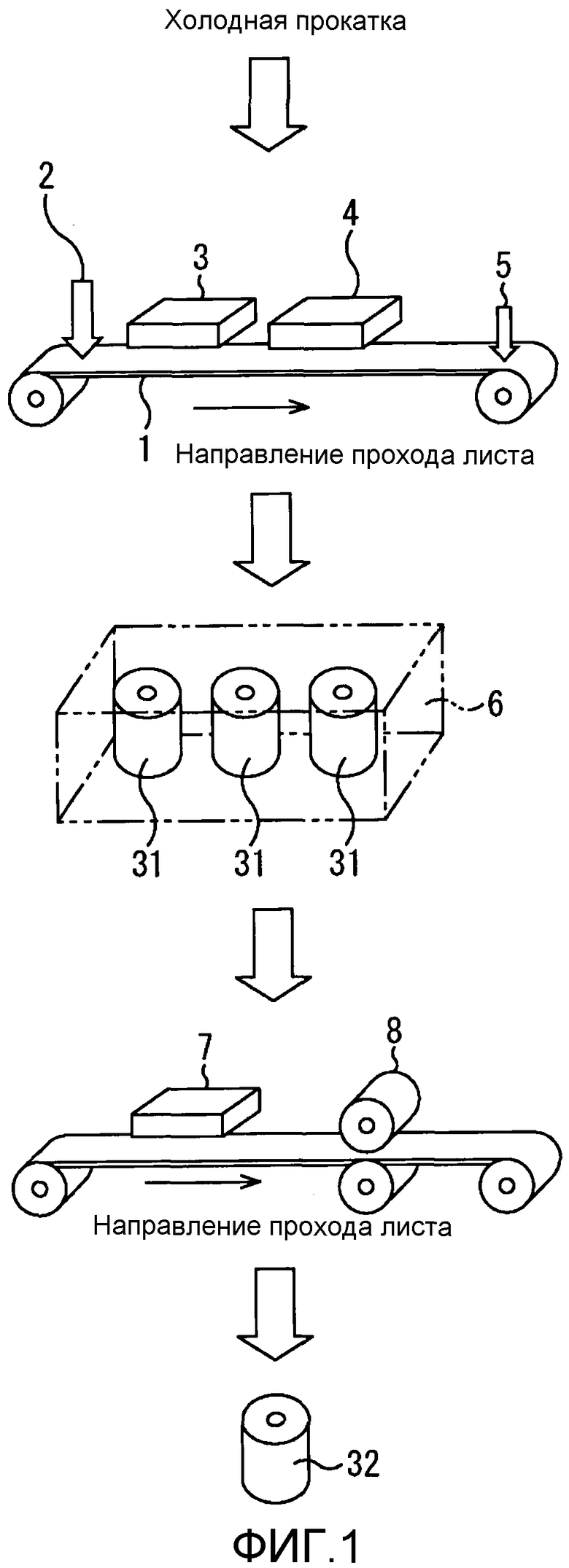
1. Лист электротехнической стали с ориентированной зеренной структурой, содержащий желобок, сформированный от геометрического места точек прохождения лазерного луча при его сканировании от кромки одного конца до кромки другого конца в направлении ширины листа, и линию раздела кристаллического зерна, которая имеет протяженность вдоль упомянутого желобка и пронизывает лист кремнистой стали с ориентированной зеренной структурой от передней поверхности до задней поверхности, причем в упомянутом желобке сформировано стеклянное покрытие, причем в стеклянном покрытии коэффициент интенсивности Ir рентгеновского излучения характерной интенсивности рентгеновского излучения магния на участке желобка заключен в диапазоне 0≤Ir≤0,9, при этом среднее значение характерной интенсивности рентгеновского излучения магния участков поверхности листа текстурованной электротехнической стали, отличных от участка желобка, установлено как 1.
2. Лист по п.1, который дополнительно содержит кристаллическое зерно, причем диаметр этого зерна в направлении ширины листа текстурованной электротехнической стали больше чем или равен 10 мм и меньше чем или равен ширине листа, а диаметр его зерна в продольном направлении листа текстурованной кремнистой стали превышает 0 мм и равен 10 мм или меньше, причем кристаллическое зерно присутствует в диапазоне от упомянутого желобка до задней поверхности листа текстурованной кремнистой стали.
| WO 2009104521 A, 27.08.2009 | |||
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ, ОБЛАДАЮЩАЯ ИСКЛЮЧИТЕЛЬНО ВЫСОКОЙ АДГЕЗИЕЙ ПЛЕНКИ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2298592C2 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ НИЗКИЕ ПОТЕРИ В СЕРДЕЧНИКЕ, И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2358346C1 |
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ ЛИСТОВ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ КРЕМНИСТОЙ СТАЛИ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2238340C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |

