Область техники
[0001]
Настоящее изобретение относится к листу из электротехнической стали с ориентированной зеренной структурой.
Испрашивается приоритет заявки на японский патент № 2015-086299, зарегистрированной 20 апреля 2015, содержание которой настоящим упоминанием включено в текст данного описания.
Уровень техники
[0002]
Согласно известному уровню техники, в качестве стального листа для сердечника трансформатора используют лист из электротехнической стали с ориентированной зеренной структурой, который имеет превосходные магнитные свойства в заданном направлении. Лист из электротехнической стали с ориентированной зеренной структурой представляет собой стальной лист, в котором с использованием комбинации из холодной прокатки и отжига ориентацию кристаллических зерен задают таким образом, чтобы ось легкого намагничивания этих зерен совпадала с направлением прокатки. Предпочтительно, чтобы потери в железе (в сердечнике), изготовленном из листа из электротехнической стали с ориентированной зеренной структурой, были как можно более низкими.
[0003]
Потери в железе разделяют на потери из-за вихревых токов и потери из-за гистерезиса. Кроме того, потери из-за вихревых токов разделяют на обычные потери из-за вихревых токов и аномальные потери из-за вихревых токов. Как правило, на поверхности стального листа (основного металла), в котором ориентацию кристаллических зерен формируют указанным выше образом, и на основе которого получают лист из электротехнической стали с ориентированной зеренной структурой, создают изолирующую пленку, чтобы уменьшить обычные потери из-за вихревых токов. Изолирующая пленка также оказывает влияние на обеспечение для этого стального листа электроизолирующих свойств, прочности на растяжение, термостойкости и подобного. Помимо этого, в последнее время в листе из электротехнической стали с ориентированной зеренной структурой между стальным листом и изолирующей пленкой также создают стеклянную пленку.
[0004]
С другой стороны, в качестве способа уменьшения потерь из-за аномальных вихревых токов используют способ управления магнитными доменами, заключающийся в уменьшении ширины магнитных доменов, ориентированных под углом 180° (уменьшении размеров магнитных доменов, ориентированных под углом 180°), путем создания деформаций в направлении, пересекающем направление прокатки, через заранее определенные интервалы в этом направлении прокатки. Способ управления магнитными доменами разделяют на способ неразрушающего управления, в котором деформацию в стальном листе, на основе которого получают лист из электротехнической стали с ориентированной зеренной структурой, создают при помощи средств, не вызывающих разрушение, и способ разрушающего управления, в котором, например, на поверхности этого стального листа создают бороздку.
[0005]
В случае изготовления с использованием листа из электротехнической стали с ориентированной зеренной структурой ленточного сердечника для трансформатора, необходимо выполнить отжиг, обеспечивающий снятие механических напряжений, чтобы устранить изменение формы из-за деформации, которое возникает при намотке этого листа в рулон. В случае изготовления такого ленточного сердечника с использованием листа из электротехнической стали с ориентированной зеренной структурой, в котором деформация создана с использованием способа неразрушающего управления магнитными доменами, из-за отжига, обеспечивающего снятие механических напряжений, деформация исчезает. Таким образом, также теряется эффект уменьшения размеров магнитных доменов (то есть, эффект уменьшения потерь из-за аномальных вихревых токов).
[0006]
С другой стороны, в случае изготовления такого ленточного сердечника с использованием листа из электротехнической стали с ориентированной зеренной структурой, в котором в соответствии со способом разрушающего управления магнитными доменами создана бороздка, эта бороздка не исчезает при выполнении отжига, обеспечивающего снятие механических напряжений. Соответственно, можно сохранить эффект уменьшения размеров магнитных доменов. В результате для ленточного сердечника в качестве способа уменьшения потерь из-за аномальных вихревых токов, как правило, применяют способ разрушающего управления магнитными доменами. Помимо этого, в случае изготовления для трансформатора наборного сердечника не возникает такой проблемы, как изменение формы из-за деформации, которая имеет место в случае ленточного сердечника. Соответственно, можно выборочно применять способ неразрушающего управления магнитными доменами или способ разрушающего управления магнитными доменами.
[0007]
Как правило, в качестве разрушающего способа управления магнитными доменами используется способ электролитического травления, в котором бороздку на поверхности стального листа, на основе которого получают лист из электротехнической стали с ориентированной зеренной структурой, создают путем электролитического травления (см. Патентный документ 1), способ прокатывания зубчатого колеса, в котором бороздку на поверхности стального листа, на основе которого получают лист из электротехнической стали с ориентированной зеренной структурой, создают путем механического воздействия в результате прокатывания зубчатого колеса по этой поверхности (см. Патентный документ 2), и способ облучения лазером, в котором бороздку на поверхности стального листа, на основе которого получают лист из электротехнической стали с ориентированной зеренной структурой, создают путем облучения лазером (см. Патентный документ 3).
[0008]
Например, при выполнении способа электролитического травления, изолирующую пленку (или стеклянную пленку) на поверхности стального листа удаляют по прямолинейной траектории с использованием лазера или механических средств, и затем выполняют электролитическое травление в незащищенной области этого листа, что позволяет создать на его поверхности бороздку. В случае применения способа электролитического травления, процесс изготовления листа из электротехнической стали с ориентированной зеренной структурой усложняется. Таким образом, существует проблема в виде увеличения стоимости изготовления. Кроме того, при выполнении способа прокатывания зубчатого колеса, так как стальной лист, то есть, лист из электротехнической стали с ориентированной зеренной структурой, представляет собой лист с очень большой твердостью, содержащий 3% Si по массе, могут возникнуть абразивное истирание и повреждение зубчатого колеса. В случае применения способа прокатывания зубчатого колеса, если зубчатое колесо истирается, возникает разница в глубине бороздки. Таким образом, существует проблема, заключающаяся в том, что трудно в достаточной степени обеспечить уменьшение потерь из-за аномальных вихревых токов.
[0009]
С другой стороны, в случае применения способа облучения лазером, на поверхности стального листа бороздку можно создавать относительно легким и устойчивым образом. Соответственно, не возникает проблем, присущих способу электролитического травления и способу прокатывания зубчатого колеса. Поэтому в последнее время в качестве способа управления магнитными доменами в листе из электротехнической стали с ориентированной зеренной структурой широко применяется способ облучения лазером.
Документы по известному уровню техники
Патентные документы
[0010]
Патентный документ 1: Проверенная заявка на японский патент, вторая публикация № S62-54873
Патентный документ 2: Проверенная заявка на японский патент, вторая публикация № S62-53579
Патентный документ 3: Непроверенная заявка на японский патент, первая публикация № Н6-57335
Сущность изобретения
Проблемы, устраняемые изобретением
[0011]
В случае применения способа облучения лазером в качестве способа управления магнитными доменами в листе из электротехнической стали с ориентированной зеренной структурой, если привести пример процесса изготовления, после создания изолирующей пленки на поверхности стального листа эту поверхность облучают лазером с верхней стороны изолирующей пленки, чтобы создать на ней бороздку. В этом случае бороздка сразу после облучения лазером не защищена от внешней среды. Таким образом, необходимо снова создавать изолирующую пленку на стальном листе после создания бороздки, чтобы предотвратить возникновение ржавчины в этой бороздке.
[0012]
Толщина изолирующей пленки в той зоне, где создана бороздка, больше ее толщины в других зонах. Таким образом, сцепление стального листа и изолирующей пленки в той зоне, где создана бороздка, ухудшается по сравнению с этими другими зонами. В результате на периферии бороздки в изолирующей пленке могут образовываться трещины или может происходить отслаивание этой пленки. Если в изолирующей пленке образуются трещины или происходит ее отслаивание, стальной лист может ржаветь.
Как описано выше, в случае применения способа облучения лазером в качестве способа управления магнитными доменами в листе из электротехнической стали с ориентированной зеренной структурой, существует проблема, заключающаяся в ухудшении коррозионной стойкости этого листа. Например, если возникает ржавчина, пленка по ее периферии отслаивается, и в случае, если имеют место значительные токи между слоями, могут увеличиться потери в железе. Кроме того, в случае, если в стальном листе происходит эрозия из-за ржавчины, немагнитная область расширяется, и оптимальные условия уменьшения размера магнитных доменов в некоторых случаях перестают сохраняться.
Помимо этого, указанная выше проблема возникает даже в случае применения процесса изготовления, при котором сначала на поверхности стального листа путем облучения лазером создают бороздку, а потом на этой поверхности создают изолирующую пленку.
[0013]
Изобретение создано с учетом указанных выше проблем, и его задачей является повышение коррозионной стойкости листа из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности стального листа создана бороздка.
Средства устранения проблемы
[0014]
Сущность изобретения является следующей.
(1) Согласно одному аспекту изобретения, предлагается лист из электротехнической стали с ориентированной зеренной структурой, включающий стальной лист, на поверхности которого создана бороздка, которая проходит в направлении, пересекающем направление прокатки, и в направлении по глубине, которое совпадает с направлением толщины листа. В продольном сечении бороздки, включающем направление по ее длине и направление по толщине листа, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф зоны дна бороздки, составляет от 1 мкм до 3 мкм, и средняя длина RSm элемента кривой шероховатости, характеризующего рельеф зоны дна бороздки, составляет от 10 мкм до 150 мкм. Лист из электротехнической стали с ориентированной зеренной структурой дополнительно включает изолирующую пленку. В случае, если бороздка рассматривается в поперечном сечении бороздки, перпендикулярном направлению ее протяженности, когда зона, протянувшаяся от базовой точки, которая является границей между этой бороздкой и поверхностью стального листа, на 10 мкм - 500 мкм в направлении перпендикулярном направлению толщины листа, и точками, удаленными от бороздки на поперечном сечении бороздки, задается в качестве зоны наличия частиц, изолирующая пленка в зоне наличия частиц включает железосодержащие частицы, для которых диаметр эквивалентной окружности составляет от 0,1 мкм до 2 мкм.
Отношение площади железосодержащих частиц к площади зоны наличия частиц больше или равно 0,1% и меньше 30%, и по химическому составу железосодержащие частицы содержат 80-100 мас.% Fe, 0-10 мас.% Si и 0-10 мас.% Mg.
[0015]
(2) Лист из электротехнической стали с ориентированной зеренной структурой, соответствующий пункту (1), может дополнительно включать стеклянную пленку, созданную между стальным листом и изолирующей пленкой. В этом случае, если в качестве зоны с повышенной концентрацией Mg задается зона в стеклянной пленке и изолирующей пленке, в которой в процентах по массе содержание Mg в среднем в 1,3 раза или более превышает его среднее содержание в этих пленках, то в поперечном сечении бороздки, перпендикулярном направлению по ее длине, упомянутая зона с повышенной концентрацией Mg может представлять собой зону, проходящую от базовой точки, представляющей границу между этой бороздкой и поверхностью стального листа, на 0,1 мкм - 10 мкм в направлении на удаление от этой бороздки, перпендикулярном направлению по толщине листа и лежащем в данном поперечном сечении. Кроме того, если смотреть на бороздку в направлении по толщине листа, зона с повышенной концентрацией Mg может быть непрерывной в направлении по длине бороздки, или может иметься множество зон с повышенной концентрацией Mg, расположенных с интервалом в направлении по длине бороздки, причем расстояние между зонами с повышенной концентрацией Mg, которые являются соседними в этом направлении, больше 0 и меньше или равно 100 мкм.
[0016]
(3) В листе из электротехнической стали с ориентированной зеренной структурой, соответствующем пункту (2), на бороздке могут быть созданы стеклянная пленка, имеющая среднюю толщину от 0 мкм до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, на стальном листе могут быть созданы стеклянная пленка, имеющая среднюю толщину от 0,5 мкм до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, и средняя толщина стеклянной пленки, созданной на бороздке, может быть меньше средней толщины стеклянной пленки, созданной на стальном листе.
[0017]
(4) В листе из электротехнической стали с ориентированной зеренной структурой, соответствующем любому из пунктов с (1) по (3), в стальном листе размер кристаллического зерна, контактирующего с бороздкой, может составлять 5 мкм или более.
Эффекты от применения изобретения
[0018]
Согласно этому аспекту изобретения, можно повысить коррозионную стойкость листа из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности стального листа создана бороздка.
Краткое описание чертежей
[0019]
На Фиг.1 приведен вид сверху листа 1 из электротехнической стали с ориентированной зеренной структурой, соответствующего варианту реализации изобретения.
На Фиг.2 приведено сечение плоскостью А-А, показанной на Фиг.1 (вид, если смотреть на бороздку 5 в сечении, проходящем в направлении по ее длине).
На Фиг.3 приведено сечение плоскостью В-В, показанной на Фиг.1 (вид, если смотреть на бороздку 5 в сечении, перпендикулярном направлению по ее длине).
На Фиг.4 приведен первый вид для пояснения определения эталонной линии BL для бороздки 5.
На Фиг.5А приведен второй вид для пояснения определения эталонной линии BL для бороздки 5.
На Фиг.5В приведен третий вид для пояснения определения эталонной линии BL для бороздки 5.
На Фиг.6 приведен четвертый вид для пояснения определения эталонной линии BL для бороздки 5.
На Фиг.7 приведено сечение плоскостью С-С, показанной на Фиг.6, этот чертеж служит для пояснения определения зоны 5а дна бороздки 5.
На Фиг.8 схематично показана кривая RC шероховатости, характеризующая рельеф зоны 5а дна бороздки.
На Фиг.9 приведено сечение плоскостью Е-Е, показанной на Фиг.6, этот чертеж служит для пояснения определения зоны 5b бороздки, зоны 2b стального листа, зоны W1 наличия частиц и зоны W2 с повышенной концентрацией Mg.
На Фиг.10 схематично показана зона W2 с повышенной концентрацией Mg, если смотреть на бороздку 5 в направлении Z по толщине листа.
На Фиг.11 приведена технологическая схема, иллюстрирующая этапы изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой.
На Фиг.12 приведен первый вид для пояснения этапа S08 облучения лазером из упомянутых этапов изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой.
На Фиг.13А приведен второй вид для пояснения этапа S08 облучения лазером из упомянутых этапов изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой.
На Фиг.13В приведен третий вид для пояснения этапа S08 облучения лазером из упомянутых этапов изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой.
На Фиг.14 приведен четвертый вид для пояснения этапа S08 облучения лазером из упомянутых этапов изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой.
Варианты реализации изобретения
[0020]
Далее подробно будет описан предпочтительный вариант реализации изобретения. Однако изобретение не ограничивается конфигурациями, рассмотренными для этого варианта, и без выхода за пределы сущности этого изобретения могут быть сделаны различные модификации. Кроме того, в диапазоны численных значений, которые указаны позднее, также включены их верхняя и нижняя границы.
Однако нижняя граница не включена в диапазон численных значений, который указывается как "больше" нижней границы, и верхняя граница не включена в диапазон численных значений, который указывается как "меньше" верхней границы.
[0021]
Далее со ссылкой на сопровождающие чертежи будет подробно описан вариант реализации изобретения.
На Фиг.1 приведен вид сверху листа 1 из электротехнической стали с ориентированной зеренной структурой, соответствующего этому варианту. На Фиг.2 приведено сечение плоскостью А-А, показанной на Фиг.1. На Фиг.3 приведено сечение плоскостью В-В, показанной на Фиг.1. Помимо этого, на Фиг.1 - Фиг.3 направление прокатки листа 1 из электротехнической стали с ориентированной зеренной структурой указано как Х, направление по ширине листа 1 из электротехнической стали с ориентированной зеренной структурой (направление, перпендикулярное направлению прокатки и находящееся в той же плоскости) указано как Y, и направление по толщине листа 1 из электротехнической стали с ориентированной зеренной структурой (направление, перпендикулярное плоскости XY) указано как Z.
[0022]
Как показано на Фиг.1 - Фиг.3, лист 1 из электротехнической стали с ориентированной зеренной структурой включает стальной лист (основной металл) 2, в котором с использованием комбинации из холодной прокатки и отжига ориентацию кристаллов задают таким образом, чтобы ось легкого намагничивания кристаллических зерен совпадала с направлением Х прокатки, стеклянную пленку 3, которая создана на поверхности (поверхности 2а) стального листа 2, и изолирующую пленку 4, которая создана на поверхности стеклянной пленки 3.
[0023]
Как показано на Фиг.1, на поверхности 2а стального листа с заранее определенным интервалом, заданным в направлении Х прокатки, для уменьшения размеров магнитных доменов создано множество канавок 5, которые проходят в направлении, пересекающем это направление Х, и направление по глубине которых совпадает с направлением Z по толщине листа. А именно, на Фиг.2 приведен вид одной из канавок 5 в сечении, включающем направление по ее длине и направление Z по толщине листа. На Фиг.3 приведен вид этой бороздки 5 в сечении, перпендикулярном направлению по ее длине. Помимо этого, при создании канавок 5 таким образом, что они пересекают направление Х, необязательно, чтобы направление по длине бороздки было перпендикулярно этому направлению Х. Однако для этого варианта ради удобства пояснения в качестве примера будет рассмотрен случай, когда направление по длине бороздки перпендикулярно направлению Х прокатки. Кроме того, если смотреть на каждую бороздку 5 в направлении Z по толщине листа (смотреть на бороздку 5 сверху), она может иметь дугообразную форму. Однако для этого варианта ради удобства пояснения в качестве примера будет рассмотрена бороздка 5, имеющая прямолинейную форму.
[0024]
Стальной лист 2 в качестве химических компонентов содержит в процентах по массе: 0,8% - 7% Si, от более 0% до не более 0,085% С, 0% - 0,065% Al, растворимого в кислотах, 0% - 0,012% N, 0% - 1% Mn, 0% - 0,3% Cr, 0% - 0,4% Cu, 0% - 0,5% Р, 0% - 0,3% Sn, 0% - 0,3% Sb, 0% - 1% Ni, 0% - 0,015% S, 0% - 0,015% Se, остальное - Fe и неизбежные примеси.
[0025]
Химические компоненты стального листа 2 - это компоненты, которые предпочтительны для управления текстурой Госса, при которой ориентацией кристаллов является {110}<001>. Из этих химических элементов основными являются Si и С, а растворимый в кислотах Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se выбирают по необходимости. Содержание выбираемых химических элементов может зависеть от их назначения. Соответственно, нет необходимости задавать нижнюю границу, и нижней границей может быть 0%. Кроме того, эффект от применения этого варианта не снижается, даже если выбираемые химические элементы содержатся в качестве примесей. В стальном листе 2 кроме основных химических элементов и выбираемых химических элементов могут содержаться только Fe и примеси. Кроме того, примеси представляют собой химические элементы, которые неизбежно примешаны из-за того, что исходным материалом являются руда или лом, либо из-за среды изготовления и т.п. при промышленном производстве стального листа 2.
Кроме того, лист из электротехнической стали, как правило, подвергают отжигу, обеспечивающему очистку во время вторичной рекристаллизации. Во время очистного отжига происходит выделение из системы вовне химического элемента, создающего ингибитор. В частности, происходит значительное уменьшение концентрации N и S, которая становится равной 50 частей на миллион или менее. В типичных условиях очистного отжига эта концентрация становится равной 9 частей на миллион или менее, либо 6 частей на миллион или менее. Если очистной отжиг выполнен в достаточной степени, эта концентрация достигает определенного уровня (1 часть на миллион или менее), при котором невозможно обнаружение при обычном анализе.
[0026]
Содержание химических компонентов в стальном листе 2 можно измерять при помощи обычного способа анализа стали. Например, содержание химических компонентов в стальном листе 2 можно измерять с использованием атомно-эмиссионной спектроскопии с использование индуктивно связанной плазмы (ICP-AES). Если говорить конкретно, можно определять химические компоненты, выполняя измерения для испытательного образца в виде квадрата со стороной 35 мм, полученного из центральной области стального листа 2 после удаления пленки, с использованием ICPS-8100 (измерительное устройство, производимое Shimadzu Corporation) и т.п. в условиях, заданных на основе калибровочной кривой, которую получают заранее. Помимо этого, содержание C и S можно измерять с использованием способа на основе сжигания/поглощения инфракрасного излучения, и содержание N можно измерять с использованием способа на основе плавления в инертном газе/теплопроводности.
[0027]
Для примера, стеклянная пленка 3 состоит из сложного оксида, такого как форстерит (Mg2SiO4), шпинель (Mg2Al2O4) и кордиерит (Mg2Al4Si5O16). Хотя подробно это будет описано позднее, стеклянная пленка 3 - это пленка, которую создают, чтобы предотвратить прилипание к стальном листу 2 на этапе окончательного отжига, являющемся одним из этапов при изготовлении листа 1 из электротехнической стали с ориентированной зеренной структурой. Соответственно, стеклянная пленка 3 не является обязательным элементом из составных элементов листа 1 из электротехнической стали с ориентированной зеренной структурой.
[0028]
Для примера, изолирующая пленка 4 содержит коллоидный оксид кремния и фосфат и обеспечивает получение для стального листа 2 электроизолирующих свойств, прочности на растяжение, коррозионной стойкости, термостойкости и т.п.
[0029]
Помимо этого, например, стеклянная пленка 3 и изолирующая пленка 4 с листа 1 из электротехнической стали с ориентированной зеренной структурой могут быть удалены при помощи следующего способа. Лист 1 из электротехнической стали с ориентированной зеренной структурой, включающий стеклянную пленку 3 или изолирующую пленку 4, погружают в водный раствор гидроксида натрия, содержащий 10 мас.% NaOH и 90 мас.% Н2О и имеющий температуру 80°С, на 15 минут. Затем лист 1 из электротехнической стали с ориентированной зеренной структурой погружают в водный раствор серной кислоты, содержащий 10 мас.% H2SO4 и 90 мас.% Н2О и имеющий температуру 80°С, на 3 минуты. После этого лист 1 из электротехнической стали с ориентированной зеренной структурой погружают в водный раствор азотной кислоты, содержащий 10 мас.% HNO3 и 90 мас.% Н2О и имеющий комнатную температуру, на период, который немного короче 1 минуты, и промывают. И, наконец, лист 1 из электротехнической стали с ориентированной зеренной структурой сушат с использованием вентилятора, создающего теплый поток, в течение периода, который немного короче 1 минуты. Помимо этого, в случае, если стеклянная пленка 3 или изолирующая пленка 4 удалены с листа 1 из электротехнической стали с ориентированной зеренной структурой при помощи описанного выше способа, удостоверяются, что форма или шероховатость бороздки 5 в стальном листе 2 приблизительно те же, что и перед созданием этих пленок.
[0030]
Лист 1 из электротехнической стали с ориентированной зеренной структурой, соответствующий этому варианту, имеет следующие характеристики А, В, С, D, позволяющие повысить коррозионную стойкость.
(А) Показатели Ra, RSm шероховатости поверхности, отражающие шероховатость поверхности в зоне дна бороздки 5, находятся в заранее определенных диапазонах.
(В) Предпочтительно, чтобы изолирующая пленка 4 включала железосодержащие частицы.
(С) Предпочтительно, чтобы в стеклянной пленке 3 и изолирующей пленке 4 имелась зона с повышенной концентрацией Mg в месте рядом с бороздкой 5, проходящая в направлении по длине этой бороздки.
(D) Предпочтительно, чтобы в стальном листе 2 размер кристаллического зерна, выходящего на поверхность бороздки 5, составлял 5 мкм или более.
Далее характеристики А, В, С, D будут описаны подробно.
[0031]
Относительно Характеристики А
В этом варианте, как показано на Фиг.2, в сечении (продольном сечении) бороздки 5, включающем направление по ее длине (в этом варианте - направление, параллельное направлению Y по ширине листа) и направление Z по толщине листа, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф зоны 5а дна бороздки 5, составляет от 1 мкм до 3 мкм, предпочтительно от 1,2 мкм до 2,5 мкм и более предпочтительно от 1,3 мкм до 2,3 мкм, и средняя длина RSm элемента кривой шероховатости, характеризующего рельеф зоны 5а дна бороздки 5, составляет от 10 мкм до 150 мкм, предпочтительно от 40 мкм до 145 мкм и более предпочтительно от 60 мкм до 140 мкм.
[0032]
Когда показатели Ra, RSm шероховатости поверхности находятся в указанных выше диапазонах, зона 5а дна бороздки в определенной степени становится шероховатой поверхностью. Соответственно, из-за якорного эффекта улучшается сцепление между стальным листом 2 и стеклянной пленкой 3 или изолирующей пленкой 4. Поэтому на периферии бороздки 5 снижается вероятность образования трещин в стеклянной пленке 3 или изолирующей пленке 4 или отслаивания этих пленок. В результате повышается коррозионная стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности стального листа 2 создана бороздка 5.
[0033]
При этом, как показано на Фиг.3, глубина бороздки 5 не всегда является постоянной в направлении по ее ширине. Соответственно, необходимо конкретизировать зону 5а дна бороздки 5 с использованием продольного сечения этой бороздки. Далее будет описан примерный способ определения зоны 5а дна бороздки в продольном сечении этой бороздки.
[0034]
Как показано на Фиг.4, если смотреть на бороздку 5 в направлении Z по толщине листа (смотреть на бороздку 5 сверху), диапазон 50 исследования задают равным части этой бороздки, и в этом диапазоне в направлении по длине бороздки задают множество (n) виртуальных линий L1 - Ln. Предпочтительно ограничивать диапазон 50 исследования зоной, не включающей край бороздки 5 в направлении по ее длине (то есть, зоной, в которой форма дна бороздки не изменяется). Например, диапазон 50 исследования может представлять собой зону исследования, в которой находится участок бороздки длиной приблизительно 300 мкм. Далее, при измерении шероховатости поверхности бороздки 5 вдоль виртуальной линии L1 с использованием устройства для измерения шероховатости, в котором применяется лазерный луч и т.п., как показано на Фиг.5А, получают кривую MCL1 измеренных значений для сечения, характеризующую рельеф бороздки 5 в направлении по ее длине, эта операция выполняется для геометрии виртуальной линии L1.
[0035]
После получения кривой для сечения в результате применения фильтра низких частот (значение отсечения: λs) к кривой MCL1 измеренных значений для сечения, полученной на виртуальной линии L1, как описано выше, в результате применения к этой кривой для сечения полосового фильтра (значение отсечения: λf, λс) для удаления из нее длинноволновых и коротковолновых компонентов, как показано на Фиг.5В, получают волнообразную кривую LWC1, характеризующую рельеф бороздки 5 в направлении по ее длине, эта операция выполняется для геометрии виртуальной линии L1. Волнообразная кривая - это один из типов кривых, характеризующих рельеф, для использования в комбинации с указанной далее кривой шероховатости. Кривая шероховатости - это кривая, характеризующая рельеф, которая подходит для точного представления именно шероховатости поверхности при данном рельефе, а волнообразная кривая - это кривая рельефа, подходящая для упрощенного представления рельефа при помощи плавной линии.
[0036]
Как показано на Фиг.5В, с использованием волнообразной кривой LWC1 для множества (m) положений на виртуальной линии L1 получают расстояния (значения d1 - dm глубины в мкм) в направлении Z по толщине листа от поверхности 2а стального листа до рельефа (то есть, волнообразной кривой LWC1) бороздки 5. Кроме того, получают среднее значение для значений d1 - dm глубины (среднюю глубину D1 бороздки). В соответствии с этим способом измерений также получают значения D2 - Dn средней глубины для других виртуальных линий L2 - Ln.
Помимо этого, для измерения расстояния от поверхности 2а стального листа до рельефа (волновой кривой LWC1) бороздки 5 необходимо заранее измерить положение (высоту) поверхности 2а стального листа в направлении Z по толщине листа. Например, положение (высоту) поверхности 2а стального листа в направлении Z по толщине листа можно измерить во множестве мест на этой поверхности в пределах диапазона 50 исследования с использованием устройства для измерения шероховатости поверхности, в котором применяется лазерный луч, и в качестве высоты поверхности 2а стального листа может быть использовано среднее значение от результатов этих измерений.
[0037]
В этом варианте из множества виртуальных линий L1 - Ln в качестве эталонной линии BL для бороздки выбирают ту, которая соответствует направлению по длине бороздки и удовлетворяет условию наличия на ней максимального значения средней глубины бороздки, и в качестве средней глубины D (в мкм) бороздки 5 задают ее среднюю глубину на этой эталонной линии BL. Например, как показано на Фиг.6, если имеется множество значений D1 - Dn средней глубины бороздки, полученных для виртуальных линий L1 - Ln, и при этом максимальным является значение D3 средней глубины, то в качестве эталонной линии BL для бороздки задается виртуальная линия L3, и в качестве глубины D бороздки 5 задается значение D3 средней глубины на виртуальной линии L3. Для обеспечения желаемого эффекта уменьшения размеров магнитных доменов предпочтительно, чтобы глубина D бороздки 5 в этом варианте составляла от 5 мкм до 40 мкм.
Помимо этого, для обеспечения желаемого эффекта уменьшения размеров магнитных доменов предпочтительно, чтобы ширина W бороздки 5 в этом варианте составляла 10 мкм - 250 мкм. Ширина W бороздки может быть получена как длина отрезка прямой (величина раскрытия бороздки), соединяющего две точки, в которых глубина, измеряемая от поверхности 2а стального листа до поверхности бороздки 5 в направлении Z по толщине листа, равна 0,05˟D (где D - глубина бороздки 5), где эти точки находятся на волнообразной кривой для бороздки 5, которая получена в поперечном сечении этой бороздки, перпендикулярном направлению по ее длине (см. Фиг.9).
[0038]
На Фиг.7 приведено сечение плоскостью С-С, показанной на Фиг.6. А именно, на Фиг.7 приведено продольное сечение бороздки 5, включающее эталонную линию BL для бороздки и направление Z по толщине листа. В этом варианте, как показано на Фиг.7, в качестве зоны 5а дна бороздки задается рельеф этой бороздки, показанный в пределах диапазона 50 исследования, в продольном сечении бороздки 5, включающем эталонную линию BL для бороздки и направление Z по толщине листа.
[0039]
Зона 5а дна бороздки 5 определяется в соответствии с описанным выше способом. То есть, в этом варианте, как показано на Фиг.8, среднее арифметическое значение высоты Ra кривой RC шероховатости, которую получают путем преобразования кривой измеренных значений для сечения, характеризующей рельеф зоны 5а дна бороздки 5 в ее продольном сечении, включающем эталонную линию BL для бороздки и направление Z по толщине листа, составляет от 1 мкм до 3 мкм, предпочтительно от 1,2 мкм до 2,5 мкм и более предпочтительно от 1,3 до 2,3 мкм, и средняя длина RSm элемента кривой шероховатости, который получают путем преобразования упомянутой кривой измеренных значений для сечения, составляет от 10 мкм до 150 мкм, предпочтительно от 40 мкм до 145 мкм и более предпочтительно от 60 мкм до 140 мкм. Кривую RC шероховатости получают следующим образом. После получения кривой для сечения в результате применения фильтра низких частот со значением отсечения λs к кривой измеренных значений для сечения, полученной для эталонной линии BL, к этой кривой для сечения применяют фильтр высоких частот (значение отсечения: λс) для исключения длинноволнового компонента из этой кривой. Таким образом, получают кривую RC шероховатости. В основе определения среднего арифметического значения высоты Ra кривой RC шероховатости и средней длины RSm элемента этой кривой лежит японский промышленный стандарт JIS В0601 (2013).
[0040]
Относительно Характеристики В
Как показано на Фиг.3, в этом варианте в поперечном сечении бороздки 5, перпендикулярном направлению по ее длине, в качестве зоны W1 наличия частиц задается зона, проходящая от базовой точки, представляющей границу G между этой бороздкой и поверхностью 2а стального листа, на 10 мкм - 500 мкм в направлении на удаление от этой бороздки, и точками удаленными от бороздки 5 в перпендикулярном направлению Z по толщине листа.
[0041]
Как показано на Фиг.3, в этом варианте изолирующая пленка 4 в зоне W1 наличия частиц включает железосодержащие частицы 6, для которых диаметр эквивалентной окружности составляет от 0,1 мкм до 2 мкм. Отношение площади железосодержащих частиц 6 к площади зоны W1 наличия частиц больше или равно 0,1% и меньше 30%. Здесь площадь железосодержащих частиц 6 представляет собой сумму площадей (суммарную площадь), то есть, площадей поверхностей, множества железосодержащих частиц 6, присутствующих в зоне W1 наличия частиц, имеющейся в изолирующей пленке 4. В случае, если отношение площади железосодержащих частиц 6 к площади зоны W1 наличия частиц больше или равно 0,1%, прочность изолирующей пленки 4 увеличивается, и в ней образуется меньше трещин. В результате повышается коррозионная стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой. Поэтому предпочтительно, чтобы отношение площади железосодержащих частиц 6 к площади зоны W1 наличия частиц было больше или равно 0,1%. С другой стороны, если отношение площади железосодержащих частиц 6 к площади зоны W1 наличия частиц больше 30%, увеличивается проводимость сердечника, а межслойное сопротивление уменьшается. Соответственно, возникает ток короткого замыкания, и в листе 1 из электротехнической стали с ориентированной зеренной структурой увеличиваются потери из-за вихревых токов. Поэтому предпочтительно, чтобы отношение площади железосодержащих частиц 6 к площади зоны W1 наличия частиц было меньше 30%. Железосодержащие частицы 6 содержат от 80% до 100% железа по массе. Железосодержащие частицы 6 могут дополнительно содержать в процентах по массе от 0% до 10% Si и от 0% до 10% Mg.
[0042]
Если ширина зоны W1 наличия частиц удовлетворяет указанному выше условию, и размер железосодержащих частиц 6, определяемый диаметром эквивалентной окружности, и их площадь удовлетворяют указанным выше условиям, повышается прочность изолирующей пленки 4 в зоне W1 наличия частиц. Соответственно, на периферии бороздки 5 снижается вероятность образования трещин в изолирующей пленке 4 или ее отслаивания. В результате дополнительно повышается коррозионная стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности стального листа 2 создана бороздка 5.
[0043]
Однако, если исследовать поперечное сечение бороздки 5 с использованием электронного микроскопа и т.п., граница G между этой бороздкой и поверхностью 2а стального листа может быть нечеткой. Соответственно, необходимо уточнить границу G между бороздкой 5 и поверхностью 2а стального листа. Далее будет описан примерный способ определения границы G между бороздкой 5 и поверхностью 2а стального листа в поперечном сечении этой бороздки.
[0044]
На Фиг.9 приведено сечение плоскостью Е-Е, показанной на Фиг.6. А именно, на Фиг.9 приведено поперечное сечение бороздки 5, перпендикулярное направлению по ее длине. Как показано на Фиг.9, в поперечном сечении бороздки 5 в качестве волнообразной кривой SWC для поперечного сечения бороздки задается кривая, которая получена путем преобразования в волнообразную кривую кривой измеренных значений для сечения, которая показана для поперечного сечения этой бороздки и характеризует ее рельеф. Как показано на Фиг.9, при задании виртуальной линии Ls, перпендикулярной эталонной линии BL для бороздки и лежащей в плоскости XY, и измерении шероховатости поверхности стального листа 2, включающего бороздку 5, вдоль виртуальной линии Ls с использованием устройства для измерения шероховатости, в котором применяется лазерный луч и т.п., получают кривую измеренных значений для сечения, характеризующую рельеф бороздки 5 в поперечном сечении, эта операция выполняется для геометрии виртуальной линии Ls.
[0045]
Волновую кривую SWC для поперечного сечения бороздки, которая показана для этого поперечного сечения, получают следующим образом. После получения кривой для сечения в результате применения фильтра низких частот (значение отсечения: λs) к кривой измеренных значений для сечения, полученной на виртуальной линии Ls, к этой кривой для сечения применяют полосовой фильтр (значение отсечения: λf, λс) для удаления из нее длинноволнового и коротковолнового компонентов. Таким образом, получают волнообразную кривую SWC для поперечного сечения бороздки.
[0046]
Как показано на Фиг.9, с использованием волнообразной кривой SWC для поперечного сечения бороздки, которая показана для поперечного сечения и характеризует рельеф бороздки 5, во множестве (р) точек на виртуальной линии Ls получают расстояния (значения f1 - fp глубины в мкм) между поверхностью 2а стального листа и рельефом (то есть, волнообразной кривой SWC для поперечного сечения) бороздки 5 в направлении Z по толщине листа. В этом варианте, как показано на Фиг.9, в качестве зоны 5b бороздки задается зона, удовлетворяющая приведенному далее Неравенству (2) для волнообразной кривой SWC для поперечного сечения бороздки, а в качестве зоны 2b стального листа задается оставшаяся зона. В качестве границы G между бороздкой 5 и поверхностью 2а стального листа задается граница между зоной 5b бороздки и зоной 2b стального листа. Помимо этого, ширина зоны 5b бороздки представляет собой ширину W бороздки.
fi ≥ 0,05˟D (2)
где i - целое число от 1 до р
[0047]
Относительно Характеристики С
В этом варианте в качестве зоны W2 с повышенной концентрацией Mg задается зона в стеклянной пленке 3 и изолирующей пленке 4, в которой в процентах по массе содержание Mg в среднем в 1,3 раза или более превышает его среднее содержание в этих пленках. Как показано на Фиг.3, в этом варианте в поперечном сечении бороздки 5, перпендикулярном направлению по ее длине, зона W2 с повышенной концентрацией Mg - это зона, проходящая от базовой точки, представляющей собой границу G между этой бороздкой и поверхностью 2а стального листа, на 0,1 мкм - 10 мкм в направлении на удаление от этой бороздки, перпендикулярном направлению Z по толщине листа и лежащем в данном поперечном сечении.
[0048]
То есть, в зоне W2 с повышенной концентрацией Mg, показанной на Фиг.3, в процентах по массе среднее содержание Mg в стеклянной пленке 3 и изолирующей пленке 4 в 1,3 или более раз превышает его среднее содержание в этих пленках. Помимо этого, как описано выше, в качестве границы G между бороздкой 5 и поверхностью 2а стального листа задана граница между зоной 5b бороздки и зоной 2b стального листа (см. Фиг.9).
[0049]
Кроме того, как показано на Фиг.10, если смотреть на бороздку в направлении Z по толщине листа (смотреть на бороздку 5 сверху), имеется множество зон W2 с повышенной концентрацией Mg, проходящих в направлении по длине бороздки. В этом случае расстояние dw между зонами W2 с повышенной концентрацией Mg, которые являются соседними в направлении по длине бороздки, больше 0 и меньше или равно 100 мкм. В качестве альтернативы, зона W2 с повышенной концентрацией Mg может быть непрерывной в направлении по длине бороздки. Помимо этого, содержание Mg можно измерить с использованием устройства для электронного микрозондового анализа (ЕРМА) и т.п.
[0050]
Если ширина зоны W2 с повышенной концентрацией Mg не выходит за пределы указанного выше диапазона, и расстояние dw между зонами W2 с повышенной концентрацией Mg, которые являются соседними в направлении по длине бороздки, не выходит за пределы указанного выше диапазона, изолирующая пленка 4 имеет прочную связь с поверхностью стального листа 2. Соответственно, на периферии бороздки 5 снижается вероятность образования трещин в изолирующей пленке 4 или ее отслаивания. В результате дополнительно повышается коррозионная стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности 2 стального листа создана бороздка 5.
[0051]
Относительно Характеристики D
В этом варианте предпочтительно, чтобы в стальном листе 2 средний размер кристаллического зерна, выходящего на поверхность бороздки 5, составлял 5 мкм или более. В случае, если на периферии бороздки имеется зона плавления и кристаллизации, возникающая в результате создания этой бороздки, размер кристаллического зерна, выходящего на поверхность бороздки 5, уменьшается. В этом случае имеется высокая вероятность того, что ориентация кристаллов в итоге отклонится от {110}<100>. Таким образом, имеется высокая вероятность того, что не будут получены предпочтительные магнитные свойства. Соответственно, предпочтительно, чтобы на периферии бороздки 5 не было зоны плавления и кристаллизации. В случае, если на периферии бороздки 5 нет зоны плавления и кристаллизации, средний размер кристаллического зерна (зерна, возникающего при вторичной рекристаллизации), выходящего на поверхность бороздки 5, становится равным 5 мкм или больше этого. Кроме того, верхняя граница размера кристаллического зерна, выходящего на поверхность бороздки 5, конкретным образом не ограничивается, но ее можно задать равной 100˟103 мкм или меньше этого. Помимо этого, размер кристаллического зерна представляется диаметром эквивалентной окружности. Например, размер кристаллического зерна может быть получен при помощи обычного способа измерения кристаллических зерен, например, ASTM Е112, либо может быть получен при помощи способа, в котором используется дифракция обратно рассеянных электронов (EBSD). Кроме того, кристаллическое зерно, выходящее на поверхность бороздки 5, можно исследовать в поперечном сечении бороздки, или сечении, перпендикулярном направлению Z по толщине листа.
Например, бороздку 5, которая не включает зону плавления и кристаллизации, можно получить при помощи способа изготовления, который приведен далее.
[0052]
Как описано выше, согласно этому варианту, можно в значительной степени повысить коррозионную стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности 2а стального листа создана бороздка 5.
[0053]
Кроме того, как показано на Фиг.3, для этого варианта в качестве примера приведено состояние, при котором в бороздке 5 (зоне 5b бороздки) отсутствует стеклянная пленка 3 (то есть, состояние, при котором средняя толщина стеклянной пленки 3 составляет 0 мкм), но в этой бороздке можно создать стеклянную пленку 3 со средней толщиной больше 0 мкм и меньше или равной 5 мкм и изолирующую пленку 4 со средней толщиной от 1 мкм до 5 мкм. Кроме того, стеклянную пленку 3 со средней толщиной от 0,5 мкм до 5 мкм и изолирующую пленку 4 со средней толщиной от 1 мкм до 5 мкм можно создать на поверхности 2а стального листа (в зоне 2b стального листа). Кроме того, средняя толщина стеклянной пленки 3 в бороздке 5 может быть меньше ее средней толщины на поверхности 2а стального листа.
[0054]
Если толщину стеклянной пленки 3 и изолирующей пленки 4 задают таким образом, как указано выше, на периферии бороздки 5 снижается вероятность образования трещин в изолирующей пленке 4 или ее отслаивания. Соответственно, дополнительно повышается коррозионная стойкость листа 1 из электротехнической стали с ориентированной зеренной структурой. Кроме того, при применении конфигурации, в которой в бороздке 5 нет стеклянной пленки 3 (то есть, конфигурации, в которой средняя толщина стеклянной пленки 3 в этой бороздке составляет 0 мкм), можно дополнительно уменьшить расстояние между поверхностями расположенных напротив стенок бороздки (ширину бороздки). Соответственно, можно дополнительно усилить эффект уменьшения размеров магнитных доменов (то есть, эффект уменьшения аномальных вихревых токов), обусловленный наличием бороздки 5.
[0055]
Кроме того, для этого варианта в качестве примера приведен лист 1 из электротехнической стали с ориентированной зеренной структурой, который включает стеклянную пленку 3. Однако, в связи с тем, что, как указано выше, стеклянная пленка не является обязательным составным элементом, даже при применении изобретения для листа из электротехнической стали с ориентированной зеренной структурой, в состав которого входят только стальной лист 2 и изолирующая пленка 4, можно обеспечить повышение коррозионной стойкости. В листе из электротехнической стали с ориентированной зеренной структурой, в состав которого входят только стальной лист 2 и изолирующая пленка 4, в бороздке 5 (в зоне 5b бороздки) можно создать изолирующую пленку 4 со средней толщиной от 1 мкм до 5 мкм, и на поверхности 2а стального листа (зоне 2b стального листа) можно создать изолирующую пленку 4 со средней толщиной от 1 мкм до 5 мкм.
[0056]
Далее будет описан способ изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой, соответствующего этому варианту.
На Фиг.11 приведена технологическая схема, иллюстрирующая этапы изготовления листа 1 из электротехнической стали с ориентированной зеренной структурой. Как показано на Фиг.11, на первом этапе S01 литья в машину для непрерывного литья подают расплавленную сталь, имеющую следующий химический состав в процентах по массе: 0,8% - 7% Si, от более 0% до не более 0,085% С, 0% - 0,065% Al, растворимого в кислотах, 0% - 0,012% N, 0% - 1% Mn, 0% - 0,3% Cr, 0% - 0,4% Cu, 0% - 0,5% Р, 0% - 0,3% Sn, 0% - 0,3% Sb, 0% - 1% Ni, 0% - 0,015% S, 0% - 0,015% Se, остальное - Fe и неизбежные примеси, и в непрерывном режиме получают сляб.
[0057]
Затем на этапе S02 горячей прокатки сляб, полученный на этапе S01 литья, нагревают до заранее определенной температуры (например, 1150°С - 1400°С) и выполняют для него горячую прокатку. Таким образом, например, получают горячекатаный стальной лист, имеющий толщину от 1,8 до 3,5 мм.
[0058]
Затем на этапе S03 отжига для горячекатаного стального листа, полученного на этапе S02 горячей прокатки, выполняют отжиг с заранее определенным температурным режимом (например, режим, при котором поддерживают температуру нагрева 750°С - 1200°С в течение периода от 30 секунд до 10 минут). Затем на этапе S04 холодной прокатки поверхность горячекатаного стального листа, подвергнутого отжигу на этапе S03, очищают от окалины и после этого для данного листа выполняют холодную прокатку. Таким образом, например, получают холоднокатаный стальной лист, имеющий толщину от 0,15 до 0,35 мм.
[0059]
Затем на этапе S05 обезуглероживающего отжига для холоднокатаного стального листа, полученного на этапе S04 холодной прокатки, выполняют термообработку (а именно, обезуглероживающий отжиг) с заранее определенным температурным режимом (например, режим, при котором поддерживают температуру нагрева 700°С - 900°С в течение периода от 1 до 3 минут). При выполнении обезуглероживающего отжига в холоднокатаном стальном листе содержание углерода снижается до заранее определенного уровня или ниже, и возникает структура после первичной рекристаллизации. Кроме того, на этапе S05 обезуглероживающего отжига на поверхности холоднокатаного стального листа возникает оксидный слой, содержащий в качестве основного компонента оксид кремния (SiO2).
[0060]
Затем на этапе S06 нанесения обжигового сепаратора, на поверхность холоднокатаного стального листа (поверхность оксидного слоя) наносят отжиговый сепаратор, который содержит в качестве основного компонента оксид магния (MgO). Затем на этапе S07 окончательного отжига для холоднокатаного стального листа, на который нанесен отжиговый сепаратор, выполняют термообработку (а именно, окончательный отжиг) с заранее определенным температурным режимом (например, режим, при котором поддерживают температуру нагрева 1100°С - 1300°С в течение периода от 20 до 24 часов). При выполнении окончательного отжига в холоднокатаном стальном листе происходит вторичная рекристаллизация, и этот лист очищается. В результате можно получить холоднокатаный стальной лист, который имеет указанный выше для стального листа 2 химический состав, и в котором ориентация кристаллов задана таким образом, что ось легкого намагничивания кристаллических зерен совпадает с направлением Х прокатки (то есть, стальной лист 2 в состоянии перед созданием бороздки 5 в листе 1 из электротехнической стали с ориентированной зеренной структурой).
[0061]
Кроме того, при выполнении окончательного отжига таким образом, как описано выше, оксидный слой, содержащий в качестве основного компонента оксид кремния, реагирует с отжиговым сепаратором, который содержит в качестве основного компонента оксид магния, и на поверхности стального листа 2 возникает стеклянная пленка 3, включающая сложный оксид, например, форстерит (Mg2SiO4). На этапе S07 окончательного отжига этот отжиг выполняют в состоянии, когда стальной лист 2 смотан в рулон. Стеклянная пленка 3 возникает на поверхности стального листа 2 во время окончательного отжига. Соответственно, можно предотвратить сцепление в стальном листе 2, свернутом в рулон.
[0062]
Затем на этапе S08 облучения лазером поверхность (только одну поверхность) стального листа 2, на котором создана стеклянная пленка 3, облучают лазером для создания на этой поверхности на заранее определенных интервалах в направлении Х прокатки множества канавок 5, проходящих в направлении, пересекающем это направление прокатки. Далее этап S08 облучения лазером будет подробно описан со ссылкой на Фиг.12 - Фиг.14.
[0063]
Как показано на Фиг.12, на этапе S08 облучения лазером лазерный луч YL, испускаемый источником лазерного излучения (не показан), направляют в устройство 10 для облучения лазером по оптическому волокну 9. В устройстве 10 для облучения лазером установлены многогранное зеркало (не показано) и устройство, обеспечивающее поворот этого зеркала (не показано). Устройство 10 для облучения лазером облучает поверхность стального листа 2 лазерным лучом YL, перемещая этот луч относительно стального листа 2 в направлении, приблизительно параллельном направлению Y по ширине этого листа, за счет поворота многогранного зеркала.
[0064]
На область стального листа 2, облучаемую лазерным лучом YL, в комбинации с этим облучением распыляется вспомогательный газ 25, например, воздух и инертный газ. Примеры инертного газа включают азот, аргон и т.д. Вспомогательный газ 25 обеспечивает удаление части материала стального листа 2, которая расплавилась или разбрасывается под воздействием облучения лазером. Благодаря распылению вспомогательного газа 25, лазерный луч YL достигает стального листа 2 без препятствий, создаваемых расплавленной или разбрасываемой частью материала. Соответственно, бороздку 5 создают устойчивым образом. Кроме того, благодаря распылению вспомогательного газа 25, можно не допустить прикрепления этой части материала к стальному листу 2. В результате на линии перемещения лазерного луча YL возникает бороздка 5.
[0065]
На этапе S08 облучения лазером поверхность стального листа 2 облучают этим лучом при одновременной транспортировке этого листа в направлении перемещения, совпадающем с направлением Х прокатки. При этом скорость поворота многогранного зеркала задают с учетом скорости транспортировки стального листа 2, чтобы бороздки 5 создавались с заранее определенным интервалом PL в направлении Х прокатки. В результате, как показано на Фиг.12, на поверхности стального листа 2 с заранее определенным интервалом PL в направлении Х прокатки возникает множество канавок 5, пересекающих это направление.
[0066]
В качестве источника лазерного излучения можно использовать, например, оптоволоконный лазер. В качестве источника лазерного излучения можно было бы использовать лазер с высокой выходной мощностью, например, лазер на алюмоиттриевом гранате (YAG, Yttrium-Aluminum Garnet), полупроводниковый лазер и лазер на CO2, которые обычно используются в промышленности. Кроме того, при условии устойчивого создания бороздки 5, в качестве источника лазерного излучения можно было бы использовать импульсный лазер или лазер с непрерывной волной. Для создания лазерного луча YL предпочтительно использовать одномодовый лазер, который имеет высокую концентрацию светового потока и подходит для создания бороздки.
[0067]
Что касается условий облучения лазером YL, например, предпочтительно, чтобы выходная мощность лазера задавалась от 200 Вт до 2000 Вт, размер пятна с концентрированным излучением (то есть, размер области, в которой сосредоточено 86% выходной мощности лазера, далее называемый "размером с 86%"), создаваемого лазерным лучом YL, в направлении Х прокатки задавался от 10 мкм до 1000 мкм, размер пятна с концентрированным излучением (размер с 86%), создаваемого лазерным лучом YL, в направлении Y по ширине листа задавался от 10 мкм до 1000 мкм, скорость перемещения лазерного луча задавалась от 5 м/с до 100 м/с и шаг при перемещении лазерного луча (интервал PL) задавался от 2 мм до 10 мм. Условия облучения лазером можно выбирать подходящим образом, чтобы получить требуемую глубину D бороздки. Например, в случае получения большой глубины D бороздки, скорость перемещения лазерного луча можно задать низкой, а выходную мощность лазера можно задать высокой.
[0068]
Как показано на Фиг.13А, в этом варианте на этапе S08 облучения лазером, если смотреть сверху на стальной лист 2, транспортируемый в направлении TD перемещения листа, параллельном направлению Х прокатки, вспомогательный газ 25 распыляют с соответствием лазерному лучу YL в направлении, имеющем первый угол θ1 наклона относительно направления SD перемещения этого луча (направления, параллельного направлению Y по ширине листа). Кроме того, как показано на Фиг.13В, если на стальной лист 2, транспортируемый в направлении TD перемещения листа, смотреть в направлении Y по его ширине (направлении SD перемещения лазерного луча), вспомогательный газ 25 распыляют с соответствием лазерному лучу YL в направлении, имеющем второй угол θ2 наклона относительно поверхности 2а этого листа. Предпочтительно, чтобы первый угол θ1 задавался в диапазоне от 90° до 180°, и второй угол θ2 задавался в диапазоне от 1° до 85°. Кроме того, предпочтительно, чтобы расход вспомогательного газа 25 задавался в диапазоне от 10 л/мин до 1000 л/мин.
Кроме того, предпочтительно контролировать атмосферу таким образом, чтобы количество частиц, содержащихся в атмосфере, в которой перемещается стальной лист 2, и имеющих диаметр 0,5 мкм или более, было на уровне от 10 до менее 10000 на 1 CF (кубический фут) (на 0,03 м3).
[0069]
В частности, если первый угол θ1, представляющий собой угол распыления вспомогательного газа относительно направления перемещения лазерного луча, задан в указанном выше диапазоне, можно точным образом контролировать шероховатость поверхности (Ra, RSm) в зоне 5а дна бороздки. Кроме этого, если количество частиц, содержащихся в атмосфере, в которой перемещается стальной лист 2, и имеющих диаметр 0,5 мкм или более, поддерживается в указанном выше диапазоне, можно контролировать шероховатость поверхности (в частности, RSm) в зоне 5а дна бороздки с более высокой точностью. В частности, если расход вспомогательного газа 25 задан в указанном выше диапазоне, можно точным образом контролировать размер зон W2 с повышенной концентрацией Mg и интервал dw между ними. Кроме того, в частности, если второй угол θ2, представляющий собой угол распыления вспомогательного газа относительно поверхности 2а стального листа, задан в указанном выше диапазоне, можно точным образом контролировать размер зон W1 наличия частиц, а также диаметр эквивалентной окружности для железосодержащих частиц 6 и их площадь.
[0070]
Согласно известному уровню техники, в случае создания бороздки с использованием облучения лазером, вспомогательный газ распыляют к поверхности стального листа с соответствием лазерному лучу в направлении, перпендикулярном поверхности этого листа (направлении по толщине листа). Авторы настоящего изобретения провели тщательное изучение конфигураций, соответствующих известному уровню техники. В результате они обнаружили следующее. Как показано на Фиг.13А и Фиг.13В, если направление распыления вспомогательного газа 25 задается в трехмерном пространстве, а также задаются расход этого газа и количество частиц, содержащихся в атмосфере, в которой перемещается стальной лист, можно точным образом контролировать не только шероховатость поверхности (Ra, RSm) в зоне 5а дна бороздки, но также и размер зон W2 с повышенной концентрацией Mg и интервал dw между ними, размер зон W1 наличия частиц, диаметр эквивалентной окружности для железосодержащих частиц 6 и их площадь.
[0071]
Кроме того, авторы настоящего изобретения обнаружили следующее. Если лист из электротехнической стали с ориентированной зеренной структурой, имеющий Характеристики А, В, С и D, изготавливается при помощи новаторского способа, который описан выше, его коррозионная стойкость повышается. В результате авторы настоящего изобретения создали этого изобретение на основе указанной обнаруженной информации. Таким образом, способ изготовления листа из электротехнической стали с ориентированной зеренной структурой, соответствующего этому варианту (в частности, этап облучения лазером) является новаторским способом, который не является очевидным для специалистов при известном уровне развития в данной области техники, и лист 1 из электротехнической стали с ориентированной зеренной структурой, получаемый в соответствии с этим способом изготовления, также имеет новаторские Характеристики А, В, С и D, которые не являются очевидными для этих специалистов при известном уровне развития в данной области техники.
[0072]
В случае, если трудно создать бороздку 5 на всей ширине стального листа 2 (в направлении Y по его ширине) с использованием одного устройства 10 для облучения лазером, то, как показано на Фиг.14, на всей этой ширине бороздку 5 можно создавать с использованием множества таких устройств 10. В этом случае, как показано на Фиг.14, упомянутое множество устройств 10 для облучения лазером устанавливают с заранее определенным интервалом в направлении Х прокатки. Кроме того, если смотреть в направлении Х прокатки, положения соответствующих устройств 10 для облучения лазером в направлении Y по ширине листа задают таким образом, чтобы линии, по которым перемещаются лазерные лучи этих устройств, не накладывались одна на другую. При применении способа облучения лазером, показанного на Фиг.14, на поверхности 2а стального листа можно создавать множество канавок 5, которые показаны на Фиг.1.
[0073]
Если вернуться к Фиг.11, на завершающем этапе, этапе S09 создания изолирующей пленки, например, на поверхность 2а стального листа, на которой в соответствии с этапом S08 облучения лазером создана бороздка 5, с верхней стороны стеклянной пленки 3 наносят раствор с изолирующим покрытием, который содержит коллоидный оксид кремния и фосфат. После этого, при выполнении термообработки с заранее определенным температурным режимом (например, 840°С - 920°С) можно в итоге получить лист 1 из электротехнической стали с ориентированной зеренной структурой, который включает стальной лист 2, в котором создана бороздка 5, стеклянную пленку 3 и изолирующую пленку 4, как показано на Фиг.1 - Фиг.3, и который имеет характеристики A, B, C, D.
[0074]
Стальной лист 2, на основе которого описанным выше образом получают лист 1 из электротехнической стали с ориентированной зеренной структурой, в качестве химических компонентов содержит в процентах по массе: 0,8% - 7% Si, от более 0% до не более 0,085% С, 0% - 0,065% Al, растворимого в кислотах, 0% - 0,012% N, 0% - 1% Mn, 0% - 0,3% Cr, 0% - 0,4% Cu, 0% - 0,5% Р, 0% - 0,3% Sn, 0% - 0,3% Sb, 0% - 1% Ni, 0% - 0,015% S, 0% - 0,015% Se, остальное - Fe и неизбежные примеси.
[0075]
Помимо этого, для этого варианта в качестве примера рассмотрен случай применения процесса изготовления, в котором бороздку 5 создают на поверхности 2а стального листа при помощи облучения лазером перед созданием на этой поверхности изолирующей пленки 4. Данный вариант этим не ограничивается, и можно применять процесс изготовления, в котором после того, как на поверхности 2а стального листа создана изолирующая пленка 4, эту поверхность облучают лазерным лучом YL с верхней стороны этой пленки для создания на этой поверхности бороздки 5. В этом случае бороздка 5 сразу после облучения лазером не защищена от внешней среды. Соответственно, после создания бороздки 5 необходимо создать на стальном листе 2 изолирующую пленку 4. В качестве альтернативы, в этом варианте стеклянную пленку 3 или изолирующую пленку 4 можно создавать после создания в стальном листе 2 бороздки 5.
[0076]
Соответственно, лист 1 из электротехнической стали с ориентированной зеренной структурой, для которого выполнены высокотемпературный отжиг с целью вторичной рекристаллизации и нанесение покрытия в виде стеклянной пленки 3 и изолирующей пленки 4, представляет собой лист из электротехнической стали с ориентированной зеренной структурой, соответствующий этому варианту, и лист из электротехнической стали с ориентированной зеренной структурой перед нанесением покрытия в виде стеклянной пленки 3 или изолирующей пленки 4 и после создания бороздки 5 также представляет собой такой лист. То есть, готовое изделие может быть получено в результате создания стеклянной пленки 3 или изолирующей пленки 4, выполняемого как последующий этап для листа из электротехнической стали с ориентированной зеренной структурой, соответствующего этому варианту. Помимо этого, как указано выше, в случае удаления в соответствии с описанным выше способом стеклянной пленки 3 или изолирующей пленки 4 с листа 1 из электротехнической стали с ориентированной зеренной структурой, на котором эти пленки созданы, проверяется, являются ли форма или шероховатость бороздки 5 приблизительно теми же, что и перед созданием этих пленок.
[0077]
Помимо этого, для этого варианта в качестве примера рассмотрен случай выполнения этапа S08 облучения лазером после этапа S07 окончательного отжига, но этап облучения лазером можно выполнять между этапом S04 холодной прокатки и этапом S05 обезуглероживающего отжига. То есть, если облучение лазером и распыление вспомогательного газа выполняют для холоднокатаного стального листа, полученного на этапе S04 холодной прокатки, и после создания бороздки 5 на поверхности 2а этого листа для него можно выполнять обезуглероживающий отжиг.
Примеры
[0078]
Далее на основе примеров более конкретно будет рассмотрен эффект от одного из аспектов изобретения, но режим в Примерах является всего лишь одним примерным режимом, который применяется для проверки работоспособности и эффекта изобретения, и изобретение не ограничивается этим одним примерным режимом. При реализации изобретения могут применяться различные режимы, пока задача изобретения выполняется без выхода за пределы его сущности.
[0079]
Проверка 1 на коррозионную стойкость
Сначала была проверена коррозионная стойкость листа из электротехнической стали с ориентированной зеренной структурой, удовлетворяющего приведенным ниже Условию 1 и Условию 2.
Условие 1
В продольном сечении бороздки среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф в зоне дна бороздки, составляет от 1 мкм до 3 мкм.
Условие 2
В продольном сечении бороздки средняя длина RSm элемента кривой шероховатости, характеризующего рельеф в зоне дна бороздки, составляет от 10 мкм до 150 мкм.
[0080]
Лист из электротехнической стали с ориентированной зеренной структурой, который использовался для Проверки 1, был изготовлен следующим образом.
Для получения горячекатаного стального листа, имеющего толщину 2,3 мм, была выполнена горячая прокатка сляба, содержащего в качестве химических компонентов в процентах по массе: 3,0% Si, 0,08% С, 0,05% Al, растворимого в кислотах, 0,01% N, 0,12% Mn, 0,05% Cr, 0,04% Cu, 0,01% Р, 0,02% Sn, 0,01% Sb, 0,005% Ni, 0,007% S, 0,001% Se, остальное - Fe и неизбежные примеси.
[0081]
Затем для горячекатаного стального листа был выполнен отжиг в температурном режиме, при котором поддерживали температуру нагрева 1000°С в течение 1 минуты. Поверхность горячекатаного стального листа, подвергнутого отжигу, была очищена от окалины, после этого для данного листа была выполнена холодная прокатка, чтобы получить холоднокатаный стальной лист, имеющий толщину 0,23 мм. Затем для холоднокатаного стального листа был выполнен обезуглероживающий отжиг в температурном режиме, при котором поддерживали температуру нагрева 800°С в течение двух минут, после этого на поверхность этого листа был нанесен отжиговый сепаратор, который содержит в качестве основного компонента оксид магния (MgO).
[0082]
Затем для холоднокатаного стального листа, на который был нанесен отжиговый сепаратор, был выполнен окончательный отжиг в температурном режиме, при котором поддерживали температуру нагрева 1200°С в течение 20 часов. В результате был получен холоднокатаный стальной лист (стальной лист, на поверхности которого создана стеклянная пленка), который имеет указанный выше химический состав, и в котором ориентация кристаллов задана таким образом, что ось легкого намагничивания кристаллических зерен совпадает с направлением прокатки.
[0083]
Затем при облучении поверхности стального листа, на котором создана стеклянная пленка, лазером, как описано выше, на этой поверхности с заранее определенным интервалом в направлении прокатки было создано множество канавок, проходящих в направлении, перпендикулярном этому направлению прокатки. Что касается режима облучения лазером, выходная мощность лазера задавалась от 200 до 2000 Вт, размер пятна с концентрированным излучением (размер с 86%), создаваемого лазерным лучом, в направлении Х прокатки задавался от 10 мкм до 1000 мкм, размер пятна с концентрированным излучением (размер с 86%), создаваемого лазерным лучом, в направлении по ширине листа задавался от 10 мкм до 4000 мкм, скорость перемещения лазерного луча задавалась от 1 до 100 м/с и шаг при перемещении лазерного луча задавался от 4 до 10 мм.
[0084]
Одновременно с облучением лазером, на облучаемую область стального листа распылялся вспомогательный газ. Угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа и расход вспомогательного газа были выбраны таким образом, чтобы удовлетворялись Условия 1 и 2. Если говорить конкретно, первый угол θ1 выбирался в диапазоне от 90° до 180°. Второй угол θ2 выбирался в диапазоне от 1° до 85°. Расход вспомогательного газа выбирался в диапазоне от 1 л/мин до 1000 л/мин. Кроме того, контроль атмосферы выполнялся таким образом, чтобы количество частиц, содержащихся во время облучения в атмосфере, в которой перемещается стальной лист, и имеющих диаметр 0,5 мкм или более, было на уровне от 10 до менее 10000 на 1 CF (на 0,03 м3).
[0085]
Как описано выше, на стальной лист, в котором была создана бороздка, с верхней стороны стеклянной пленки был нанесен раствор с изолирующим покрытием, содержащий коллоидный оксид кремния и фосфат, и была выполнена термообработка с температурным режимом, при котором поддерживалась температура нагрева 850°С в течение одной минуты. Таким образом, в итоге был получен лист из электротехнической стали с ориентированной зеренной структурой, включающий стальной лист, в котором создана бороздка, стеклянную пленку и изолирующую пленку.
[0086]
Содержание Si как основного компонента в стальном листе (стальном листе, в котором создана бороздка), на основе которого в итоге получен лист из электротехнической стали с ориентированной зеренной структурой, было на уровне 3,0%.
[0087]
В соответствии с описанными выше этапами, как показано в Таблице 1, в качестве Примеров 1-8 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, которые удовлетворяют Условию 1 и Условию 2. Кроме того, в качестве Сравнительных примеров 1-4 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, которые не удовлетворяют Условию 1 и/или Условию 2. Как описано выше, в Примерах угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа, расход вспомогательного газа и количество частиц, содержащихся в атмосфере, в которой перемещается стальной лист, выбирались в указанных выше диапазонах, которые указаны для этого варианта. В Сравнительных примерах эти значения выходили за пределы данных диапазонов.
[0088]
Помимо этого, зона дна бороздки для листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 1-8 и Сравнительным примерам 1-4, определялась в соответствии со способом определения, который описан для этого варианта. Для измерения показателей Ra, RSm шероховатости поверхности, характеризующих эту шероховатость в зоне дна бороздки, использовалось устройство для измерения шероховатости поверхности, в котором применяется лазерный луч (VK-9700, производимое Keyence Corporation). Кроме того, при выполнении этой Проверки 1 при помощи металлической щетки были удалены железосодержащие частицы, появившиеся на поверхности стального листа из-за создания бороздки перед созданием изолирующей пленки.
[0089]
Проверка на коррозионную стойкость выполнялась для каждого из листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 1-8 и Сравнительным примерам 1-4. Если говорить конкретно, из каждого листа из электротехнической стали с ориентированной зеренной структурой был взят испытательный образец, имеющий размер 30 мм с каждой стороны, который был оставлен как есть на одну неделю в атмосфере с температурой 50°С и влажностью 91%, и было оценено изменение веса этого образца от момента помещения в эту атмосферу за период нахождения в ней. Если возникает ржавчина, вес испытательного образца увеличивается. Соответственно, если степень увеличения веса была сравнительно небольшой, коррозионная стойкость считалась хорошей. Если говорить конкретно, коррозионная стойкость испытательного образца, в котором степень увеличения веса составила 1,0 мг/м2 или менее, была оценена как "очень хорошая", коррозионная стойкость испытательного образца, в котором степень увеличения веса составила 5,0 мг/м2 или менее, была оценена как "хорошая", и коррозионная стойкость испытательного образца, в котором степень увеличения веса составила более 10,0 мг/м2, была оценена как "плохая". Как показано в Таблице 1, в результате проверки на коррозионную стойкость листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 1-8, так как удовлетворялись Условие 1 и Условие 2 (то есть, так как применялась Характеристика 1), было подтверждено, что коррозионная стойкость этих листов повысилась.
[0090]
Таблица 1
стойкость
[0091]
Для справки, после испытания на коррозионную стойкость были измерены магнитные свойства (потери в железе W17/50). В результате измерения было определено, что потери в железе для Примеров 1-8, в которых коррозионная стойкость была оценена как "хорошая", составили от 0,702 до 0,822 Вт/кг. Потери в железе для Сравнительного примера 1, в котором коррозионная стойкость была оценена как "плохая", составили 0,951 Вт/кг. Аналогичным образом, потери в железе для Сравнительного примера 4, в котором коррозионная стойкость была оценена как "плохая", составили 0,794 Вт/кг. Кроме того, в Примерах 1-8 размер кристаллического зерна, выходящего в стальном листе на поверхность бороздки, составлял 5 мкм или более. Кроме того, в Примерах 1-8 и Сравнительных примерах 1-4 глубина D бороздки составляла от 5 мкм до 40 мкм, и ширина W бороздки составляла от 10 мкм до 250 мкм.
[0092]
Проверка 2 на коррозионную стойкость
Затем, как показано в Таблице 2, в качестве Примера 9 с использованием известного способа изготовления был подготовлен лист из электротехнической стали с ориентированной зеренной структурой, удовлетворяющий Условию 1 и Условию 2 и не включающий стеклянную пленку. Кроме того, в качестве Сравнительных примеров 5-7 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, не удовлетворяющие Условию 1 и/или Условию 2 и не включающие стеклянную пленку. Химический состав стальных листов был тем же, что и при Проверке 1. Как и в случае Проверки 1, угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа, расход вспомогательного газа 25 и количество частиц, содержащихся в атмосфере, в которой перемещается лист, были выбраны в диапазонах, указанных для этого варианта, таким образом, чтобы удовлетворялись Условия 1 и 2.
[0093]
Проверка на коррозионную стойкость выполнялась для каждого из листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примеру 9 и Сравнительным примерам 5-7, с использованием того же способа проверки, что и при Проверке 1. В результате, как показано в Таблице 2, даже в случае листа из электротехнической стали с ориентированной зеренной структурой, не включающего стеклянную пленку, было подтверждено, что при применении Характеристики А с соблюдением Условия 1 и Условия 2, коррозионная стойкость этого листа повысилась.
Для справки, после испытания на коррозионную стойкость были измерены магнитные свойства (потери в железе W17/50). В результате измерения было определено, что потери в железе для Примера 9, в котором коррозионная стойкость была оценена как "хорошая", составили 0,832 Вт/кг. Потери в железе для Сравнительного примера 5, в котором коррозионная стойкость была оценена как "плохая", составили 0,925 Вт/кг. Аналогичным образом, потери в железе для Сравнительного примера 6, в котором коррозионная стойкость была оценена как "плохая", составили 0,736 Вт/кг. Кроме того, в Примере 9 и Сравнительных примерах 5-7 глубина D бороздки составляла от 5 мкм до 40 мкм, и ширина W бороздки составляла от 10 мкм до 250 мкм.
[0094]
Таблица 2
стойкость
[0095]
Проверка 3 на коррозионную стойкость
Затем была проверена коррозионная стойкость листа из электротехнической стали с ориентированной зеренной структурой, который удовлетворяет указанным ниже Условию 3 и Условию 4, кроме указанных выше Условия 1 и Условия 2.
Условие 3
Если в качестве зоны с повышенной концентрацией Mg задается зона в стеклянной пленке и изолирующей пленке, в которой в процентах по массе содержание Mg в среднем в 1,3 раза или более превышает его среднее содержание в этих пленках, то в поперечном сечении бороздки, перпендикулярном направлению по ее длине, упомянутая зона с повышенной концентрацией Mg - это зона, проходящая от базовой точки, представляющей собой границу между этой бороздкой и поверхностью стального листа, на 0,1 мкм - 10 мкм в направлении на удаление от этой бороздки, перпендикулярном направлению по толщине листа и лежащем в данном поперечном сечении.
Условие 4
Если смотреть на бороздку в направлении по толщине листа (смотреть на бороздку сверху), расстояние dw между зонами с повышенной концентрацией Mg, которые являются соседними в направлении по длине бороздки, больше 0 и меньше или равно 100 мкм.
[0096]
Как показано в Таблице 3, в качестве Примеров 10-18 с использованием того же процесса, что и при Проверке 1, были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1 и 2 и Условиям 3 и 4. Кроме того, в качестве Сравнительных примеров 19-21 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1 и 2 и не удовлетворяющие Условию 3 и/или Условию 4. Как и в случае Проверки 1, угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа, расход вспомогательного газа и количество частиц, содержащихся в атмосфере, в которой перемещается стальной лист, выбирались в диапазонах, указанных для этого варианта, таким образом, чтобы они удовлетворяли Условиям 1-4.
[0097]
Помимо этого, в листах из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 10-21, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф в зоне дна бороздки, составляло 2,1 мкм, и средняя длина RSm элемента кривой шероховатости, характеризующего рельеф в зоне дна бороздки, составляла 45 мкм. Кроме того, при выполнении этой Проверки 3 при помощи металлической щетки были удалены железосодержащие частицы, появившиеся на поверхности стального листа из-за создания бороздки перед созданием изолирующей пленки. Кроме того, анализ содержания Mg выполнялся с использованием ЕРМА.
[0098]
Проверка на коррозионную стойкость выполнялась для листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 10-21, с использованием того же способа проверки, что и при Проверке 1. В результате проверки, как показано в Таблице 3, было подтверждено, что коррозионная стойкость листов из электротехнической стали с ориентированной зеренной структурой дополнительно повышается, если кроме Условий 1 и 2 удовлетворяются Условия 3 и 4 (то есть, при применении Характеристик А и С).
Для справки, после испытания на коррозионную стойкость были измерены магнитные свойства (потери в железе W17/50). В результате измерения было определено, что потери в железе для Примера 10, в котором коррозионная стойкость была оценена как "очень хорошая", составили 0,836 Вт/кг. Кроме того, потери в железе для Примера 19, в котором коррозионная стойкость была оценена как "хорошая", составили 0,701 Вт/кг. Кроме того, в Примерах 10-21 глубина D бороздки составляла от 5 мкм до 40 мкм, и ширина W бороздки составляла от 10 мкм до 250 мкм.
[0099]
Таблица 3
повышенной концентрацией
Mg, мкм
Концентрацией
Mg, мкм
стойкость
[0100]
Проверка 4 на коррозионную стойкость
Затем была проверена коррозионная стойкость листов из электротехнической стали с ориентированной зеренной структурой, которые удовлетворяют указанным ниже Условиям 5 и 6, кроме указанных выше Условия 1 и Условия 2.
Условие 5
В поперечном сечении бороздки, если в качестве зоны наличия частиц задается зона, проходящая от базовой точки, представляющей границу между этой бороздкой и поверхностью стального листа, на 10 мкм - 500 мкм в направлении на удаление от этой бороздки в направлении, перпендикулярном направлению по толщине листа, и точками удаленными от бороздки на поперечном сечении, изолирующая пленка в этой зоне наличия частиц включает железосодержащие частицы.
Условие 6
Диаметр эквивалентной окружности для железосодержащих частиц, имеющихся в изолирующей пленке в зоне наличия частиц, составляет от 0,1 мкм до 2 мкм, и отношение площади железосодержащих частиц к площади зоны наличия частиц больше или равно 0,1% и меньше 30%.
[0101]
Как показано в Таблице 4, в качестве Примеров 22-30 с использованием того же процесса, что и при Проверке 1, были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1 и 2 и Условиям 5 и 6. Кроме того, в качестве Примеров 31-34 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1 и 2 и не удовлетворяющие Условию 5 и/или Условию 6. Как и в случае Проверки 1, угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа, расход вспомогательного газа и количество частиц, содержащихся в атмосфере, в которой перемещается лист, были выбраны в диапазонах, указанных для этого варианта, таким образом, чтобы удовлетворялись Условия 1, 2, 5 и 6.
Помимо этого, в листах из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 22-34, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф в зоне дна бороздки, составляло 1,9 мкм, и средняя длина RSm элемента кривой шероховатости, характеризующего рельеф в зоне дна бороздки, составляла 42 мкм.
[0102]
Проверка на коррозионную стойкость для листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 22-34, выполнялась с использованием того же способа проверки, что и при Проверке 1. В результате проверки, как показано в Таблице 4, было подтверждено, что коррозионная стойкость листов из электротехнической стали с ориентированной зеренной структурой дополнительно повышается, если кроме Условий 1 и 2 удовлетворяются Условия 5 и 6 (то есть, при применении Характеристик А и В).
Для справки, после испытания на коррозионную стойкость были измерены магнитные свойства (потери в железе W17/50). В результате измерения было определено, что потери в железе для Примера 22, в котором коррозионная стойкость была оценена как "очень хорошая", составили 0,823 Вт/кг. Кроме того, потери в железе для Примера 31, в котором коррозионная стойкость была оценена как "хорошая", составили 0,718 Вт/кг. Кроме того, в Примерах 22-34 глубина D бороздки составляла от 5 мкм до 40 мкм, и ширина W бороздки составляла от 10 мкм до 250 мкм.
[0103]
Таблица 4
[0104]
Проверка 5 на коррозионную стойкость
Затем была проверена коррозионная стойкость листов из электротехнической стали с ориентированной зеренной структурой, которые удовлетворяют указанным Условиям 5 и 6, кроме указанных выше Условий 1, 2, 3 и 4.
[0105]
Как показано в Таблице 5, в качестве Примеров 35-37 с использованием того же процесса, что и при Проверке 1, были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1, 2, 3, 4 и Условиям 5, 6. Кроме того, в качестве Примеров 38-40 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 3, 4, 5, 6 и не удовлетворяющие Условию 1 и/или Условию 2. Кроме того, в качестве Примеров 41-43 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1, 2, 5, 6 и не удовлетворяющие Условию 3 и/или Условию 4. Кроме того, в качестве Примеров 44-46 были подготовлены листы из электротехнической стали с ориентированной зеренной структурой, удовлетворяющие Условиям 1, 2, 3, 4 и не удовлетворяющие Условию 5 и/или Условию 6. Как и в случае Проверки 1, угол распыления вспомогательного газа (первый угол θ1) относительно направления перемещения лазерного луча, угол распыления вспомогательного газа (второй угол θ2) относительно поверхности стального листа, расход вспомогательного газа и количество частиц, содержащихся в атмосфере, в которой перемещается лист, были выбраны в диапазонах, указанных для этого варианта, таким образом, чтобы удовлетворялись Условия 1, 2, 3 и 4.
[0106]
Проверка на коррозионную стойкость выполнялась для листов из электротехнической стали с ориентированной зеренной структурой, соответствующих Примерам 35-46, с использованием того же способа проверки, что и при Проверке 1. В результате проверки, как показано в Таблице 5, было подтверждено, что коррозионная стойкость листов из электротехнической стали с ориентированной зеренной структурой дополнительно повышается, если кроме Условий 1, 2, 3, 4 удовлетворяются Условия 5 и 6 (то есть, при применении Характеристик А, В и С). Кроме того, в Примерах 35-46 глубина D бороздки составляла от 5 мкм до 40 мкм, и ширина W бороздки составляла от 10 мкм до 250 мкм.
[0107]
Таблица 5
стойкость
Промышленная применимость
[0108]
Согласно этому аспекту изобретения, можно повысить коррозионную стойкость листа из электротехнической стали с ориентированной зеренной структурой, в котором для уменьшения размеров магнитных доменов на поверхности стального листа создана бороздка. Соответственно, изобретение обладает достаточной промышленной применимостью.
Ссылочные обозначения
[0109]
1 - Лист из электротехнической стали с ориентированной зеренной структурой
2 - Стальной лист
2а - Поверхность стального листа
2b - Зона стального листа
3 - Стеклянная пленка
4 - Изолирующая пленка
5 - Бороздка
5а - Зона дна бороздки
5b - Зона бороздки
6 - Железосодержащая частица
BL - Эталонная линия для бороздки
LWC - Волнообразная кривая для продольного сечения бороздки
SWC - Волнообразная кривая для поперечного сечения бороздки
RC - Кривая шероховатости
W1 - Зона наличия частиц
W2 - Зона с повышенной концентрацией Mg
W - Ширина бороздки
Х - Направление прокатки
Y - Направление по ширине листа
Z - Направление по толщине листа
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2017 |
|
RU2699344C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ПОКРЫВАЮЩИЙ РАСТВОР ДЛЯ ФОРМИРОВАНИЯ ИЗОЛИРУЮЩЕЙ ПЛЕНКИ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКОГО СТАЛЬНОГО ЛИСТА С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОГО СТАЛЬНОГО ЛИСТА С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2018 |
|
RU2746914C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2790283C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2758440C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2740749C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |

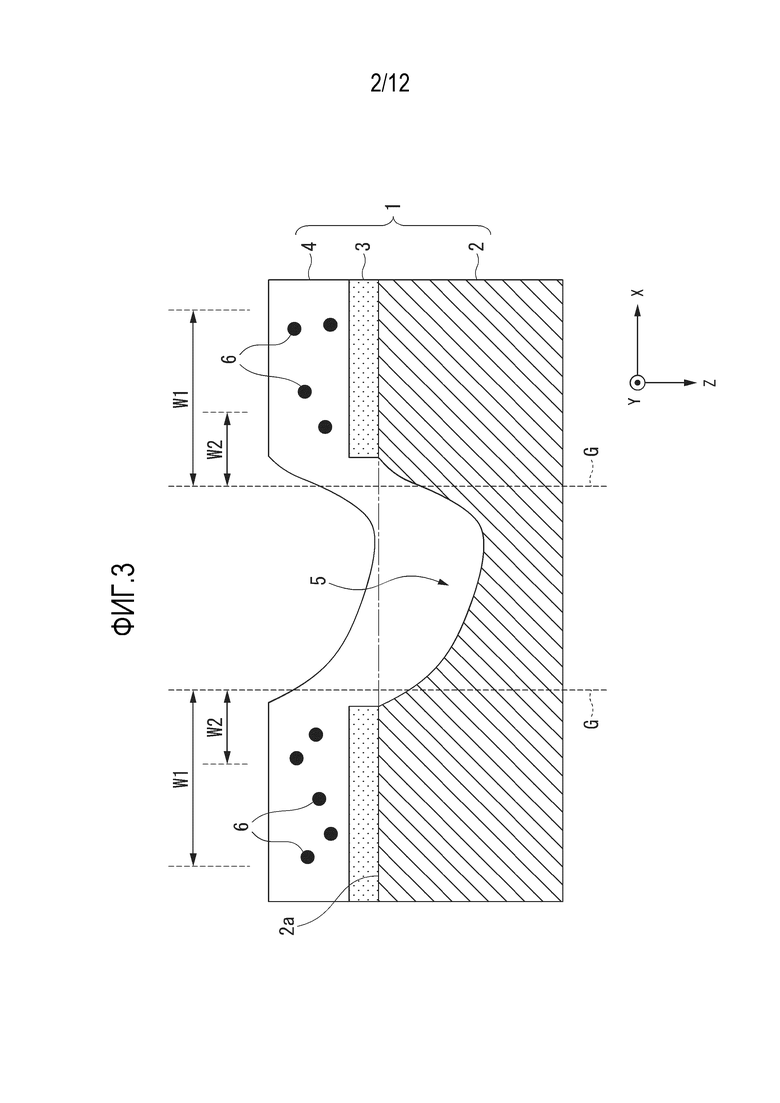


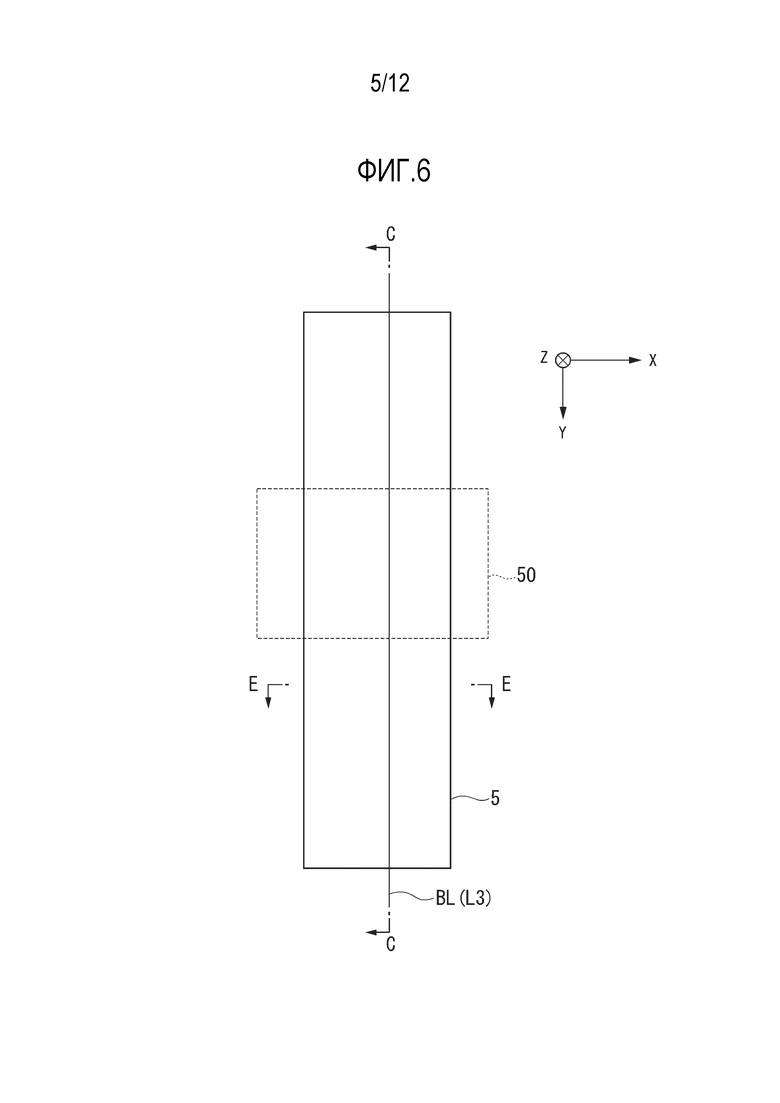

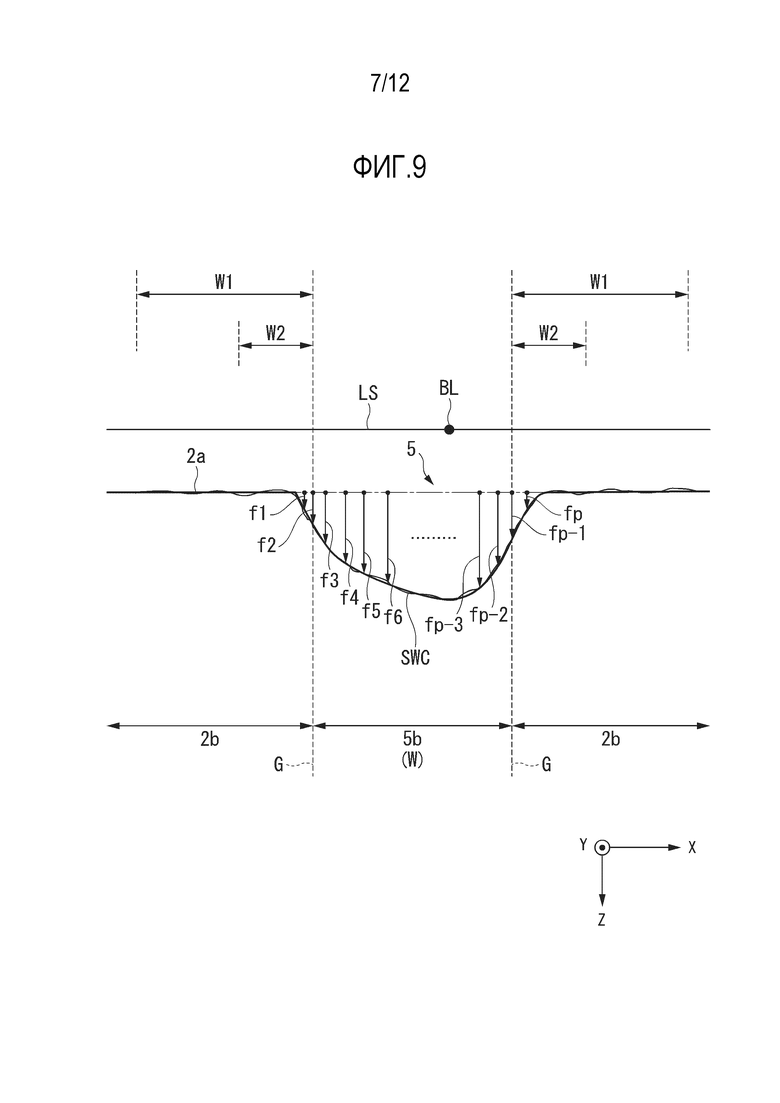



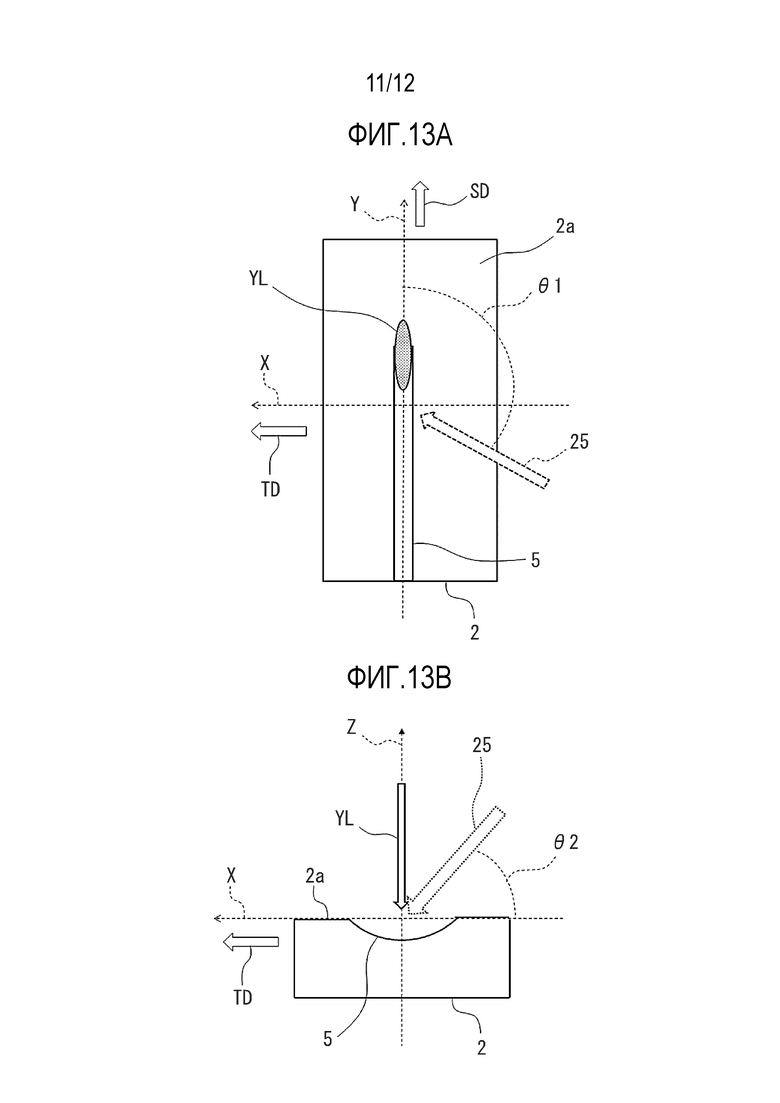
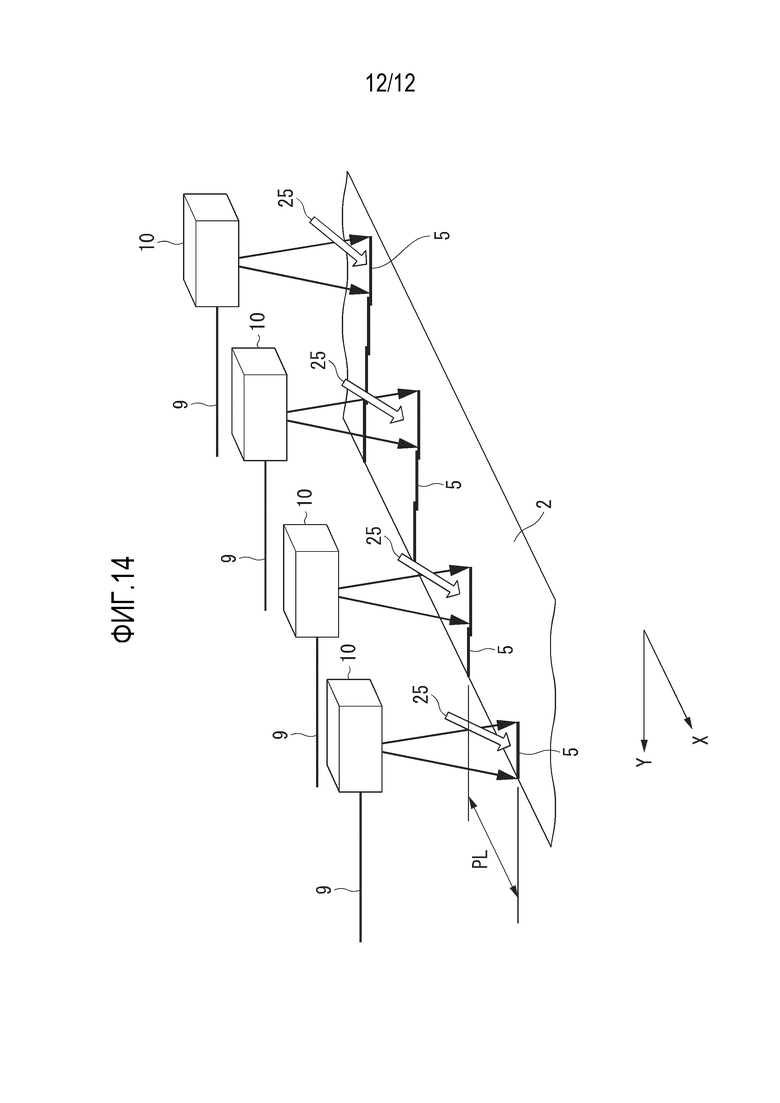
Изобретение относится к области металлургии, а именно к листу из электротехнической стали с ориентированной зеренной структурой, используемому в качестве материала сердечников трансформаторов. Лист содержит основной металл стального листа и изолирующую пленку. На поверхности основного металла стального листа выполнены бороздки, проходящие в направлении, пересекающем направление прокатки, и в направлении глубины бороздки, которое совпадает с направлением толщины листа. В продольном сечении бороздки, включающем направление по ее протяженности и направление по толщине листа, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф зоны дна бороздки, составляет от 1 до 3 мкм, а средняя длина RSm элемента кривой шероховатости, характеризующего рельеф зоны дна бороздки, составляет от 10 до 150 мкм. В поперечном сечении бороздки, перпендикулярном направлению ее протяженности, изолирующая пленка содержит железосодержащие частицы с диаметром эквивалентной окружности от 0,1 до 2 мкм в зоне, протянувшейся на 10-500 мкм в направлении, перпендикулярном направлению толщины листа, от базовой точки, являющейся границей между этой бороздкой и поверхностью стального листа, к точкам, удаленным от бороздки на поперечном сечении бороздки. Отношение площади железосодержащих частиц к площади зоны, содержащей железосодержащие частицы, составляет больше или равно 0,1% и меньше 30%, а железосодержащие частицы имеют химический состав, содержащий в мас.%: 80-100 Fe, 0-10 Si и 0-10 Mg. Обеспечивается повышение коррозионной стойкости листа, имеющего на своей поверхности для уменьшения размера магнитных доменов бороздки. 4 з.п. ф-лы, 14 ил., 5 табл.
1. Лист из электротехнической стали с ориентированной зеренной структурой, содержащий основной металл стального листа и изолирующую пленку,
при этом на поверхности основного металла стального листа выполнены бороздки, проходящие в направлении, пересекающем направление прокатки, и в направлении глубины бороздки, которое совпадает с направлением толщины листа,
причем в продольном сечении бороздки, включающем направление по ее протяженности и направление по толщине листа, среднее арифметическое значение высоты Ra кривой шероховатости, характеризующей рельеф зоны дна бороздки, составляет от 1 до 3 мкм, а средняя длина RSm элемента кривой шероховатости, характеризующего рельеф зоны дна бороздки, составляет от 10 до 150 мкм,
в поперечном сечении бороздки, перпендикулярном направлению ее протяженности, изолирующая пленка содержит железосодержащие частицы с диаметром эквивалентной окружности от 0,1 до 2 мкм в зоне, протянувшейся на 10-500 мкм в направлении, перпендикулярном направлению толщины листа, от базовой точки, являющейся границей между этой бороздкой и поверхностью стального листа, к точкам, удаленным от бороздки на поперечном сечении бороздки,
отношение площади железосодержащих частиц к площади зоны, содержащей железосодержащие частицы, составляет больше или равно 0,1% и меньше 30%, а
железосодержащие частицы имеют химический состав, содержащий в мас.%: 80-100 Fe, 0-10 Si и 0-10 Mg.
2. Лист по п.1, отличающийся тем, что он дополнительно содержит стеклянную пленку, расположенную между основным металлом стального листа и изолирующей пленкой,
при этом стеклянная и изолирующая пленки содержат зону с повышенной концентрацией Mg, в которой содержание Mg, в мас.%, в среднем в 1,3 раза или более превышает его среднее содержание в стеклянной пленке и в изолирующей пленке,
причем в поперечном сечении бороздки, перпендикулярном направлению ее протяженности, упомянутая зона с повышенной концентрацией Mg входит в зону, проходящую от базовой точки, являющейся границей между бороздкой и поверхностью стального листа, на 0,1-10 мкм в направлении, перпендикулярном направлению толщины листа, к точкам, удаленными от бороздки в поперечном сечении, и
в сечении бороздки в направлении по толщине листа, зона с повышенной концентрацией Mg является непрерывной в направлении протяженности бороздки или представляет собой множество зон с повышенной концентрацией Mg, расположенных с интервалом в направлении протяженности бороздки,
причем расстояние между зонами с повышенной концентрацией Mg, которые являются соседними в направлении протяженности бороздки, больше 0 и меньше или равно 100 мкм.
3. Лист по п.2, отличающийся тем, что на бороздках созданы стеклянная пленка, имеющая среднюю толщину от 0 до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 до 5 мкм, и
на основном металле стального листа созданы стеклянная пленка, имеющая среднюю толщину от 0,5 до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 до 5 мкм.
4. Лист по п.3, отличающийся тем, что средняя толщина стеклянной пленки, созданной на бороздках, меньше средней толщины стеклянной пленки, созданной на основном металле стального листа в зоне без бороздок.
5. Лист по любому из пп. 1-4, отличающийся тем, что размер кристаллического зерна основного металла стального листа, контактирующего с бороздкой, составляет 5 мкм или более.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2011 |
|
RU2531213C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| ТЕКСТУРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2509163C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

