ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой.
Приоритет испрашивается по заявке на патент Японии № 2015-086302, поданной 20 апреля 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
В предшествующем уровне техники в качестве стального листа для железного сердечника трансформатора известен электротехнический стальной лист с ориентированной зеренной структурой, который обладает превосходными магнитными характеристиками в одном конкретном направлении. Электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллического зерна и направление прокатки соответствовали друг другу, за счет комбинации холодной прокатки и отжига. Предпочтительно, чтобы потери в электротехническом стальном листе с ориентированной зеренной структурой были как можно меньше.
[0003]
Потери в железе классифицируются на потери на вихревые токи (токи Фуко) и на гистерезисные потери. В дополнение к этому, потери на токи Фуко классифицируются на классические потери на токи Фуко и аномальные потери на токи Фуко. Известен электротехнический стальной лист с ориентированной зеренной структурой, в котором изолирующая пленка формируется на поверхности стального листа (основного металла), кристаллической ориентацией которого управляют, как описано выше, для того, чтобы уменьшить классические потери на токи Фуко. Изолирующая пленка также играет роль придания стальному листу электроизолирующих свойств, прочности при растяжении, теплостойкости и т.п. Кроме того, в последнее время также доступен электротехнический стальной лист с ориентированной зеренной структурой, в котором стеклянная пленка формируется между стальным листом и изолирующей пленкой.
[0004]
С другой стороны, в качестве способа сокращения аномальных потерь на токи Фуко известен способ управления магнитными доменами путем сужения ширины 180° магнитных доменов (выполнение измельчения 180° магнитных доменов) за счет формирования деформации, которая проходит в направлении, пересекающем направление прокатки, с предопределенным интервалом вдоль направления прокатки. Способ управления магнитными доменами классифицируется на неразрушающий способ управления магнитным доменом, в котором деформация применяется к электротехническому стальному листу с ориентированной зеренной структурой с помощью неразрушающих средств, и разрушающий способ управления магнитным доменом, в котором бороздка формируется, например, на поверхности стального листа.
[0005]
В случае производства ленточного сердечника для трансформатора с использованием электротехнического стального листа с ориентированной зеренной структурой необходимо выполнить обработку отжигом для снятия напряжения для того, чтобы устранить напряжение деформации, которое образуется, когда электротехнический стальной лист с ориентированной зеренной структурой сматывается в рулон. В случае производства ленточного сердечника с использованием электротехнического стального листа с ориентированной зеренной структурой, к которому деформация применяется при использовании неразрушающего способа управления магнитными доменами, деформация исчезает благодаря выполнению обработки отжигом для снятия напряжения. Следовательно, эффект измельчения магнитного домена (то есть эффект сокращения аномальных потерь на токи Фуко) также теряется.
[0006]
С другой стороны, в случае производства ленточного сердечника с использованием электротехнического стального листа с ориентированной зеренной структурой, на который бороздка наносится в соответствии с разрушающим способом управления магнитным доменом, поскольку бороздка не теряется благодаря выполнению обработки отжигом для снятия напряжения, возможно сохранение эффекта измельчения магнитного домена. Соответственно, в качестве способа сокращения аномальных потерь на токи Фуко для ленточного сердечника обычно используется разрушающий способ управления магнитным доменом.
[0007]
Например, как раскрыто в Патентном документе 1, способ применения деформации к стальному листу посредством облучения лазером используется на практике. С другой стороны, при формировании бороздки, имеющей глубину приблизительно 10-30 мкм в направлении, которое приблизительно перпендикулярно направлению прокатки электротехнического стального листа с ориентированной зеренной структурой, с постоянным периодом в направлении прокатки, потери в железе уменьшаются. Причина этого заключается в следующем. Магнитный полюс возникает на периферии бороздки благодаря вариации проницаемости в пустом пространстве бороздки, и интервал 180° магнитной стенки сужается благодаря этому магнитному полюсу. В результате потери в железе улучшаются.
[0008]
Примеры способа формирования бороздки в электротехническом стальном листе включают в себя способ электролитического травления, в котором бороздка формируется на поверхности электротехнического стального листа с ориентированной зеренной структурой посредством способа электролитического травления (см. Патентный документ 2), способ обжатия зубчатым колесом, в котором бороздка формируется на поверхности стального листа путем механического нажатия зубчатым колесом на поверхность электротехнического стального листа с ориентированной зеренной структурой (см. Патентный документ 3), а также способ облучения лазером, в котором стальной лист (часть, облученная лазером), плавится и испаряется благодаря лазерному облучению (см. Патентный документ 4).
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0009]
[Патентный документ 1] Японская рассмотренная патентная заявка, Вторая публикация № S58-26406
[Патентный документ 2] Японская рассмотренная патентная заявка, Вторая публикация № S62-54873
[Патентный документ 3] Японская рассмотренная патентная заявка, Вторая публикация № S62-53579
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № 2003-129135
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0010]
При формировании бороздки для измельчения магнитного домена в направлении, которое пересекает направление прокатки, необходимо сделать скорость формирования бороздки высокой или сделать скорость подачи стального листа малой для того, чтобы сформировать одну бороздку в области, простирающейся от края стального листа с одной стороны вдоль одного направления до его края с другой стороны. Однако с технической точки зрения существует верхний предел скорости формирования бороздки, а также с точки зрения промышленного производства существует нижний предел скорости подачи стального листа. Следовательно, множество бороздок может быть сформировано в области, простирающейся от края стального листа с одной стороны вдоль одного направления до его края с другой стороны, с использованием множества устройств формирования бороздки. Однако в случае формирования множества бороздок в области, простирающейся от края стального листа с одной стороны вдоль одного направления до его края с другой стороны, имеется проблема, заключающаяся в том, что характеристики потерь в железе электротехнического стального листа с ориентированной зеренной структурой не улучшаются устойчивым образом.
[0011]
Настоящее изобретение было создано с учетом вышеописанных проблем, и его задачей является предложить электротехнический стальной лист с ориентированной зеренной структурой, который обеспечивал бы превосходную производительность при его производстве и обладал бы улучшенными потерями в железе.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0012]
Настоящее изобретение использует следующие аспекты для решения вышеописанной проблемы и достижения поставленной цели.
(1) В соответствии с первым аспектом настоящего изобретения предлагается электротехнический стальной лист с ориентированной зеренной структурой, включающий в себя стальной лист, имеющий поверхность стального листа, в которой формируется бороздка, проходящая в направлении, пересекающем направление прокатки, и в которой направление глубины бороздки соответствует направлению толщины листа. В том случае, когда поверхность стального листа, если смотреть в направлении его толщины, снабжается группой бороздок, которая состоит из множества бороздок, расположенных в направлении ширины листа, бороздки, составляющие группу бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга на плоскости проекции, перпендикулярной к направлению прокатки, и множество групп бороздок располагается с некоторым интервалом в направлении прокатки.
В электротехническом стальном листе с ориентированной зеренной структурой, когда один конец стального листа в направлении его ширины устанавливается в качестве референсного конца, смежные друг другу бороздки среди множества бороздок каждой из групп бороздок устанавливаются в качестве первой бороздки и второй бороздки в порядке близости к референсному концу, два конца каждой из бороздок, которые составляют группу бороздок, в продольном направлении бороздки устанавливаются как первый конец бороздки и второй конец бороздки в порядке близости к референсному концу, контур первой бороздки, спроецированный на плоскость проекции, устанавливается в качестве первой продольной линии проекции бороздки, контур второй бороздки, спроецированный на плоскость проекции, устанавливается качестве второй продольной линии проекции бороздки, средняя глубина в контурах множества бороздок, которые составляют группу бороздок, устанавливается в качестве средней глубины DA группы бороздок в мкм, у первого конца бороздки второй продольной линии проекции бороздки точка на второй продольной линии проекции бороздки, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,05×DA, устанавливается как первая точка, и у второго конца бороздки первой продольной линии проекции бороздки точка на первой продольной линии проекции бороздки, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,05×DA, устанавливается как вторая точка, расстояние на плоскости проекции между первой точкой на второй продольной линии проекции бороздки и референсным концом является более коротким, чем расстояние между второй точкой на первой продольной линии проекции бороздки и референсным концом, и в перекрывающейся области между первым концом второй бороздки и вторым концом первой бороздки сумма глубин из глубины от поверхности стального листа в направлении толщины листа на втором конце первой бороздки и глубины от поверхности стального листа в направлении толщины листа на первом конце второй бороздки составляет 0,5×DA или больше.
[0013]
(2) В электротехническом стальном листе с ориентированной зеренной структурой по п. (1), когда произвольная точка на первой продольной линии проекции бороздки, которая включена в перекрывающуюся область, устанавливается как P1, и среди точек на второй продольной линии проекции бороздки, которая включена в перекрывающуюся область, точка, в которой расстояние от референсного конца является тем же самым, что и расстояние между точкой P1 и референсным концом, устанавливается как P2, в перекрывающейся области, сумма глубины первой бороздки от поверхности стального листа до точки P1 на первой продольной линии проекции бороздки в направлении толщины листа и глубины второй бороздки от поверхности стального листа до точки P2 на второй продольной линии проекции бороздки в направлении толщины листа может составлять 0,5×DA или больше.
[0014]
(3) В соответствии со вторым аспектом настоящего изобретения предлагается электротехнический стальной лист с ориентированной зеренной структурой, включающий в себя стальной лист, имеющий поверхность стального листа, в которой формируется бороздка, проходящая в направлении, пересекающем направление прокатки, и в которой направление глубины бороздки соответствует направлению толщины листа. В том случае, когда поверхность стального листа, если смотреть в направлении его толщины, снабжается группой бороздок, которая состоит из множества бороздок, расположенных в направлении ширины листа, бороздки, составляющие группу бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга на плоскости проекции, перпендикулярной к направлению прокатки, и множество групп бороздок располагается с некоторым интервалом в направлении прокатки.
В электротехническом стальном листе с ориентированной зеренной структурой, когда один конец стального листа в направлении его ширины устанавливается в качестве референсного конца, смежные друг другу бороздки среди множества бороздок каждой из групп бороздок устанавливаются в качестве первой бороздки и второй бороздки в порядке близости к референсному концу, два конца каждой из бороздок, которые составляют группу бороздок, в продольном направлении бороздки устанавливаются как первый конец бороздки и второй конец бороздки в порядке близости к референсному концу, контур первой бороздки, спроецированный на плоскость проекции, устанавливается в качестве первой продольной линии проекции бороздки, контур второй бороздки, спроецированный на плоскость проекции, устанавливается качестве второй продольной линии проекции бороздки, среднее значение глубин первой продольной линии проекции бороздки от поверхности стального листа в направлении толщины листа устанавливается как первая средняя глубина бороздки DI в мкм, среднее значение глубин второй продольной линии проекции бороздки от поверхности стального листа в направлении толщины листа устанавливается как вторая средняя глубина бороздки DII в мкм, на первом конце бороздки второй продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,05×DII, устанавливается как третья точка, и на втором конце бороздки первой продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,05×DI, устанавливается как четвертая точка, расстояние La на плоскости проекции между третьей точкой на второй продольной линии проекции бороздки и референсным концом является более коротким, чем расстояние Lb между четвертой точкой на первой продольной линии проекции бороздки и референсным концом, и в перекрывающейся области между первым концом второй бороздки и вторым концом первой бороздки сумма глубин из глубины от поверхности стального листа в направлении толщины листа в первой бороздке и глубины от поверхности стального листа в направлении толщины листа во второй бороздке составляет 0,25×(DI+DII) или больше.
[0015]
(4) В электротехническом стальном листе с ориентированной зеренной структурой по п. (3), когда на втором конце бороздки первой продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,95×DI, устанавливается как пятая точка, и на первом конце бороздки второй продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа в направлении толщины листа становится равной 0,95×DII, устанавливается как шестая точка, расстояние Lc между пятой точкой на первой продольной линии проекции бороздки и референсным концом может быть короче, чем расстояние Ld между шестой точкой на второй продольной линии проекции бороздки и референсным концом.
[0016]
(5) В электротехническом стальном листе с ориентированной зеренной структурой по любому из пп. (1) - (4) размер кристаллического зерна, которое находится в контакте с бороздкой, может составлять 5 мкм или больше.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В соответствии с этими аспектами настоящего изобретения возможно обеспечить электротехнический стальной лист с ориентированной зеренной структурой, который обладает превосходными потерями в железе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
Фиг. 1 представляет собой схему, иллюстрирующую бороздку, которая формируется на поверхности электротехнического стального листа с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 иллюстрирует форму профиля бороздки вдоль линии A-A, изображенной на Фиг. 1.
Фиг. 3 иллюстрирует форму профиля бороздки вдоль линии B-B, изображенной на Фиг. 1.
Фиг. 4 иллюстрирует определение контура бороздки.
Фиг. 5 иллюстрирует определение контура бороздки.
Фиг. 6 иллюстрирует определение первого угла.
Фиг. 7 иллюстрирует определение первого угла.
Фиг. 8 иллюстрирует продольную линию проекции смежных бороздок электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 9 представляет собой график, иллюстрирующий распределение суммарного значения глубин смежных бороздок электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 10 иллюстрирует продольную линию проекции смежных бороздок в том случае, когда ширина перекрывающейся области отличается от ширины, изображенной на Фиг. 8.
Фиг. 11 представляет собой график, иллюстрирующий распределение суммарного значения глубин смежных бороздок в случае, проиллюстрированном на Фиг. 10.
Фиг. 12 представляет собой блок-схему, иллюстрирующую процессы производства электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 13 иллюстрирует облучение лазером в процессе нанесения бороздки в процессах производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 14 иллюстрирует облучение лазером в процессе нанесения бороздки в процессах производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 15 иллюстрирует облучение лазером в процессе нанесения бороздки в процессах производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 16 иллюстрирует облучение лазером в процессе нанесения бороздки в процессах производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Фиг. 17 представляет собой график, иллюстрирующий соотношение между выходной мощностью луча лазера и временем процесса нанесения бороздки с помощью лазерного способа в соответствии с настоящим вариантом осуществления.
Фиг. 18 иллюстрирует бороздку, которая формируется в поверхности электротехнического стального листа с ориентированной зеренной структурой Примера 1.
Фиг. 19 иллюстрирует продольную линию проекции смежных бороздок группы бороздок электротехнического стального листа с ориентированной зеренной структурой в одном примере модификации этого варианта осуществления.
Фиг. 20 иллюстрирует продольную линию проекции смежных бороздок группы бороздок электротехнического стального листа с ориентированной зеренной структурой в одном примере модификации этого варианта осуществления.
Фиг. 21 иллюстрирует продольную линию проекции смежных бороздок группы бороздок электротехнического стального листа с ориентированной зеренной структурой в одном примере модификации этого варианта осуществления.
Фиг. 22 представляет собой график, иллюстрирующий распределение суммарного значения глубин смежных бороздок электротехнического стального листа с ориентированной зеренной структурой в одном примере модификации этого варианта осуществления.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0019]
Далее один предпочтительный вариант осуществления настоящего изобретения будет подробно описан со ссылкой на сопроводительные чертежи. Однако настоящее изобретение не ограничивается конфигурациями, раскрытыми в этом варианте осуществления, и различные модификации могут быть выполнены в диапазоне, не отступающем от сути настоящего изобретения. В дополнение к этому, нижний предел и верхний предел также включаются в диапазоны ограничения числового значения, которые будут описаны позже. Однако нижний предел не включается в диапазон ограничения числового значения, то есть описывается как «больше чем» нижний предел, и верхний предел также не включается в диапазон ограничения числового значения, то есть описывается как «меньше чем» верхний предел.
[0020]
Фиг. 1 представляет собой вид сверху электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления. Фиг. 2 представляет собой вид в направлении стрелки на поперечное сечение по линии A-A, изображенной на Фиг. 1. Фиг. 3 представляет собой вид в направлении стрелки на поперечное сечение по линии B-B, изображенной на Фиг. 1. Кроме того, на чертежах направление прокатки электротехнического стального листа 1 с ориентированной зеренной структурой определяется как X, направление ширины листа (направление, перпендикулярное к направлению прокатки в той же самой плоскости) электротехнического стального листа 1 с ориентированной зеренной структурой определяется как Y, и направление толщины листа (направление, перпендикулярное к плоскости XY) электротехнического стального листа 1 с ориентированной зеренной структурой определяется как Z. Электротехнический стальной лист 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя бороздку 3 для измельчения магнитного домена в поверхности 2a стального листа. Фиг. 1 представляет собой схематическую иллюстрацию бороздки 3, когда электротехнический стальной лист 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления рассматривается в направлении толщины листа Z (в дальнейшем может быть описан как «вид сверху»).
[0021]
Как проиллюстрировано на Фиг. 1, в том случае, если смотреть на бороздку 3 в направлении Z толщины листа (в случае вида сверху бороздки 3), направление (стрелка L, проиллюстрированная на Фиг. 1) бороздки 3 упоминается как продольное направление L бороздки. На виде сверху бороздки 3 направление (стрелка Q, проиллюстрированная на Фиг. 1), перпендикулярное продольному направлению L бороздки 3, упоминается как направление Q ширины бороздки. Фактически, в поверхности 2a стального листа и в бороздке 3 реального электротехнического стального листа с ориентированной зеренной структурой их поверхность не является равномерно сформированной, но на Фиг. 1-3, Фиг. 5-8 и Фиг. 18-20 поверхность 2a стального листа и бороздка 3 показаны схематично для объяснения характеристик настоящего изобретения. В дополнение к этому, бороздка 3 может иметь форму дуги, если смотреть в направлении толщины листа Z (в случае вида сверху бороздки 3). В этом варианте осуществления бороздка 3, имеющая линейную форму, иллюстрируется для удобства объяснения.
[0022]
Электротехнический стальной лист 1 с ориентированной зеренной структурой включает в себя стальной лист (основной металл) 2, в котором кристаллической ориентацией управляют путем комбинации холодной прокатки и отжига так, чтобы ось легкого намагничивания кристаллического зерна и направление X прокатки соответствовали друг другу, и бороздка 3 обеспечивается на поверхности 2a стального листа 2.
[0023]
Стальной лист 2 содержит следующие химические компоненты: Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси.
[0024]
Химические компоненты стального листа 2 являются химическими компонентами, которые являются предпочтительными после того, как кристаллическая ориентация интегрируется к ориентации {110} <001>, то есть после приведения к текстуре Госса. Среди этих элементов Si и C являются основными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, С и Se являются опциональными элементами. Опциональные элементы могут содержаться в соответствии с их целью. Соответственно, нет необходимости ограничивать нижний предел, и нижний предел может составлять 0 мас.%. В дополнение к этому, эффект этого варианта осуществления не ухудшается, даже когда опциональные элементы содержатся в качестве примесей. В стальном листе 2 остаток кроме основных элементов и опциональных элементов может состоять из Fe и примесей. В дополнение к этому, примеси представляют собой элементы, которые неизбежно содержатся благодаря руде и лому, используемым в качестве сырья, или условиям производства и т.п. при промышленном производстве стального листа 2.
В дополнение к этому, электротехнический стальной лист обычно подвергается отжигу для очистки во время вторичной рекристаллизации. Удаление формирующего ингибитор элемента из системы происходит при отжиге для очистки. В частности, уменьшение концентрации происходит в значительной степени относительно N и S, и эта концентрация становится равной 50 частей на миллион или меньше. При типичных условиях отжига для очистки эта концентрация становится равной 9 частей на миллион или меньше, или 6 частей на миллион или меньше. Если отжиг для очистки выполняется в достаточной степени, эта концентрация достигает некоторой степени (1 часть на миллион или меньше), при которой обнаружение становится невозможным с помощью обычного анализа.
[0025]
Содержание химического компонента в стальном листе 2 может быть измерено в соответствии с обычным способом анализа стали. Например, содержания химических компонентов в стальном листе 2 могут быть измерены с использованием атомной эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). В частности, возможно определить химические компоненты путем выполнения измерения для квадратного тестового образца со стороной 35 мм, который получается из центрального положения стального листа 2 после удаления пленки, с использованием устройства эмиссионного анализа ICP (например, ICPS-8100 производства компании Shimadzu Corporation) при условиях, основанных на калибровочной кривой, которая создается заранее. Кроме того, содержание C и S может быть измерено путем использования способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
[0026]
Электротехнический стальной лист 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления может включать в себя изолирующую пленку (не показана) на бороздке 3 и поверхности 2a стального листа.
[0027]
В дополнение к этому, стеклянная пленка (не показана) может быть предусмотрена между поверхностью 2a стального листа и изолирующей пленкой. Например, стеклянная пленка формируется из сложных оксидов, таких как форстерит (Mg2SiO4), шпинель (MgAl2O4) и кордиерит (Mg2Al4Si5O16). Хотя детали будут описаны позже, стеклянная пленка представляет собой пленку, которая формируется для предотвращения прилипания к стальному листу 2 в процессе окончательного отжига, который является одним из процессов производства электротехнического стального листа 1 с ориентированной зеренной структурой. Соответственно, стеклянная пленка не является существенным элементом среди составляющих элементов электротехнического стального листа 1 с ориентированной зеренной структурой. Например, изолирующая пленка содержит коллоидный кремнезем и фосфат, и играет роль придания стальному листу 2 электроизолирующих свойств, прочности при растяжении, коррозионной стойкости, теплостойкости и т.п.
[0028]
Кроме того, например, стеклянная пленка и изолирующая пленка электротехнического стального листа 1 с ориентированной зеренной структурой могут быть удалены следующим способом. Электротехнический стальной лист 1 с ориентированной зеренной структурой, включающий в себя стеклянную пленку или изолирующую пленку, погружается в водный раствор гидроксида натрия, содержащий 10 мас.% NaOH и 90 мас.% H2O, с температурой 80°C на 15 мин. Затем электротехнический стальной лист 1 с ориентированной зеренной структурой погружается в водный раствор серной кислоты, содержащий 10 мас.% H2SO4 и 90 мас.% H2O, с температурой 80°C на 3 мин. Затем электротехнический стальной лист 1 с ориентированной зеренной структурой погружается в водный раствор азотной кислоты, содержащий 10 мас.% HNO3 и 90 мас.% H2O, при комнатной температуре время, которое немного короче чем 1 мин, и промывается. Наконец электротехнический стальной лист 1 с ориентированной зеренной структурой сушится с использованием потока теплого воздуха в течение времени немного меньшего, чем 1 мин. Кроме того, в том случае, когда стеклянная пленка или изолирующая пленка удаляются с электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с вышеописанным способом, подтверждается, что форма или шероховатость бороздки 3 стального листа 2 являются приблизительно теми же самыми, что и форма или шероховатость перед формированием стеклянной пленки или изолирующей пленки.
[0029]
Как проиллюстрировано на Фиг. 1, бороздка 3 формируется таким образом, что бороздка 3 проходит в направлении, которое пересекает направление Х прокатки, а направление глубины соответствует направлению Z толщины листа. В том случае, если смотреть на поверхность 2a стального листа в направлении Z толщины листа, электротехнический стальной лист 1 с ориентированной зеренной структурой включает в себя группу 30 бороздок, которая состоит из множества бороздок 3, расположенных в направлении Y ширины листа. Если смотреть на плоскость проекции (сечение, обозначенное пунктирной линией 11a на Фиг. 1), которая является перпендикулярной направлению X прокатки, бороздки 3, которые составляют группу 30 бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга.
В соответствии с этой конфигурацией в электротехническом стальном листе 1 с ориентированной зеренной структурой 1 в случае формирования множества бороздок 3 в направлении Y ширины листа возможно гарантировать состояние, в котором бороздки 3 формируются в направлении Y ширины листа. В результате становится возможным улучшить потери в железе.
[0030]
Когда один конец стального листа в направлении ширины листа Y принимается в качестве референсного конца 21a, множество бороздок 3, составляющих группу 30 бороздок, формируются как первая бороздка 31, вторая бороздка 32 и n-я бороздка 3n в порядке близости к референсному концу 21a. Как проиллюстрировано на Фиг. 1, первая бороздка 31, вторая бороздка 32, и n-я бороздка 3n располагаются таким образом, что концы бороздок 3, которые являются смежными друг другу на плоскости проекции, перпендикулярной к направлению X прокатки, накладываются друг на друга.
В дополнение к этому, как проиллюстрировано на Фиг. 1, предпочтительно, чтобы группа 30 бороздок располагалась так, чтобы она отстояла от другой группы 30 бороздок в направлении X прокатки.
[0031]
Как проиллюстрировано на Фиг. 2, в каждой из бороздок 3 наклонная часть 5, которая наклонена так, чтобы глубина становилась более глубокой от поверхности 2a стального листа до дна 4 бороздки 3, формируется на обоих концах в продольном направлении L бороздки. Как было описано выше, в том случае, когда наклонная часть 5 предусматривается на обоих концах в продольном направлении L бороздки, когда бороздки 3 располагаются таким образом, что концы смежных друг другу бороздок 3 накладываются друг на друга, как описано ниже, возможно эффективно улучшить потери в железе.
Далее будет определена терминология, используемая в следующем описании.
[0032]
(Средняя глубина D бороздки)
Глубина бороздки 3 представляет собой расстояние от поверхности 2a стального листа до поверхности (дна 4) бороздки 3 в направлении Z толщины листа. Средняя глубина D бороздки может быть измерена следующим образом. В том случае, когда бороздка 3 рассматривается в направлении Z толщины листа (в случае вида сверху бороздки 3), диапазон наблюдения устанавливается на часть бороздки 3. Предпочтительно, чтобы диапазон наблюдения устанавливался на область, не включающую в себя конец в продольном направлении L бороздки 3 (то есть область, в которой форма дна бороздки является устойчивой). Например, диапазон наблюдения может быть областью наблюдения, длина которой в продольном направлении L бороздки составляет приблизительно от 30 мкм до 300 мкм приблизительно в центральной части бороздки в продольном направлении L. Затем распределение высоты (распределение глубины бороздки) в диапазоне наблюдения получается путем использования лазерного микроскопа, и определяется максимальная глубина бороздки в диапазоне наблюдения. То же самое измерение выполняется по меньшей мере в трех или больше областях, предпочтительно в 10 областях, изменяя диапазон наблюдения. В дополнение к этому, вычисляется среднее значение максимальной глубины бороздки в соответствующих областях наблюдения, и это среднее значение определяется как средняя глубина D бороздки. Например, средняя глубина D бороздки 3 в этом варианте осуществления предпочтительно составляет от 5 мкм до 100 мкм, и более предпочтительно больше чем 10 мкм и меньше или равно 40 мкм, так, чтобы предпочтительно получить эффект измельчения магнитного домена.
Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z толщины листа для того, чтобы измерить расстояние между поверхностью 2a стального листа и поверхностью бороздки 3. Например, положение (высота) в направлении Z толщины листа измеряется для множества площадок на поверхности 2a стального листа в каждом из диапазонов наблюдения с использованием лазерного микроскопа, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа. В дополнение к этому, в этом варианте осуществления при измерении средней ширины W бороздки, как будет описано позже, используется поперечное сечение бороздки. Соответственно, поверхность 2a стального листа может быть измерена в поперечном сечении бороздки. Кроме того, при наблюдении образца стального листа с помощью лазерного микроскопа предпочтительно, чтобы две поверхности листа (поверхность наблюдения и соответствующая ей задняя поверхность) образца стального листа были приблизительно параллельны друг другу.
[0033]
(Средняя ширина W бороздки)
Ширина бороздки 3 представляет собой длину бороздки в поперечном направлении Q бороздки в том случае, когда бороздка 3 рассматривается на поперечном сечении (поперечном сечении в направлении ширины бороздки или в поперечном сечении бороздки), которое перпендикулярно продольному направлению L бороздки. Средняя ширина W бороздки может быть измерена следующим образом. Как и для средней глубины D бороздки, диапазон наблюдения устанавливается на часть бороздки 3 в том случае, когда бороздка 3 рассматривается в направлении Z толщины листа (в случае вида сверху бороздки 3). Предпочтительно, чтобы диапазон наблюдения устанавливался на область, не включающую в себя конец в продольном направлении L бороздки 3 (то есть область, в которой форма дна бороздки является устойчивой).
Например, диапазон наблюдения может быть областью наблюдения, длина которой в продольном направлении L бороздки составляет приблизительно от 30 мкм до 300 мкм приблизительно в центральной части бороздки в продольном направлении L. Затем поперечное сечение бороздки, перпендикулярное продольному направлению L бороздки, получается для одной произвольной площадки в диапазоне наблюдения (например, в положении максимальной глубины бороздки в области наблюдения) с использованием лазерного микроскопа. Размер раскрытия бороздки получается из контурной кривой поверхности 2a стального листа и бороздки 3 на поперечном сечении бороздки.
[0034]
В частности, после получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к поверхности 2a стального листа и измерения кривой MCL поперечного сечения, которая составляет контур поверхности 2a стального листа и бороздки 3, который показан на поперечном сечении бороздки, когда полосовой фильтр (пороговое значение: λf, λc), применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 3, получается волновая кривая WWC, которая составляет контур бороздки 3 в поперечном сечении бороздки. Эта волновая кривая представляет собой один вид контурной кривой, который является подходящим для того, чтобы упростить форму контура до гладкой линии.
[0035]
Как проиллюстрировано на Фиг. 3, длина (раскрытия бороздки) Wn сегмента линии, который соединяет две точки (третью точку 33 и четвертую точку 34), в которых глубина от поверхности 2a стального листа до поверхности бороздки 3 вдоль направления Z толщины листа составляет 0,05×D относительно средней глубины D бороздки 3, получается на волновой кривой WWC бороздки 3 в поперечном сечении бороздки.
То же самое измерение выполняется по меньшей мере в трех или более областях, предпочтительно в 10 областях, изменяя диапазон наблюдения. В дополнение к этому, вычисляется среднее значение раскрытия бороздки в соответствующих областях наблюдения, и это среднее значение определяется как средняя ширина W бороздки. Например, предпочтительно, чтобы средняя ширина W бороздки 3 в этом варианте осуществления составляла от 10 мкм до 250 мкм для того, чтобы предпочтительно получить эффект измельчения магнитного домена.
Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z толщины листа для того, чтобы измерить глубину 0,05×D от поверхности 2a стального листа. Например, положение (высота) в направлении Z толщины листа измеряется для множества площадок на поверхности 2a стального листа на волновой кривой в каждом поперечном сечении бороздки, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа.
[0036]
(Первый угол θ)
Первый угол θ бороздки 3 представляет собой угол, образуемый поверхностью 2a стального листа и концом бороздки 3. Первый угол θ может быть измерен следующим образом. В том случае, когда бороздка 3 рассматривается в направлении Z толщины листа (в случае вида сверху бороздки 3), диапазон наблюдения устанавливается в ту часть бороздки 3, которая включает в себя конец в продольном направлении L бороздки. На виде сверху бороздки 3 в направлении Z толщины листа множество из (n) виртуальных линий L1 - Ln виртуально устанавливается в диапазоне наблюдения вдоль продольного направления L бороздки (см. Фиг. 6). Предпочтительно, чтобы диапазон наблюдения устанавливался в ту область, которая включает в себя конец бороздки 3 (то есть область, простирающуюся от исходной точки бороздки 3 в продольном направлении L бороздки до той области, в которой форма дна бороздки является устойчивой). Затем при измерении распределения высоты (распределения глубины) бороздки 3 в диапазоне наблюдения вдоль виртуальной линии L1 с использованием лазерного микроскопа (устройства для измерения шероховатости поверхности лазерного типа), как проиллюстрировано на Фиг. 4, кривая измерения поперечного сечения MCL 1, которая составляет контур конца бороздки 3 в продольном направлении L бороздки, получается в форме, соответствующей виртуальной линии L1.
[0037]
После получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к измеренной кривой поперечного сечения MCL1, полученной относительно виртуальной линии L1, когда полосовой фильтр (пороговое значение: λf, λc), применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 3, волновая кривая LWC1, которая составляет контур конца бороздки 3 в продольном направлении L бороздки, получается в форме, соответствующей виртуальной линии L1.
[0038]
Как проиллюстрировано на Фиг. 5, при использовании волновой кривой LWC1 расстояния (глубины d1 - dn в мкм) в направлении Z толщины листа между поверхностью 2a стального листа и контуром (то есть волновой кривой LWC1) бороздки 3 получаются во множестве (n) положений вдоль виртуальной линии L1. В дополнение к этому, получается среднее значение (глубины D1 бороздки) глубин d1 - dn. Глубины D2 - Dn конца бороздки также получаются относительно других виртуальных линий L2 - Ln в соответствии с тем же самым способом измерения.
Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z толщины листа для того, чтобы измерить глубины d1 - dn от поверхности 2a стального листа. Например, положение (высота) в направлении Z толщины листа может быть измерено для множества положений на поверхности 2a стального листа в диапазоне наблюдения с использованием лазерного микроскопа, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа.
[0039]
В этом варианте осуществления среди виртуальных линий L1 - Ln та виртуальная линия, которая соответствует продольному направлению L бороздки и удовлетворяет условию максимальной средней глубины бороздки, выбирается в качестве референсной линии BL бороздки. Например, как проиллюстрировано на Фиг. 6, среди глубин бороздки D1 - Dn, полученных для виртуальных линий L1 - Ln, глубина D2 бороздки является максимальной, и виртуальная линия L2 определяется в качестве референсной линии BL бороздки.
[0040]
Как проиллюстрировано на Фиг. 7, на форме волновой кривой, основанной на референсной линии BL бороздки, прямая линия, которая соединяет первую точку 51, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа составляет 0,05×D, и вторую точку 52, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа составляет 0,50×D, принимается в качестве прямой линии 3E конца бороздки. В дополнение к этому, первый угол θ бороздки 3 определяется как угол наклона прямой линии 3E конца бороздки относительно поверхности 2a стального листа.
Кроме того, необходимо подвергнуть поверхность 2a стального листа линейной аппроксимации для того, чтобы измерить первый угол θ.
Например, на форме волновой кривой, основанной на референсной линии BL бороздки, только область поверхности 2a стального листа за исключением бороздки 3 может быть подвергнута линейной аппроксимации. Может быть измерен угол наклона между поверхностью 2a стального листа, подвергнутой линейной аппроксимации, и прямой линией 3E конца бороздки. Угол наклона (первый угол θ), образуемый прямой линией 3E конца бороздки и поверхностью 2a стального листа, получается на обоих концах бороздки 3 в продольном направлении L бороздки одним и тем же способом.
[0041]
(Продольная линия LWP проекции бороздки)
В том случае, когда поверхность, перпендикулярная к направлению X прокатки, берется в качестве плоскости проекции, и контур бороздки 3 в продольном направлении L бороздки проецируется на эту плоскость проекции, контур, который проецируется на плоскость проекции в продольном направлении L бороздки, определяется как продольная линия LWP проекции бороздки. Продольная линия LWP проекции бороздки может быть измерена следующим образом. На виде сверху бороздки 3 в направлении Z толщины листа диапазон наблюдения устанавливается в ту область, которая включает в себя всю бороздку 3, или в ту область, которая включает в себя конец бороздки 3 (то есть область, простирающуюся от исходной точки бороздки 3 в продольном направлении L бороздки до той области, в которой форма дна бороздки является устойчивой). Множество виртуальных линий вдоль продольного направления L бороздки виртуально устанавливаются в этом диапазоне наблюдения. Предполагается, что виртуальные линии L1 - Ln могут быть установлены на произвольной высоте в направлении Z толщины листа. В дополнение к этому, виртуальная линия, на которой глубина бороздки становится максимальной, выбирается с помощью того же самого способа, что и способ, описанный для референсной линии BL бороздки. Кривая, которая получается при проецировании распределения глубины бороздки вдоль выбранной виртуальной линии на плоскость проекции в качестве всего контура (волновой кривой) бороздки 3 в продольном направлении L бороздки, устанавливается как продольная линия LWP проекции бороздки. Кроме того, предпочтительно, чтобы диапазон наблюдения устанавливался на область, включающую в себя целиком две смежные бороздки, или на область, включающую в себя конец, на котором две смежные бороздки накладываются друг на друга (то есть в область, включающую в себя область, в которой форма дна одной бороздки является устойчивой, область, в которой концы двух смежных бороздок накладываются друг на друга, и область, в которой форма дна другой бороздки является устойчивой). Два конца бороздок, которые составляют группу 30 бороздок, в продольном направлении L бороздки устанавливаются как первый конец бороздки и второй конец бороздки в порядке близости к референсному концу 21a. Фиг. 8 схематично иллюстрирует первый конец 31a бороздки и второй конец 31b бороздки первой продольной линии LWP1 проекции первой бороздки 31, а также первый конец 32a бороздки и второй конец 32b бороздки второй продольной линии LWP2 проекции второй бороздки 32. В дополнение к этому, на Фиг. 8 для объяснения позиционного соотношения между смежными бороздками в направлении Y ширины листа показаны и описаны только две бороздки 31 и 32, смежные друг другу в направлении Y ширины листа, из множества бороздок 3 электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления.
[0042]
Как проиллюстрировано на Фиг. 1, в электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления второй конец 31b первой бороздки 31 и первый конец 32a второй бороздки 32, которые являются смежными друг другу в направлении Y ширины листа, располагаются так, чтобы они накладывались друг на друга в направлении Y ширины листа. Фиг. 8 иллюстрирует расположение, в котором концы первой бороздки 31 и второй бороздки 32, которые являются смежными друг другу в направлении Y ширины листа, не накладываются друг на друга, если смотреть в направлении Z толщины листа. Однако концы первой бороздки 31 и второй бороздки 32 могут накладываться друг на друга, если смотреть в направлении Z толщины листа. Например, когда концы первой бороздки 31 и второй бороздки 32 полностью накладываются друг на друга, если смотреть в направлении Z толщины листа, первая бороздка 31 и вторая бороздка 32 могут рассматриваться как одна бороздка.
[0043]
Смежные бороздки накладываются друг на друга в направлении Y ширины листа таким образом, что положение первого конца 32a второй бороздки 32 на второй продольной линии LWP2 проекции бороздки в направлении Y ширины листа располагается с более дальней от референсного конца 21a стороны по сравнению с положением второго конца 31b первой бороздки 31 на первой продольной линии LWP1 проекции бороздки в направлении Y ширины листа. Как проиллюстрировано на Фиг. 8, область между вторым концом 31b первой бороздки 31 и первым концом 32a второй бороздки 32 является областью R, в которой первая бороздка 31 и вторая бороздка 32 накладываются друг на друга в направлении Y ширины листа.
[0044]
В электротехническом стальном листе 1 с ориентированной зеренной структурой множество бороздок формируется в направлении Y ширины листа, и бороздки 31 и 32, смежные друг другу, накладываются друг на друга. Соответственно, даже при использовании бороздок 31, 32, …, 3n, имеющих наклонную часть 5, возможно снизить потери в железе до низкого значения. Таким образом, даже в бороздке 3, в которой наклонная часть формируется на обоих концах в продольном направлении L бороздки для улучшения коррозионной стойкости, если множество бороздок 3 располагается в направлении Y ширины листа и оба конца смежных бороздок располагаются так, чтобы они накладывались друг на друга в направлении Y ширины листа, возможно улучшить потери в железе аналогично тому случаю, в котором одна бороздка, имеющая однородную глубину, формируется в направлении Y ширины листа.
[0045]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления при удовлетворении следующего условия возможно дополнительно улучшить потери в железе электротехнического стального листа с ориентированной зеренной структурой.
[0046]
Интервал в направлении X прокатки (расстояние F1, проиллюстрированное на Фиг. 1) между первой бороздкой 31 и второй бороздкой 32, которые являются смежными друг другу в направлении Y ширины листа, устанавливается более малым, чем интервал в направлении X прокатки (расстояние F2, проиллюстрированное на Фиг. 1) между группами 30 бороздок, которые являются смежными друг другу в направлении X прокатки. Средняя глубина группы бороздок, которая состоит из множества бороздок 31, 32, …, 3n, обеспечиваемых в направлении Y ширины листа, устанавливается как DA, во втором конце 31b бороздки первой продольной линии LWP1 проекции бороздки положение (точка на первой продольной линии LWP1 проекции бороздки), в котором глубина в направлении Z толщины листа от поверхности 2a стального листа до контура в продольном направлении L бороздки становится равной 0,05×DA, упоминается как положение 0,05DA (вторая точка) второго конца 31b первой бороздки 31. Аналогичным образом в первом конце 32a бороздки второй продольной линии LWP2 проекции бороздки положение (точка на второй продольной линии LWP2 проекции бороздки), в котором глубина в направлении Z толщины листа от поверхности 2a стального листа до контура в продольном направлении L бороздки становится равной 0,05×DA, упоминается как положение 0,05DA (первая точка) первого конца 32a второй бороздки 32. Первая бороздка 31 и вторая бороздка 32 располагаются таким образом, что расстояние между положением 0,05DA (первой точкой на второй продольной линии LWP2 проекции бороздки) первого конца 32a второй бороздки 32 и референсным концом 21a стального листа 2 является более малым, чем расстояние между положением 0,05DA (второй точкой на первой продольной линии LWP1 проекции бороздки) второго конца 31b первой бороздки 31 и референсным концом 21a стального листа 2. Даже в бороздке 3, в которой наклонная часть 5 располагается на обоих концах в продольном направлении L бороздки для улучшения коррозионной стойкости, если множество бороздок 3 располагается в направлении Y ширины листа, и оба конца бороздок 31 и 32, которые являются смежными друг другу, располагаются так, чтобы они накладывались друг на друга в направлении Y ширины листа, даже когда концы соответствующих бороздок 31, 32, …, 3n являются неглубокими, возможно улучшить потери в железе аналогично тому случаю, в котором одна бороздка, имеющая однородную глубину, формируется в направлении Y ширины листа.
[0047]
В дополнение к этому, при удовлетворении следующего условия возможно дополнительно улучшить потери в железе у электротехнического стального листа 1 с ориентированной зеренной структурой.
Произвольная точка на первой продольной линии LWP1 проекции бороздки, которая включена в перекрывающуюся область R между первым концом 32a второй бороздки 32 и вторым концом 31b первой бороздки 31, устанавливается как P1, и среди точек на второй продольной линии LWP2 проекции бороздки, которая включена в перекрывающуюся область R, точка, в которой расстояние от референсного конца 21a является тем же самым, что и расстояние между точкой P1 и референсным концом 21a (то есть точка, в которой положение в направлении Y ширины листа является тем же самым, что и в точке P1), устанавливается как P2. В этом варианте осуществления в перекрывающейся области R суммарная глубина первой бороздки 31 от поверхности 2a стального листа до точки P1 на первой продольной линии LWP1 проекции бороздки в направлении Z толщины листа и второй бороздки 32 от поверхности 2a стального листа до точки P2 на второй продольной линии LWP2 проекции бороздки в направлении Z толщины листа составляет 0,5×DA или больше. Таким образом, даже когда точки P1 и P2 существуют в любом положении в перекрывающейся области R, условие «суммарная глубина составляет 0,5×DA или больше» удовлетворяется. Как проиллюстрировано на Фиг. 8 и Фиг. 9, в перекрывающейся области R глубина первой бороздки 31 и глубина второй бороздки 32 в точках P (P1, P2), в которых расстояния от референсного конца 21a являются одинаковыми, добавляются друг к другу. Бороздки 3 располагаются таким образом, что полное значение глубины первой бороздки 31 и второй бороздки 32 в точках P становится равным 0,5×DA или больше относительно средней глубины DA группы бороздок, которые формируются в направлении Y ширины листа.
[0048]
На Фиг. 8 продольные линии проекции бороздки, которые получаются путем проецирования контуров в продольном направлении L бороздки на плоскость проекции, показаны на координатах. Фиг. 9 представляет собой график, иллюстрирующий соотношение между положением области от первого конца 31a первой бороздки 31 и второго конца 32b второй бороздки 32 в направлении Y ширины листа и суммарной глубиной бороздки. Продольные линии проекции бороздки показаны как упрощенная прямая линия. Первая бороздка 31 и вторая бороздка 32 накладываются друг на друга от концов бороздки до области дна 4, описанной в варианте осуществления.
В соответствии с этим, как проиллюстрировано на Фиг. 8, в перекрывающейся области R максимальное значение суммарной глубины первой бороздки 31 и второй бороздки 32 становится приблизительно в два раза больше средней глубины DA группы бороздок в направлении Y ширины листа, а минимальное значение суммарной глубины бороздки становится приблизительно тем же самым, что и средняя глубина DA группы бороздок в направлении Y ширины листа.
[0049]
Один пример, в котором ширина перекрывающейся области R между первой бороздкой 31 и второй бороздкой 32, которые являются смежными друг другу, отличается от ширины в примере, проиллюстрированном на Фиг. 8, показан на Фиг. 10 и Фиг. 11. В случае примера, проиллюстрированного на Фиг. 10, области наклонных частей 5 первой бороздки 31 и второй бороздки 32 накладываются друг на друга. Таким образом, перекрытие делается таким образом, что первая продольная линия LWP1 проекции бороздки и вторая продольная линия LWP2 проекции бороздки пересекают друг друга в положениях наклонных частей 5 первой бороздки 31 и второй бороздки 32. Как проиллюстрировано на Фиг. 11, в перекрывающейся области R минимальное значение суммарной глубины первой бороздки 31 и второй бороздки 32 в точках P (P1, P2), в которых расстояния от референсного конца 21a являются одинаковыми, становится меньше, чем средняя глубина DA группы бороздок в направлении Y ширины листа. Минимальное значение суммарной глубины в перекрывающейся области R и потери в железе в электротехническом стальном листе с ориентированной зеренной структурой, включающем в себя группу 30 бороздок, коррелируют друг с другом. Кроме того, когда первая бороздка 31 и вторая бороздка 32 накладываются друг на друга для того, чтобы удовлетворить вышеописанное условие, угол наклона (первый угол θ) в концах бороздок 31 и 32 не оказывает влияния на характеристики потерь в железе .
[0050]
Таким образом, в перекрывающейся области R первой бороздки 31 и второй бороздки 32, когда суммарное значение глубин первой бороздки 31 и второй бороздки 32 составляет 0,5×DA или больше, в перекрывающейся области R возможно гарантировать глубину, сопоставимую с глубиной дна 4 в области, в которой перекрытие отсутствует. В соответствии с этим, в направлении Y ширины листа подавляется уменьшение эффекта измельчения магнитного домена благодаря быстрому уменьшению глубины части бороздки. В результате становится возможным улучшить потери в железе.
[0051]
Более предпочтительно, когда смежные бороздки располагаются таким образом, что суммарная глубина первой бороздки 31 и второй бороздки 32 в точках P (P1, P2) в направлении Y ширины листа в перекрывающейся области R первой бороздки 31 и второй бороздки 32 становится равной 0,7×DA или больше относительно среднего значения (средней глубины группы бороздок) DA глубин множества бороздок, которые формируются в направлении Y ширины листа, глубина бороздки (в перекрывающейся области R, суммарная глубина этих двух бороздок 31 и 32), предпочтительная для улучшения потерь в железе в направлении Y ширины листа, получается в достаточной степени, и потери в железе могут быть улучшены. Верхний предел суммарной глубины первой бороздки 31 и второй бороздки 32 в точках P (P1, P2) в направлении Y ширины листа не ограничивается, но верхний предел может быть в два или менее раз больше средней глубины DA группы бороздок с учетом уменьшения плотности магнитного потока. В дополнение к этому, когда суммарная глубина первой бороздки 31 и второй бороздки 32 в точках P (P1, P2) в направлении Y ширины листа является в два или менее раз больше средней глубины DA группы бороздок, величина вариации глубины бороздки в направлении Y ширины листа подавляется до малых значений. Соответственно, становится возможным устойчиво улучшить потери в железе более эффективным образом.
[0052]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления, когда оба конца (первые концы 31a и 32a и вторые концы 31b и 32b) бороздки 3 в продольном направлении L бороздки перпендикулярны поверхности 2a стального листа, теоретически считается, что существенные потери в железе получаются даже тогда, когда перекрывающаяся область R отсутствует.
Однако может быть трудным надежно сформировать бороздку, имеющую поперечное сечение, которое является перпендикулярным поверхности 2a стального листа. В дополнение к этому, в случае формирования бороздки, в которой глубина относительно поверхности 2a стального листа составляет более 10 мкм, вариация формы конца бороздки 3 имеет тенденцию к увеличению. Следовательно, при выполнении покрытия для придания поверхности 2a стального листа электроизоляционных свойств после формирования бороздки 3 может быть трудно нанести покрывающее вещество в каждом углу конца бороздки 3. В дополнение к этому, вариация формы конца бороздки 3 является большой. Следовательно, способность к адгезии покрывающего вещества может оказаться недостаточной в некоторых местах конца бороздки 3. В результате равномерное нанесение покрывающего вещества может оказаться затруднительным, и могут возникнуть проблемы с коррозионной стойкостью. В этом случае оба конца бороздки 3 могут быть наклонены. В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления наклонная поверхность формируется в конце бороздки 3 в продольном направлении L бороздки для того, чтобы стабилизировать форму конца бороздки 3. В соответствии с этим коррозионная стойкость улучшается. В дополнение к этому, когда по меньшей мере наклонные поверхности концов множества бороздок 3 накладываются друг на друга на первой продольной линии LWP1 проекции бороздки и второй продольной линии LWP2 проекции бороздки в направлении Y ширины листа, становится возможным поддерживать потери в железе и коррозионную стойкость удовлетворительным образом. В результате вышеописанная конфигурация является предпочтительной.
[0053]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления при удовлетворении следующего условия становится возможным реализовать улучшение коррозионной стойкости и улучшение потерь в железе .
[0054]
Как проиллюстрировано на Фиг. 2, конец бороздки 3, которая обеспечивается в электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, наклонен так, чтобы на концах 31a и 31b бороздки 3 в продольном направлении L бороздки соотношение между углом (первым углом θ), образуемым прямой линией 3E конца бороздки и поверхностью 2a стального листа, и соотношение сторон А, получаемое путем деления средней глубины D бороздки на среднюю ширину W бороздки, удовлетворяли следующему Выражению (1).
[0055]
θ<-21×A+77 … (1)
[0056]
Первый угол θ, который представляет собой угол наклона наклонной части 5, определяется на основе соотношения сторон А (=D/W), которое получается путем деления средней глубины D бороздки на среднюю ширину W бороздки. Как правило, по мере того, как средняя глубина D бороздки увеличивается, потери в железе, на которые влияет глубина бороздки, улучшаются. В дополнение к этому, по мере того, как средняя ширина W бороздки уменьшается, величина ухудшения плотности магнитного потока благодаря удалению части стали становится меньше. Соответственно потери в железе могут быть уменьшены. Таким образом, по мере того, как соотношение сторон A становится больше, становится возможным управлять магнитными характеристиками предпочтительным образом. С другой стороны, по мере того, как соотношение сторон A становится больше, проникновение пленкообразующего раствора в бороздку становится менее вероятным. Следовательно, коррозионная стойкость при этом ухудшается. В частности, коррозионная стойкость ухудшается на конце бороздки 3. Соответственно, необходимо управлять соотношением сторон A и первым углом θ в комбинации друг с другом так, чтобы одновременно получить как магнитные характеристики, так и коррозионную стойкость. В частности, когда первый угол θ бороздки 3 отклоняется от диапазона Выражения (1), угол наклона конца бороздки 3 относительно соотношения сторон становится большим. Следовательно, становится трудно покрыть бороздку 3 стеклянной пленкой или изолирующей пленкой на конце бороздки 3. В результате возрастает вероятность образования ржавчины на конце бороздки 3.
[0057]
Таким образом, по мере увеличения средней глубины D бороздки необходимо уменьшать угол наклона (первый угол θ) на конце бороздки для того, чтобы подавить образование ржавчины. В дополнение к этому, по мере уменьшения средней ширины W бороздки необходимо уменьшать угол наклона (первый угол θ) на конце бороздки для того, чтобы подавить образование ржавчины. В дополнение к этому, когда соотношение средней глубины D бороздки, средней ширины W бороздки и первого угла θ удовлетворяет Выражению (1), возможно одновременно достичь эффекта улучшения магнитных характеристик и коррозионной стойкости в бороздке 3.
[0058]
Кроме того, Выражение (1) является диапазоном, подходящим для случая, когда средняя глубина D бороздки 3 составляет 5 мкм или больше. Когда средняя глубина D бороздки 3 составляет меньше чем 5 мкм, разница в форме конца бороздки 3 является малой, и проблемы, относящиеся к коррозионной стойкости, становятся менее вероятными. С другой стороны, когда средняя глубина D бороздки 3 составляет меньше чем 5 мкм, измельчение магнитного домена благодаря формированию бороздки может быть недостаточным. Верхний предел глубины бороздки 3 особенно не ограничивается. Однако когда средняя глубина D бороздки 3 становится равной 30% или больше относительно толщины электротехнического стального листа с ориентированной зеренной структурой в направлении Z толщины листа, количество электротехнического стального листа с ориентированной зеренной структурой, которое является магнитным материалом, то есть количество стального листа, уменьшается. Следовательно, плотность магнитного потока при этом может уменьшиться. Например, верхний предел средней глубины D бороздки 3 может составлять 100 мкм с учетом того, что типичная толщина электротехнического стального листа с ориентированной зеренной структурой для намоточного трансформатора составляет 0,35 мм или меньше. Бороздка 3 может быть сформирована на одной поверхности электротехнического стального листа с ориентированной зеренной структурой, или может быть сформирована на обеих его поверхностях.
[0059]
По результатам эксперимента становится очевидно, что предпочтительно, чтобы следующее Выражение (2) удовлетворялось в дополнение к Выражению (1), потому что образование ржавчины может быть подавлено с более высокой точностью.
[0060]
θ<32×A2-55×A+73 … (2)
[0061]
В дополнение к этому, становится очевидно, что в том случае, когда средняя глубина D бороздки находится в диапазоне от 15 мкм до 30 мкм, более предпочтительно, чтобы первый угол θ конца бороздки 3 удовлетворял следующему Выражению (3) относительно средней глубины D бороздки и средней ширины W бороздки с точки зрения улучшения коррозионной стойкости.
[0062]
θ≤0,12×W-0,45×D+57,39 … (3)
[0063]
В дополнение к этому, в том случае, когда средняя ширина W бороздки больше чем 30 мкм и меньше или равна 100 мкм, становится очевидно, что более предпочтительно, чтобы первый угол θ конца бороздки 3 удовлетворял следующему Выражению (4) относительно средней глубины D бороздки и средней ширины W бороздки с точки зрения улучшения коррозионной стойкости.
[0064]
θ≤-0,37×D+0,12×W+55,39 … (4)
[0065]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления даже в том случае, когда средняя глубина D бороздки составляет от 15 мкм до 30 мкм, когда бороздка 3 формируется таким образом, что первый угол θ удовлетворяет Выражению (3), покрытие стеклянной пленкой или изолирующей пленкой возможно без девиации, и возможно одновременно получить желаемые магнитные характеристики и коррозионную стойкость.
Аналогичным образом, даже в том случае, когда средняя ширина W бороздки больше чем 30 мкм и меньше или равна 100 мкм, когда первый угол θ удовлетворяет Выражению (4), можно одновременно получить желаемые магнитные характеристики и коррозионную стойкость. В том случае, когда в электротехническом стальном листе с ориентированной зеренной структурой формируется множество бороздок, если вышеописанные условия удовлетворяются для всех бороздок, получается высококачественный электротехнический стальной лист с ориентированной зеренной структурой. Однако в том случае, когда концы бороздки достигают обеих концевых поверхностей электротехнического стального листа с ориентированной зеренной структурой в направлении ширины листа Y, наклонная часть на концах бороздки не формируется. Соответственно, само собой разумеется, что вышеописанные условия в этом случае неприменимы.
[0066]
Стеклянная пленка, имеющая среднюю толщину от 0 до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, могут быть расположены в бороздке 3. В дополнение к этому, стеклянная пленка, имеющая среднюю толщину 0,5 мкм до 5 мкм, и изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, может быть расположена на поверхности 2a стального листа. В дополнение к этому, средняя толщина стеклянной пленки в бороздке 3 может быть меньше, чем средняя толщина стеклянной пленки на поверхности 2a стального листа.
[0067]
Кроме того, путем использования конфигурации, в которой стеклянная пленка не существует в бороздке 3 (то есть конфигурации, в которой средняя толщина стеклянной пленки в бороздке 3 равна нулю), можно дополнительно уменьшить расстояние между поверхностями стенок бороздки, которые обращены друг к другу (ширину бороздки). Соответственно, возможно дополнительно улучшить эффект измельчения магнитного домена (то есть, эффект сокращения аномальных потерь на токи Фуко) благодаря бороздке 3.
[0068]
В дополнение к этому, в этом варианте осуществления стеклянная пленка не является существенным составляющим элементом. Соответственно, когда данный вариант осуществления применяется к электротехническому стальному листу с ориентированной зеренной структурой, который включает в себя только стальной лист 2 и изолирующую пленку, также возможно получить эффект улучшения коррозионной стойкости. В электротехническом стальном листе с ориентированной зеренной структурой, который включает в себя только стальной лист 2 и изолирующую пленку, изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, может быть сформирована в бороздке 3, и изолирующая пленка, имеющая среднюю толщину от 1 мкм до 5 мкм, может быть сформирована на поверхности 2a стального листа.
[0069]
В этом варианте осуществления предпочтительно, чтобы в стальном листе 2 средний размер кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с бороздкой 3, составлял 5 мкм или больше. В дополнение к этому, верхний предел размера кристаллического зерна, которое находится в контакте с бороздкой 3, особенно не ограничивается, но этот верхний предел может быть установлен равным 100×103 мкм или меньше. В том случае, когда расплавленная и повторно отвержденная область, которая получается при формирования бороздки 3, существует на периферии бороздки 3, размер кристаллического зерна, которое находится в контакте с бороздкой 3, становится мелким.
В этом случае существует высокая вероятность того, что кристаллическая ориентация в конце концов отклонится от ориентации {110}<001>. Следовательно, существует высокая вероятность того, что предпочтительные магнитные характеристики не будут получены. Соответственно, предпочтительно, чтобы расплавленная и повторно отвержденная область не существовала на периферии бороздки 3. В том случае, когда расплавленная и повторно отвержденная область не существует на периферии бороздки 3, средний размер кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с бороздкой 3, становится равным 5 мкм или больше. В дополнение к этому, верхний предел размера кристаллического зерна, которое находится в контакте с бороздкой 3, особенно не ограничивается, но этот верхний предел может быть установлен равным 100×103 мкм или меньше.
[0070]
Кроме того, размер кристаллического зерна представляет собой диаметр эквивалентной окружности. Например, размер кристаллического зерна может быть получен в соответствии с типичным способом измерения размера кристаллического зерна, таким как ASTM E112, или может быть получен в соответствии со способом оценки картины дифракции обратноотраженных электронов (EBSD). В дополнение к этому, кристаллическое зерно, которое находится в контакте с бороздкой 3, может наблюдаться на поперечном сечении бороздки или на поперечном сечении, которое перпендикулярно направлению Z толщины листа. Например, бороздка, которая не включает в себя расплавленную и повторно отвержденную область, может быть получена в соответствии со способом производства, который будет описан позже.
[0071]
В частности, в том случае, когда бороздка 3 рассматривается на поперечном сечении бороздки, предпочтительно, чтобы размер кристаллического зерна (вторично рекристаллизованного зерна), которое существует на нижней стороне бороздки 3 в стальном листе 2, в направлении толщины листа был равен или больше чем 5 мкм и равен или меньше чем толщина стального листа 2. Эта характеристика означает, что слой мелких зерен (расплавленная и повторно отвержденная область), в котором размер кристаллического зерна в направлении толщины листа составляет приблизительно 1 мкм, не существует на нижней стороне бороздки 3 в стальном листе 2.
[0072]
Далее будет дано описание способа производства электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления. Фиг. 12 представляет собой блок-схему, иллюстрирующую процессы производства электротехнического стального листа 1 с ориентированной зеренной структурой. Как проиллюстрировано на Фиг. 12, в первом процессе литья S01, расплавленная сталь, которая имеет химический состав, включающий в себя Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси, подается в машину непрерывного литья, и непрерывно производится сляб. После этого, в процессе S02 горячей прокатки, сляб, полученный в процессе S01 литья, нагревается при предопределенных температурных условиях (например, 1150°C - 1400°C), и выполняется горячая прокатка этого сляба. В соответствии с этим получается, например, горячекатаный стальной лист, имеющий толщину 1,8-3,5 мм.
[0073]
После этого, в процессе S03 отжига, выполняется отжиг горячекатаного стального листа, полученного в процессе S02 горячей прокатки, при предопределенных температурных условиях (например, когда нагревание выполняется при 750°C - 1200°C в течение от 30 с до 10 мин).
[0074]
После этого, в процессе S04 холодной прокатки, по мере необходимости выполняется травление поверхности горячекатаного стального листа, который был отожжен в процессе S03 отжига, а затем выполняется холодная прокатка этого горячекатаного стального листа. В соответствии с этим получается, например, холоднокатаный стальной лист, имеющий толщину 0,15-0,35 мм.
[0075]
После этого, в процессе S05 обезуглероживающего отжига, выполняется термическая обработка (то есть обработка обезуглероживающего отжига) листа холоднокатаной стали, полученного в процессе S04 холодной прокатки, при предопределенных температурных условиях (например, когда нагревание выполняется при 700°C - 900°C в течение 1-3 мин) во влажной атмосфере. Когда выполняется обработка обезуглероживающего отжига листа холоднокатаной стали, содержание углерода уменьшается до предопределенного количества или меньше, и формируется первичная структура рекристаллизации. В дополнение к этому, в процессе S05 обезуглероживающего отжига оксидный слой, который содержит кремнезем (SiO2) в качестве главного компонента, формируется на поверхности листа холоднокатаной стали.
[0076]
После этого, в процессе S06 нанесения отжигового сепаратора, отжиговый сепаратор, который содержит оксид магния (MgO) в качестве главного компонента, наносится на поверхность листа холоднокатаной стали (поверхность оксидного слоя). После этого, в процессе S07 окончательного отжига, выполняется термическая обработка (то есть окончательный отжиг) листа холоднокатаной стали, на который было нанесен отжиговый сепаратор, при предопределенных температурных условиях (например, когда нагревание выполняется при 1100°C - 1300°C в течение 20-24 час). Когда выполняется окончательный отжиг, в листе холоднокатаной стали происходит вторичная рекристаллизация, и лист холоднокатаной стали очищается. В результате возможно получить лист холоднокатаной стали, который имеет вышеописанный химический состав стального листа 2, и в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллического зерна и направление Х прокатки соответствовали друг другу (то есть стальной лист 2 в состоянии перед тем, как бороздка 3 будет сформирована в электротехническом стальном листе 1 с ориентированной зеренной структурой).
[0077]
В дополнение к этому, когда выполняется описанный выше окончательный отжиг, оксидный слой, содержащий кремнезем в качестве главного компонента, реагирует с разделительным средством отжига, которое содержит оксид магния в качестве главного компонента, и стеклянная пленка (не показана), включающая в себя композитный оксид, такой как форстерит (Mg2SiO4), формируется на поверхности стального листа 2. В процессе S07 окончательного отжига окончательный отжиг выполняется в состоянии, в котором стальной лист 2 смотан в рулон. Стеклянная пленка формируется на поверхности стального листа 2 во время окончательного отжига. Соответственно, возможно предотвратить прилипание к стальному листу 2, который смотан в рулон.
[0078]
В процессе S08 формирования изолирующей пленки, например, раствор изолирующего покрытия, содержащий коллоидный кремнезем и фосфат, наносится на поверхность 2a стального листа с верхней стороны стеклянной пленки. Затем, когда термическая обработка выполняется при предопределенных температурных условиях (например, при 840°C - 920°C), изолирующая пленка формируется на поверхности стеклянной пленки.
[0079]
После этого, в процессе S09 нанесения бороздки, бороздка 3 формируется на поверхности 2a стального листа, на котором сформированы стеклянная пленка и изолирующая пленка. В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления бороздка может быть сформирована таким способом, как лазерный способ, способ прессования и способ травления. Далее будет дано описание способа формирования бороздки 3 в случае использования лазерного способа, способа прессования, способа травления и т.п. в процессе S09 формирования бороздки.
[0080]
(Способ формирования бороздки в соответствии с лазерным способом)
Далее будет дано описание способа формирования бороздки в соответствии с лазерным способом.
В процессе S09 нанесения бороздки поверхность (только одна поверхность) стального листа, на которой формируется стеклянная пленка, облучается лазерным светом для того, чтобы сформировать множество бороздок 3, которые проходят в направлении, пересекающем направление Х прокатки, на поверхности стального листа 2 с предопределенным интервалом вдоль направления Х прокатки.
[0081]
Как проиллюстрировано на Фиг. 12, в процессе S09 нанесения бороздки лазерный свет YL, испускаемый лазерным источником света (не показан), передается к устройству 10 лазерного облучения через оптическое волокно 9. Многоугольное зеркало (не показано) и устройство вращательного привода (не показано) многоугольного зеркала встроены в устройство 10 лазерного облучения. Устройство 10 лазерного облучения облучает поверхность стального листа 2 лазерным светом YL и сканирует стальной лист 2 лазерным светом YL в направлении, которое приблизительно параллельно направлению Y ширины стального листа 2, благодаря вращению многоугольного зеркала.
[0082]
Вспомогательный газ 25, такой как воздух или инертный газ, подается к той части стального листа 2, которая облучается лазерным светом YL, одновременно с облучением лазерным светом YL. Примеры инертного газа включают в себя азот, аргон и т.п. Вспомогательный газ 25 играет роль удаления компонента, который плавится или испаряется из стального листа 2 при облучении лазером. Лазерный свет YL устойчиво достигает стального листа 2 благодаря подаче вспомогательного газа 25. Соответственно, бороздка 3 формируется устойчиво. В дополнение к этому, благодаря подаче вспомогательного газа 25 возможно подавить присоединение этого компонента к стальному листу 2. В результате бороздка 3 формируется вдоль линии сканирования лазерного света YL.
[0083]
Поверхность стального листа 2 облучается лазерным светом YL в то время как стальной лист 2 движется вдоль направления перемещения листа, которое соответствует направлению Х прокатки. Здесь частотой вращения многоугольного зеркала управляют синхронно со скоростью перемещения стального листа 2 так, чтобы бороздка 3 формировалась с предопределенным интервалом МН вдоль направления Х прокатки. В результате, как проиллюстрировано на Фиг. 13, множество бороздок 3, которые пересекают направление Х прокатки, формируется на поверхности стального листа 2 с предопределенным интервалом МН вдоль направления Х прокатки.
[0084]
В качестве источника лазерного света может использоваться, например, волоконный лазер. В качестве источника лазерного света может использоваться мощный лазер, такой как лазер YAG, полупроводниковый лазер и углекислотный лазер, которые обычно используются в промышленности. В дополнение к этому, в качестве источника лазерного света могут использоваться импульсный лазер или лазер непрерывного действия, если бороздка 3 может устойчиво формироваться. В качестве условий облучения лазерным светом YL, например, предпочтительно, чтобы мощность лазера устанавливалась равной от 200 Вт до 2000 Вт, диаметр пятна сфокусированного лазерного света YL в направлении Х прокатки (то есть диаметр, включающий в себя 86% мощности лазера, в дальнейшем называемый 86%-ным диаметром) составлял от 10 мкм до 1000 мкм, диаметр пятна сфокусированного лазерного света YL (86%-ный диаметр) в направлении Y ширины листа составлял от 10 мкм до 4000 мкм, скорость лазерного сканирования составляла от 1 м/с до 100 м/с, и шаг лазерного сканирования (интервал PL) составлял от 4 мм до 10 мм.
[0085]
Как проиллюстрировано на Фиг. 14, в процессе S09 нанесения бороздки этого варианта осуществления на виде сверху стального листа 2, который перемещается вдоль направления TD движения листа, параллельного направлению Х прокатки, вспомогательный газ 25 распыляется в направлении, имеющем угол наклона θ2 относительно направления SD лазерного сканирования (направления, параллельного направлению Y ширины листа) лазерного света YL, согласованно с лазерным светом YL. В дополнение к этому, как проиллюстрировано на Фиг. 15, когда стальной лист 2, который перемещается вдоль направления TD движения листа, если смотреть в направлении Y ширины листа (в направлении SD лазерного сканирования), вспомогательный газ 25 распыляется в направлении, имеющем угол наклона θ3 относительно поверхности 2a стального листа, согласованно с лазерным светом YL. Предпочтительно, чтобы угол θ2 находился в диапазоне 90° - 180°, а угол θ3 находился в диапазоне 1° - 85°. В дополнение к этому, предпочтительно, чтобы скорость потока вспомогательного газа 25 находилась в диапазоне от 10 л/мин до 1000 л/мин.
В дополнение к этому, предпочтительно выполнять управление атмосферой таким образом, чтобы количество частиц, которые существуют в атмосфере движущегося стального листа 2 и имеют диаметр 0,5 мкм или больше, стало равным или больше чем 10 и меньше чем 10000 на 1 кубический фут.
[0086]
Сканирование лучом лазера по всей ширине электротехнического стального листа с ориентированной зеренной структурой может выполняться одним устройством сканирования, как проиллюстрировано на Фиг. 13, или может выполняться множеством устройств сканирования, как проиллюстрировано на Фиг. 16. В случае использования одного источника света в качестве луча лазера используются лучи лазера, испускаемые источником света и получаемые расщепленные лучи лазера. В случае использования множества устройств 10 лазерного облучения, как проиллюстрировано на Фиг. 16, множество устройств 10 лазерного облучения располагается вдоль направления Х прокатки с предопределенным интервалом. В дополнение к этому, если смотреть в направлении Х прокатки, положения соответствующих устройств 10 лазерного облучения в направлении Y ширины листа устанавливаются так, чтобы линии лазерного сканирования соответствующих устройств 10 лазерного облучения не перекрывались друг с другом.
[0087]
С использованием способа облучения лазером множество бороздок 3 может быть сформировано на поверхности 2a стального листа. С использованием множества сканирующих устройств область облучения может быть разделена на множество областей в направлении Y ширины листа. Соответственно, время сканирования и облучения, необходимое для одного луча лазера, сокращается. Соответственно, способ использования множества сканирующих устройств является подходящим для высокоскоростного оборудования подачи листа. В том случае, когда используется множество сканирующих устройств, только одно лазерное устройство может быть предусмотрено в качестве источника света луча лазера, падающего на соответствующие сканирующие устройства, либо лазерное устройство может быть предусмотрено для каждого из сканирующих устройств.
[0088]
Поверхность электротехнического стального листа с ориентированной зеренной структурой сканируется лучом лазера с помощью одной поверхности зеркала, и бороздка, имеющая предопределенную длину (например, 300 мм) формируется в электротехническом стальном листе с ориентированной зеренной структурой в направлении, приблизительно совпадающем с направлением ширины. Интервал между смежными бороздками в направлении Х прокатки, то есть шаг PL облучения в направлении Х прокатки (направлении подачи), может быть изменен путем регулирования скорости линии VL и скорости облучения. Как было описано выше, электротехнический стальной лист с ориентированной зеренной структурой облучается лучом лазера с использованием устройства лазерного облучения для того, чтобы сформировать бороздки в направлении Х прокатки с постоянным интервалом PL сканирования (шагом облучения, интервалом между бороздками). Таким образом, поверхность электротехнического стального листа с ориентированной зеренной структурой облучается лучом лазера, который фокусируется на нем при сканировании лучом лазера, формируя тем самым бороздку, которая имеет предопределенную длину и проходит в направлении, которое приблизительно перпендикулярно направлению подачи электротехнического стального листа с ориентированной зеренной структурой (в направлении, которое пересекает направление подачи, в направлении, которое включает в себя вектор, перпендикулярный к направлению подачи), с предопределенным интервалом в направлении подачи. Например, бороздка 3 формируется под углом в диапазоне от +45° до -45° относительно направления, которое приблизительно перпендикулярно направлению подачи электротехнического стального листа с ориентированной зеренной структурой.
[0089]
На обоих концах сканирования мощность лазера изменяется синхронно с работой зеркала. В соответствии с этим, глубина бороздки 3 изменяется, и концы 31a и 31b бороздки 3 становятся наклонными. Таким образом, как проиллюстрировано на Фиг. 17, в направлении сканирования мощность лазера изменяется в положениях, которые становятся концами бороздки 3. Например, ширина бороздки 3 составляет 100 мкм, глубина бороздки составляет 20 мкм, шаг облучения составляет 3 мм, и скорость сканирования стального листа составляет 30 м/с, время ΔT, за которое мощность лазера изменяется в начале формирования и в конце формирования одной бороздки, составляет 0,0004 мс или больше для того, чтобы установить первый угол θ на конце бороздки равным 60° или меньше. В соответствии с этим формируется бороздка 3, которая наклонена под первым углом θ на концах бороздки 3 в продольном направлении L бороздки.
[0090]
Например, как проиллюстрировано на Фиг. 13, при облучении лучом лазера сканирование лучом лазера, который испускается из являющегося источником света лазерного устройства, выполняется устройством сканирования в направлении Y ширины листа, которое приблизительно перпендикулярно направлению Х прокатки электротехнического стального листа с ориентированной зеренной структурой, с предопределенным интервалом PL. В это время вспомогательный газ, такой как воздух и инертный газ, подается к той части электротехнического стального листа с ориентированной зеренной структурой, которая облучается лучом лазера. В результате бороздка формируется на той части поверхности электротехнического стального листа с ориентированной зеренной структурой, которая облучается лучом лазера. Направление прокатки X соответствует направлению перемещения листа.
[0091]
Температура электротехнического стального листа с ориентированной зеренной структурой при выполнении облучения лучом лазера особенно не ограничивается. Например, облучение лучом лазера может выполняться на электротехническом стальном листе с ориентированной зеренной структурой, который имеет приблизительно комнатную температуру. Необязательно, чтобы направление сканирования лазерного луча соответствовало направлению Y ширины листа. Однако предпочтительно, чтобы угол между направлением сканирования и направлением Y ширины листа находился в диапазоне 0° - 90° и составлял 45° или меньше с точки зрения рабочей эффективности и т.п., а также с учетом того, что магнитный домен подразделяется на продольные полосы в направлении Х прокатки. Более предпочтительно, чтобы угол между направлением сканирования и направлением Y ширины листа составлял 20° или меньше, и еще более предпочтительно, чтобы он составлял 10° или меньше.
[0092]
(Способ формирования бороздки в соответствии со способом штамповки)
Далее будет дано описание способа формирования бороздки 3 на электротехническом стальном листе 1 с ориентированной зеренной структурой этого варианта осуществления в соответствии со способом прессования. В случае формирования бороздки 3 на электротехническом стальном листе с ориентированной зеренной структурой способом прессования бороздка формируется с использованием зубчатого штампа, соответствующего форме бороздки 3 в соответствии с известным способом прессования. Таким образом, бороздка 3 формируется путем использования зубчатого штампа, в котором наклонная часть, имеющая тот же самый угол, что и первый угол θ, формируется на концах зубчатого штампа в направлении длины.
[0093]
(Способ формирования бороздки в соответствии со способом электролитического травления)
Далее будет дано описание способа формирования бороздки на электротехническом стальном листе 1 с ориентированной зеренной структурой этого варианта осуществления в соответствии со способом электролитического травления.
Стойкий к травлению слой, часть которого, соответствующая форме бороздки, является открытой, формируется на поверхности электротехнического стального листа 1 с ориентированной зеренной структурой после процесса S08 формирования изолирующей пленки посредством печати и т.п. Что касается отверстия стойкого к травлению слоя, стойкий к травлению слой формируется под наклоном таким образом, чтобы ширина отверстия в поперечном направлении постепенно уменьшалась в местах, соответствующих концам бороздки, для того, чтобы ширина отверстия на обоих концах была более узкой по сравнению с центральной частью в продольном направлении L бороздки. Например, отверстие стойкого к травлению слоя формируется таким образом, чтобы ширина отверстия в поперечном направлении Q бороздки составляла 100 мкм или больше, а длина площадок, наклоненных в соответствии с концами бороздки в продольном направлении L бороздки, составляла 14 мкм, для того, чтобы получить форму, в которой средняя глубина D бороздки составляет 20 мкм, ширина бороздки в поперечном направлении Q бороздки составляет 50 мкм, и первый угол θ составляет 55° или меньше. В результате наклонная часть 5 формируется на концах бороздки, в которых ширина отверстия стойкого к травлению слоя является узкой. Затем травление выполняется с использованием реактива для травления (NaCl и т.п.) с температурой 30°C в течение 20 с. После этого стойкий к травлению слой отслаивается от электротехнического стального листа с ориентированной зеренной структурой для того, чтобы сформировать бороздку 3 на поверхности 2a стального листа.
[0094]
После формирования бороздки 3 в процессе S09 нанесения бороздки снова выполняется та же самая обработка, что и в процессе формирования изолирующей пленки (процесс S10 повторного формирования изолирующей пленки). Толщина получаемой изолирующей пленки составляет 2-3 мкм. В соответствии с вышеописанными процессами получается электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0095]
Стальной лист 2 электротехнического стального листа 1 с ориентированной зеренной структурой, произведенного как было описано выше, содержит в качестве химических компонентов Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси.
[0096]
Кроме того, настоящий вариант осуществления иллюстрирует случай использования производственного процесса, в котором бороздка 3 формируется на поверхности 2a стального листа с помощью лазерного облучения после того, как изолирующая пленка сформирована на поверхности 2a стального листа. В этом случае бороздка 3 сразу после лазерного облучения подвергается воздействию внешней среды. Соответственно, необходимо снова сформировать изолирующую пленку на стальном листе 2 после формирования бороздки 3. Однако в этом варианте осуществления возможно использовать производственный процесс, в котором бороздка 3 формируется на поверхности 2a стального листа путем облучения поверхности 2a стального листа лазерным светом YL перед формированием изолирующей пленки на поверхности 2a стального листа, после чего изолирующая пленка формируется на стальном листе 2. Альтернативно в этом варианте осуществления стеклянная пленка или изолирующая пленка могут быть сформированы после того, как бороздка 3 будет сформирована на стальном листе 2.
[0097]
Соответственно, электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя электротехнический стальной лист 1 с ориентированной зеренной структурой, для которого выполнен высокотемпературный отжиг для вторичной рекристаллизации и нанесено покрытие со стеклянной пленкой и изолирующей пленкой. Однако электротехнический стальной лист с ориентированной зеренной структурой также включает в себя электротехнический стальной лист с ориентированной зеренной структурой, для которого покрытие стеклянной пленкой и изолирующей пленкой не выполнялось. Таким образом, конечный продукт может быть получен путем формирования стеклянной пленки и изолирующей пленки в качестве заключительной обработки с использованием электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Кроме того, как было описано выше, в случае выполнения способа удаления пленки подтверждается, что форма или шероховатость бороздки 3 после удаления стеклянной пленки или изолирующей пленки являются приблизительно теми же самыми, что и перед формированием стеклянной пленки или изолирующей пленки.
[0098]
Кроме того, настоящий вариант осуществления иллюстрирует случай, в котором процесс S09 нанесения бороздки (процесс облучения лазером) выполняется после процесса S07 окончательного отжига, но процесс нанесения бороздки может выполняться между процессом S04 холодной прокатки и процессом S05 обезуглероживающего отжига. Таким образом, после формирования бороздки 3 на поверхности 2a листа холоднокатаной стали путем выполнения облучения лазером и подачи вспомогательного газа к листу холоднокатаной стали, полученному в процессе S04 холодной прокатки, может быть выполнен обезуглероживающий отжиг листа холоднокатаной стали.
[0099]
Этот вариант осуществления иллюстрирует конфигурацию, в которой продольное направление L бороздки, которое является направлением, в котором проходит бороздка 3, является направлением, которое пересекает направление Х прокатки и направление Y ширины листа. Однако направление, в котором проходит бороздка 3 электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, не ограничивается этим. Например, даже когда продольное направление L бороздки 3 приблизительно перпендикулярно направлению Х прокатки, улучшение магнитных характеристик и коррозионной стойкости могут быть достигнуты одновременно.
[0100]
В этом варианте осуществления возможно улучшить коррозионную стойкость в бороздке 3, которая формируется в поверхности 2a стального листа с глубиной 15 мкм или больше, благодаря форме бороздки, имеющей вышеописанные характеристики. Соответственно, количество бороздок 3, которые формируются в электротехническом стальном листе 1 с ориентированной зеренной структурой, особенно не ограничивается. Например, множество бороздок 3 может быть сформировано в направлении Y ширины листа и в направлении X прокатки.
[0101]
Этот вариант осуществления иллюстрирует пример, в котором форма бороздки 3 (форма граничной части между бороздкой 3 и поверхностью 2a стального листа) на виде сверху является удлиненным эллипсом. Однако форма бороздки 3 в электротехническом стальном листе 1 с ориентированной зеренной структурой не ограничивается этим. Например, у бороздки 3 может быть произвольная форма, если наклонная часть обеспечивается на концах бороздки в ее продольном направлении L, и удовлетворяется соотношение Выражения (1).
[0102]
Фиг. 3 иллюстрирует пример, в котором форма бороздки 3, если смотреть в поперечном направлении Q бороздки, является асимметричной в центре ширины бороздки в поперечном направлении Q бороздки. Однако форма бороздки 3 не ограничивается этим.
[0103]
Электротехнический стальной лист 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления показывает эффект в том случае, когда средняя глубина D бороздки составляет от 10 мкм до 50 мкм.
[0104]
Этот вариант осуществления иллюстрирует один пример, в котором продольное направление L бороздки, которое является направлением, в котором проходит бороздка 3, является направлением, которое пересекает направление Х прокатки и направление Y ширины листа. Однако на это нет никаких ограничений, и бороздка 3 может проходить в направлении, которое пересекает направление X прокатки. Например, даже в том случае, когда направление бороздки 3 является направлением, которое приблизительно перпендикулярно направлению X прокатки, возможно подавить коррозионную стойкость бороздки 3.
[0105]
В дополнение к этому, в электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления, как было описано выше, перекрывающаяся область обеспечивается между множеством бороздок в направлении Y ширины листа. Соответственно, даже используя бороздки 31, 32, …, 3n, имеющие наклонную поверхность, возможно подавить потери в железе до низких значений. Таким образом, аналогично электротехническому стальному листу 1 с ориентированной зеренной структурой этого варианта осуществления, даже в бороздке 3, в которой наклонная поверхность формируется на обоих концах в продольном направлении L бороздки для улучшения коррозионной стойкости, если множество бороздок 3 располагается в направлении Y ширины листа, и оба конца бороздок 3, смежных друг другу, располагаются так, чтобы они накладывались друг на друга в направлении Y ширины листа, даже когда концы соответствующих бороздок 31, 32, …, 3n являются неглубокими, возможно улучшить потери в железе аналогично тому случаю, в котором одна бороздка 3, имеющая равномерную глубину, формируется в направлении Y ширины листа.
[0106]
(Пример модификации)
Далее будет описан один пример модификации электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления. Электротехнический стальной лист 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления может быть определен следующим образом с другой точки зрения.
Как проиллюстрировано на Фиг. 19, среднее значение глубин первой продольной линии LWP проекции бороздки 1, которая является контуром первой бороздки 31, проецируемым на плоскость проекции, от поверхности 2a стального листа в направлении Z толщины листа устанавливается в качестве первой средней глубины DI бороздки в мкм. Среднее значение глубин второй продольной линии LWP2 проекции бороздки, которая является контуром второй бороздки 32, проецируемым на плоскость проекции, от поверхности 2a стального листа в направлении Z толщины листа, устанавливается в качестве второй средней глубины DII бороздки в мкм. Перекрывающаяся область R электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим примером модификации может быть определена как расстояние между точкой (третьей точкой), в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,05×DII, в первом конце 32a бороздки второй продольной линии LWP2 проекции бороздки, и точкой (четвертой точкой), в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,05×DI, во втором конце 31b бороздки первой продольной линии LWP1 проекции бороздки на плоскости проекции.
[0107]
В электротехническом стальном листе 1 с ориентированной зеренной структурой, когда множество бороздок 3 формируются таким образом, что множество бороздок 3 накладываются друг на друга в направлении Y ширины листа, даже когда бороздки 3 включают в себя наклонную часть 5, возможно подавить потери в железе до низких значений. Таким образом, даже в бороздке 3, в которой наклонная часть 5 формируется на обоих концах в продольном направлении L бороздки для улучшения коррозионной стойкости, если множество бороздок 3 располагается в направлении Y ширины листа и оба конца смежных бороздок 3 располагаются так, чтобы они накладывались друг на друга в направлении Y ширины листа, возможно улучшить потери в железе аналогично тому случаю, в котором одна бороздка 3, имеющая однородную глубину, формируется в направлении Y ширины листа.
[0108]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим примером модификации при удовлетворении следующего условия возможно дополнительно улучшить потери в железе . В частности, на плоскости проекции расстояние La между третьей точкой на второй продольной линии LWP2 проекции бороздки и референсным концом 21a является более коротким, чем расстояние Lb между четвертой точкой на первой продольной линии LWP1 проекции бороздки и референсным концом 21a. В результате становится возможным надежно обеспечить наложение друг на друга обоих концов бороздок 3, смежных друг другу, в направлении Y ширины листа.
[0109]
В электротехническом стальном листе 1 с ориентированной зеренной структурой в соответствии с этим примером модификации при удовлетворении следующего условия возможно дополнительно улучшить потери в железе . В частности, на плоскости проекции устанавливается референсная линия, которая является параллельной направлению Z толщины листа в перекрывающейся области R, и относительно формы любой справочной линии в перекрывающейся области R суммарная глубина первой продольной линии LWP1 проекции бороздки от поверхности 2a стального листа в направлении Z толщины листа и второй продольной линии проекции бороздки LWP2 от поверхности 2a стального листа в направлении Z толщины листа составляет 0,25×(DI+DII) или больше в мкм. В это время (когда 0,5×DA или больше в том случае, когда DI=DII=DA), становится возможным обеспечить надежное наложение друг на друга обоих концов бороздок 3, смежных друг другу, в направлении Y ширины листа. Соответственно, становится возможным дополнительно улучшить потери в железе . Другими словами, в перекрывающейся области R, когда суммарная глубина первой продольной линии LWP1 проекции бороздки и второй продольной линии LWP2 проекции бороздки составляет 0,25×(DI+DII) или больше (когда суммарная глубина составляет 0,5×DA или больше в том случае, когда DI=DII=DA, становится возможным дополнительно улучшить потери в железе , как описано выше. Предпочтительно, чтобы эта суммарная глубина составляла 0,35×(DI+DII) или больше, и более предпочтительно 0,45×(DI+DII) или больше.
[0110]
Во втором конце 31b бороздки первой продольной линии LWP1 проекции бороздки точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,95×DI, устанавливается как пятая точка, и в первом конце 32a бороздки второй продольной линии LWP2 проекции бороздки точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,95×DII, устанавливается как шестая точка. Расстояние Lc между пятой точкой на первой продольной линии LWP1 проекции бороздки и референсным концом может быть короче, чем расстояние Ld между шестой точкой на второй продольной линии LWP2 проекции бороздки и референсным концом 21a. В результате становится возможным уменьшить количество стали, которое удаляется благодаря формированию бороздки 3. В результате становится возможным подавить ухудшение плотности магнитного потока до малых значений, а также улучшить потери в железе . В дополнение к этому, даже в том случае, когда бороздки накладываются друг на друга таким образом, что расстояние Lc первой продольной линии проекции бороздки LWP1 становится короче, чем расстояние La второй продольной линии LWP2 проекции бороздки, проявляется тот же самый эффект.
[0111]
Фиг. 19 21 иллюстрируют примеры, которые отличаются шириной перекрывающейся области R между первой бороздкой 31 и второй бороздкой 32. В частности, Фиг. 19 иллюстрирует один пример, в котором соответствующие наклонные части 5 первой бороздки 31 и второй бороздки 32 накладываются друг на друга, и часть дна 4a первой бороздки 31 и часть дна 4b второй бороздки 32 накладываются друг на друга. Фиг. 20 иллюстрирует пример, в котором большинство наклонных частей 5 первой бороздки 31 и второй бороздки 32 накладываются друг на друга. Таким образом, в примере, проиллюстрированном на Фиг. 20, первая продольная линия LWP1 проекции бороздки и вторая продольная линия LWP2 проекции бороздки накладываются друг на друга так, что они пересекаются в наклонных частях 5. Аналогично Фиг. 20, Фиг. 21 иллюстрирует пример, в котором бороздки накладываются друг на друга таким образом, что первая продольная линия LWP1 проекции бороздки и вторая продольная линия LWP2 проекции бороздки пересекают друг друга в наклонных частях 5, и расстояние Lc первой продольной линии LWP проекции бороздки 1 становится короче, чем расстояние La второй продольной линии LWP2 проекции бороздки. В дополнение к этому, Фиг. 22 иллюстрирует профиль суммарной глубины первой продольной линии LWP1 проекции бороздки и второй продольной линии LWP2 проекции бороздки, которые показаны на Фиг. 21. Как проиллюстрировано на Фиг. 22, в перекрывающейся области R примера, проиллюстрированного на Фиг. 21, минимальное значение суммарной глубины первой бороздки 31 и второй бороздки 32 в точках P, в которых расстояния от референсного конца 21a являются одинаковыми, становится меньше, чем 0,5×(DI+DII) (средняя глубина DA группы бороздок в том случае, когда DI=DII=DA). Минимальное значение суммарной глубины в перекрывающейся области R и характеристики потерь в железе электротехнического стального листа 1 с ориентированной зеренной структурой, включающего в себя группу 30 бороздок, коррелируют друг с другом. Кроме того, когда первая бороздка 31 и вторая бороздка 32 накладываются друг на друга для того, чтобы удовлетворить вышеописанному условию, угол наклона (первый угол θ) на конце бороздки не оказывает влияния на характеристики потерь в железе .
[0112]
Таким образом, в перекрывающейся области R, когда суммарная глубина первой бороздки 31 и второй бороздки 32 становится сопоставимой с глубиной области, в которой перекрытие отсутствует (когда суммарная глубина бороздки составляет 0,25×(DI+DII) или больше), уменьшение эффекта измельчения магнитного домена подавляется благодаря быстрому уменьшению глубины бороздки. В результате становится возможным улучшить потери в железе .
[0113]
В перекрывающейся области R суммарная глубина первой бороздки 31 и второй бороздки 32 становится равной от DI+DII (в два раза больше средней глубины DA группы бороздок в том случае, когда DI=DII=DA) до максимума. В дополнение к этому, как было описано выше, предпочтительно, чтобы суммарная глубина бороздки становилась равной от 0,25×(DI+DII) (0,5×DA в том случае, когда DI=DII=DA) до минимума. Верхний предел суммарной глубины первой бороздки 31 и второй бороздки 32 особенно не ограничивается. Однако, как описано выше, верхний предел становится равным от DI+DII до максимума. Кроме того, когда суммарная глубина первой бороздки 31 и второй бороздки 32 становится равной 0,75×(DI+DII) или меньше и 0,65×(DI+DII) или меньше, величина вариации суммарной глубины бороздки подавляется до малых значений. Соответственно, становится возможным устойчиво улучшить потери в железе более эффективным образом. Эта точка зрения также верна для примера электротехнического стального листа с ориентированной зеренной структурой, проиллюстрированного на Фиг. 21.
(Примеры)
[0114]
Далее эффект аспекта настоящего изобретения будет описан более конкретно со ссылкой на примеры, но условия в Примерах представляют собой один условный пример, который используется для того, чтобы подтвердить удобство использования и эффект настоящего изобретения, и настоящее изобретение не ограничивается этим одним условным примером. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0115]
Был приготовлен сляб, который имеет химический состав, содержащий Si: 3,0 мас.%, кислоторастворимый Al: 0,05 мас.%, C: 0,08 мас.%, N: 0,01 мас.%, Mn: 0,12 мас.%, Cr: 0,05 мас.%, Cu: 0,04 мас.%, P: 0,01 мас.%, Sn: 0,02 мас.%, Sb: 0,01 мас.%, Ni: 0,005 мас.%, S: 0,007 мас.%, Se: 0,001 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси. Был выполнен процесс S02 горячей прокатки этого сляба для того, чтобы приготовить горячекатаный материал, имеющий толщину 2,3 мм.
[0116]
После этого была выполнена термическая обработка этого горячекатаного материала при температуре 1000°C в течение одной минуты (процесс S03 отжига). После термической обработки было выполнено травление, а затем холодная прокатка (процесс S04 холодной прокатки) для того, чтобы приготовить холоднокатаный материал, имеющий толщину 0,23 мм.
[0117]
Далее был выполнен обезуглероживающий отжиг этого холоднокатаного материала при 800°C в течение двух минут (процесс S05 обезуглероживающего отжига).
Отжиговый сепаратор, содержащей оксид магния в качестве главного компонента, был нанесен на обе поверхности холоднокатаного материала после обезуглероживающего отжига (процесс S06 нанесения отжигового сепаратора). Холоднокатаный материал с нанесенным на него разделительным средством отжига был помещен в печь в смотанном в рулон виде, и процесс S07 окончательного отжига выполнялся при температуре 1200°C в течение 20 час для того, чтобы приготовить основной металл стального листа, на поверхности которого была сформирована стеклянная пленка.
[0118]
Затем изолирующий материал, содержащий ортофосфат алюминия в качестве главного компонента, был нанесен на стеклянную пленку, и спекание выполнялось при температуре 850°C в течение одной минуты для того, чтобы сформировать изолирующую пленку (процесс S08 формирования изолирующей пленки).
После этого множество бороздок 31, 32, …, 3n, в котором средняя глубина D бороздки была установлена равной 20 мкм, средняя ширина W бороздки была установлена равной 100 мкм, соотношение сторон было установлено равным 0,2, и первый угол θ был установлен равным 60°, было сформировано в поверхности 2a стального листа в направлении Y ширины листа с использованием лазерного способа при условиях, в которых шаг лазерного сканирования (интервал PL) был установлен равным 3 мм, диаметр луча был установлен равным 0,1 мм в направлении X прокатки и 0,3 мм в направлении сканирования, и скорость сканирования была установлена равной 30 мм/с (процесс S09 нанесения бороздки). После процесса S09 нанесения бороздки нанесение изолирующего материала, включающего в себя ортофосфат алюминия в качестве главного компонента, было выполнено снова, и спекание выполнялось при температуре 850°C в течение одной минуты для того, чтобы сформировать изолирующую пленку (процесс S10 повторного формирования изолирующей пленки), получая тем самым электротехнический стальной лист с ориентированной зеренной структурой.
[0119]
Стальной лист (в котором была сформирована бороздка) в электротехническом стальном листе с ориентированной зеренной структурой, который был наконец получен, содержал 3,0 мас.% Si.
[0120]
Множество бороздок 31, 32, …, 3n было расположено таким образом, что угол θ4 наклона относительно направления Y ширины листа был равен 15°, интервал G между линией, соединяющей конец 31a и конец 31b бороздки 31, и линией, соединяющей конец 32a и конец 32b бороздки 32, расположенной около бороздки 31, был равен 1 мм, перекрытие составляло 3 мм, длина линейного сегмента m, соединяющего второй конец 32b первой бороздки 31 и первый конец 32a второй бороздки 32 составляла приблизительно 3,4 мм, и угол θ5 линейного сегмента m относительно направления Y ширины листа был равен приблизительно 150° (см. Фиг. 18). На продольной линии LWP проекции бороздки на плоскость проекции электротехнического стального листа 100 с ориентированной зеренной структурой Примера 1 первый конец 32a второй бороздки 32 располагается с более дальней от референсного конца 21a стороны по сравнению со вторым концом 31b первой бороздки 31. Соответственно, обеспечивается перекрывающаяся область R. Средняя глубина DA группы бороздок Примера 1 составляла 20 мкм, а минимальное значение суммарной глубины бороздки в перекрывающейся области R составляло 20 мкм и было равно 0,5×DA или больше. В дополнение к этому, множество бороздок, которые были расположены в направлении Y ширины листа, непрерывно формировалось так, чтобы они отстояли друг от друга с шагом 3 мм в направлении X прокатки.
[0121]
Были подготовлены Примеры 2-4, которые отличаются от Примера 1 минимальным значением суммарной глубины бороздки. Таким образом, Пример 2 является примером, в котором минимальное значение суммарной глубины бороздки в перекрывающейся области R составляет 10 мкм, Пример 3 является примером, в котором минимальное значение составляет 15 мкм, и Пример 4 является примером, в котором минимальное значение составляет 25 мкм.
[0122]
(Сравнительный пример 1)
В Сравнительном примере 1 был подготовлен электротехнический стальной лист с ориентированной зеренной структурой, в котором бороздки, имеющие ту же самую форму, что и в электротехническом стальном листе 100 с ориентированной зеренной структурой Примеров 1, располагаются без перекрывающейся области R. Таким образом, множество бороздок, имеющих среднюю глубину D бороздки 20 мкм, среднюю ширину W бороздки 100 мкм, соотношение сторон 0,2 и первый угол θ 60°, было расположено в направлении Y ширины листа, но перекрывающаяся область R не формировалась на продольной линии проекции бороздки на плоскости проекции электротехнического стального листа с ориентированной зеренной структурой Сравнительного примера 1. Эта компоновка была сделана таким образом, что на продольной линии проекции бороздки второй конец 31b первой бороздки 31 был расположен с более дальней от референсного конца 21a стороны по сравнению с первым концом 32a второй бороздки 32, и угол наклона линейного сегмента, соединяющего первый конец 32a второй бороздки 32 и второй конец 31b первой бороздки 31, стал перпендикулярным к продольному направлению L бороздки и составил 75° относительно направления Y ширины листа. Таким образом, минимальное значение суммарной глубины бороздки составило 0 мкм.
[0123]
(Сравнительный пример 2)
В Сравнительном примере 2 был подготовлен электротехнический стальной лист с ориентированной зеренной структурой, в котором бороздки располагаются так, чтобы они накладывались друг на друга аналогично Примеру 1, но минимальное значение суммарной глубины бороздки в перекрывающейся области R составляло менее чем 0,5×DA. Таким образом, электротехнический стальной лист с ориентированной зеренной структурой, в котором средняя глубина DA группы бороздок составляла 20 мкм, а минимальное значение суммарной глубины бороздки в перекрывающейся области R составляло 5 мкм, был подготовлен в качестве Сравнительного примера 2.
[0124]
30 листов тестовых образцов, которые включали в себя одну или более бороздок и имели размер стороны 600 мм, были приготовлены из электротехнических стальных листов с ориентированной зеренной структурой Примеров 1-4 и Сравнительных примеров 1 и 2.
[0125]
Контуры бороздок в Примерах 1 и Сравнительных примерах 1 и 2 были определены на основе описанного выше способа определения контура. Сначала двумерное распределение высоты на десяти прямых линиях L1 - L10 в продольном направлении L бороздки было измерено для бороздок примеров и сравнительных примеров с использованием бесконтактного лазерного измерителя (VK-9700 производства компании Keyence Corporation). Десять рисунков контуров бороздок в их продольном поперечном сечении были получены на основе этих результатов измерения. Средняя глубина D бороздки была вычислена для каждого из этих десяти рисунков контура продольного поперечного сечения бороздки, и тот контур продольного поперечного сечения бороздки, в котором средняя глубина D бороздки была самой глубокой, был принят за представительный рисунок. Средняя глубина D бороздки представительного рисунка показана в колонке глубины D бороздки в Таблице 1.
[0126]
Что касается множества групп 30 бороздок Примера 1, были измерены средняя глубина DA группы бороздок и суммарная глубина бороздки соответствующих точек в перекрывающейся области R. По результатам этих измерений средняя глубина DA группы бороздок Примера 1 составила 20 мкм, минимальное значение суммарной глубины бороздки в перекрывающейся области R составило 20 мкм, и вышеописанные значения были больше чем 0,5×DA. Было ясно, что минимальное значение суммарной глубины бороздки перекрывающейся области R и потери в железе коррелируют между собой, и в Примере 1 при формировании перекрывающейся области R таким образом, чтобы минимальное значение суммарной глубины стало равно 10 мкм или больше, оказалось возможным подавить потери в железе до величины 0,75 Вт/кг или меньше. В дополнение к этому, из результата, полученного путем сравнения Примера 1, в котором первый угол θ бороздки 3 составляет 30° или 45°, и Примера 1, в котором смежные бороздки 3, которые составляют группу 30 бороздок, накладываются друг на друга, и минимальное значение суммарной глубины составляет 0,5×DA или больше, в том случае, когда первый угол θ бороздки 3 составляет 30°, 45° и 60°, видно, что потери в железе практически не изменялись.
[0127]
Что касается 30 листов тестовых образцов Примера 1, были измерены потери в железе W17/50 (Вт/кг) при возбуждении переменным током при условиях максимальной плотности магнитного потока 1,7 Тл и частоте 50 Гц, и было вычислено их среднее значение. То же самое измерение было выполнено для 30 листов тестовых образцов Сравнительного примера 1 с тем, чтобы вычислить среднее значение потерь в железе . Среднее значение потерь в железе в тестовых образцах Примера 1 составило W17/50=0,72 (Вт/кг), а среднее значение потерь в железе тестовых образцов Сравнительного примера 1 составило W17/50=0,80 (Вт/кг). Из этого результата можно заметить, что электротехнический стальной лист с ориентированной зеренной структурой Примера 1 превосходил электротехнический стальной лист с ориентированной зеренной структурой Сравнительного примера 1 с точки зрения потерь в железе.
[0128]
Сравнение улучшения потерь в железе было сделано для улучшения потерь в железе Примеров 1-4 и Сравнительных примеров 1 и 2. Результат сравнения показан в Таблице 1.
Оценка улучшения потерь в железе была выполнена следующим образом. Потери в железе стальных листов (стальных листов после процесса S08 формирования изолирующей пленки) перед нанесением бороздок в Примерах 1-4 и Сравнительных примерах 1 и 2 были измерены, и эти потери в железе были взяты за референсные потери в железе для того, чтобы получить коэффициент улучшения потерь в железе относительно референсных потерь в железе. В результате удовлетворительный коэффициент улучшения потерь в железе был получен в Примере 2 и в Примере 3. В дополнение к этому, в Примере 1 и Примере 4 коэффициент улучшения потерь в железе был очень высоким и составил 20%. В Сравнительном примере 1 и Сравнительном примере 2 коэффициент улучшения потерь в железе был более низким по сравнению с электротехническими стальными листами с ориентированной зеренной структурой Примеров 1-4.
[0129]
[Таблица 1]
( мкм)
[0130]
(Примеры 5-18)
Электротехнические стальные листы с ориентированной зеренной структурой были подготовлены следующим образом. В электротехнических стальных листах с ориентированной зеренной структурой бороздка, в которой средняя глубина D бороздки, средняя ширина W бороздки в продольном направлении L бороздки и первый угол θ были заданы в соответствии с Таблицей 1, была сформирована на поверхности 2a стального листа с использованием лазерного способа при условиях, в которых шаг лазерного сканирования (интервал PL) был установлен равным 3 мм, диаметр луча был установлен равным 0,1 мм в направлении Х прокатки и 0,3 мм в направлении сканирования, и скорость сканирования была установлена равной 30 мм/с. В дополнение к этому в качестве сравнительного примера электротехнический стальной лист с ориентированной зеренной структурой был подготовлен следующим образом. Бороздка, в которой средняя глубина D бороздки, средняя ширина W бороздки в продольном направлении L бороздки и первый угол θ были установлены в соответствии с Таблицей 2, была сформирована в электротехническом стальном листе с ориентированной зеренной структурой.
[0131]
Что касается контура на поперечном сечении в поперечном направлении Q бороздки, двумерное распределение высоты бороздки на двадцати прямых линиях в поперечном направлении Q бороздки было измерено с использованием того же самого бесконтактного лазерного измерителя. Двадцать рисунков контуров поперечного сечения бороздки были получены на основе этих результатов измерения. В полученных двадцати рисунках контуров поперечного сечения бороздки глубина от поверхности 2a стального листа до поверхности (контура) бороздки была измерена для того, чтобы вычислить среднюю поперечную глубину Ds бороздки. В поперечном сечении бороздки были найдены две точки, имеющие среднюю поперечную глубину бороздки Ds×0,05, и расстояние между этими двумя точками было измерено как ширина W бороздки. Среднее значение ширины W бороздки, полученное для этих двадцати рисунков, было вычислено как средняя ширина бороздки. Средняя ширина бороздки (в мкм) электротехнических стальных листов с ориентированной зеренной структурой, полученных в Примерах 5-18 и Сравнительных примерах 3-5, показана в Таблице 2.
[0132]
[Таблица 2]
(мкм)
[0133]
Примеры 5 и 6 являются примерами, которые удовлетворяют только соотношениям Выражения (1) и Выражения (2), описанных в настоящем варианте осуществления. Примеры 12-18 являются примерами, которые удовлетворяют только соотношению Выражения (1), описанного в настоящем варианте осуществления. Примеры 8 и 9 являются примерами, которые удовлетворяют соотношениям Выражений (1) - (4), описанных в настоящем варианте осуществления. Пример 7 является примером, который удовлетворяет соотношениям Выражения (1), Выражения (2) и Выражения (4), описанных в настоящем варианте осуществления. Пример 10 является примером, который удовлетворяет соотношениям Выражения (1), Выражения (2) и Выражения (3), описанных в настоящем варианте осуществления. В дополнение к этому в качестве Сравнительных примеров 3-5 были подготовлены электротехнические стальные листы с ориентированной зеренной структурой, которые не удовлетворяли Выражению (1).
[0134]
Оценка коррозионной стойкости была выполнена следующим образом. Тестовый образец, который включал в себя одну бороздку и имеет длину стороны 30 мм, был взят из каждого из электротехнических стальных листов с ориентированной зеренной структурой примеров и сравнительных примеров, и был оставлен в условиях температуры 50°C и влажности 95% или больше на 48 часов, после чего проверялось образование ржавчины в тестовом образце. Наличие или отсутствие ржавчины определялось невооруженным глазом. В дополнение к этому, для оценки коррозионной стойкости тестовый образец выдерживался в атмосфере с температурой 50°C и влажностью 91% в течение одной недели, после чего оценка производилась на основе изменения веса тестового образца после выдержки по сравнению с состоянием до выдержки. Когда образуется ржавчина, вес тестового образца увеличивается. Соответственно, если увеличение веса было меньше, коррозионная стойкость определялась как хорошая. В частности, коррозионная стойкость тестового образца, в котором увеличение веса составило 1,0 мг/м2 или меньше, оценивалась как «очень хорошая», коррозионная стойкость тестового образца, в котором увеличение веса составило 5,0 мг/м2 или меньше, оценивалась как «хорошая», и коррозионная стойкость тестового образца, в котором увеличение веса составило больше чем 10,0 мг/м2, оценивалась как «недостаточная». Как проиллюстрировано в Таблице 1, результаты проверки коррозионной стойкости электротехнических стальных листов с ориентированной зеренной структурой Примеров 5-18 подтверждают, что когда формируется бороздка, удовлетворяющая по меньшей мере Выражению (1), коррозионная стойкость электротехнических стальных листов с ориентированной зеренной структурой улучшается.
Коррозионная стойкость Сравнительных примеров 3-5 была оценена как «недостаточная».
[0135]
В Примерах 1-18 размер кристаллического зерна, которое находится в контакте с бороздкой в стальном листе, составил 5 мкм или больше.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0136]
В соответствии с аспектами настоящего изобретения улучшаются потери в железе электротехнического стального листа с ориентированной зеренной структурой, в котором множество бороздок формируются в поверхности основного металла, и коррозионная стойкость может быть улучшена. Соответственно, настоящее изобретение имеет достаточную промышленную применимость.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0137]
1: Электротехнический стальной лист с ориентированной зеренной структурой
2: Стальной лист
2a: Поверхность стального листа
3: Бороздка
X: Направление прокатки
Y: Направление ширины листа
Z: Направление толщины листа
D: Средняя глубина бороздки
DA: Средняя глубина группы бороздок
θ: Первый угол
W: Средняя ширина бороздки
51: Первая точка
52: Вторая точка
3E: Прямая линия конца бороздки
30: Группа бороздок
31: Первая бороздка
32: Вторая бороздка
31a: Конец первой бороздки
32b: Конец второй бороздки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2017 |
|
RU2699344C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |
| ЛИСТ ИЗ ИМЕЮЩЕЙ ОРИЕНТИРОВАННУЮ ЗЕРЕННУЮ СТРУКТУРУ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ОБЛАДАЮЩИЙ НИЗКИМИ ПОТЕРЯМИ В СЕРДЕЧНИКЕ И НИЗКОЙ МАГНИТОСТРИКЦИЕЙ | 2015 |
|
RU2665666C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2768094C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2019 |
|
RU2749826C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2790283C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2777792C1 |
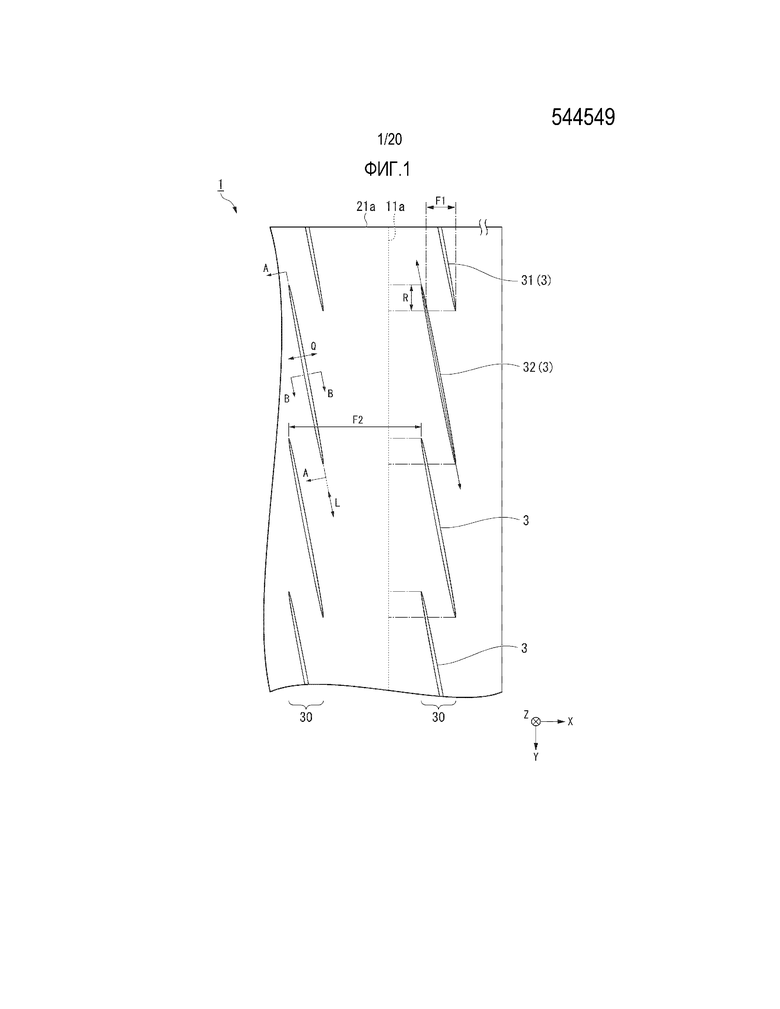

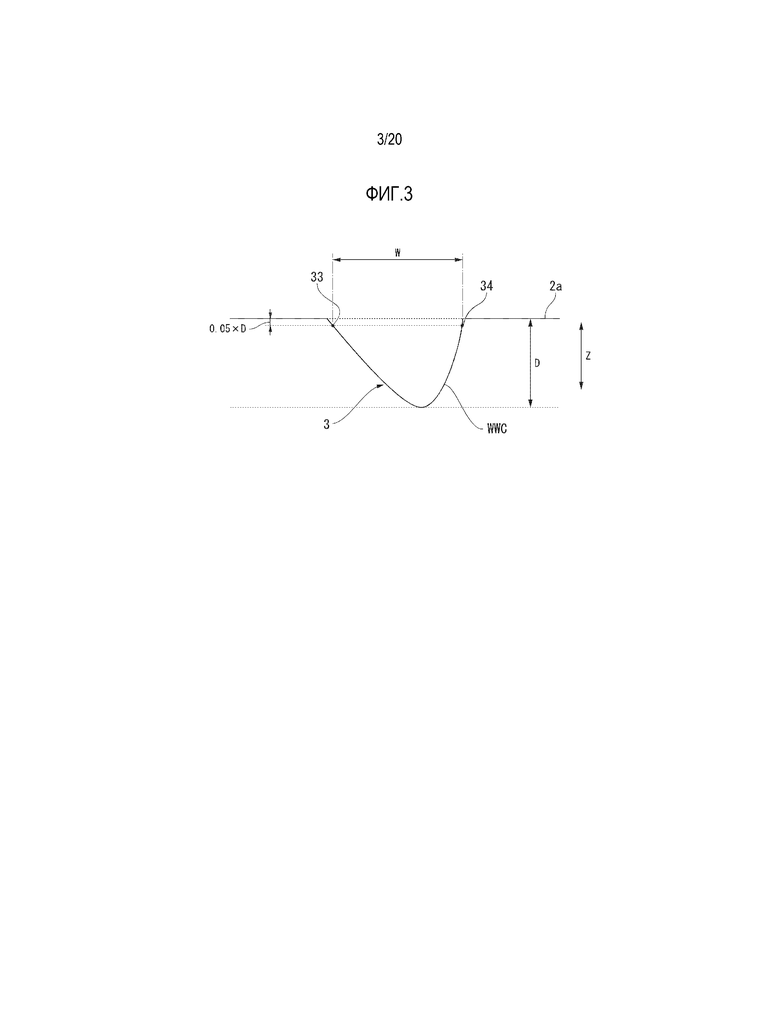

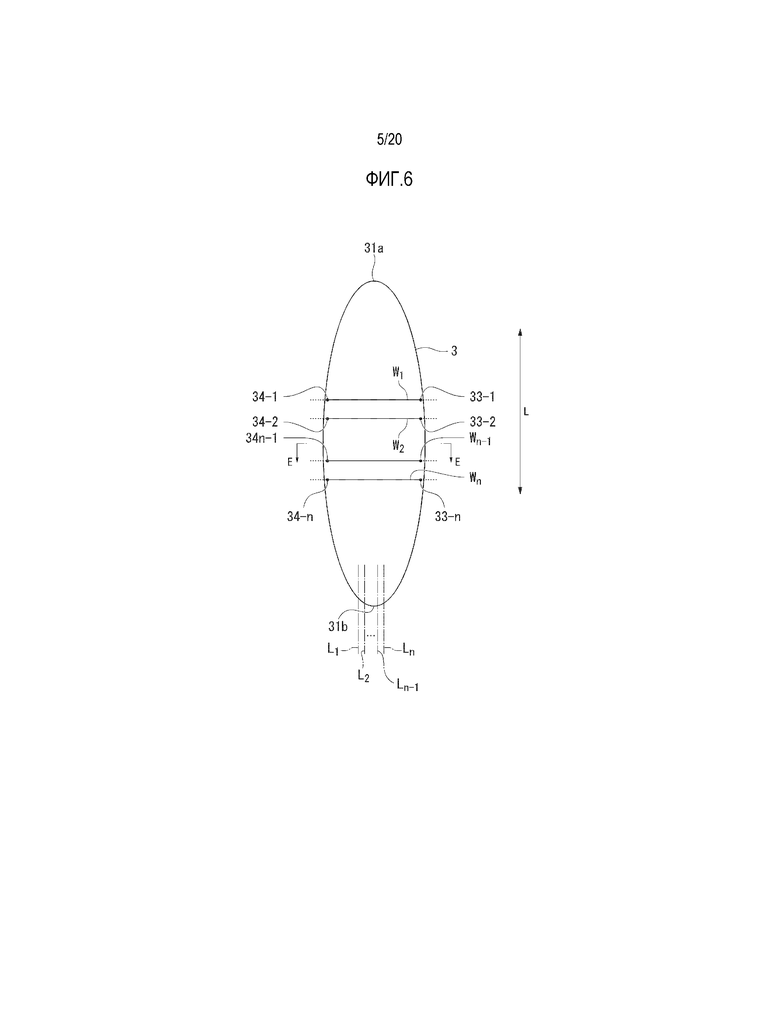


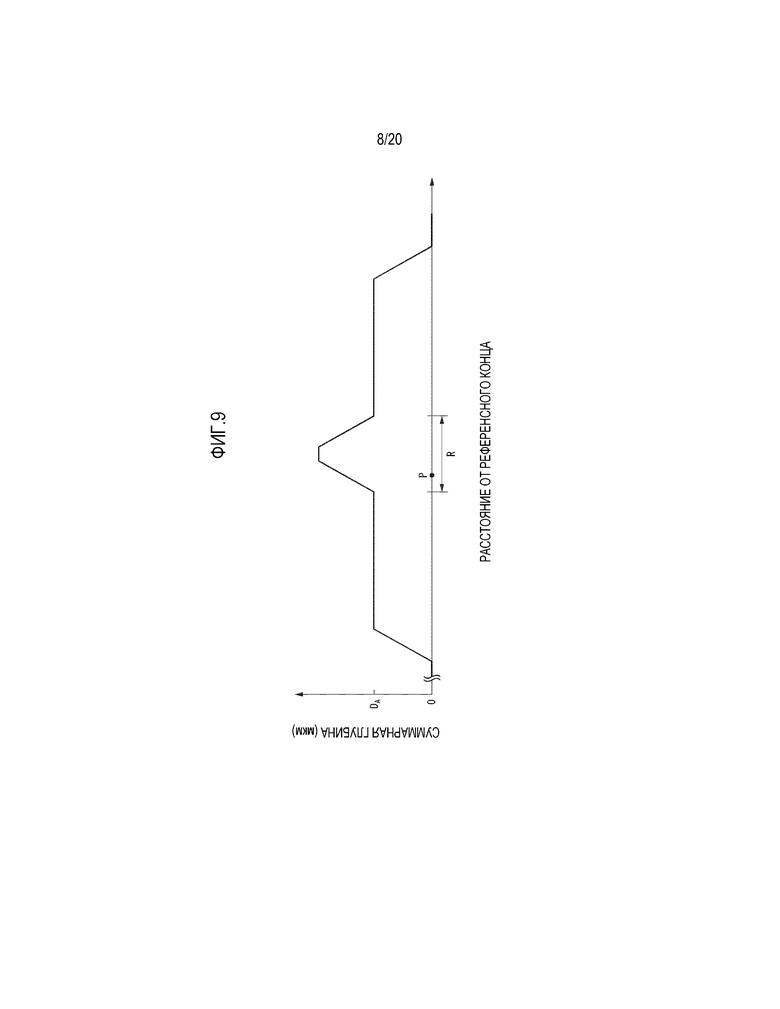

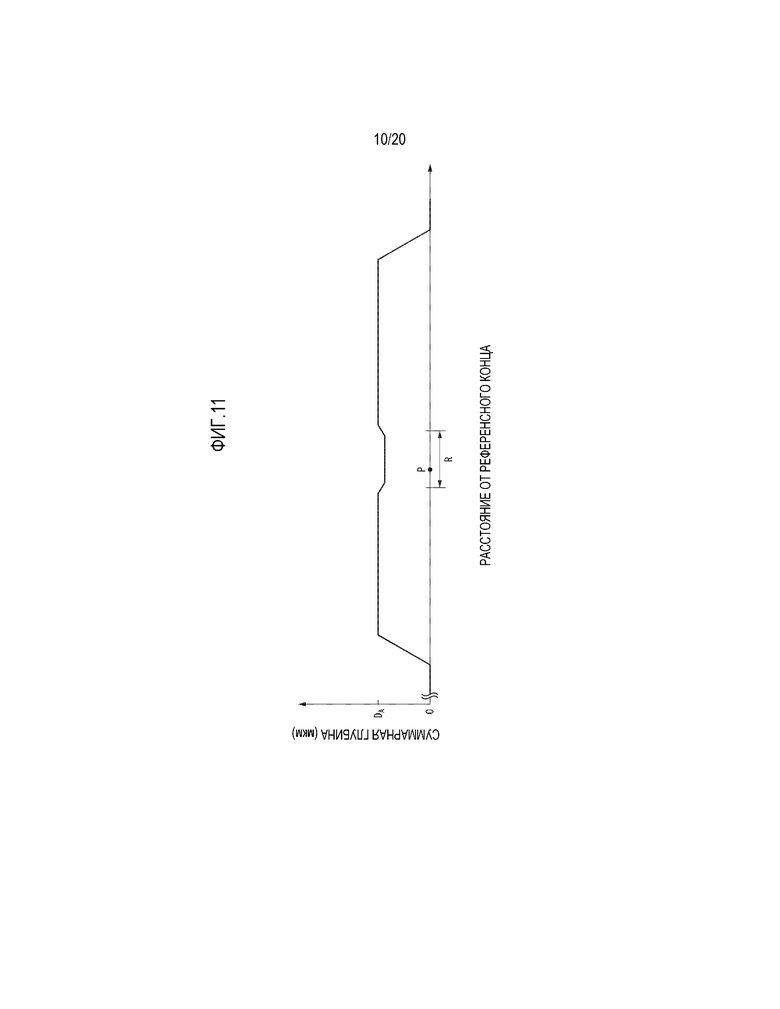
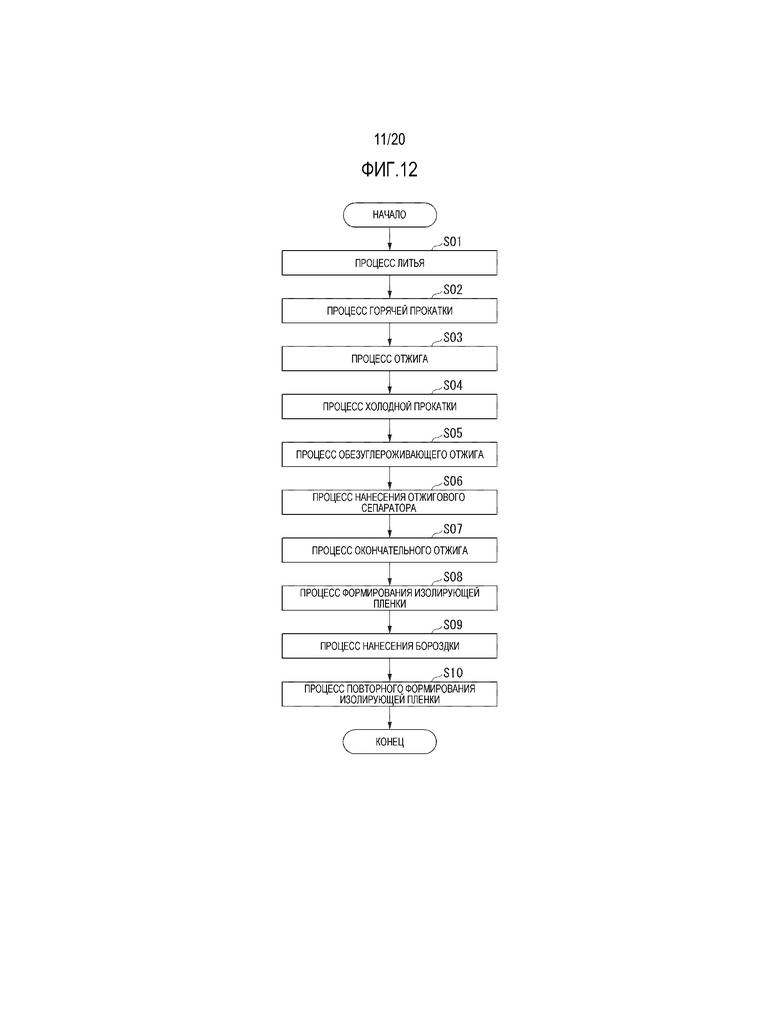


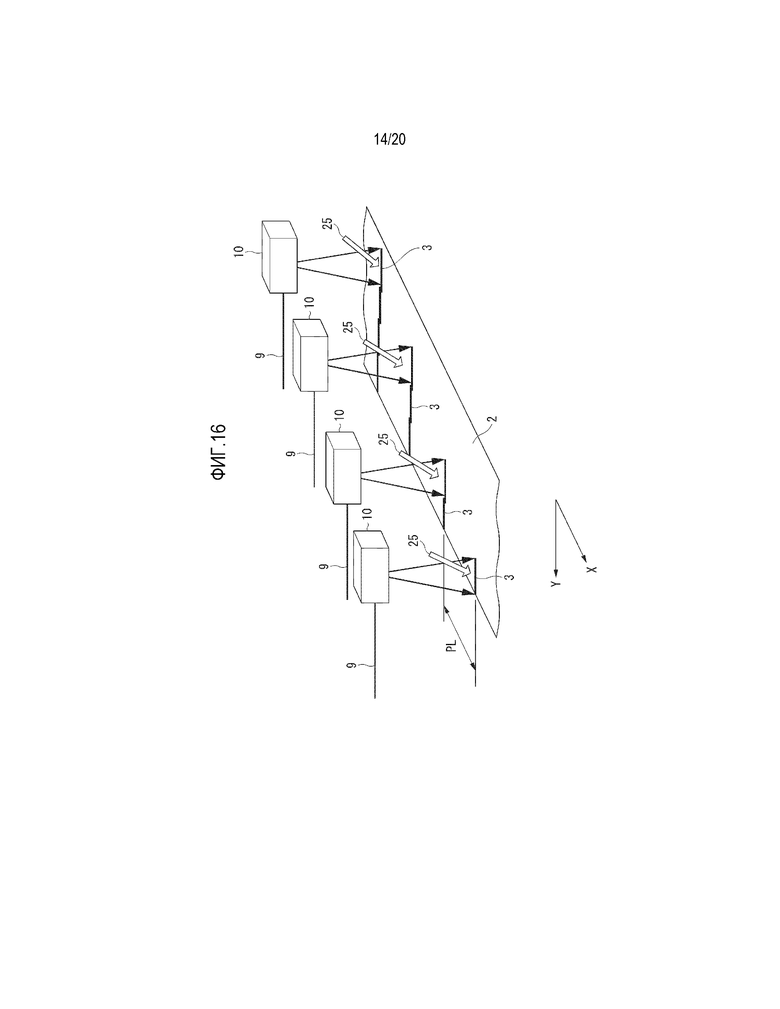
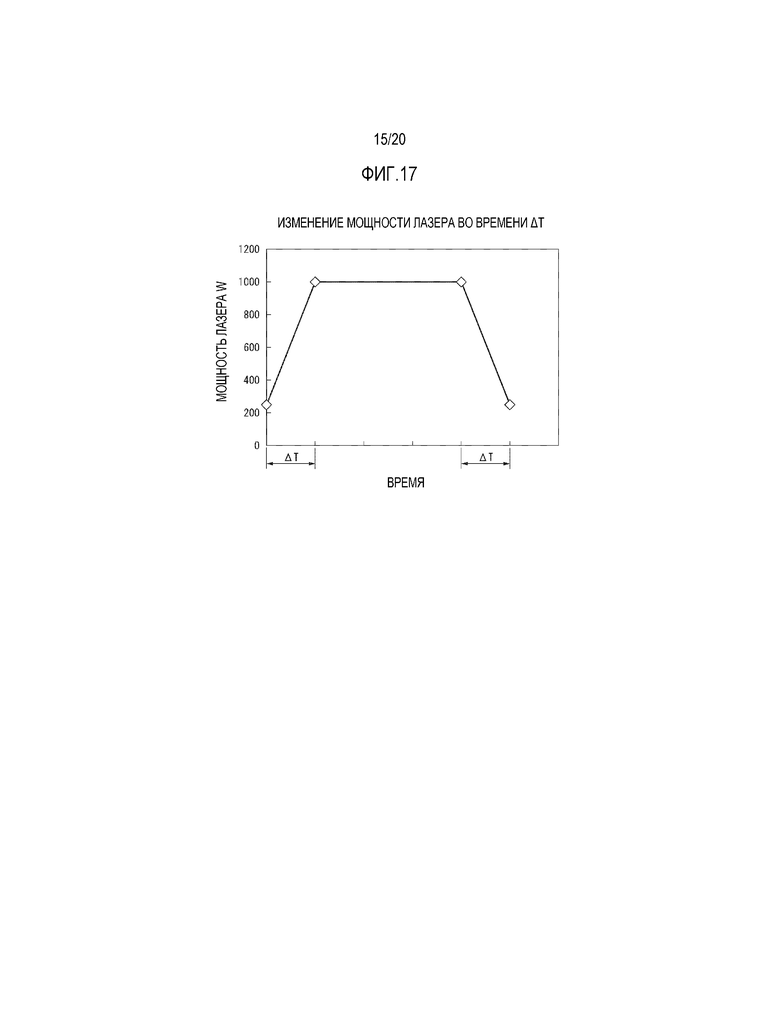
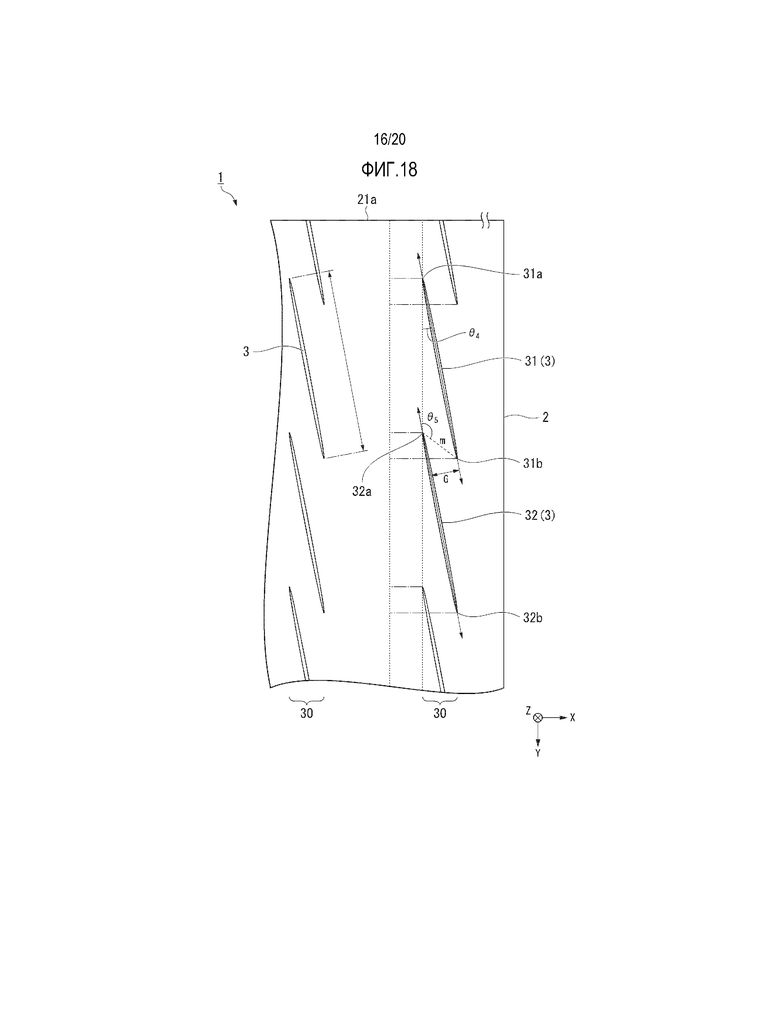


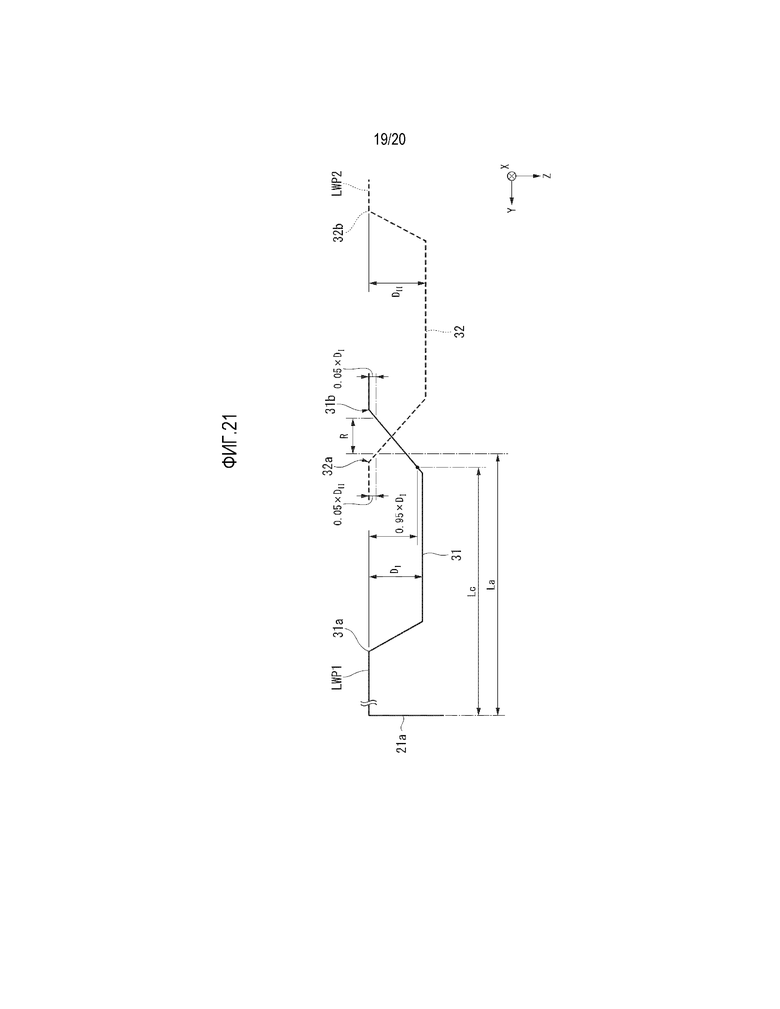
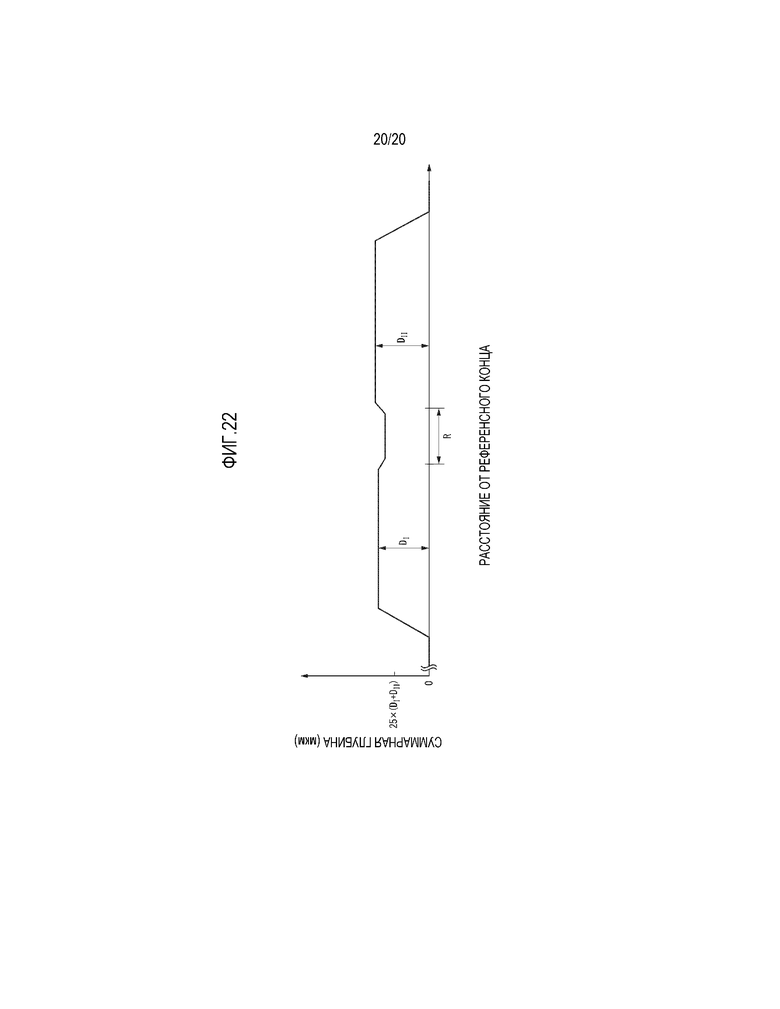
Изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой. Для улучшения коррозионной стойкости и потерь в железе на поверхности стального листа формируется бороздка, проходящая в направлении, пересекающем направление прокатки, и в которой направление глубины бороздки соответствует направлению толщины листа. В том случае, когда поверхность стального листа, если смотреть в направлении его толщины, снабжается группой бороздок, которая состоит из множества бороздок, расположенных в направлении ширины листа, бороздки, составляющие группу бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга на плоскости проекции, перпендикулярной к направлению прокатки, и множество групп бороздок располагается с интервалом в направлении прокатки. 2 н. и 3 з.п. ф-лы, 22 ил., 2 табл.
1. Электротехнический стальной лист с ориентированной зеренной структурой, содержащий:
сформированные на поверхности стального листа группы бороздок, каждая из которых содержит бороздки, расположенные по ширине листа в направлении, пересекающем направление прокатки, и по толщине листа в направлении глубины бороздки, при этом
группы бороздок расположены с интервалом в направлении прокатки,
бороздки, которые составляют группу бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга на плоскости проекции, перпендикулярной к направлению прокатки,
причем, когда один конец стального листа в направлении его ширины принимается в качестве референсного конца, смежные друг другу бороздки среди бороздок каждой из групп бороздок устанавливаются как первая бороздка и вторая бороздка в порядке близости к референсному концу, два конца каждой из бороздок, составляющих группу бороздок, в продольном направлении устанавливаются как первый конец бороздки и второй конец бороздки в порядке близости к референсному концу, контур первой бороздки, спроецированный на плоскость проекции, устанавливается в качестве первой продольной линии проекции бороздки, контур второй бороздки, спроецированный на плоскость проекции, устанавливается в качестве второй продольной линии проекции бороздки, средняя глубина в контурах бороздок, которые составляют группу бороздок, устанавливается в качестве средней глубины DA группы бороздок в мкм, у первого конца бороздки второй продольной линии проекции бороздки точка на второй продольной линии проекции бороздки, в которой глубина от поверхности стального листа по толщине листа становится равной 0,05×DA, устанавливается как первая точка, и у второго конца бороздки первой продольной линии проекции бороздки точка на первой продольной линии проекции бороздки, в которой глубина от поверхности стального листа по толщине листа становится равной 0,05×DA, устанавливается как вторая точка,
на плоскости проекции расстояние между первой точкой на второй продольной линии проекции бороздки и референсным концом является более коротким, чем расстояние между второй точкой на первой продольной линии проекции бороздки и референсным концом, и
в перекрывающейся области между первым концом второй бороздки и вторым концом первой бороздки сумма глубин из глубины от поверхности стального листа по толщине листа на втором конце первой бороздки и глубины от поверхности стального листа по толщине листа на первом конце второй бороздки составляет 0,5×DA или больше.
2. Электротехнический стальной лист по п. 1,
в котором, когда произвольная точка на первой продольной линии проекции бороздки, которая включена в перекрывающуюся область, устанавливается как P1, и среди точек на второй продольной линии проекции бороздки, которая включена в перекрывающуюся область, точка, в которой расстояние от референсного конца равно расстоянию между точкой P1 и референсным концом, устанавливается как P2,
в перекрывающейся области суммарная глубина из глубины первой бороздки от поверхности стального листа до точки P1 на первой продольной линии проекции бороздки по толщине листа, и глубины второй бороздки от поверхности стального листа до точки P2 на второй продольной линии проекции бороздки по толщине листа составляет 0,5×DA или больше.
3. Электротехнический стальной лист с ориентированной зеренной структурой, содержащий:
сформированные на поверхности стального листа группы бороздок, каждая из которых содержит бороздки, расположенные по ширине листа в направлении, пересекающем направление прокатки, и по толщине листа в направлении глубины бороздки, при этом
группы бороздок расположены с интервалом в направлении прокатки, бороздки, которые составляют группу бороздок, располагаются таким образом, что смежные бороздки накладываются друг на друга на плоскости проекции, перпендикулярной к направлению прокатки, причем
когда один конец стального листа в направлении ширины листа принимается в качестве референсного конца, смежные друг другу бороздки среди бороздок каждой из групп бороздок устанавливаются как первая бороздка и вторая бороздка в порядке близости к референсному концу, два конца каждой из бороздок, составляющих группу бороздок, в продольном направлении устанавливаются как первый конец бороздки и второй конец бороздки в порядке близости к референсному концу, контур первой бороздки, спроецированный на плоскость проекции, устанавливается как первая продольная линия проекции бороздки, контур второй бороздки, спроецированный на плоскость проекции, устанавливается как вторая продольная линия проекции бороздки, среднее значение глубин первой продольной линии проекции бороздки от поверхности стального листа по толщине листа устанавливается как первая средняя глубина DI бороздки в мкм, среднее значение глубин второй продольной линии проекции бороздки от поверхности стального листа по толщине листа устанавливается как вторая средняя глубина DII бороздки в мкм, на первом конце бороздки второй продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа по толщине листа становится равной 0,05×DII, устанавливается как третья точка, и на втором конце бороздки первой продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа по толщине листа становится равной 0,05×DI, устанавливается как четвертая точка,
на плоскости проекции расстояние La между третьей точкой на второй продольной линии проекции бороздки и референсным концом является более коротким, чем расстояние Lb между четвертой точкой на первой продольной линии проекции бороздки и референсным концом, и
в перекрывающейся области между первым концом второй бороздки и вторым концом первой бороздки сумма глубин из глубины первой бороздки от поверхности стального листа по толщине листа и глубины второй бороздки от поверхности стального листа по толщине листа составляет 0,25×(DI+DII) или больше.
4. Электротехнический стальной лист по п. 3,
в котором на втором конце бороздки первой продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа по толщине листа становится равной 0,95×DI, устанавливается как пятая точка, и на первом конце бороздки второй продольной линии проекции бороздки точка, в которой глубина от поверхности стального листа по толщине листа становится равной 0,95×DII, устанавливается как шестая точка,
расстояние Lc между пятой точкой на первой продольной линии проекции бороздки и референсным концом является более коротким, чем расстояние Ld между шестой точкой на второй продольной линии проекции бороздки и референсным концом.
5. Электротехнический стальной лист по любому из пп. 1-4,
в котором размер кристаллического зерна, которое находится в контакте с бороздкой, составляет 5 мкм или больше.
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ НИЗКИЕ ПОТЕРИ В СЕРДЕЧНИКЕ, И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2358346C1 |
| JP 2003129135 A, 08.05.2003 | |||
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |

