Данное предложение относится к области технологии обработки оптических деталей (зеркал), преимущественно крупногабаритных, и может быть использовано при формообразовании и контроле оптических поверхностей (плоской, сферической и асферической формы) крупногабаритных высокоточных зеркал, например, зеркал телескопов наземного и космического базирования, в том числе составных и сверхтонких зеркал адаптивных оптических систем.
При формообразовании и контроле крупногабаритной оптики возникает проблема, связанная с деформацией рабочей поверхности зеркала под собственным весом, особенно при нарушении горизонтального положения зеркала в процессе обработки или контроля.
Для устранения деформации рабочей поверхности зеркала на практике широко применяются разнообразные системы разгрузки последнего, в том числе работающие на гидравлическом или пневматическом перераспределении усилий нагружения площади поверхности базируемого зеркала.
Таким образом, для сохранения формы крупногабаритных высокоточных зеркал, например зеркал телескопов наземного и космического базирования (и составных, и сверхтонких зеркал адаптивных оптических систем), как в процессе их обработки, так и в процессе контроля их в рабочем положении важным моментом является их разгрузка. Выбор типа разгрузки зависит от размера (массы) зеркала, а также от отношения, диаметра зеркала к его толщине D/t.
Технологический процесс обработки представляет собой замкнутый цикл, состоящий из частей:
Технологический контроль - ЧПУ - исполнительные механизмы - формообразование оптической поверхности.
При этом контроль крупногабаритных зеркал в процессе изготовления в зависимости от ориентации оптической оси контролируемого зеркала или системы проводится:
- либо при вертикально направленной оптической оси, когда крупногабаритное контролируемое зеркало расположено горизонтально и его горизонтальная разгрузка не отличается от разгрузки при обработке, при этом при обработке в «штатной» оправе результаты цехового контроля будут реально отражать качество изображения главного зеркала телескопа в его рабочем положении;
- либо при горизонтально направленной оптической оси, когда контролируемое крупногабаритное зеркало располагается вертикально и вертикальная разгрузка его более сложна и труднее осуществима.
Наиболее распространенным примером разгрузки при втором варианте контроля, используемой при вертикальной разгрузке зеркал диаметром до 1200-1500 мм (при отношении t/D=1/8 и не очень большом центральном отверстии в контролируемой детали), как известно, является разгрузка на ленту [1]. - прототип.
Разгрузка на ленту становится неудовлетворительной для зеркал размером более 1500 мм. и требуется более строгое соблюдение условия приложения усилий, распределенных по косинусоидальному закону по торцевой поверхности зеркала в плоскости его центра тяжести.
Вместо ленты используется в подобных случаях разгрузка зеркала при горизонтально направленной оптической оси на жесткой оправе с торцевой и боковой рычажной системой [1], которая по сравнению с разгрузкой на ленту обеспечивает строгое соблюдение закона косинусов и при прочих равных условиях уменьшает деформации поверхности приблизительно в 6 раз.
Основным недостатком подобного решения является отсутствие возможности обеспечения стабилизации формы поверхности базируемого в подобной системе разгрузки зеркала при различных углах заклона последнего например при переводе его из горизонтального положения в вертикальное или наоборот.
На практике на финишной стадии обработки точных поверхностей крупногабаритных оптических зеркал вне зависимости от принятого метода асферизации широко используется "зональная локальная ретушь малым инструментом", при обработке которым величина съема зависит от меньшего числа независимых параметров, чем обработка полноразмерным инструментом, что позволяет автоматизировать процесс обработки, управляя процессом изменения одного из параметров, например давлением или временем пребывания инструмента в той или иной точки), так как остальные параметры, влияющие на производительность, во время обработки поддерживаются по возможности неизменными.
Известно, что для исключения на всех стадиях технологического процесса обработки деформации рабочей поверхности обрабатываемого зеркала предусматривают использование для обрабатываемых зеркал так называемой технологической оправы с размещенными на ее базовой стороне средствами фиксации базируемого на ней тыльной нерабочей стороной зеркала, и мембранно-пневматическими элементами системы разгрузки зеркала, выполняющими обезвешивание базируемой детали (зеркала) и имеющими возможность контактирования с его тыльной нерабочей поверхностью [2].
В последнее время в отличие от прежних монолитных конструкций крупногабаритных зеркал часто используются также сверхтонкие зеркала, которые изготавливаются из заготовок с соотношением толщины к диаметру в пределах 1/6÷1/10, имеют лицевую пластину с соотношением 1/25 и менее и характеризуются пониженной жесткостью конструкции.
При формообразовании отражающих оптических поверхностей подобных высокоточных крупногабаритных зеркал с ослабленной жесткостью, когда требования к точности формы рабочей поверхности достигают сотых и тысячных долей микрон, даже совокупного использования описанных выше систем вертикальной и горизонтальной разгрузки зеркал в процессе их формообразования явно недостаточно.
На практике известны также приемы упругой деформации уже обработанной отражающей поверхности готового зеркала для доведения ее до требуемой формы посредством силового воздействия актуаторов на нерабочую (тыльную) поверхность зеркала в нужных точках и с требуемым усилием [3], например в металлооптике, в частности применительно к активным зеркалам с управляемой формой отражающей поверхности, и могут быть использованы в штатных оправах в астрономических телескопах, лазерных системах, что позволяет добиться повышения стабильности формы отражающей поверхности и улучшения ее качества, облегчения конструкции, увеличения диаметра зеркала, расширения динамического диапазона работы зеркала, обеспечения заданной формы функции отклика и заданного диапазона смещений отражающей поверхности под действием актуаторов.
Недостатком подобного использования актуаторов в процессе коррекции формы отражающей поверхности готовых крупногабаритных высокоточных зеркал и обеспечения заданной формы функции отклика под действием актуаторов является то, что подобная коррекция формы рабочей поверхности зеркала может обеспечить получение требуемого положительного результата для описываемых в данной заявке высокоточных крупногабаритных зеркал только при наличии обеспечения возможности получения стабильности формы его поверхности на практике уже в процессе формообразования.
Требования к изготовлению рабочей поверхности в них составляют величину λ/80 для среднеквадратического значения отклонения от номинальной формы (СКО) на световой зоне. Даже если при шлифования и полирования значение СКО при вертикальной установке зеркала составляло λ/80, то осле опускания в горизонтальное положения при повторном контроле может оказаться, что поверхность деформировалась и СКО равняется λ/10.
Таким образом, при перемене положения зеркала и повторном закреплении его рабочая отражающая поверхность деформируется под весом зеркала по случайному закону.
Задачей предлагаемого устройства для базирования и разгрузки крупногабаритных высокоточных зеркал является обеспечение повышения точности при формообразовании и стабилизации формы поверхности зеркала при контроле.
Техническим результатом является создание устройств для базирования и разгрузки крупногабаритных высокоточных зеркал, обеспечивающих возможность адаптации формы поверхности зеркала до требуемой точности как в процессе их формообразовании, так и контроля.
Технический результат достигается тем, что в предлагаемом устройстве для базирования и разгрузки крупногабаритных высокоточных зеркал, содержащем корпус с установленной в нем системой разгрузки зеркала, выполненной в виде ленты или рычажной системы в виде коромысла и расположенной по периферии базируемого в оправе зеркала:
- оно снабжено размещенной в корпусе со стороны нерабочей поверхности зеркала дополнительной системой разгрузки, выполненной в виде основания, на обращенной к зеркалу рабочей стороне которого расположены мембранно-пневматические элементы, имеющие возможность контактирования с нерабочей поверхностью зеркала, и осуществляющими силовое воздействие на нерабочую поверхность зеркала актуаторами, приводимыми в возвратно-поступательные перемещения вдоль своих осей посредством установленных на тыльной стороне основания программно управляемых приводов актуаторов.
- на обращенных к базируемому зеркалу концах актуаторов установлены постоянные магниты, причем на нерабочей поверхности базируемого зеркала также компланарно закреплены постоянные магниты, аналогичные магнитам, установленным на актуаторах.
- постоянные магниты, размещенные на актуаторах, установлены с возможностью поворота рабочими поверхностями относительно постоянных магнитов, закрепленных на нерабочей поверхности базируемого зеркала на 180° с целью изменения полярности магнитного поля.
При исследовании отличительных признаков описываемого устройства не выявлено каких-либо аналогичных технических решений, касающихся предложенных вариантов выполнения его.
Таким образом, заявленное техническое решение соответствует условию "НОВИЗНА".
Кроме того, заявленные технические решения не вытекают явным образом из известного уровня техники (1-3) и в них не выявлены признаки, отличающие данные решения от прототипа и не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Следовательно, заявленные технические решения соответствуют условию "ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ".
Сущность заявленного устройства для базирования и разгрузки крупногабаритных высокоточных зеркал проиллюстрирована ниже:
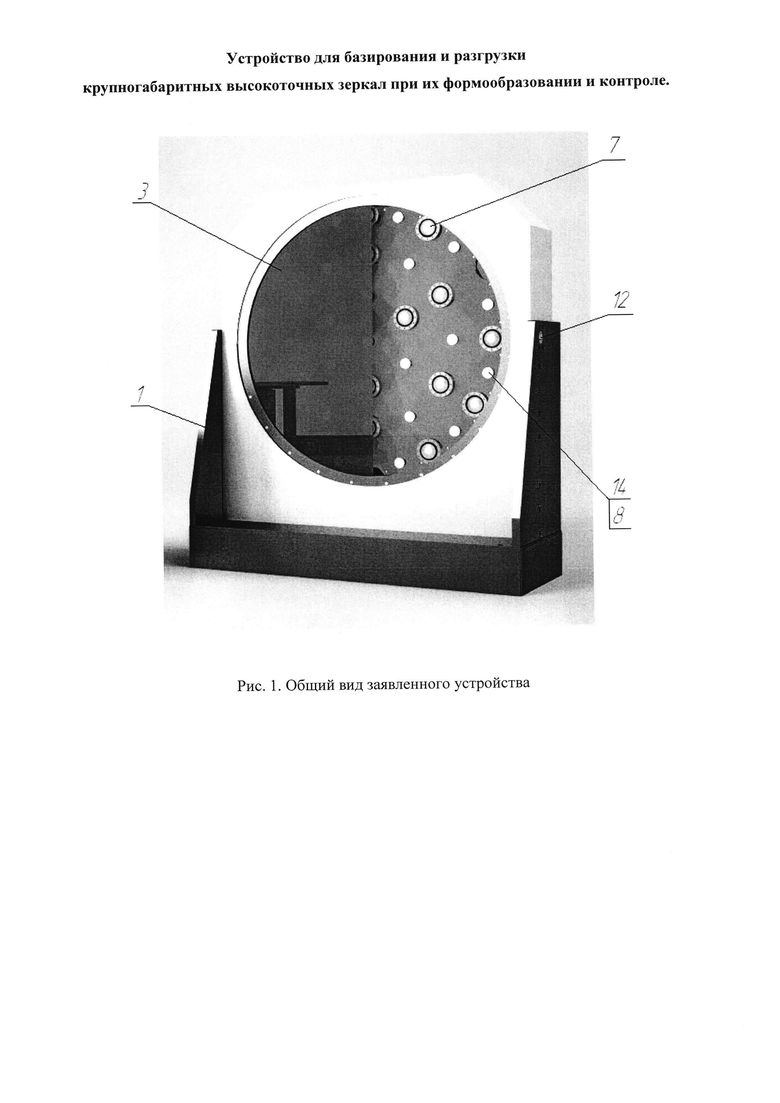
На фиг. 1. представлен общий вид заявленного устройства (в позиции контроля);
На фиг. 2. представлен фронтальный вид сборки устройства при снятом кожухе;
На фиг. 3. представлена боковая проекция заявленного устройства (в позиции контроля) со снятым кожухом оправы;
На фиг. 4. представлен график зависимости силы взаимодействия между магнитами актуаторов от расстояния между магнитами.
Устройство для базирования и разгрузки крупногабаритных высокоточных зеркал содержит корпусе 1 с установленной в нем системой разгрузки 2 зеркала, выполненной в виде ленты или рычажной системы в виде коромысла (на рисунках не показана) и расположенной по периферии базируемого в оправе зеркала 3.
В корпусе 1 со стороны нерабочей поверхности 4 зеркала 3 размещена дополнительная система разгрузки, выполненная в виде основания 5, на обращенной к зеркалу 3 рабочей стороне 6 которого расположены мембранно-пневматические элементы 7, имеющие возможность контактирования с нерабочей поверхностью 4 зеркала 3.
Силовое воздействие на нерабочую 4 поверхность зеркала 3 осуществляют актуаторы 8, установленные в основании 5 между мембранно-пневматическими элементами 7 дополнительной системы разгрузки зеркала 3 и приводимые в возвратно-поступательные перемещения вдоль своих осей посредством установленных на тыльной стороне 9 основания 5 программно управляемых приводов 10 (например шаговых двигателей марки PL42H48-2,4, передающих поступательное дискретное движение актуаторам 8, например через передачу винт - гайка), соединенных с актуаторами 8. Основание 5 установлено в корпусе 1, например в опорной раме 11, с возможностью поворота ее вместе с рамой 11 в вертикальной плоскости на 90 градусов относительно корпуса 1, например посредством цапф 12, для перехода из позиции формообразования отражающей (рабочей) поверхности зеркала 3 в позицию контроля ее. Система разгрузки 2 зеркала 3, выполненная в виде ленты или рычажной системы в виде коромысла (на рисунках не показана), закреплена в корпусе 1 устройства, например также в опорной раме 11.
На обращенных к базируемому зеркалу 3 концах актуаторов 8 закреплены постоянные магниты 14, например аксиальтные неодимовые из материала Nd-Fe-B типа N35: 30×3 мм., причем на (тыльной) нерабочей поверхности 4 базируемого зеркала 3 также компланарно закреплены, например приклеены, постоянные магниты 15, аналогичные установленным на штоках актуаторов 8.
Постоянные магниты 14, размещенные на актуаторах 8, установлены с возможностью их поворота относительно постоянных магнитов 15, закрепленных на (тыльной) нерабочей поверхности 4 базируемого зеркала 3 своими рабочими поверхностями на 180 градусов для изменения полярности магнитного поля.
Работает предложенное устройство для базирования и разгрузки крупногабаритных высокоточных зеркал в данном случае следующим образом:
Подлежащее формообразованию своей отражающей (рабочей) поверхности зеркало 3 устанавливается нерабочей (тыльной) стороной 4 на базовой стороне 6 основания 5, базируясь на мембранно-пневматических элементах 7 системы дополнительной разгрузки.
Разгрузка зеркала 3 от собственного веса осуществляется благодаря воздействию на него дискретных реактивных опорных усилий, минимально отличающихся по величине от расчетных, которые развиваются пневмосистемой объединенных мембранно-пневматических элементов 7 дополнительной системы разгрузки под действием массы зеркала 3. Внутренние полости мембранно-пневматических элементов 7 (например в количестве 18 шт.) дополнительной системы разгрузки заполнены воздухом, соединены в замкнутую систему и подключены к источнику давления (пневмосети - рисунках не показано). При повышении давления в одном каком - либо элементе 7 давление во всех элементах 7 перераспределяется и выравнивается, за счет этого выравниваются местные концентрированные напряжения, равномерно распределяясь по всему зеркалу 3. Для компенсации воздействия массы инструмента в процессе обработки в конструкцию оправ обычно могут быть введены дополнительные опорные элементы (на рисунках не показаны), воспринимающие его массу.
По окончании каждого сеанса обработки проводят контроль (например, интерференционный) с построением с помощью компьютера топографической карты дискретной информации о форме полученной обрабатываемой поверхности.
Для этого при горизонтальной схеме контроля (оптическая ось контролируемого зеркала 3 - горизонтальна) контролируемое зеркало 3 с рамой 11 поворотом на цапфах 12 переводится из горизонтального положения в вертикальное, базируясь одновременно на мембранно-пнематических элементах 7 дополнительной системы разгрузки и на системе вертикальной разгрузки 2, выполненной, например в виде ленты.
Использование ленты, как показывает практика, наиболее предпочтительно при разгрузке зеркал диаметром до 1200-1500 мм (при отношении t/D=1/8 и не очень большом центральном отверстии в контролируемой детали).
Как упомянуто выше, разгрузка на ленту становится неудовлетворительной для зеркал размером более 1500 мм. и требуется более строгое соблюдение условия приложения усилий, распределенных по косинусоидальному закону по торцевой поверхности зеркала в плоскости его центра тяжести.
Вместо ленты в подобных случаях может быть использована, например разгрузка оптической детали (зеркала) при горизонтально направленной оптической оси на жесткой оправе с торцевой и боковой рычажной системой [1], которая, как показывает практика, по сравнению с разгрузкой на ленту обеспечивает строгое соблюдение закона косинусов и при прочих равных условиях уменьшает деформации поверхности приблизительно в 6 раз.
Для стабилизации формы отражающей поверхности зеркала при контроле высокоточных крупногабаритных зеркал, особенно асферики, в том числе внеосевой, улучшения ее качества, облегчения конструкции, расширения динамического диапазона работы зеркала, обеспечения заданной формы функции отклика отражающей поверхности в данном устройстве конструктивно заложены возможности использования приемов упругой деформации уже обработанной отражающей поверхности готового зеркала для доведения ее до требуемой формы посредством силового воздействия актуаторами (толкателями) на тыльную (нерабочую) поверхность зеркала в нужных точках и с требуемым усилием.
С этой целью, как упомянуто выше, предложенное устройство снабжено установленными в тыльной стороне 9 основания 5 актуаторами 8, связанными с блоком управления от компьютерной программы (на рисунках не показан) работой их приводов 10. Актуаторы 8 имеют возможность возвратно-поступательного перемещения вдоль своих осей и оказывают силовое воздействия на нерабочую (тыльную) поверхность 4 зеркала 3.
Кроме того, на обращенных к базируемому зеркалу концах актуаторов 8 закреплены постоянные магниты 14, причем на тыльной нерабочей поверхности 4 базируемого зеркала 3 также компланарно закреплены постоянные магниты 15, аналогичные установленным на актуаторах 8.
Постоянные магниты 14, размещенные на концах актуаторов 8, установлены с возможностью поворота рабочими поверхностями относительно постоянных магнитов 15, закрепленных на тыльной нерабочей поверхности 4 базируемого зеркала 3 на 180 градусов для изменения полярности создаваемого ими магнитного поля.
После обработки зеркала 3 регистрируется интерференционная картина от его рабочей поверхности. Полученная интерферограмма расшифровывается, строится топографическая карта поверхности и записывается в текстовый файл расширения «*.top». Имея реальную топографическую карту поверхности, подлежащей адаптации, программа подбирает линейную комбинацию функций откликов, создающую деформацию, приближенно равную реальной с противоположным знаком.
При приложении к тыльной поверхности 4 найденной комбинации воздействий исходная деформация рабочей поверхности зеркала 3 компенсируется, форма поверхности приближается к номинальной с заданной точностью. Актуаторы 8 способны изгибать поверхность как в сторону выпуклости, так и вогнутости, что обеспечило устранение ошибок обоих типов - яма и бугор.
Физическая реализация системы адаптации поставила вопрос о выборе устройства, создающего усилия на поверхности детали. В предлагаемом устройстве (созданном для адаптации зеркала ∅ 1155 мм) использовано всего 22 актуатора 8, каждый из которых представляет собой пару неодимовых магнитов 14 и 15, работающих на отталкивание или притяжение. Один из магнитов закреплен на тыльной 4 поверхности зеркала 3, другой - на переменном расстоянии от первого, на конце актуатора 8, связанного, например через пару винт гайка с выходным валом своего привода 10. Шаговый двигатель (модели PL42H48-2,4) обеспечивает дискретное линейное перемещение актуатора 8 (уменьшение или увеличение воздушного зазора между магнитами). На блок управления приводами 10 с компьютера последовательно подается рассчитанная по программе величина перемещения каждого магнита 14. Шаговый двигатель проходит количество шагов в соответствии с поданной командой. Один шаг двигателя соответствует перемещению выходного вала привода на 5 мкм.
При изготовлении и эксплуатации крупногабаритной оптики возникает проблема, связанная с деформацией рабочей поверхности оптических деталей (зеркал), особенно облегченных и тонких под собственным весом. На примере зеркала диаметром ∅ 1155 мм в АО «НПО «Оптика» была продемонстрирована возможность адаптации формы поверхности до требуемой точности с помощью актуаторов, управляемых компьютерной программой.
Специалистами АО «НПО «Оптика» были выполнены исследования динамики изменения формы поверхности зеркала ∅ 1155 мм с радиусом рабочей поверхности 20000 мм и диаметром световой зоны 1000 мм при различных вариантах его базирования. Результаты исследований показали, что имеет место нестабильность формы поверхности зеркала.
Требования к изготовлению рабочей поверхности составляли величину λ/80 для среднеквадратического значения отклонения от номинальной формы (СКО) на световой зоне. После шлифования и полирования значение СКО при вертикальной установке зеркала составляло λ/80. После опускания в горизонтальное положения при повторном контроле обнаружилось, что поверхность деформировалась и СКО равняется λ/10. Таким образом, при перемене положения зеркала и повторном закреплении его рабочая поверхность деформируется под весом зеркала по случайному закону.
На основании анализа полученных результатов было принято решение осуществить адаптирование формы поверхности зеркала. Для этого с учетом технических требований была разработана система адаптации, содержащая механический блок с расположенной на нем системой актуаторов, осуществляющих физическое воздействие на тыльную (нерабочую) поверхность зеркала, блок управления и программные средства (программу адаптации). Последняя предназначена для вычисления перемещений актуаторов, обеспечивающих усилия, которые должны быть приложены к обратной поверхности зеркала для того, чтобы компенсировать искривления рабочей поверхности. С помощью системы предполагалось проводить адаптацию зеркала, зафиксированного в рабочем положении, добиваясь значения СКО λ/80.
После обработки зеркала регистрировалась интерференционная картина от его рабочей поверхности, строилась топографическая карта поверхности и, имея реальную топографическую карту поверхности, подлежащей адаптации, программа подбирала линейную комбинацию функций откликов, создающую деформацию, приближенно равную реальной с противоположным знаком. При приложении к тыльной поверхности найденной комбинации воздействий исходная деформация рабочей поверхности компенсировалась, форма поверхности приближалась к номинальной с заданной точностью.
Программа принимала на вход набор функций отклика и топографическую карту поверхности, подлежащей адаптации в формате «*.top». Затем на основании математической модели поверхности детали, подвергающейся воздействию системы адаптации, программа вычисляла оптимальные величины усилий, которые должны выработать привода системы адаптации для того, чтобы адаптируемая поверхность приняла форму, при которой СКО поверхности будет минимальным.
Выходным параметром программы адаптации, поступающим в систему управления, должно являться количество шагов двигателя, обеспечивающее необходимые для адаптации усилия актуаторов. Задача усложняется тем, что связь между силой отталкивания магнитов и воздушным промежутком между ними не является линейной. Для пар магнитов, установленных в макете системы адаптации, была экспериментально измерена эта зависимость.
Полученная зависимость имеет вид кривой, изображенной на графике на Фиг. 5. Учитывая данную зависимость, программа адаптации пересчитывает величины усилий в количество шагов двигателя и передает соответствующий набор команд в систему управления.
Проделанная работа продемонстрировала возможность создавать системы адаптации, в которых процесс адаптации проходит по заранее рассчитанному сценарию и не требует интерференционного контроля поверхности во время работы системы. Кроме того, априорный расчет усилий позволил оценить максимально возможный результат адаптации и выбрать наилучшую конфигурацию для актуаторов. Компьютерные методы моделирования открывают новые возможности для создания крупногабаритных оптических деталей, отвечающих высоким техническим требованиям. Становится возможным добиваться требуемой формы поверхности не только за счет механической обработки, но и путем адаптации.
Анализ различных вариантов размещения актуаторов на поверхности детали позволил предположить, что наилучший результат адаптации получается при наибольшем количестве актуаторов. Максимальное улучшение СКО формы поверхности для исследуемого зеркала ∅ 1155 мм, рассчитанное с помощью программы, - в 17 раз.
Таким образом, заявленное техническое решение соответствует условию "ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ".
Источники информации, использованные при подготовке данной заявки:
1. Справочник технолога - оптика под редакцией М.А. Окатова, Издательство Политехника, Санкт-Петербург, 2004. стр. 366-377.
2. Статья «Изготовление крупногабаритной оптики наземного и космического базирования», авторы: Магомед А. Абдулкадыров, Сергей П. Белоусов, Александр. Игнатов, Владимир Е. Патрикеев, Виталий В. Придня, Андрей В. Полянщиков, Виктор В. Румянцев, Анатолий В. Самуйлов, Александр П. Семенов, Юрий А. Шаров, опубликована 27.06.2016 г. на сайте Lzos.ru
3. Патент РФ №2047880 C1, G02B 26/06; G02B 5/10, 28.06.1991
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ КРУПНОГАБАРИТНОГО ЗЕРКАЛА ОПТИКО-МЕХАНИЧЕСКОГО УСТРОЙСТВА В ОПРАВЕ(ВАРИАНТЫ) И УСТРОЙСТВО КРЕПЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2528970C2 |
| СПОСОБ И УСТРОЙСТВО КРЕПЛЕНИЯ КРУПНОГАБАРИТНОГО ЗЕРКАЛА ОПТИКО-МЕХАНИЧЕСКОГО УСТРОЙСТВА В ОПРАВЕ (ВАРИАНТЫ) | 2017 |
|
RU2661049C1 |
| КРУПНОГАБАРИТНОЕ ОБЛЕГЧЕННОЕ ЗЕРКАЛО КОСМИЧЕСКОГО ТЕЛЕСКОПА | 1995 |
|
RU2106664C1 |
| СИСТЕМА РАЗГРУЗКИ ЗЕРКАЛА ОПТИЧЕСКОГО ТЕЛЕСКОПА | 2012 |
|
RU2498361C1 |
| ЗЕРКАЛО ТЕЛЕСКОПА | 1992 |
|
RU2042967C1 |
| Способ осевой разгрузки зеркал | 1988 |
|
SU1580310A1 |
| ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ КРУПНОГАБАРИТНОГО ЗЕРКАЛА ТЕЛЕСКОПА С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2024 |
|
RU2837324C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЗЕРКАЛА ТЕЛЕСКОПА | 2017 |
|
RU2687306C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| Устройство для разгрузки зеркал | 1985 |
|
SU1471164A1 |



Изобретение относится к области обработки крупногабаритных оптических деталей и может быть использовано при формообразовании и контроле оптических поверхностей, например зеркал телескопов наземного и космического базирования, в том числе составных и сверхтонких зеркал адаптивных оптических систем. Устройство содержит корпус с установленной в нем системой разгрузки базируемого зеркала, расположенной по периферии базируемого в оправе зеркала, при этом оно снабжено размещенной в корпусе со стороны нерабочей поверхности зеркала дополнительной системой разгрузки, выполненной в виде основания, на обращенной к зеркалу рабочей стороне которого расположены мембранно-пневматические элементы, имеющие возможность контактирования с нерабочей поверхностью зеркала, и осуществления силового воздействия на нерабочую поверхность зеркала актуаторами, приводимыми в возвратно-поступательные перемещения вдоль своих осей посредством установленных на тыльной стороне основания программно управляемых приводов. Использование изобретения позволяет повысить точность формообразования поверхности крупногабаритных оптических деталей. 4 ил.
Устройство для базирования крупногабаритного зеркала с компенсацией искривления формы его рабочей поверхности, содержащее корпус для установки базируемого в оправе зеркала и установленную в корпусе систему разгрузки зеркала, выполненную с возможностью размещения по периферии базируемого зеркала, отличающееся тем, что корпус выполнен в виде поворотной рамы, установленной с возможностью размещения в горизонтальной и в вертикальной плоскостях, при этом оно снабжено размещенной в упомянутой раме со стороны нерабочей поверхности базируемого зеркала дополнительной системой разгрузки зеркала, выполненной в виде основания, на обращенной к зеркалу стороне которого расположены мембранно-пневматические элементы с возможностью контактирования с нерабочей поверхностью базируемого зеркала и осуществления на нее силового воздействия, и актуаторами, установленными на упомянутом основании с возможностью возвратно-поступательного перемещения вдоль своих осей посредством установленных на тыльной стороне основания программно управляемых приводов, причем на обращенных к базируемому зеркалу концах актуаторов установлены постоянные магниты с возможностью поворота на 180º для изменения полярности магнитного поля, при этом упомянутые постоянные магниты расположены с возможностью взаимодействия с аналогичными магнитами, установленными на нерабочей поверхности базируемого зеркала.
| ОКАТОВ М.А | |||
| и др | |||
| Справочник технолога-оптика, СПб, изд | |||
| Политехника, 2004, стр | |||
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
| УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ ПАНЕЛЕЙ ИЛИ ТОНКИХ ПЛАСТИН ПУТЕМ УДАЛЕНИЯ МАТЕРИАЛА | 2011 |
|
RU2553171C2 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ И МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И СПОСОБ ИХ БАЗИРОВАНИЯ | 2002 |
|
RU2247018C2 |
| WO 2011017652 A2, 10.02.2011 | |||
| US 6209188 B1, 03.04.2001 | |||
| US 2009057971 A1, 05.03.2009. | |||

