Область техники.
Изобретение относится к устройствам, являющимся приспособлениями для крепления деталей, более конкретно - к способам и устройствам для высокоточного базирования крупногабаритных сложнопрофильных нежестких деталей на многокоординатных станках, и может быть использовано в технологических процессах при их производстве в авиакосмической и других отраслях промышленности.
Уровень техники.
В настоящее время в авиакосмической и других отраслях промышленности востребованы автоматизированные гибкие системы универсальных приспособлений для высокоточного базирования крупногабаритных сложнопрофильных нежестких деталей с целью их дальнейшей обработки на многокоординатных станках с числовым программным управлением (ЧПУ).
Это вызвано тем, что обычные приспособления для базирования и зажима таких деталей - это сложные металлоемкие конструкции, по размерам большие, чем детали, ими фиксируемые. Они изготавливаются индивидуально для каждой детали в зависимости от ее размеров и конфигурации. Работа с ними требует большого времени установки самого приспособления, а также детали. Необходимым является также наличие производственных площадей для складирования большого количество приспособлений.
Эти факторы определяют высокие производственные издержки при использовании обычных приспособлений для производства крупногабаритных сложнопрофильных нежестких деталей типа панелей, листовых обшивок.
В настоящее время существуют два типа конструктивных решений автоматизированных гибких систем базирования и зажима нежестких деталей, предлагаемых фирмами-производителями.
1. Системы с подвижными опорами базирования и зажима с вакуумными присосками, перемещающимися по координатам Х и Y обрабатывающего центра и выдвигающимися по координате Z (фирма "Jobs" Италия, адрес в сети Интернет: www.jobs.it).
Такая система описана в ЕР50703381, 01.02.1995 г. Опоры устанавливаются на поперечных ходу по координате Х балках. Балки перемещаются по направляющим качения по координате Х от синхронизированных зубчато-реечных приводов. Каждая опора имеет индивидуальный шариковинтовой привод перемещения по направляющим качения вдоль балки по координате Y. Перемещение по координате Z вакуумных чашек с присосками, установленных на балках опор, осуществляется от электродвигателей с помощью точных шариковинтовых передач и валов в направляющих скольжения или качения.
Система содержит следующие признаки, общие с предлагаемым изобретением: выдвижные опоры с вакуумными присосками, система вакуумирования, система подачи сжатого воздуха, числовая система управления всей автоматизированной гибкой системой базирования с системой управления опорами с вакуумными присосками.
Преимуществами компоновки с подвижными опорами базирования и зажима являются:
- возможность изменения расстояния между опорами;
- возможность создания прямоугольных сеток вакуумных чашкообразных опор различной конфигурации.
Недостатком таких систем является высокая стоимость из-за наличия:
- приводов перемещения по координатам X, Y, кроме приводов по координате Z выдвижения вакуумных чашек с присосками в заданную позицию;
- подвижных кабеленесущих цепей подводов пневмовакуумных рукавов и кабелей электропитания;
- большого объема аппаратуры электроавтоматики и пневматики.
2. Системы с неподвижными опорами базирования и зажима.
Они оснащаются столом с прямоугольной сеткой отверстий для жесткой установки выдвижных опор. Эти системы предполагают замену стола, использующего традиционные приспособления обрабатывающего CNC центра,
на стол с гибкой системой базирования крупногабаритных сложнопрофильных нежестких деталей.
Ведущей фирмой в области производства таких систем универсальных гибких приспособлений является фирма "Kostyrka", Германия (адрес в сети Интернет www.Kostyrka.com). Стол выполняется секционным с возможностью наращивания по длине.
В компоновочном решении такой автоматизированной гибкой универсальной системы для высокоточного базирования основным модульным компонентом является чашкообразная выдвижная опора с вакуумной присоской с приводом перемещения по координате Z для ее автоматической установки по программе в заданное положение.
Приводы обеспечивают точность позиционирования и повторяемость в пределах ±0,01 мм при перемещении и установке опор в заданном положении.
Фиксацию-расфиксацию вала с установленной чашкой вакуумной с присоской в заданной позиции фирма осуществляет при помощи гидромеханического тормоза.
Для фиксации вала в тормозе используется разрезная упругая зажимная гильза. Расфиксация для перемещения вала с чашкообразной опорой и вакуумной присоской осуществляется подачей давления масла, освобождающего зажимную гильзу. Чашкообразная опора с вакуумной присоской выполнена в виде полусферы с каналами для отсоса воздуха при вакууме. В полусферу встроен обратный клапан, перекрывающий отсос воздуха из зоны присоски при достижении между ней и деталью требуемого уровня вакуума.
В корпус сферический поворотный чашкообразной опоры встроен клапан безопасности вакуума, автоматически закрывающийся при отрыве детали от присоски.
Недостатком данной системы является использование гидравлики в конструкции тормоза и, как следствие, возможность критических утечек масла и загрязнения. Современной тенденцией при создании гибких автоматизированных систем ведущими фирмами-производителями "Forest line group" Франция и др. является отказ от гидравлики в пользу пневматики.
Сущность изобретения
Задачей изобретения является разработка гибкой автоматизированной системы базирования сложнопрофильных нежестких деталей с целью их дальнейшей обработки на многокоординатных станках с ЧПУ.
Поставленная задача решается созданием системы, оснащенной:
- столом с прямоугольной сеткой чашкообразных опор с вакуумными присосками со встроенными обратными клапанами, регулирующими подвод вакуума, а также имеющими возможность сферического поворота чашкообразных опор вокруг координат Х и Y и возврата в исходное положение с помощью пружины;
- высокоточными приводами перемещения опор по координате Z;
- системой вакуумирования для закрепления деталей с помощью вакуумных присосок чашкообразных опор;
- системой подачи сжатого воздуха, обеспечивающей расфиксацию тормоза в процессе перемещения опор с вакуумными присосками в заданное по координате Z положение от системы управления;
- числовой системой автоматического управления перемещениями опор с вакуумными присосками в заданное положение.
Такие решения изобретения обеспечат синтез современной технологии, гибкости производства, производительности и надежности при изготовлении сложнопрофильных нежестких деталей типа панелей и листовых обшивок и снизят стоимость изготовления подобных деталей в авиакосмической и других отраслях промышленности, а также повысят их конкурентоспособность на рынке.
Перечень фигур
Изобретение поясняется чертежами, на которых:
Фиг.1 - общий вид спереди на гибкую автоматизированную систему базирования,
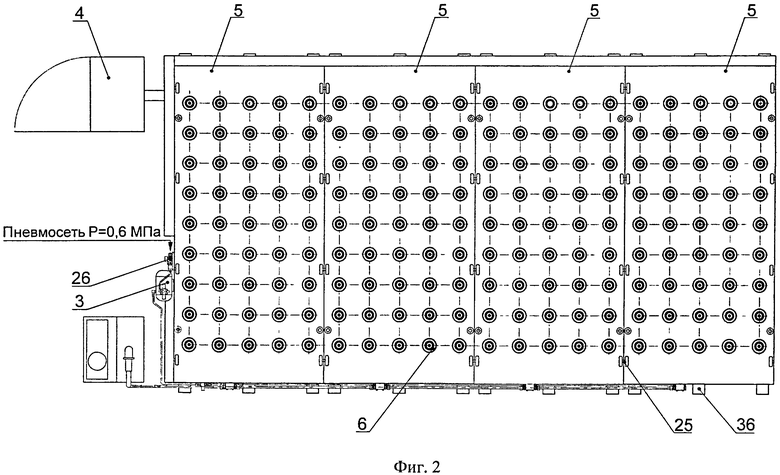
Фиг.2 - общий вид сверху на гибкую автоматизированную систему базирования,
Фиг.3 показывает конструкцию выдвижных опор базирования с вакуумными присосками,
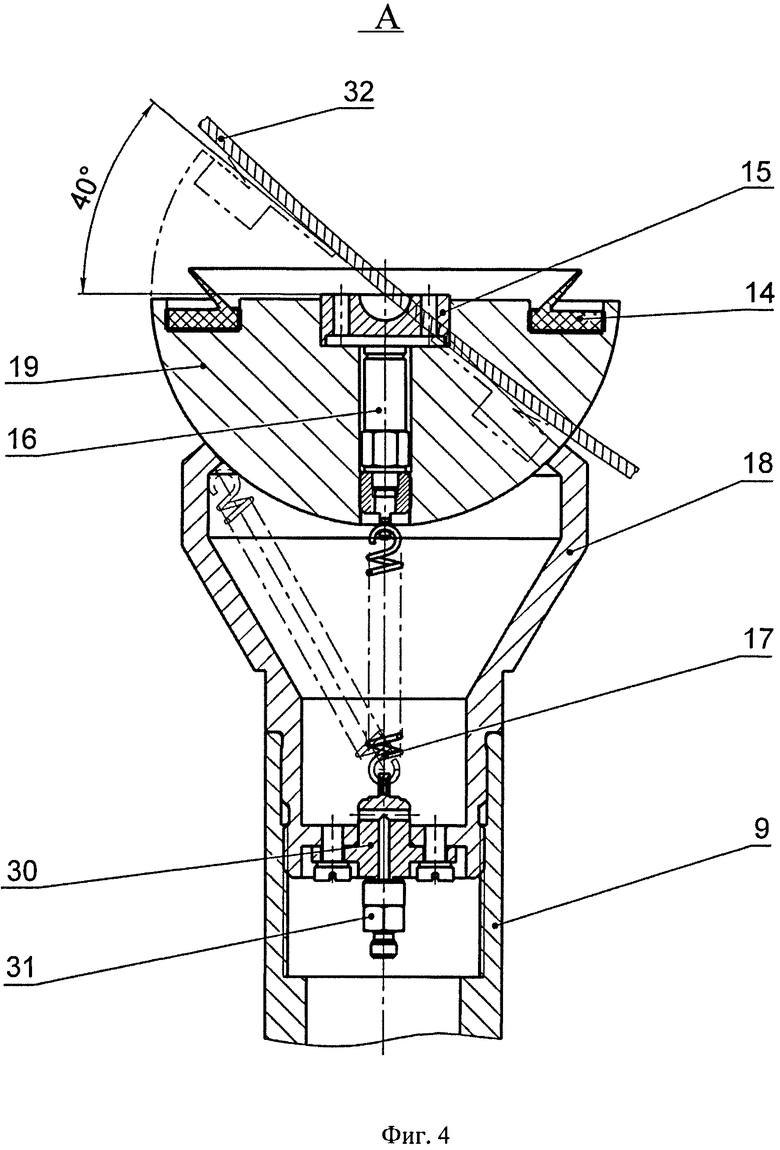
Фиг.4 показывает конструкцию чашкообразной опоры базирования с вакуумной присоской.
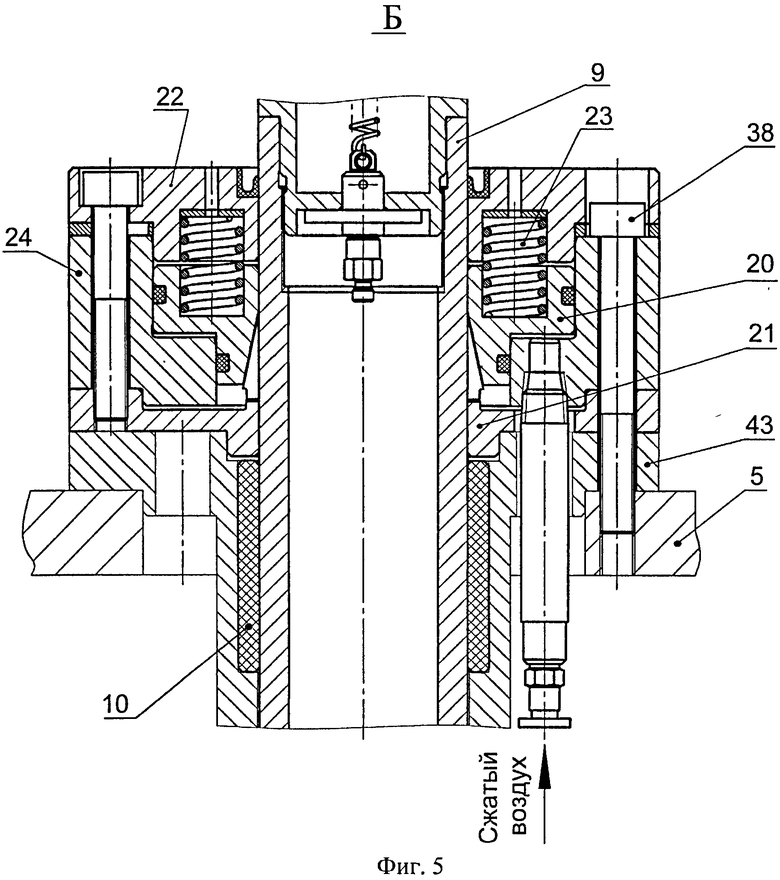
Фиг.5 показывает конструкцию фиксатора выдвижной опоры базирования.
Осуществление изобретения
Гибкая автоматизированная система базирования сложнопрофильных нежестких деталей на многокоординатных станках включает следующие составные части.
Стол 1 (Фиг.1) с выдвижными опорами с вакуумными присосками 6 (Фиг.1), устанавливается на станке вместо традиционного жесткого стола станка, использующего обычные приспособления при обработке традиционных жестких деталей.
Стол состоит из четырех одинаковых модульных секций 5 (Фиг.2), выставляемых на башмаках 36 (Фиг.2), установленных на фундаменте 27 (Фиг.1) и состыкованных между собой болтами 25 (Фиг.2).
Каждая модульная секция имеет прямоугольную сетку отверстий, в которые устанавливаются выдвижные опоры базирования 6 (Фиг.1) и (Фиг.2).
Выдвижные опоры с вакуумными присосками (Фиг.3) включают в себя:
- привод позиционирования, состоящий из электродвигателя 8, сильфонной муфты 40, шарикоподшипниковой опоры винта 41, шариковинтовой пары 7, полого вала 9 с закрепленной чашкой вакуумной А;
- фиксатор 13 для удержания полого вала в заданной позиции;
- направляющие втулки скольжения 10 для полого вала;
- корпус 43 выдвижной опоры базирования.
Привод позиционирования выдвижной опоры базирования с чашкой вакуумной А (Фиг.3) осуществляется от электородвигателя 8 через сильфонную муфту 40, вращающую винт 42 шариковинтовой пары 7, которая перемещает полый вал 9 с закрепленной чашкой вакуумной.
Привод размещается в корпусе 12, где установлена опора шариковинтовой пары и имеется штуцер 33 (Фиг.3) для подвода вакуума в систему вакуумирования.
Корпус 12 крепится к нижней плоскости секции модульной 5 (Фиг.2).
Полый вал 9 с чашкой вакуумной (А, Фиг.3) перемещается в корпусе 43 в направляющих втулках скольжения 10. Корпус 43 крепится к верхней плоскости секции модульной 5.
Чашка вакуумная в сборе (А, Фиг.4) навинчивается корпусом 18 (Фиг.4), имеющим опорную сферическую поверхность, на конец полого вала 9, который перемещается по координате Z от шариковинтовой пары 7 (Фиг.3) и электродвигателя 8.
Чашка вакуумная поворотная 19 (Фиг.4) опирается на сферическую поверхность корпуса 18 и выполнена в виде полусферы, в верхней части которой установлена опорная шайба 15 (Фиг.4) со сферическим углублением, центр которого является центром поворота вакуумной чашки, и имеющая каналы для отсоса воздуха при создании вакуума. В чашку вакуумную поворотную встроен обратный клапан 16 (Фиг.4), закрывающий отсос воздуха из зоны между резиновой присоской 14 (Фиг.4) и закрепляемой деталью при достижении между ней и закрепленной деталью требуемого уровня вакуума.
Поворотная вакуумная чашка имеет возможность поворота по сферической поверхности корпуса 18 (Фиг.4) вокруг координат X, Y на угол ±40° и самоустанавливается при установке и базировании детали на опорную шайбу 15, центр сферического углубления которой совпадает с центром поворота вакуумной чашки.
После снятия готовой детали пружина 17 (Фиг.4), закрепленная между соединенным с корпусом 18 (Фиг.4) фланцем 30 (Фиг.4) и чашкой, возвращает поворотную сферическую чашку 19 в исходное положение.
На фланце 30 (Фиг.4) закреплен клапан безопасности вакуума 31 (Фиг.4), имеющий предварительно настроенный обратный клапан, автоматически закрывающийся при отрыве детали 32 (Фиг.4) от резиновой присоски 14 (Фиг.4) и таким образом защищающий систему вакуумирования от попадания в нее атмосферного воздуха после снятия детали.
Для удержания опоры с чашкой вакуумной после ее перемещения в заданную позицию имеется фиксатор (Б, Фиг.3) и (Фиг.5), который крепится на верхней плоскости модульной секции 5 (Фиг.2) винтами 38 (Фиг.5).
Фиксатор является пневмомеханическим цилиндром, состоящим из корпуса 24 (Фиг.5), закрывающегося с одной стороны крышкой 22 (Фиг.5), с другой разрезной конусообразной четырехлепестковой цангой 21 (Фиг.5).
Внутри корпуса 24 перемещается поршень 20 (Фиг.5), имеющей внутреннюю конусную поверхность, сопрягаемую с наружной конусной поверхностью четырехлепестковой цанги 21.
Между поршнем 20 и крышкой 22 установлены пружины 23 (Фиг.5), которые за счет перемещения конусной поверхности поршня 20 вниз при перекрытии подвода сжатого воздуха сжимают сопрягаемые лепестки цанги 21, фиксируя полый вал 9 с вакуумной чашкой в неподвижном состоянии.
Для расфиксации при необходимости перемещения и установки опоры с вакуумной чашкой в другую заданную позицию по координате Z в рабочую полость поршня 20 подается сжатый воздух из пневмосети.
Сжатый воздух из пневмосети (Фиг.2) через блок подготовки воздуха 26 (Фиг.2) поступает в усилитель 3 (Фиг.2), давление на выходе которого составляет 1,0 МПа, а затем по команде на расфиксацию опоры с вакуумной чашкой открывается пневмоклапан, установленный на нижней плоскости секции модульной 5, и сжатый воздух подается в фиксатор (Б, Фиг.5).
При подаче сжатого воздуха в фиксатор (Б, Фиг.5), в полость между поршнем 20 и корпусом 24, поршень 20 перемещается до упора вверх, сжимая пружины 23. При этом лепестки цанги 21 освобождаются от конусной поверхности поршня и разжимаются, полый вал 9 с вакуумной чашкой расфиксируется, давая возможность перемещения и установки полого вала 9 с вакуумной чашкой в заданную позицию по координате Z. После этого по команде закрывается пневмоклапан, перекрывая подачу сжатого воздуха, и происходит фиксация полого вала 9 с вакуумной чашкой, как описано выше.
Система вакуумирования создается вакуумной насосной станцией 2 (Фиг.1) с диапазоном вакуумирования -0,07…-0,093 МПа.
От вакуумной насосной станции 2 через систему трубопроводов вакуум подается к каждой выдвижной опоре базирования с вакуумной чашкой через штуцер 33 (Фиг.3).
От штуцера 33 вакуум попадает в зазор между шариковинтовой парой 7 (Фиг.3) и корпусом 12 в полый вал 9 (Фиг.3) и (Фиг.4) и через клапан безопасности вакуума 31 (Фиг.4), обратный клапан 16 (Фиг.4) и отверстия в опорной шайбе 15 (Фиг.4) попадает в пространство между базируемой деталью 32 (Фиг.4) и резиновой присоской 14 (Фиг.4), притягивая деталь к опорной шайбе 15 (Фиг.4). По достижении требуемого вакуума между деталью и резиновой присоской 14 обратный клапан 16 (Фиг.4) закрывает поступление вакуума от вакуумной станции. Клапан безопасности вакуума 31 (Фиг.4), имеющий предварительно настроенный обратный клапан, автоматически закрывает поступление воздуха из атмосферы в систему вакуумирования после снятия базируемой детали с резиновых присосок 14 и опорной шайбы 15.
Числовая программная система управления (ЧПУ) 2 (Фиг.2) всей автоматизированной гибкой системой базирования с системой управления опорами с вакуумными присосками осуществляет их выдвижение, она построена на основе принципа децентрализованной периферии.
Основным периферийным элементом системы является выдвижная опора базирования с вакуумной чашкой, в конструкцию которой вмонтирован интеллектуальный электродвигатель позиционирования 8 (Фиг.3).
Интеллектуальный электродвигатель обладает программными
функциями позиционирования, а также возможностью управления двумя дискретными выходами, к одному из которых подключен электромагнитный пневмоклапан разжима фиксатора.
Конструктивно все опоры гибкой системы базирования расположены на четырех одинаковых модульных секциях. Элементы каждого модуля объединены в одну субсеть, которая подключена к центральному процессору системы управления.
К каждому модулю подключается два кабеля: кабель 34 (Фиг.3) силового энергопитания и информационный кабель 35 (Фиг.3).
Защитно-пусковая аппаратура обслуживает источник питания и вакуумную станцию и управляется от устройства дискретного ввода-вывода.
Гибкая автоматизированная система базирования работает следующим образом.
Исходной информацией для расчета позиций выдвижных опор является 3D-модель базируемой сложнопрофильной поверхности обрабатываемой детали. Для определения величины перемещения каждой опоры задается шаг между ними и расчетный размер от нижнего исходного положения опоры с чашкой вакуумной до выхода центра полусферы опорной шайбы 15 (Фиг.4) в заданную точку базируемой поверхности. Перед установкой детали все выдвижные опоры находятся в нижнем исходном положении. От устройства ЧПУ в автоматическом режиме опоры позиционируются, образуя "постель" чашек вакуумных с присосками, соответствующую заданной 3D-модели базируемой поверхности детали, и затем фиксируются. Нежесткая сложнопрофильная заготовка устанавливается на образованную выдвижными опорами "постель". Включается вакуум и с помощью вакуумных сферических присосок, самоустанавливающихся по профилю базируемой поверхности, деталь прижимается с помощью резиновых присосок 14 к опорной шайбе 15 (Фиг.4) чашки вакуумной с точкой базирования в центре ее поворота.
При этом закрепленная деталь приобретает жесткость, необходимую для последующей механообработки.
Гибкие автоматизированные системы базирования сложнопрофильных нежестких деталей имеют следующие технико-экономические преимущества:
- объединяют современные технологии с гибкостью, обеспечивающей установку и закрепление нежестких деталей;
- ликвидируют высокие производственные издержки за счет универсальности;
- создают возможность базирования и зажима деталей любой конфигурации;
- сокращают время установки детали;
- имеют высокую допустимую нагрузку на каждую опору;
- обеспечивают жесткость и точность базируемых деталей после установки и закрепления.

Изобретение относится к приспособлениям для крепления-зажима деталей, более конкретно к способам и устройствам для базирования сложнопрофильных нежестких деталей на многокоординатных станках, которое может быть использовано в авиакосмической и других отраслях промышленности. Технический результат - снижение производственных издержек, возможность базирования и зажима нежестких деталей любой конфигурации. Система базирования содержит стол, состоящий из четырех состыкованных между собой модульных секций, на рабочей поверхности каждой из которых выполнена прямоугольная сетка отверстий с установленными в них выдвижными опорами с вакуумными присосками. Она также содержит систему вакуумирования, систему подачи сжатого воздуха и числовую систему управления гибкой автоматизированной системой базирования, включающей систему управления опорами с вакуумными присосками. При этом каждая из выдвижных опор выполнена с тормозом, а система подачи сжатого воздуха использована для расфиксации тормоза в процессе перемещения выдвижных опор с вакуумными присосками в заданное положение. 2 з.п. ф-лы, 5 ил. 
1. Гибкая автоматизированная система базирования сложнопрофильных нежестких деталей на многокоординатных станках, содержащая стол, на рабочей поверхности которого выполнена прямоугольная сетка отверстий с установленными в них выдвижными опорами с вакуумными присосками, систему вакуумирования, систему подачи сжатого воздуха и числовую систему управления гибкой автоматизированной системой базирования, включающей систему управления опорами с вакуумными присосками, при этом каждая из выдвижных опор выполнена с тормозом, отличающаяся тем, что она снабжена столом, состоящим из четырех состыкованных между собой модульных секций, на рабочей поверхности каждой из которых выполнена прямоугольная сетка отверстий с установленными в них выдвижными опорами с вакуумными присосками, а система подачи сжатого воздуха использована для расфиксации тормоза в процессе перемещения выдвижных опор с вакуумными присосками в заданное положение.
2. Система базирования по п.1, отличающаяся тем, что она снабжена пневмоцилиндром, а тормоз выполнен с фиксатором, для отключения которого при перемещении опор с вакуумными присосками от системы управления в заданное положение по координате Z использован пневмоцилиндр.
3. Система базирования по п.1, отличающаяся тем, что вакуумная присоска выполнена в виде вакуумной чашки, в опору которой, используемой для отсоса воздуха для создания вакуума в вакуумной присоске, встроен обратный клапан, закрывающий отсос воздуха из присоски при достижении между присоской и установленной деталью требуемого уровня вакуума.
| 2-Ацетил-4-родано-5-нитротиофен,обладающий противогрибковым действием,и способ его получения | 1974 |
|
SU507033A1 |
| ЭЛЕКТРОННЫЙ ЭМИТТЕР И СПОСОБ ЕГО ФОРМИРОВАНИЯ (ВАРИАНТЫ) | 1992 |
|
RU2083018C1 |
| Отделитель клубней картофеля от почвенных комков и камней | 1958 |
|
SU120697A1 |
| US 3681834 A, 08.08.1972. | |||

