Изобретение относится к измерительной технике, преимущественно к измерению изменения размера вращающегося объекта, и может быть использовано для измерения износа шлифовального круга во время шлифования.
Цель изобретения - повышение точности контроля износа шлифовального круга.
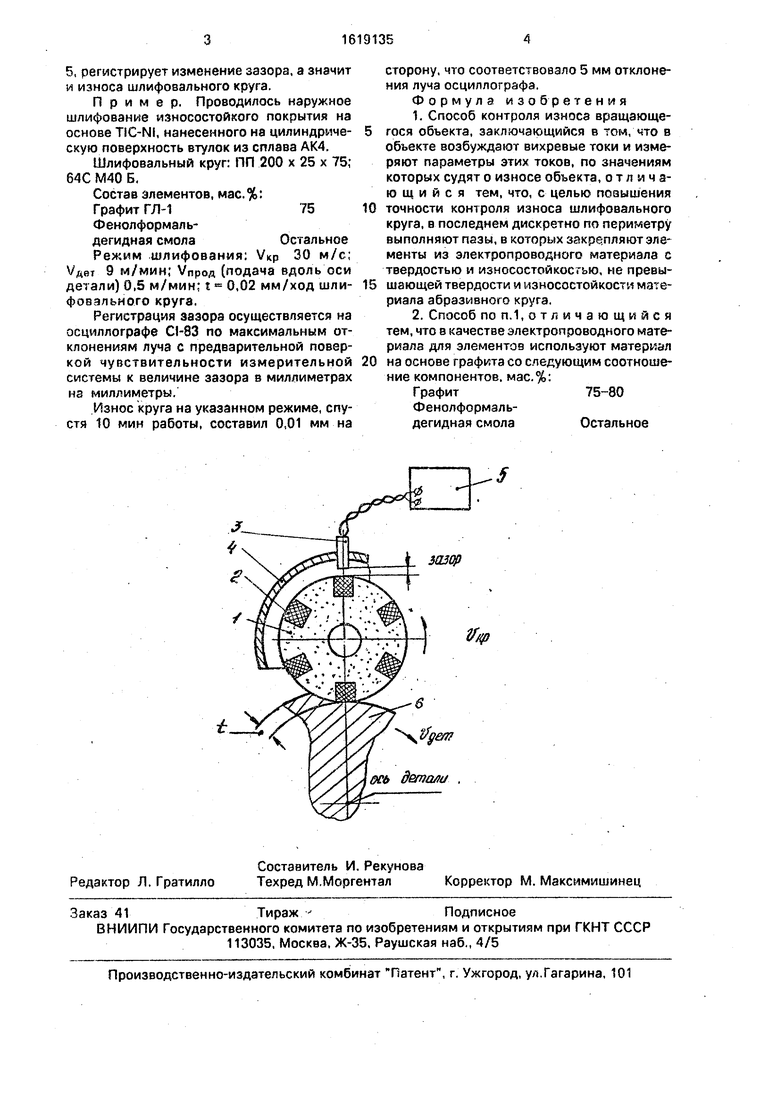
На чертеже представлена схема бесконтактного измерения зазора, соответствующего износу шлифовального круга.
На схеме изображен шлифовальный круг 1 с элементами 2 из электропроводного материала с твердостью и износостойкостью, не превышающей твердости и износостойкости материала круга 1, вихретоковый преобразователь 3, жестко закрепленный на некотором расстоянии от поверхности круга 1 через оградительный кожух 4 и подключенный к измерительному устройству 5, и обрабатываемая деталь б.
Способ осуществляется следующим образом,
Шлифовальный круг 1, содержащий в себе элементы 2, обладающие электропроводностью, жестко связан с вихретоковым первичным измерительным преобразователем 3 через оградительный кожух 4. При работе со скоростью круга VKp, продольной подачей УПрод, Удет и глубиной t шлифования режущая поверхность круга 1 изнашивается вместе с элементами 2. Зазор между измерительным преобразователем 3 и режущей поверхностью круга 1, а также между поверхностями элементов 2 изменяется, отражая износ шлифовального круга 1. Вихретоковый первичный измерительный преобразователь 3, включенный в колебательный контур измерительного устройства
о ю
со сл
5, регистрирует изменение зазора, а значит и износа шлифовального круга.
Пример. Проводилось наружное шлифование износостойкого покрытия на основе TIC-NI, нанесенного на цилиндрическую поверхность втулок из сплава АК4.
Шлифовальный круг: ПП 200 х 25 х 75; 64С М40 Б.
Состав элементов, мас.%:
Графит ГЛ-175
Фенолформальдегидная смолаОстальное
Режим шлифования: VKP 30 м/с; VAer 9 м/мин; Упрод (подача вдоль оси детали) 0,5 м/мин; t 0,02 мм/ход шлифовального круга.
Регистрация зазора осуществляется на осциллографе CI-83 по максимальным отклонениям луча с предварительной поверкой чувствительности измерительной системы к величине зазора в миллиметрах на миллиметры.
Износ круга на указанном режиме, спустя 10 мин работы, составил 0,01 мм на
сторону, что соответствовало 5 мм отклонения луча осциллографа.
Формула изобретения
1.Способ контроля износа вращающе- гося объекта, заключающийся в том, что в
объекте возбуждают вихревые токи и измеряют параметры этих токов, по значениям которых судят о износе объекта, отличающийся тем, что, с целью повышения
точности контроля износа шлифовального круга, в последнем дискретно по периметру выполняют пазы, в которых закрепляют элементы из электропроводного материала с твердостью и износостойкостью, не превышающей твердости и износостойкости материала абразивного круга.
2.Способ по п.1,отличающийся тем, что в качестве электропроводного материала для элементов используют материал
на основе графита со следующим соотношение компонентов, мас.%:
Графит75-80
Фенолформальдегидная смолаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации момента касания инструмента с обрабатываемой поверхностью изделия | 1979 |
|
SU931418A1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Устройство для шлифования | 1986 |
|
SU1379064A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2185951C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2347670C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
Изобретение относится к измерительной технике, преимущественно к измерению изменения размера вращающегося объекта, и может быть использовано для измерения износа шлифовального круга во время шлифования. Цель изобретения - повышение точности контроля износа шлифовального круга с неэлектропроводной связкой во время его работы. Для этого при контроле износа шлифовального круга в нем предварительно закрепляют элементы из электропроводного материала с твердостью и износостойкостью «е более твердости и износостойкости материала абразивного круга. В качестве материала для элементов применен композиционный материал на основе графита со связующим. 1 з.п.ф-лы, 1 ил.
V
| Аронов В.А | |||
| и др | |||
| Экспериментальное исследование физической модели нормального изнашивания металлов | |||
| В сб | |||
| Проблемы трения и изнашивания | |||
| Вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ определения состояния поверхностных слоев материалов пар трения | 1984 |
|
SU1245937A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
