Область техники, к которой относится изобретение
Настоящее изобретение относится к листам электротехнической стали с ориентированными зернами, которые должным образом используются, например, в качестве материала железного сердечника для трансформаторов и, в частности, предназначаются для снижения ухудшения магнитных характеристик в случае, когда лист подвергается сдвигу.
Уровень техники
Листы электротехнической стали представляют собой материал, который широко применяется для железных сердечников различных трансформаторов, моторов и тому подобного. Среди них, в частности, известны листы электротехнической стали, которые называются листами электротехнической стали с ориентированными зернами, и имеют зерна кристаллитов с высокой степенью ориентации в плоскостях {110}<001>, которые называются ориентацией Госса.
В производстве таких листов электротехнической стали с ориентированными зернами, обычно используется технический прием осуществления вторичной кристаллизации зерен кристаллитов, обладающих ориентацией Госса, в ходе окончательного отжига, причем выделившаяся фаза называется ингибитором.
Например, в публикации прошедшей экспертизу заявки на патент JP 40-15644 раскрыт способ включения Al и S, служащих в качестве элементов, образующих ингибитор, и присутствующих в заданных количествах, то есть способ использования AlN и MnS в качестве ингибиторов. В публикации прошедшей экспертизу заявки на патент JP 51-13469 описан способ включения, по меньшей мере, одного элемента из S и Se, присутствующих в заданных количествах, то есть, способ использования MnS или MnSe в качестве ингибитора. Указанные способы используются в промышленности. Кроме того, как предложено в не прошедшей экспертизу заявке на патент JP 2000-129356, недавно была представлена методика развития зерен с ориентацией Госса под действием вторичной кристаллизации даже в листах стали, не содержащих элементов, образующих ингибитор.
В методике, описанной в патентном документе JP 2000-129356, путем минимизации примесей, таких как элементы, образующие ингибитор, зависимость разориентации границы зерен от энергии границы зерен при возникновении первичной рекристаллизации устанавливается таким образом, что зерна с ориентацией Госса развиваются путем вторичной кристаллизации без ингибиторов.
В связи с тем, что в этом способе не требуются элементы, образующие ингибитор, исключается потребность в стадии очистки с целью удаления элементов, образующих ингибитор. Кроме того, отсутствует необходимость осуществления очищающего отжига при высокой температуре; отсутствует необходимость в стадии тонкого диспергирования элементов, образующих ингибитор в стали, и поэтому также отпадает необходимость в повторном нагреве листовой заготовки при высокой температуре, что было необходимо для тонкого диспергирования. Таким образом, указанный способ является весьма привлекательным с учетом числа стадий, затрат, технического обслуживания оборудования и т.п.
Среди различных характеристик листов электротехнической стали с ориентированными зернами наиболее важной считается характеристика потерь в сердечнике, которые непосредственно связаны с потерей энергии в устройстве. Для улучшения характеристики потерь в сердечнике полагают, что необходимо снизить показатель, обозначенный как W17/50 (потери энергии при возбуждении магнитной индукции равной 1,7 Т и частоте возбуждения 50 Гц).
В трансформаторах, в которых применяются листы электротехнической стали с ориентированными зернами, характеристика потерь в сердечнике также считается важной характеристикой. Даже после производства трансформаторов, при их эксплуатации необходимо периодически измерять характеристики потерь в сердечнике трансформаторов с целью контроля показателя потерь в сердечнике.
Сущность изобретения
Проблема, решаемая изобретением
Обычно листовая продукция электротехнической стали имеет форму листов, которые нарезают таким образом, чтобы получить заданный размер для производства трансформаторов. Обычно указанная нарезка осуществляется путем сдвига (также называется разрезающей обработкой), при котором две режущие пластины двигаются вертикально навстречу друг другу (окончательно режущие пластины скользят вдоль своих поверхностей) как ножницы.
В нарезанных таким образом стальных листах, на полученных поверхностях образуются места задирания под действием усилия сдвига, и при этом в стальных листах появляется большое количество деформаций. Соответственно, имеется тенденция к ухудшению магнитных характеристик в нарезанных листах электротехнической стали вследствие введенных деформаций, что представляет собой проблему.
В качестве способа сокращения ухудшения магнитных характеристик из-за резки, может быть осуществлен отжиг для снятия напряжений при 700°С-900°C в течение нескольких часов после резки. Однако отжиг для снятия напряжений осуществляется только для небольших трансформаторов, имеющих размер (длину) 500 мм или меньше, и не может быть осуществлен, например, для железных сердечников крупных трансформаторов, имеющих размер несколько метров.
Соответственно востребован способ, с помощью которого может быть сокращено ухудшение магнитных характеристик из-за резки листов электротехнической стали для крупных трансформаторов, имеющих размер несколько метров.
Решение проблемы
Авторы изобретения выполнили тщательное исследование для достижения поставленной цели и установили, что небольшая добавка такого элемента как ниобий (Nb) может значительно сократить указанное выше увеличение потерь в сердечнике из-за резки.
В дальнейшем будут описаны эксперименты, с помощью которых было осуществлено настоящее изобретение.
Эксперимент 1
Листы электротехнической стали с ориентированными зернами, содержащие в масс.%: от 3,30% до 3,34% Si, от 0,06% до 0,07% Mn, от 0,025% до 0,028% Sb, и от 0,03% до 0,04% Cr; добавку различных количеств Nb, в концентрации 4 м.д. (на уровне неизбежных примесей), 22 м.д., 48 м.д., 65 м.д., 90 м.д. и 210 м.д.; остальное Ре и неизбежные примеси, получают с использованием стандартного способа производства, включающего рекристаллизационный отжиг (первичный рекристаллизационный отжиг) и окончательный отжиг (очищающий отжиг). При окончательном отжиге (очищающий отжиг) стальные листы нагревают до максимальной для листа температуры 1200°C, чтобы растворить выделившийся элемент (Nb), образующий выделения, и затем лист охлаждают со средней скоростью охлаждения 20°C/час от 900°C до 500°C и охлаждают до комнатной температуры.
Полученные таким образом листы электротехнической стали с ориентированными зернами нарезают в виде так называемых образцов Epstein, имеющих размер 30 мм ×280 мм. Одновременно готовят два типа образцов с использованием процесса медленной резки стальных листов с помощью ножниц для проволоки, при котором в стали не появляются деформации и с использованием обычного процесса резки листов электротехнической стали с ориентированными зернами, в котором стальные листы разрезают с помощью механических ножниц, имеющих верхнюю режущую пластину и нижнюю режущую пластину, как описано выше. Для полученных образцов определяли потери в сердечнике согласно методу, описанному в стандарте Японии JIS С 2550.
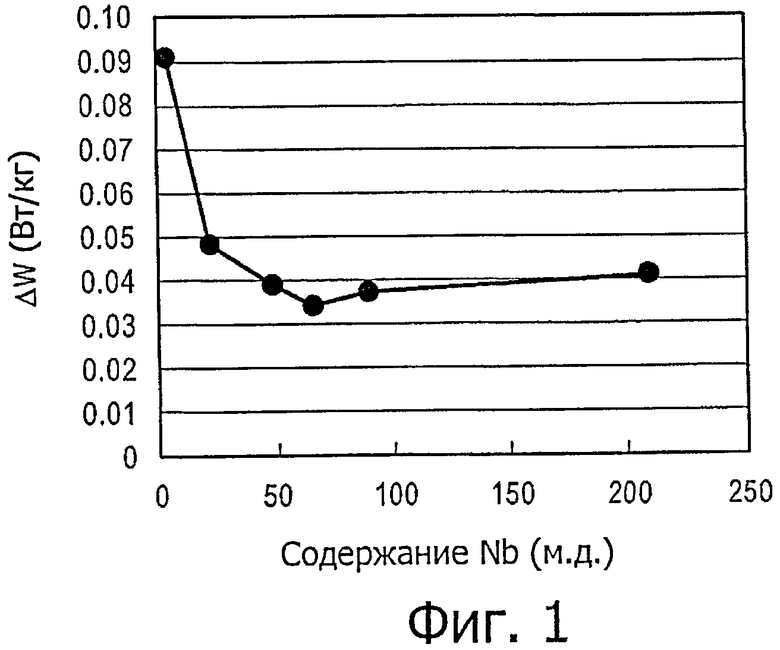
На фиг.1 показаны результаты исследования зависимости ΔW (по оси ординат: Вт/кг) от содержания Nb в стали (по оси абсцисс: м.д. по массе), причем ΔW (в дальнейшем, в настоящем изобретении осуществляют такое же определение) определяют путем вычитания величины потерь в сердечнике из образца, полученного резкой с помощью ножниц для проволоки из величины потерь в сердечнике из образца, полученного резкой с помощью механических ножниц.
В случае резки механическими ножницами, как описано выше, показатели остаточной деформация в стальных листах и потерь в сердечнике из стальных листов ухудшаются. Напротив, для резки с помощью ножниц для проволоки требуется больше времени, но стальные листы нарезаются практически без возникновения остаточной деформации в листах.
Соответственно полагают, что величина ΔW на фигуре, по существу, представляет собой потери энергии в сердечнике, эквивалентные ухудшению, вызванному остаточной деформацией. Таким образом, на фигуре продемонстрировано, что присутствие Nb приводит к сокращению ухудшения потерь энергии в сердечнике вследствие резки.
Причины сокращения ухудшения потерь в сердечнике Nb-содержащих образцов, как описано выше, не вполне ясны. Авторы предлагают следующее объяснение.
Анализ микроструктуры Nb-содержащего материала, использованного в эксперименте, показал, что Nb образует частицы выделившейся фазы и диспергируется в стали. Малые частицы выделившейся фазы имеют диаметр приблизительно 0,02 мкм, а крупные частицы выделившейся фазы имеют диаметр приблизительно 3 мкм. Поскольку в обычных листах электротехнической стали с ориентированными зернами такие частицы выделившейся фазы практически отсутствуют, авторы изобретения полагают, что наличие частиц выделившейся фазы, вероятно, дает вклад в сокращение ухудшения потерь в сердечнике вследствие резки.
Ухудшение потерь в сердечнике вследствие резки вызвано накоплением деформаций в участках, которые подвергались разрезанию. Здесь накопление деформаций представляет собой явление, при котором атомы железа, регулярно расположенные в зернах железных кристаллитов, подвергаются внешнему напряжению или т.п., при этом расположение атомов железа деформируется или становится нерегулярным.
Рассмотрим случай, когда указанные выше частицы выделившейся фазы присутствуют наряду с такими регулярно расположенными атомами железа. Когда напряжение вследствие резки или т.п.действует на область, содержащую частицы выделившейся фазы, с целью отрезания пластины, напряжение концентрируется по периферии выделившейся фазы, при этом, вероятно образуются трещины до деформирования расположения атомов железа. С учетом такого механизма ослабления накопления деформаций, можно объяснить описанное выше явление.
Хотя Nb, содержащийся в стальном листе, находится в двух состояниях, образуя твердый раствор и выделившуюся фазу, как описано выше, по-видимому, важно, чтобы Nb находился в выделившейся фазе. Например, образец, содержащий 22 м.д. Nb, измеряется в единицах процента выделения Nb (процент содержания Nb в выделившейся фазе относительно общего содержания Nb).
С целью определения процента выделения Nb (то есть, Nb в частицах выделившейся фазы ниобия), сначала необходимо определить общее содержание Nb (содержание в стальном листе в масс.%). Общее содержание Nb можно определить методом оптической эмиссионной спектрометрии с индуктивно связанной плазмой (ICP оптическая эмиссионная спектрометрия), который описан в стандарте JIS G 1237. Следует отметить, что содержание Та, V, и Zr можно определить с использованием соответствующих методов, описанных в стандартах JIS G 1236, JIS G 1221 и JIS G 1232.
Содержание Nb в частицах выделившейся фазы (содержание в стальном листе: масс.%) можно определить путем растворения стального листа под действием электролиза, улавливая только частицы выделившейся фазы (путем фильтрации), измерения массы Nb в выделившейся фазе, и расчета уменьшения массы стального листа под действием электролиза с учетом массы Nb в выделившейся фазе.
Конкретно, количественное содержание Nb в частицах выделившейся фазы определяют следующим образом.
Сначала полученный лист нарезают на пластины размером 50 мм ×20 мм и погружают на 2 минуты в 10% водный раствор HCl, нагретый до 85°C, чтобы удалить покрытие и образовавшиеся оксидные пленки. После этого определяют массу полученной пластины. Полученную пластину подвергают электролизу в промышленно доступном растворе электролита (10% раствор АА: 10% ацетилацетона и 1% хлорида тетраметиламмония в метаноле) таким образом, чтобы около 1 г полученной пластины подвергались электролизу. Для удаления частиц выделившейся фазы, прилипших к поверхности полученной после электролиза пластине, полученную пластину погружают в раствор этанола и подвергают ультразвуковой обработке.
Указанный этанольный раствор и раствор электролита, использованный при электролизе, который содержит частицы выделившейся фазы, фильтруют через фильтровальную бумагу с отверстиями 0,1 мкм (обеспечивает захват частиц выделившейся фазы, имеющих минимальный размер порядка нанометров), чтобы задержать частицы выделившейся фазы. После фильтрации частицы выделившейся фазы, собранные путем фильтрации, помещают вместе с фильтровальной бумагой в платиновый тигель, нагревают при 700°C в течение часа, смешивают с Na2B4O7 и NaCO3, и нагревают при 900°C в течение 15 минут. Полученное вещество охлаждают и затем нагревают при 1000°C в течение 15 минут.
После охлаждения вещество в тигле коагулирует. Тигель, содержащий вещество, помещают в 25% водный раствор HCl, и раствор вместе с тиглем нагревают при 90°C в течение 30 минут, чтобы полностью растворить вещество. Полученный раствор анализируют методом ICP оптической эмиссионной спектрометрии, который описан в стандарте JIS G 1237, чтобы определить массу Nb в частицах выделившейся фазы.
С целью определения содержания Nb (масс.%) в частицах выделившейся фазы массу Nb делят на уменьшение массы полученной пластины (стальной лист) под действием электролиза.
Найденное таким образом содержание Nb (масс.%) в частицах выделившейся фазы делят на общее содержание Nb (масс.%), чтобы определить процент осажденного Nb.
Доля осажденного Nb в образце составляет 65%. Кроме того, авторы изобретения провели исследования и установили, что для обеспечения преимуществ настоящего изобретения необходимо осаждение, по меньшей мере, 10% от общего содержания Nb.
С учетом описанного выше механизма, чем больше количество фазообразующего элемента, такого как Nb, оставшийся в стали, по-видимому, тем лучше становится характеристика ΔW. Однако частицы выделившейся фазы также ухудшают характеристику потерь в сердечнике самого обрабатываемого материала. Соответственно, количество частиц выделившейся фазы предпочтительно является небольшим, в диапазоне, в котором ухудшение потерь в сердечнике вследствие резки является малым. В эксперименте 1, в материалах, имеющих содержание Nb 65 м.д. или больше, ухудшаются потери в сердечнике из самих материалов и поэтому необходимо, чтобы содержание ниобия составляло до 50 м.д. или меньше.
Затем было исследовано влияние размера кристаллитов вторичных рекристаллизованных зерен на ΔW. Это связано с предположением авторов изобретения, что в присутствии большого числа границ зерен, вероятно, также будет ослабляться накопление деформации вследствие резки; соответственно, когда размер кристаллитов является небольшим, и присутствует большое число границ зерен, возможны ситуации, в которых ухудшение потерь в сердечнике из-за резки, как и следовало ожидать, будет небольшим, и описанный выше механизм ослабления накопления деформаций, благодаря частицам выделившейся фазы, не обеспечит преимуществ.
Эксперимент 2
Стальные листовые заготовки, содержащие в масс.%: 0,035% С, 3,31% Si, 0,13% Mn, 0,039% Sb, 0,05% Cr, и 0,012% P; 42 м.д. азота и 31 м.д. серы; остальное Fe и неизбежные примеси, производят путем непрерывного литья, листовую заготовку подвергают повторному нагреву при 1250°C, затем горячей прокатке, чтобы получить горячекатаные листы, имеющие толщину 2,7 мм. В последующем эти горячекатаные листы отжигают при 1000°C в течение 15 секунд и затем подвергают холодной прокатке, чтобы получить листы, имеющие толщину 0,30 мм.
Листы подвергают рекристаллизационному отжигу во влажной атмосфере 50%N2-50%Н2 (обезуглероживающая атмосфера) при выдержке в диапазоне температур от 800°C до 880°C в течение 60 секунд. Затем листы покрывают сепаратором отжига, в основном содержащем MgO, и после этого подвергают очищающему отжигу, путем выдержки в диапазоне температур от 1050°C до 1230°C в течение 10 часов.
Температуру на стадиях рекристаллизационного отжига и очищающего отжига варьируют с целью изменения размера кристаллитов, получаемых путем вторичной кристаллизации под действием очищающего отжига.
Затем осуществляют выравнивающий отжиг при 900°C в течение 15 секунд, который также обеспечивает образование растягивающего покрытия, в основном состоящего из фосфата магния и борной кислоты. Полученные листы нарезают таким образом, чтобы полосы имели размер образцов Epstein (30 мм ×280 мм). В это время, как в первом эксперименте, проводят резку с использованием ножниц для проволоки и резку механическими ножницами. Для полученных образцов проводят измерения потерь в сердечнике согласно методике, описанной в стандарте JIS С 2550.
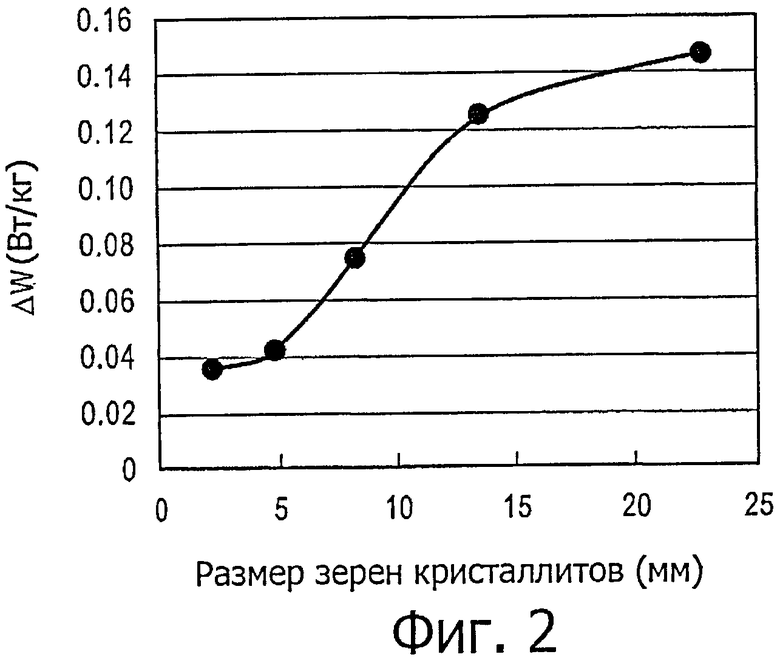
После этого стальные подложки подвергают травлению, и определяют размер кристаллитов вторичных рекристаллизованных зерен. Для каждого набора условий определяют размер кристаллитов путем измерения размера зерен в четырех Epstein образцах, и усредняют измеренные размеры зерен. При анализе компонентов стальных подложек найдено: 0,0018% С, 3,30% Si, 0,13% Mn, 0,039% Sb, 0,05% Cr и 0,011% фосфора, содержание других элементов было меньше, чем предел чувствительности анализа. Зависимость параметра ΔW (по оси ординат: Вт/кг), найденного вышеописанным методом, от размера кристаллитов (по оси абсцисс: мм) продемонстрирована на фиг.2.
Поскольку во втором эксперименте выделившиеся фазообразующие элементы, такие как Nb, отсутствовали, не проявились преимущества, достигнутые в 1-м эксперименте. Соответственно, когда средний размер кристаллитов является большим, ΔW также велика; когда средний размер кристаллитов является небольшим, ΔW мала. Иначе говоря, эффект снижения AW за счет добавления выделяющегося фазообразующего элемента, такого как Nb, проявляется, когда средний размер вторично рекристаллизованных зерен составляет 5 мм или больше.
На основании описанных выше экспериментов, авторы изобретения установили, что в окончательно полученной пластине из листа электротехнической стали с ориентированными зернами, имеющей большой размер вторично рекристаллизованных зерен, содержащей от 10 до 50 м.д., такого элемента как Nb, с обеспечением того, чтобы, по меньшей мере, 10% содержания этого элемента находились в виде частиц выделившейся фазы, может быть подавлено ухудшение потерь в сердечнике вследствие резки.
Настоящее изобретение основано на таких полученных данных. Конкретными признаками настоящего изобретения являются следующие.
1. Лист электротехнической стали с ориентированными зернами, отличающийся тем, что содержит в масс.%: 0,005% или меньше С, от 1,0% до 8,0% Si, и от 0,005% до 1,0% Mn; один или несколько элементов, выбранных из Nb, Та, V и Zr, так что их общее содержание составляет от 10 до 50 м.д.; и остальное Fe и неизбежные примеси, в котором, по меньшей мере, 10% от содержания Nb, Та, V и Zr находится в виде частиц выделившейся фазы; частицы выделившейся фазы имеют средний диаметр (диаметр эквивалентного круга) от 0,02 до 3 мкм; и вторично рекристаллизованные зерна в стальном листе имеют средний размер 5 мм или больше.
2. Лист электротехнической стали с ориентированными зернами по пункту 1, отличающийся тем, что дополнительно содержит в масс.%, по меньшей мере, один элемент, выбранный из: от 0,010% до 1,50% Ni, от 0,01% до 0,50% Cr, от 0,01% до 0,50% Cu, от 0,005% до 0,50% Р, от 0,005% до 0,50% Sn, от 0,005% до 0,50% Sb, от 0,005% до 0,50% Bi и от 0,005% до 0,100% Мо.
3. Лист электротехнической стали с ориентированными зернами по пункту 1 или 2, отличающийся тем, что на поверхности стального листа образована канавка, которая имеет форму сплошной линии или прерывистой линии, шириной от 50 до 1000 мкм, и глубиной от 10 до 50 мкм, и простирающаяся под углом 15° или меньше относительно направления, перпендикулярно направлению прокатки стального листа.
4. Способ получения железного сердечника, характеризующийся резкой листа электротехнической стали с ориентированными зернами по любому из указанных выше пунктов 1-3 с образованием пластин и с последующим пакетированием пластин, не подвергнутых отжигу для снятия напряжений.
Полезный эффект изобретения
Согласно настоящему изобретению можно эффективно подавить ухудшение магнитных характеристик листов электротехнической стали с ориентированными зернами вследствие резки и можно получать железные сердечники для трансформаторов, с малыми потерями энергии.
Краткое описание чертежей
На фиг.1 показана зависимость количественного ухудшения потерь в сердечнике вследствие резки (ΔW) (по оси ординат: Вт/кг) от содержания Nb в стали (по оси абсцисс: м.д.).
На фиг.2 показана зависимость количественного ухудшения потерь в сердечнике вследствие резки (ΔW) (по оси ординат: Вт/кг) от размера кристаллитов вторично рекристаллизованных зерен (по оси абсцисс: мм).
Осуществление изобретения
Далее настоящее изобретение будет описано более конкретно.
Сначала будут описаны причины, по которым в настоящем изобретении содержание компонентов в составе стального листа ограничено в указанных выше диапазонах. Отмечается, что "%" "м.д." для компонентов стального листа соответственно означают масс.% и м.д. по массе, если не указано другое. С: 0,005% или меньше
Углерод (С) является элементом, который неизбежно присутствует в стали. Так как углерод вызывает ухудшение магнитных характеристик за счет магнитного старения, содержание С желательно минимизировать. Однако полное удаление углерода затруднено, причем содержание С 0,005% или меньше является допустимым с учетом производственных затрат, предпочтительно содержание С 0,002% или меньше. Причина для конкретного определения нижнего предела содержания углерода отсутствует. С точки зрения промышленной работы содержание С больше нуля. Si: от 1,0% до 8,0%
Кремний (Si) является необходимым элементом для увеличения удельного сопротивления стали и достижения усовершенствования по потерям в сердечнике из окончательно полученных пластин. Когда содержание Si меньше, чем 1,0%, указанные полезные свойства проявляются в недостаточной степени. Когда содержание Si больше 8,0%, насыщение магнитной индукции стального листа значительно снижается. Поэтому содержание Si ограничивается в диапазоне от 1,0% до 8,0%. Предпочтительно, нижний предел содержания Si составляет 3,0%. Предпочтительно, верхний предел содержания Si составляет 3,5%.
Mn: 0,005% to 1,0%
Марганец (Mn) является необходимым элементом для улучшения формуемости при горячей прокатке. Когда содержание Mn меньше, чем 0,005%, эффект улучшения обрабатываемости проявляется в недостаточной степени. Когда содержание Mn больше 1,0%, вторичная кристаллизация становится нестабильной, и магнитные характеристики ухудшаются. Поэтому содержание Mn ограничивается в диапазоне от 0,005% до 1,0%. Предпочтительно, нижний предел содержания Mn составляет 0,02%. Предпочтительно, верхний предел содержания Mn составляет 0,20%.
В настоящем изобретении необходимо, чтобы один или несколько металлов, выбранных из Nb, Та, V, и Zr (в дальнейшем обозначены как "Nb или т.п.") находился в виде выделившегося фазообразующего элемента, в таком количестве, чтобы общее содержание указанного металла составляло от 10 до 50 м.д. Это связано с тем, что при общем содержании Nb или т.п. меньше чем 10 м.д., частицы выделившейся фазы для усовершенствования характеристики потерь в сердечнике, что является главным отличительным признаком настоящего изобретения, выделяются в недостаточной степени. Когда общее содержание Nb или т.п.превышает 50 м.д., характеристика потерь в сердечнике для самого материала ухудшается, как описано выше. Таким образом, верхний предел общего содержания Nb или т.п. определяется как 50 м.д. Предпочтительно общее содержание находится в диапазоне от 10 до 30 м.д.
Необходимо, чтобы частицы выделившейся фазы Nb или т.п.присутствовали в концентрации 10% или больше, и частицы выделившейся фазы имели средний диаметр (диаметр эквивалентного круга) от 0,02 до 3 мкм. Когда средний диаметр меньше чем 0,02 мкм, частицы выделившейся фазы являются слишком малыми, при этом уменьшается вероятность концентрации напряжения. Когда средний диаметр превышает 3 мкм, концентрация (число) присутствующих частиц выделившейся фазы становится небольшой, и число участков, где концентрируется напряжение, становится малым. Предпочтительно, частицы выделившейся фазы имеют средний диаметр от 0,05 до 3 мкм. Более предпочтительно нижним пределом диаметра является 0,12 мкм, еще более предпочтительно 0,33 мкм. Более предпочтительно верхним пределом диаметра является 1,2 мкм, еще более предпочтительно 0,78 мкм.
Предпочтительно, доля осаждения частиц выделившейся фазы Nb или т.п. составляет 20% или больше, более предпочтительно 31% или больше, еще более предпочтительно 48% или больше. Отсутствует необходимость определения верхнего предела, так как доля осаждения 100% не вызывает проблем.
Предпочтительно средний диаметр частиц выделившейся фазы Nb или т.п. определяют следующим образом; сечение полученного образца исследуют методом сканирующей электронной микроскопии; микрофотографии приблизительно 10 участков обзора рассматриваются с увеличением около 10000; микрофотографии изображения подвергают анализу, и определяют средний диаметр эквивалентного круга. Предпочтительно, долю частиц выделившейся фазы (процент выделения) измеряют в соответствии с методикой, описанной в эксперименте 1. Когда стальной лист содержит два или больше элементов, таких как ниобий или т.п., общее содержание (масс.%) Nb или т.п. в частицах выделившейся фазы следует разделить на общее содержание (масс.%) Nb или т.п.в стальном листе.
В качестве элемента, образующего выделившуюся фазу, предпочтительно выбирают один или больше из Nb, V и Zr, поскольку маловероятно, чтобы они создавали дефекты в стальных листах в ходе горячей прокатки. Особенно предпочтительным является Nb, поскольку он способствует уменьшению дефектов в ходе горячей прокатки. В таких случаях содержание также находится в диапазоне от 10 до 50 м.д., и предпочтительным является диапазон от 10 до 30 м.д.; причем предпочтительный диаметр частиц выделившейся фазы и предпочтительный процент осаждения имеют такие же значения, что указаны выше.
Для регулирования диаметра частиц и процента осаждения частиц выделившейся фазы Nb или т.п., эффективным является контроль максимальной температуры стального листа при очищающем отжиге, и максимальной температуры и скорости охлаждения при последующем охлаждении от 900°C до 500°C. Это связано с тем, что для таких частиц выделившейся фазы можно контролировать величины диаметра и процент осаждения путем проведения очищающего отжига при высокой температуре с целью растворения частиц выделившейся фазы и проведения охлаждения, чтобы вызвать повторное осаждение.
В целом для такого явления, как осаждение, высокая скорость охлаждения приводит к малому количеству частиц выделившейся фазы (часть остается в виде твердого раствора) и небольшому диаметру частиц выделившейся фазы; и наоборот малая скорость охлаждения обычно приводит к противоположному результату.
Как описано выше, для проявления эффекта снижения ΔW за счет добавления элемента, образующего выделившуюся фазу, необходимо, чтобы средний размер вторично рекристаллизованных зерен материала составлял 5 мм или больше. Хотя указанный размер зерен является обычным размером в листовой электротехнической стали для крупных трансформаторов, имеющих размер в несколько метров, как описано в разделе «Проблема, решаемая изобретением», независимо от такого размера листа, за счет регулирования скорости подъема температуры и атмосферы вторичной кристаллизации, можно контролировать средний размер зерен, равный 5 мм или больше. Предпочтительно средний размер вторично рекристаллизованных зерен определяется по методике, описанной в эксперименте 2.
Следует отметить, что способ снижения ΔW путем получения зерен со средним размером вторично рекристаллизованных зерен меньше, чем 5 мм, не является предпочтительным, поскольку абсолютная величина потерь в сердечнике и магнитной индукции становится малой.
Выше описан основной состав композиции.
В случае необходимости, в состав настоящего изобретения могут быть соответствующим образом добавлены элементы, описанные ниже.
Никель (Ni): от 0,010% до 1,50%
Для усиления магнитных свойств может быть добавлен Ni. В указанном случае, когда количество добавленного Ni меньше, чем 0,010%, магнитные свойства усиливаются недостаточно. Когда количество добавленного Ni превышает 1,50%, вторичная кристаллизация становится нестабильной, и магнитные свойства могут ухудшаться. Следовательно, предпочтительное содержание Ni находится в диапазоне от 0,010% до 1,50%.
Хром (Cr): от 0,01% до 0,50%; Cu: от 0,01% до 0,50%; Р: от 0,005% до 0,50%
Для снижения потерь в сердечнике может быть добавлен, по меньшей мере, один элемент из Cr, Cu и Р. Однако, когда количество добавленных элементов меньше нижнего предела, эффект снижения потерь в сердечнике является недостаточным. Когда количество добавленных элементов больше верхнего предела, подавляется рост вторично рекристаллизованных зерен, что приводит к непредусмотренному увеличению потерь в сердечнике. Поэтому предпочтительно, чтобы содержание соответствующих элементов находилось в указанных выше диапазонах.
Sn: от 0,005% до 0,50%; Sb: от 0,005% до 0,50%; Bi: от 0,005% до 0,50%; Мо: от 0,005% до 0,100%
С целью увеличения магнитной индукции можно добавлять, по меньшей мере, один из металлов Sn, Sb, Bi, и Мо. Однако, когда количество добавленных элементов меньше нижних пределов, эффект усиления магнитных свойств проявляется в недостаточной степени. Когда количество добавленных элементов больше верхних пределов, рост вторично рекристаллизованных зерен подавляется, что приводит к ухудшению магнитных свойств. Поэтому предпочтительно, чтобы содержание элементов находилось в соответствующих диапазонах, описанных выше.
В итоге лист электротехнической стали согласно настоящему изобретению может дополнительно содержать, по меньшей мере, один элемент, выбранный из: Ni от 0,010% до 1,50%, Cr от 0,01% до 0,50%, Cu от 0,01% до 0,50%, Р от 0,005% до 0,50%, Sn от 0,005% до 0,50%, Sb от 0,005% до 0,50%, Bi от 0,005% до 0,50% и Мо от 0,005% до 0,100%. Кроме того, что касается подгруппы, состоящей из элементов, которые независимо выбирают из группы указанных элементов, по меньшей мере, один выбирают из группы, состоящей из элементов (группы), составляющих подгруппу, причем они могут быть добавлены в состав.
Кроме того, в случае необходимости, по меньшей мере, одна комбинация элементов, образующих ингибитор (например, элементы, образующие нитрид алюминия - Al и N, элементы, образующие сульфид марганца - Mn и S, элементы, образующие селенид марганца - Mn и Se, и элементы, образующие нитрид титана - Ti и N), может быть добавлена в состав в необходимом количестве, известном специалистам.
Остальное в составе составляют железо и обычные неизбежные примеси. Примеры неизбежных примесей включают: Р, S, О, Al, N, Ti, Са и В (когда Al и т.п. не добавляют в качестве элементов, образующих ингибитор, они являются примесями).
В настоящем изобретении, предпочтительно, чтобы на поверхности стального листа формировались канавки, которые имеют вид сплошной линии или прерывистой линии, шириной от 50 до 1000 мкм, и глубиной от 10 до 50 мкм, и простираются в направлении, пересекающем направление, перпендикулярное направлению прокатки, под углом 15° или меньше. Образование таких канавок обеспечивает очищающее действие магнитных доменов, что приводит к дополнительному снижению потерь в сердечнике. Расстояние между канавками (шаг) предпочтительно составляет приблизительно от 2 до 7 мм. Когда канавки простираются под углом 0° относительно направления, перпендикулярного направлению прокатки, в буквальном смысле канавки не пересекают направление, перпендикулярное направлению прокатки; однако такой случай также рассматривается как пересечение. В итоге необходимо, что канавки образовались под углом 15° или меньше, относительно направления, перпендикулярного направлению прокатки.
В результате формирования указанных канавок, потери в сердечнике из листов электротехнической стали согласно настоящему изобретению снижаются приблизительно на 0,17 Вт/кг. Установлено, что такое преимущество может быть достигнуто независимо от природы элемента, выбранного из Nb, Та, V и Zr.
В дальнейшем, будет описан предпочтительный способ получения листа электротехнической стали с ориентированными зернами согласно настоящему изобретению. В указанном способе получения в качестве основных стадий могут быть использованы технологические стадии получения стандартного листа электротехнической стали с ориентированными зернами. Конкретно, может быть использован ряд стадий, в которых листовую заготовку, полученную из расплавленной стали, имеющей заданный состав компонентов, подвергают горячей прокатке; полученные горячекатаные листы необязательно подвергают отжигу после горячей прокатки и затем обрабатывают на одной стадии холодной прокатки или на двух или больше стадиях холодной прокатки, между которыми проводят промежуточный отжиг таким образом, чтобы получить окончательную толщину листа; впоследствии стальные листы подвергают рекристаллизационному отжигу, затем очищающему отжигу, и необязательно выравнивающему отжигу; и затем на стальные листы наносят покрытие.
В случае регулирования состава компонентов расплавленной стали, когда количество введенного углерода превышает 0,10%, на последующих стадиях затруднительно снизить содержание С до 50 м.д. (0,005%) или меньше, при котором не происходит магнитное старение. Поэтому предпочтительно, чтобы количество углерода, добавленного в расплавленную сталь, составляло 0,10% или меньше.
Содержание кремния может быть отрегулировано в диапазоне от 1,0% до 8,0%, что соответствует окончательно требуемому содержанию в составе компонентов расплавленной стали. При использовании способа повышения содержания Si путем силиконизации или т.п. на стадии после производства листовой заготовки, количество Si, добавленного в расплавленную сталь, может быть меньше, чем окончательно требуемое содержание.
Добавление или удаление Nb, Та, V и Zr, которые являются существенными компонентами настоящего изобретения, в ходе стадий, осуществляемых после получения расплавленного состояния стали, является затруднительным. Поэтому наиболее желательно, чтобы требуемое количество указанных компонентов было добавлено при регулировании состава компонентов расплавленной стали.
Сляб из расплавленной стали, содержащей описанные выше компоненты, может быть изготовлен с помощью стандартного процесса получения слитков, или стандартного процесса непрерывного литья, или иначе тонкий литой сляб, имеющий толщину 100 мм или меньше, может быть изготовлен в процессе бесслиткового литья. Хотя слябы нагревают и подвергают горячей прокатке традиционным образом, вместо этого слябы после отливки могут быть непосредственно подвергнуты горячей прокатке без нагревания. В случае тонких литых слябов, они могут быть подвергнуты горячей прокатке или переброшены прямо на следующие стадии без горячей прокатки.
Нагрев слябов, которые будут подвергнуты горячей прокатке, в системе компонентов, содержащих элемент, образующий ингибитор, обычно происходит при высокой температуре, около 1400°C. Напротив, нагрев в системе компонентов без элементов, образующих ингибитор, обычно происходит при низкой температуре, 1250°C или меньше, что является выгодным, так как снижаются затраты.
В случае необходимости, затем горячекатаный лист подвергают отжигу. Для достижения хороших магнитных характеристик температура отжига горячекатаного листа предпочтительно составляет 800°C или больше и 1150°C или меньше. Это связано с тем, что когда температура отжига горячекатаного листа меньше 800°C, остается полосовая текстура из-за горячей прокатки, причем становится затруднительным получение первичной рекристаллизационной текстуры, имеющей зерна равномерного размера; поэтому отжиг горячекатаного листа приводит к относительно ограниченному эффекту, поддерживающему рост вторично рекристаллизованных зерен. Когда температура отжига горячекатаного листа превышает 1150°C, зерна кристаллитов после отжига горячекатаного листа становятся грубыми. Поэтому в этом случае также становится трудно добиться первичной рекристаллизационной текстуры, имеющей зерна равномерного размера.
После отжига горячекатаного листа осуществляют одну или больше стадий холодной прокатки, между которыми необязательно проводят стадию промежуточного отжига, и затем осуществляют рекристаллизационный отжиг. Для дополнительного усиления магнитных свойств эффективно, когда холодную прокатку проводят при температуре в диапазоне от 100°C до 300°C и/или осуществляют одну или больше стадий старения в диапазоне от 100°C до 300°C в ходе процесса холодной прокатки. В случае проведения рекристаллизационного отжига, при необходимости обезуглероживания, используется влажная атмосфера при рекристаллизационном отжиге; однако, когда обезуглероживание не является необходимым, рекристаллизационный отжиг может быть осуществлен в сухой атмосфере. После рекристаллизационного отжига дополнительно может быть проведена операция увеличения содержания кремния путем силиконизации.
Когда потери в сердечнике считаются важным фактором и в последующем образуется форстеритовое покрытие, листы покрывают сепаратором отжига, в основном содержащем MgO, и затем подвергают окончательному отжигу (очищающему отжигу) с целью развития текстуры вторичной кристаллизации и формирования форстеритового покрытия.
Когда характеристика бланкирования считается важным фактором, и форстеритовое покрытие не формируется специально, сепаратор отжига не применяется; или даже если сепаратор отжига применяется, то необходимо использовать диоксид кремния, оксид алюминия или т.п., вместо MgO, формирующего форстеритовое покрытие.
Например, когда используется указанный сепаратор отжига, то эффективно осуществляется электростатическое покрытие без введения воды. Могут быть использованы листы термостойких неорганических материалов (диоксид кремния, оксид алюминия или слюда).
Окончательный отжиг эффективно осуществляется при температуре, обеспечивающей вторичную кристаллизацию, желательно при 800°C или выше. Желательными являются условия отжига, при которых завершается вторичная кристаллизация, причем обычно целесообразно, чтобы листы выдерживались при температуре 800°C или выше в течение 20 часов или больше. Когда характеристика бланкирования считается важным фактором, и форстеритовое покрытие не образуется, поскольку требуется завершение только вторичной кристаллизации, целесообразно, чтобы температура выдерживания составляла приблизительно от 850°С до 950°С, причем окончательный отжиг может быть завершен в ходе указанной операции выдержки. Когда важным фактором считаются потери в сердечнике или требуется снижение шума трансформатора, и формируется форстеритовое покрытие, целесообразно повысить температуру выдерживания приблизительно до 1200°C.
На стадии охлаждения указанного высокотемпературного отжига, охлаждение осуществляется со скоростью от 5°C/час до 100°C/ч, по меньшей мере, в диапазоне температур от 900°C до 500°C. Когда охлаждение осуществляется от температуры выдерживания ниже 900°C, охлаждение осуществляется со скоростью от 5°C/ч до 100°C/ч в диапазоне от температуры выдерживания до 500°C. Это обусловлено тем, что, когда скорость охлаждения превышает 100°C/ч в указанном температурном диапазоне, возможны ситуации, когда частицы выделившейся фазы становятся слишком мелкими, или не происходит осаждение твердого раствора. Когда скорость охлаждения меньше, чем 5°C/ч, возможны ситуации, когда диаметр частиц выделившейся фазы становится слишком большим, или время охлаждения становится чрезмерно большим, что приводит, например, к ухудшению производительности. Более предпочтительно, нижний предел скорости охлаждения составляет 7,8°C/ч. Более предпочтительно, верхний предел скорости охлаждения составляет 30°C/чг. С учетом достижения стабильных результатов, еще более предпочтительным является верхний предел скорости охлаждения 14°C/ч.
После окончательно отжига, с целью удаления прилипшего сепаратора отжига, целесообразно осуществлять очистку с помощью воды, очистку щетками и/или травление. После этого целесообразно подвергать листы выравнивающему отжигу для исправления их формы с целью снижения потерь в сердечнике.
Когда стальные листы используются в виде пластин, для улучшения характеристики потерь в сердечнике, целесообразно формировать изолирующее покрытие на поверхности стальных листов, до или после выравнивающего отжига. Для снижения потерь в сердечнике, желательны покрытия, которые могут передавать растягивающее усилие на стальные листы. При использовании способа покрытия поверхности стального листа неорганическим веществом с помощью метода натяжного покрытия со связующим, применяются приемы физического осаждения паров, химического осаждения паров или т.п., причем пленки покрытия проявляют отличную адгезию, и потери в сердечнике значительно снижаются, что весьма желательно.
Для снижения потерь в сердечнике целесообразно осуществлять очищающую обработку магнитных доменов. Примером указанной обработки, которая обычно осуществляется, является метод образования канавок в окончательно полученных пластинах или линейное введение термической деформации или ударной деформации с помощью лазера или плазмы в окончательно полученные пластины, или метод образования канавок в промежуточных продуктах, имеющих окончательную толщину листа, таких как холоднокатаные листы.
В качестве предпочтительного способа получения железного сердечника с использованием стальных листов согласно настоящему изобретению, например, разработан способ, который включает резку стальных листов согласно настоящему изобретению и ламинирование листов, без их отжига для снятия напряжений. В это время, в стальном листе согласно настоящему изобретению, ухудшение потерь в сердечнике из стальных листов вследствие резки может быть снижено до 0,1 Вт/кг или меньше (предпочтительно 0,041 Вт/кг или меньше). Указанный способ является особенно выгодным для получения крупных железных сердечников, например, в ситуациях, когда стальной лист нарезается в виде пластин, самая длинная сторона которых больше 500 мм. Параметры, включающие число упакованных стальных листов, размер и форму стальных листов, полученных путем резки, наличие или отсутствие канавок, размер канавок, наличие или отсутствие покрытия и тип покрытия, могут быть определены соответствующим образом на основе обычных знаний.
Пример 1
Листовые заготовки из стали, содержащей 0,065% С, 3,25% Si, 0,13% Mn, 240 м.д. Al, 70 м.д. N, 36 м.д. S, и 25 м.д. Nb (только для стали №7 содержание ниобия 20 м.д.), остальное Fe и неизбежные примеси, получают путем непрерывного литья. Листовые заготовки из стали подвергают повторному нагреву при 1400°C затем проводят горячую прокатку таким образом, чтобы листы имели толщину 2,4 мм. Затем горячекатаные листы подвергают отжигу при 1000°C в течение 40 секунд, с последующей холодной прокаткой таким образом, чтобы получить толщину листов 1,6 мм, промежуточному отжигу при 900°C, и затем холодной прокатке таким образом, чтобы листы имели толщину 0,23 мм.
Затем полученные листы подвергают рекристаллизационному отжигу во влажной атмосфере 60%N2-40%H2, в условиях выдержки при 850°C в течение 90 секунд; после этого листы покрывают сепаратором отжига, в основном содержащем MgO, и подвергают очищающему отжигу при 1220°C в течение 6 часов.
В ходе очищающего отжига скорость охлаждения в диапазоне от 900°C до 500°C регулируется, как указано в таблице 1 для того, чтобы варьировать диаметр частиц выделившейся фазы ниобия и процент осаждения Nb. После этого листы подвергают выравнивающему отжигу при 850°C в течение 20 секунд.
Полученные образцы нарезают, чтобы они имели размер 30 мм ×280 мм. При этом резка осуществляется в двух режимах: резка с помощью ножниц для проволоки и резка механическими ножницами. Магнитные свойства полученных образцов определяют по методике, описанной в стандарте JIS С 2550, причем магнитные свойства образцов, полученных резкой с помощью ножниц для проволоки, приведены в таблице 1.
Что касается потерь в сердечнике на основе условий двух процессов резки, величины ΔW, определяемые путем вычитания потерь в сердечнике из образца, полученного резкой с использованием ножниц для проволоки, из потерь в сердечнике из образца, полученного резкой механическими ножницами, также приведены в таблице 1.
Образцы, для которых проведены измерения магнитных свойств, затем подвергают травлению, чтобы удалить покрытие, и определяют размер кристаллитов во вторично рекристаллизованных зернах. Результаты также приведены в таблице 1, вместе с результатами измерений диаметра и процента осаждения частиц выделившейся фазы Nb. После травления определяют компонентный состав стальных листов в образцах с удаленным покрытием. В результате был установлен компонентный состав: 0,0016% С, 3,24% Si, 0,13% Mn и 18 м.д. Nb (только для стали №7, 15 м.д. Nb), который соответствует требованиям настоящего изобретения.
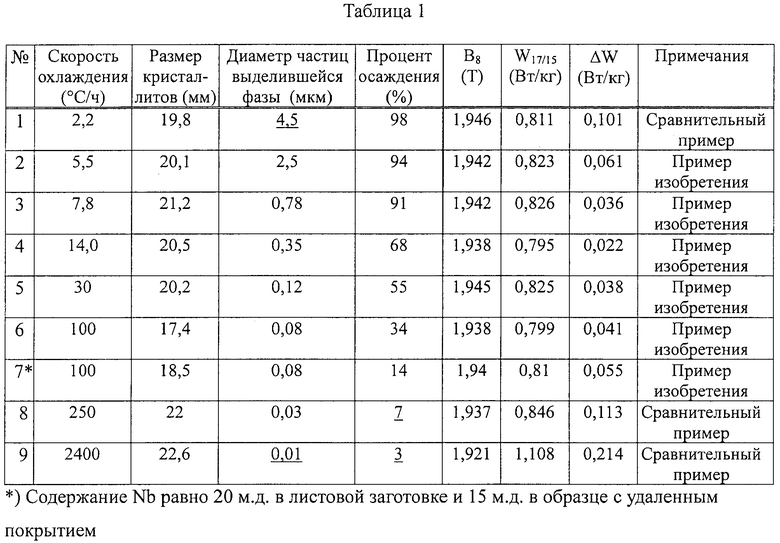
Как видно из данных таблицы 1, образцы всех примеров изобретения, в которых размер кристаллитов, диаметр и процент осаждения частиц выделившейся фазы Nb удовлетворяют необходимым диапазонам согласно настоящему изобретению, обладают отличными магнитными свойствами и малыми значениями ΔW, которые демонстрируют, что ухудшение потерь в сердечнике вследствие резки является незначительным.
Пример 2
Были получены пластины продукта (толщина пластин: 0,23 мм) из листов электротехнической стали с ориентированными зернами, которые содержат компоненты, указанные в таблице 2, причем они произведены с использованием стандартного способа производства, в котором осуществляется рекристаллизационный отжиг, с последующим очищающим отжигом при 1150°C и охлаждением со скоростью 25°C/час в диапазоне от 900°C до 500°C.
Листы электротехнической стали с ориентированными зернами нарезают таким образом, чтобы получить размер 30 мм ×280 мм. При этом резка осуществляется в двух режимах: резка с помощью ножниц для проволоки и резка механическими ножницами.
Магнитные свойства полученных образцов определяют по методике, описанной в стандарте JIS С 2550, причем магнитные свойства образцов, полученных резкой с помощью ножниц для проволоки, приведены в таблице 2. Кроме того, в таблице 2 также приведены величины ΔW, найденные как в примере 1.
Образцы, подлежащие исследованию магнитных свойств, подвергают травлению с целью удаления покрытия, измеряют размер кристаллитов во вторично рекристаллизованных зернах Результаты также приведены в таблице 2, вместе с результатами измерений диаметра и процента осаждения частиц выделившейся фазы Nb или т.п.отмечается, что компонентный состав стальных листов в таблице 2 представляет собой результат, полученный при определении компонентного состава образцов с удаленным покрытием после травления.
Кроме того, исследованы частицы выделившейся фазы. В результате найдено, что частицы выделившейся фазы имеют средний диаметр от 0,05 до 3,34 мкм и процент осаждения от 0% до 79%.
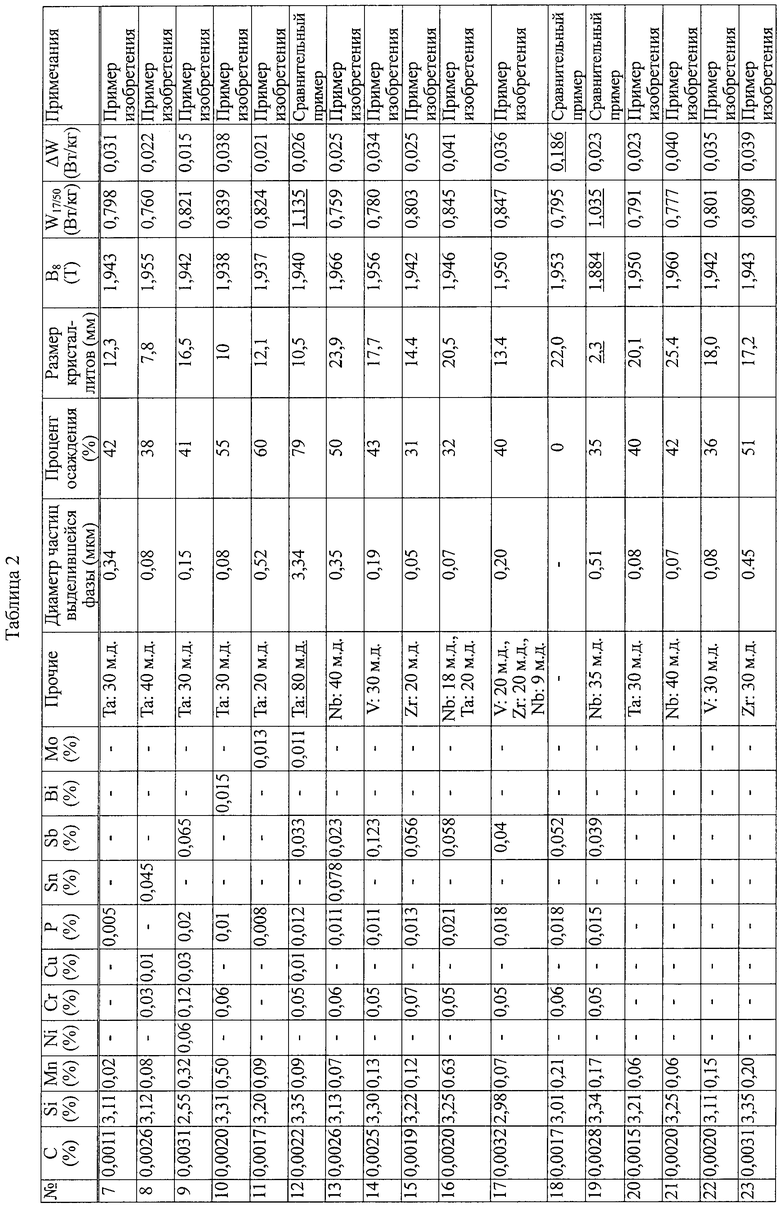
Как видно из данных таблицы 2, образцы всех примеров изобретения, в которых размер кристаллитов, диаметр и процент осаждения частиц выделившейся фазы Nb удовлетворяют требуемым диапазонам согласно настоящему изобретению, обладают отличными магнитными свойствами и малыми значениями ΔW, которые демонстрируют, что ухудшение потерь в сердечнике вследствие резки является незначительным.
Пример 3
Листовые заготовки из стали, содержащей 0,065% С, 3,25% Si, 0,13% Mn, 0,05% Cr, 240 м.д. Al, 70 м.д. N, 36 м.д. S, 0,013% P, 0,075% Sn, 0,036% Sb, 0,011% Мо и 25 м.д. Nb, остальное Fe и неизбежные примеси, получают путем непрерывного литья. Листовые заготовки из стали подвергают повторному нагреву при 1400°C затем проводят горячую прокатку таким образом, чтобы листы имели толщину 2,4 мм. Затем горячекатаные листы подвергают отжигу при 1000°C в течение 40 секунд, с последующей холодной прокаткой таким образом, чтобы получить толщину листов 1,6 мм, промежуточному отжигу в температурном диапазоне от 700°C до 1020°C, и затем холодной прокатке таким образом, чтобы получить стальные листы, имеющие толщину 0,23 мм.
Затем на поверхности стальных листов формируют линейные канавки, имеющие ширину 100 мкм и глубину 25 мкм, путем локального электролитического травления поверхности. Канавки формируют таким образом, что они простираются под углом 10° относительно направления, перпендикулярного направлению прокатки, с шагом 8 мм. Затем листы подвергают рекристаллизационному отжигу во влажной атмосфере 60%N2-40%Н2 в условиях выдержки от 800°C до 900°C в течение 90 секунд. После этого листы покрывают сепаратором отжига, в основном содержащем MgO, и потом подвергают очищающему отжигу при 1220°C в течение 6 часов. После этого листы охлаждают в диапазоне от 900°C до 500°C со скоростью охлаждения 10°C/час.
Затем листы подвергают выравнивающему отжигу при 850°C в течение 20 секунд. Температуру промежуточного отжига и температуру рекристаллизационного отжига варьируют таким образом, чтобы изменять размер зерен после вторичной кристаллизации. Полученные листы нарезают в виде образцов Epstein, имеющих размеры 30 мм ×280 мм. В это время резка осуществляется в двух режимах: с использованием ножниц для проволоки и резка механическими ножницами.
Магнитные свойства полученных образцов определяют по методике, описанной в стандарте JIS С 2550, причем магнитные свойства образцов, полученных путем резки ножницами для проволоки, приведены в таблице 3. Кроме того, в таблице 3 также приведены величины ΔW, найденные как в примере 1.
Образцы, подлежащие исследованию магнитных свойств, подвергают травлению с целью удаления покрытия, измеряют размер кристаллитов во вторично рекристаллизованных зернах. Результаты также приведены в таблице 3, вместе с результатами измерений диаметра и процента осаждения частиц выделившейся фазы Nb. После травления определяют компонентный состав стальных листов в образцах с удаленным покрытием. В результате был установлен компонентный состав: 0,0016% С, 3,24% Si, 0,13% Mn, 0,05% Cr, 0,011% P, 0,074% Sn, 0,036% Sb, 0,011% Mo и 18 м.д. Nb, который соответствует требованиям настоящего изобретения.
(Вт/кг)
Как видно из данных таблицы 3, образцы всех примеров изобретения, в которых размер кристаллитов, диаметр и процент осаждения частиц выделившейся фазы Nb удовлетворяют требуемым диапазонам согласно настоящему изобретению, обладают отличными магнитными свойствами и малыми значениями ΔW, которые демонстрируют, что ухудшение потерь в сердечнике вследствие резки является незначительным.
Данные примеров 1-3 демонстрируют, что согласно настоящему изобретению могут быть получены листы электротехнической стали с ориентированными зернами, имеющие большей частью значение ΔW 0,1 Вт/кг или меньше и претерпевающие незначительное ухудшение магнитных характеристик вследствие резки. Поэтому получение пластинчатого железного сердечника путем резки стального листа согласно настоящему изобретению, без проведения отжига для снятия напряжений, является эффективным для улучшения магнитных свойств железного сердечника, особенно для усовершенствования характеристики потерь в сердечнике.
В частности в стали, содержащей частицы выделившейся фазы Nb, в примерах 1-3, диаметр (средний диаметр) частиц выделившейся фазы составляет 0,12 мкм или больше и 1,2 мкм или меньше (предпочтительно 0,78 мкм или меньше; процент осаждения предпочтительно равен 48% или больше) величина ΔW составляет 0,038 Вт/кг или меньше. Таким образом, могут быть достигнуты лучшие характеристики. Данные примеров 1-3 и т.п. показывают, что для достижения указанных значений диаметра и количества частиц выделившейся фазы, предпочтительно, скорость охлаждения стали после окончательно отжига находится в диапазоне от 7,8°C/ч до 30°C/ч, более предпочтительно от 7,8°C/ч до 14°C/ч.
Промышленная применимость
Согласно настоящему изобретению, может быть снижено ухудшение магнитных характеристик листов электротехнической стали с ориентированными зернами вследствие резки. В результате, могут быть получены железные сердечники, с низкими потерями энергии, и таким образом, например, возможно производство крупных трансформаторов, которые обладают высокой энергической эффективностью.
Изобретение относится к области металлургии, а именно к получению листов электротехнической стали с ориентированными зернами, которые используются в качестве материалов стальных сердечников при производстве крупных трансформаторов, имеющих размер несколько метров. Лист выполнен из стали, содержащей компоненты, мас.%: 0,005 или меньше С, от 1,0 до 8,0 Si, от 0,005 до 1,0 Mn, один или несколько элементов, выбранных из Nb, Та, V и Zr, причем их общее содержание составляет от 10 до 50 м.д., и остальное Fe и неизбежные примеси. По меньшей мере 10% от содержания Nb, Та, V и Zr находится в виде частиц выделившейся фазы, частицы которой имеют средний диаметр - диаметр эквивалентного круга - от 0,02 до 3 мкм, а вторично рекристаллизованные зерна в стальном листе имеют средний размер 5 мм или больше. Обеспечивается снижение ухудшения магнитных характеристик в случае, когда лист подвергается сдвигу вследствие резки, даже без проведения операции отжига для снятия напряжений. 2 н. и 2 з.п. ф-лы, 2 ил., 3 табл., 3 пр.
1. Лист электротехнической стали с ориентированными зернами, содержащий, мас.%: 0,005 или меньше С, от 1,0 до 8,0 Si и от 0,005 до 1,0 Mn; один или несколько элементов, выбранных из Nb, Та, V и Zr, так что их общее содержание составляет от 10 до 50 м.д., и остальное Fe и неизбежные примеси, в котором, по меньшей мере, 10% от содержания Nb, Та, V и Zr находится в виде частиц выделившейся фазы, причем частицы выделившейся фазы имеют средний диаметр - диаметр эквивалентного круга - от 0,02 до 3 мкм, а вторично рекристаллизованные зерна в стальном листе имеют средний размер 5 мм или больше.
2. Лист электротехнической стали с ориентированными зернами по п.1, который дополнительно содержит, мас.%, по меньшей мере, один элемент, выбранный из: от 0,010 до 1,50 Ni, от 0,01 до 0,50 Cr, от 0,01 до 0,50 Cu, от 0,005 до 0,50 Р, от 0,005 до 0,50 Sn, от 0,005 до 0,50 Sb, от 0,005 до 0,50 Bi и от 0,005 до 0,100 Мо.
3. Лист электротехнической стали с ориентированными зернами по п.1 или 2, на поверхности которого образована канавка, имеющая форму сплошной линии или прерывистой линии, шириной от 50 до 1000 мкм, глубиной от 10 до 50 мкм и простирающаяся под углом 15° или меньше относительно направления, перпендикулярного направлению прокатки стального листа.
4. Способ получения стального сердечника, включающий резку листа электротехнической стали с ориентированными зернами по любому из пп.1-3 с образованием пластин и последующим их пакетированием без отжига для снятия напряжений.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ | 1999 |
|
RU2218429C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ, НАЧИНАЯ С ТОНКИХ СЛЯБОВ | 1997 |
|
RU2194775C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

