Изобретение относится к области машиностроения и металлообработки, в частности к изготовлению детали «голова моторная» для погружного электродвигателя установки электроцентробежного насоса (УЭЦН), а именно к изготовлению сборного узла, включающего прессовое соединение корпуса головки и опорной втулки в составе детали «голова моторная».
Основным видом погружных электродвигателей, служащих для привода центробежных насосов, являются асинхронные маслонаполненные с короткозамкнутыми роторами двигатели, вертикального исполнения, выполненные в стальном корпусе, цилиндрической формы. См. RU 2246164, МПК: Н02К 5/12, 10.02.2005; RU 2287887, МПК: Н02К 5/10, 20.11.2006; RU 2295190, МПК: Н02К 5/12, 10.03.2007. В указанных патентных документах представлены сведения, что головка погружного электродвигателя вворачивается в верхнюю часть корпуса статора. В головке располагается узел опорного подшипника, который воспринимает осевые нагрузки от веса ротора и узел токоввода, служащий для питания обмотки статора. Узел токоввода, также размещенный в головке погружного электродвигателя, расположен в канале, ориентированном под углом к оси вала электродвигателя, и содержит электроизоляционную колодку, внутри которой размещены контактные гильзы, связанные с выводами обмотки статора. Размещение узла токоввода на одном уровне с опорной втулкой вала электродвигателя вносит конструктивные особенности в исполнение упомянутой опорной втулки. С внешней поверхности опорной втулки срезается сегмент с образованием плоской поверхности в виде фрезерной площадки, обращенной к узлу токоввода, для увеличения пространства под размещение электроизоляции узла токоввода.
При этом при осуществлении металлообработки корпусной детали «голова моторная» возникают проблемы, обусловленные относительно большой длиной детали, несбалансированностью детали по весу в продольном направлении в связи с наличием укосины на корпусе для подведения кабеля к узлу токоввода, а так же присутствием сборного узла, состоящего из корпуса детали «голова моторная» (головки) и осевой опоры вала электродвигателя в виде втулки, полученного путем прессового соединения, выполненного с натягом.
При выборе технологии изготовления изделия, предусматривающей соединение готовых составных частей сборного узла в виде полностью обработанных корпуса детали голова моторная и опорной втулки, сложности возникают при осуществлении сборочной операции методом запрессовки или нагрева (когда при нагреве корпуса втулка свободно встает на посадочное место в отверстии корпуса). После осуществления указанной операции сборном узле систематически выявляется дефект, соответствующий смещению оси втулки относительно оси корпуса на постоянную величину в одном направлении. Несоосность корпуса и опорной втулки в изделии голова моторная является причиной для выбраковки готовых изделий, полученных по известной технологии.
Особенность соединений с натягом состоит в том, что они еще до приложения рабочих нагрузок преднапряжены силами от натяга на посадочной поверхности.
Фактическая несущая способность и прочность соединения сильно зависят от формы охватывающей и охватываемой деталей. Неравномерная жесткость деталей обусловливает неравномерное распределение контактных давлений и напряжений по длине соединения.
Из правил конструирования прессовых соединений известно, что для увеличения несущей способности и прочности соединений с натягом целесообразно:
- снижать давление на посадочных поверхностях увеличением длины или диаметра соединения;
- выбирать натяг в узких пределах, применяя посадки повышенного квалитета;
- уменьшать напряжения целесообразным выбором толщины стенок охватывающей и охватываемой деталей (увеличение толщины стенок одной из деталей снижает напряжения в ней, но одновременно увеличивает напряжения в другой детали);
- применять сборку соединений с нагревом охватывающей детали или с охлаждением охватываемой детали;
Также известно, что в конструкции с наличием выреза на части посадочного пояса охватывающей детали запрессовка затруднительна из-за неизбежного увода втулки в сторону выреза. Кроме того, на участке расположения выреза втулка деформируется под действием одностороннего радиального натяга.
При разработке заявленного изобретения решается задача обеспечения 100% соосности корпуса и опорной втулки детали «голова моторная» при ее серийном изготовлении в металлообрабатывающей промышленности.
В качестве наиболее близкого аналога выбрана деталь «голова моторная» и способ ее изготовления, раскрытые в описании патента РФ на полезную модель RU 27653, МПК: F04D 13/10, «Головка погружного электродвигателя», опубликованном 10.02.2003. На чертеже, представленном в описании данного патента, раскрыто изготовление детали «голова моторная» для погружного электроцентробежного насоса. Деталь «голова моторная» содержит сборный узел, состоящий из корпуса со сквозным отверстием для вала, и опорной втулки, установленной в указанное отверстие с нижнего торца корпуса, при этом охватывающая поверхность в продольном отверстии корпуса выполнена с вырезом в виде открытого сегмента для размещения узла токоввода, а втулка на ответной части содержит одностороннее утонение боковой стенки и фрезерную площадку на охватываемой поверхности.
Кроме того, в корпусе выполнена полость для размещения контрольно-измерительной аппаратуры. Упомянутая полость выполнена в виде глухого продольного отверстия, полученного сверлением торцевой поверхности корпуса параллельно оси головки. Указанная полость расположена вдоль посадочного места опорной втулки напротив канала для размещения узла токоввода. Данное решение снижает жесткость стенки корпуса на участке посадочного места опорной втулки напротив канала для размещения узла токоввода, однако не предотвращает односторонее воздействие сил трения и натяга в секторе противолежащем вырезу открытого сегмента.
В точных соединениях, которые выполняются при сборке данного изделия, необходимо учитывать деформацию деталей при запрессовке (уменьшение внутренних размеров охватываемой детали и увеличение наружных размеров охватывающей). При этом деформация тем больше, чем больше натяг и меньше толщина сопрягаемых деталей
Если перемычка в стенке корпуса между указанной полостью и посадочным отверстием будет выполнена тонкой, то решение, выбранное за прототип, потенциально может уменьшить смещение оси втулки относительно оси корпуса при прессовом соединении данного сборного узла за счет деформации перемычки в стенке корпуса головки между указанной полостью и посадочным отверстием для размещения опорной втулки. Однако ослабление охватывающей детали при получении прессового соединения весьма нежелательно. Особенностью соединений с натягом является то, что после сборки в охватывающей детали возникают неблагоприятные для ее прочности трехосные напряжения растяжения. Согласно правилам конструирования прессовых соединений, охватывающим деталям наоборот следует придавать повышенную жесткость во избежание их деформации под силой запрессовки.
Толщина перемычки в стенке корпуса головки между указанной полостью для размещения контрольно-измерительной аппаратуры и посадочным отверстием для опорной втулки в описании прототипа не раскрыта, поэтому о характеристиках деформации можно судить только косвенно. Кроме того, выполнение специальной полости для размещения контрольно-измерительной аппаратуры не предусматривается стандартными требованиями к конструкции делали «голова моторная». Таким образом, сведения из патента РФ на полезную модель RU27653 не дают удовлетворительного решения общей задачи обеспечения полной 100% соосности корпуса и опорной втулки детали «голова моторная».
Заявленное изобретение направлено на повышение качества и технологичности изготовления детали «голова моторная» корпуса погружного электродвигателя УЭЦН.
Технический результат состоит в повышении соосности продольного отверстия корпуса и опорной втулки при осуществлении прессового соединения элементов сборного узла детали «голова моторная», включающего соединение опорной втулки и корпуса.
Для решения поставленной задачи заявлен способ изготовления детали голова моторная для погружного электроцентробежного насоса, включающий раздельное изготовление цилиндрического корпуса с продольным отверстием для вала и опорной втулки и последующее изготовление сборного узла путем прессовой посадки опорной втулки на посадочное место в отверстие корпуса. Причем корпус выполняют с односторонней укосиной на внешней поверхности, а в основании укосины выполняют отверстие с наклонным каналом для токоввода. При этом следует отметить, что охватывающая поверхность посадочного места и боковая поверхность канала токоввода частично пересекаются между собой при выходе на торец корпуса, образуя продольный вырез сегмента охватывающей поверхности посадочного места.
В свою очередь втулку на ответной части охватываемой поверхности, соответствующей вырезу на посадочном месте, выполняют с уменьшенной толщиной боковой стенки с образованием фрезерной площадки на ее внешней поверхности.
Отличием заявленного способа является то, что перед операцией прессовой посадки втулку дорабатывают на участке, расположенном в противолежащем секторе по отношению к упомянутой фрезерной площадке, путем осуществления выборки сегмента охватываемой поверхности на глубину не менее 0,15 мм при форме и размере выборки, соответствующих форме и размеру фрезерной площадки, при этом глубина выборки не превышает величину поля допуска на обработку втулки.
Способ изготовления детали голова моторная предусматривает возможность выполнения прессовой посадки опорной втулки на посадочное место в отверстие корпуса методом прессования, то есть продольной запрессовкой.
В другом варианте способ изготовления детали голова моторная предусматривает возможность выполнения прессовой посадки опорной втулки на посадочное место в отверстие корпуса методом нагрева корпуса так, что втулка свободно встает на посадочное место в отверстии корпуса.
Также способ изготовления детали голова моторная предусматривает возможность выполнения прессовой посадки опорной втулки на посадочное место в отверстие корпуса методом охлаждения втулки так, что втулка свободно встает на посадочное место в отверстии корпуса.
Поперечная сборка узла прессового соединения за счет нагрева или охлаждения одной из деталей является предпочтительной по отношению к продольной запрессовке, потому, что при поперечной сборке повышается нагрузочная способность соединения в полтора-два раза, поскольку отсутствует нарушение микрогеометрии контактных поверхностей.
Полученная заявленным способом деталь голова моторная для погружного электродвигателя может быть изготовлена, преимущественно, из стали марки сталь 45, 40Х, 40X13, 12Х18Н10Т и т.п., как в состоянии поставки, так и после термообработки до показателей твердости поверхности 26…32 HRC. Опорную втулку изготавливают, преимущественно, из стали 20Х с последующей термической обработкой с использованием процесса цементации поверхности до твердости 55…62 HRC и шероховатости Ra 0,5. Данная шероховатость присутствует в готовом изделии. Соединение корпуса и втулки производится по прессовой посадке. После сборки изделия, помимо линейных геометрических размеров и шероховатости, основополагающими критериями качества и годности изделия являются: соосность корпуса и опорной втулки, перпендикулярность торцевой поверхности и биение.
Деталь голова моторная в заявленной конструкции может быть охарактеризована следующим образом.
Деталь голова моторная содержит полый цилиндрический корпус с продольным отверстием для вала и опорную втулку, установленную с натягом на посадочное место в продольном отверстии с выходом торца втулки на торцевую поверхность корпуса, при этом с внешней стороны корпус выполнен с односторонней укосиной, в основании которой выполнено отверстие и наклонный канал для (размещения узла) токоввода, расположенный под углом к оси продольного отверстия для вала. Канал токоввода и продольное отверстие для вала частично пересекаются на участке расположения посадочного места опорной втулки, с образованием выреза на охватывающей посадочной поверхности. А втулка на ответной части охватываемой поверхности, соответствующей вырезу сегмента на посадочном месте, выполнена с фрезерной площадкой на ее внешней боковой поверхности.
В соответствии с заявленным изобретением втулка на охватываемой поверхности выполнена с выборкой глубиной не менее 0,15 мм, выборка расположена в противолежащем секторе по отношению к упомянутой фрезерной площадке, при этом форма выборки соответствуют форме фрезерной площадки, а глубина выборки не превышает величину поля допуска на обработку втулки.
Изобретение иллюстрируется фигурами 1-3.
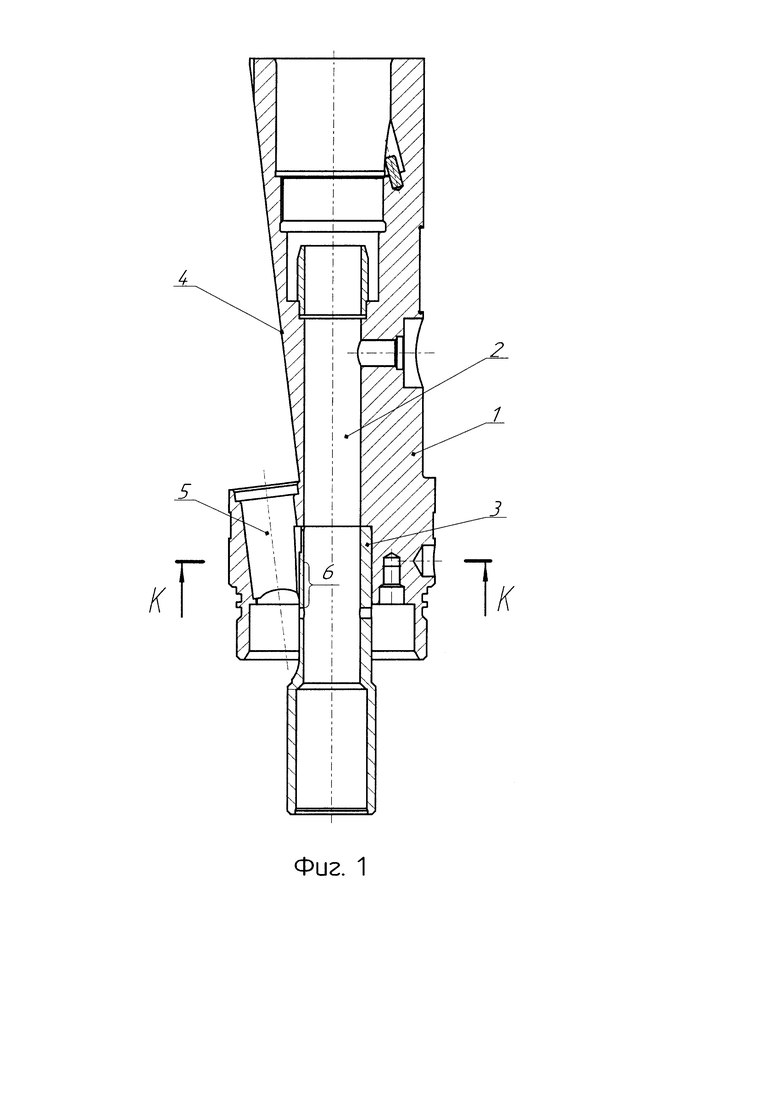
На фигуре 1 показан в продольном сечении сборный узел детали голова моторная.
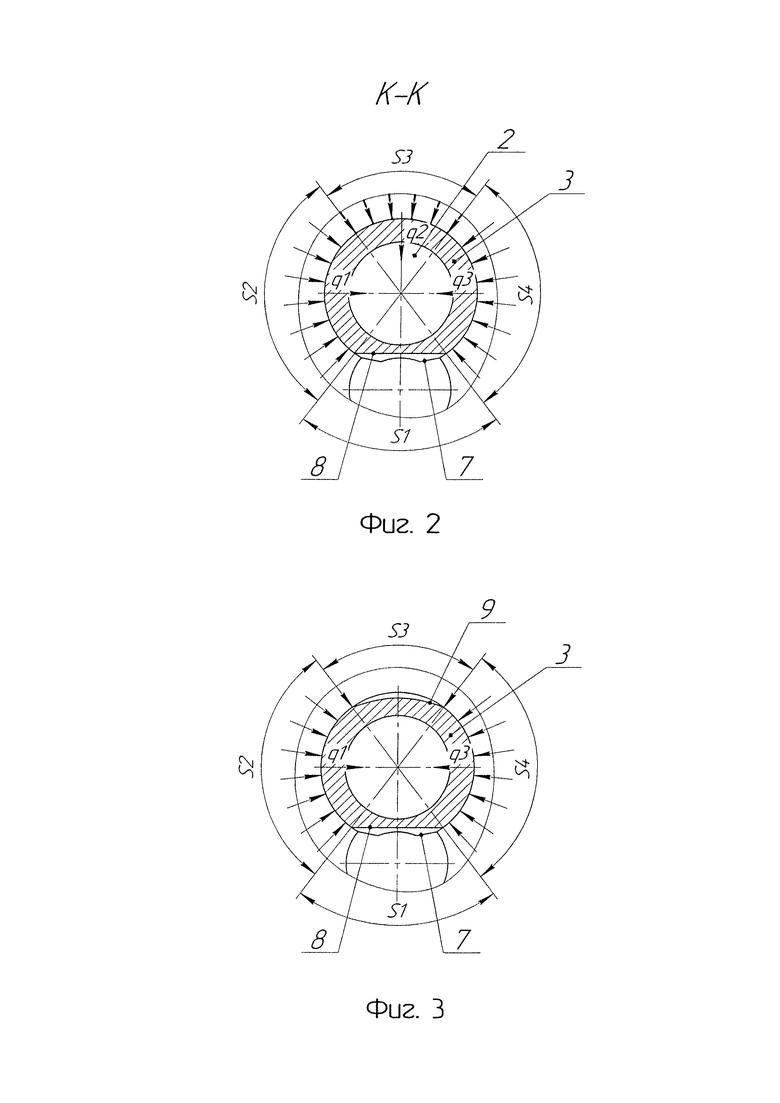
На фигуре 2 показан фрагмент поперечного сечение посадочного места при запрессовке опорной втулки по способу - прототипу.
На фигуре 3 показано поперечное сечение посадочного места при запрессовке опорной втулки по заявленному способу.
Как показано на фигуре 1 деталь голова моторная является корпусной деталью головки погружного электродвигателя.
Деталь голова моторная содержит полый цилиндрический корпус 1 с продольным отверстием 2 для вала погружного электродвигателя. Опорная втулка 3 установлена с натягом на посадочное место в продольном отверстии с выходом на торцевую поверхность корпуса. С внешней стороны корпус 1 выполнен с односторонней укосиной 4, в основании которой выполнено отверстие, переходящее в наклонный канал 5 для размещения узла токоввода, расположенный под углом к оси продольного отверстия 2 для вала.
Канал 5 токоввода и продольное отверстие 2 частично пересекаются, приблизительно, на участке 6, где расположено посадочное место для опорной втулки, с образованием выреза на охватывающей посадочной поверхности.
Втулка 3, как видно на фрагменте поперечного сечения посадочного места, показанном на фиг. 3, на ответной части охватываемой поверхности, соответствующей вырезу 7 сегмента на посадочном месте, выполнена с уменьшенной толщиной боковой стенки с образованием фрезерной площадки 8.
В соответствии с заявленным изобретением втулка 3 на охватываемой поверхности выполнена с выборкой 9, которая расположена в противолежащем секторе S3 по отношению к упомянутой фрезерной площадке 8, расположенной в секторе S1. Форма и размер выборки 9 соответствуют форме и размерам фрезерной площадки 8.
Осуществление заявленного способа показано в примере 1
Пример 1.
Для получения изделия «голова моторная» заявленным способом в заявленной конструкции, сначала изготовили корпус 1 детали «голова моторная» погружного электродвигателя. Корпус 1 был выполнен из материала сталь 40X13 с термообработкой до 26…32 HRC. Втулка 3 изготовлена из стали 20Х с последующей термической обработкой при цементации поверхности до твердости 62 HRC, и с шероховатостью Ra 0,5.
Корпус 1 изготовили в окончательном виде, как показано на фиг. 1, включая исполнение монтажной резьбы и прилегающих к ней посадочных диметров. Втулку 3 изготовили с чистовой расточкой размеров.
Соединение корпуса и втулки производили по прессовой посадке методом нагрева охватывающей детали, то есть, путем нагрева корпуса изделия. Нагрев осуществляли до состояния, при котором втулка свободно входит в посадочное отверстие корпуса.
Перед выполнением прессового соединения втулку 3 доработали в секторе S3 путем среза с охватываемой поверхности сегмента 9, расположенного напротив фрезерной площадки 8, на глубину 0,16 мм.
После сборки изделия, помимо линейных геометрических размеров и шероховатости, измеряли соосность, перпендикулярность и биение.
Деталь голова моторная, изготовленная в соответствии с примером 1, показала 100% соосность опорной втулки 3 и продольного отверстия 2, а также заданную перпендикулярность торцевых поверхностей 90° и отсутствие биения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАН ОБРАТНЫЙ | 2008 |
|
RU2379566C1 |
| КЛАПАН ОБРАТНЫЙ ШАРИКОВЫЙ (ВАРИАНТЫ) | 2015 |
|
RU2593574C1 |
| КЛАПАН ОБРАТНЫЙ ШАРИКОВЫЙ | 2024 |
|
RU2831850C1 |
| КЛАПАН ОБРАТНЫЙ ШАРИКОВЫЙ | 2024 |
|
RU2832423C1 |
| ПАКЕР МЕХАНИЧЕСКИЙ | 2023 |
|
RU2821333C1 |
| КЛАПАН ОБРАТНЫЙ ШАРИКОВЫЙ | 2024 |
|
RU2831852C1 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ И СБОРНЫЙ ТОЛКАТЕЛЬ | 2010 |
|
RU2524476C2 |
| Герметичная грузонесущая муфта | 2023 |
|
RU2802734C1 |
| ИНСТРУМЕНТ ДЛЯ ПОДГОТОВКИ ЭКСПЛУАТАЦИОННОЙ КОЛОННЫ К РАБОТЕ НАСОСНОГО ОБОРУДОВАНИЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2023 |
|
RU2818222C1 |
| Способ подготовки к демонтажу прессовых соединений | 1990 |
|
SU1752525A1 |
Изобретение относится к способу изготовления детали голова моторная для погружного электроцентробежного насоса, включающему изготовление цилиндрического корпуса с продольным отверстием для вала и опорной втулки и последующее изготовление сборного узла путем прессовой посадки опорной втулки на посадочное место в отверстие корпуса. Причем корпус выполняют с односторонней укосиной на внешней поверхности, а в основании укосины выполняют отверстие с наклонным каналом для токоввода, при этом охватывающая поверхность посадочного места и боковая поверхность канала токоввода частично пересекаются при выходе на торец корпуса, образуя продольный вырез сегмента охватывающей поверхности посадочного места. Втулку на ответной части охватываемой поверхности, соответствующей вырезу сегмента на посадочном месте, выполняют с фрезерной площадкой. Причем перед операцией прессовой посадки втулку дорабатывают на участке, расположенном в противолежащем секторе по отношению к упомянутой фрезерной площадке, путем осуществления выборки сегмента охватываемой поверхности по форме, соответствующей форме и размеру фрезерной площадки, при этом глубина выборки составляет не менее 0,15 мм, но не превышает величину поля допуска на обработку втулки. Также раскрыта конструкция детали, изготовленной описанным выше способом. Технический результат состоит в повышении соосности корпуса и опорной втулки при изготовлении сборного узла прессового соединения элементов детали голова моторная для погружного электроцентробежного насоса. 2 н. и 3 з.п. ф-лы, 3 ил., 1 пр.
1. Способ изготовления детали голова моторная для погружного электроцентробежного насоса, включающий изготовление цилиндрического корпуса с продольным отверстием для вала и опорной втулки и последующее их соединение с получением сборного узла путем прессовой посадки опорной втулки на посадочное место в отверстие корпуса,
причем корпус выполняют с односторонней укосиной на внешней поверхности, а в основании укосины выполняют отверстие с наклонным каналом для токоввода,
при этом охватывающая поверхность посадочного места и боковая поверхность канала токоввода частично пересекаются между собой, образуя продольный вырез сегмента охватывающей поверхности посадочного места,
в свою очередь втулку на ответной части охватываемой поверхности, соответствующей вырезу сегмента на посадочном месте, выполняют с фрезерной площадкой,
отличающийся тем, что
перед операцией прессовой посадки втулку дорабатывают на участке, расположенном в противолежащем секторе по отношению к упомянутой фрезерной площадке, путем выборки сегмента охватываемой поверхности по форме, соответствующей форме фрезерной площадки, при этом глубина выборки составляет не менее 0,15 мм, но не превышает величину поля допуска на обработку втулки.
2. Способ по п. 1, отличающийся тем, что прессовую посадку опорной втулки на посадочное место в отверстие корпуса выполняют методом прессования.
3. Способ по п. 1, отличающийся тем, что прессовую посадку опорной втулки на посадочное место в отверстие корпуса выполняют методом нагрева корпуса так, что втулка свободно встает на посадочное место в отверстии корпуса.
4. Способ по п. 1, отличающийся тем, что прессовую посадку опорной втулки на посадочное место в отверстие корпуса выполняют методом охлаждения втулки так, что втулка свободно встает на посадочное место в отверстии корпуса.
5. Деталь голова моторная для погружного электродвигателя, содержащая полый цилиндрический корпус с продольным отверстием для вала и опорную втулку, установленную с натягом на посадочное место в продольном отверстии со стороны нижней торцевой поверхности корпуса,
при этом с внешней стороны корпус выполнен с односторонней укосиной, в основании которой выполнено отверстие, переходящее в наклонный канал токоввода, расположенный под углом к оси продольного отверстия для вала;
канал токоввода и продольное отверстие для вала частично пересекаются на участке расположения посадочного места опорной втулки с образованием выреза на охватывающей посадочной поверхности,
при этом втулка на ответной части охватываемой поверхности, соответствующей вырезу сегмента на посадочном месте, выполнена с фрезерной площадкой,
отличающаяся тем, что
втулка на охватываемой поверхности выполнена с выборкой, расположенной в противолежащем секторе по отношению к упомянутой фрезерной площадке, при этом форма выборки соответствуют форме фрезерной площадки, а глубина выборки составляет не менее 0,15 мм, но не превышает величину поля допуска на обработку втулки.
| Способ получения кубовых красителей | 1929 |
|
SU27653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2297304C2 |
| Приспособление для смазки цилиндров двигателей внутреннего горения | 1928 |
|
SU19861A1 |

