Изобретение относится к порошковой металлургии и способам литья деталей по выплавляемым моделям, используемым при изготовлении сложных конструкционных деталей центробежного насоса.
Известен способ изготовления детали ступени погружного центробежного насоса, заключающийся в спекании порошкового материала на основе железа и пропитке материала медью или ее сплавами (см., например, патент RU 2037382, C1, B 22 F 7/02, 19.06.1995).
Данное изобретение является прототипом для заявленного технического решения.
Основным недостатком известного изобретения является недостаточная механическая прочность, а также высокая технологическая сложность изготовления методом порошковой металлургии полостей с изгибом профиля более чем в одной плоскости. Кроме того, недостатком металлических порошковых материалов является то, что изделия из них должны быть простой симметричной формы, малых массы и размеров, а конструктивные формы детали не должны иметь внутренних полостей и выемок.
Предложенное техническое решение направлено на устранение вышеперечисленных недостатков.
Достигается это тем, что в способе изготовления детали центробежного насоса, заключающемся в спекании порошкового материала и пропитке пор материала, деталь центробежного насоса изготовляют из отдельных сопрягаемых частей, одну из которых, выполненную в виде направляющей втулки с лопастями, изготавливают литьем, а другую, выполненную в виде корпуса, изготовляют спеканием порошкового материала, причем изготовленные части соединяют между собой по сопрягаемой поверхности диффузионной сваркой, при этом диффузионную сварку и пропитку пор спеченного материала производят одновременно в печи.
Все вышеперечисленные признаки направлены на решение поставленных задач. Кроме того, данное решение позволяет изготовлять лопасти любой конфигурации с высокой точностью и заданной прочностью.
Сущность изобретения поясняется чертежом, где изображена деталь ступени центробежного насоса со следующими обозначениями.
Деталь ступени центробежного насоса изготовляют из отдельных сопрягаемых частей, одна из которых представляет направляющую втулку 1 с лопастями, выполненную литьем, а другая часть выполнена в виде корпуса 2, который изготовляют спеканием порошкового материала. Втулка 1 и корпус 2 объединены между собой по образующей линии 3 сопрягаемых поверхностей диффузионной сваркой.
Пример осуществления способа изготовления детали ступени центробежного погружного насоса производится следующим образом.
Изготовленные втулку 1 с лопастями и корпус 2 спрессовывают по посадочным размерам по образующей линии 3. Сформированную таким образом деталь ступени погружного центробежного насоса погружают в установленную внутри печи ванну с расплавом меди или ее сплавов и выдерживают ее в течение трех часов, поддерживая температуру внутри печи не ниже температуры плавления меди или ее сплавов. Под действием температуры медь или ее сплавы пропитывают поры корпуса 2, изготовленного спеканием порошкового материала на основе железа, и объединяют его диффузионной сваркой с направляющей втулкой 1 по образующей линии 3 сопрягаемых поверхностей. Омоноличенную таким образом деталь ступени погружного центробежного насоса извлекают из печи, охлаждают и подвергают окончательной механической обработке.
Предложенное техническое решение позволяет значительно упростить изготовление деталей центробежных насосов с лопастями сложной конфигурации без ухудшения механических свойств всей детали в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2220327C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВЫХ СПЛАВОВ ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230825C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА, МАТЕРИАЛ НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245761C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ВЫСОКОСКОРОСТНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2013 |
|
RU2560105C2 |
Изобретение относится к порошковой металлургии и может использоваться для изготовления сложных конструкционных деталей центробежных насосов. Способ изготовления детали центробежного насоса включает изготовление отдельных сопрягаемых частей - направляющая втулка с лопастями и корпус. Втулку изготавливают литьем, а корпус - спеканием порошкового материала. Изготовленные части соединяют между собой по сопрягаемой поверхности диффузионной сваркой с одновременной пропиткой пор спеченного материала. Техническим результатом является упрощение изготовления деталей с лопастями сложной конфигурации без ухудшения механических свойств. 1 ил.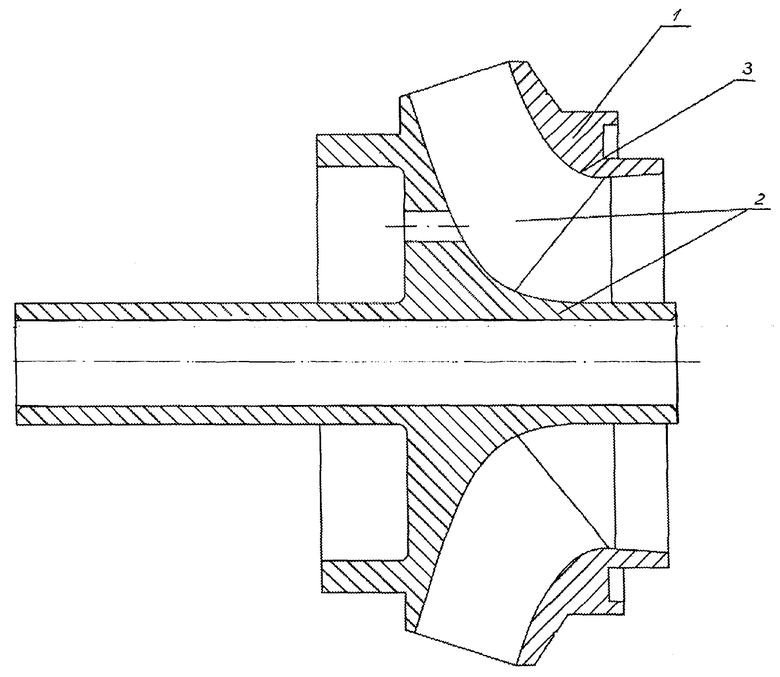
Способ изготовления детали центробежного насоса, включающий спекание порошкового материала и пропитку пор материала детали, отличающийся тем, что деталь центробежного насоса изготовливают из отдельных сопрягаемых частей, одну из которых, выполненную в виде направляющей втулки с лопастями, изготовляют литьем, а другую, выполненную в виде корпуса, изготовливают спеканием порошкового материала, причем изготовленные части соединяют между собой по сопрягаемой поверхности диффузионной сваркой, при этом диффузионную сварку и пропитку пор спеченного материала производят одновременно в печи.
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120352C1 |
| Способ изготовления комбинированных изделий из компактного материала и металлического порошка | 1988 |
|
SU1595631A1 |
| US 4412643 A, 01.11.1983 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

