Настоящее изобретение относится к системе управления снабжением электролизного завода, заводу по производству алюминия содержащему эту систему, транспорту для осуществления этой системы, а также к способу внедрения этой системы в ранее существующий электролизный завод.
Традиционно, электролизный завод, такой как завод по производству алюминия, содержит здание вмещающее электролизный цех, в котором выстроены в ряд сотни электролизных ванн, предназначенных для производства алюминия путем электролиза согласно способу Холла-Эру.
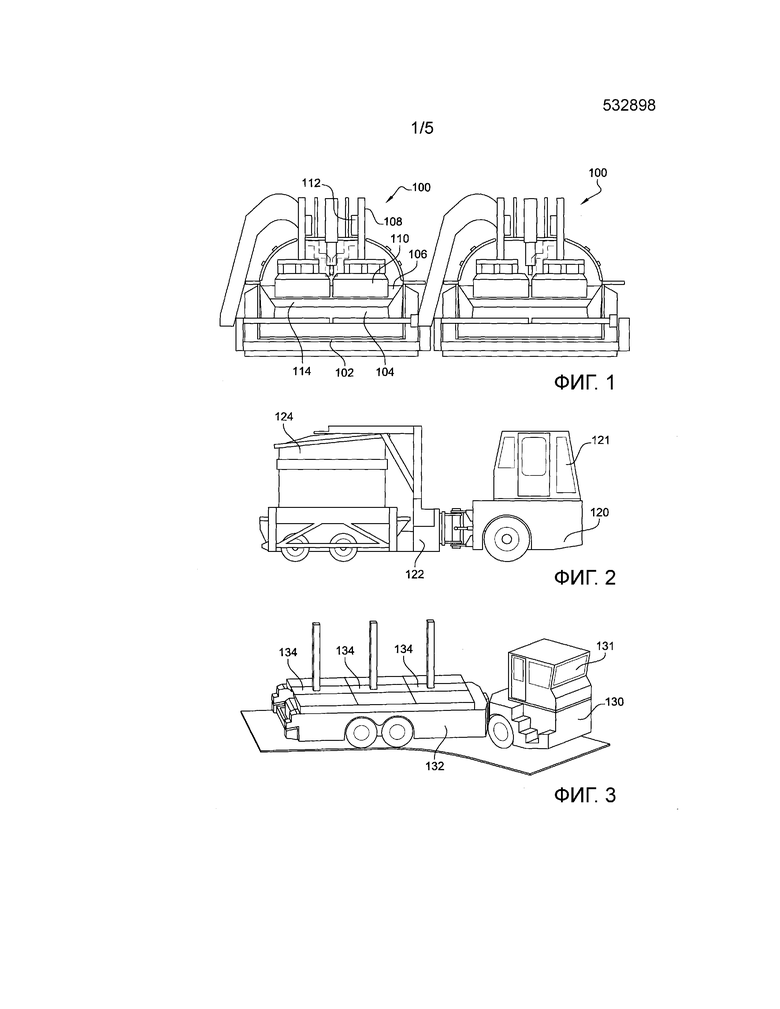
Для этого, электролизные ванны 100, такие как те, что представлены на фиг.1, обычно включают в себя стальной корпус 102, внутри которого помещено покрытие из огнеупорных материалов, катод 104, выполненный из углеродного материала, пересеченный катодными проводниками, предназначенными для сбора тока электролиза на катоде 104, для его проведения до катодных выходов через дно или боковые стороны корпуса 102, проводники транспортировки проходящие по существу в горизонтальном направлении до следующей ванны через катодные выходы, электролитический резервуар 106, в котором растворяется оксид алюминия, по меньшей мере, один узел анода, содержащий по меньшей мере один анод 110 погруженный в электролитический резервуар и анодный стержень 108, запаянный в аноде 110, анодная рамка 112, на который повешена анодная сборка через анодный стержень, и проводники нарастания тока электролиза, простирающиеся снизу вверх и соединенные с проводниками транспортировки предыдущей электролизной ванны 100 для направления тока электролиза через катодные выходы до анодной рамки и до анодной сборки и анода следующей ванны. В более частном случае, аноды являются термообработанными анодами с термообработанными углеродными блоками, то есть прокаленными перед введением в электролизную ванну.
Во время реакции электролиза образуется слой жидкого алюминия на дне электролизной ванны. Жидкий алюминий, полученный таким образом, регулярно собирается в приемниках расплава, также называемых карманами расплава. Собранный таким образом жидкий алюминий затем транспортируется до литейного участка, для переработки там.
Пустые приемники расплава транспортируются из литейного к электролизному цеху. Алюминий из нескольких электролизных ванн обычно собирают в один и тот же приемник расплава. Когда он заполнен, он транспортируется из электролитического цеха в литейный.
Транспортировка пустых или полных приемников расплава традиционно обеспечивается первым типом транспортирующего транспортного средства. Этот первый тип транспортного средства, обычно включает в себя, как это видно на фиг. 2, переднеприводный двигатель 120 с кабиной 121 управления, к которой прицеплен шарнирный прицеп 122, способный перевозить приемник 124 расплава полный жидкого алюминия, собранного в нескольких электролизных ваннах.
Кроме того, всегда в ходе реакции электролиза, аноды постепенно расходуются. Поэтому необходимо обеспечить вывоз использованных анодных сборок и регулярное снабжение электролитических ванн новыми анодными сборками, предназначенным для замены использованных анодных сборок.
Новые анодные сборки, как правило, помещаются на хранение в область хранения. Использованные анодные сборки хранятся в зоне переработки, где они могут быть восстановлены.
Транспортировка анодных сборок обеспечивается вторым типом транспортных средств, видимом на фиг.3, обычно содержащее переднеприводный двигатель 130 с кабиной управления 131, и шарнирный прицеп 132 присоединенный к переднеприводному двигателю. Для того, чтобы свести к минимуму количество поездок, а также снизить расходы транспортировки анодных сборок, прицеп имеет такой размер, чтобы нести несколько анодных сборок 134. Согласно примеру, показанному на фиг.3, прицеп, таким образом, несет три анодных сборки единовременно.
Приемники расплава и множество анодных сборок, предназначенных для транспортировки в ходе одной поездки, представляют собой тяжелые грузы, которые могут весить вплоть до десяти тонн.
Таким образом, нынешние транспортные средства спроектированы и рассчитаны, чтобы выдерживать и транспортировать эти тяжелые грузы.
Таким образом, актуальные средства транспортировки приемников расплава и анодных сборок имеют, без и с нагрузкой, значительную массу, значительные габариты, и относительно слабую маневренность.
Инфраструктуры, внутри зданий и снаружи зданий, предназначены для поддержки этих транспортных средств, и имеют такие размеры, чтобы позволить их маневрирование.
Это приводит к широким полосам движения, шириной, обычно, более восьми метров, чтобы позволить расхождение двух транспортных средств или поворот одного транспортного средства. Повороты имеют большой радиус кривизны.
Кроме того, здания, внутри которых должны передвигаться транспортные средства, следовательно, имеют большие размеры. Это оказывает влияние на оборудование, расположенное внутри зданий. Например, мостовые краны, простирающиеся на ширину зданий, имеют повышенный запас прочности, принимая во внимание их увеличенный вылет.
Внутри электролизного зала, полоса движения, или эксплуатационная дорога, должна поддерживаться при «плавающем потенциале», с учетом наличия электролизных ванн, расположенных поблизости и по которым проходит электролизный ток, который может достигать нескольких сотен тысяч ампер. Эта полоса движения обычно подвешена и электрически изолирована от остальной части здания. Учитывая массу транспортных средств и их груза, это требует сложной инженерной конструкции.
Следует отметить то, что существующие решения перевозки грузов на электролизных заводах требуют значительных затрат на инфраструктуру и строительную инженерию, и также требуют значительного пространства, из которого не может быть получена выгода, например, для увеличения производственных мощностей электролизного завода.
Кроме того, следует понимать, что транспортные средства специализированы для перевозки одного типа груза или приемников расплава, или анодных сборок. Третий тип транспортных средств, такой как вилочный погрузчик с консолью и противовесом, может быть предусмотрен для транспортировки оборудования в электролизном зале. Это множество отдельных транспортных средств влечет за собой высокие затраты на техническое обслуживание. Это также может повлиять на производительность, потому что не представляется возможным задействовать для перевоза груза транспортное средство, временно неиспользуемое, специализированное для перевозки отличного типа груза.
Кроме того, уточним, что существующие транспортные средства, оснащены двигателем внутреннего сгорания, приспособленного к буксировке тяжелых грузов. В дополнение к неблагоприятным последствиям с точки зрения выброса углекислого газа и других загрязняющих газов внутри пересекаемых зданий, это требует предусматривать дорогостоящие и ограничивающие поставки ископаемых источников энергии. Кроме того, затраты на техническое обслуживание высоки ввиду необходимости присутствия трансмиссии.
С точки зрения производительности, следует отметить, что уровень обслуживания существующих транспортных средств, управляемых операторами, полностью зависит от наличия этих операторов.
Кроме того, существующие транспортные средства включают в себя средства зажима для ограничения их максимальной скорости передвижения. Это преимущественно способствует повышению безопасности. Тем не менее, этим затрагивается производительность поскольку время поездки увеличивается на части представляющие низкие риски аварийности и вреда, в которых транспортные средства могут таким образом ехать на более высокой скорости, чем максимальная скорость, полученная путем зажима.
И, наконец, по-прежнему с точки зрения производительности, следует отметить, что перевозка нескольких анодных сборок по одному и тому же пути иногда приводит к перемещению новых анодных сборок, не требующихся в данный момент для эксплуатационных нужд электролизеров. Эти новые анодные сборки располагаются вблизи электролизеров с целью их последующего использования. Этот склад может вызвать временное неудобство между моментом, когда новая анодная сборка размещается, и когда она на самом деле используется для замены изношенной анодной сборки.
Также, настоящее изобретение направлено на преодоление всех или части этих недостатков путем предложения системы управления снабжением электролизного завода, завод по производству алюминия, включающего эту систему, транспортного средства для реализации этой системы, и способ внедрения этой системы в существующем электролизном заводе.
С этой целью, настоящее изобретение имеет объектом систему управления снабжением электролизного завода, содержащую новые анодные сборки и использованные анодные сборки, отличающуюся тем, что система управления содержит:
зону хранения, предназначенную для хранения новых анодных сборок,
зону переработки, предназначенную для переработки использованных анодных сборок,
зону производства, содержащую множество электролизных ванн, предназначенных для производства жидкого металла путем электролиза, и
парк транспортных средств, предназначенный для транспортировки новых анодных сборок из зоны хранения в зону производства и использованных анодных сборок из зоны производства в зону переработки, в котором транспортные средства выполнены с возможностью транспортировки только одной анодной сборки за раз.
Таким образом, система управления в соответствии с настоящим изобретением основана на индивидуализации логистических потоков, в противоположность актуальной тенденции, направленной на увеличение числа грузов, перемещаемых при каждой поездке для ограничения количества поездок и, следовательно, логистических затрат. Технический результат, обеспечиваемый изобретением, заключается в повышении безопасности производства алюминия на электролизном заводе за счет уменьшения размеров транспорта, способствующего снижению загрязнений и улучшению видимости, при обеспечении потребностей производственной зоны в новых анодных сборках, удалении использованных анодных сборок после изъятия из электролизной ванны.
Индивидуализация логистических потоков позволяет преимущественно сократить размер транспортных средств, поскольку общий груз для транспортировки за каждую поездку менее тяжел.
Это сокращение размеров транспортных средств позволяет уменьшить размер путей перемещения, уменьшить стоимость инфраструктуры и изоляции путей с плавающим потенциалом, и также уменьшить внешнее расстояние между зданиями.
Сокращение размеров транспортных средств также позволяет увеличить видимость. В итоге, персонал присутствующий на заводе может смотреть за пределы транспортных средств. Это обеспечивает более высокий уровень безопасности.
Индивидуализация логистических потоков также позволяет точно удовлетворить потребности зоны производства в новых анодных сборках или в удалении использованных анодных сборок после изъятия из электролизной ванны. Другими словами, индивидуализация логистических потоков предотвращает складирование в зоне производства новых анодных сборок, не требуемых в данный момент в зоне производства, или использованных анодных сборок в ожидании вывоза, и что могут тем самым вызвать временные неудобства или газовые загрязнения.
Таким образом, система управления согласно изобретению обеспечивает возможность существенной экономии в плане территории и инфраструктуры.
Обработка использованных анодных сборок может заключаться в их переработке или в их хранении с целью их вывоза.
Согласно варианту осуществления, транспортные средства содержат один или несколько электрических двигателей и набор суперконденсаторов, предназначенных для питания одного или нескольких электрических двигателей, и систему управления содержащую по крайней мере зону зарядки, оборудованную средствами зарядки, предназначенными для зарядки набора суперконденсаторов, когда транспортные средства находятся в зоне зарядки.
Использование электрических двигателей также позволяет экономию на обслуживании, поскольку транспортные средства могут быть избавлены от трансмиссии между двигателем и колесами. Или системы трансмиссии, в частности требуемые на транспортных средствах с двигателями внутреннего сгорания, требуют частое обслуживание.
Использование одного или более суперконденсаторов позволяет дополнительно снизить вес транспортного средства, по сравнению, например, с использованием значительно более тяжелых эквивалентных батарей. Такое снижение веса способствует экономии за счет более низкой конструкции инфраструктур и в результате экономии пространства, а также снижение потребления энергии транспортным средством.
Использование одного или более суперконденсаторов также позволяет увеличить срок службы транспортных средств, так как суперконденсаторы имеют срок службы значительно больший, примерно в тысячу раз больше, чем у батарей.
Суперконденсаторы из набора суперконденсаторов могут быть преимущественно равномерно распределены по транспортному средству. Другими словами, суперконденсаторы могут находится во всех частях транспортного средства. Суперконденсаторы не расположены в определенной части транспортного средства. Это позволяет сбалансировать массу транспортного средства. В частности, суперконденсаторы из набора суперконденсаторов могут быть расположены в центральной части и обеих боковых частях транспортного средства.
Преимущественным образом, средства зарядки соответствуют дистанционным средствам зарядки.
Преимущественно, указанная по крайней мере одна зона зарядки расположена на пути следования транспортных средств, когда они перевозят анодную сборку из зоны хранения в зону производства и/или маршруте следования транспортных средств, когда они перевозят анодную сборку из зоны производства в зону переработки.
Кроме того, зона зарядки может быть оснащена системой зарядки, которая не требует физического контакта с транспортным средством для его зарядки. Последнее просто располагается несколько десятков секунд над системой зарядки.
Таким образом, суперконденсаторы питаются во время работы транспортных средств. Это позволяет избежать иммобилизации транспортных средств вне рабочего потока транспортных средств. Это приводит к выигрышу времени, повышая производительность.
Согласно одному из вариантов осуществления, система управления также включает в себя литейную зону для затвердевания жидкого металла, и парк транспортных средств, предназначенный для транспортировки пустых приемников расплава из литейной зоны в зону производства и приемников расплава, содержащих жидкий металл из зоны производства в литейную зону, в которой приемники расплава имеют такой размер, чтобы иметь возможность содержать жидкий метал текущий только из одной электролизной ванны, среди электролизных ванн зоны производства, когда цикл литья имеет продолжительность d1 около тридцати часов, и в которой транспортные средства имеют такой размер, чтобы иметь возможность перевозить только один приемник расплава за раз.
За циклом литья подразумевается цикл, заключающийся в опорожнении электролизной ванны от части жидкого металла, который он содержит. Продолжительность цикла литья соответствует периоду времени между двумя последовательными сборами жидкого металла, содержащегося в одной электролитической ванне.
В альтернативном варианте, система управления также включает в себя литейную зону, предназначенную для затвердевания жидкого металла, и парк транспортных средств для транспортировки пустых приемников расплава из литейной зоны в зону производства и приемников расплава, содержащих жидкий металл из зоны производства в литейную зону, в которой приемники расплава имеют такие размеры, чтобы содержать жидкий металл текущий от нескольких электролизных ванн из электролизных ванн зоны производства, когда цикл расплава имеет длительность d2 значительно меньшую длительности d1 порядка тридцати часов, и где транспортные средства имеют такие размеры, чтобы иметь возможность перевозить только один приемник расплава за раз
Таким образом, в отличие от предшествующего уровня техники, приемник расплава может содержать только некоторое количество металла, соответствующего расплаву одной электролизной ванны, когда цикл расплава стандартную длительность тридцать часов, или соответствующего расплаву нескольких электролизных ванн, например, трех электролизных ванн, когда, когда цикл расплава имеет короткую продолжительность, например, порядка десяти часов.
Размеры и вес приемника расплава, пустого или полного, ниже, так что габариты и вес транспортных средств для транспортировки меньше, чем у транспортных средств, известных из предшествующего уровня техники. Это приводит к значительной экономии с точки зрения внутренней и внешней инфраструктуры, лучшей видимости для пешего персонала, большей гибкости.
Согласно одному из вариантов осуществления, транспортные средства, предназначенные для перевозки одной анодной сборки за раз, и транспортные средства, предназначенные для перевозки одного приемника расплава за раз, по существу идентичны, так что парк транспортных средств транспортировки объединяется в единый парк транспортных средств.
Таким образом, это позволяет использовать один вид транспортного средства, стандартный, для транспортировки анодных сборок и приемников расплава. Это позволяет извлечь выгоду из экономии за счет масштаба ввиду увеличения выпускаемой серии.
Это также приводит к большей гибкости: транспортные средства являются взаимозаменяемыми. Транспортное средство, используемое для транспортировки анодной сборки может быть направлено для транспортировки приемника расплава, и наоборот, для удовлетворения срочной необходимости.
Стандартизация транспортных средств также снижает затраты на техническое обслуживание, так как части транспортных средств являются одинаковыми.
В качестве примера, для электролизного завода, алюминиевого, содержащего 430 электролизных ванн через которые течет ток около 600 кАмпер, система управления может включать в себя около семи транспортных средств, предназначенных для перевозки единичных анодных сборок и девять носителей, предназначенных для перевозки единичных приемников расплава.
Согласно варианту осуществления, транспортные средства автоматизированы, и система управления содержит блок наблюдения предназначенный для надзора за перемещением каждого транспортного средства, с целью доставки новых анодных сборок из зоны хранения в зону производства и использованных анодных сборок из зоны производства в зону обработки, а также при необходимости для транспортировки пустых приемников расплава из литейной зоны в зону производства и приемников расплава содержащих жидкий металл из зоны производства в литейную зону.
Автоматизированные транспортные средства могут работать во время перерывов или пересмены операторов водителей, тем самым увеличивая производительность.
Кроме того, автоматизация транспортных средств обеспечивает большую прослеживаемость перевозимых грузов.
Предпочтительно, транспортные средства включают в себя автоматические средства управления, с целью обеспечения автономного перемещения транспортных средств по электролизному заводу.
Эта особенность является предпочтительной, так как она не требует модификации инфраструктуры для направления транспортных средств (например, путем добавления отражающей ленты на землю).
Кроме того, эта функция позволяет транспортным средствам эффективно ориентироваться независимо от погодных условий, условий освещенности (день или ночь), без учета случая, когда пыль может покрыть землю, как в помещении, так и снаружи.
В соответствии с одним из вариантов осуществления, система управления содержит, по меньшей мере одну, первую зону движения и, по меньшей мере одну, вторую зону движения, в которых должны двигаться транспортные средства, а также средства ограничения скорости транспортных средств, связанные с средствами автоматического управления для автоматического ограничения скорости транспортных средств, движущихся в указанной, по крайней мере одной, первой зоне, до первой предопределенной скорости V1, и скорости транспортных средств, движущихся в указанной, по меньшей мере одной, второй зоне движения, до второй предопределенной скорости V2, превосходящей первую скорость V1.
Это позволяет удовлетворить требованиям безопасности, принуждая транспортные средства к ограниченной скорости, приспособленной к рискам, имеющимся в зоне, в которой они движутся.
Это также гарантирует, что транспортные средства движутся на максимально возможной скорости в зависимости от внешних рисков и ограничений для повышения производительности.
Предпочтительно, первая зона движения включает в себя одну или несколько зон из зоны хранения, зоны переработки, зоны производства и, в случае необходимости, литейную зону, а вторая зона движения расположена за пределами зоны хранения, зоны переработки, зоны производства и, в случае необходимости, литейной зоны.
Таким образом, транспортные средства движутся на низкой скорости внутри зданий и в зонах риска, концентрирующих, например, персонал и материал, и движутся на более высокой скорости вне зданий и зон риска.
В соответствии с другим аспектом настоящего изобретения, последнее относится к заводу по производству алюминия, содержащему множество прямоугольных электролитических ванн для производства алюминия, и системе, имеющей вышеуказанные характеристики, завод по производству алюминия, дополнительно содержит одно или несколько зданий, одно или одно из зданий содержащих указанное множество электролизных ванн, и по крайней мере один рабочий проход, расположенный внутри указанного здания, содержащего указанное множество электролизных ванн, рабочий проход предназначен для движения транспортных средств для снабжения упомянутого множества электролизных ванн новой анодной сборкой или удаления использованной анодной сборки указанного множества электролизных ванн, и в котором указанный по крайней мере один рабочий проход имеет ширину меньшую или равную трети, предпочтительно меньше или равна четверти, длины указанных электролизных ванн.
Завод по производству алюминия может включать в себя несколько рабочих проходов, каждый из которых расположен в упомянутом здании, содержащем указанное множество электролитических ванн, и каждый предназначен для движения транспортных средств для снабжения, указанного множества электролитических ванн, новой анодной сборкой или вывоза использованной анодной сборки, из упомянутого множества электролитических ванн, и каждый рабочий проход может иметь ширину меньшую или равную одной трети, предпочтительно меньшую или равную четверти длины указанных электролитических ванн.
Такое значительное уменьшение ширины рабочего прохода или рабочих проходов позволяет экономию инфраструктуры. Здания меньше, и, следовательно, менее дорогие. Соответствующая экономия реализуются за счет уменьшения размеров зданий. Действительно, служебные здания, связанные с грузоподъемностью электролизных машин обслуживания, имеют меньшие размеры и, следовательно, менее дорогие, и электролизные машины обслуживания весят меньше из-за меньшей грузоподъемности, и таким образом дешевле.
Согласно одному варианту осуществления, завод по производству алюминия включает в себя по меньшей мере одну полосу движения, для движения транспортных средств вне здания или зданий завода по производству алюминия, указанная по меньшей мере одна полоса движения имеет ширину меньше 6,5 м, и предпочтительно равна или меньше 6 м.
Завод по производству алюминия может содержать несколько полос движения, предназначенных для движения транспортных средств вне одного или нескольких зданий завода по производству алюминия, каждая полоса движения имеет ширину меньше 6,5 м, и предпочтительно равна или меньше 6 м.
Уменьшение ширины рабочего прохода или рабочих проходов и полос движения также дает возможность существенной экономии пространства. Например, уменьшение ширины одной или нескольких рабочих дорожек на 30% (и в результате этого уменьшение размера зданий) и полос движения, дает возможность снизить примерно на 20% площадь алюминиевого завода. Это делается без сокращения числа электролизных ванн, так что количество произведенного алюминия на квадратный метр значительно увеличилась.
В соответствии с другим аспектом настоящего изобретения, настоящее изобретение относится к транспортному средству, предназначенному для реализации системы, обладающей указанными выше характеристиками, транспортное средство, включающее средства автоматического управления для обеспечения возможности его перемещения автономным образом, указанное транспортное средство имеет такие размеры, чтобы перевозить только одну анодную сборку за раз.
Таким образом, транспортное средство имеет относительно небольшие размеры по сравнению с размерами транспортных средств, известных из предшествующего уровня техники.
Это уменьшение размеров способствует снижению веса транспортного средства. Это снижение массы, как было объяснено выше, обеспечивает существенную экономию инфраструктуры.
Кроме того, уменьшение размеров обеспечивает улучшенную видимость за пределами транспортного средства, способствуя большей безопасности для персонала, находящегося поблизости.
Автоматизация транспортного средства средствами автоматического управления позволяет отказаться от использования кабины для размещения оператора водителя. Это приводит к снижению веса и приросту видимости, а также снижению стоимости транспортного средства в связи с отсутствием оборудования для комфорта и безопасности, необходимого для кабины.
Автоматизация транспортного средства также дает возможность обеспечить транспортировку тяжелых грузов круглосуточно без перерыва, в том числе без перерывов из-за периодов перерывов или пересмены операторов/водителей, управляющих транспортными средствами уровня техники.
Согласно одному варианту осуществления, транспортное средство включает в себя средство подъема, приспособленное для подъема одной анодной сборки и множество колес, поддерживающих транспортное средство, и расположенные так, что образуется многоугольник, внутри которого расположены средства подъема.
Таким образом, транспортируемая нагрузка будет централизована, так как находится между колесами, поддерживающими транспортное средство. Другими словами, транспортное средство избавлено от вылета консольной конструкции и, следовательно, избавлено от каких-либо противовесов способных значительно увеличить его массу. Централизация нагрузки таким образом позволяет значительно уменьшить массу транспортного средства.
Согласно одному варианту осуществления, транспортное средство включает в себя одну анодную сборку, поддерживаемую средствами подъема, и поверхность многоугольника, образованного расположением колес, по существу лежит в диапазоне между 0,5 и 1,5 площади поверхности, спроецированной в плоскости, анодной сборки.
Согласно одному варианту осуществления, транспортное средство включает в себя одну анодную сборку, поддерживаемую средствами подъема, и средства подъема имеют общую опорную поверхность, на которой должна находится одна анодная сборка, общая опорная поверхность составляет 1 и 1,5 поверхности, спроецированной в по существу горизонтальную плоскость анодной сборки.
Одна анодная сборки, таким образом, может поддерживаться средствами подъема и транспортным средством.
Согласно варианту осуществления, транспортное средство включает в себя одну анодную. сборку, поддерживаемую средствами подъема, и поверхность, спроецированная в по существу горизонтальную плоскость транспортного средства, равна или меньше утроенной, а предпочтительно равна или меньше удвоенной поверхности, спроецированной в по существу горизонтальную плоскость одной анодной сборки.
Согласно варианту осуществления, транспортное средство включает в себя шасси U образной формы, имеющее центральную часть и две параллельные боковые части, между которыми располагаются средства подъема, и колеса располагаются под боковыми частями и под центральной частью.
Согласно варианту осуществления, транспортное средство включает один или несколько электрических двигателей и набор суперконденсаторов, предназначенных для питания одного или нескольких электрических двигателей.
Суперконденсаторы из набора суперконденсаторов могут быть преимущественно распределены по транспортному средству. Другими словами, суперконденсаторы могут располагаться в любой части транспортного средства. Суперконденсаторы не локализованы в какой-то определенной части транспортного средства, это позволяет сбалансировать массу транспортного средства. В частности, суперконденсаторы из набора суперконденсаторов могут располагаться в центральной части и в двух боковых частях транспортного средства.
Согласно варианту осуществления, транспортное средство содержит средства экранирования, предназначенные для защиты встроенное электроники от воздействия магнитных полей.
Согласно варианту осуществления, транспортное средство содержит шасси и как минимум одно из колес транспортного средства подвижно относительно шасси в вертикальной оси вращения.
Таким образом, транспортное средство имеет малый радиус поворота. Это увеличивает его маневренность, в частности, для выполнения разворотов практически на месте.
Согласно варианту осуществления, транспортное средство перемещения содержит средства крепления, предназначенные для поддерживания на транспортном средстве перевозимого поддона, такого размера, чтобы держать один приемник расплава.
Таким образом, транспортное средство может или поднять одну анодную сборку, или буксировать один приемник расплава. Другими словами, транспортное средство является взаимозаменяемым, и, следовательно, обеспечивает большую гибкость в использовании.
Согласно одному варианту осуществления, транспортное средство включает в себя средства радиоуправления, для управления движением транспортного средства, на основе сигналов, передаваемых с помощью пульта дистанционного управления для обеспечения возможности оператору брать дистанционный контроль над транспортным средством.
Таким образом, транспортное средство может быть дистанционно управляемым. Это позволяет пользователю удаленно получить контроль над транспортным средством, например, чтобы выполнить сложный объезд препятствия. Пользователь может полагаться, для дистанционного управления транспортным средством, на изображения, полученные от одной или нескольких камер, расположенных на транспортном средстве, и, в случае необходимости, в электролизном заводе.
Согласно варианту осуществления, транспортное средство имеет массу равную или меньше пяти тонн.
Согласно преимущественному варианту осуществления, транспортное средство несет одну анодную сборку, и масса транспортного средства меньше или равна массе указанной анодной сборки.
Согласно варианту осуществления, транспортное средство имеет максимальную высоту равную или меньшую 1200 мм.
Согласно варианту осуществления, транспортное средство имеет максимальную ширину равную или меньшую 2500 мм.
Согласно варианту осуществления, транспортное средство имеет максимальную длину равную или меньшую 3800 мм.
Такая масса и такие размеры не являются очевидными, поскольку тенденция перевозить одновременно анодные сборки одним и тем же транспортным средством или перевозить приемник расплава, содержащий жидкий металл, собранный от нескольких электролизных ванн одним транспортным средством, обязательно приводит к рассмотрению транспортных средств с большой массой и размерами, подходящими для перевозки таких грузов (в общей сумме более тридцати тонн, транспортное средство плюс груз).
В соответствии с другим аспектом, настоящее изобретение относится к способу введения системы, имеющей вышеуказанные характеристики в электролизный завод, включающей в себя первый парк транспортных средств, рассчитанных на одновременную транспортировку множества анодных сборок, способ содержит этап замещения указанного первого парка транспортных средств вторым парком транспортных средств, причем указанный второй парк транспортных средств, содержит по меньшей мере, одно транспортное средство рассчитанное на транспортировку одной анодной сборки за раз.
Это позволяет обеспечить повышенную гибкость, безопасность и производительность существующего электролизного завода, переведя его на поток единичных грузов. Это стало возможным за счет автоматизации транспортных средств, которые не требуют дорогостоящих изменений инфраструктуры.
Преимущественно, все транспортные средства второго парка являются транспортными средствами, что могут перевозить только одну анодную сборку за раз.
Согласно варианту осуществления, способ содержит этап отделения, по крайней мере одной, первой зоны движения и по крайней мере одной второй зоны движения в которых должны двигаться транспортные средства указанного второго парка транспортных средств, этап определения первой предопределенной скорости V1 соответствующей максимальной скорости перемещения разрешенной транспортным средствам второго парка транспортных средств в указанной по меньшей мере одной первой зоне движения, этап определения второй предопределенной скорости V2 большей чем первая скорость V1 и соответствующей максимальной разрешенной скорости перемещения транспортных средств второго парка в указанной по меньшей мере одной второй зоне передвижения, и этап реализации средств ограничения скорости транспортных средств, предназначенных для ограничения на первой предопределенной скорости V1, скорости транспортных средств движущихся в указанной по меньшей мере одной первой зоне движения и на второй предопределенной скорости V2, большей первой скорости V1, скорости движения транспортных средств движущихся в указанной по меньшей мере одной второй зоне передвижения.
Это позволяет улучшить продуктивности, позволяя перемещение на максимальной скорости на участках движения с малым риском столкновения (прямые отрезки вне зданий), учитывая увеличение безопасности, обеспечиваемое автоматизацией транспортного средства (нет усталости или невнимательности водителя).
Согласно варианту осуществления, способ содержит этап разделения по меньшей мере одного пути движения электролизного завода на по меньшей мере два отдельных пути.
Таким образом, ранее существующий путь, ранее предназначенный исключительно для движения транспортных средств первого парка способных перевозить несколько анодных сборок одновременно, может быть разделен на путь, предназначенный для пешеходов, и другой путь, предназначенный для транспортных средств второго парка, с тем, чтобы определить, для одной полосы движения, пешеходный поток и поток транспортных средств. Это становится возможным благодаря уменьшению размеров транспортных средств второго парка, уменьшению ставшему возможным из-за индивидуализации перевозимого груза.
Другие особенности и преимущества станут ясны из приведенного ниже описания одного из вариантов осуществления изобретения, приведенного в качестве не ограничивающего примера, со ссылками на прилагаемые чертежи, на которых:
На фиг. 1 показан электролизер уровня техники,
На фиг. 2 показано транспортное средство перевозки приемника расплава в соответствии с предшествующим уровнем техники,
На фиг. 3 показано транспортное средство перевозки анодных сборок в соответствии с предшествующим уровнем техники,
Фиг. 4 представляет собой схематическое изображение системы управления в соответствии с вариантом осуществления настоящего изобретения,
Фиг. 5 и 6 представляют собой виды в перспективе транспортного средства в соответствии с одним вариантом осуществления настоящего изобретения, несущие соответственно, анодную сборку и приемник расплава,
фиг. 7 и 8 представляют собой виды сверху транспортного средства в соответствии с одним вариантом осуществления настоящего изобретения, соответственно, с и без анодной сборки,
Фиг.9 показывает вид сзади транспортного средства в соответствии с одним из вариантов осуществления изобретения, несущего анодную сборку,
фиг.10 представляет собой вид, показывающий перевозимый поддон транспортного средства в соответствии с вариантом осуществления настоящего изобретения,
Фиг. 11 представляет сравнительный вид сбоку между транспортным средством перевозки анодных сборок в соответствии с предшествующим уровнем техники и транспортным средством согласно одному из вариантов осуществления изобретения,
На фиг.12 представлен сравнительный вид спереди между транспортным средством перевозки приемника расплава известного уровня техники и транспортным средством согласно одному из вариантов осуществления изобретения,
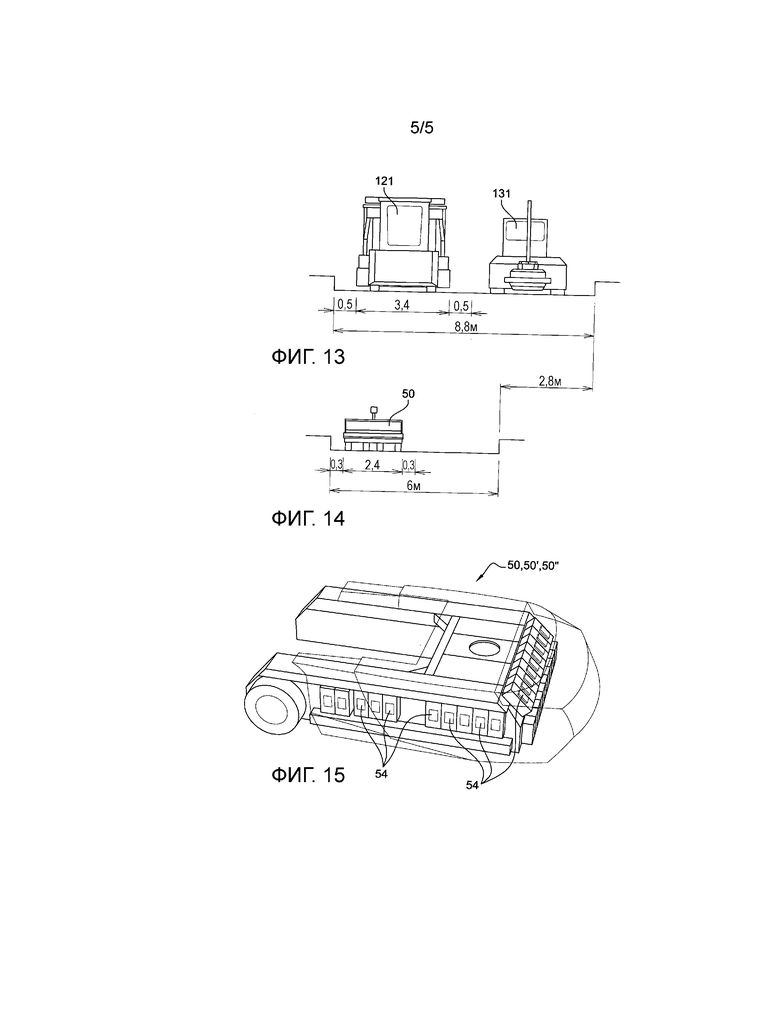
Фиг. 13 показывает полосу движения электролизного завода, в соответствии с известным уровнем техники,
Фиг. 14 показывает полосу движения алюминиевого завода в соответствии с одним из вариантов осуществления настоящего изобретения,
Фиг. 15 прозрачно показывает транспортное средство в соответствии с одним из вариантов осуществления настоящего изобретения.
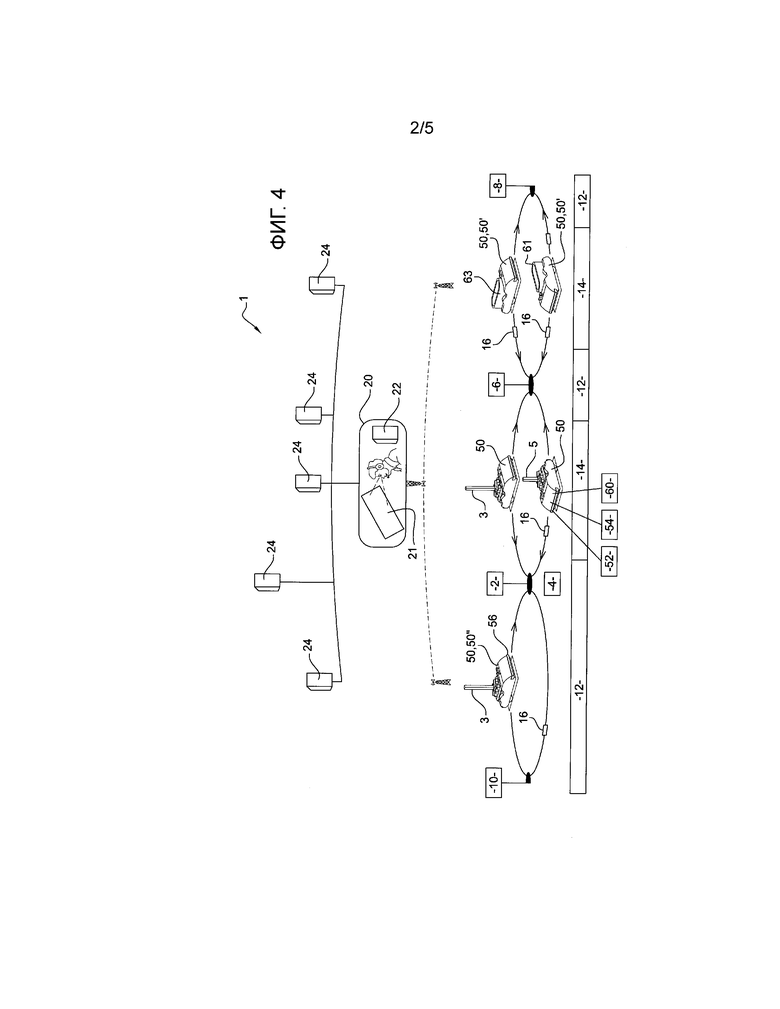
Фиг. 4 показывает систему 1 управления снабжением электролизного завода, содержащую новые анодные сборки 3 и использованные анодные сборки 5, согласно варианту осуществления.
Система 1 управления содержит зону 2 хранения, предназначенную для хранения новых анодных сборок, зону 4 переработки, предназначенную для обработки использованных анодных сборок и зону 6 производства, содержащую множество прямоугольных электролизных ванн, предназначенных для производства жидкого металла путем электролиза.
Система 1 управления также содержит парк транспортных средств 50 , предназначенных для перевозки новых анодных сборок из зоны 2 хранения в зону 6 производства и использованных анодных сборок из зоны 6 производства в зону 4 переработки.
Важно отметить, что транспортные средства 50 спроектированы для перевозки одной анодной сборки за раз. Другими словами, транспортное средство 50 не способно нести больше одной анодной сборки. Транспортное средство 50 рассчитано для транспортировки одной анодной сборки за раз.
Таким образом, система 1 управления согласно изобретению основывается на индивидуализации логистических потоков, вопреки текущей тенденции, увеличения числа грузов, перемещаемых за каждую поездку, для ограничения количество поездок и, следовательно, логистических затрат. Таким образом, система 1 управления согласно изобретению дает возможность существенной экономии с точки зрения пространства и инфраструктуры.
Система 1 управления может также содержать литейную зону 8, предназначенную для затвердевания жидкого металла, и парк транспортных средств 50, предназначенных для перевозки пустых приемников 61 расплава из литейной зоны 8 в зону 6 производства и приемников 63 расплава, содержащих жидкий металл, из зоны 6 производства в литейную зону 8. Приемники расплава рассчитаны чтобы содержать жидкий металл, текущий только из одной электролизной ванны из электролизных ванн зоны 6 производства, когда цикл расплава имеет длительность d1 порядка тридцати часов, или для вмещения жидкого металла, текущего из нескольких электролизных ванн из электролизных ванн зоны 6 производства, когда цикл расплава имеет длительность d2, значительно меньшую длительности d1. Кроме того, следует отметить, что транспортное средство 50 рассчитано на перевозку не более одного приемника расплава за раз.
С целью уточнения, длительность d1 соответствует обычной продолжительности цикла расплава. Продолжительность d2 может быть по меньшей мере в два раза короче, чем продолжительность d1, конкретнее, по меньшей мере, в три раза короче. Таким образом, длительность d2 может быть порядка десяти часов.
Таким образом, в отличие от предшествующего уровня техники, приемник расплава, может содержать только некоторое количество металла, соответствующего расплаву одного электролизера, когда цикл расплава имеет классическую длительность в тридцать часов, или содержит расплав нескольких электролитических ванн, например, три электролизных ванн, когда цикл расплава имеет короткую продолжительность, например, около десяти часов, так что размеры и масса приемника расплава, пустого или полного, имеют меньшие размеры, а также размеры и масса транспортного средства 50' , предназначенного для транспортировки меньше, чем у транспортных средств, известных из уровня техники. Это приводит к значительной экономии с точки зрения внутренней и внешней инфраструктуры, лучшей видимости пешего персонала, большей гибкости.
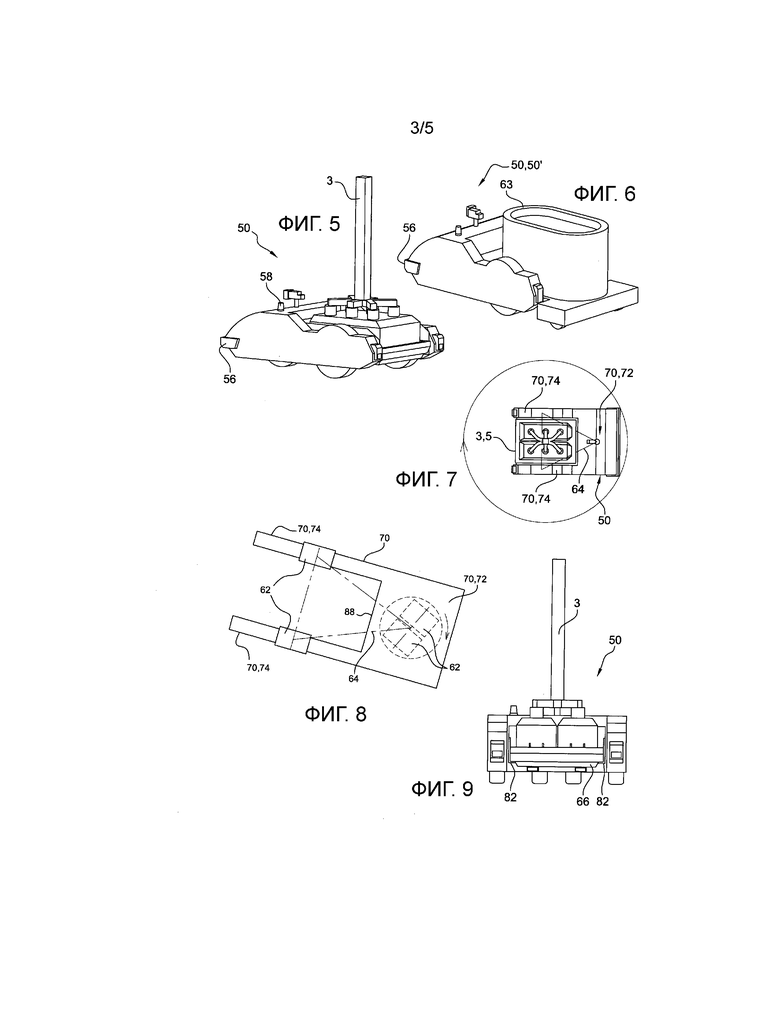
Как видно на фиг. 5 и 6, транспортные средства 50, предназначенные для транспортировки одной анодной сборки за раз, и транспортные средства 50', предназначенные для транспортировки одного приемника расплава за раз, являются по существу идентичными, так что парки транспортных средств объединены в один парк транспортных средств. Транспортные средства 50', следовательно, могут включать в себя все или часть характеристик транспортных средств 50, которые будут описаны более подробно ниже.
Система 1 управления может также включать в себя зону 10 изготовления, предназначенную для изготовления новых анодных сборок 3, и транспортные средства 50ʺ, предназначенные для транспортировки одной новой анодной сборки 3 из зоны 10 изготовления к зоне 2 хранения.
Эти транспортные средства могут преимущественно быть по существу аналогичными транспортным средствам 50, предназначенным для транспортировки новых анодных сборок 3 из зоны 2 хранения в зону 6 производства, и использованных анодных сборок 5 из зоны 6 производства в зону 4 переработки. Транспортные средства 50ʺ могут поэтому включать в себя все или часть характеристик транспортных средств 50, что будут описаны более подробно ниже.
Таким образом, система 1 управления может содержать один тип транспортных средств , предназначенных для транспортировки либо одной анодной сборки, либо одного приемника расплава малого объема, например, рассчитанного содержать максимум 6 тонн жидкого металла.
Система 1 управления таким образом может содержать первый поток соответствующий перевозке новых анодных сборок 3 из зоны 2 хранения в зону 6 производства, второй поток соответствующий перевозке использованных анодных сборок 5 из зоны 6 производства в зону 4 переработки, третий поток соответствующий перевозке приемников 63 расплава содержащих жидкий металл из зоны 6 производства в литейную зону 8, четвертый поток соответствующий перевозке пустых приемников 61 расплава из литейной зоны 8 в зону 6 производства, и пятый поток соответствующий перевозке новой анодной сборке 3 из зоны 10 изготовления в зону 2 хранения.
Транспортные средства 50, 50', 50ʺ предназначены для движения внутри 12 и/или вне 14.помещения.
Зона 2 хранения, зона 4 переработки и, в случае необходимости, зона 10 изготовления могут быть расположены внутри одного здания.
Транспортные средства 50 преимущественно содержат один или несколько электрических двигателей 52, видимых сквозь прозрачность на фиг. 15.
Система 1 управления содержит по крайней мере одну зону 16 зарядки оборудованную средствами зарядки, предназначенными для зарядки набора суперконденсаторов 54, когда одно из транспортных средств 50 располагается в зоне 16 зарядки.
Средства зарядки могут соответствовать индукционным средствам зарядки. Они также дополнительно могут прятаться под дорогой.
Одна или несколько зон 16 зарядки преимущественно расположены на маршруте следования транспортных средств 50, 50', 50ʺ, когда они перевозят анодную сборку или приемник расплава по первому потоку и/или второму потоку и/или третьему потоку и/или четвертому потоку и/или пятому потоку.
Транспортные средств 50, преимущественно автоматизированы, и система 1 управления включает в себя блок 20 контроля предназначенный для контроля за перемещением каждого транспортного средства 50 перемещения, с целью доставки анодных сборок и приемников расплава по первому, второму, и, возможно, третьему, четвертому и пятому потоку.
Транспортные средств 50 включают, например, автоматические средства управления, для обеспечения возможности транспортным средствам 50 двигаться автономно в электролизном заводе.
В частности, средства управления могут содержать систему 60 SLAM (от английского «Simultaneous Localisation And Mapping» («Метод одновременной локализации и построения карты»)). Таким образом, средства управления могут содержать лазеры дальномеры, камеры, и блок запоминания, способный запомнить оцифрованную карту электролизного завода и/или картографию маршрутов в виде базы данных.
Транспортные средств 50 могут размещать на борту средства коммуникации (не представленные), для получения порядка задач и перемещения блока 20 контроля и/или, отправки информации о выполнении задач, их доступности и/или их местоположении в реальном времени и/или отправки и/или приема обновлений картографии маршрутов и/или карты электролизного завода.
Средства коммуникации могут быть основаны на беспроводной технологии Wi-Fi или 3G.
Транспортные средства 50 перемещения могут содержать средства обнаружения препятствий (не представлены), предназначенные для предупреждения столкновений с препятствием (человеком или предметом). Средства обнаружения препятствий содержат, например, лазеры безопасности, емкостные детекторы, или камеры.
Транспортные средства 50 передвижения могут в частности содержать LED плату 56 (от английского «Light Emitting Diode» («Светодиод»)), например, полукругом на внешней периферии перед транспортным средством. Эта LED плата 50, отражает положение препятствия в зоне обнаружения покрываемой средствами обнаружения препятствия. Это позволяет активацию визуальной тревоги информирующей об обнаружении препятствия.
Транспортное средство 50 может размещать на борту систему пилотирования (не представлена), предназначенную для получения информации от средств управления и задействования органов маневрирования транспортного средства 50, с целью ее перемещения или поднятия груза. Система пилотирования опирается на информацию от средств управления для генерации траектории следования, принимая в расчет кинематику транспортного средства 50, а также тип груза и массу перевозимого груза. Так, например, система пилотирования может достичь эффекта против раскачивания учитывая феномен осцилляции во время транспортировки жидкого металла.
Транспортные средства 50 могут содержать средства сигнализации, таких как проблесковые маячки, звуковой и/или световой сигнал 58, для того, чтобы сигнализировать о своем приближении и траектории присутствующим вокруг лицам. Это способствует повышению безопасности.
Блок 20 контроля предназначен для координации функционирования транспортных средств 50, 50', 50ʺ в зависимости от нужд электролизного завода.
Блок 20 контроля может включать в себя модуль 22 управления заданиями, предназначенный для планировки и выдачи заданий транспортным средствам на основании данных, полученных в реальном времени от связанных систем 24, например, изношенности анодов, длительности и частоты циклов расплава, запасов сырья, сменных частей доступных на складе, текущей или запланированной активности мостовых кранов (замена анода ванны x, слив металла из ванны y). Генерируемые, таким образом, задания затем отправляются наиболее подходящему транспортному средству 50, 50', 50ʺ, то есть тому, которое, например, ближе всего и наиболее доступно с точки зрения миссии для выполнения. Модуль 22 управления заданиями может быть дополнен модулем 21 интерфейса, позволяющим оператору взаимодействовать с модулем 22 управления.
Человеко-Машинный интерфейс может, например, быть предусмотрен для информирования операторов, находящихся в диспетчерской о состоянии различного оборудования, его расположения и текущих задач, ближайшее обслуживание, состояние канала (свободен или работает), историю активности за заданный период времени.
Блок 20 наблюдения также может содержать компьютер и компьютерную программу, предназначенную для управления снабжением, для генерирования приказов задач и передвижений, а также средства телекоммуникации, для передачи приказы задач и перемещений транспортным средствам.
Блок 20 наблюдения также может содержать модуль расчета маршрута (не представлен), предназначенный для определения маршрута следования транспортных средств 50, 50', 50ʺ на основании данных, таких как состояние путей передвижения и/или информация от метеорологической станции.
Блок 20 контроля может содержать средства дистанционного управления (не представлены), известные специалистам в области, позволяющие пользователю взять контроль над одним из транспортных средств 50, 50', 50ʺ. Транспортные средства 50, 50', 50ʺ содержат средства дистанционного управления (не представлены), известные специалистам в данной области, предназначенные для получения сигналов от средств дистанционного управления, чтобы сделать возможным дистанционное управление транспортных средств 50, 50', 50ʺ.
Преимущественно, система 1 управления содержит, по меньшей мере одну, первую зону 12 движения и, по меньшей мере одну, вторую зону 14 движения, в которых должны двигаться транспортные средства 50, 50', 50ʺ, а также средства ограничения скорости транспортных средств, связанные с средствами управления для автоматического ограничения скорости транспортных средств перевозки, движущихся в указанной, по крайней мере одной, первой зоне 12, до первой предопределенной скорости V1, и скорости транспортных средств, движущихся в указанной, по меньшей мере одной, второй зоне 14 движения, до второй предопределенной скорости V2, превосходящей первую скорость V1.
В качестве исключительно иллюстративного примера, первая скорость V1 может быть порядка 5 км/ч, а вторая скорость V2 может быть от 25 до 30 км/ч.
Преимущественно, первая зона 12 движения включает в себя одну или несколько зон из зоны 2 хранения, зоны 4 переработки, зоны 6 производства и, в случае необходимости, литейной зоны 8 и/или зоны 10 изготовления, а вторая зона 14 движения расположена за пределами зоны 2 хранения, зоны 4 переработки, зоны 6 производства и, в случае необходимости, литейной зоны 8 и/или зоны 10 изготовления.
Таким образом, транспортные средства движутся на низкой скорости внутри зданий и в зонах риска, концентрирующих, например, персонал и материал, и движутся на более высокой скорости вне зданий и зон риска.
В соответствии с другим аспектом настоящего изобретения, последнее относится к заводу по производству алюминия, содержащему множество прямоугольных электролитических ванн для производства алюминия, и системе 1 управления, имеющей вышеуказанные характеристики, завод по производству алюминия, дополнительно содержит один или несколько рабочих проходов, предназначенные для движения транспортных средств 50, 50', 50ʺ внутри одного или нескольких зданий алюминиевого завода, в котором или которых расположены электролизные ванны, и в котором одна или несколько рабочих проходов имеют ширину меньшую или равную трети, предпочтительно меньше или равна четверти, длины указанных электролизных ванн.
В частности, длина электролизных ванн, завода по производству алюминия согласно одному аспекту изобретения и в котором течет ток около 600 кАмпер, порядка 18 м, с шириной порядка 4,5м рабочего прохода.
Завод по производству алюминия также может содержать, вне одного или нескольких из своих зданий, один или несколько путей движения, предназначенных для движения снаружи транспортных средств 50, 50', 50ʺ, этот или эти внешние пути движения преимущественно имеют ширину меньшую или равную 6,5 м, и предпочтительно меньшую или равную 6 м.
Фиг. 13 и 14 соответственно представляют классическую внешнюю полосу движения завода по производству алюминия согласно предыдущего уровня техники (фиг. 13) и полосу движения завода по производству алюминия согласно изобретению (фиг. 14). Легко увидеть разницу в ширине, соответственно 8,8 м для полосы классического завода по производству алюминия и 6 м для полосы завода по производству алюминия согласно изобретению. Полоса классического завода по производству алюминия имеет такие размеры, чтобы позволить пересечение двух традиционных транспортных средств, в то время как путь завода по производству алюминия согласно изобретению, позволяет пересечение двух транспортных средств 50 согласно изобретению.
В соответствии с другим аспектом настоящего изобретения, настоящее изобретение относится к транспортному средству 50, предназначенному для реализации системы 1 управления, описанной выше. Транспортное средство 50 содержит средства автоматического управления для движения для обеспечения автономного перемещения, такие, как те, что описаны выше. Транспортное средство 50 имеет такие размеры, чтобы иметь возможность нести только одну анодную сборку единовременно. Другими словами, транспортное средство 50 не может нести более чем одну анодную сборку за раз.
Транспортное средство 50 может, в соответствии с одним из вариантов осуществления настоящего изобретения, включать в себя средства подъема, выполненные с возможностью подъема одной анодной сборки, и множество колес 62, поддерживающих транспортное средство, и расположенные в форме многоугольника 64, в пределах которого располагаются средства подъема. Средства подъема могут, например, включать в себя поддон 66 для подъема, предназначенный для перевозки одной анодной сборки. Средства подъема могут также содержать вилку, расположенную внутри U образованного транспортным средством, и/или несколько L уголков 82 расположенных внутри U, вдоль боковых частей 74 и/или центральной части 72, описанных ниже. Вилки и/или уголки предназначены для поддержки поддона. Средство подъема может также включать в себя средства вертикального перемещения вилки и/или уголков. Эти средства перемещения содержат, например, систему рычагов/гидроцилиндров.
Как видно на фиг. 7, транспортное средство 50 может содержать одну анодную сборку 3, 5 поддерживаемую средствами подъема и поверхность многоугольника 64, образованного расположением колес 62 находится между 05, и 1,5 поверхности спроецированной в по существу горизонтальную плоскость анодной сборки 3,5.
Транспортное средство также может содержать одну анодную сборку 3,5 поддерживаемую средствами подъема и средства подъема имеют общую поверхность поддержки, на которой располагается одна анодная сборка 3,5, общая поверхность поддержки находится между 1 и 1,5 поверхности, спроецированной в по существу горизонтальную плоскость анодной сборки 3,5.
Транспортное средство 50 может включать одну анодную сборку 3,5 поддерживаемую средствами подъема, и площадь, спроецированная в по существу горизонтальную плоскость транспортного средства 50, точно равна или меньше тройной, и предпочтительно меньше или равна двойной поверхности, спроецированной в по существу горизонтальную плоскость одной анодной сборки.
Как можно увидеть на фиг. 7 и 8, транспортное средство 50 может содержать шасси 70 в U-образной форме, имеющее центральную часть 72 и две параллельные боковые части 74, между которыми располагаются средства подъема, и колеса 62 расположены под каждой боковой частью 74 и под центральной частью 72. Таким образом, транспортное средство 50 с моно-шасси может перемещаться как с грузом, так и без.
Одно из по меньшей мере колес 62 транспортного средства 50, например, переднее колесо или передние колеса 62, расположенное под центральной частью 72, подвижно относительно шасси 70 вокруг вертикальной оси вращения, как это показано на фиг. 8. Таким образом, транспортное средство имеет малый радиус поворота. Эту увеличивает его маневренность, в частности для осуществления разворота почти на месте, как показано на фиг. 9.
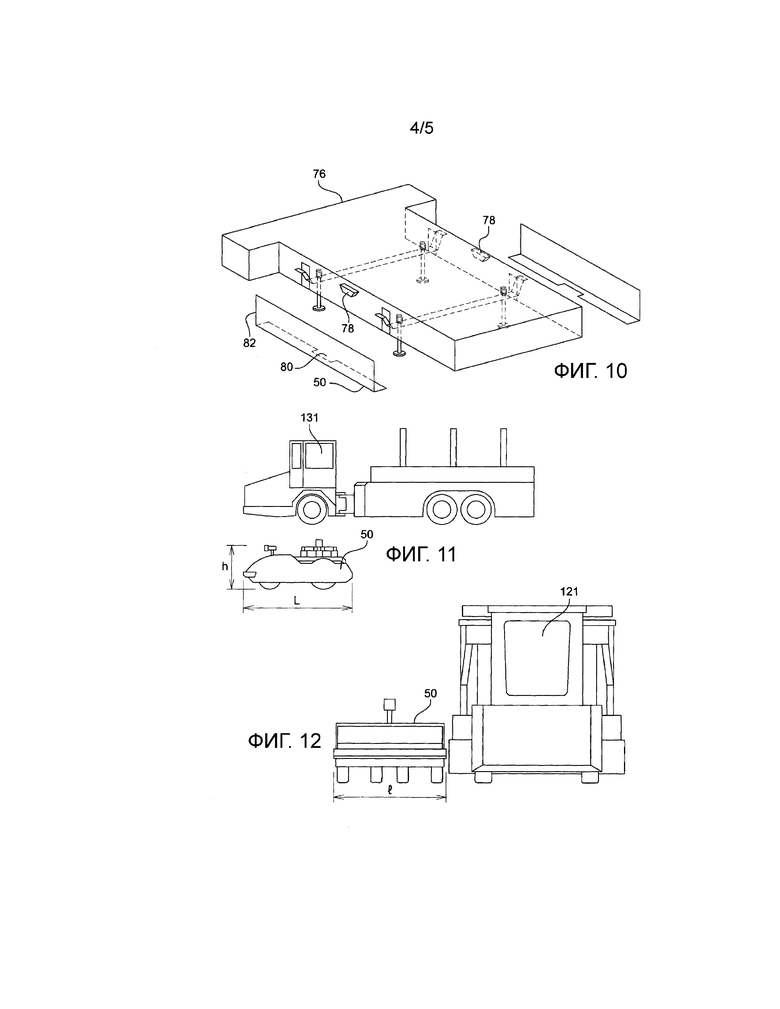
Транспортное средство 50 может содержать крепежные средства, предназначенные для прикрепления к транспортному средству перевозимый поддон 76, для переноски одного приемника расплава.
Как показано на фиг.10, средства крепления содержат, например, шип 78, в частности скошенный шип, выступающий из перевозимого поддона 76, и выемку 80 в транспортном средстве 50 транспортировки, более точно устроенную в средствах подъема, в частности, в уголке 82 средства подъема, предназначенного для поддержки опорного поддона одной анодной сборки, выемка 80 сформирована так, чтобы принять выступ 78, когда перевозимый поддон 76 прикрепляется к транспортному средству 50.
Таким образом, опорные функции поддона, принимающего анодную сборку и функции крепления перевозимого поддона поддерживающего приемник расплава реализованы посредством одного и того же механического органа, а именно уголками с выемкой, так что размер транспортного грузового пространства ограничен, что позволяет преимущественно ограничить размеры транспортного средства 50.
Транспортное средство может включать в себя средство экранирования (не показано) для защиты бортовой электроники от воздействия магнитного поля. Средства экранирования включают в себя, например, металлический корпус. Металлический корпус предназначен для охватывания любой части транспортного средства 50, функционирование которой может быть задето внешним магнитным полем, генерируемым в частности, за счет циркуляции электролитического тока в несколько сотен тысяч ампер в электролизных ваннах.
Транспортное средство 50 может, конечно, также включать в себя некоторые или все из характеристик транспортных средств, описанных выше со ссылкой на систему 1 управления.
В частности, транспортное средство 50 может включать в себя один или несколько электродвигателей 52 и набор 54 суперконденсаторов для питания электродвигателя. Например, транспортное средство 50 приводится в движение колесами-двигателями, питаемыми от суперконденсаторов, которые перезаряжаются с помощью индукции в течение короткого периода остановки в зоне 16 зарядки.
Также, транспортное средство 50 может содержать средства дистанционного управления, предназначенные для управления перемещением транспортным средством на основе сигналов, испускаемых средствами дистанционного управления, чтобы позволить оператору взять дистанционное управление над транспортным средством 50.
Согласно варианту осуществления, на фиг. 11 и 12, транспортное средство 50 имеет максимальную высоту h равную 1200 мм, предоставляя таким образом хорошую видимость пешему персоналу вне транспортного средства, максимальную ширину l равную или меньшую 2500 мм, и максимальную длину равную или меньшую 3800 мм.
Транспортное средство 50 может иметь массу равную или меньшую чем пять тонн.
В частность, масса транспортного средства меньше или равна массе одной анодной сборки, что он перевозит.
Эта масса и эти размеры, гораздо меньшие чем у классических транспортных средств приведены для сравнения, в том же масштабе, что и транспортное средство 50 на фиг. 11 и 12, позволяя, в частности, как уже было упомянуто выше, уменьшить размер и стоимость инфраструктуры и повысить уровень безопасности за счет обеспечения большей видимости
Согласно другому аспекту, изобретение касается способа внедрения системы 1 управления описанной ранее в электролизный завод, содержащий первый парк транспортных средств, рассчитанных для одновременной перевозки множества анодных сборок, способ содержащий этап замены первого парка транспортных средств, вторым парком транспортных средств, второй парк транспортных средств содержит по крайней мере одно транспортное средство 50, рассчитанное на перевозку только одной анодной сборки за раз.
Транспортные средства 50 второго парка могут иметь все или часть характеристик, описанных выше со ссылкой на транспортные средства 50, предназначенные для осуществления системы управления согласно изобретению.
Преимущественно, все транспортные средства второго парка являются транспортными средствами, рассчитанными на перевозку только одной анодной сборки за раз.
Способ может содержать этап ограничения по крайней мере одной первой зоны 12 движения и по крайней мере одной второй зоны 14 движения в которых должны двигаться транспортные средства 50 указанного второго парка транспортных средств, этап определения первой предопределенной скорости V1 соответствующей максимальной скорости перемещения разрешенной транспортным средствам 50 второго парка транспортных средств в указанной по меньшей мере одной первой зоне движения, этап определения второй предопределенной скорости V2 большей чем первая скорость V1 и соответствующей максимальной разрешенной скорости перемещения транспортных средств 50 второго парка в указанной по меньшей мере одной второй зоне передвижения, и этап реализации средств ограничения скорости транспортных средств 50, предназначенных для ограничения скорости транспортных средств 50, движущихся в указанной по меньшей мере одной первой зоне 12 движения, до первой предопределенной скорости V1, и скорости движения транспортных средств 50, движущихся в указанной по меньшей мере одной второй зоне 14 передвижения, до второй предопределенной скорости V2, большей первой скорости V1.
Первая и вторая скорости V1 и V2 могут, как описано ранее, быть соответственно порядка 5 км/ч и порядка 25-30 км/ч.
Способ может также содержать этап разделения как минимум одной полосы движения электролизного завода на как минимум два отдельных пути.
Способ конечно же может содержать любые другие этапы с целью введения системы 1 описанной ранее в существующем электролизном заводе, как например внедрение блока контроля такого, как описан ранее.
Способ также может содержать этап демонтажа существующих структур и замены этих структур функционально схожими структурами, но меньшего размера относительно демонтированных структур.
Хоть изобретение было описано с конкретными примерами реализации, вполне очевидно, что оно не имеет никаких ограничений, и что оно включает все технические эквиваленты из описанных способов, а также их сочетания, если они входят в рамки изобретения.
Группа изобретений относится к производству алюминия. Электролизный завод содержит зону хранения для хранения новых анодных сборок, зону переработки для переработки использованных анодных сборок, зону производства, содержащую множество электролизных ванн, предназначенных для производства жидкого металла путем электролиза, и парк транспортных средств, предназначенных для транспортировки новых анодных сборок из зоны хранения в зону производства и использованных анодных сборок из зоны производства в зону переработки. Транспортные средства для транспортировки анодных сборок содержат средства автоматического управления для обеспечения возможности его автономного перемещения и имеют размеры, обеспечивающие перевозку только одной анодной сборки за раз. Обеспечивается повышение безопасности производства алюминия, снижение загрязнений, улучшение видимости. 2 н. и 17 з.п. ф-лы, 15 ил.
1. Электролизный завод по производству алюминия, отличающийся тем, что содержит:
зону (2) хранения для хранения новых анодных сборок (3),
зону (4) переработки для переработки использованных анодных сборок (5),
зону (6) производства, содержащую множество электролизных ванн, предназначенных для производства жидкого металла путем электролиза, и
парк транспортных средств (50), предназначенных для транспортировки новых анодных сборок (3) из зоны (2) хранения в зону (6) производства и использованных анодных сборок (5) из зоны (6) производства в зону (4) переработки, в котором транспортные средства (5) выполнены с возможностью транспортировки только одной анодной сборки(3,5) за раз.
2. Завод по п.1, отличающийся тем, что транспортные средства (50) содержат один или несколько электрических моторов (52) и набор суперконденсаторов (54), предназначенных для питания одного или нескольких электрических двигателей (52), при этом завод по производству алюминия содержит по крайней мере одну зону (16) зарядки, оборудованную средствами зарядки, предназначенными для зарядки набора суперконденсаторов (54) при нахождении транспортного средства (50) в зоне (16) зарядки.
3. Завод по п. 2, отличающийся тем, что средства зарядки соответствуют дистанционным средствам зарядки.
4. Завод по п. 2, отличающийся тем, что указанная по крайней мере одна зона (16) зарядки расположена на пути следования транспортных средств (5) при перевозке анодной сборки из зоны (2) хранения в зону (6) производства и/или на пути следования транспортных средств (50) при перевозке анодной сборки (3,5) из зоны (6) производства в зону (4) переработки.
5. Завод по п. 1, отличающийся тем, что завод содержит литейную зону (8), предназначенную для затвердевания жидкого металла, и парк транспортных средств (50'), предназначенный для транспортировки пустых приемников (61) расплава из литейной зоны (8) в зону (6) производства и приемников (63) расплава, содержащих жидкий металл, из зоны (6) производства в литейную зону (8), при этом приемники расплава имеют размер, обеспечивающий возможность вмещения жидкого металла, текущего из одной электролизной ванны среди электролизных ванн зоны (6) производства, в которой цикл литья имеет продолжительность (d1) около тридцати часов, причем транспортные средства (50) выполнены размером, обеспечивающим возможность перевозки только одного приемника расплава (61,63) за раз.
6. Завод по п. 5, отличающийся тем, что транспортные средства (50), предназначенные для перевозки одной анодной сборки (3, 5) за раз, и транспортные средства (50'), предназначенные для перевозки одного приемника расплава (61,63) за раз, по существу идентичны, при этом парк транспортных средств (50, 50') объединен в единый парк транспортных средств (50).
7. Завод по любому из пп. 1, 5 или 6, отличающийся тем, что транспортные средства (5) автоматизированы и содержат систему (1) управления, которая содержит блок (20) контроля, предназначенный для контроля за перемещением каждого транспортного средства (50) по доставке новых анодных сборок (3) из зоны (2) хранения в зону (6) производства и использованных анодных сборок (5) из зоны (6) производства в зону (4) обработки и при необходимости для транспортировки пустых приемников (61) расплава из литейной зоны (8) в зону (6) производства и приемников (63) расплава, содержащих жидкий металл, из зоны производства в литейную зону.
8. Завод по любому из пп. 1, 5 или 6, отличающийся тем, что транспортные средства (50) включают в себя средства автоматического управления, обеспечивающие автономное перемещение транспортных средств (50) по электролизному заводу.
9. Завод по п.8, отличающийся тем, что он содержит по меньшей мере одну первую зону (12) движения и по меньшей мере одну вторую зону (14) движения, в которых должны двигаться транспортные средства (50), и средства ограничения скорости транспортных средств (50), связанные со средствами автоматического управления, для автоматического ограничения скорости транспортных средств (50), движущихся в указанной по меньшей мере одной первой зоне (12), до первой предопределенной скорости (V1) и скорости транспортных средств (50), движущихся в указанной по меньшей мере одной второй зоне (14) движения, до второй предопределенной скорости (V2), превосходящей первую скорость (V1).
10. Завод по любому из пп. 1, 5 или 6, отличающийся тем, что он содержит одно или несколько зданий, при этом здание(я) содержат указанное множество электролизных ванн и по крайней мере один рабочий проход, расположенный внутри указанного здания, содержащего указанное множество электролизных ванн, рабочий проход предназначен для движения транспортных средств (5) для снабжения упомянутого множества электролизных ванн новыми анодными сборками или удаления использованной анодной сборки из указанного множества электролизных ванн, при этом указанный по крайней мере один рабочий проход имеет ширину, меньшую или равную трети, предпочтительно меньшую или равную четверти длины указанных электролизных ванн.
11. Завод по п. 10, отличающийся тем, что он включает по меньшей мере одну полосу движения для движения транспортных средств (50) вне здания или зданий завода по производству алюминия, причем указанная по меньшей мере одна полоса движения имеет ширину меньше 6,5 м, предпочтительно равна или меньше 6 м.
12. Транспортное средство (50) для транспортировки анодных сборок для электролизного завода по производству алюминия по одному из пп. 1-11, содержащее средства автоматического управления для обеспечения возможности его автономного перемещения, причем указанное транспортное средство (50) имеет размеры, обеспечивающие перевозку только одной анодной сборки за раз.
13. Транспортное средство (50) по п.12, отличающееся тем, что оно включает средства подъема, выполненные с возможностью подъема одной анодной сборки, и множество колес (62), поддерживающих транспортное средство (50) и расположенных с образованием многоугольника (64), внутри которого расположены средства подъема.
14. Транспортное средство (50) по п.13, отличающееся тем, что оно включает средства подъема, выполненные с возможностью поддерживания одной анодной сборки, при этом поверхность многоугольника (64), образованного расположением колес (62), по существу составляет 0,5 - 1,5 площади поверхности, спроецированной в по существу горизонтальную плоскость анодной сборки.
15. Транспортное средство (50) по п.13, отличающееся тем, что оно включает средства подъема, выполненные с возможностью поддерживания одной анодной сборки, при этом средства подъема имеют общую опорную поверхность, на которой должна находиться единственная анодная сборка, а общая опорная поверхность составляет 1 - 1,5 поверхности, спроецированной в по существу горизонтальную плоскость анодной сборки.
16. Транспортное средство (50) по любому из пп.13-15, отличающееся тем, что оно включает средства подъема, выполненные с возможностью поддерживания одной анодной сборки, при этом поверхность, спроецированная в по существу горизонтальную плоскость транспортного средства (50), равна или меньше утроенной, и предпочтительно равна или меньше удвоенной поверхности, спроецированной в по существу горизонтальную плоскость одной анодной сборки.
17. Транспортное средство (50) по любому из пп.13-15, отличающееся тем, что оно включает шасси (70) U-образной формы, имеющее центральную часть (72) и две по существу параллельные боковые части (74), между которыми расположены средства подъема, при этом колеса (62) расположены под боковыми частями (74) и под центральной частью (72).
18. Транспортное средство (50) по любому из пп.12-15, отличающееся тем, что оно включает один или несколько электрических двигателей (52) и набор суперконденсаторов (54) для питания электрического(их) двигателя(ей) (52).
19. Транспортное средство (50) по любому из пп.12-15, отличающееся тем, что оно выполнено с возможностью поддерживания одной анодной сборки, при этом масса транспортного средства меньше или равна массе указанной анодной сборки.
| DE 4221882 A1, 05.01.1994 | |||
| Транспортное средство для извлечения алюминия из электролизеров и его транспортирования | 1986 |
|
SU1386033A3 |
| Патрон для снятия заусениц у иголок, используемых при прочистке горелок керосиновых кухонь типа "Примус" | 1925 |
|
SU5557A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПЕРЕМЕЩЕНИЯ ТРАНСПОРТНОГО МЕХАНИЗМА | 0 |
|
SU276443A1 |

