Изобретение относится к производству железобетона в частности к изготовлению арматурных сеток.
Из DE-A1-1484116 известно изготовление арматурных сеток для железобетона, при котором в целях существенного уменьшения большого числа по-разному калиброванных стержней, используемых для выполнения всей программы, а также в целях производства, предотвращающего разную ширину сеток, отдельные серии программы состоят из арматурных сеток одинаковой ширины, а все арматурные сетки одной серии - из стержней, одинаковых по диаметру, по меньшей мере, во внутренней зоне сетки. При этом в пределах каждой серии от одного типа сетки к другому число стержней иное, причем у всех серий ширина внутренней зоны отдельных арматурных сеток, по которой распределены стержни, постоянна.
Из АТ-В-377564 и соответствующих дополнительных патентов АТ-В-381540 и АТ-В-381542 известна арматура описанного выше рода, у которой оба внешних продольных элемента, так называемые краевые продольные элементы, отстоят друг от друга на каждом краю сетки на меньшее осевое расстояние, чем остальные продольные элементы, и на каждом краю сетки петлеобразно загнутые назад концы поперечных проволок сварены с одним из обоих краевых продольных элементов, преимущественно с внешним, или с обоими краевыми продольными элементами. При этом оба краевых продольных элемента расположены на расстоянии друг от друга, которое существенно меньше расстояния между остальными продольными элементами. Расстояние между внутренним краевым продольным элементом и соседним с ним продольным элементом внутренней зоны арматурной сетки больше одинакового взаимного расстояния между продольными элементами во внутренней зоне арматурной сетки. Кроме того, оба краевых продольных элемента имеют меньшие площади сечения, чем остальные продольные элементы во внутренней зоне арматурной сетки.
Недостатками такого способа является:
- большая металлоемкость арматурных сеток;
- толщина арматурной сетки за счет расположения осей верхней и нижней свариваемой арматуры в разных плоскостях.
Задачей изобретения является исключение недостатков известных арматурных сеток и создание арматурной сетки, которая, с одной стороны, сохраняет свои функциональные свойства, а с другой при ее производстве происходит:
- снижение веса арматурных сеток;
- снижение трудоемкости работ по изготовлению;
- снижение затрат по изготовлению арматурных сеток;
- повышение точности сборки арматурных сеток;
- снижение вредных выбросов в атмосферу при производстве арматурных сеток;
- повышение плавучести объекта (при использовании в железобетонном судостроении).
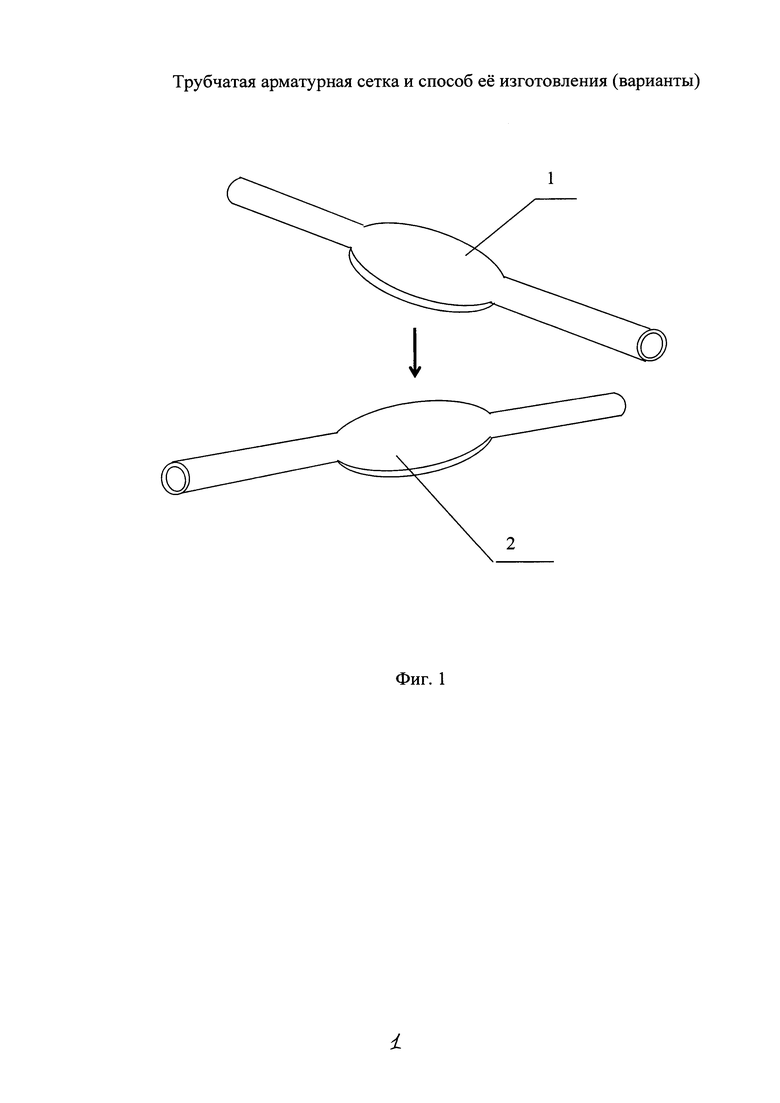
Поставленная задача достигается тем, что арматурная сетка согласно изобретению отличается тем, что вместо арматуры применяются трубы малого диаметра, обработанные перед сборкой арматурной сетки, таким образом, что труба имеет сплюснутые концы и несколько сплюснутых участков преимущественно в одной плоскости вдоль оси трубы, расположенных на определенном расстоянии друг от друга.
В первом варианте сплюснутые участки не имеют вырезов, и соединяются посредством наложения сплюснутых участков труб друг на друга и сварки электрической контактной сваркой или любым известным методом сварки металлических изделий, либо соединением сплюснутых участков труб методом скрутки проволокой.
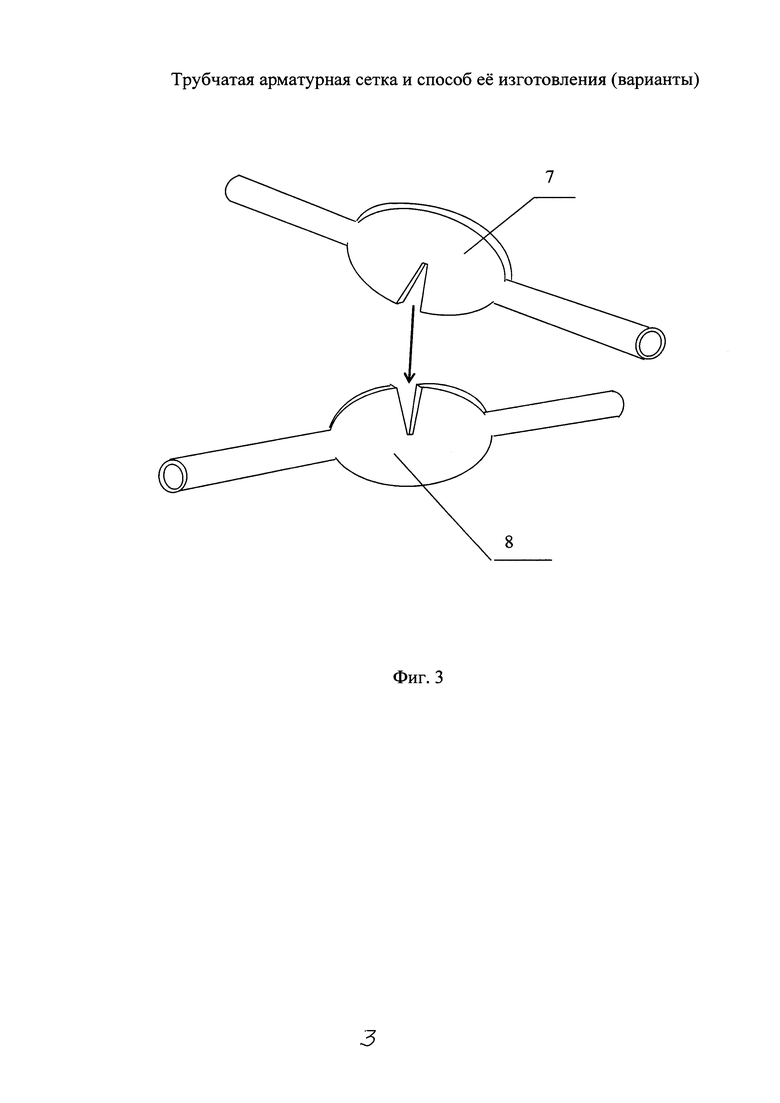
Во втором варианте сплюснутые участки труб имеют клиновидный вырез на сплюснутом участке от края сплюснутого участка до середины так, чтобы в него можно было перпендикулярно оси трубы (или под другим углом в зависимости от конструкции арматурной сетки) вставить клиновидный вырез сплюснутого участка другой трубы и дополнительно скрепить соединение электрической контактной сваркой или любым известным методом сварки металлических изделий, либо соединением сплюснутых участков труб методом скрутки проволокой.
Таким образом, получается крестообразное соединение труб, дополнительно скрепленных электрической контактной сваркой или любым известным методом сварки металлических изделий, либо соединением сплюснутых участков труб методом скрутки проволокой.
При производстве трубчатой арматурной сетки оси всех труб будут лежать в одной плоскости, в то время как при производстве арматурной сетки традиционным способом, наложение одной арматуры на другую и сварки, оси арматуры лежат в разных плоскостях, что увеличивает общую толщину всей арматурной сетки и увеличивает толщину и вес железобетонного изделия.
Использование трубы диаметром 12 мм вместо арматуры 12 мм позволит снизить металлоемкость изделий приблизительно на 30%, а соответственно и вес железобетонных изделий, что в свою очередь позволит сэкономить на фундаментах зданий и сооружений и в целом уменьшить вес построенного объекта и его воздействие на грунт.
При обработке труб для трубчатой арматурной сетки в промежутках между сплюснутыми участками получаются герметичные замкнутые промежутки с воздухом, что позволит повысить положительную плавучесть железобетонных изделий используемых в судостроении.
Изобретение относится также к способу изготовления арматурных сеток, отличающемуся тем, что в первом варианте соединение труб в арматурную сетку происходит за счет сварки сплюснутых участков труб электрической контактной сваркой или любым известным методом сварки металлических изделий, либо соединением сплюснутых участков труб методом скрутки проволокой, во втором варианте соединение происходит за счет плотного вхождения клиновидных вырезов сплюснутых участках труб друг в друга, так и за счет сварки этих участков электрической контактной сваркой или любым известным методом сварки металлических изделий, либо соединением сплюснутых участков труб методом скрутки проволокой.
Преимущества данного способа изготовления арматурных сеток:
- Чрезвычайно простой процесс;
- Не требует операторов со специальной квалификацией;
- Чрезвычайно надежные и прочные сварочные соединения;
- Не требует инертного газа;
- Не требует присадочного металла (электродная проволока);
- Низкий износ электродов (нет контактных наконечников, нет сопел);
- Сохраняются особенности стали (малая зона термообработки);
- Сохраняются антикоррозионные покрытия (фабричная грунтовка, цинк и пр.);
- Практически отсутствует остаточные деформации;
- Сохраняются изолирующие соединения, заполнители, герметики и пр.;
- Отсутствуют вредные дымовые газы (при ручной дуговой сварке);
- Чрезвычайно низкий риск пожара;
- Высокая производительность (не требует сверления и заполнения отверстий, не требует шлифовки и пр.).
Перед применением трубы могут пройти химическую обработку для повышения коррозионностойкости, электрическая контактная сварка сохраняет эту обработку.
На фиг. 1 показан узел соединения трубчатой арматурной сетки со сплюснутыми участками без вырезов, где 1 - верхняя труба; 2 - нижняя труба.
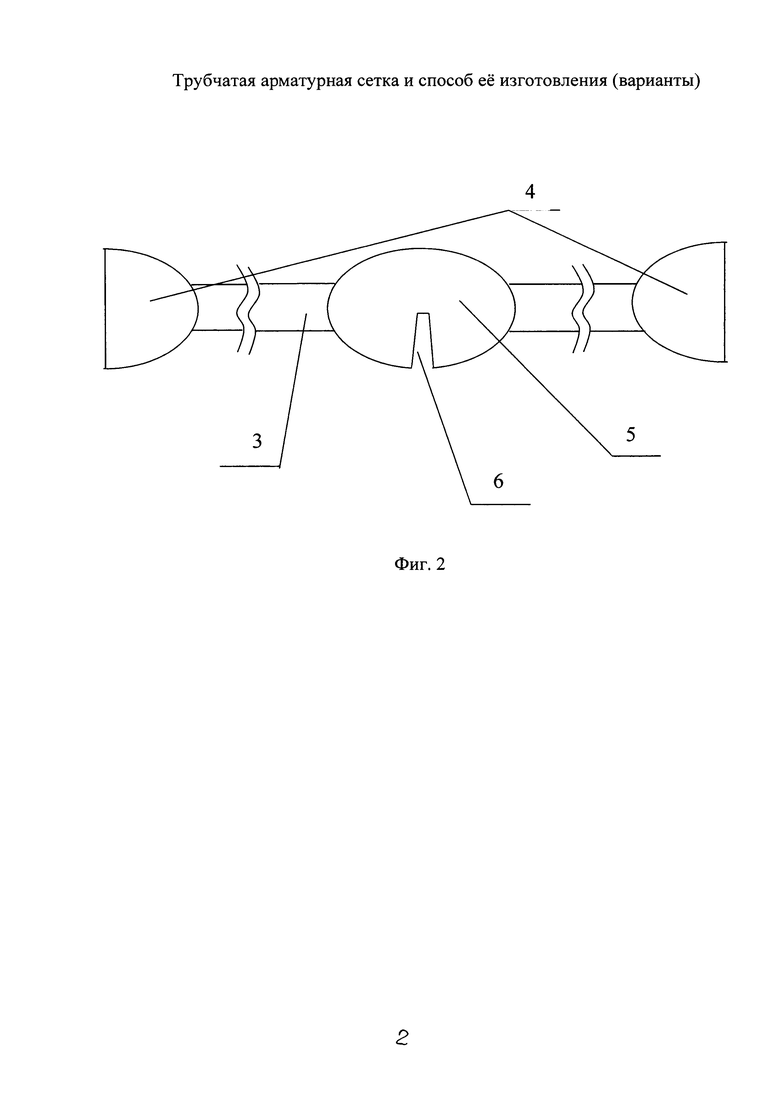
На фиг. 2 показан элемент трубы, где; 3 - труба; 4 - сплюснутые концы трубы; 5 - сплюснутые серединные участки; 6 - клиновидный вырез сплюснутого участка.
На фиг. 3 показан узел соединения трубчатой арматурной сетки со сплюснутыми участками с вырезами, где 7 - верхняя труба; 8 - нижняя труба.
Трубчатая арматурная сетка и способ ее изготовления (варианты) могут быть использованы при производстве железобетонных изделий, как в промышленном и гражданском строительстве, так и в железобетонном судостроении при производстве железобетонных понтонов, причалов, дебаркадеров и др.
Использование трубчатой арматурной сетки позволит снизить металлоемкость изделий, а соответственно и вес железобетонных изделий, что в свою очередь позволит сэкономить на фундаментах зданий и сооружений и в целом уменьшить вес построенного объекта и его воздействие на грунт.
При обработке труб для трубчатой арматурной сетки в промежутках между сплюснутыми участками получаются герметичные замкнутые промежутки с воздухом, что позволяет повысить положительную плавучесть железобетонных изделий используемых в судостроении.
Возможно изготовление трубчатой арматурной сетки как в заводских условиях поточным способом, так и непосредственно на строительной площадке.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2383695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392396C2 |
| АРМАТУРНАЯ СЕТКА ДЛЯ ЖЕЛЕЗОБЕТОНА | 2001 |
|
RU2273705C2 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388877C2 |
| Железобетонный элемент | 1985 |
|
SU1283325A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388876C2 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 1996 |
|
RU2119023C1 |
| Установка для изготовления металлических сеток | 1990 |
|
SU1803238A1 |
| Устройство усиления железобетонных ребристых панелей перекрытия | 2023 |
|
RU2808249C1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
Изобретение относится к изготовлению арматурных сеток и каркасов. Трубчатая арматурная сетка выполнена из труб малого диаметра, имеющих сплюснутые концы и сплюснутые участки, расположенные в одной плоскости или в разных плоскостях вдоль оси трубы и на определенном расстоянии друг от друга и соединенные посредством сварки или скрутки проволокой, или выполнена из труб малого диаметра, имеющих сплюснутые концы и сплюснутые участки, расположенные в одной плоскости или в разных плоскостях вдоль оси трубы и на определенном расстоянии друг от друга, при этом сплюснутые участки трубы имеют клиновидный вырез от края сплюснутого участка до его середины, в котором расположен клиновидный вырез сплюснутого участка другой трубы, и соединенные посредством сварки или скрутки проволокой. Соединение труб в арматурную сетку осуществляют посредством наложения сплюснутых участков труб друг на друга или путем размещения клиновидного выреза одной трубы в клиновидном вырезе другой трубы с последующей сваркой или скруткой проволокой. 2 н. и 2 з.п. ф-лы, 3 ил.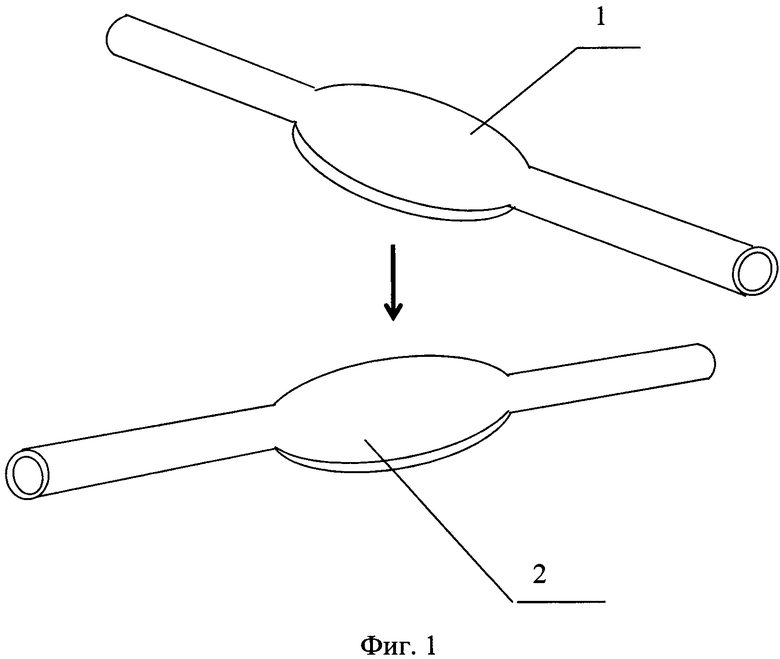
1. Трубчатая арматурная сетка, характеризующаяся тем, что выполнена из труб малого диаметра, имеющих сплюснутые концы и сплюснутые участки, расположенные в одной плоскости или разных плоскостях вдоль оси трубы и на определенном расстоянии друг от друга и соединенные посредством сварки или скрутки проволокой, или выполнена из труб малого диаметра, имеющих сплюснутые концы и сплюснутые участки, расположенные в одной плоскости или в разных плоскостях вдоль оси трубы и на определенном расстоянии друг от друга, при этом сплюснутые участки трубы имеют клиновидный вырез от края сплюснутого участка до его середины, в котором расположен клиновидный вырез сплюснутого участка другой трубы, и соединены посредством сварки или скрутки проволокой.
2. Трубчатая арматурная сетка по п. 1, характеризующаяся тем, что используют трубы диаметром 12 мм.
3. Способ изготовления трубчатой арматурной сетки, характеризующийся тем, что соединение труб в арматурную сетку осуществляется посредством наложения сплюснутых участков труб друг на друга или путем размещения клиновидного выреза одной трубы в клиновидном вырезе другой трубы с последующей сваркой или скруткой проволокой.
4. Способ изготовления трубчатой арматурной сетки по п. 3, характеризующийся тем, что используют электрическую контактную сварку.
| Видоизменение охарактеризованного в пат. № 18059 приспособления для автоматического регулирования притока смеси к двигателю внутреннего горения | 1930 |
|
SU20458A1 |
| Арматурный каркас железобетонной панели | 1984 |
|
SU1176042A1 |
| US 3426810 A1, 11.02.1969 | |||
| US 5025605 A1, 25.06.1991 | |||
| 0 |
|
SU177062A1 | |

