Изобретение относится к области изготовления металлических сеток из проволоки И может найти применение при производстве арматуры для железобетонных конструкций. . . ; ..;. . : : -... ...-. ; . 1 Цель изобретения - расширение технологических возможностей установки за счет возможности получения сетки с большим шагом между проволоками и повышения качества готового изделия за счет дополнительного соединения краев сетки.
Поставленная цель достигается тем, что у установки устройство отжатия продольных проволок выполнено в виде двух параллельных балок с лапками, совершающих возвратно-поступательные движения по дуге, близкой к 180°, а устройства для сварки расположены по краям установки для соединения только крайних продольных проволок с поперечными проволоками сетки.
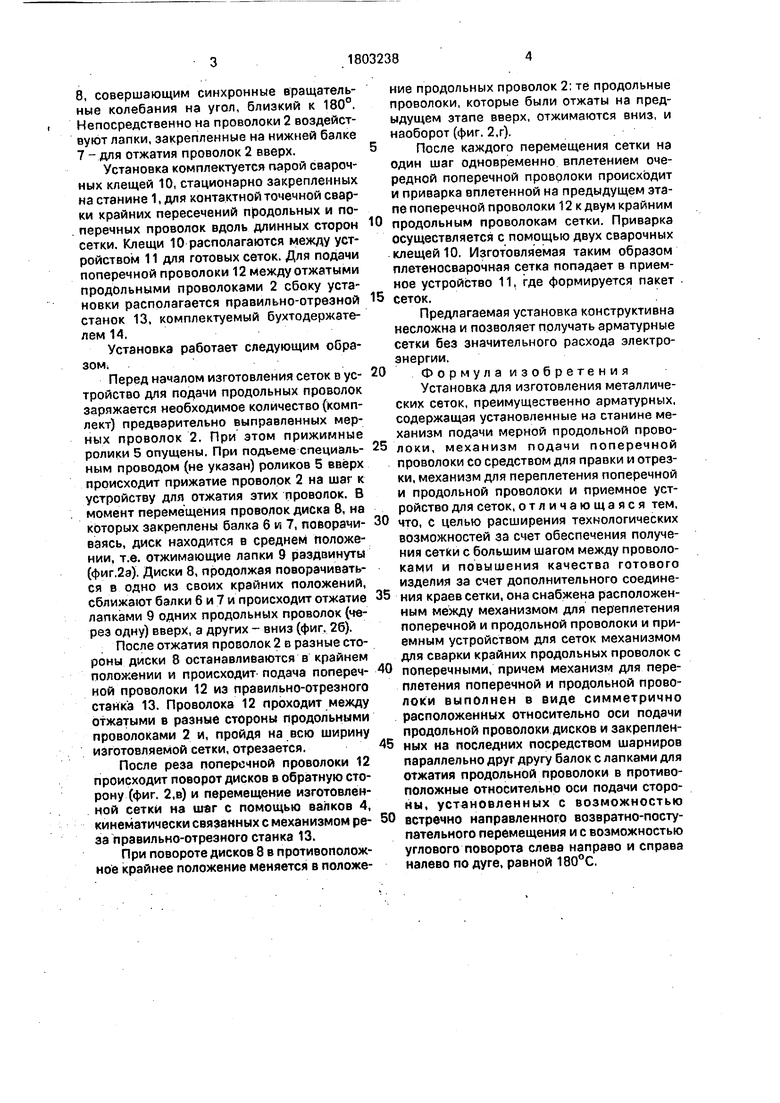
На фиг. 1 показан общий вид установки; на фиг. 2 - узел устройства для сжатия продольных проволок.
На станине 1 установки смонтировано устройство для подачи продольных проволок 2, состоящее из трубчатых направляющих 3, приводного валка 4 и прижимных роликов 5.
Для отжатия продольных проволок 2 в разные у стороны предусматривается устройство (фиг. 2), состоящее из двух параллельных балок - верхней 6 и нижней 7, изготовляемых с возможностью совершать; возвратно-поступательные движения. Это обеспечивается шарнирным креплением концов балок 6 и 7 к двум пороговым дискам
00
о
со ю со
00
8, совершающим синхронные вращательные колебания на угол, близкий к 180°. Непосредственно на проволоки 2 воздействуют лапки, закрепленные на нижней балке 7 - для отжатия проволок 2 вверх.
Установка комплектуется парой сварочных клещей 10, стационарно закрепленных на станине 1, для контактной точечной сварки крайних пересечений продольных и поперечных проволок вдоль длинных сторон сетки. Клещи 10 располагаются между устройством 11 для готовых сеток. Для подачи поперечной проволоки 12 между отжатыми продольными проволоками 2 сбоку установки располагается правильно-отрезной станок 13, комплектуемый бухтодержзте- лем 14.
Установка работает следующим обра- зом;
Перед началом изготовления сеток в устройство для подачи продольных проволок заряжается необходимое количество (комплект) предварительно выправленных мерных проволок 2. При этом прижимные ролики 5 опущены. При подъеме специальным проводом (не указан) роликов 5 вверх происходит прижатие проволок 2 на шаг к устройству для отжатия этих проволок. В момент перемещения проволок диска 8, на которых закреплены балка 6 и 7, поворачиваясь, диск находится в среднем положении, т.е. отжимающие лапки 9 раздвинуты (фиг.2э). Диски 8, продолжая поворачиваться в одно из своих крайних положений, сближают балки 6 и 7 и происходит отжатие лапками 9 одних продольных проволок (через одну) вверх, а других - вниз (фиг. 26).
После отжатия проволок 2 в разные стороны диски 8 останавливаются в крайнем положении и происходит подача поперечной проволоки 12 из правильно-отрезного станка 13. Проволока 12 проходит между отжатыми в разные стороны продольными проволоками 2 и, пройдя на всю ширину изготовляемой сетки, отрезается.
После реза поперечной проволоки 12 происходит поворот дисков в обратную сторону (фиг. 2,в) и перемещение изготовленной сетки на шаг с помощью валков 4, кинематически связанных с механизмом ре- за правильно-отрезного станка 13.
При повороте дисков 8 в противоположное крайнее положение меняется в положение продольных проволок 2: те продольные проволоки, которые были отжаты на предыдущем этапе вверх, отжимаются вниз, и наоборот (фиг, 2,г).
После каждого перемещения сетки на один шаг одновременно вплетением очередной поперечной проволоки происходит и приварка вплетенной на предыдущем этапе поперечной проволоки 12 к двум крайним
продольным проволокам сетки. Приварка осуществляется с помощью двух сварочных клещей 10. Изготовляемая таким образом плетеносварочная сетка попадает в приемное устройство 11, где формируется пакет
сеток.
Предлагаемая установка конструктивна несложна и позволяет получать арматурные сетки без значительного расхода электроэнергии.
. Формула изобретения
Установка для изготовления металлических сеток, преимущественно арматурных, содержащая установленные на станине механизм подачи мерной продольной проволоки, механизм подачи поперечной проволоки со средством для правки и отрезки, механизм для переплетения поперечной и продольной проволоки и приемное устройство для сеток, отличающаяся тем,
что, с целью расширения технологических возможностей за счет обеспечения получения сетки с большим шагом между проволоками и повышения качества готового изделия за счет дополнительного соединения краев сетки, она снабжена расположенным между механизмом для переплетения поперечной и продольной проволоки и приемным устройством для сеток механизмом для сварки крайних продольных проволок с
поперечными, причем механизм для переплетения поперечной и продольной проволоки выполнен в виде симметрично расположенных относительно оси подачи продольной проволоки дисков и закрепленных на последних посредством шарниров параллельно друг другу балок с лапками для отжатия продольной проволоки в противоположные относительно оси подачи стороны, установленных с возможностью
встречно направленного возвратно-поступательного перемещения и с возможностью углового поворота слева направо и справа налево по дуге, равной 180°С.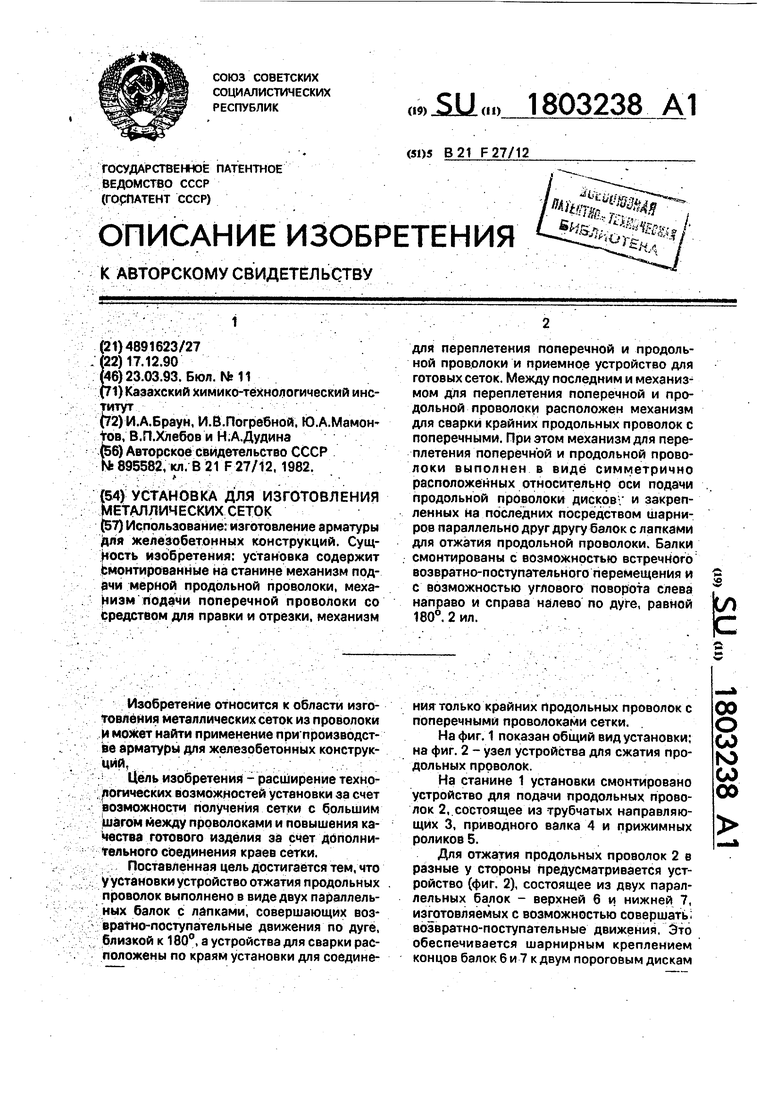
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Станок для сварки сеток | 1978 |
|
SU863247A1 |
Использование: изготовление арматуры для железобетонных конструкций. Сущность изобретения: установка содержит Смонтированные на станине механизм подачи мерной продольной проволоки, механизм подачи поперечной проволоки со средством для правки и отрезки, механизм для переплетения поперечной и продольной проволоки и приемное устройство для готовых сеток. Между последним и механиз мом Для переплетения поперечной и продольной проволоки расположен механизм для сварки крайних продольных проволок с поперечными. При этом механизм для переплетения поперечной и продольной проволоки выполнен в виде симметрично расположенных относительно оси подачи продольной проволоки дисков; и закрепленных на последних посредством шарниров параллельно друг другу балок с лапками для отжатия продольной проволоки. Балки смонтированы с возможностью встречного возвратно-поступательного перемещения и с возможностью углового поворота слева направо и справа налево по дуге, равной 180°. 2 ил. у Ј
| Способ изготовления металлических сеток и устройство для его осуществления | 1978 |
|
SU895582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| / . | |||
