Изобретение относится к строительству, в частности к оборудованию для изготовления арматурных сеток, используемых при изготовлении железобетонных изделий.
Известна многоэлектродная машина для сварки плоских арматурных сеток, содержащая смонтированные на станине механизм сварки продольных стержней с поперечными электродами, механизм шаговой подачи сетки и установленную с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи поперечных стержней каретку в виде балки со средством для захвата поперечного стержня [1].
Недостатки данной машины заключаются в том, что каретка с механизмом шаговой подачи сетки оснащена средством для захвата поперечного стержня и ее перемещения на шаг непосредственно из-под электродов после приварки, причем за среднюю часть участка поперечного стержня, расположенного между смежными продольными стержнями, что способствует деформации поперечных стержней и в целом сетки, преимущественно при изготовлении сеток из проволоки малых диаметров (3-5 мм), которая, как правило, разматывается с тяжеловесных катушек.
Целью изобретения является повышение качества готового изделия за счет обеспечения стабильных размеров по ширине сетки при одновременном изготовлении нескольких сеток и расширение технологических возможностей за счет сварки сетки с увеличенным шагом между продольными стержнями.
Это достигается тем, что механизм шагового перемещения сетки выполнен в виде расположенного на балке оппозитно имеющемуся дополнительного средства для захвата поперечного стержня и передвижения сетки, имеющего шарнирно закрепленные на общей оси с возможностью ограниченного поворота вокруг нее толкатели с клиновидным упором на свободном конце, в котором на нижней плоскости выполнен сквозной паз для охвата с двух сторон продольного стержня и упора в поперечный стержень, причем упомянутый толкатель выполнен телескопическим, что создает возможность его перенастройки при изменении продольного шага сетки, а имеющееся средство для захвата поперечного стержня выполнено в виде шарнирно-закрепленной на балке подпружиненной штанги с зацепами на свободном конце, что создает условия для перехода на иной поперечный шаг сетки.
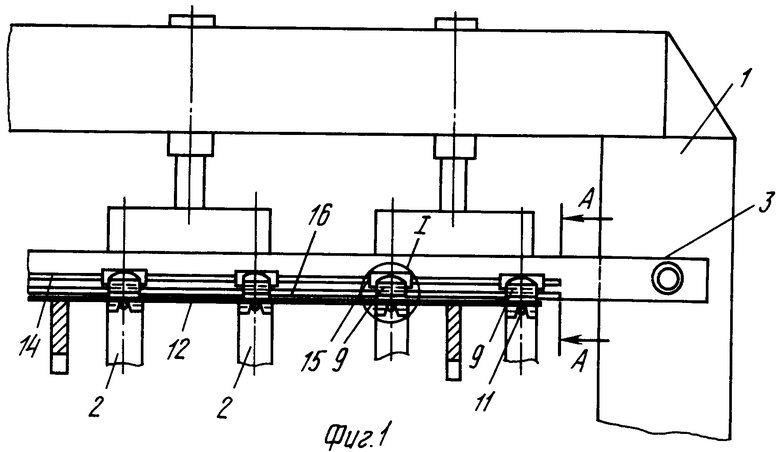
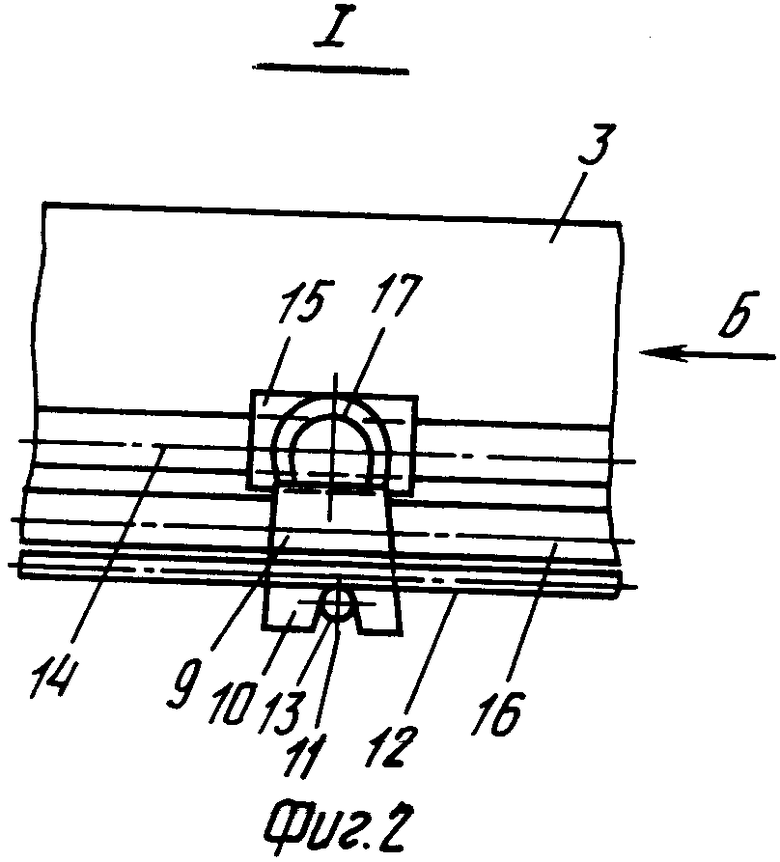
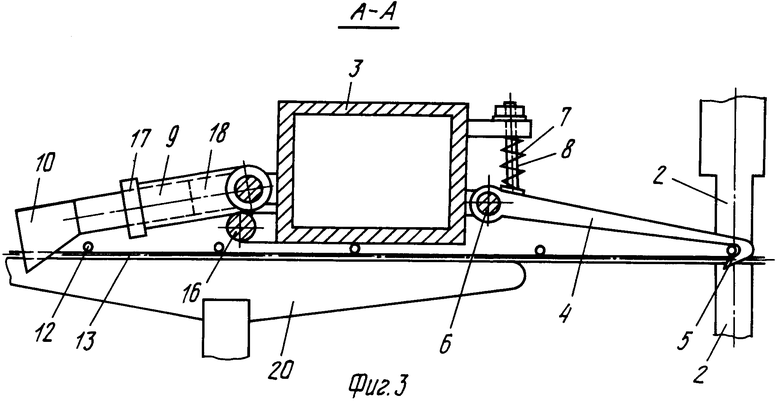
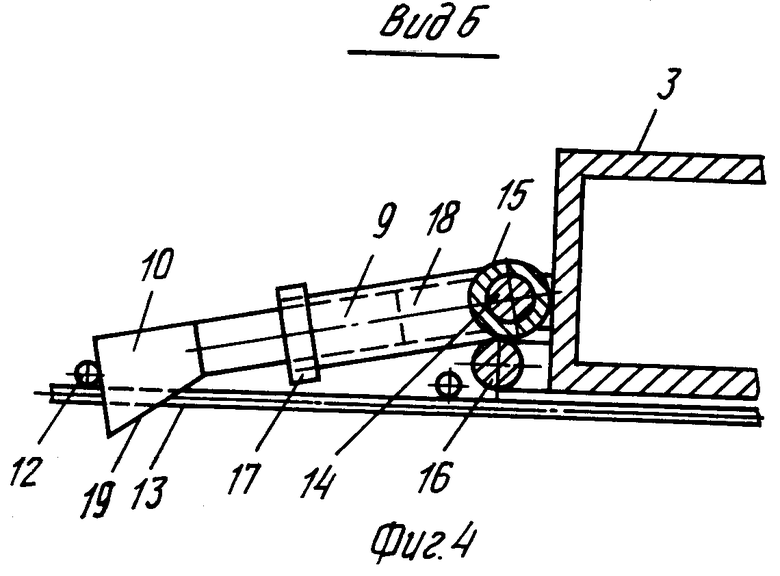
На фиг. 1 изображена предлагаемая машина, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 2.
Многоэлектродная машина содержит станину 1, на которой смонтирован механизм сварки продольных с поперечными стержнями с электродами 2, механизм шаговой подачи сетки, установленный с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи поперечных стержней каретки в виде балки 3 со средством для захвата поперечного стержня, состоящим из шарнирно закрепленной на балке подпружиненной штанги 4 с зацепами 5 на свободном конце и дополнительного средства для захвата поперечного стержня, расположенного на балке оппозитно штанге, имеющего шарнирно закрепленные на общей оси с возможностью ограниченного поворота вокруг нее толкатели 9 с клиновидным упором 10 на свободном конце, в котором на нижней плоскости выполнен сквозной паз 11 для охвата с двух сторон продольного стержня 13 и упора в поперечный стержень 12. Толкатель 9 выполнен телескопическим и подвижным вдоль оси 14 путем скольжения трубки 15 с опиранием на ограничитель 16.
Многоэлектродная машина для сварки арматурных сеток работает следующим образом.
После включения машины, подачи поперечного стержня 12 и его приварки к продольному стержню 13 включается механизм шаговой подачи сетки и клиновидный упор 10 пазом 11 скользит по продольному стержню 13 до перехода клиновидной частью поперечного стержня 12 и упора торцом в поперечный стержень с двух сторон от пересечения с продольным стержнем 13 и при обратном ходе каретки упор 10, упираясь в стержень 12, перемещает сетку на один шаг.
Таким образом, так как упор 10 воздействует непосредственно на сварное пересечение сетки и после его приварки и остывания, то сетка не деформируется, что создает, кроме того, возможность увеличения расстояния между продольными стержнями, т.е. увеличение шага безопасности деформирования сетки, а также за счет того, что синхронно с клиновидным упором 10 в перемещении сетки работает штанга 4 с зацепом 5, что более равномерно распределяет усилие на поперечный стержень 12. Синхронность работы толкателя 9 и штанги 4 шагового механизма устанавливают путем изменения длины толкателя за счет ввинчивания или вывинчивания наконечника 10 по гайке 17 в полости 18.
При изменении величины шага поперечных стержней в сетке или при первичном запуске машины (начало сетки) на первые 2-3 шага сетку протягивают только с помощью штанги 4 за счет слабины продольных стержней 13.
Для ограничения поворота толкателя 9 в нижнее положение при отсутствии сетки предусматривается ограничитель 16.
При изменении шага продольных стержней 13 сетки толкатели 9 свободно сдвигаются в необходимую сторону на оси 14 за счет скольжения трубки 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
Использование: изготовление сеток, используемых в железобетонных изделиях. Сущность изобретения: устройство содержит смонтированные на станине сварочный механизм с электродами и механизм шагового перемещения сетки. Последний выполнен в виде установленной на станине с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи поперечных стержней балки. На балке с одной стороны шарнирно закреплены подпружиненные штанги с зацепами для поперечных стержней, а с другой стороны на общей оси также шарнирно закреплены с возможностью поворота вокруг своей оси толкатели. Причем поворот ограничен элементом, закрепленным на балке. Толкатели на свободном конце имеют клиновидный упор, в нижней плоскости которого выполнен сквозной паз, с помощью последнего толкатели, охватывая с двух сторон продольный стержень, упираются в поперечный, перемещая сетку на шаг. 4 ил.
МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК, содержащая смонтированные на станине механизм сварки продольных стержней с поперечными с электродами, механизм шаговой подачи сетки, и установленной с возможностью возвратно-поступательного перемещения перпендикулярно к оси подачи поперечных стержней каретки в виде балки со средством для захвата поперечного стержня, отличающаяся тем, что, с целью повышения качества готового изделия путем обеспечения стабильных размеров по ширине сетки при одновременном изготовлении нескольких сеток и расширения технологических возможностей за счет сварки сетки с различным шагом между продольными и поперечными стержнями, механизм шагового перемещения сетки выполнен в виде расположенного на балке оппозитно имеющемуся дополнительного средства для захвата поперечного стержня, имеющего шарнирно закрепленные на общей оси с возможностью ограниченного поворота вокруг нее толкатели с клиновидным упором на свободном конце, в котором на нижней плоскости выполнен сквозной паз для охвата с двух сторон продольного стержня и упора в поперечный стержень, причем упомянутый толкатель выполнен телескопическим, а имеющееся средство для захвата поперечного стержня выполнено в виде шарнирно закрепленного на балке подпружиненной штанги с зацепами на свободном конце.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Константопуло Г.С | |||
| Механическое оборудование заводов железобетонных изделий | |||
| М.: Стройиздат, 1982, с.151-154, рис.80. | |||
