Все публикации и патентные заявки, упоминаемые в настоящем описании, ссылкой включаются в него в той же мере, как если бы каждая отдельная публикация или патентная заявка была конкретно и отдельно указана как включенная ссылкой. Настоящая заявка включает ссылкой также предварительную патентную заявку США №61/815,689 и предварительную патентную заявку США №61/656,404.
Уровень техники
Устройства на основе волокна и расширяющиеся устройства, такие как баллоны, находят широкое применение в медицинской практике. В случае баллона его ведение осуществляют, как правило, на конце катетера, пока баллон не будет расположен в представляющей интерес области. В результате повышения давления внутри баллона происходит увеличение его объема. Согласно одному варианту использования при увеличении объема баллона он создает пространство в теле.
Баллоны могут быть использованы в сердечных клапанах, в том числе при баллонной аортальной вальвулопластике (БАВ) и транскатетерной имплантации аортального клапана (ТИАК). Баллоны могут быть использованы для открытия стенозированного аортального клапана. Стенозированный клапан может иметь твердые кальцинированные поражения, которые могут разорвать или проколоть баллон. Кроме того, для повышенной безопасности и контроля может потребоваться точный диаметр надутого баллона.
Баллоны могут быть использованы для того, чтобы отодвинуть бляшку от центра просвета сосуда к стенкам сосудистой системы, как, например, при ангиопластике или процедуре на периферической сети. При этой процедуре катетер-баллон Фогарти помещают в закупорку сосуда. Надувание баллоны вызывает расширение сужения сосуда, что обеспечивает улучшенный кровоток.
Традиционно используют два основных типа баллона: один - это малоподатливый баллон высокого давления, второй - высокоподатливый баллон более низкого давления.
Высокоподатливые медицинские баллоны часто изготавливают из уретана, латекса, силикона, ПВХ, Пебакса и других эластомеров. При повышении давления в высокоподатливом баллоне размеры баллона увеличиваются. После снижения давления
высокоподатливый медицинский баллон может вернуться к своей первоначальной форме или к почти своей первоначальной форме. Высокоподатливые медицинские баллоны могут легко расширяться в объеме в несколько раз перед тем, как лопнуть.
Традиционным высокоподатливым медицинским баллонам могут быть присущи различные недостатки. Высокоподатливые или высокоэластичные медицинские баллоны обычно не могут выдерживать высоких давлений, поскольку их стенки характеризуются низким пределом прочности на разрыв, и при расширении баллона происходит уменьшение толщины стенок. В некоторых случаях высокоподатливые медицинские баллоны обеспечивают прикладывание недостаточного усилия для выполнения процедуры. Превышение номинального давления высокоподатливого медицинского баллона создает чрезмерный риск разрыва баллона, что может привести к серьезным осложнениям для пациента. Более того, высокоподатливым медицинским баллонам присущ слабый контроль формы. При расширении высокоподатливого медицинского баллона он может принимать форму, диктуемую, главным образом, особенностями окружения внутри пациента, а не клиническими целями. В некоторых случаях это может быть обратным тому, чего хочет врач. Многие медицинские процедуры основаны на точном создании конкретной формы баллона. Кроме того, высокоподатливым медицинским баллонам часто присуща низкая прочность на прокол и разрыв.
Малоподатливые медицинские баллоны высокого давления при сравнительно высоких давлениях по существу сохраняют свою форму. ПЭТ (полиэтилентерефталат) является чаще всего используемым материалом для малоподатливых баллонов высокого давления. ПЭТ обычно используют для баллонов, применяемых при осуществлении высокоэффективной баллонной ангиопластики. ПЭТ прочнее других полимеров, может быть отлит в самые разные формы и может характеризоваться малой толщиной (например, 5-50 мкм (0,0002-0,002 дюйма)), таким образом, придавая этим баллонам низкий профиль. Следует, однако, отметить, что баллоны, изготовленные со стенками из ПЭТ, являются хрупкими и подвержены разрывам. При прижатии к твердой или острой поверхности в теле пациента, такой как стеноз, баллонам из ПЭТ присуща высокая вероятность разрыва, так как они характеризуются низкой прочностью на прокол. ПЭТ является очень жестким, и поэтому баллоны, изготовленные из ПЭТ, могут вызывать проблемы при попытке упаковать или сложить их с обеспечением малого диаметра, при этом таким баллонам может быть присуща низкая способность следования (т.е. способность скользить и изгибаться на проволочном проводнике, проходящем по извилистому сосуду). Кроме того, баллоны, изготовленные из
ПЭТ, хотя и прочнее большинства других баллонов, изготовленных из гомогенных полимеров, все же могут быть недостаточно прочными, чтобы поддерживать значения давления, достаточные для завершения определенных медицинских процедур. Кроме того, при большом диаметре баллона (например, 20 мм или более) баллону из ПЭТ по-прежнему присуща чрезмерная податливость для таких процедур, как БАВ и ТИАК. Альтернативным материалом для малоподатливых баллонов высокого давления являются нейлоновые баллоны. Однако эти баллоны обычно являются менее прочными, по сравнению с баллонами из ПЭТ, и поэтому могут выдерживать более низкое давление. Нейлон легко поглощает воду, что в некоторых случаях может иметь отрицательное влияние на свойства нейлона. Нейлон обладает более высокой прочностью на прокол, чем ПЭТ, и гибче ПЭТ.
Еще одной альтернативой малоподатливого медицинского баллона высокого давления являются армированные волокном композитные баллоны. Эти армированные волокном композитные баллоны могут преимущественно выдерживать высокие давления, обеспечивают точный контроль формы и обладают высокой прочностью на разрыв и прокол. Однако технологический процесс производства армированных волокном баллонов может быть сложным и дорогостоящим, требующим нанесения нескольких разных слоев волокна для достижения требуемой поддержки. Как правило, по меньшей мере один из этих слоев представляет собой слой плетенной тканой конструкции, препятствующей свертыванию, который намотан на базовый баллон. Эти формование и намотка слоя плетенной тканой конструкции могут быть обременительными, трудоемкими, требующими дорогостоящего оборудования и отнимающими много времени. Кроме того, если произошел разрыв баллона, в зависимости от ориентации волокон характер разрыва армированного волокном баллона (обусловленный свойствами устойчивости к разрыву) может вызвать повышенные трудности при извлечении баллона по канюле катетера.
Таким образом, существует необходимость в создании армированного волокном устройства, такого как баллон, которое можно быстро и легко изготавливать, одновременно обеспечивая его способность выдерживать высокие давления, обеспечивать точный контроль формы и иметь высоко-контролируемые свойства при разрыве.
Сущность изобретения
В общем, согласно одному варианту осуществления медицинское устройство представляет собой устройство, содержащее одиночное непрерывное волокно, проходящее радиально и продольно. Согласно одному примеру устройство может представлять собой
баллон, содержащий центральную часть и первую и вторую конические части, соединенные с центральной частью вдоль продольной оси, проходящей от первого конца баллона до второго конца баллона. Одиночное непрерывное волокно может проходить по существу параллельно продольной оси вдоль центральной части и радиально вокруг, по меньшей мере, части по меньшей мере одной из первой и второй конических частей устройства.
Устройство может дополнительно содержать второе волокно, проходящее радиально вокруг центральной части баллона. Второе волокно может быть частью одиночного непрерывного волокна, которое может содержать множество прядей первого волокна. Каждая прядь из множества прядей первого волокна может проходить под углом приблизительно 35-90 градусов к продольной оси баллона, когда пряди проходят радиально вокруг, по меньшей мере, части первой и второй конических частей. Каждая прядь из множества прядей первого волокна может переходить из проходящей радиально вокруг, по меньшей мере, части конических частей в проходящую по существу параллельно продольной оси на первой и второй конических частях.
Второе волокно может проходить под углом приблизительно 80-90 градусов к продольной оси баллона, когда второе волокно проходит радиально вокруг центральной части. Второе волокно может проходить вокруг первой и второй конических частей с меньшим шагом, чем шаг пряди второго волокна вокруг центральной части. Второе волокно может проходить поверх первого волокна и может быть над первой частью первого волокна и под второй частью первого волокна. Первая часть первого волокна может находиться на первой половине баллона, а вторая часть первого волокна находится на второй половине баллона.
Кроме того, может быть предусмотрено и третье волокно. Третье волокно может начинаться на первой конической части в месте, отстоящем от первого конца баллона. Третье волокно может быть частью одиночного непрерывного первого волокна.
Одиночное непрерывное волокно может проходить радиально вокруг первой и второй конических частей баллона.
Согласно другим вариантам осуществления армированный волокном медицинский баллон содержит цилиндрическую центральную часть. Баллон содержит первую и вторую конические части, соединенные с цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона. Баллон содержит множество прядей первого волокна, проходящих от первого конца баллона до второго конца баллона. Каждая прядь из множества прядей первого волокна проходит по
существу параллельно продольной оси, проходящей через цилиндрическую центральную часть, и радиально вокруг, по меньшей мере, части первой и второй конических частей. Баллон содержит по меньшей мере одну прядь второго волокна, проходящую радиально вокруг центральной части.
Этот и другие варианты осуществления могут включать один или несколько из следующих признаков. Пряди множества прядей первого волокна могут быть частью одиночного непрерывного волокна. Множество прядей первого волокна и по меньшей мере одна прядь второго волокна могут быть частью одиночного непрерывного волокна. Каждая прядь из множества прядей первого волокна может проходить под углом приблизительно 35-90 градусов к продольной оси баллона, когда пряди проходят радиально вокруг, по меньшей мере, части первой и второй конических частей. Каждая прядь из множества прядей первого волокна может переходить из проходящей радиально вокруг, по меньшей мере, части конических частей в проходящую по существу параллельно продольной оси на первой и второй конических частях. По меньшей мере одна прядь второго волокна может проходить под углом приблизительно 80-90 градусов к продольной оси баллона, когда прядь проходит радиально вокруг центральной части. По меньшей мере одна прядь второго волокна может проходить вокруг первой и второй конических частей с меньшим шагом, чем шаг по меньшей мере одной пряди второго волокна вокруг центральной части. По меньшей мере одна вторая прядь может проходить поверх всех прядей из множества прядей первого волокна. По меньшей мере одна вторая прядь может проходить поверх первой части множества прядей первого волокна и под второй частью множества прядей первого волокна. Первая часть множества первых волокон может находиться на первой половине, а вторая часть множества первых волокон может находиться на второй половине баллона. Армированный волокном медицинский баллон может дополнительно содержать множество прядей третьего волокна, причем множество прядей третьего волокна могут начинаться на первой конической части в месте, отстоящем от первого конца баллона. По меньшей мере часть прядей первого волокна и прядей третьего волокна могут быть частью одиночного непрерывного волокна.
Настоящее изобретение относится также к медицинскому устройству в виде баллона, содержащего центральную часть и первую и вторую конические части, соединенные с центральной частью. Баллон характеризуется наличием продольной оси, проходящей от первого конца баллона до второго конца баллона. Нетканый слой волокна содержит первое волокно, проходящее по существу параллельно продольной оси вдоль центральной части, и
второе волокно, проходящее радиально вокруг первой конической части. Первое волокно и второе волокно могут образовывать часть одиночного непрерывного волокна.
Согласно одному варианту осуществления предлагается способ изготовления баллона из армированного волокном композита, характеризующегося наличием цилиндрической центральной части и первой и второй конических частей, соединенных с цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона. Способ предусматривает нанесение на цилиндрическую центральную часть одиночного непрерывного волокна, проходящего по существу параллельно продольной оси баллона, и нанесение одиночного непрерывного волокна по меньшей мере на одну из первой и второй конических частей. Стадия нанесения может предусматривать нанесение одиночного непрерывного волокна радиально вокруг, по меньшей мере, части по меньшей мере одной из первой и второй конических частей. Способ может дополнительно предусматривать нанесение второго волокна, проходящего радиально вокруг цилиндрической центральной части баллона.
Согласно еще одному раскрытому варианту осуществления способ изготовления баллона из армированного волокном композита, характеризующегося наличием цилиндрической центральной части и первой и второй конических частей, соединенных с цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона, предусматривает нанесение одиночного непрерывного волокна на базовый слой, характеризующийся наличием цилиндрической центральной части и первой и второй конических частей, для образования множества прядей первого волокна, проходящих по существу параллельно продольной оси баллона в пределах цилиндрической центральной части.
Этот и другие варианты осуществления могут включать один или несколько из следующих признаков. Нанесение одиночного непрерывного волокна может предусматривать формирование пряди волокна множества прядей первого волокна путем намотки волокна радиально вокруг первой конической части, укладки волокна по существу параллельно продольной оси в пределах цилиндрической центральной части и намотки волокна радиально вокруг второй конической части от первого конца баллона до второго конца баллона. Нанесение одиночного непрерывного волокна может дополнительно предусматривать формирование другой пряди волокна множества прядей первого волокна путем изменения направлении нанесения волокна так, чтобы намотать волокно радиально вокруг второй конической части, укладки волокна по существу параллельно продольной оси
в пределах цилиндрической центральной части и намотки волокна радиально вокруг первой конической части от второго конца баллона до первого конца баллона. Способ может дополнительно предусматривать намотку волокна радиально вокруг цилиндрической центральной части для образования по меньшей мере одной пряди второго волокна. Намотка волокна радиально вокруг цилиндрической центральной части для образования по меньшей мере одной пряди второго волокна может предусматривать намотку волокна радиально вокруг цилиндрической части поверх, по меньшей мере, части прядей множества первых прядей. Способ может дополнительно предусматривать намотку второй части множества прядей первого волокна поверх по меньшей мере одной пряди второго волокна. Нанесение одиночного непрерывного волокна может предусматривать погружение волокна в сольватированный термосвариваемый материал для приклеивания волокна к камере, помещенной на базовую оправку. Способ может дополнительно предусматривать обрезку первого или второго конца баллона после нанесения одиночного непрерывного волокна.
Настоящее изобретение можно рассматривать в качестве относящегося к медицинскому устройству, содержащему устройство, такое как медицинская трубка, содержащее одиночное непрерывное волокно, нанесенное продольно и радиально на разные части устройства. Соответствующий способ формования устройства на основе волокна предусматривает нанесение одиночного непрерывного волокна продольно и радиально на разные части устройства. Кроме того, настоящее изобретение относится, в общем, к способу формования устройства на основе волокна путем нанесения одиночного непрерывного волокна продольно на центральную часть устройства и радиально на другую часть устройства.
Кроме того, настоящее изобретение может относиться к медицинскому устройству, включающему баллон, характеризующийся наличием продольной оси, причем баллон содержит один слой волокон, содержащий одно или более волокон, проходящих по существу параллельно продольной оси в одной части слоя и по существу в направлении, поперечном продольной оси. Согласно одному варианту осуществления баллон содержит по существу цилиндрическую часть, вдоль которой волокно проходит параллельно продольной оси, и по существу коническую часть, соединенную с цилиндрической частью, при этом волокно проходит в радиальном направлении вдоль конической части. Волокно может представлять собой одиночное непрерывное волокно.
Краткое описание чертежей
Отличительные признаки настоящего изобретения конкретно изложены в прилагаемой формуле изобретения. Лучшее понимание признаков и преимуществ настоящего изобретения будет получено из последующего подробного описания, в котором изложены иллюстративные варианты осуществления, в которых используются принципы настоящего изобретения, и прилагаемого графического материала, где:
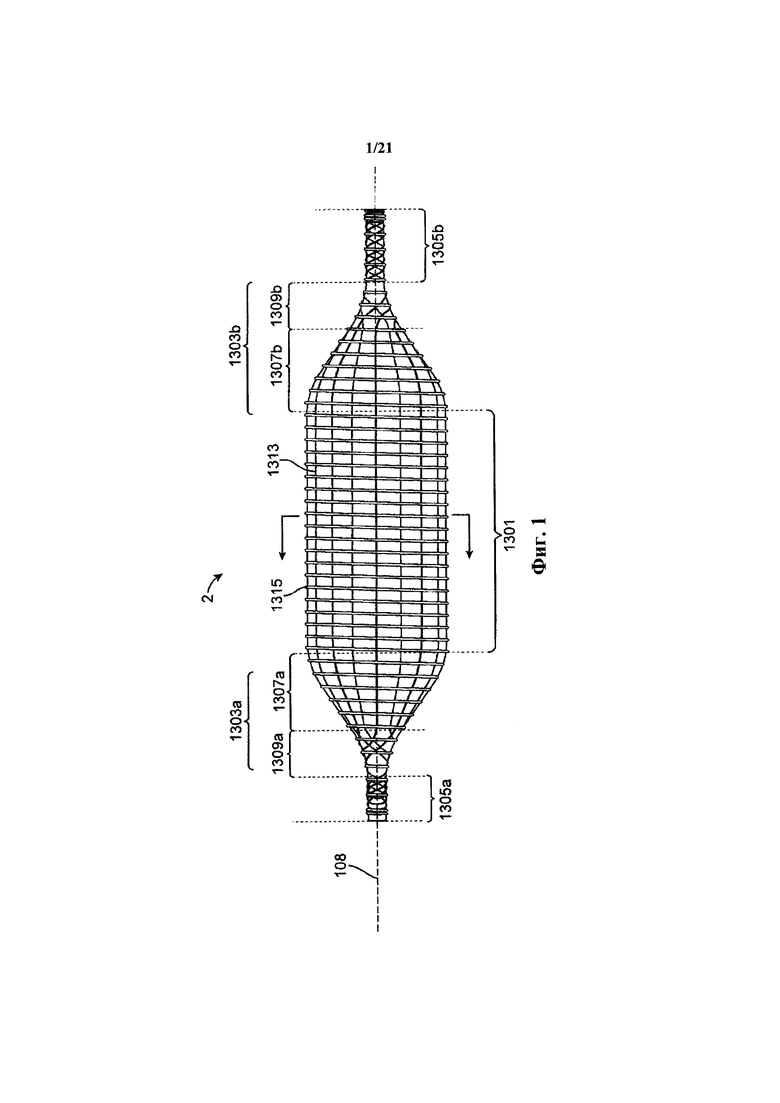
На фиг. 1 представлено надувное устройство, содержащее продольные пряди волокна и кольцевую прядь волокна. Продольные пряди волокна проходят по существу параллельно продольной оси в пределах центральной части и радиально вокруг концевых частей баллона. Кольцевая прядь волокна проходит радиально вокруг надувного устройства по длине устройства.
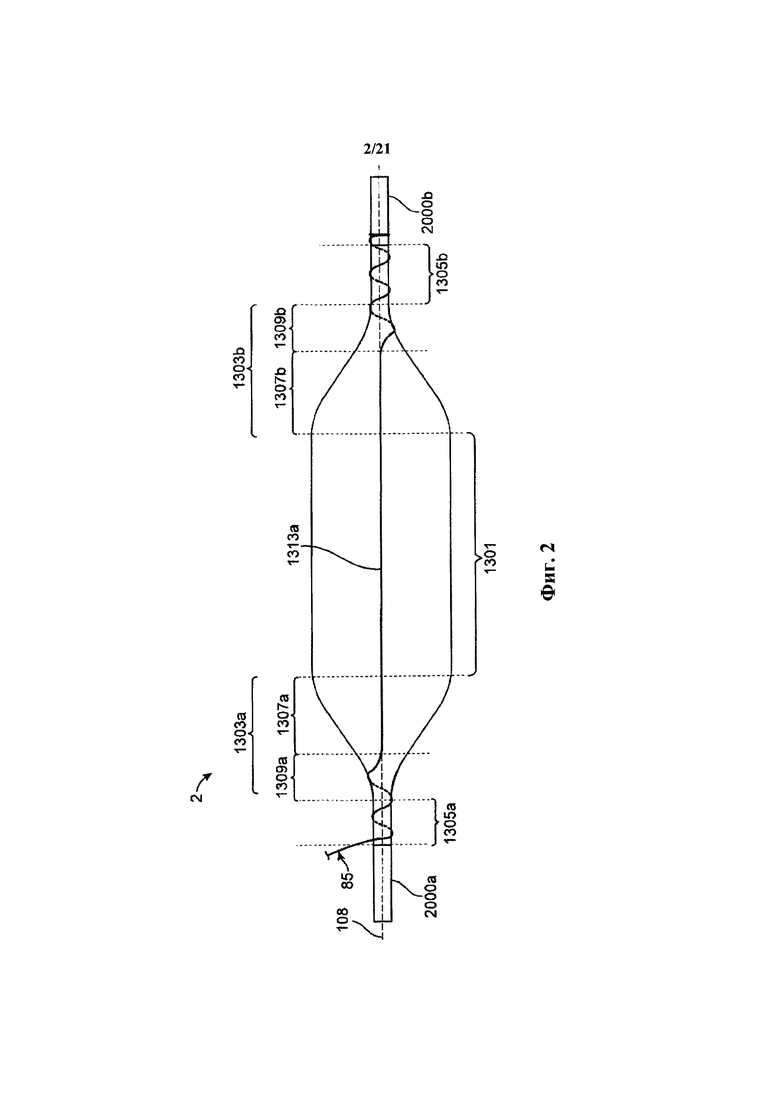
На фиг. 2 представлено нанесение первой продольной пряди волокна на надувное устройство.
На фиг. 3 представлено нанесение второй продольной пряди волокна на надувное устройство.
На фиг. 4 представлено нанесение третьей продольной пряди волокна на надувное устройство.
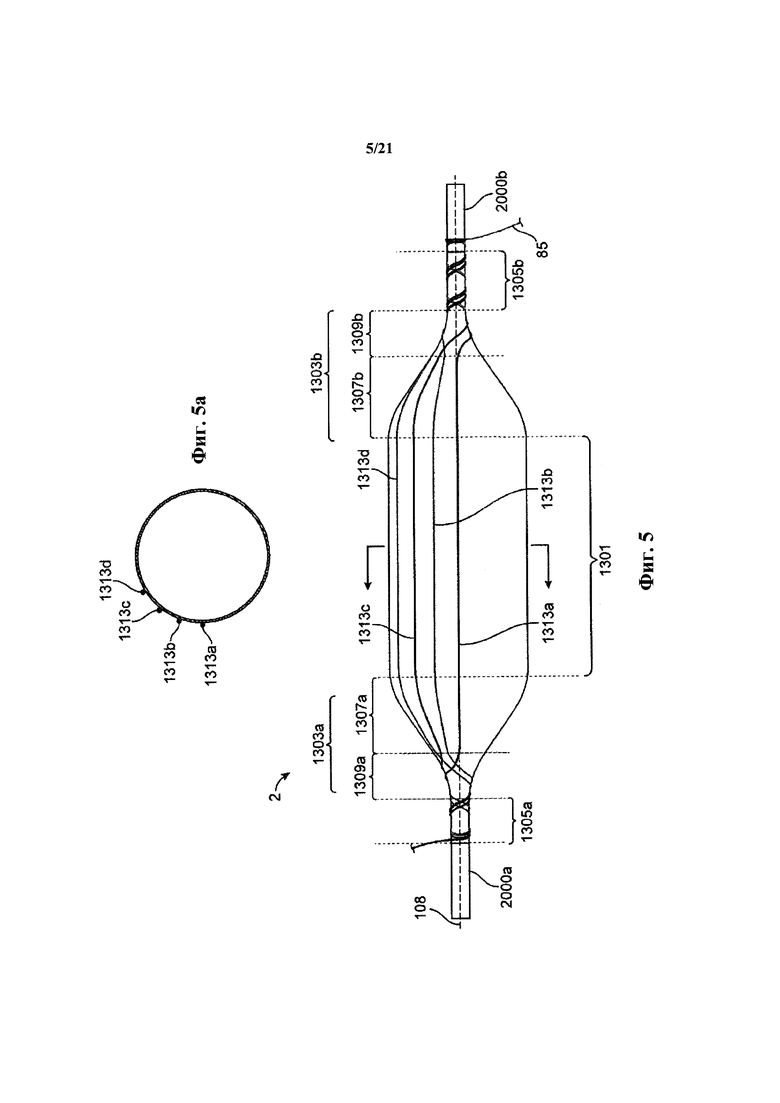
На фиг. 5 представлено нанесение четвертой продольной пряди волокна на надувное устройство.
На фиг. 5а представлен разрез надувного устройства на фиг. 5.
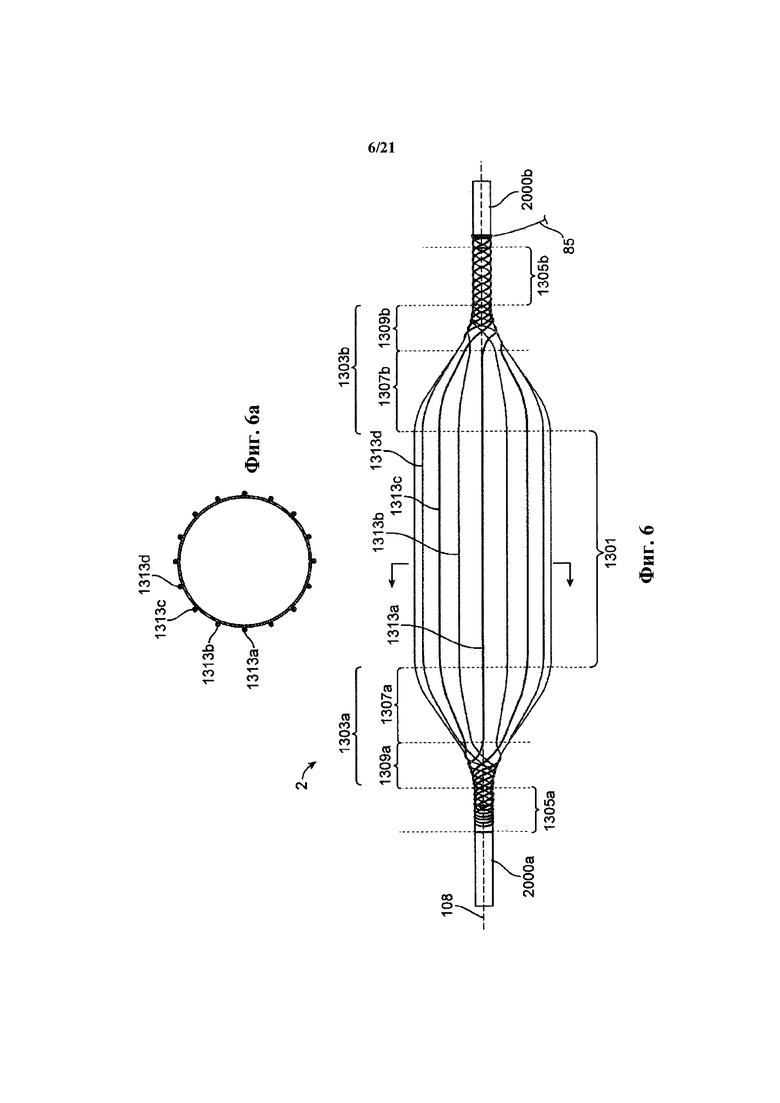
На фиг. 6 представлены продольные волокна, проходящие по всей окружности надувного устройства.
На фиг. 6а представлен разрез надувного устройства, изображенного на фиг. 6.
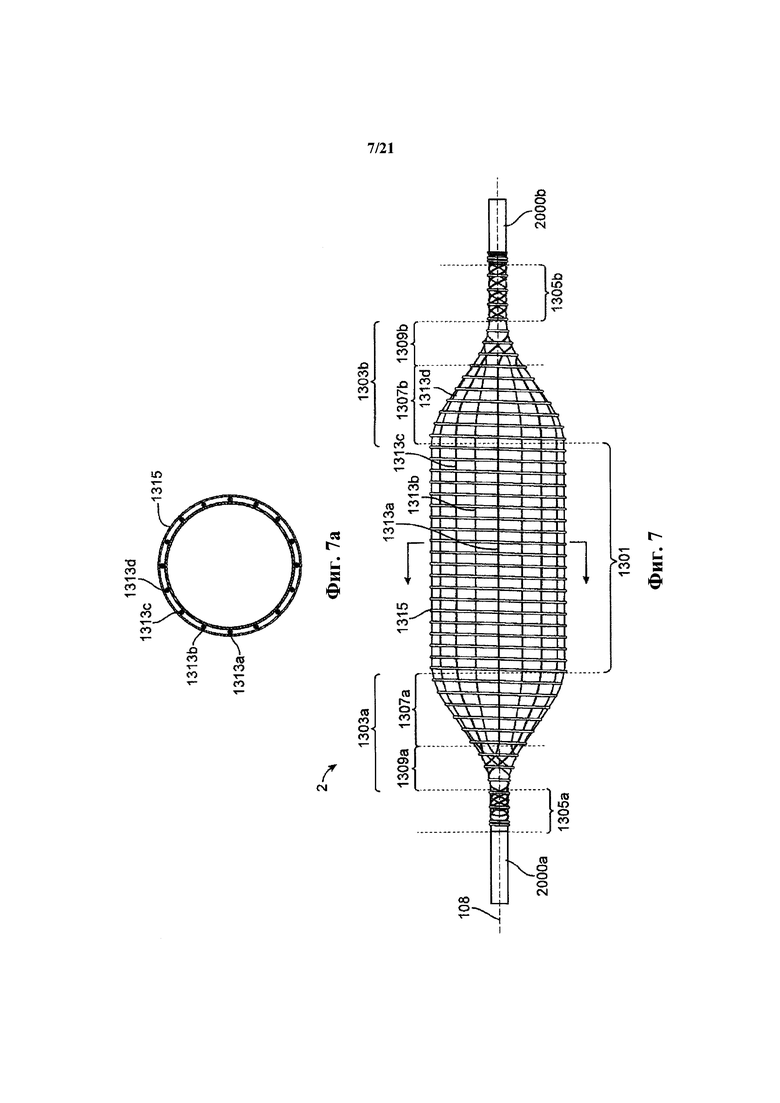
На фиг. 7 представлена кольцевая прядь, намотанная вокруг надувного устройства, на котором расположены продольные пряди волокна.
На фиг. 7а представлен разрез надувного устройства, изображенного на фиг. 7.
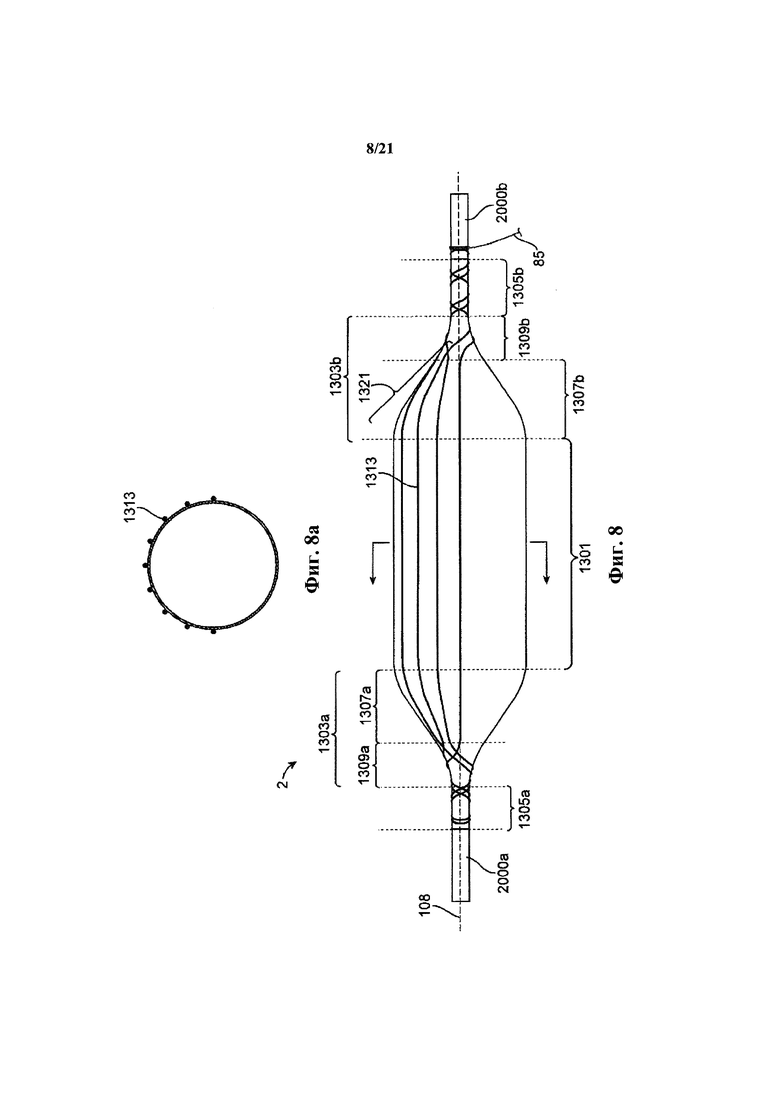
На фиг. 8 представлено надувное устройство, характеризующееся наличием продольных прядей волокна, уложенных на половине надувного устройства.
На фиг. 8а представлен разрез устройства, изображенного на фиг. 8.
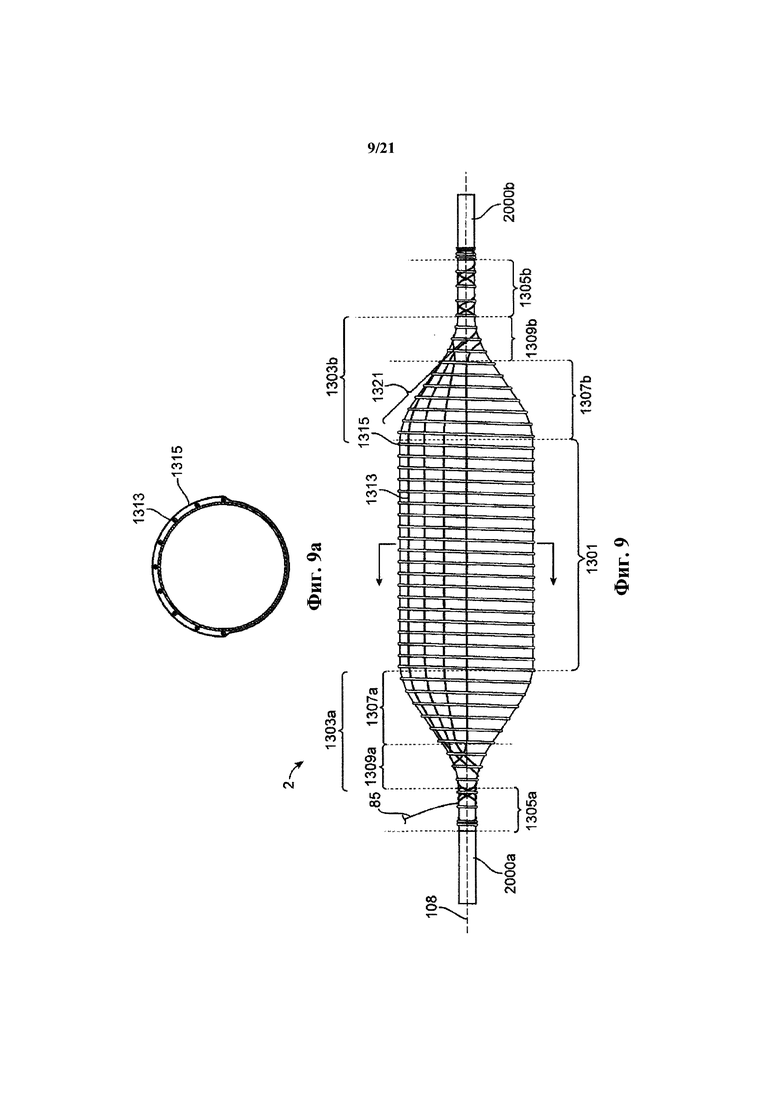
На фиг. 9 представлена кольцевая прядь, намотанная вокруг устройства, изображенного на фиг. 8.
На фиг. 9а представлен разрез устройства с кольцевой прядью, изображенного на фиг. 9.
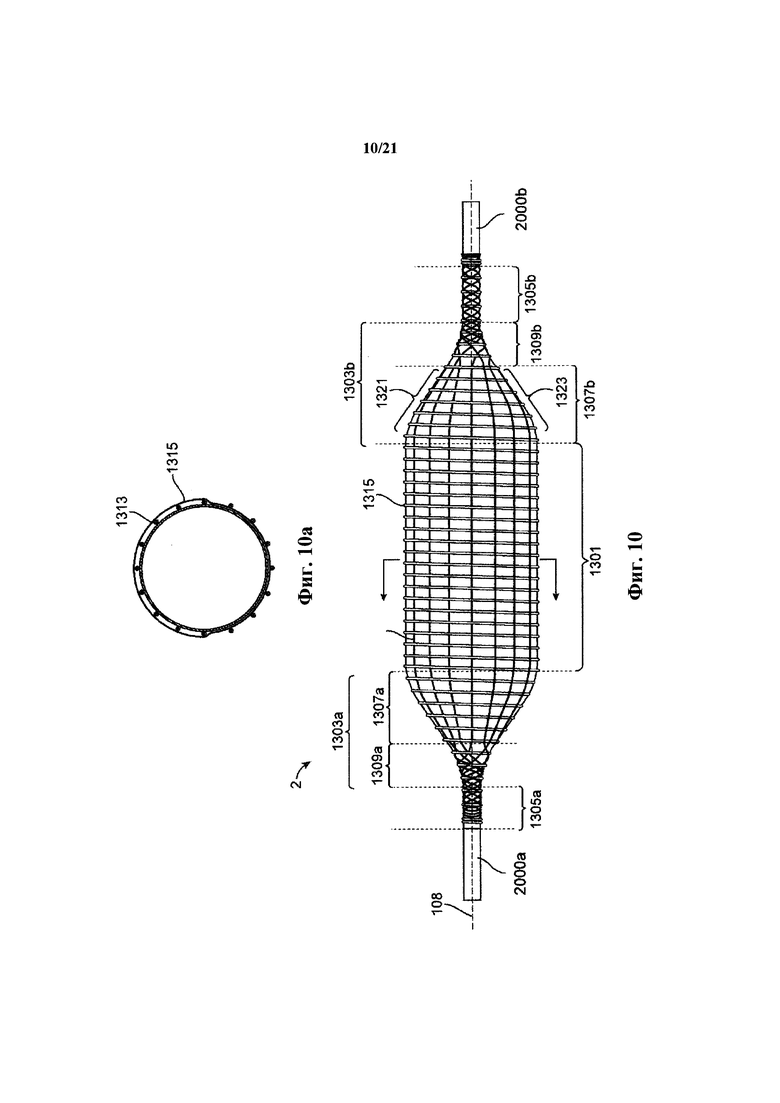
На фиг. 10 представлено нанесение продольных прядей волокна поверх кольцевой пряди, изображенной на фиг. 9.
На фиг. 10а представлен разрез устройства с прядями, изображенного на фиг. 10.
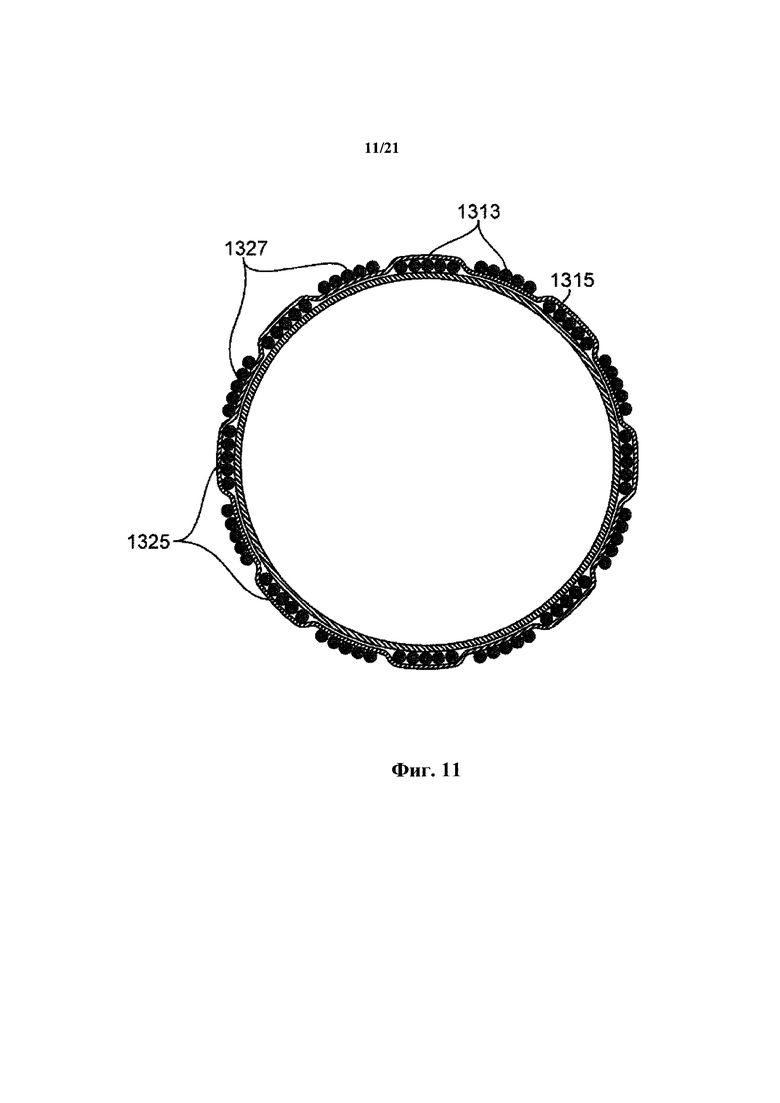
На фиг. 11 представлен разрез надувного устройства, характеризующегося наличием групп продольных прядей под кольцевой прядью волокна и других групп продольных прядей поверх кольцевой пряди.
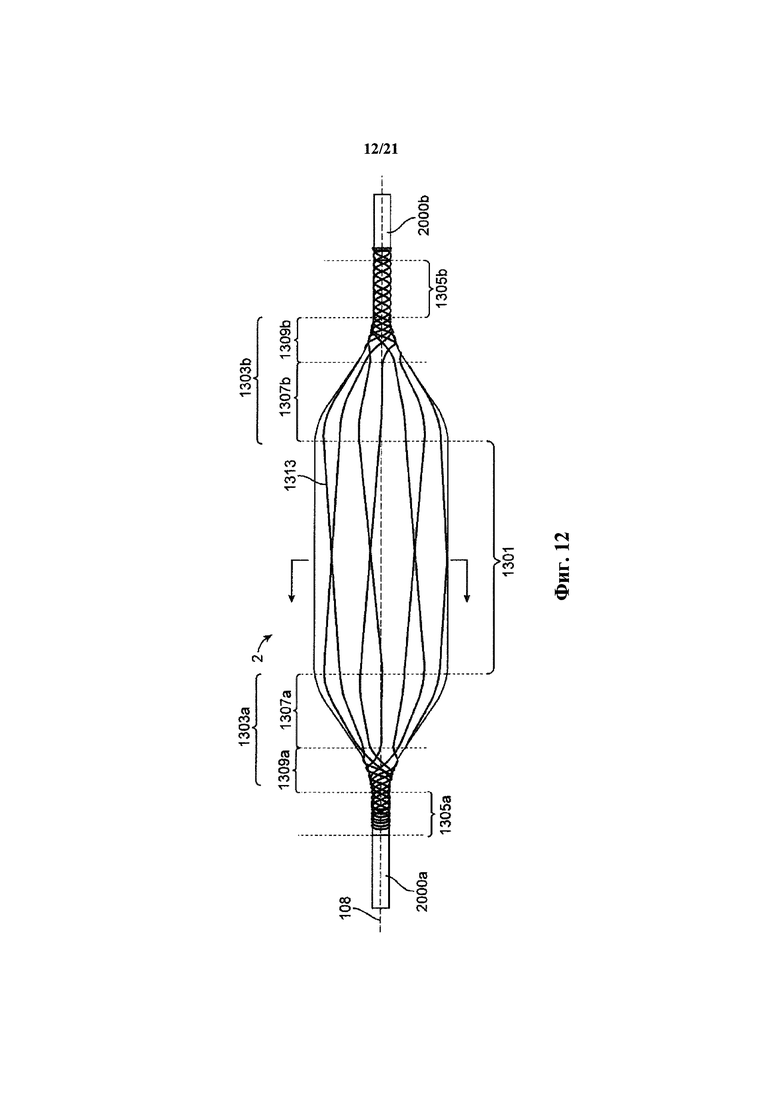
На фиг. 12 представлены продольные пряди, проходящие поверх надувного устройства под углом к продольной оси в пределах центральной части надувного устройства.
На фиг. 13 представлена кольцевая прядь, намотанная поверх надувного устройства, изображенного на фиг. 12.
На фиг. 14 представлена иллюстративная намотка волокна на надувном устройстве, в которой радиальный виток продольных прядей проходит, по меньшей мере, вдоль половины конических частей надувного устройства.
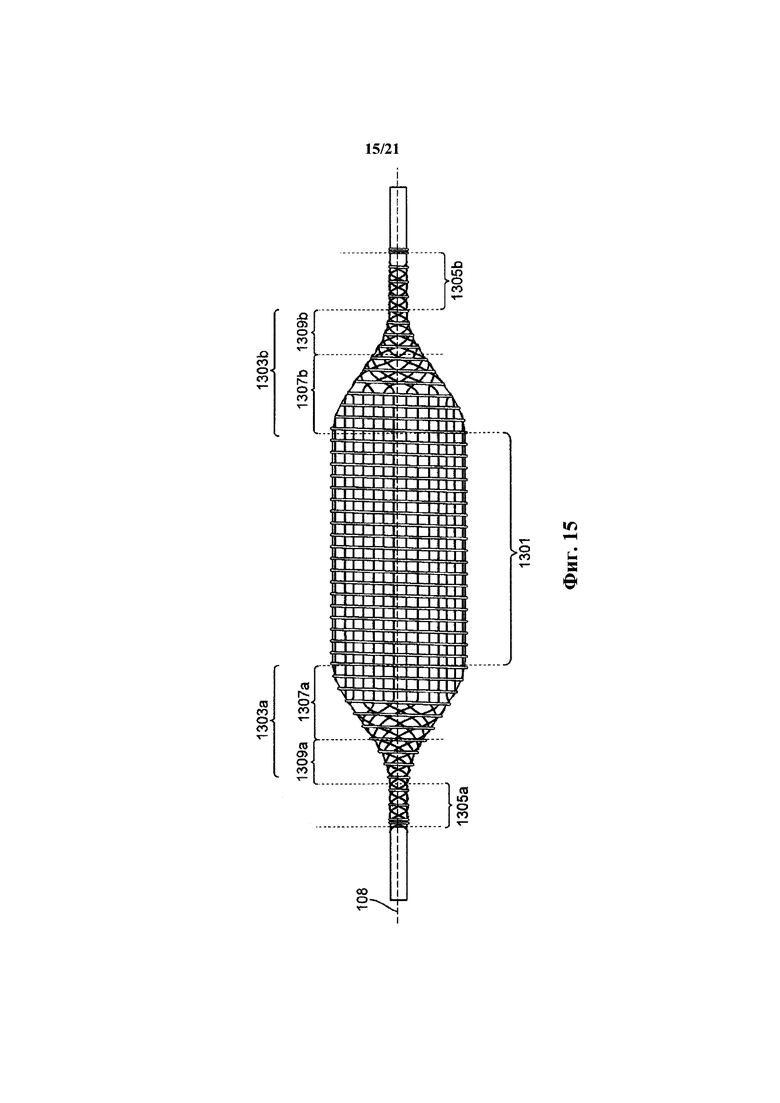
На фиг. 15 представлена кольцевая прядь, намотанная на надувное устройство, изображенное на фиг. 14.
На фиг. 16 представлено нанесение прядей волокна на надувное устройство в непрерывном процессе нитеводителем.
На фиг. 17 представлены иллюстративные слои или секции стенки надувного устройства.
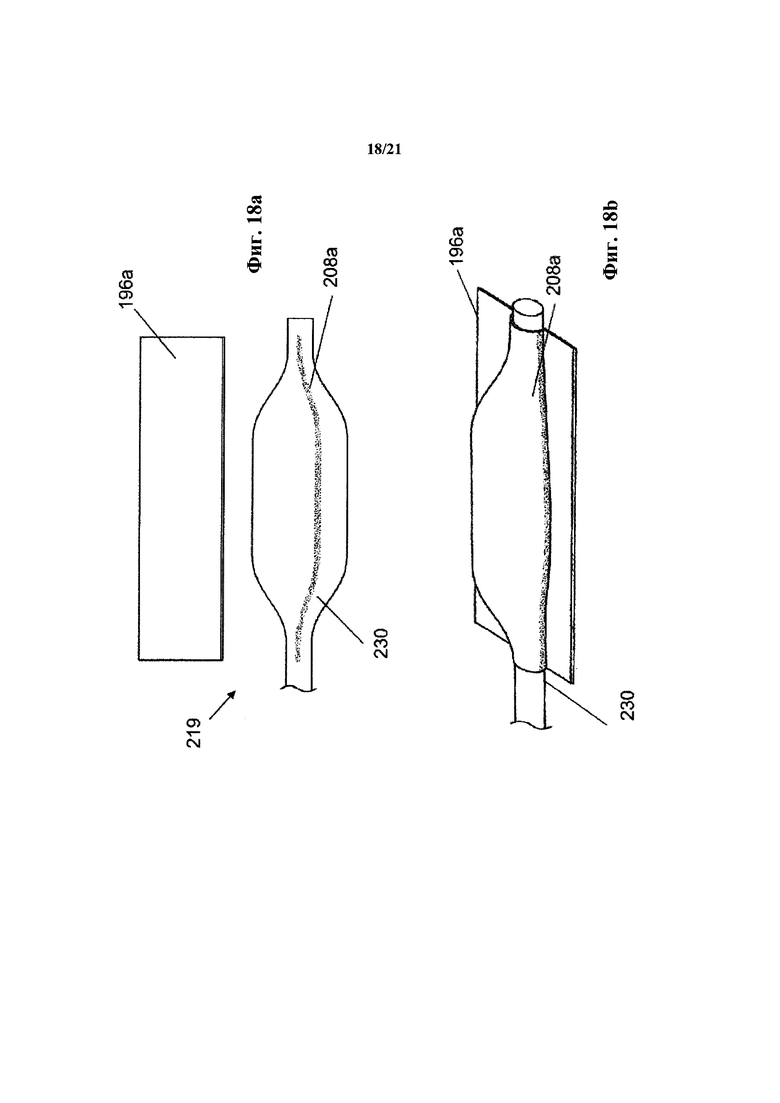
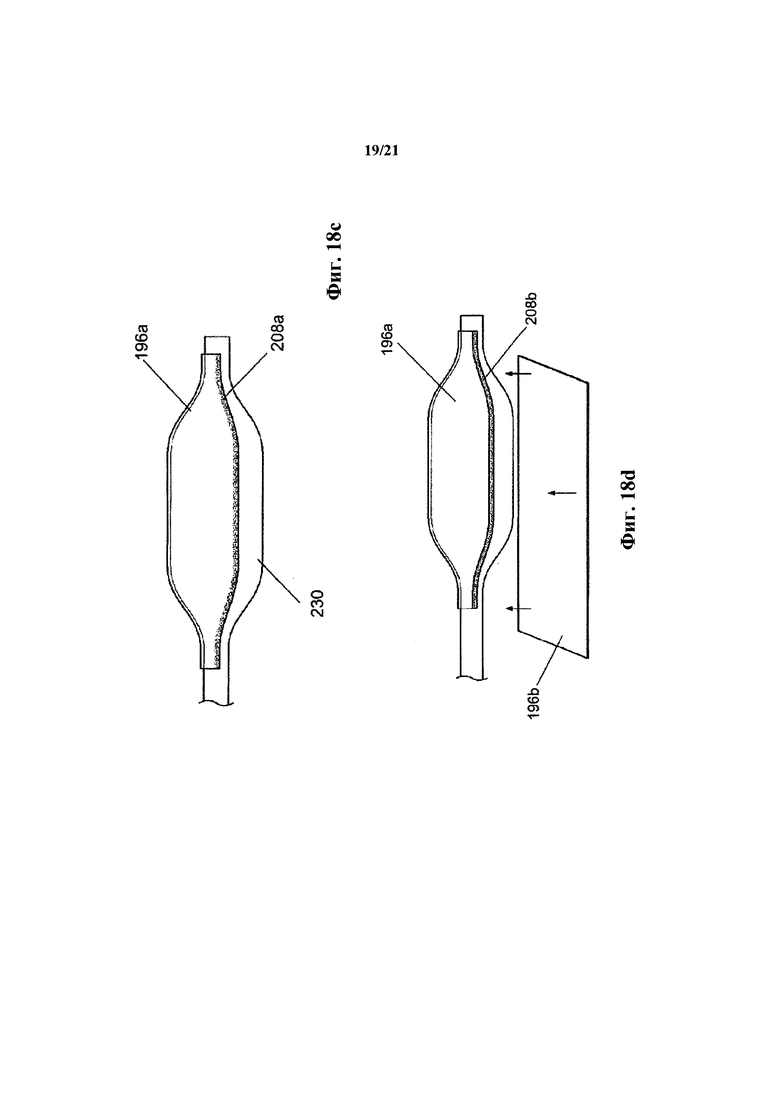
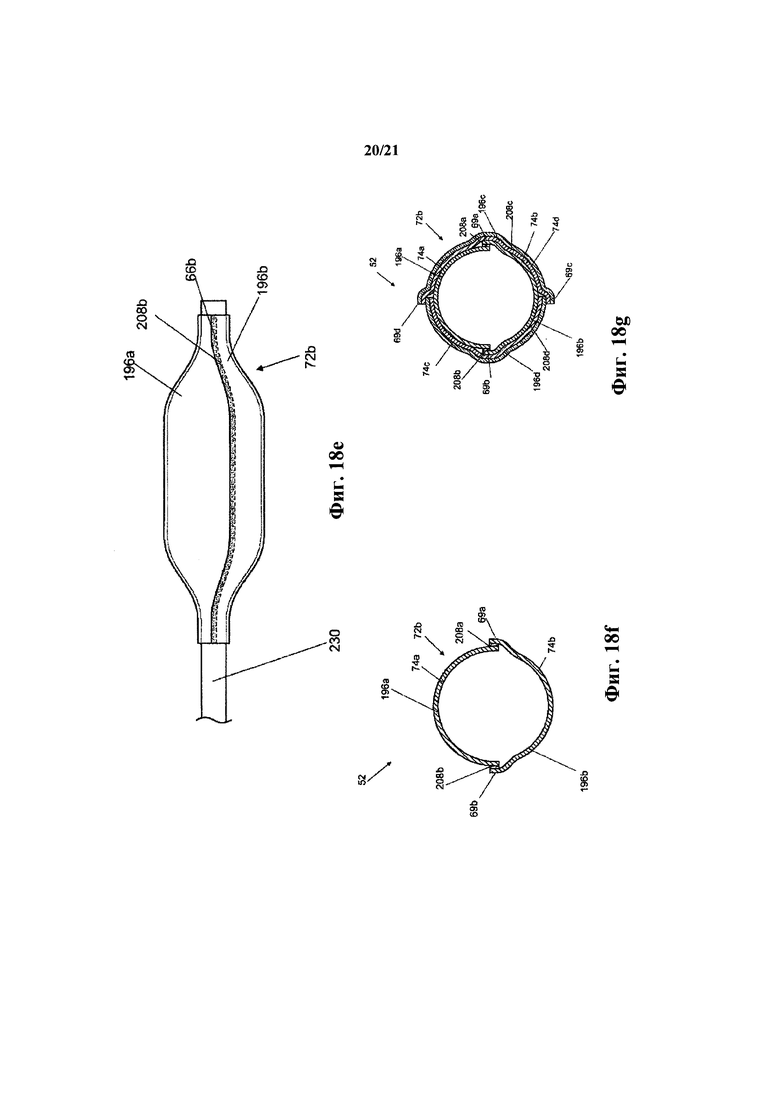
На фиг. 18A-18G представлен иллюстративный способ изготовления внутреннего слоя или камеры для надувного устройства.
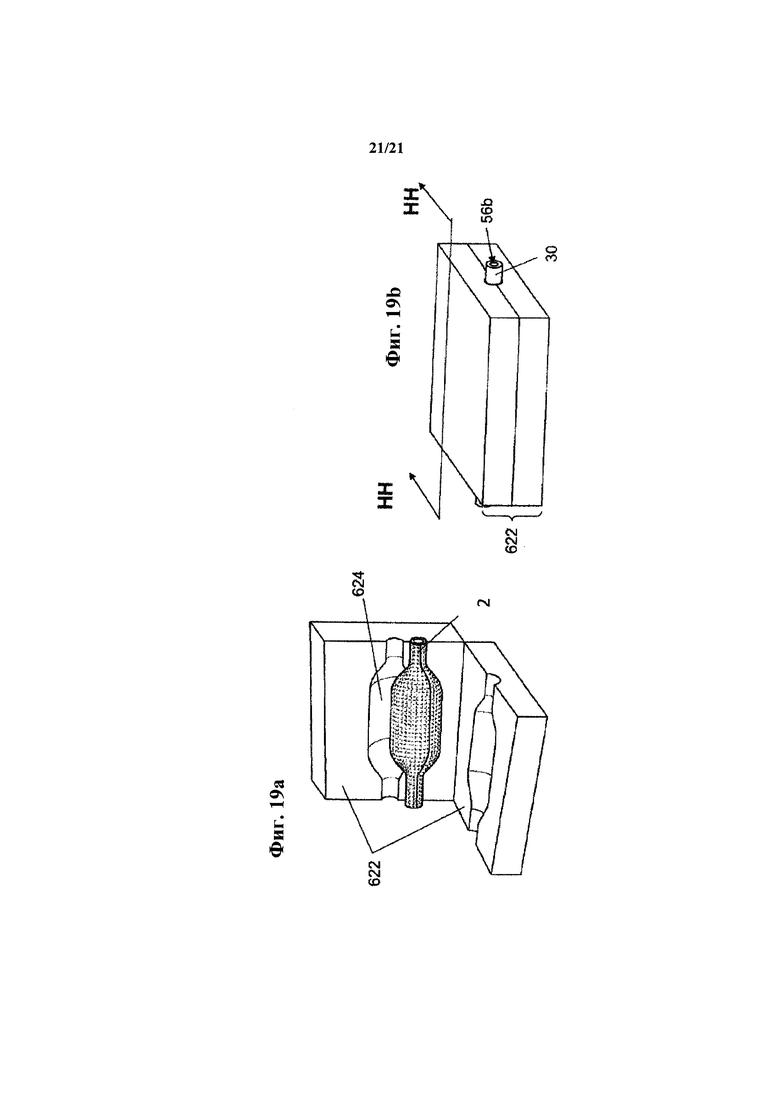
На фиг. 19А-В представлен иллюстративный способ объединения слоев или секций надувного устройства.
Подробное раскрытие настоящего изобретения
В общем, в настоящем документе описывается армированное волокном устройство, такое как медицинский баллон, выполненное путем нанесения непрерывной намотки волокна. Баллон содержит волокно или пряди волокна, проходящие по существу параллельно продольной оси в пределах центральной части и радиально вокруг концевых частей баллона.
Рассмотрим фиг. 1, надувное устройство 2 (например, баллон) может содержать центральную часть 1301, сужающиеся или конические части 1303а, b и концевые части 1305a, b. Центральная часть 1301 и концевые части 1305a, b могут характеризоваться, например, цилиндрической формой по существу с постоянным диаметром по длине
соответствующих частей 1301, 1305a, b. Согласно другим вариантам осуществления диаметр либо центральной части 1301, либо концевых частей 1305a, b может варьировать по длине соответствующих частей, например, указанные части могут иметь конфигурацию с небольшим сужением. Согласно некоторым вариантам осуществления части 1305a, b могут характеризоваться меньшей длиной или вообще отсутствовать. Пряди волокна на концевых частях 1305а, b могут быть и продольными, но изображены радиальными.
Конические части 1303a, b, проходящие между центральной частью 1301 и концевыми частями 1305a, b, могут иметь поперечное сечение уменьшающегося радиуса, проходя от центральной части 1301 до концевых частей 1305a, b, т.е. могут характеризоваться формой конуса. Согласно некоторым вариантам осуществления конические части 1303a, b могут иметь зоны расширения или растяжения, например, могут иметь луковицеобразную или закругленную секцию. Кроме того, каждая из конических частей 1303a, b может характеризоваться наличием подсекций 1307a, b и 1309a, b. Подсекции 1307a, b могут проходить от центральной части 1301 и могут иметь по существу выпуклую наружную поверхность, а подсекции 1309a, b могут проходить от концевых частей 1305a, b и могут характеризоваться по существу вогнутой наружной поверхностью. Соответствующие выпуклые и вогнутые наружные поверхности могут преимущественно обеспечивать плавную наружную поверхность баллона даже в местах, характеризующихся быстрым изменением значения диаметра.
Как дополнительно показано на фиг. 1, надувное устройство 2 может содержать продольные пряди 1313 волокна, проходящие по длине надувного устройства 2 от одного конца устройства к другому. Каждая продольная прядь 1313 волокна может проходить радиально вокруг баллона на его концах (например, на концевых частях 1305a, b или конических частях 1303a, b). Следовательно, прядь 1313 можно рассматривать как образующую слой волокна надувного устройства 2, в котором волокно в слое проходит как в направлении, по существу параллельном продольной оси (например, по цилиндрической секции), так и в направлении, по существу поперечном продольной оси (например, на концевой части или частях 1305a, b). Пряди 1313 волокна могут, таким образом, проходить по спирали вокруг концов надувного устройства 2 под углом приблизительно 25-90 градусов к продольной оси 108 баллона, например, 50-80 градусов, например, приблизительно 35 градусов, 40 градусов, 45 градусов, 50 градусов, 55 градусов, 60 градусов, 65 градусов, 70 градусов или 75 градусов. Кроме того, в пределах центральной части 1301 каждая прядь 1313 волокна может также проходить по существу параллельно (например, под углом ±5°, ±2°, ±1°,
или ±0,1°) продольной оси 108. Например, каждая прядь 1313 волокна может проходить по существу параллельно продольной оси 108 вдоль всей центральной части 1301.
Продолжим рассмотрение фиг. 1, надувное устройство 2 может дополнительно содержать по меньшей мере одну кольцевую прядь 1315 волокна. Кольцевая прядь 1315 волокна может быть навита радиально вокруг, по меньшей мере, центральной части 1301. Кольцевая прядь 1315 волокна может проходить под углом около 90 градусов к продольной оси 108, например, 80-90 градусов, и может проходить, по меньшей мере, по длине всей центральной части 1301. Согласно некоторым вариантам осуществления кольцевая прядь 1315 волокна может проходить по всей длине или части конических секций 1303a, b и/или концевых частей 1305a, b. Кроме того, согласно вариантам осуществления, в которых кольцевая прядь 1315 волокна проходит по всей длине или части конических секций 1303a, b и/или концевых частей 1305a, b, шаг намотки волокна в центральной части 1301 может быть выше (например, может быть больше витков на дюйм), чем шаг намотки волокна ближе к концам надувного устройства 2. Преимущественно, поскольку продольные пряди 1313 волокна намотаны радиально вокруг, по меньшей мере, некоторых секций конических секций 1303a, b и обеспечивают радиальную опору, не требуется, чтобы кольцевые пряди 1315 волокна проходили полностью поверх этих секций (или с таким же высоким шагом).
Рассмотрим фиг. 2-7, согласно некоторым вариантам осуществления пряди 1313, 1315 все могут быть нанесены на баллон как часть одиночного непрерывного волокна 85 (которое может представлять собой одиночное моноволокно или жгут, включающий множество моноволокон). Рассмотрим фиг. 2, волокно 85 может быть нанесено на оправку, выполненную с формой надувного элемента 2 (т.е., с центральной частью 1301, коническими частями 1303a, b и концевыми частями 1305, a, b). Оправка может дополнительно содержать удаляемые стержни 2000a, b, проходящие из концов надувного элемента 2. Волокно 85 может быть намотано радиально на концевую часть 1305b, радиально, по меньшей мере, на часть конической части 1303b, уложено вдоль центральной части 1301 по существу параллельно продольной оси 108 и затем проходить вниз по конической части 1303а, где может быть осуществлен переход на намотку радиально на коническую часть 1303а и концевую часть 1305а. Первое прохождение по длине надувного элемента 2 может образовывать прядь 1313а первого волокна.
Рассмотрим фиг. 3, для того чтобы образовать еще одну прядь 1313b волокна, волокно 85 может быть направлено обратно к надувному элементу 2 и намотано в противоположном направлении (т.е. от концевой части 1305а до концевой части 1305b). Как
показано на фиг. 3, радиальная намотка (например, спиральная или винтовая) пряди 1313b волокна будет проходить противоположно направлению радиальной намотки пряди 1313а волокна, при этом пряди 1313a, b встречаются или перекрываются в центральной точке каждого витка намотки. Пряди 1313a, b волокна будут дополнительно пересекаться в пределах конической части 1303a, b перед выпрямлением для прохождения по существу параллельно друг другу в пределах центральной части 1301.
Рассмотрим фиг. 4, прядь 1313 с третьего волокна может быть нанесена путем направления волокна 85 обратно к надувному элементу 2 и укладки его подобно пряди 1313а волокна. Как показано на фиг. 4, прядь 1313с волокна будет проходить по существу параллельно пряди 1313а волокна вдоль центральной части 1301 и концевых частей 1305a, b. Кроме того, как показано на фиг. 4, пряди 1313 волокна могут быть уложены последовательно так, чтобы прядь 1313с волокна укладывалась непосредственно за прядью 1313b волокна, которая уложена непосредственно за прядью 1313а волокна.
Рассмотрим фиг. 5, прядь 1313d четвертого волокна может быть нанесена путем направления волокна 85 обратно к надувному элементу 2 и укладки его подобно пряди 1313b волокна. На фиг. 5а представлен разрез результирующей укладки волокна.
Рассмотрим фиг. 6 и 6а, волокно 85 могут продолжать наматывать вперед-назад от одного конца надувного устройства к другому, пока пряди 1313 волокна не будут уложены по всей окружности центральной части 1301. Пряди 1313 волокна могут быть уложены так, что пряди 1313 волокна по существу равномерно отстоят друг от друга по всей длине баллона, когда вся окружность покрыта. Таким образом, при уменьшении диаметра расстояние между прядями волокна уменьшиться, но по-прежнему будет оставаться одинаковым.
Следует понимать, что хотя в целях ясности по окружности центральной части 1301 показаны лишь 12 прядей 1313, шаг прядей 1313 может быть намного выше. Например, шаг прядей 1313 может составлять 8-100, точнее, 30-50, например приблизительно 40. Кроме того, хотя пряди волокна были описаны как укладываемые последовательно, это не обязательно так. Например, пряди 1313 могут быть уложены отдельными группами.
Согласно некоторым вариантам осуществления кольцевая прядь 1315 может быть нанесена с использованием этого же непрерывного волокна 85. Согласно одному варианту осуществления (показанном на фиг. 7 и 7а) кольцевая прядь 1315 может быть нанесена поверх всех продольных прядей 1313. Таким образом, после того как продольные пряди 1313 намотаны, волокно 85 может быть направлено обратно к надувному устройству 2 и намотано
радиально на концевые части 1305a, b, конические части 1303a, b и центральную часть 1301 для образования лежащей поверх кольцевой пряди 1315.
Рассмотрим фиг. 8-10, согласно одному варианту осуществления вместо нанесения кольцевой пряди 1315 поверх всех продольных прядей 1313, могут быть уложена одна группа продольных прядей 1313, затем уложена кольцевая прядь 1315, затем уложено вторая группа продольных прядей 1313. Например, как показано на фиг. 8 и 8а, волокно 85 может быть уложено на половине надувного устройства 2 для образования первой группы 1321 прядей 1313. Как показано на фиг. 9 и 9а, волокно 85 затем может быть намотано радиально, по меньшей мере, на центральную часть 1301 для образования кольцевой пряди 1315 поверх первой группы 1321. Наконец, как показано на фиг. 10 и 10а, волокно 85 может быть уложено на второй половине надувного устройства 2 для образования второй группы 1323 прядей 1313 поверх кольцевой пряди 1315. Как результат, первая группа 1321 волокна (проходящая на одной половине баллона) находится под кольцевой прядью 1315, а вторая группа 1323 прядей лежит поверх кольцевой пряди 1315.
Возможны и альтернативные конфигурации. Например, как показано на фиг. 11, первая группа 1325 продольных прядей 1313 могла быть уложена с более рассредоточенной конфигурацией (т.е. вдвое реже, чем требуется для окончательной укладки на устройстве), затем может быть уложена кольцевая прядь 1315, а затем поверх кольцевой пряди 1315 и между ранее уложенными продольными прядями 1313 может быть уложена вторая группа 1327 продольных прядей 1313. Согласно этому примеру первая и вторая группы 1325, 1327 продольных прядей 1313 волокна могли бы быть уложены поодиночке или группами (например, 1-10 продольных прядей 1313 на группу). Согласно еще одному примеру нанесение кольцевой пряди (кольцевых прядей) может перемежаться одним или более нанесениями продольных прядей. Например, кольцевая прядь 1315 могла бы быть намотана с одного конца до средины поверх группы продольных прядей 1313, поверх кольцевой пряди 1315 могло бы быть уложено большее количество продольных прядей 1313, а затем от другого конца к средине могла бы быть уложена еще одна кольцевая прядь 1315.
Рассмотрим фиг. 12-13, согласно некоторым вариантам осуществления продольные пряди 1313 волокна могут проходить под небольшим углом к продольной оси 108 в пределах центральной части 1301. Например, пряди 1313 волокна могут проходить под углом ±0-20 градусов к продольной оси, например, под углом ±5-15 градусов, например, под углом ±12 градусов. Кроме того, каждая прядь 1313 второго волокна (или чередующиеся группы прядей волокна) может проходить в противоположном положительном/отрицательном направлении
относительно продольной оси 108, тем самым предотвращая скручивание надувного устройства 2.
Рассмотрим фиг. 14-15, согласно некоторым вариантам осуществления продольные волокна 1313 могут проходить радиально по большей части или полностью по вогнутым подсекциям 1309a, b. Наличие продольных волокон 1313, проходящих радиально по вогнутым подсекциям 1309a, b, может преимущественно помочь предотвратить отделение прядей волокна при нанесении прядей или после этого (поскольку пряди волокна, проходящие по существу параллельно продольной оси обычно отходят от вогнутой секции) и помочь предотвратить падение прядей волокна под большим углом при нанесении прядей или после этого (поскольку пряди волокна, проходящие по существу перпендикулярно продольной оси, обычно скатываются по уклону). Согласно другим вариантам осуществления радиальная намотка продольных прядей 1313 может проходить менее 1%, примерно 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% или 100% длины конических частей 1303a, b.
Согласно некоторым вариантам осуществления вместо того, чтобы каждая продольная прядь проходила по всей длине надувного устройства, продольные пряди могут быть повернуты обратно или развернуты на конических частях. Например, некоторые продольные пряди могут быть развернуты в точке, где остальные продольные волокна переходят из положения по существу параллельного продольной оси на намотку радиально вокруг. Преимущественно, при наличии таких прядей, разворачивающихся в пределах конуса вместо прохождения до конца баллона, на концах конуса может быть меньшее количество волокна.
Согласно некоторым вариантам осуществления продольные пряди 1313 волокна могут проходить по существу параллельно продольной оси 108 в пределах концевых частей 1305a, b. Таким образом, каждая прядь может проходить по существу параллельно продольной оси 108 в пределах центральной части 1301, радиально вокруг, по меньшей мере, части конических частей 1303a, b и по существу параллельно продольной оси 108 в пределах концевых частей 1305a, b.
После того как все волокно нанесено, удаляемые стержни 2000a, b могут быть извлечены. Согласно некоторым вариантам осуществления часть надувного устройства и/или стержень, на который нанесено волокно, могут быть отрезаны. При этом может быть преимущественно удалена ненужная толщина на разворотах. Таким образом, при нанесении точка разворота для некоторых или всех прядей 1313 (т.е. соединение одной пряди со следующей) может находиться либо на удаляемых стержнях 2000a, b, либо на самом
надувном устройстве 2. На фиг. 2-10 и 12-16 волокно показано в качестве проходящего на удаляемый стержень 2000b и заканчивающегося до удаляемого стержня 2000а.
Пряди волокна, описанные в настоящем документе, могут быть частью волоконной матрицы, например, волокнами, проходящими в смоле, адгезиве или термосвариваемом материале (таком как термопластичный полиуретан, ТПУ). Смола, адгезив или термосвариваемый материал могут быть нанесены на волокна до нанесения волокон на надувное устройство 2, во время нанесения или после него.
Надувное устройство 2, описанное в настоящем документе, может содержать дополнительные радиальные секции помимо описанных в настоящем документе. Например, рассмотрим фиг. 17, надувное устройство может содержать стенку 1331, характеризующуюся наличием наружного слоя 72а, например, в виде полимерной пленки. Стенка 1331 может дополнительно содержать внутренний слой 72b, который может представлять собой непроницаемую камеру, изготовленную из полимерной пленки. Первый средний слой 72с может представлять собой волоконную матрицу, например, с волокнами 1313, описанными выше. Второй средний слой 72d может представлять собой волоконную матрицу, например, с прядями 1315, ориентированными как радиально, так и параллельно, как описано выше. Кроме того, как описано выше, слои 72с, 72d матрицы могут быть объединены в один слой при прохождении кольцевых прядей 1315 поверх некоторых продольных прядей 1313 и под другими продольными прядями 1313. Альтернативно, ориентация слоев 72с, 72d матрицы относительно друг друга может быть изменена. Третий средний слой 72е может представлять собой смолу, адгезив или термосвариваемый материал. Наружный слой 72а может служить для изоляции и защиты прядей 1313, 1315.
Для того чтобы полностью изготовить стенку баллона 1331, вначале может быть создана камера. Например, рассмотрим фиг. 18A-18G, камера может быть изготовлена на оправке 230, характеризующейся формой надувного устройства 2 (т.е. центральной части, конических частей и концевых частей). На фиг. 18А показано, что на наружную поверхность оправки 230 может быть нанесен какой-либо клей или первый адгезив 208а. Первый адгезив 208а может быть нанесен по периметру зоны контакта первой панели 196а с оправкой. Первый адгезив 208а может быть водорастворимым. Первый адгезив 208а может представлять собой сахарный сироп. Панель 196а может быть расположена на оправке. Панель 196а может содержать один слой или множество слоев. Например, панель могла бы представлять собой слой пленки и плавкого адгезива. Панель 196а может быть расположена таким образом, чтобы пленка находилась со стороны, касающейся оправки, и адгезив
находился на радиально наружной стороне. Панель 196а может быть перфорированной. Панель может быть не способной поддерживать давление между верхом и низом панели.
Как показано на фиг. 18В, к верхней части камеры давления может прикладываться положительное давление, и/или к нижней части камеры давления может прикладываться отрицательное давление или перепад давления, или всасывание, или вакуум. Как результат, панель 196а может быть прижата к оправке 250 и/или сформована на ней. Формование панели 196а может привести к растяжению или деформации, или утончению частей панели 196а, или их сочетаниям. Например, при операции формования более примерно 25% панели 196а, покрывающей центральную секцию 38, могли быть значительно деформированы и/или растянуты. Первая панель может быть плавно подогнана к оправке 230 и приклеена к оправке в месте нанесения первого адгезива 208А. Перед формованием на оправке 230 панель 196а может быть нагрета. Формование одной панели 196а может быть выполнено более одного раза на оправках разного размера, прежде чем панель 196а достигнет формы, показанной на фиг. 18В. Формование панели 196а может также быть осуществлено механическим штампом. Механический штамп может быть нагрет, при этом он может близко соответствовать форме оправки 230. Механический штамп может иметь форму, подобную оправке. Оправка 230 и панель 196а могут быть помещены в обрезное приспособление. Любая лишняя часть первой панели 196а, проходящая от оправки 230, может быть обрезана лезвием, лазером, водоструйным резаком, вырубным инструментом или их комбинациями. Обрезное приспособление может покрывать оправку 230 и первую панель 196а, прикрепленную к оправке. На оправке 230 могут быть сформированы и обрезаны несколько панелей 196а и/или слоев 72. Обрезание панелей 196а и/или слоев 72 могут производить одновременно или по одной (одному) за раз.
На фиг. 18С показано, что лишняя часть первой панели 196а на оправке может быть удалена при приготовлении к прикреплению второй панели 196b.
Как показано на фиг. 18D, на первую панель 196а по периметру зоны контакта второй панели 196b с первой панелью 196а может быть нанесен второй адгезив 208b. Второй адгезив 208b может представлять собой эпоксидную смолу, уретан, термопластик, цианоакрилат, УФ-отверждаемый адгезив или их комбинации. Оправка 230 может быть установлена в посадочное место для оправки, при этом первая панель 196а располагается в посадочном месте для оправки. Вторая панель 196b может быть помещена на оправку 230, как показано.
Как показано на фиг. 18Е, к камере давления могут быть приложены положительные и/или отрицательные давления, как описано ниже. Вторая панель 196b может быть плавно подогнана к оправке 230 или сформована давлением на ней, а также приклеена к первой панели 196а в месте нанесения второго адгезива 208b. Склеивание может быть осуществлено при помощи нагревания. Первая и вторая панели (196а и 196b) могут образовывать внутренний слой 72b или камеру 52 стенки баллона. Внутренний слой может быть непроницаемым. Внутренний слой может быть способным поддерживать давление. Несколько слоев могут быть изготовлены путем повторения способа, описанного ниже. Камера давления может быть нагрета, например, для снижения вязкости и уменьшения модуля панелей.
На фиг. 18F представлено поперечное сечение камеры 52 с упущенной оправкой 230. Процесс на фиг. 18А-18Е может быть повторен на части, показанной на фиг. 18Е и 18F, для получения поперечного сечения камеры 52, показанного на фиг. 18G. Могут быть сформованы панели 196с и 196d. Каждая панель может характеризоваться наличием адгезива 208с и 208d, обращенного радиально вовнутрь. Третий и четвертый внутренние швы 69с и 69d баллона могут быть расположены приблизительно на полпути между первым и вторым внутренними швами 69а и 69b баллона. Камера 52 может быть непроницаемой. Альтернативно, внутренний слой может представлять собой баллон, изготовленный выдувным формованием, хорошо известным в области техники. В процессе намотки баллон может быть заполнен какой-либо текучей средой (газом, жидкостью или твердым веществом).
Рассмотрим фиг. 16, после этого на камеру или оправку может быть нанесено волокно 85. Волокно 85 может быть нанесено, например, с помощью автоматизированной головки, предназначенной для наматывания волокна на поверхность камеры или оправки. На фиг. 16 показано, что волокно 85 может быть намотано на оправку 230 (которая может содержать камеру или другие слои на ней) с помощью нитеводителя 248. Волокно 85 может быть непрерывным или прерывным. Оправка может вращаться относительно продольной оси 250 оправки или продольной оси баллона. На протяжении всего процесса укладки волокна оправку могут вращать, например, в одном направлении для получения рисунка волокна, показанного на фиг. 1.
Бобина 244 может пассивно (например, свободно) или активно вращаться, разматывая волокно 85. До намотки или во время волокно 85 может быть пропитано или покрыто адгезивом и/или растворителем. К вращающемуся нитеводителю 248 может быть
прикреплена инструментальная рука 246. Инструментальная рука 246 может вращать и перемещать нитеводитель 248 в нужное положение, в котором указанный нитеводитель расположен перпендикулярно надувному устройству 2 и во взаимодействии с ним. Нитеводитель 248 может прикладывать давление перпендикулярно поверхности надувного устройства 2 для того, чтобы помочь прикреплению волокна 85 к поверхности, после его нанесения, и/или распределению моноволокон жгута по устройству. Нитеводитель 248 может помогать приклеивать волокно 85 к надувному устройству 2, например, прикладывая давление и точно следуя поверхности надувного устройства 2 или оправки 230. Нитеводитель 248 может быть нагрет для осуществления размягчения или плавления материала на поверхности баллона 20. Еще один источник тепла или растворитель может быть использован для прихватывания волокна в нужном месте, для расплавления или сольватирования материала на баллоне, для расплавления или сольватирования материала на волокне или их комбинаций. Отдельный резистивный нагреватель, лазер, источник УФ-излучения, источник инфракрасного излучения, источник горячего воздуха или высокочастотный сварочный аппарат могут быть использованы совместно с нитеводителем 248 или без него для прикрепления волокна. Способствовать прилипанию волокна 85 может растворитель, такой как метилэтилкетон или тетрагидрофуран, или спирт, или их комбинации, который может быть использован с нитеводителем 248 или без него. Нитеводитель 248 может быть изготовлен из нелипкого материала или покрыт им. Вращение нитеводителя 248 является необязательным. Нитеводитель 248 может характеризоваться наличием твердой поверхности, например, из карбида. Согласно некоторым вариантам осуществления вместо нитеводителя 248 может быть использована фильера, характеризующаяся наличием твердой поверхности.
Согласно некоторым вариантам осуществления на камеру может быть нанесен адгезив или термосвариваемый материал, такой как термопластичный полиуретан (ТПУ), чтобы способствовать прилипанию волокна к ее поверхности. Кроме того, согласно некоторым вариантам осуществления при нанесении волокно может быть пропущено через сольватированный адгезив или термосвариваемый материал, такой как ТПУ. Согласно некоторым вариантам осуществления этот материал может быть нанесен распылением. В случаях если на камере используют и сольватированный термосвариваемый материал, и термосвариваемый материал, нативный термосвариваемый материал может преимущественно входить во взаимодействие с сольватированным термосвариваемым материалом для усиления адгезионных свойств. Адгезив или термосвариваемый материал
может быть нанесен одновременно с нанесением волокна или после того, как намотка закончена.
Кроме того, согласно некоторым вариантам осуществления наружный слой может быть нанесен на намотку волокна. Наружный слой может быть сформирован, например, из панели или панелей пленки, намотанной на покрытое волокном устройство, подобно тому, как описано со ссылками на фиг. 18А-18Е и показано на этих фигурах.
Согласно некоторым вариантам осуществления внутренний или наружный слои, описанные в настоящем документе, могут быть образованы осаждением. Например, металл, такой как золото (или другие материалы, перечисленные в настоящем документе), может быть осажден для образования слоя. Слои могут быть образованы осаждением из паровой фазы, например физическим осаждением из паровой фазы, химическим осаждением из паровой фазы или их комбинациями. Например, могут быть осаждены такие материалы, как парилен, полиимид, полинафталин, полифениленвинилены, смеси фторполимеров, полиазометин, полифторуглеводороды, полиперфторуглероды, полиолефины или их комбинации. Осажденные из паровой фазы слои преимущественно могут быть без микроотверстий, в результате чего повышается непроницаемость надувного устройства. Кроме того, осаждение из паровой фазы позволяет легко обеспечить массовое производство слоев.
После того как все слои стенки 1331 нанесены на оправку, стенка 1331 может быть объединена в одно целое. Например, рассмотрим фиг. 19А-19В, надувное устройство 2 перед окончательным объединением может быть помещено в баллонную форму 622, характеризующуюся наличием баллонного кармана 624. Баллонная форма может быть текстурированной или пористой с таким расчетом, чтобы существенные количества газа могли быть отведены из баллонного кармана 624 через стенку баллонной формы 622 или по ней и наружу в окружающую атмосферу. Баллон может характеризоваться наличием трубки, помещенной в его внутренний объем, которая может выходить из любого конца баллонной формы 622 (не показана). Эта трубка может быть очень тонкой и очень гибкой. Эта трубка может быть выполнена из силиконового каучука. В форму 622 при помощи распыления может быть нанесено покрытие, сцепляющееся с баллоном при отверждении для образования наружного слоя 72а на баллоне 2.
Как показано на фиг. 19В, баллонная форма может быть закрыта, охватывая надувной элемент 2. Через второе отверстие баллона для текучей среды может быть закачана текучая среда под давлением, при этом происходит расширение баллона для взаимодействия
с внутренней стороной баллонного кармана 624. Альтернативно, давление для приведения баллона во взаимодействия с карманом 624 может быть подано через трубку, выходящую из любого конца баллона (не показанную).
Для нагрева форма 622 может быть помещена в печь. Форма 622 может характеризоваться наличием встроенных нагревателей. При нагреве баллонная форма может находиться в разреженной атмосфере или может быть помещена в вакуум-камеру. Нагревание баллона под давлением может вызвать плавление и/или сплавление, и/или связывание одного или нескольких слоев или секций с прилегающими слоями или секциями. Плавление под давлением может устранить пустоты или каверны в стенке баллона. Внутренний и наружный слои (72b, 72а) могут не быть расправлены. Нагревание баллона под давлением может вызвать сплавление или ламинирование стенки 1331 надувного устройства 2 перед окончательным объединением в одну сплошную конструкцию. Наружная стенка 22b и/или наружный слой 72а баллона могут по существу разглаживаться в результате осуществления этого процесса. Наружная стенка 22b и/или наружный слой 72а баллона могут быть проницаемыми или перфорированными, чтобы газ или другой материал, захваченный в стенке 22 баллона при изготовлении, могли выйти, когда баллон нагревают под давлением.
Волокна, описанные в настоящем документе, могут быть изготовлены из целого ряда материалов. К таким материалам относятся Вектран®, ПБО (поли(р-фенилен-2,6-бензобисоксазол)), Спектра®, Конекс®, Дайнима®, Технора®, Дакрон®, Компет®, полиэфир, нейлон, ПЭЭК, полифениленсульфид, борное волокно, керамическое волокно, Кевлар®, неорганическое углеродное или углеродное волокно, неорганическое силиконовое или высокопрочное стекловолокно, органический полимер или арамид, Тварон®, вольфрам, молибден, нержавеющая сталь, никелекобальтовые сплавы, титановые сплавы и никель-титановые сплавы.
Надувные устройства 2, описанные в настоящем документе, могут быть использованы в качестве медицинских инвазивных баллонов, например, применяемых для чрескожной имплантация сердечного клапана. Например, в качестве баллонов, используемых для транскатетерной имплантации аортального клапана. Кроме того, надувное устройство 2 может быть использовано для коронарной и периферической ангиопластики.
Согласно одному примерному варианту осуществления надувное медицинское устройство для использования в баллонной аортальной вальвулопластике (БАВ) может характеризоваться диаметром приблизительно 20 мм, давлением разрыва около 10 атм., может содержать 40 жгутов на дюйм по длине в центральной части (около 126 жгутов в
баллоне диаметром один дюйм) и 60 жгутов на дюйм в кольцевой намотке в центральной части. Жгут может содержать 8 моноволокон и характеризоваться прочностью на разрыв около 1,4 фунта-силы.
Преимущественно, надувное устройство, описанное в настоящем документе, выполнено таким образом, чтобы помочь предотвратить возникновение спиралевидных или окружных разрывов. То есть, поскольку волокна проходят по существу параллельно продольной оси в пределах центральной части устройства (имеющей наибольший диаметр), наиболее вероятно, что разрушение устройства произойдет вдоль этих параллельных волокон в центральной части. Преимущественно, такое разрушение по существу вдоль продольной оси может позволить легко вытащить устройство через катетер или интродьюсер. Если бы центральная часть характеризовалась наличием спиральной намотки, кольцевые волокна могли бы быть уложены на плече или возле него, при этом разрушение от разрыва было бы спиралевидным, но ограниченным в большей степени узкой центральной зоной.
Кроме того, пряди волокна надувного устройства, описанного в настоящем документе, могут непрерывно быть уложены с минимумом оснастки. Процесс может быть автоматизированным и легко модернизируемым. Процесс нанесения волокна может быть выполнен быстро, в частности, нанесение прядей параллельно продольной оси. Кроме того, поскольку работа станка управляется выполняемым в компьютере программным обеспечением, автоматизированный процесс обеспечивает легкую модифицируемость для разных размеров и форм надувных устройств. После того как устройство загружено, нанесение всего волокна может быть выполнено автоматически без необходимости вмешательства человека.
Кроме того, надувное устройство, описанное в настоящем документе, может быть сконструировано так, чтобы характеризоваться наличием укладки волокна, проявляющей минимизированную срезывающую силу в отношении внутренней стенки. Срез стенки может привести к «проваливанию» волокна, при этом волокна, в частности, кольцевые волокна, при надувании баллона переходят с секций большего радиуса на секции меньшего радиуса. Перемещение кольцевых волокон может вызывать преждевременное разрушение баллона и, таким образом, ограничивать максимальное давление надувания баллона.
Кроме того, пряди волокна надувного устройства, описанного в настоящем документе, обеспечивают меньшее накопление волокон на концах баллона по сравнению, например, с баллоном со спиральной намоткой.
Кроме того, волокна для надувного устройства, описанного в настоящем документе, преимущественно наносят с использованием слабого натяжения на протяжении всего процесса нанесения, в результате чего достигают того, что при нанесении волокно не подымается и не перемещается.
Любые элементы, описанные в настоящем документе в единственном числе, могут быть во множественном числе (т.е., что-либо, описанное как «одно», может представлять собой больше одного), и несколько элементов могут быть использованы индивидуально. Характеристики, раскрытые для одного варианта элемента, устройства, способов или их комбинаций, могут использоваться или применяться для других вариантов, например, размеры, значения давления разрыва, формы, материалы или их комбинации. Любой видовой элемент родового элемента может иметь характеристики или элементы любого другого видового элемент этого рода. Вышеописанные конструктивные исполнения, элементы или полные узлы, а также способы и их элементы для осуществления настоящего изобретения и варианты аспектов настоящего изобретения могут модифицироваться и комбинироваться с каждым другим в любой комбинации.






Группа изобретений относится к медицине, сосудистой хирургии, баллонам с непрерывной намоткой волокна, способам их изготовления. Армированное волокном устройство, такое как надувной медицинский баллон, может быть использовано в сердечных клапанах, при баллонной аортальной вальвулопластике. Баллон содержит цилиндрическую центральную часть, первую и вторую суживающиеся или конические концевые части, соединенные с цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого до второго конца баллона. Баллон может содержать одиночное непрерывное волокно, проходящее параллельно продольной оси вдоль центральной части и радиально вокруг, по меньшей мере, части по меньшей мере одной из концевых частей или обеих частей баллона. Устройство может содержать второе волокно, проходящее радиально вокруг центральной части баллона, которое может быть частью одиночного непрерывного волокна. Способы изготовления баллона включают особенности нанесения множества проходов одиночного непрерывного волокна на части баллона и прикрепления волокна. 10 н. и 35 з.п. ф-лы, 19 ил.
1. Медицинское устройство, содержащее:
баллон, содержащий центральную часть и первую и вторую конические части, соединенные с центральной частью, причем баллон характеризуется наличием продольной оси, проходящей от первого конца баллона до второго конца баллона; и
одиночное непрерывное волокно, проходящее по существу параллельно продольной оси по центральной части и радиально вокруг, по меньшей мере, части по меньшей мере одной из первой и второй конических частей.
2. Устройство по п. 1, причем дополнительно содержит второе волокно, проходящее радиально вокруг центральной части баллона.
3. Устройство по п. 2, причем второе волокно является частью указанного одиночного непрерывного волокна.
4. Устройство по п. 1 или 2, причем одиночное непрерывное волокно содержит множество прядей первого волокна.
5. Устройство по п. 4, причем каждая прядь из множества прядей первого волокна проходит под углом приблизительно 35-90 градусов к продольной оси баллона, когда пряди проходят радиально вокруг, по меньшей мере, части первой и второй конических частей.
6. Устройство по п. 4, причем каждая прядь из множества прядей первого волокна переходит из проходящей радиально вокруг, по меньшей мере, части конических частей в проходящую по существу параллельно продольной оси на первой и второй конических частях.
7. Устройство по любому из пп. 2, 3 и 5, 6, причем по меньшей мере одно второе волокно проходит под углом приблизительно 80-90 градусов к продольной оси баллона, когда второе волокно проходит радиально вокруг центральной части.
8. Устройство по любому из пп. 2, 3 и 5, 6, причем второе волокно проходит вокруг первой и второй конических частей с меньшим шагом, чем шаг пряди второго волокна вокруг центральной части.
9. Устройство по любому из пп. 2, 3 и 5, 6, причем по меньшей мере одно второе волокно проходит над первым волокном.
10. Устройство по п. 1, причем по меньшей мере одно второе волокно проходит над первой частью первого волокна и под второй частью первого волокна.
11. Устройство по п. 10, причем первая часть первого волокна находится на первой половине баллона, а вторая часть первого волокна находится на второй половине баллона.
12. Устройство по любому из пп. 2, 3, 5, 6 и 10,11, дополнительно содержащее третье волокно, начинающееся на первой конической части в месте, отстоящем от первого конца баллона.
13. Устройство по п. 12, причем третье волокно является частью указанного одиночного непрерывного первого волокна.
14. Устройство по п. 1, причем одиночное непрерывное волокно проходит радиально вокруг первой и второй конических частей баллона.
15. Медицинское устройство, содержащее:
баллон, содержащий центральную часть и первую и вторую конические части, соединенные с центральной частью, причем баллон характеризуется наличием продольной оси, проходящей от первого конца баллона до второго конца баллона; и
одиночное непрерывное волокно, проходящее по существу параллельно продольной оси по центральной части, радиально вокруг первой конической части, по существу параллельно продольной оси и радиально вокруг второй конической части.
16. Медицинское устройство, содержащее:
баллон, содержащий центральную часть и первую и вторую конические части, соединенные с центральной частью, причем баллон характеризуется наличием продольной оси, проходящей от первого конца баллона до второго конца баллона; и
нетканый слой волокна, содержащий первое волокно, проходящее по существу параллельно продольной оси по центральной части, и второе волокно, проходящее радиально вокруг первой конической части,
при этом первое и второе волокно образуют часть одиночного непрерывного волокна.
17. Армированный волокном медицинский баллон, содержащий:
в целом цилиндрическую центральную часть;
первую и вторую конические части, соединенные с в целом цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона;
множество прядей первого волокна, проходящих от первого конца баллона до второго конца баллона, причем каждая прядь из множества первых прядей волокна проходит по существу параллельно продольной оси через в целом цилиндрическую центральную часть и радиально вокруг, по меньшей мере, части первой и второй в целом конических частей; и
по меньшей мере одну прядь второго волокна, проходящую радиально вокруг в целом цилиндрической центральной части,
при этом все пряди множества прядей первого волокна являются частью одиночного непрерывного волокна.
18. Армированный волокном медицинский баллон по п. 17, причем множество прядей первого волокна и по меньшей мере одна прядь второго волокна являются частью одиночного непрерывного волокна.
19. Армированный волокном медицинский баллон по п. 17, причем каждая прядь из множества прядей первого волокна проходит под углом приблизительно 35-90 градусов к продольной оси баллона, когда пряди проходят радиально вокруг, по меньшей мере, части первой и второй конических частей.
20. Армированный волокном медицинский баллон по п. 17, причем каждая прядь из множества прядей первого волокна переходит из проходящей радиально вокруг, по меньшей мере, части конических частей в проходящую по существу параллельно продольной оси на первой и второй конических частях.
21. Армированный волокном медицинский баллон по п. 17, причем по меньшей мере одна прядь второго волокна проходит под углом приблизительно 80-90 градусов к продольной оси баллона, когда прядь проходит радиально вокруг центральной части.
22. Армированный волокном медицинский баллон по п. 18, причем по меньшей мере одна прядь второго волокна проходит вокруг первой и второй конических частей с меньшим шагом, чем шаг по меньшей мере одной пряди второго волокна вокруг центральной части.
23. Армированный волокном медицинский баллон по п. 17, причем по меньшей мере одна вторая прядь проходит поверх всех прядей из множества прядей первого волокна.
24. Армированный волокном медицинский баллон по п. 17, причем по меньшей мере одна вторая прядь проходит поверх первой части множества прядей первого волокна и под второй частью множества прядей первого волокна.
25. Армированный волокном медицинский баллон по п. 17, причем первая часть множества первых волокон находится на первой половине баллона, а вторая часть множества первых волокон находится на второй половине баллона.
26. Армированный волокном медицинский баллон по п. 17, дополнительно содержащий множество прядей третьего волокна, причем указанное множество прядей третьего волокна начинается на первой в целом конической части в месте, отстоящем от первого конца баллона.
27. Армированный волокном медицинский баллон по п. 26, причем, по меньшей мере, часть прядей первого волокна и прядей третьего волокна являются частью одиночного непрерывного волокна.
28. Способ изготовления медицинского баллона из армированного волокном композита, содержащего в целом цилиндрическую центральную часть и первую и вторую конические части, соединенные с в целом цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона, причем указанный способ предусматривает:
нанесение одиночного непрерывного волокна на в целом цилиндрическую центральную часть, проходящую по существу параллельно продольной оси баллона; и
нанесение одиночного непрерывного волокна по меньшей мере на одну из первой и второй конических частей,
при этом стадия нанесения включает нанесение одиночного непрерывного волокна радиально вокруг по меньшей мере одной из первой и второй конических частей.
29. Способ по п. 28, причем дополнительно предусматривает нанесение одиночного непрерывного волокна радиально вокруг в целом цилиндрической центральной части баллона.
30. Способ изготовления медицинского баллона из армированного волокном композита, содержащего в целом цилиндрическую центральную часть и первую и вторую конические части, соединенные с в целом цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона, при этом указанный способ предусматривает:
нанесение одиночного непрерывного волокна на базовый баллон, содержащий в целом цилиндрическую центральную часть и первую и вторую в целом конические части, проходящие по существу параллельно продольной оси баллона в пределах в целом цилиндрической центральной части, и намотку одиночного непрерывного волокна радиально вокруг в целом цилиндрической центральной части.
31. Способ по п. 30, причем нанесение одиночного непрерывного волокна предусматривает намотку волокна радиально вокруг первой конической части, укладку волокна по существу параллельно продольной оси в пределах в целом цилиндрической центральной части и намотку волокна радиально вокруг второй в целом конической части от первого конца баллона до второго конца баллона.
32. Способ по п. 31, причем нанесение одиночного непрерывного волокна дополнительно предусматривает изменение направления нанесения волокна так, чтобы намотать волокно радиально вокруг второй в целом конической части, укладку волокна по существу параллельно продольной оси в пределах в целом цилиндрической центральной части и намотку волокна радиально вокруг первой в целом конической части от второго конца баллона до первого конца баллона.
33. Способ по любому из пп. 31, 32, причем дополнительно предусматривает намотку одиночного непрерывного волокна радиально вокруг в целом цилиндрической центральной части поверх волокна, проходящего по существу параллельно продольной оси.
34. Способ по любому из пп. 28-32, причем нанесение одиночного непрерывного волокна предусматривает погружение волокна в сольватированный термосвариваемый материал для приклеивания волокна к камере, помещенной на базовую оправку.
35. Способ по любому из пп. 28-32, дополнительно предусматривающий обрезку первого или второго конца баллона после нанесения одиночного непрерывного волокна.
36. Способ по любому из пп. 28-32, дополнительно предусматривающий обрезку одиночного непрерывного волокна после стадии нанесения.
37. Способ изготовления медицинского баллона из армированного волокном композита, содержащего в целом цилиндрическую центральную часть и первую и вторую конические части, соединенные с в целом цилиндрической центральной частью вдоль центральной продольной оси, проходящей от первого конца баллона до второго конца баллона, причем указанный способ предусматривает:
нанесение множества проходов одиночного непрерывного волокна на в целом цилиндрическую центральную часть, причем указанные проходы одиночного непрерывного волокна проходят по существу параллельно продольной оси баллона; и
прикрепление одиночного непрерывного волокна по меньшей мере к одной из первой и второй конических частей.
38. Способ по п. 37, причем стадия прикрепления предусматривает намотку одиночного непрерывного волокна радиально вокруг одной или обеих из первой и второй конических частей.
39. Медицинское устройство для проведения эндоваскулярной процедуры, содержащее
устройство, содержащее одиночное непрерывное волокно, нанесенное продольно и радиально относительно разных частей устройства.
40. Устройство по п. 39, причем устройство содержит баллон.
41. Медицинское устройство, содержащее:
баллон, характеризующийся наличием продольной оси и первого и второго открытых концов; и
одиночное непрерывное волокно, присоединенное к баллону, причем указанное одиночное непрерывное волокно характеризуется наличием первого прохода, проходящего в целом параллельно продольной оси, и второго прохода, проходящего в целом параллельно первому проходу.
42. Медицинское устройство по п. 41, причем одиночное непрерывное волокно проходит радиально вдоль, по меньшей мере, части баллона.
43. Медицинское устройство по п. 41, дополнительно содержащее второе волокно, проходящее радиально, по меньшей мере, по части баллона.
44. Медицинское устройство, содержащее
баллон, характеризующийся наличием продольной оси, причем баллон содержит слой волокна, содержащий одиночное непрерывное волокно, проходящее по существу параллельно продольной оси в одной части слоя волокна и проходящее в направлении, по существу поперечном продольной оси в другой части этого же слоя волокна.
45. Устройство по п. 44, причем баллон содержит в целом цилиндрическую часть, вдоль которой волокно проходит параллельно продольной оси, и в целом коническую часть, соединенную с цилиндрической частью, при этом волокно проходит в радиальном направлении вдоль конической части.
| US 2004082965 A1, 29.04.2004 | |||
| US 2008033477 A1, 07.02.2008 | |||
| WO 2006086516 A2, 17.08.2006 | |||
| ИМПЛАНТАТ ДЛЯ ОККЛЮЗИИ КРОВОТОКА | 2003 |
|
RU2314759C2 |
| ОПТОИНТЕГРАЛЬНЫЙ ЦИФРОВОЙ ДАТЧИК ЛИНЕЙНЫХ МИКРОПЕРЕМЕЩЕНИЙ | 1992 |
|
RU2101858C1 |
| US 2012296363, 22.11.2012 | |||
| СПОСОБ РЕГЕНЕРАЦИИ САЖЕВЫХ ФИЛЬТРОВ В СИСТЕМЕ ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ РАБОТАЮЩЕГО НА ОБЕДНЕННЫХ СМЕСЯХ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭТОГО СИСТЕМА ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ | 2008 |
|
RU2451189C2 |
| US 2012277672, 01.11.2012 | |||
| US 20100234875 A1, 16.09.2010. | |||

