Область техники
Данное изобретение относится к изготавливаемым путем обертывания объектам, в частности к полученным намоткой и полым объектам, таким как трубчатые структуры, замкнутые структуры, контейнеры и, в частности, контейнеры большой емкости, например, для хранения и/или транспортировки текучих материалов в больших количествах. Более конкретно, данное изобретение относится к способам и оправкам для изготовления таких объектов.
Предпосылки создания изобретения
Данное изобретение относится к вышеупомянутым объектам, изготовленным путем обертывания, и, в частности, к применению удаляемых и повторно используемых оправок для изготовления таких объектов. Изготовление таких полученных путем обертывания объектов включает размещение на оправке, например, намотку на оправку, одного или большего количества удлиненных элементов, таких как волокна, нити, состоящие из многих волокон, пряжа, ленты и/или так называемые препреги (армирующие материалы, предварительно пропитанные связующим), и соединение этих удлиненных элементов с образованием полученного путем обертывания объекта. Эти объекты могут представлять собой крупногабаритные емкости, предназначенные для работы под давлением, и/или объекты сложной формы из композитных материалов.
Контейнеры для насыпных продуктов и цистерны, изготовленные из композитов, армированных волокнами материалов, представляют собой экономически эффективные альтернативы металлическим резервуарам и цистернам, например, поскольку стоимость их транспортировки в расчете на единицу массы является сравнительно более низкой. Изготовление прочных, но тонкостенных полых металлических объектов, таких как металлические цистерны, в частности, стальные цистерны, также, как правило, является более сложным и дорогостоящим, чем изготовление цистерн, полученных путем намотки.
Для обеспечения эффективности и экономичности изготовления, а также для получения таких механических свойств, как прочность и устойчивость, полученные путем обертывания объекты, в частности, полученные путем намотки цистерны, следует изготавливать в ходе единой операции намотки, то есть объект не должен состоять из отдельных сегментов, соединенных друг с другом, но он должен быть выполнен как единый неделимый объект.
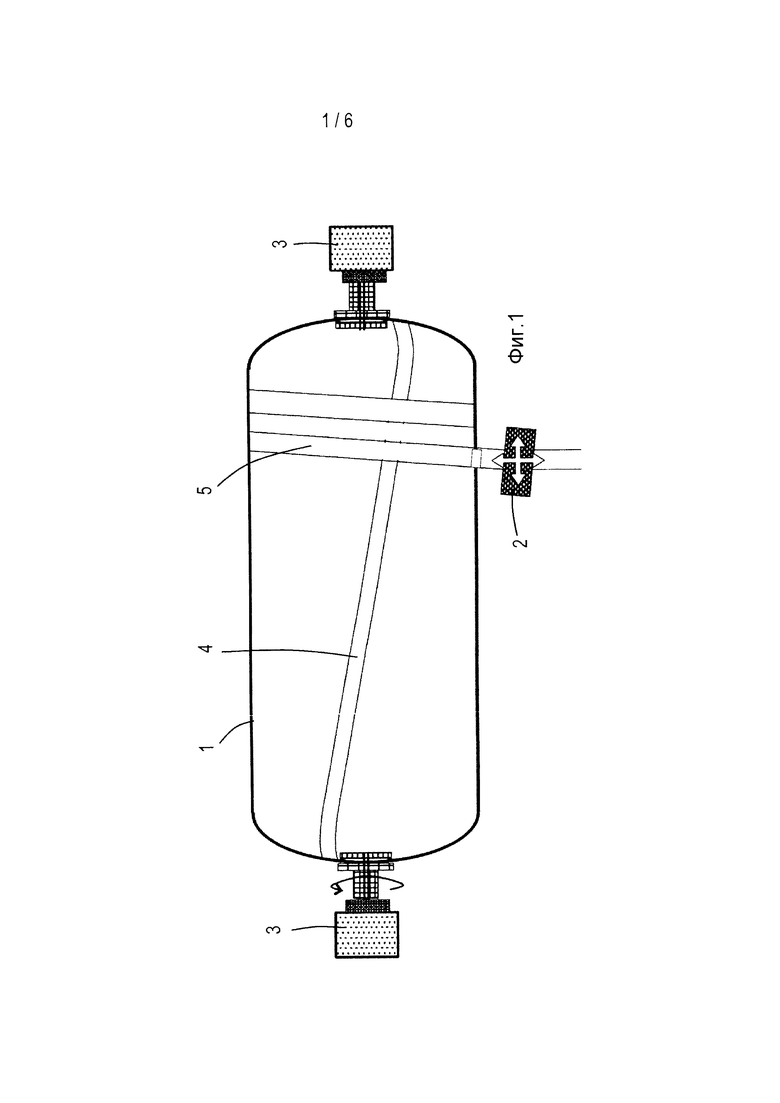
На Фиг. 1 в качестве примера приведена стадия такого процесса изготовления удлиненной емкости для насыпных продуктов, которая включает цилиндрический сегмент и куполообразные торцевые сегменты, расположенные на его противоположных концах. На Фиг. 1 показаны оправка 1, устройство подачи волокна, привод 3 вращения для вращения оправки 1 относительно устройства подачи волокна, а также первую и вторую ленты 4 и 5 из волокна, соответственно. Для изготовления на оправку 1 наматывают волокна или ленты из предварительно пропитанных волокон. Волокна наносят в виде первых полос 4, ориентированных в целом в продольном направлении емкости, так называемых «спиралей», и в виде вторых полос 5, ориентированных в целом под углом к продольному направлению емкости, так называемых «бандажей». После того, как волокна или ленты намотаны и соединены друг с другом, вокруг оправки образуется единая и непрерывная структура, формирующая стенку емкости, в которой волокна или полосы из волокон ориентированы нужным образом, чтобы противостоять нагрузкам, возникающим при использовании емкости.
На Фиг. 1 переходные сегменты между цилиндрическим сегментом и каждым из торцевых сегментов закруглены в соответствии с распределением нагрузок в конечном продукте и в соответствии с допустимым радиусом изгиба волокон в ходе изготовления и использования конечного продукта. Такие переходные сегменты можно рассматривать как соединения между прилегающими сегментами, и им уделяют в дальнейшем особое внимание.
Патент США 5499739 раскрывает способ формирования армированной композитной цистерны для топлива. Цистерна включает облицовку (20), цилиндрическая часть (21) которой расположена между противолежащими куполообразными участками (23, 25) облицовки. Между цилиндрической частью (21) и противолежащими куполообразными участками (23, 25) расположены области (29) перехода от цилиндра к куполу. Облицовку емкости для работы под давлением перекрывают как расположенными под малым углом спиральными витками, так и расположенными под большим углом спиральными витками нитей. Расположенные под большим углом спиральные витки покрывают облицовку по меньшей мере в области перехода от цилиндра к куполу под углами от 60° до 88° относительно продольной оси облицовки. Спиральная обмотка нитей под такими большими углами устраняет необходимость в избыточных витках композита, которые обычно добавляют с учетом ослабленных точек перехода в этих областях.
Способ по патенту США 5499739, в котором оправку формируют из тонкого самонесущего полимерного материала или тонкой металлической стенки, в дальнейшем формирующей облицовку полученной путем намотки емкости, непригоден для относительно больших емкостей, так как себестоимость и использование материала, по отношению к стоимости, объему и массе, для облицовки, наложенной на оправку, быстро становятся неприемлемыми.
Кроме того, согласно патенту США 5499739, расположение витков нитей определяется формой оправки, а не оптимизировано в отношении желаемой формы и распределения нагрузок при использовании данной емкости.
Оправки можно также формировать из по существу жестких материалов, которые могут быть удалены из полученного объекта, например, из растворимых пеноматериалов и восков, механически удаляемых шпатлевок, а также оправки, выполненные из жестких сегментов, например, металлических сегментов оправки.
Патенты США 3210228, 3449182 и 4684423 раскрывают изготовление путем намотки контейнеров-цистерн, с оправками, образованными надувными эластомерными камерами, где усилиям, связанным с намоткой, фиксирующей стенки контейнера-цистерны, можно противодействовать, изменяя давление накачивания.
В таких случаях процесс изготовления требует большого количества технологических стадий, что делает его сложным и дорогим. Особенные проблемы возникают на переходных сегментах между цилиндрическим сегментом и торцевыми сегментами, как указано ниже.
Изготовление, путем обертывания, полого объекта, например, резервуара, полученного путем намотки на оправку, создает силу давления, перпендикулярную к поверхности оправки и направленную внутрь, вследствие натяжения волокон или ленты при нанесении. Сила давления увеличивается с каждым слоем волокон, добавляемым на оправку. Оправка должна противостоять такому давлению. В случае оправки из пеноматериала решающее значение обычно имеют модуль сжатия и предел прочности на сжатие. В случае надувной оправки решающее значение обычно имеют давление накачивания и возможное давление деформации.
Величина и направление силы в любом положении на поверхности оправки определяются изгибом поверхности: чем сильнее кривизна (то есть чем меньше радиус кривизны), тем больше локальное усилие. Таким образом, большие усилия могут возникнуть на переходе между двумя (изогнутыми) сегментами, расположенными под углом друг к другу, что создает изогнутую секцию между двумя искривленными сегментами, поверх которой наматывают волокна под углом к направлению изгиба (то есть линии изгиба), близким к перпендикуляру. В емкостях вышеупомянутого типа и изображенных на Фиг. 1 это имеет место в случае «спиралей» на переходных участках между цилиндрическим сегментом и куполообразными торцевыми чашами.
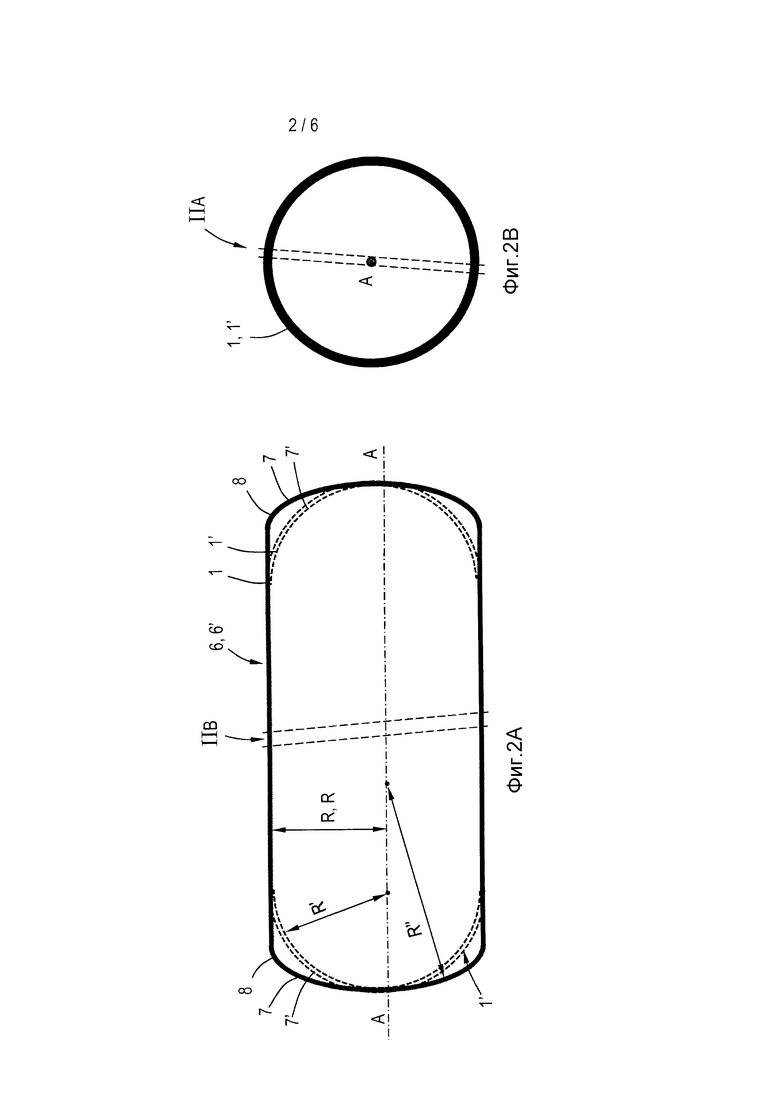
Фиг. 2А-3 показывают влияние радиуса кривизны на переходных сегментах и вблизи этих сегментов при различных формах емкости, полученной путем намотки на соответствующие оправки, обозначенной «1» и показанной сплошной линией и, соответственно, обозначенной «1'» и показанной пунктирной линией. В дальнейшем сходные элементы и детали соответствующих оправок будут обозначаться сходными символами, где необходимо, указанными со штрихом или без него.
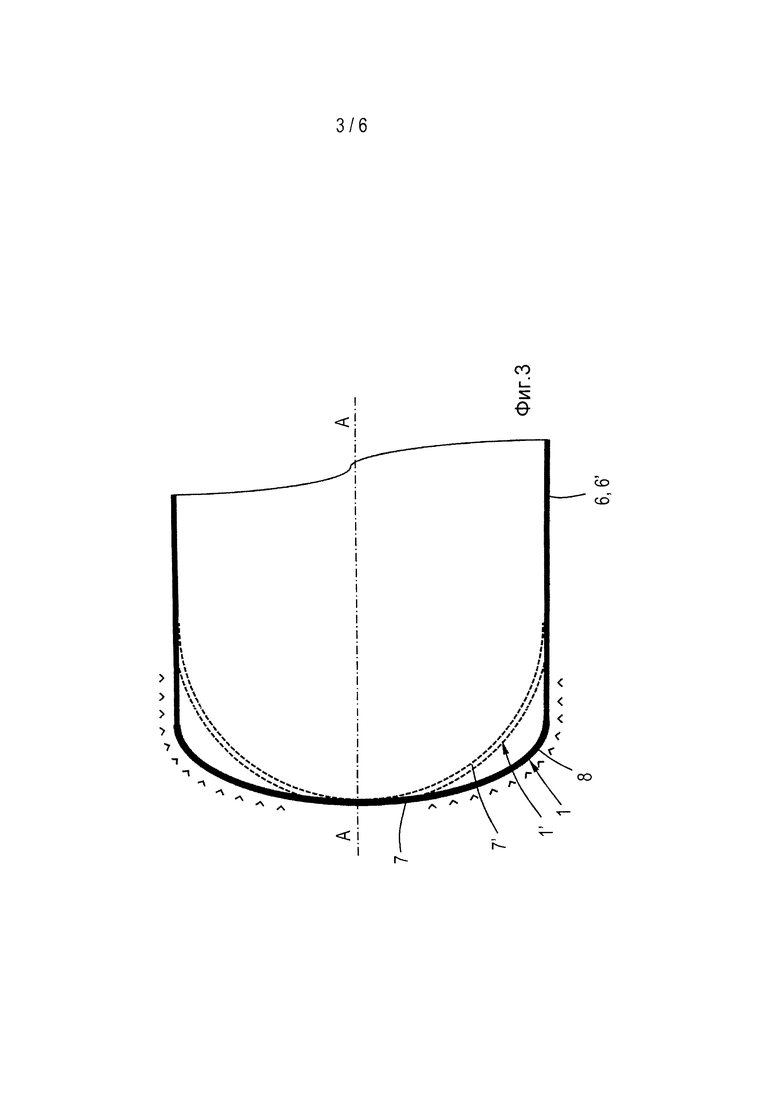
Каждая из оправок 1, 1' вытянута вдоль оси А, А'. Фиг. 2А представляет вид в разрезе по продольной оси, а Фиг. 2В - вид в поперечном разрезе, как указано на соответствующих чертежах обозначениями НА и НВ, соответственно. Следует отметить, что на Фиг. 2А наложены две различные рассматриваемые формы, чтобы показать различия; эти различия не видны на Фиг. 2В. Фиг. 3 представляет деталь (оправок) по Фиг. 2А-2В.
Каждая из оправок 1, 1' включает цилиндрическую секцию 6, 6' и выпуклые (наружу) торцевые секции 7, 7', так что торцевые сегменты полученной емкости имели бы форму купола. Оправка 1 дополнительно включает переходную секцию 8 между цилиндрической секцией 6 и соответствующими торцевыми секциями 7.
Цилиндрические секции 6, 6' каждой оправки имеют по существу округлую форму с радиусом R=R' вокруг оси А (см. Фиг. 2В).
Торцевые секции 7' оправки 1' являются полусферическими, с радиусом R' сферы, соответствующим радиусу R' окружности цилиндрической секции 6'.
Торцевые секции 7 оправки 1 являются уплощенными по сравнению с полусферической формой и имеют центральную часть, у которой радиус R" изгиба значительно больше, чем радиус R окружности цилиндрической секции 6; в данном случае он примерно в 2,5 раза больше, но это может быть любой радиус кривизны, величина которого от 2 раз до порядков по величине (для емкостей с очень плоскими куполообразными торцами) превышает радиус R. С другой стороны, переходные секции 8 образуют между цилиндрической секцией 6 и соответствующими торцевыми секциями 7 закругление с радиусом кривизны, значительно меньшим, чем радиус R окружности, который может изменяться на протяжении переходных секций 8. Переходные секции 8 имеют общую касательную с первым сегментом и общую касательную со вторым сегментом, соответственно, и эти касательные проходят в различных направлениях в пределах одной плоскости; таким образом, переходная секция 8 создает плавный переход между цилиндрической секцией 6 и соответствующими торцевыми секциями 7, с касательной, непрерывно изменяющейся вдоль кривизны (например, отсутствуют разрывы непрерывности у первых пространственных производных перпендикуляра тангенциальной (касательной) плоскости к поверхности, проходящей от цилиндрической секции 6 к соответствующим торцевым секциям 7 через соответствующие переходные секции 8, при этом вторая пространственная производная касательной в этой плоскости предпочтительно является гладкой и не равна нулю).
В накачанной надувной оправке торцевые секции будут стремиться раздуваться и принимать (полу)сферическую форму, например, в случае оправки 1'. В надувной оправке, сконструированной для другой формы, например, оправке 1 с относительно уплощенными торцевыми секциями 7, это будет приводить к неоднородному распределению давления в накачанной оправке, с относительно высоким направленным вовне давлением в торцевых секциях вблизи оси А и меньшим давлением или даже разрежением в переходных секциях 8. Это указано остриями стрелок на Фиг. 3. Это может привести даже к деформации (переходных секций 8) оправки 1 от предполагаемой формы к другой форме, например, с впадинами в переходных секциях 8. Таким образом, объект, обернутый поверх такой оправки, будет иметь неоптимально определенные и поддержанные переходные сегменты. Этот эффект усиливается под воздействием нитей (лент, волокон, …), в частности «спиралей», обернутых вокруг такой оправки для изготовления полученного путем обертывания объекта.
Данное изобретение направлено на решение этой проблемы.
Кроме того, в емкостях для хранения насыпных продуктов, в частности для жидкостей и/или пищевых продуктов, может быть желательным усиленный контроль над параметрами хранения во внутреннем объеме полого объекта. Этот аспект также рассмотрен в данном изобретении.
К тому же, в частности для транспортных контейнеров большого объема, структурная целостность и прочность объекта является очень важной, и следует стремиться к их усовершенствованию. Этот аспект также рассмотрен в данном изобретении.
Сущность изобретения
В данном описании предложен способ получения изготовленного путем обертывания объекта, в частности полого объекта, полученного путем намотки. Данный объект включает первый сегмент, например, трубчатый сегмент, и второй сегмент, например, торцевой сегмент, соединенные друг с другом изогнутым переходным сегментом, имеющим общую касательную с первым сегментом и общую касательную со вторым сегментом, соответственно, например, представляющим собой угловое соединение. Таким образом, первый и второй сегменты проходят, как правило, не под нулевым углом друг к другу. Способ включает стадию обеспечения оправки со структурой поверхности, которая должна определять по меньшей мере часть формы первого сегмента, формы второго сегмента и формы переходного сегмента, находящегося между ними, например, соответствовать этим формам, и стадию обертывания одного или большего количества удлиненных элементов, таких как, например, намотки нитей и/или лент на оправку и соединения одного или большего количества удлиненных элементов с самим собой или друг с другом, чтобы обеспечить первый сегмент, второй сегмент и переходный сегмент в виде непрерывной структуры. Оправка снабжена элементом усиления по меньшей мере в месте нахождения переходного сегмента, при этом элемент усиления выполнен с возможностью поддерживать один или большее количество удлиненных элементов, формирующих переходный сегмент, относительно направленных внутрь сил, противодействуя направленным внутрь силам, по отношению к направлению кривизны переходного сегмента, в процессе обертывания и/или соединения одного или большего количества удлиненных элементов с образованием переходных сегментов.
Вследствие усиления переходный сегмент (или, вернее, то что должно стать переходным сегментом) может иметь надежную поддержку, и можно избежать деформации оправки за счет сил, возникающих в результате наматывания и/или из-за склонности находящейся под давлением оправки к релаксации; и полученный путем обертывания объект можно изготовить более точно и с более явно выраженными формами. В частности, можно получить контейнеры с более плоскими торцевыми сегментами, имеющие увеличенный объем контейнера для хранения по сравнению с полусферическими торцевыми сегментами. Кроме того, можно предотвратить деформацию оправки в ходе наматывания объекта, которое может создавать значительные усилия в направлении по длине удлиненного элемента (элементов). Таким образом, операция обертывания может стать более простой, а структурная целостность объекта может увеличиться, например, поскольку уменьшается или предотвращается отслаивание и/или отрыв слоев из-за деформации оправки.
В одном из примеров воплощения объект представляет собой контейнер, в частности контейнер-цистерну или контейнер для насыпных продуктов, предназначенный для текучего материала, включающий трубчатый сегмент, где трубчатый сегмент контейнера может образовывать в целом вытянутое тело, и на противоположных концах трубчатого сегмента -замыкающие трубчатый сегмент торцевые сегменты, например, куполообразные торцевые чаши. Таким образом, формируют контейнер, составляющий единое целое, который имеет повышенную прочность и надежность и который может иметь большее отношение объема к массе, чем металлические емкости с такими же размерами и прочностью.
В одном из примеров воплощения оправка включает надувную часть и/или растворимую часть, например, соответственно, надувную камеру, растворимый пеноматериал и/или их комбинацию. Такие оправки относительно легко удалить из объекта, даже если они в значительной степени заключены в этом объекте.
В одном из примеров воплощения элемент усиления включает одно или большее количество жестких тел для поддержки по меньшей мере части переходного сегмента, при этом множество жестких тел могут быть взаимосвязаны друг с другом непосредственно и/или посредством поддерживающей структуры, например, механизма развертывания; и эти одно или большее количество жестких тел могут составить единое целое с изготовленным объектом, или же эти одно или большее количество жестких тел могут быть удалены из изготовленного объекта, например, для повторного использования. Жесткие тела могут обеспечить явное усиление. Взаимосвязанные жесткие тела могут обеспечить по существу недеформируемое целое, по меньшей мере под действием сил, существующих в ходе изготовления объекта, в частности, в ходе наматывания и/или соединения. Опосредованное соединение данных тел друг с другом, например, посредством механизма развертывания, облегчает преднамеренную деформацию элемента усиления и удаление его из объекта, даже и через относительно малые отверстия в объекте. Включение в объект одного или большего количества жестких тел облегчает изготовление, так как данное тело нет необходимости удалять, и оно может приводить к усилению самого объекта. Жесткие тела могут быть выполнены из металла, полимерного материала, стекла и т.д., но можно рассматривать и твердый пеноматериал. Элемент усиления может образовывать кольцо, возможно с округлой формой по внешнему периметру, и/или участок в форме диска, или участок другой формы, для поддержания удлиненных элементов.
В одном из примеров воплощения элемент усиления включает одно или большее количество выдерживающих давление тел, например, надувных тел, возможно надувных камер, соединенных с другой надувной частью оправки, например, в виде отдельно надуваемой камеры в пределах большей по размеру надувной камеры. Надувные или выдерживающие давление оправки позволяют регулировать твердость оправки. Повышение давления в оправке можно осуществить с помощью газа и/или жидкости. Жидкость может улучшить температурный контроль оправки и материала, находящегося в тесном контакте с ней. Различные выдерживающие давление тела, в частности такие выдерживающие давление тела, как надувные камеры, способствуют точному регулированию относительной жесткости соответствующих участков оправки.
По меньшей мере часть объекта можно снабдить облицовкой, которая может быть сформирована из одной или большего количества надувных частей надувной оправки. Таким образом, любое содержимое объекта можно отделить от материалов стенок. Облицовка может также облегчить очистку объекта изнутри.
В одном из примеров воплощения соединение осуществляют с помощью адгезива или связующего, например, если один или большее количество удлиненных элементов содержат неорганическое или органическое волокно и/или ленту, которые можно соединить друг с другом с помощью термопластичной полимерной композиции и/или другого подходящего связующего агента. Адгезив можно нанести на оправку и/или на предварительно намотанный на нее слой, так чтобы наматывать нить или ленту на адгезив и/или наоборот. Можно наносить связующее с целью проведения его химической реакции с частью нити или ленты. Термопластичная полимерная композиция облегчает соединение путем расплавления полимерной композиции. Связующий агент может быть отверждаемым под действием тепла, электромагнитного излучения (например, ультрафиолетового излучения) и/или с помощью других технологий.
В одном из примеров воплощения объект формируют как в целом жесткое и/или самонесущее тело, например, монокок, и по меньшей мере часть оправки можно деформировать и удалить из этого жесткого и/или самонесущего тела через отверстие, обеспеченное в объекте; при этом объект может представлять собой по существу замкнутую оболочку. Таким образом, можно эффективно изготовить самонесущий контейнер. Часть оправки можно оставить в объекте, например, надувная камера может образовать облицовку объекта, в частности если эта камера и намотанный материал соответствующим образом соединены друг с другом.
В одном из аспектов, таким образом, предложен способ изготовления полученного путем обертывания объекта, включающего первый сегмент и второй сегмент, соединенные друг с другом изогнутым переходным сегментом, имеющим общую касательную с первым сегментом и общую касательную со вторым сегментом, соответственно, например, угловое соединение с первым и вторым сегментами, проходящими, как правило, под отличным от нуля углом друг к другу, в частности, любой пример воплощения описанного здесь способа, в котором данный способ включает стадию обеспечения одной или большего количества участков из ячеистого материала, например, пеноматериала или 2-мерной или 3-мерной сетки, на по меньшей мере одном из трубчатого сегмента и торцевого сегмента; и стадию обеспечения одного или большего количества дополнительных сегментов стенок на одном или большем количестве участков из ячеистого материала, отделенных от первого сегмента и от второго сегмента, соответственно, обеспечивая таким образом объект с двойной конструкцией стенок и одним или большим количеством промежуточных пространств между первым сегментом и/или вторым сегментом и одним или большим количеством дополнительных сегментов стенок, и одной или большим количеством участков из ячеистого материала, соответственно; и данный способ дополнительно включает заполнение одного или большего количества промежуточных пространств одним или большим количеством дополнительных ячеистых материалов, например, пеноматериалов. Ячеистый материал и дополнительный ячеистый материал могут быть одним и тем же материалом.
Материалы первого, второго и переходного сегментов, ячеистый материал и дополнительные сегменты стенок могут быть выбраны для различных целей и/или аспектов использования. Например, дополнительные сегменты стенок могут образовывать внешнюю оболочку, защищающую объект от погодных воздействий и/или включающую структуры для монтажа на объекте дополнительных компонентов.
Таким образом, формируют объект с двойными стенками, в котором промежуточное пространство между сегментами и стенками можно точно определить путем выбора соответствующего ячеистого материала. Заполнение пеноматериалом обеспечивает улучшенную структурную целостность, теплоизоляцию и механическую изоляцию. Данный способ может способствовать относительно быстрому изготовлению. Разделение пеноматериала на отсеки расположенным в заданных положениях ячеистым материалом улучшает контроль над изготовлением и может предотвратить распространение дефектов по пеноматериалу и/или ячеистому материалу.
Механические и химические свойства соответствующих материалов и частей предпочтительно следует выбирать таким образом, чтобы получить механические и/или химические соединения между соответствующими элементами, которые являются более прочными, чем силы когезии ячеистых материалов. Это обеспечивает прочную слоистую конструкцию и предотвращает скольжение одного из элементов (объекта, стенок, ячеистого материала, дополнительного ячеистого материала) относительно друг друга.
В одном из примеров воплощения ячеистый материал включает сотовую структуру из трубчатых ячеек, в которой направление трубок может быть ориентировано параллельно ближайшему сегменту стенки или перпендикулярно ему. Сотовые материалы являются чрезвычайно прочными и способны при сравнительно малой массе поглощать большие количества энергии в хорошо поддающихся определению направлениях с относительно более высокой и более низкой прочностью. Один из примеров воплощения дополнительно включает соединение по меньшей мере одного из первого и второго сегмента стенок, и/или одного или большего количества ячеистых материалов и/или участков пеноматериала в по меньшей мере части промежуточного пространства с соответствующими сегментами стенок, которые находятся друг против друга и определяют эту часть промежуточного пространства. Для этого можно применять адгезив, и/или адгезив может быть образован по меньшей мере из одного или большего количества ячеистых материалов и/или пеноматериалов, по меньшей мере в части промежуточного пространства, возможно путем объединения с другим агентом в виде двухкомпонентного адгезива. В таком примере воплощения противоположные стенки (например, внутренняя и внешняя стенки) структуры с двойными стенками представляют собой взаимосвязанную (стенку), и объект становится особенно прочным и надежным. Ячеистый материал и/или пеноматериал могут быть в высокой степени способными поглощать удары и/или деформирующие усилия, такие как растягивающие и сжимающие усилия, что увеличивает жесткость структуры в целом, например, для ситуаций под давлением/вакуумом, таким образом увеличивая надежность и безопасность сконструированного таким образом контейнера.
Следует отметить, что в данном описании пеноматериалы и другие ячеистые материалы могут быть материалами с открытыми порами, или также могут быть материалами с закрытыми порами.
В одном из аспектов изобретения предложен способ изготовления путем обертывания объекта, включающего первый сегмент и второй сегмент, соединенные друг с другом изогнутым переходным сегментом, имеющим общую касательную с первым сегментом и общую касательную со вторым сегментом, соответственно, например, угловым соединением между первым и вторым сегментами, которые проходят, как правило, под отличным от нуля углом по отношению друг к другу; в частности, способ как описано выше, где способ включает обеспечение теплообменника по меньшей мере в одной из стенок объекта или в тесном тепловом контакте с ней, в частности по меньшей мере одном из первого сегмента и второго сегмента, при этом теплообменник может включать плоскую волокнистую структуру и/или составлять единое целое по меньшей мере с одним из первого сегмента и второго сегмента.
Таким образом, можно улучшить температурный контроль данного объекта и любого вещества, находящегося в контакте с ним, например, вещества, которое находится в контейнере. Плоская волокнистая структура является очень эффективным способом реализации теплообменника для включения его в состав сегмента стенки из полимера, полученной путем намотки, и имеющего относительно малую массу по сравнению, например, с металлическими теплообменниками.
В одном из примеров воплощения теплообменник включает тело в виде пластины, имеющее канал для текучего теплоносителя, и форма этого тела в виде пластины соответствует форме по меньшей мере одного из первого сегмента и второго сегмента, при этом, например, тело в виде пластины размещено в оправке и/или представляет собой часть оправки. Теплообменник в виде пластины объединяет большую поверхность теплообмена с малым объемом, при этом не влияя значительно на вместимость объекта, или не влияя существенно на структурные и/или теплоизолирующие барьеры в сэндвичевой конструкции.
Теплообменник может быть сформирован путем деформации по существу полой волокнистой пластины или волокнистого мата, например, сжимая один или большее количество участков пластины и фиксируя деформированную таким образом волокнистую пластину (или мат) в деформированном состоянии с целью создания одного или большего количества каналов для текучей среды, проходящих через зафиксированную таким образом волокнистую пластину (или мат). Например, пластина или мат могут быть пропитаны, по меньшей мере частично, затвердевающим вяжущим материалом, таким как смола, полимерный материал, термопластичный материал, термореактивный материал, который можно зафиксировать с помощью или без помощи отверждающего агента, отверждения УФ-излучением, испарения растворителя и т.д. Возможно также сплавить, например, спаять, сварить и/или расплавить, участки волокнистой пластины или мата вместе, чтобы сформировать желаемые каналы для текучей среды.
В одном из аспектов предложена оправка для использования в описанном здесь способе. Оправка может состоять из нескольких частей.
В одном из аспектов предложен полый, полученный путем намотки объект, изготовленный, как это описано в данном документе, являющийся контейнером, в частности контейнером-цистерной или контейнером для насыпных продуктов, предназначенными для текучих материалов, включающий транспортные крепежные элементы для транспортирования объекта в качестве контейнера для морских перевозок и/или в качестве автомобильного прицепа, например, снабженный монтажным каркасом и/или одним или большим количеством колес. Контейнер может иметь объем свыше нескольких кубических метров и более, например, около 30 м3 для контейнера длиной 7 м и диаметром 2,4 м, с куполообразными торцевыми сегментами, и примерно до 100 м3 для так называемого 40-футового контейнера, или автомобильного прицепа длиной 15 м. Транспортные крепежные устройства могут включать рамы для многоярусного расположения контейнеров и/или колеса для качения контейнера в качестве автомобильного прицепа или железнодорожного вагона.
Краткое описание чертежей Далее вышеописанные аспекты и их преимущества будут разъяснены более подробно со ссылкой на чертежи, изображающие в качестве примеров некоторое количество воплощений.
Фиг. 1 показывает данный процесс изготовления удлиненной емкости для насыпных продуктов, включающей цилиндрический сегмент и расположенные на противоположных концах куполообразные торцевые сегменты;
Фиг. 2А-3 показывают влияние радиуса кривизны для различных форм емкостей, изготовленных путем намотки на соответствующие оправки;
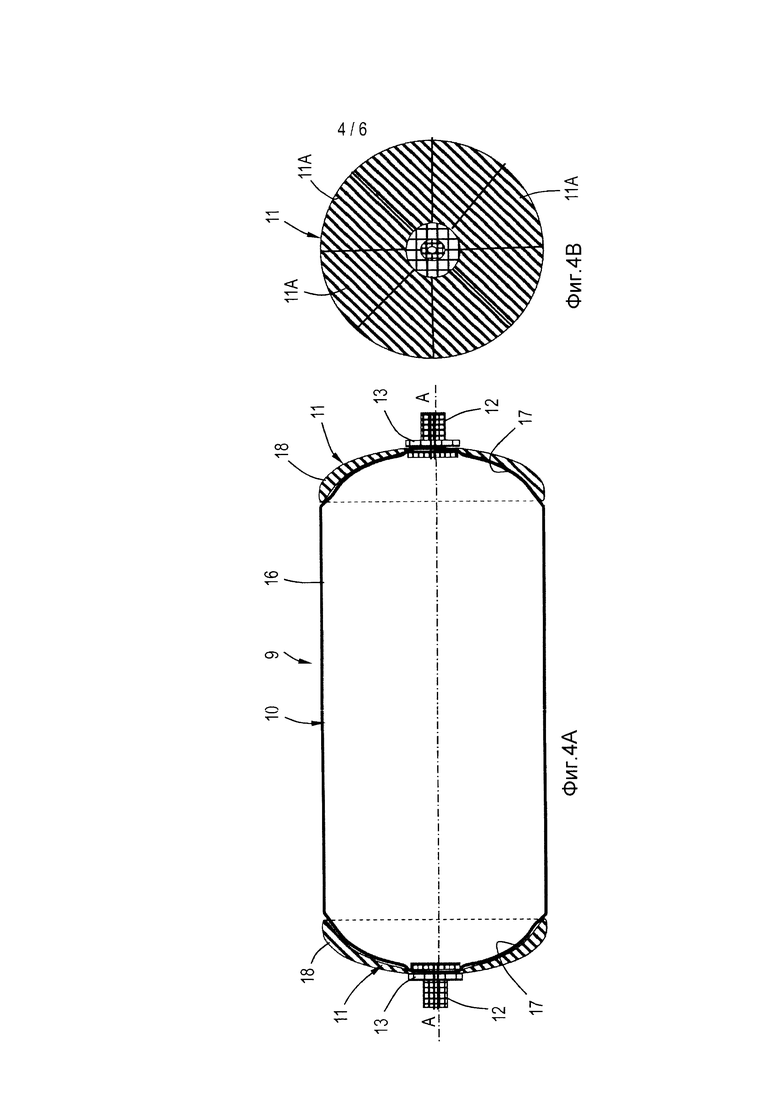
Фиг. 4А-4В показывают пример воплощения оправки с элементами
усиления;
Фиг. 5А-5В показывают пример воплощения оправки с элементами
усиления;
Фиг. 6 показывает контейнер с пластинчатым теплообменником. Подробное описание примеров воплощения
Следует отметить, что чертежи являются схематичными, не обязательно выполнены в масштабе, и детали, которые не требуются для понимания данного изобретения, могли быть опущены. Термины «вверх», «вниз», «ниже», «выше» и т.п.относятся к примерам воплощения, как они ориентированы на чертежах, если только не указано иное. Кроме того, элементы, которые являются по меньшей мере по существу идентичными, или которые выполняют по меньшей мере по существу идентичную функцию, обозначены одинаковыми численными сносками, там, где это необходимо, уточненными буквенными индексами.
Фиг. 4А и 4В показывают оправку 9 в разрезе (Фиг. 4А) и в аксиальном виде спереди (Фиг. 4В), соответственно. Оправка 9 имеет надувную камеру 10 и элемент 11 усиления. Оправку 9 поддерживает привод вращения (не показан), соединенный с оправкой посредством элементов 12 соединения. Фланцевые соединения 13 соединяют друг с другом камеру 10, элементы 11 усиления и элементы 12 соединения.
Надувная камера 10 включает первую секцию в форме продолговатой цилиндрической секции 16, проходящей вдоль воображаемой оси А, и вторые секции в виде торцевых секций 17 на противоположных концах.
На торцевых секциях 17 смонтированы и зафиксированы элементы 11 усиления. Показанные элементы 11 усиления включают жесткие сегменты 11 А, например, как показано, сегменты в виде сектора, в совокупности образующие структуру в виде выпуклого диска. Подходящие материалы включают металлы, полимерные композиты с материалами наполнителя (например, (стекло)волокном) или без них, а также пеноматериалы с высокой механической жесткостью.
По меньшей мере одна деталь из элементов 12 соединения и фланцевого соединения 13 включает разъем к камере 10 для повышения давления в камере 10. Давление можно регулировать с помощью подходящей системы наддува, а также измерительных и регулирующих приборов (не показаны). Полый контейнер-цистерну можно изготовить, наматывая волокна или армированную волокном ленту на оправку 9, поверх как камеры 10, так и элементов 11 усиления. Перед намоткой на оправке сначала можно обеспечить облицовку. Намотанный материал связывают, например, смолой, для обеспечения самонесущего контейнера-цистерны.
Форма образованного контейнера-цистерны будет соответствовать форме оправки 9 и будет такой, как это в общем указано на Фиг. 1: цилиндрическая секция 16 камеры 10 оправки 9 будет определять форму трубчатого сегмента контейнера (сравн. Фиг. 1). Форма дискообразных элементов 11 усиления оправки 9 будет определять форму торцевых сегментов контейнера (сравн. Фиг. 1). Элементы 11 усиления определяют обод 18, проходящий вокруг оси А, который определяет форму переходных сегментов контейнера в этом положении. Так как элементы 11 усиления являются жесткими, они обеспечивают стойкость к радиальным компонентам усилия относительно оси А оправки и, таким образом, могут поддерживать удлиненные элементы, обернутые поверх элементов 11 усиления. Торцевые секции 17 камеры 10 могут быть надуты до элементов 11 усиления по поверхности взаимодействия, площадь которой в данном случае больше, чем их площадь сечения, если смотреть в направлении, перпендикулярном оси А. При надувании камера 10 и элементы 11 усиления принимают такую форму, что на элементы 11 усиления воздействует сила, направленная вовне по отношению к камере 10. Таким образом, элементы 11 усиления могут противостоять действию силы с осевым компонентом. В итоге можно противодействовать силам, действующим при наматывании на обод 18 элементов 11 усиления, и можно точно обеспечить предполагаемую форму контейнера, соответствующую форме оправки. Элементы 11 усиления могут проходить по части трубчатой секции для обеспечения соответствующего плавного перехода от трубчатого сегмента к переходному сегменту для обертываемого материала без ступеней или заметных кромок на поверхности оправки, что могло бы повлиять на обертывание.
После затвердевания связующего данного объекта и, возможно, дополнительных стадий изготовления, оправку можно сдуть и удалить из объекта через отверстие, обеспеченное в этом объекте. Например, может быть достаточно отверстия, образованного фланцевым соединением 13, или смотрового окошка, прорезанного в стенке контейнера. Элементы 11 усиления могут оставаться на месте в качестве части контейнера. В альтернативном случае элементы 11 усиления можно удалить, разобрав их на сегменты 11А изнутри сформированного объекта и удалив эти сегменты (не показано).
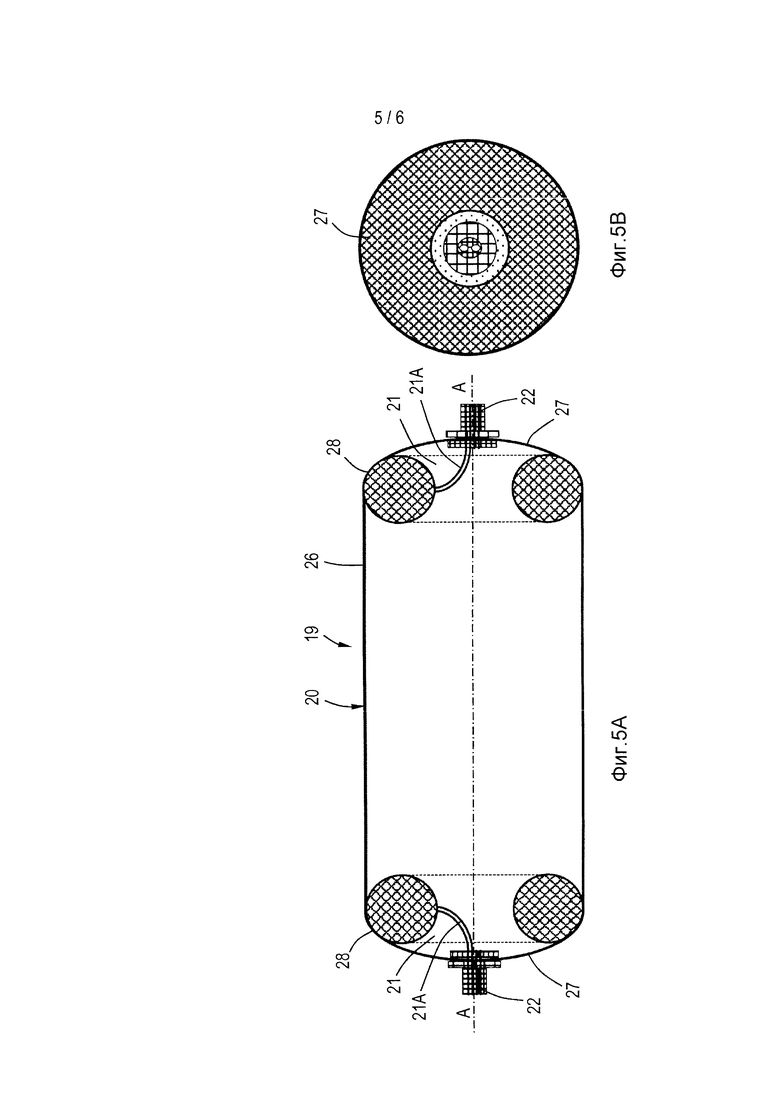
Фиг. 5А и 5В показывают другую оправку 19 в поперечном сечении (Фиг. 5А) и в виде спереди по продольной оси (Фиг. 5В), соответственно. Оправка 19 имеет надувную камеру 20 и элементы 21 усиления. Оправку 19 поддерживает привод вращения (не показан), соединенный с оправкой элементами 22 соединения. Крепежные детали 13 соединяют камеру 20 и элементы 12 соединения друг с другом.
Надувная камера 20 включает, в качестве первой секции, удлиненную цилиндрическую секцию 26, проходящую вдоль воображаемой оси А, и в качестве вторых секций - торцевые секции 27 на противоположных концах.
По меньшей мере один из соединительных элементов 22 и фланцевого соединения 23 включает разъем к камере 20 для повышения давления в камере 20. Давление можно регулировать с помощью соответствующей системы поддержания избыточного давления и измерительных и регулирующих приборов (не показаны). Полый контейнер-цистерну можно изготовить, наматывая волокна или армированную волокнами ленту на оправку 19 поверх как камеры 10, так и элементов 21 усиления. Перед наматыванием на оправке 19 можно сначала обеспечить облицовку. Намотанный материал связывают, например, смолой, для обеспечения самонесущего контейнера-цистерны.
Также и в этом примере воплощения форма получаемого контейнера-цистерны будет соответствовать форме оправки: цилиндрическая секция 26 камеры 20 оправки 19 будет определять форму трубчатого сегмента контейнера (не показан). В данном случае форму торцевых сегментов контейнера (не показаны) будут определять формы торцевых секций 27 оправки 19 без введения диска усиления.
В этом примере воплощения элементы 21 усиления обеспечены в форме дополнительных надувных камер 21, проходящих в виде тороида вокруг оси А и, в данном случае, присоединенных к камере 20. Дополнительные надувные камеры 21 можно надувать независимо от камеры 20 посредством трубопроводов 21А, соединенных с фланцевым соединением 23. В надутом состоянии, в частности до более высокого давления, чем остальная часть оправки 19, надувные камеры 21 обеспечивают как радиальные, так и осевые составляющие силы, в дополнение к компонентам камеры 19, в переходной области 28 камеры, между цилиндрической секцией 26 и торцевыми секциями 27 камеры 19. Таким образом, надувные камеры 21 служат для оправки 19 в качестве элементов усиления с регулируемым сопротивлением усилию обмотки, посредством соответствующей системы регулирования давления (не показана). Таким образом, форму оправки 19 и, следовательно, форму полученного при намотке на нее объекта можно точно регулировать, и, как показано, легко можно получить торцевые чаши 29, которые являются более плоскими, чем полусферические купола: сравните также Фиг. 2А-3.
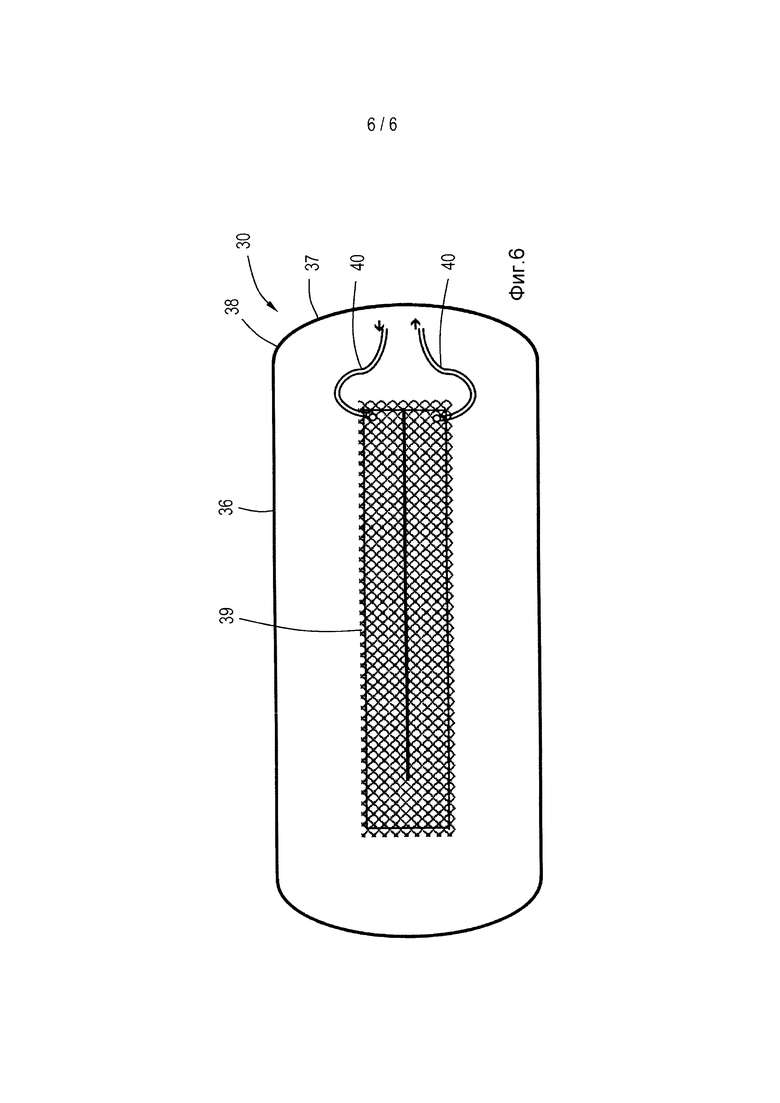
На Фиг. 6 показан полученный путем намотки объект 30, изготовленный на оправке по Фиг. 4А-4В или 5А-5В посредством намотки нити и соединения слоев намотанной нити друг с другом. Объект 30 представляет собой контейнер 30 для насыпных продуктов, например, объемом 45 м3, включающий трубчатый сегмент 36 и находящиеся на противоположных концах торцевые сегменты 37, соединенные друг с другом, как правило, под углом, не равным нулю, переходным сегментом 38, образующим угловые соединения. Торцевые сегменты 37 обычно могут быть эллипсоидальными с радиусом кривизны, более чем вдвое превышающим радиус цилиндра трубчатого сегмента 36, хотя в равной степени допустимы и другие формы. Торцевые сегменты 37 закрыты в местах нахождения соединительных элементов 12, 13 / 22, 23 с помощью соответствующих средств, например, фланцев (не показаны).
В контейнере могут быть обеспечено одно или большее количество отверстий, возможно, снабженных соответствующими крышками.
Контейнер 30 включает теплообменник 39, присоединенный к стенке контейнера 30. Теплообменник 39 имеет вид пластины и соответствует изогнутой форме стенки трубчатого сегмента 36 контейнера 30. Теплообменник 39 зафиксирован на стенке путем соединения с нитями при намотке контейнера; этому может способствовать механическое и/или химическое сходство материалов стенки и теплообменника. Через теплообменник 39 можно подавать подходящую текучую среду для регулирования температуры, например, охлаждающую или горячую текучую среду, с помощью трубопроводов 40, соединенных с системой охлаждения или нагревания (не показаны). Теплообменник может быть смонтирован на внешней стороне или на внутренней стороне контейнера. В контейнере с двойными стенками может быть предпочтительным промежуточное пространство между двойными стенками.
Подходящий материал и технологии изготовления такого теплообменника известны. Одним из примеров является структура из трехмерно переплетенного стекловолокна, например, из материала, поступающего в продажу под торговым названием Parabeam®. При пропитке отверждаемой полимерной смолой пластина или мат из такого материала приобретает трехмерную структуру с замкнутыми внешними стенками из армированной стекловолокном смолы, разделенными в целом открытой структурой с прямыми волокнами, соединяющими противоположные стенки. Если стенки локально прижать друг к другу перед отверждением смолы и во время него, стенки могут сплавиться в ходе их образования и обеспечить замкнутые в поперечном направлении сегменты. Таким же образом можно сформировать структуру в целом, например, чтобы она соответствовала кривизне объекта, обеспечивая хороший механический и/или термический контакт. Таким образом, можно обеспечить структуру с заданной системой замкнутых каналов, которая может быть весьма усложненной, если это желательно, и которая может выдерживать избыточное давление 0,1-0,8 МПа (1-8 бар).
В качестве альтернативной технологии, сеть или пену с открытыми порами из термопласта можно деформировать с помощью одного или большего количества горячих элементов, локально сплавляя материал. Таким образом, в материале можно обеспечить каналы и другие структуры.
Данное изобретение не ограничено вышеописанными примерами воплощения, которые могут изменяться различным образом, не выходя за пределы объема формулы изобретения. Например, трубчатый сегмент может иметь некруглую форму сечения, которая может изменяться по форме и/или размеру, например, являясь конической, и/или изменяясь от пятиугольной или шестиугольной до круглой вдоль трубчатой части. Также можно осуществить форму воронки. Могут быть применены элементы усиления, как это описано в данном документе, для получения определенных особенностей формы в других объектах, полученных с помощью намотки, например, изогнутых объектах, или в общем объектах, включающих первый сегмент стенки, который является выпуклым, и второй сегмент стенки, который является выпуклым, обычно соединенные друг с другом под углом, не равным нулю, с помощью углового соединения, образуя таким образом двухмерно- или трехмерно-выпуклую изогнутую форму, которую можно получить путем намотки на имеющую подходящую форму и локально усиленную оправку. Радиус кривизны закругления углового соединения может быть меньше чем примерно 1/5 радиуса кривизны первого сегмента стенки и второго сегмента стенки вблизи соединения. Элементы усиления могут быть сформированы в виде кольцеобразного объекта с регулируемыми по периметру формой и/или размером, например, в виде изогнутой полосы, стержня или трубы, включающих винтовую и/или эластичную секцию между двумя участками, для регулирования размера по периметру полученной таким образом формы.
Контейнер, изготовленный согласно данному изобретению, можно использовать для воды, жидких или гранулированных продуктов питания для людей или животных, например, для перевозки зерна, или муки, или силоса для кормовых гранул, но также и для минеральных масел, таких как жидкое топливо, химикатов и/или газов, в частности, сжиженных газов, при этом виды применения могут зависеть от соответствующей облицовки.
Элементы и аспекты, обсуждаемые для конкретного примера воплощения или в связи с ним, можно соответствующим образом объединить с элементами и аспектами других примеров воплощения, если только явно не указано иное.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО АРМИРОВАННАЯ ОТВЕРЖДАЕМАЯ НА МЕСТЕ ФУТЕРОВКА И АРМИРОВАННОЕ ПОКРЫТИЕ | 2006 |
|
RU2419021C2 |
| УПЛОТНЕНИЕ КАБЕЛЯ | 2001 |
|
RU2256992C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| СПОСОБ НАНЕСЕНИЯ СЛОЯ БЕТОНА НА НАРУЖНУЮ ПОВЕРХНОСТЬ СЕКЦИИ ПОДВОДНОГО ТРУБОПРОВОДА ИЛИ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2074333C1 |
| ТРЕНАЖЕР СО СТАЦИОНАРНЫМ ВЕЛОСИПЕДОМ И НАДУВНЫМ СИДЕНЬЕМ | 2010 |
|
RU2547043C2 |
| НАДУВНЫЕ МЕДИЦИНСКИЕ УСТРОЙСТВА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2013 |
|
RU2680958C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| НАДУВНОЙ АВТОНОМНЫЙ КОСМИЧЕСКИЙ МОДУЛЬ | 2003 |
|
RU2241644C1 |
| КОТЁЛ ЦИСТЕРНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2697603C2 |
Изобретение относится к способу изготовления полученного путем обертывания объекта. Техническим результатом является повышение эффективности изготовления объекта, а также повышение его прочности и устойчивости. Технический результат достигается способом изготовления полученного путем обертывания объекта, включающего первый сегмент, представляющий собой трубчатый сегмент, и второй сегмент, представляющий собой торцевой сегмент, соединенные друг с другом изогнутым переходным сегментом, имеющим общую касательную с первым сегментом и общую касательную со вторым сегментом, представляющим собой угловое соединение. При этом способ включает стадию обеспечения оправки со структурой поверхности, определяющей часть формы первого сегмента, формы второго сегмента и формы переходного сегмента, находящегося между ними. А также стадию обертывания - намотки на оправку одного или более удлиненных элементов, таких как нити и/или ленты, и соединения одного или более удлиненных элементов с самим собой и/или друг с другом с получением первого сегмента, второго сегмента и переходного сегмента в виде непрерывной структуры. При этом оправка снабжена элементом усиления в месте расположения переходного сегмента. Причем элемент усиления проходит по части трубчатой секции, определяющей обод, проходящий вокруг оси, определяя форму переходного сегмента, и выполнен с возможностью поддерживать один или более образующих переходный сегмент удлиненных элементов, противодействуя направленным внутрь силам, в направлении изгиба переходного сегмента, в процессе обертывания и/или соединения удлиненных элементов с образованием переходного сегмента. 3 н. и 12 з.п. ф-лы, 9 ил.
1. Способ изготовления полученного путем обертывания объекта, включающего первый сегмент, представляющий собой трубчатый сегмент, и второй сегмент, представляющий собой торцевой сегмент, соединенные друг с другом изогнутым переходным сегментом, имеющим общую касательную с первым сегментом и общую касательную со вторым сегментом, соответственно, например, представляющим собой угловое соединение, включающий:
стадию обеспечения оправки со структурой поверхности, определяющей по меньшей мере часть формы первого сегмента, формы второго сегмента и формы переходного сегмента, находящегося между ними, например, соответствующей этим формам, и
стадию обертывания, например, намотки на оправку одного или более удлиненных элементов, таких как, например, нити и/или ленты, и соединения одного или более удлиненных элементов с самим собой и/или друг с другом с получением первого сегмента, второго сегмента и переходного сегмента в виде непрерывной структуры,
при этом оправка снабжена элементом усиления, по меньшей мере в месте расположения переходного сегмента, причем элемент усиления проходит по части трубчатой секции, определяющей обод, проходящий вокруг оси, определяя форму переходного сегмента, и выполнен с возможностью поддерживать один или более образующих переходный сегмент удлиненных элементов, противодействуя направленным внутрь силам, в направлении изгиба переходного сегмента, в процессе обертывания и/или соединения одного или более удлиненных элементов с образованием переходного сегмента.
2. Способ по п. 1, в котором первый сегмент представляет собой трубчатый сегмент, а полученный путем обертывания объект представляет собой, в частности, контейнер, более конкретно контейнер-цистерну или контейнер для сыпучих грузов, предназначенные для текучего материала, у которого первый, трубчатый, сегмент контейнера может образовывать в целом удлиненное тело, а торцевые сегменты, например куполообразные торцевые чаши, обеспечены на противоположных концах трубчатого сегмента, закрывая трубчатый сегмент.
3. Способ по любому из предшествующих пунктов, в котором оправка включает надувную часть и/или растворимую часть, например, соответственно, надувную камеру, растворимый пеноматериал и/или их комбинацию.
4. Способ по любому из предшествующих пунктов, в котором элемент усиления включает одно или большее количество жестких тел для поддержания по меньшей мере части переходного сегмента, при этом множество жестких тел могут быть взаимосвязаны друг с другом непосредственно и/или через поддерживающую структуру, например механизм развертывания, и эти одно или большее количество жестких тел могут оказаться включенными в изготовленный объект, или же эти одно или большее количество жестких тел могут быть выполнены с возможностью удаления из изготовленного объекта, например, для повторного использования.
5. Способ по любому из предшествующих пунктов, в котором элемент усиления включает одно или более тел, выполненных с возможностью создания в них избыточного давления, например надувных тел, возможно, надувных камер, соединенных с другой надувной частью оправки, например, в виде отдельно надуваемой камеры в пределах большей по размеру надувной камеры.
6. Способ по любому из предшествующих пунктов, включающий обеспечение первого сегмента и/или второго сегмента облицовкой, которая может быть образована из одной или более надувных частей надувной оправки.
7. Способ по любому из предшествующих пунктов, в котором соединение осуществляют адгезивом или связующим, например, в котором один или более удлиненных элементов включают неорганическое или органическое волокно и/или ленту, которые можно соединить друг с другом с помощью термопластичной полимерной композиции или адгезива.
8. Способ по любому из предшествующих пунктов, в котором полученный путем обертывания объект формируют как в целом жесткое и/или самонесущее тело, например монокок, и по меньшей мере часть оправки можно деформировать и удалить из жесткого и/или самонесущего тела через отверстие, обеспеченное в объекте, и в котором данный объект может представлять собой по существу замкнутую оболочку.
9. Способ по любому из предшествующих пунктов, включающий следующие стадии:
обеспечение одного или более участков из ячеистого материала на по меньшей мере одном из первого сегмента и второго сегмента, при этом ячеистый материал может включать пеноматериал или двухмерную или трехмерную сетку, и
стадию обеспечения на одном или более участков из ячеистого материала одного или более дополнительных сегментов стенок, отделенных от первого сегмента и второго сегмента, соответственно, обеспечивая таким образом объект с двойной конструкцией стенок, с одним или более промежуточных пространств между первым сегментом и/или вторым сегментом, одним или более дополнительных сегментов стенок и одним или более участков из ячеистого материала, соответственно, и
при этом способ дополнительно включает стадию заполнения одного или более промежуточных пространств одним или более дополнительных ячеистых материалов, таких как, например, пеноматериалы.
10. Способ по п. 9, в котором дополнительно по меньшей мере один из первого и второго сегмента стенок и/или один или более ячеистых материалов и/или участков пеноматериалов, находящихся по меньшей мере в части промежуточного пространства, соединены с сегментами соответствующей стенки, которые находятся напротив друг друга и ограничивают эту часть промежуточного пространства относительно друг друга.
11. Способ по любому из предшествующих пунктов, где способ включает обеспечение теплообменника по меньшей мере в одной из стенок объекта или в тесном тепловом контакте с ней, в частности по меньшей мере в одном из первого сегмента и второго сегмента, при этом теплообменник может включать плоскую волокнистую структуру и/или составлять единое целое с по меньшей мере одним из первого сегмента и второго сегмента.
12. Способ по любому из предшествующих пунктов,
где способ включает обеспечение теплообменника по меньшей мере в одной из стенок объекта или в тесном тепловом контакте с ней, в частности, по меньшей мере в одном из первого сегмента и второго сегмента, при этом теплообменник может включать плоскую волокнистую структуру и/или составлять единое целое по меньшей мере с одним из первого сегмента и второго сегмента, при этом способ включает формирование теплообменника путем деформации по существу полой волокнистой пластины или волокнистого мата и фиксацию деформированной таким образом волокнистой пластины или мата в деформированном состоянии, например, путем пропитки пластины или мата затвердевающим материалом матрицы для определения одного или более каналов для текучей среды через зафиксированную таким образом пластину или мат.
13. Способ по п. 11 или 12, в котором теплообменник включает тело в виде пластины, имеющее канал для текучей среды теплообменника, причем данное тело в виде пластины соответствует форме по меньшей мере одного из первого сегмента и второго сегмента, при этом, например, данное тело в виде пластины размещено в оправке и/или является частью оправки.
14. Оправка для использования в способе по любому из предшествующих пунктов и как указано в соответствующем пункте или пунктах, где оправка может состоять из нескольких частей.
15. Полученный путем обертывания объект, изготовленный в соответствии со способом по любому из пп. 1-13, который представляет собой полый, полученный путем намотки объект, например контейнер, в частности контейнер-цистерну или контейнер для насыпных продуктов, предназначенные для текучего материала, включающий транспортные крепежные элементы для транспортирования объекта в качестве контейнера для морских перевозок и/или в качестве прицепа к грузовому автомобилю, например, снабженный монтажным каркасом и/или одним или более колес.
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НАМОТКИ | 1992 |
|
RU2039652C1 |
| US 20090071965 A1, 19.03.2009 | |||
| Устройство для карбонизации углеродсодержащих заготовок | 1987 |
|
SU1479811A1 |
| DE 9107320 U1, 15.10.1992 | |||
| US 6444071 B1, 03.09.2002. | |||

