Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к натягиваемому одноразовому подгузнику.
Уровень техники
[0002] Широко используемые традиционные натягиваемые одноразовые подгузники включают промежностный сегмент, который содержит абсорбирующий элемент, и передний сегмент и задний сегмент, которые находятся относительно промежностного сегмента, соответственно, на передней стороне и задней стороне пользователя, и в котором образованы пара боковых швов, отверстие для талии и пара отверстий для ног посредством одновременного соединения левого и правого поперечных боковых краев переднего сегмента с соответствующими левым и правым поперечными боковыми краями заднего сегмента. В натягиваемом одноразовом подгузнике этого типа боковые швы проходят прямолинейно в продольном направлении подгузника. Прямолинейная форма боковых швов является неизменной до надевания подгузника и при его ношении.
[0003] Однако, в тех случаях, когда боковые швы проходят прямолинейно в продольном направлении подгузника при его ношении, боковые швы и окружающие их области не могут плотно прилегать к телу пользователя. В частности, в тех случаях, когда боковые швы образуются посредством термической сварки переднего сегмента и заднего сегмента прерывистым образом, жесткие термосваренные части, образованные посредством термической сварки, как правило, раздражают кожу пользователя.
[0004] Для предотвращения контакта боковых швов с кожей пользователя патентный документ 1 описывает технологию изготовления волнообразной формы поперечного бокового края бокового шва на внутренней стороне в направлении ширины. К сожалению, даже в этой конфигурации форма бокового шва является прямолинейной при ношении подгузника, и, таким образом, боковой шов все же проявляет склонность к раздражению кожи пользователя.
[0005] Согласно обычной практике, вокруг расположенной под талией секции подгузника помещают множество рядов эластичных элементов, которые проходят в поперечном направлении. В таких случаях концевые части каждого эластичного элемента доходят до соответствующих боковых швов. Чтобы предотвращать выпадение эластичных элементов, должно осуществляться соединение с увеличенной твердостью на боковых швах. Однако, это делает боковые швы еще более жесткими, и боковые швы с еще большей вероятностью раздражают кожу пользователя. В отношении конфигурации эластичных элементов, которые проходят вокруг расположенной ниже талии секции, патентный документ 2 описывает технологию, согласно которой полная ширина W1 от самой верхней эластичной нити до самой нижней эластичной нити в расположенной ниже талии облегающей сборке, которая находится в переднем сегменте подгузника, превышает полную ширину W2 от самой верхней эластичной нити до самой нижней эластичной нити в расположенной ниже талии облегающей сборке, которая находится в заднем сегменте подгузника; и положение самой верхней эластичной нити в заднем сегменте находится выше положения самой верхней эластичной нити в переднем сегменте. Однако эта конфигурация предназначается, чтобы предотвращать оседание падение заднего сегмента и промежностного сегмента в процессе ношения подгузника, и не предусматривает предотвращения раздражения кожи, которое вызывают боковые швы.
[0006] Патентный документ 3 описывает натягиваемый одноразовый подгузник, в котором боковой шов имеет изогнутую форму. Эластичные элементы располагаются в верхней секции изогнутой формы. Однако этот боковой шов имеет изогнутую форму даже перед надеванием подгузника, и, таким образом, внешний вид перед надеванием подгузника является неудовлетворительный, и может оказаться затруднительным открывание подгузника во время надевания подгузника.
[0007] В процессе изготовления натягиваемого одноразового подгузника боковые швы, как правило, образуют, используя нагревательное роликовое устройство. Другие известные способы соединения включают способ с использованием ультразвуковой сварки (см., например, патентный документ 4) и способ с использованием лазерного излучения (см., например, патентный документ 5). Кроме того, патентный документ 6, который не ограничивается способом изготовления абсорбирующих изделий, описывает технологию, согласно которой на листовой многослойный материал воздействует лазерное излучение, и в листовом многослойный материале образуется ряд термосваренных частей, в котором термосваренные части, которые образуются посредством термосвареивания множества листов, выстраиваются в единый ряд.
[0008] Как правило, натягиваемый одноразовый подгузник изготавливают, осуществляя следующие стадии. Сначала изготавливают непрерывное полотно для подгузников, такое как непрерывное полотно для подгузников, обозначенное условным номером 110 на фиг. 20, в котором множество подгузников выстраиваются непрерывно в одном направлении (направление перемещения). После этого наружное покрытие на стороне переднего сегмента корпуса и наружное покрытие на стороне заднего сегмента корпуса, которые являются взаимно перекрывающимися, соединяют, используя соединительное устройство, такие как нагревательное роликовое устройство, в той секции непрерывного полотна для подгузников, где должно образовываться боковой шов. После этого соединенную часть разрезают, используя режущее устройство, такое как нож, чтобы разрезать и разделять непрерывное полотно для подгузников на отдельные подгузники. В таком традиционном натягиваемом одноразовом подгузнике, изготовленном, как описано выше (т. е. в отрезанных кромках соответствующих соединенных частей, которые образуются посредством резания режущим устройством), оба из поперечных боковых краев переднего сегмента корпуса и оба из поперечных боковых краев заднего сегмента корпуса выступают наружу из наружной поверхности подгузника в форме, где они взаимно перекрываются, как сложенные друг с другом ладони при молитве, и при этом в процессе ношения подгузника поперечные боковые края соответствующих сегментов корпуса плоско укладываются друг на друга.
[0009] Во время снятия натягиваемого одноразового подгузника, который подлежит утилизации, боковые швы разрываются продольном направлении. В традиционных натягиваемых одноразовых подгузниках, однако, поскольку боковые швы образуются согласно вышеупомянутому способу, листы могут разрываться в поперечном направлении, хотя боковой шов разрывается в продольном направлении, и разрыв листов может достигать частей подгузника, расположенных ближе к центру, чем боковой шов, или он может достигать поперечного бокового края подгузника. Если образуется такой поперечный разрыв, становится затруднительным гладкий разрыв бокового шва в продольном направлении подгузника, и например, пользователю может потребоваться повторное приложение усилия, таким образом, чтобы разорвать боковой шов в продольном направлении, и требуется время и усилие для открытия бокового шва. В технике было предложены способы, которые предотвращают разрыв в поперечном направлении, такие как способ творческого проектирования формы для изготовления термосваренных частей в боковом шве и способ изготовления второй соединенной секции, которая проходит в продольном направлении и является параллельной по отношению к боковому шву (см. патентный документ 7).
Список цитируемой литературы
Патентная литература
[0010] Патентный документ 1: японская патентная заявка № 2012-70917 A
Патентный документ 2: японская патентная заявка № 9-271488 A
Патентный документ 3: японская патентная заявка № 2004-73885 A
Патентный документ 4: японская патентная заявка № 2006-82556 A
Патентный документ 5: японская патентная заявка № 2010-188629 A
Патентный документ 6: японская патентная заявка № 2012-126130 A
Патентный документ 7: японская патентная заявка № 2000-14697 A
Сущность изобретения
[0011] В последние годы существует спрос на натягиваемые одноразовые подгузники, имеющие такой же внешний вид, как обычное нижнее белье. Натягиваемые одноразовые подгузники, однако, имеют боковые швы, которые отсутствуют в обычном нижнем белье. Традиционные боковые швы выступают наружу из периферийных частей подгузника и, таким образом, чрезвычайно ухудшают внешний вид подгузника. Таким образом, имеющиеся в настоящее время натягиваемые одноразовые подгузники вряд ли можно рассматривать как имеющие такой же внешний вид, как обычное нижнее белье.
[0012] Другой возможный способ изготовления натягиваемого одноразового подгузника, имеющего такой же внешний вид, как обычное нижнее белье, заключается в том, чтобы физически отрезать, используя режущее устройство, такое как нож, верхнюю концевую секцию традиционного бокового шва, который изготавливают согласно обычному способу, используя, например, нагревательное роликовое устройство или ультразвуковую сварку, как описано в вышеупомянутом патентном документе 5, и в результате этого уменьшается высота выступа бокового шва с наружной поверхности подгузника. Однако боковые швы, изготовленные согласно обычным способам, образуются посредством сжатия наружного покрытия в направлении толщины, и, таким образом, получается относительно небольшая толщина (ширина) термосваренной части, которую составляют материалы, образующие боковой шов, и термосваренная часть, как правило, становится более жесткой, чем другие секции на наружной поверхности подгузника. Таким образом, боковой шов все же вызывает ощущение жесткости, когда к наружной поверхности подгузника прикасаются рукой. Ощущение жесткости бокового шва представляет собой еще один фактор, за счет которого натягиваемый одноразовый подгузник отличается от обычного нижнего белья.
[0013] Кроме того, оказывается затруднительным изготовление подгузника, имеющего похожий на нижнее белье внешний вид, в случае осуществления способа изготовления второй соединительной секции, которая проходит в продольном направлении и является параллельной боковому шву, как описано в патентном документе 7.
[0014] Настоящее изобретение предлагает натягиваемый одноразовый подгузник, содержащий промежностный сегмент; передний сегмент, который проходит спереди промежностного сегмента; задний сегмент, который проходит сзади промежностного сегмента; и пару боковых швов, которые образованных за счет соединения обеих поперечных частей боковых краев переднего сегмента и соответствующих поперечных частей боковых краев заднего сегмента. Натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует направлению спереди назад пользователя, и поперечное направление, которое является перпендикулярным продольному направлению.
До надевания подгузника каждый боковой шов проходит прямолинейно в продольном направлении подгузника, в отличие от ношения подгузника. При ношении подгузника, каждый боковой шов проходит таким образом, что он изгибается в продольном направлении подгузника. (Это изобретение далее называется "первое изобретение".)
[0015] Настоящее изобретение также предлагает натягиваемый предмет одежды, включающий наружное покрытие, образующее наружную поверхность предмета одежды, в котором образованы пара боковых швов, отверстие для талии и пара отверстий для ног посредством соединения обеих поперечных боковых краевых частей наружного покрытия в переднем сегменте корпуса с соответствующими поперечными боковыми краевыми частями наружного покрытия в заднем сегменте корпуса.
Каждый боковой шов включает уплотненную краевую часть, причем краевая часть наружного покрытия в переднем сегменте корпуса и краевая часть наружного покрытия в заднем сегменте корпуса соединяются на сплошной линейной термосвариваемой части, которая проходит в направлении длины бокового шва.
В поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, если длина термосваренной части в направлении изнутри наружу, которое проходит от стороны, расположенной ближе к коже пользователя подгузника, к стороне, расположенной дальше от кожи пользователя подгузника, представляет собой ширину W, и длина термосваренной части в направлении, перпендикулярном направлению изнутри наружу в, центральном положении ширины W, представляет собой толщину T, толщина T термосваренной части меньше суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса, и толщина T термосваренной части больше толщины (Ta или Tb), по меньшей мере, одного покрытия из наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса. (Это изобретение далее называется "второе изобретение".)
[0016] Настоящее изобретение также предлагает натягиваемый предмет одежды, содержащий наружное покрытие, образующее наружную поверхность предмета одежды, в котором образованы пара боковых швов, отверстие для талии и пара отверстий для ног посредством соединения обеих поперечных боковых краевых частей наружного покрытия в переднем сегменте корпуса с соответствующими поперечными боковыми краевыми частями наружного покрытия в заднем сегменте корпуса. Натягиваемый одноразовый подгузник имеет, в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, направление P изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя подгузника, до стороны, расположенной дальше от кожи пользователя подгузника, и направление толщины Q, которое представляет собой направление, перпендикулярное направлению P изнутри наружу. Каждый боковой шов включает в себя уплотненную краевую часть, причем краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте соединяются на сплошной линейной термосваренной части, которая проходит в направлении длины бокового шва. Термосваренная часть включает с себя первую концевую часть в направлении толщины Q; вторую концевую часть в направлении толщины Q; и внутреннюю концевую часть, которая располагается между первой концевой частью и второй концевой частью, и которая располождена ближе всего к коже пользователя. Расстояние Dw вдоль направления P изнутри наружу и между, по меньшей мере, одной из первой концевой части или второй концевой части, и внутренней концевой частью превышает или равно расстоянию Dc вдоль направления P изнутри наружу и между внутренней концевой частью и точкой, противоположной внутренней концевой части и находящейся на наружном крае термосваренной части. (Это изобретение далее называется "третье изобретение").
Краткое описание чертежей
[0017] Фиг. 1 представляет перспективное изображение, иллюстрирующее состояние ношения натягиваемого одноразового подгузника согласно варианту осуществления настоящего изобретения.
Фиг. 2 представляет развернутый вид сверху состояния, в котором натягиваемый одноразовый подгузник с фиг. 1 распрямлен и растянут, если смотреть со стороны верхнего листа.
Фиг. 3 представляет изображение поперечного сечения по линии XI-XI на Фиг. 2.
Фиг. 4 представляет схематическое изображение бокового шва и области вблизи него до надеванием подгузника с фиг. 1.
Фиг. 5 представляет схематическое изображение бокового шва и области вблизи него при ношении подгузника с фиг. 1.
Фиг. 6 представляет перспективное изображение устройства соответствующим образом используемого для изготовления боковых швов подгузника с фиг. 1.
Фиг. 7(a)-7(c) представляют пояснительные изображения, иллюстрирующие процесс изготовления боковых швов одновременно с резанием и разделением непрерывного полотна для подгузников посредством использования устройства с фиг. 6.
Фиг. 8 представляет изображение (соответствующее фиг. 7(c)), иллюстрирующее еще один пример способа изготовления натягиваемого одноразового подгузника посредством использования устройства с фиг. 6.
Фиг. 9 представляет изображение, схематически иллюстрирующее сечение в поперечном направлении подгузника с фиг. 1.
Фиг. 10 представляет схематическое изображение (соответствующее фиг. 4), иллюстрирующее боковой шов и области вблизи него до надевания подгузника согласно еще одному варианту осуществления настоящего изобретения.
Фиг. 11 представляет схематическое изображение (соответствующее фиг. 5), иллюстрирующее боковой шов и области вблизи него при ношении подгузника согласно еще одному варианту осуществления настоящего изобретения.
Фиг. 12 представляет схематическое изображение (соответствующее фиг. 4), иллюстрирующее боковой шов и области вблизи него до надевания подгузника согласно следующему варианту осуществления настоящего изобретения.
Фиг. 13 представляет схематическое изображение (соответствующее фиг. 4), иллюстрирующее боковой шов и области вблизи него до надевания подгузника согласно еще одному варианту осуществления настоящего изобретения.
Фиг. 14 представляет перспективное изображение, схематически иллюстрирующее натягиваемый одноразовый подгузник согласно варианту осуществления второго изобретения.
Фиг. 15 представляет изображение поперечного сечения, схематически иллюстрирующее поперечное сечение по линии I-I на фиг. 14.
Фиг. 16 представляет вид сверху, схематически иллюстрирующий состояние, в котором подгузник с фиг. 14 распрямлен и растянут.
Фиг. 17 представляет изображение поперечного сечения, иллюстрирующее боковой шов подгузника с фиг. 14 и его окрестность, причем данное поперечное сечение является поперечным сечением, перпендикулярным направлению, в котором проходит боковой шов.
Фиг. 18(a) представляет схематический вид сбоку, иллюстрирующий одну поперечную сторону подгузника с фиг. 14, и фиг. 18(b) представляет схематическое изображение поперечного сечения по линии II-II на фиг. 18(a).
Фиг. 19(a) представляет схематическое изображение поперечного сечения, разъясняющее способ измерение максимальной высоты в состоянии псевдоношения, фиг. 19(b) представляет увеличенное изображение в круге на фиг. 19(a).
Фиг. 20 представляет перспективное изображение, схематически иллюстрирующее стадии изготовления непрерывного полотна для подгузников в процессе изготовления подгузника с фиг. 14.
Фиг. 21 представляет изображение поперечного сечения, иллюстрирующее боковой шов и его окрестность для натягиваемого одноразового подгузника согласно третьему изобретению, причем данное изображение поперечного сечения является поперечным сечением, перпендикулярным направлению, в котором проходит боковой шов.
Описание вариантов осуществления
[0018] Далее настоящее изобретение описывается согласно предпочтительным вариантам его осуществления со ссылкой на чертежи. Фиг. 1 показывает натягиваемый одноразовый подгузник согласно варианту осуществления первого изобретения. Подгузник 1, проиллюстрированный на чертеже, представляет собой натягиваемый одноразовый подгузник с разделением перед/зад. Подгузник 1 имеет продольное направление X, которое соответствует направлению спереди назад пользователя, и поперечное направление Y, которое является перпендикулярным продольному направлению. Подгузник 1 включает в себя проницаемый для жидкостей верхний лист 2; непроницаемый для жидкостей нижний лист 3 и абсорбирующий элемент 4, расположенный между верхним листом и нижним листом. Подгузник 1 включает промежностный сегмент C; передний сегмент A, который проходит от промежностного сегмента C спереди в направлении спереди назад пользователя; и задний сегмент B, который проходит от промежностного сегмента C сзади в направлении спереди назад пользователя.
[0019] Более конкретно, как показано на фиг. 1 и 2, подгузник 1 включает: удлиненный в поперечном направлении прямоугольный передний сегмент 6A, расположенный с передней стороны пользователя; удлиненный в поперечном направлении прямоугольный задний сегмент 6B, расположенный на задней стороне пользователя; абсорбирующий комплект 5, соединенный таким образом, чтобы соединять передний сегмент 6A и задний сегмент 6B; и защищающие от протекания манжеты 7, расположенные вдоль соответствующих поперечных сторон 5c, 5c абсорбирующего комплекта 5. В подгузнике 1 образованы боковые швы S посредством соединения обеих поперечных частей 6a, 6a боковых краев переднего сегмента 6A с соответствующими поперечными частями 6b, 6b боковых краев заднего сегмента 6B. Посредством образования боковых швов S в подгузнике 1 образуются отверстие для талии WO и пара отверстий для ног LO, LO. Как показано на фиг. 1 и 2, подгузник 1 располагается симметрично справа и слева по отношению к продольной центральной линии CL, которая проходит в продольном направлении X.
[0020] Как показано на фиг. 2 и 3, абсорбирующий комплект 5 включает в себя: проницаемый для жидкостей верхний лист 2; непроницаемый для жидкостей или водоотталкивающий нижний лист 3 и удерживающий жидкости абсорбирующий элемент 4, который вводится и располагается между листами 2, 3. Как показано на фиг. 2, абсорбирующий комплект 5 имеет прямоугольную форму, которая является удлиненной в продольном направлении X. Абсорбирующий элемент 4 также изготавливается прямоугольной формы, которая является удлиненной в продольном направлении X.
[0021] В качестве верхнего листа 2, нижнего листа 3 и абсорбирующего элемента 4 могут быть использованы, без конкретного ограничения, компоненты, аналогичные тем, которые традиционно используются для абсорбирующих изделий данного типа. Например, в качестве верхнего листа 2, можно использовать, например, гидрофильное нетканое полотно или полимерную пленку, перфорированную таким образом, что создается гидрофильность. В качестве нижнего листа 3 можно использовать, например, полимерную пленку или многослойный материал на основе водоотталкивающего нетканого полотна. В качестве абсорбирующего элемента 4 можно использовать, например, уложенные волокна распушенной целлюлозы, смешанные уложенные волокна распушенной целлюлозы и суперабсорбирующего полимера или абсорбирующий лист, в котором суперабсорбирующий полимер находится в листе целлюлозы.
[0022] Что касается абсорбирующего комплекта 5, область на стороне одной концевой части 5a в продольном направлении X прикрепляется клеем к переднему сегменту 6A, и область на другой стороне концевой части 5b в продольном направлении X прикрепляется клеем к заднему сегменту 6B.
[0023] В настоящем описании продольное направление X соответствует направлению вдоль длинных сторон подгузника 1 или абсорбирующего комплекта 5, который представляет собой составляющий элемент подгузника, т. е. соответствует направлению длины. Поперечное направление Y соответствует направлению ширины подгузника 1 или абсорбирующего комплекта 5, который представляет собой составляющий элемент подгузника.
[0024] Как показано на фиг. 2, в каждом из переднего сегмента 6A и заднего сегмента 6B располагается множество эластичных элементов (не показаны), проходящие в поперечном направлении Y подгузника 1 в растянутом состоянии с промежуточными интервалами в продольном направлении X подгузника 1. Более конкретно, как показано на фиг. 2 и 3, каждый сегмент из переднего сегмента 6A и заднего сегмента 6B включает наружный лист 61, образующий наружную поверхность подгузника 1; и внутренний лист 62, расположенный на стороне внутренней поверхности наружного листа 61; и многочисленные эластичные элементы (не показаны), расположенные между листами 61, 62 и проходящие в направлении ширины Y в растянутом состоянии.
[0025] Наружный лист 61 в подгузнике 1 имеет длину, которая проходит дальше наружу в продольном направлении X, чем область, в которой уложено множество нитеобразных эластичных элементов (не показаны) и зафиксировано между наружным листом 61 и внутренним листом 62, и область растяжения 61L каждого наружного листа 61 (см. фиг. 2), которая проходит наружу от внутреннего листа 62, сгибается назад к стороне абсорбирующего комплекта 5 и покрывает соответствующий концевые части 5a, 5b абсорбирующего комплекта 5 в продольном направлении X. Согнутые назад области растяжения 61L прикрепляют к соответствующим внутренним листам 62, используя, например, клей (не показано).
[0026] Защищающие от протекания манжеты 7 располагаются на соответствующих поперечных сторонах 5c, 5c абсорбирующего комплекта 5. Как показано на фиг. 2 и 3, каждая защищающая от протекания манжета 7 включает первую защищающую от протекания манжету 7a, которая проходит внутрь в направлении ширины Y от поперечной стороны 5c абсорбирующего комплекта 5; и вторую защищающую от протекания манжету 7b, которая проходит наружу в направлении ширины Y от поперечной стороны 5c абсорбирующего комплекта 5. Каждую из первой и второй защищающих от протекания манжет 7a, 7b составляют образующий защищающую от протекания манжету лист 70 и множество эластичных элементов 71, расположенных в растянутом состоянии в продольном направлении X образующего защищающую от протекания манжету листа 70.
[0027] Фиг. 4 схематически иллюстрирует боковой шов S, а также области вблизи него перед надеванием подгузника 1. Перед надеванием подгузника 1 каждый боковой шов S проходит относительно прямолинейно в продольном направлении X подгузника 1, в отличие от ношения подгузника 1. Здесь выражение "проходит относительно прямолинейно" означает, что в растянутом состоянии боковой шов S оказывается относительно ближе к прямой линии перед надеванием подгузника 1, в отличие от ношения подгузника 1. Таким образом, перед надеванием подгузника 1 боковой шов S необязательно должен представлять собой идеально прямую линию, и боковой шов S может быть слегка волнообразным. Положения, соответствующие верхним сторонам переднего сегмента 6A и заднего сегмента 6B, которые составляют каждый боковой шов S, соответствуют друг другу, и положения их соответствующих нижних сторон также соответствуют друг другу.
[0028] Фиг. 5 схематически иллюстрирует боковой шов S, а также области вблизи него при ношении подгузника 1. Как показано на этом чертеже, при ношении подгузника 1, растягивающее усилие F прилагается в поперечном направлении Y подгузника 1. При ношении подгузника 1 боковой шов S, который является относительно прямолинейным перед надеванием подгузника, деформируется под действием растягивающего усилия F и проходит таким образом, что он изгибается в продольном направлении X подгузника 1. Поскольку боковой шов S проходит изгибающимся образом, в подгузнике 1 боковой шов S и секции вблизи него легко соответствуют форме тела пользователя, и уменьшается раздражение кожи пользователя, вызываемое боковым швом S.
[0029] С точки зрения дополнительного усиления вышеупомянутого эффекта, оказывается предпочтительным, чтобы ширина W изгиба (см. фиг. 5) в поперечном направлении Y бокового шва S, который изгибается при ношении подгузника 1, составляла предпочтительно 1 мм или 5 более и предпочтительнее 2 мм или более; предпочтительно 30 мм или менее и предпочтительнее 20 мм или менее, и например, изменяющаяся ширина W составляет предпочтительно от 1 мм до 30 мм включительно и предпочтительнее от 2 мм до 20 мм включительно.
[0030] Чтобы сделать боковой шов S относительно прямолинейным перед надеванием подгузника и заставить боковой шов S деформироваться таким образом, чтобы он изгибался при ношении подгузника, согласно настоящему варианту осуществления, творчески проектируется состояние для помещения эластичных элементов в расположенной ниже талии секции переднего сегмента 6A и заднего сегмента 6B. Это подробно описывается ниже. В переднем сегменте 6A множество передних эластичных элементов 80a, проходящих в поперечном направлении Y подгузника 1, располагается в растянутом состоянии с интервалами между ними в продольном направлении X подгузника 1. Аналогичным образом, в заднем сегменте 6B множество задних эластичных элементов 80b, проходящих в поперечном направлении Y подгузника 1, располагается в растянутом состоянии с интервалами между ними в продольном направлении X подгузника 1. Интервалы La между соответствующими парами передних эластичных элементов 80a, которые соседствуют друг с другом с интервалом в продольном направлении X, являются одинаковыми. Аналогичным образом, являются одинаковыми интервалы Lb между соответствующими парами задних эластичных элементов 80b, которые соседствуют друг с другом с интервалом в продольном направлении X. Интервалы La и Lb могут быть одинаковыми, или они могут отличаться друг от друга.
[0031] На виде сверху подгузника 1, который проиллюстрирован на фиг. 2, передние эластичные элементы 80a и задние эластичные элементы 80b не располагаются в тех областях, где передний сегмент 6A и задний сегмент 6B перекрывают абсорбирующий комплект 5. Таким образом, из передних эластичных элементов 80a и задних эластичных элементов 80b эластичные элементы, расположенные вблизи отверстия для талии WO, проходят от одного бокового шва S до другого бокового шва S, в то время как эластичные элементы, расположенные на расстоянии от отверстия для талии WO, проходят только между боковым швом S и поперечной частью бокового края абсорбирующего комплекта 5. Таким образом, передние эластичные элементы 80a и задние эластичные элементы 80b включают эластичные элементы в областях растяжения двух типов; однако, по меньшей мере, одна концевая часть эластичного элемента какого-либо типа 80a, 80b доходит до бокового шва S или его окрестности. Здесь термин "окрестность" означает область, в которой расстояние от бокового шва S в поперечном направлении Y находится в пределах 3 мм.
[0032] Как проиллюстрировано на фиг. 4, представляющем положения в боковом шве S соответствующих концевых частей переднего эластичного элемента 80a и заднего эластичного элемента 80b, если смотреть в продольном направлении X подгузника 1, положение в боковом шве S концевой части каждого переднего эластичного элемента 80a не соответствует положению в боковом шве S концевой части каждого задний эластичный элемент 80b. В этом случае не является обязательным, чтобы положения в боковом шве S соответствующих концевых частей всех передних эластичных элементов 80a не соответствовали положениям в боковом шве S соответствующих концевых частей всех задних эластичных элементов 80b; будет достаточно, если степень этого несоответствия является такой, чтобы обеспечить такую деформацию, чтобы проходить изгибающимся образом при ношении подгузника 1 вследствие несоответствия положений концевых частей. Здесь термин "отсутствие соответствия(несоответствие)" означает, что, например, расстояние в продольном направлении X между концевой частью переднего эластичного элемента 80a и концевой частью заднего эластичного элемента 80b, занимающего ближайшее положение по отношению к данному переднему эластичному элементу 80a, составляет 1 мм или более.
[0033] Согласно настоящему варианту осуществления, в переднем сегменте A, в боковом шве S положение концевой части каждого заднего эластичного элемента 80b представляет собой практически среднее положение между положениями соответствующих концевых частей двух передних эластичных элементов 80a, соседних друг другу с промежуточным интервалом La в продольном направлении X подгузника 1. Такое же условие распространяется и на задний сегмент B, и положение концевой части, в боковом шве S, каждого переднего эластичного элемента 80a представляет собой практически среднее положение между положениями соответствующих концевых частей двух задних эластичных элементов 80b, соседних друг с другом с промежуточным интервалом Lb в продольном направлении X подгузника 1. Таким образом, согласно настоящему варианту осуществления, когда боковой шов S подгузника 1 перед надеванием рассматривается в продольном направлении X, в боковом шве S соответствующие концевые части передних эластичных элементов 80a располагаются поочередно с соответствующими концевыми частями задних эластичных элементов 80b. Здесь выражение "по существу среднее положение" не только означает идеально среднее положение, но также допускает отклонения по длине в пределах ±5% от идеально среднего положения.
[0034] Если устанавливается состояние для помещения эластичные элементы 80a, 80b расположенной ниже талии секции в переднем сегменте 6A и заднем сегменте 6B, как описано выше, растягивающая сила F прилагается в поперечном направлении Y к эластичным элементам 80a, 80b расположенной ниже талии секции при надевании подгузника 1, и в результате этого соответствующие концевые части эластичных элементов 80a, 80b расположенной ниже талии секции растягиваются в направлении продольной центральной линии CL подгузника 1. Более конкретно, в случае передних эластичных элементов 80a, в боковом шве S концевые части растягиваются в направлении продольной центральной линии CL переднего сегмента 6A. С другой стороны, в случае задних эластичных элементов 80b, в боковом шве S концевые части растягиваются в направлении продольной центральной линии CL заднего сегмента 6B. В боковом шве S концевые части соответствующих передних эластичных элементов 80a располагаются поочередно с концевыми частями соответствующих задних эластичных элементов 80b в продольном направление X бокового шва S, и в результате этого боковой шов S деформируется таким образом, что он изгибается волнообразно в продольном направлении X, как проиллюстрировано на фиг. 5.
[0035] Как становится ясно из приведенного выше разъяснения, чтобы заставить боковой шов S деформироваться таким образом, чтобы он изгибался при ношении подгузника 1, оказывается предпочтительным, чтобы интервал La между двумя передними эластичными элементами 80a, соседствующими друг с другом с интервалом в продольном направлении X, являлся по существу равным интервалу Lb между двумя задними эластичными элементами 80b, соседствующими друг с другом с интервалом в продольном направлении X. В этом случае, с точки зрения обеспечения эффективного изгибания бокового шва S, интервал La, Lb составляет предпочтительно 2 мм или более и предпочтительнее 4 мм или более; предпочтительно 20 мм или менее и предпочтительнее 15 мм или менее. Например, интервал La, Lb составляет предпочтительно от 2 мм до 20 мм включительно и предпочтительнее от 4 мм до 15 мм включительно. Здесь термин "по существу равный" означает, что разность между интервалами La и Lb находится в пределах 2 мм.
[0036] Подгузник 1, имеющий вышеупомянутую конфигурацию, можно соответствующим образом изготавливать, осуществляя следующий способ. Сначала изготавливаются наружный лист 61 и внутренний лист 62, и между этими листами многочисленные передние эластичные элементы 80a располагаются и фиксируются в растянутом состоянии, таким образом, что они проходят в одном направлении, и при этом образуется интервал La между эластичными элементами 80a каждой пары. Таким способом получается передний сегмент 6A. Аналогичным образом, изготавливаются наружный лист 61 и внутренний лист 62, и между этими листами многочисленные задние эластичные элементы 80b располагаются и фиксируются в растянутом состоянии, и при этом образуется интервал Lb между эластичными элементами 80b каждой пары. Таким способом получается задний сегмент 6B. Полученные таким способом сегменты 6A, 6B располагаются с интервалом между ними и проходят параллельно друг к другу таким образом, что их направления длины представляют собой одно и то же направление, и абсорбирующий комплект 5 располагается таким образом, что он проходит между сегментами 6A, 6B и прикрепляется к сегментам 6A, 6B. Кроме того, внутренняя поверхность поперечных боковых краевых частей 6a, 6a переднего сегмента 6A и внутренняя поверхность соответствующих поперечных боковых краевых частей 6b, 6b заднего сегмента 6B складываются друг с другом, как ладони (при этом поперечные боковые краевые части соответствующих сегментов помещаются напротив друг друга), и перекрывающиеся секции соединяются в продольном направлении X подгузника 1. Когда сегменты помещаются сложенными, как ладони, положение перекрывания регулируется таким образом, что, если смотреть в продольном направлении X подгузника 1, в боковом шве S положение концевой части каждого переднего эластичного элемента 80a не соответствует положению концевой части каждого заднего эластичного элемента 80b. В частности, в тех случаях, где интервалы La и Lb являются одинаковыми, положения сегментов 6A, 6B сдвигаются в продольном направлении X на половину длины интервала La (Lb) в то время, когда передний сегмент 6A и задний сегмент 6B складываются друг с другом, как ладони. Благодаря такой операции, становится возможным изготовление подгузника 1, имеющего боковые швы S, которые успешно деформируются и изгибаются.
[0037] Боковой шов S может образовывать соединенная часть, которая представляет собой сплошную линию, проходящую в продольном направлении X подгузника 1, или его может образовывать группа прерывистых соединительных линий. С точки зрения образования боковых швов S, которые изгибаются таким образом, что придают плавную волнообразную форму, оказывается предпочтительным, что боковой шов S образует прямолинейная соединенная часть, которую составляет сплошная линия, проходящая в продольном направлении X подгузника 1.
[0038] Кроме того, с точки зрения успешного образования боковых швов S, которые изгибаются таким образом, чтобы придавать плавную волнообразную форму, оказывается предпочтительным, чтобы в боковом шве S существовала минимальная несоединенная часть, расположенная снаружи соединенной части в поперечном направлении Y. Оказывается наиболее предпочтительным, чтобы совершенно отсутствовала несоединенная часть, но в тех случаях, когда присутствует несоединенная часть, оказывается предпочтительным, чтобы ее ширина в наиболее широкой части составляла 3 мм или менее и предпочтительнее 2 мм или менее.
[0039] С такой же точки зрения, оказывается предпочтительным, чтобы ширина соединенной части в боковом шве S являлась минимальной. Однако если ширина бокового шва S оказывается чрезмерно малой, усилие для соединения переднего сегмента 6A и заднего сегмента 6B друг с другом, как правило, уменьшается, и соединенные части могут разрываться при ношении подгузника 1. Учитывая это, предпочтительно, чтобы ширина соединенной части составляла предпочтительно 0,01 мм или более и предпочтительнее 0,1 мм или более; предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее. Например, ширина соединенной части составляет предпочтительно от 0,01 мм до 3 мм включительно и предпочтительнее от 0,1 мм до 2 мм включительно.
[0040] Как описано выше, чтобы успешно образовывались боковые швы S, которые изгибаются таким образом, чтобы получалась плавная волнообразная форма, оказывается предпочтительным изготовление боковых швов S таким образом, чтобы выполнялись, по меньшей мере, одно из следующих условий, предпочтительно, два условия, и предпочтительнее все три условия: (i) боковой шов S образует прямолинейная соединенная часть, которую составляет непрерывная линия, проходящая в продольном направлении X подгузника 1; (ii) в боковом шве S существует минимальная несоединенная часть, которая располагается снаружи по отношению к соединенной части в поперечном направлении Y; и (iii) ширина соединенной части в боковом шве S является небольшой. Кроме того, для достижения этой конфигурации оказывается предпочтительным изготовление боковых швов S посредством использования, например, лазерного расплавляющего/режущего устройства 120, как проиллюстрировано на фиг. 6.
[0041] Данный способ изготовления бокового шва S посредством использования лазерного расплавляющего/режущего устройства 120, показанный на фиг. 6, представляет собой способ изготовления бокового шва S, включающего соединенную часть, выполненную посредством термического соединения краевых частей переднего сегмента 6A и заднего сегмента 6B в состоянии, где краевые части сегментов перекрываются, причем:
по меньшей мере, часть переднего сегмента 6A и заднего сегмента 6B включает в себя полимерный материал; и
способ изготовления включает стадию образования соединенной части посредством изготовления одной поверхности листового многослойного материала, в котором передний сегмент 6A и задний сегмент 6B ламинируются, упираясь торцом в опорный элемент, который имеет светопроницаемую секцию, через которую может проходить лазерное излучение, и воздействие, со стороны опорного элемента через светопроницаемую секцию, на листовой многослойный материал, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими листовой многослойный материал, и которое заставляет листы производить тепло, и, таким образом осуществляется резание и отделение листового многослойного материала и одновременное термическое соединение отрезанных кромок сжатого переднего сегмента 6A и заднего сегмента 6B, которые образуются в процессе вышеупомянутого резания/разделения. Этот способ описывается ниже со ссылкой на фиг. 6.
[0042] Как показано на фиг. 6, лазерное соединительное устройство 120 составляют: полый цилиндрический валик 123, который приводится во вращение в направлении стрелки, и который имеет цилиндрический (кольцевой) опорный элемент 121; облучающая головка 135, которая располагается в полой секции опорного элемента 121, и которая производит лазерное излучение 130; и прижимное устройство ленточного типа 126, которое составляют бесконечная прижимная лента 124 (прижимной элемент), служащая в качестве прижимного приспособления, и множество валиков 125a, 125b, 125c, которые вращаются в состоянии, в котором прижимная лента 124 соединяет валики. Лазерное соединительное устройство 120 включает регулирующий натяжение механизм (не проиллюстрированный на чертеже), который может увеличивать/уменьшать и регулировать натяжение прижимной ленты 124, которую пропускает над собой наружная периферическая поверхность кольцевого опорного элемента 121 (секция периферический поверхности цилиндрического валика 123). Посредством регулирования натяжения лазерное соединительное устройство 120 может регулировать давление, которое воздействует на непрерывное полотно 110 для подгузников (многослойное полотно из листов) посредством опорного элемента 121 и прижимной ленты 124 по мере необходимости. Непрерывное полотно 110 для подгузников представляет собой исходный материал, из которого изготавливают подгузники 1 согласно настоящему варианту осуществления, и оно имеет такую форму, что множество подгузников 1 выстраиваются непрерывно в поперечном направлении Y.
[0043] Из опорного элемента 121 образуется периферическая поверхностная секция (секция, которая упирается торцом исходный материал) цилиндрического валика 123, которая располагается и фиксируется между парой кольцевых рамочных элементов 122, 122, из которых образуются соответствующие левая и правая поперечные боковые краевые части цилиндрического валика 123. Опорный элемент 121 представляет собой, например, единый кольцевой элемент, имеющий такую же длину, как длина окружности кольцевых рамочных элементов 122, и его составляет металлический материал, такой как железо, алюминий, нержавеющая сталь или медь, или термостойкий материал, такой как керамический материал.
[0044] Опорный элемент 121 имеет светопроницаемые секции, через который может проходить лазерное излучение. Опорный элемент 121 имеет светопроницаемые секции, представляющие собой щелеобразные отверстия 127, которые пронизывают опорный элемент 121 в направлении толщины. Каждое отверстие 127 представляет собой прямоугольник в горизонтальной проекции, и его направлению длины соответствует направление ширины опорного элемента 121 (т. е. направление, параллельное оси вращения цилиндрического валика 123), и многочисленные отверстия 127 изготовлены с заданными промежуточными интервалами в окружном направлении цилиндрического опорного элемента 121. Опорный элемент 121 обеспечивает пропускание лазерного излучения через отверстия 127, но предотвращает прохождение (пропускание) лазерного излучения в секциях, не представляющих собой отверстия 127. Способы изготовления отверстий 127 в опорном элементе 121 включают: (1) способ изготовления отверстий 127 посредством осуществления, например, травления, перфорации или лазерной обработки в заданных секциях опорного элемента 121; а также (2) способ с использованием множества изогнутых прямоугольных элементов в качестве опорного элемента 121 вместо единого кольцевого элемента и расположение этих элементов между парой рамочных элементов 122, 122, и при этом остаются заданные промежутки в окружном направлении рамочных элементов 122. В способе (2) промежуток между двумя прилегающими элементами принимает форму щелеобразного отверстия 127.
[0045] Следует отметить, что в данном лазерном соединительном устройстве 120 щелеобразное отверстие 127, которое пронизывает опорный элемент 121 в направлении толщины, представляет собой светопроницаемую секцию, через которую может проходить лазерное излучение. Таким образом, секция непрерывного полотна 110 для подгузников, которая перекрывает отверстие 127, т. е. подлежащая резанию/отделению секция, находится в торцевом примыкании к прижимной ленте 124, но не располагается между опорным элементом 121 и прижимной лентой 124. Таким образом, строго говоря, на подлежащую резанию/отделению секцию не действует прижимающая сила, которая создается посредством сжатия между элементами 121, 124. Даже несмотря на то, что подлежащая резанию/отделению секция, перекрывающая отверстие 127, не располагается между элементами 121, 124, соответствующие окрестности, т. е. секции непрерывного полотна 110 для подгузников, которые перекрывают окрестности отверстия 127, располагаются между элементами 121, 124. Таким образом, подлежащая резанию/отделению секция не движется до и после воздействия лазерного излучения, и, таким образом, не движутся отрезанные краевые части, которые изготавливают, осуществляя резание/отделение непрерывного полотна 110 для подгузников посредством воздействия лазерного излучения. Другими словами, подлежащая резанию/отделению секция непрерывного полотна 110 для подгузников представляет собой секцию, которую ограничивает прижимающая сила, создаваемая посредством сжатия между элементами 121, 124, и именно эта секция фактически подвергается воздействию прижимающей силы.
[0046] Прижимное устройство ленточного типа 126 составляют сплошная прижимная лента 124 и три валика 125a, 125b, 125c, которые вращаются в состоянии, в котором прижимная лента 124 соединяет валики. Валики 125a, 125b, 125c могут являться ведущими валиками, или они могут быть ведомыми валиками, которые следуют за вращением цилиндрического валика 123. Когда один или несколько из валиков 125a, 125b, 125c приводятся во вращение, прижимная лента 124 движется с такой же скоростью, как цилиндрический валик 123 (опорный элемент 121). Оказывается предпочтительным, что опорный элемент 121 и прижимную ленту 124 поддерживают в пределах заданного температурного интервала, осуществляя воздушное охлаждение, водяное охлаждение и т. п.
[0047] В качестве прижимной ленты 124 может быть использована изготовленная из металла или полимера лента, обладающая термостойкостью и способная выдерживать тепло, производимое в процессе обработки, в том числе, например, лента, изготовленная из металлического материала, такого как железо, алюминий или нержавеющая сталь. Кроме того, в качестве прижимной ленты 124 используется, как правило, лента, которая не пропускает лазерное излучение, направленное на непрерывное полотно 110 для подгузников, которое представляет собой исходный материал, но вместо нее может быть использована лента, имеющая такую пропускающую способность.
[0048] Как проиллюстрировано на фиг. 6, в полой секции полый цилиндрический валик 123 (опорный элемент 121) содержит облучающую головку 135, которая направляет лазерное излучение 130 на опорный элемент 121, образующий периферическую поверхностную секцию цилиндрического валика 123. Облучающая головка 135 представляет собой гальваносканер, который может свободно производить сканирующее лазерное излучение 130 и включает, например, механизм, который заставляет лазерный луч 130 перемещаться назад и вперед в направлении, параллельной оси вращения цилиндрического валика 123; механизм, которым перемещается в окружном направлении цилиндрического валика 123 положение (точка облучения), где лазерное излучение 130 попадает на непрерывное полотно 110 для подгузников на опорном элементе 121; и механизм, сохраняющий постоянный диаметр светового пятна лазерного излучения 130 на периферической поверхности цилиндрического валика 123. В такой конфигурации лазерный облучающий механизм может перемещать точку воздействия лазерного излучения 130 произвольным образом как в окружном направлении цилиндрического валика 123, так и в направлении, перпендикулярном окружному направлению (т. е. в направлении, параллельном оси вращения цилиндрического валика 123).
[0049] Как проиллюстрировано на фиг. 6, непрерывное полотно 110 для подгузников поступает на наружную поверхность опорного элемента 121, из которого образуется периферическая поверхностная секция цилиндрического валика 123, приводимая во вращение в направлении стрелки A, в состоянии, где прилагают заданное натяжение ведущие валики и другие устройства (не проиллюстрированные на чертеже). Непрерывное полотно 110 для подгузников затем перемещается на заданное расстояние посредством вращения цилиндрического валика 123 в соответствующем окружном направлении таким образом, что оно проходит над опорным элементом 121. После этого непрерывное полотно 110 для подгузников отделяют от опорного элемента 121 выпускные валики и прижимные валики (не проиллюстрированные на чертеже). Посредством перемещения непрерывного полотна 110 для подгузников таким образом, что оно проходит над опорным элементом 121, который образует периферическую поверхностную секцию цилиндрического валика 123, при заданном натяжении, приложенном к нему, и что его прижимает прижимная лента 124, секции непрерывного полотна 110 для подгузников, которые располагаются между опорным элементом 121 и прижимной лентой 124, и их окрестности приводятся в состояние, где они прижимаются в направлении толщины, прежде чем они разрезаются и разделяются под воздействием лазерного излучения. Таким образом, в тех случаях, где, например, непрерывное полотно 110 для подгузников включает изготовленное из синтетического полимера нетканое полотно, непрерывное полотно 110 для подгузников можно прижимать более эффективно; и в результате этого, когда на непрерывное полотно 110 для подгузников в его сжатом состояние воздействует лазерное излучение, и оно разрезается и разделяется, отрезанные краевые части множества листов, из которых состоит отрезанная/отделенная секция, могут термосвариваться более надежным образом, и в результате этого дополнительно повышается прочность термического соединения соединенной части в каждом боковом шве S.
[0050] Угол, на который поворачивается опорный элемент 121 (цилиндрический валик 123) от положения, в котором непрерывное полотно 110 для подгузников поступает на опорный элемент 121, до тех пор, пока оно не отделяется от него, может составлять, например, от 90 градусов до 270 градусов включительно, и предпочтительнее от 120 градусов до 270 градусов включительно. Кроме того, интервал углов для прижатия непрерывного полотна 110 для подгузников в контакте с опорным элементом 121 прижимной лентой 124 составляет предпочтительно от 90 градусов до 270 градусов включительно и предпочтительнее от 120 градусов до 270 градусов включительно, если за 360 градусов принимается случай, в котором с непрерывным полотном 110 для подгузников прижимается в контакте цилиндрический опорный элемент 121 (цилиндрический валик 123) по всему периметру в его окружном направлении.
[0051] Согласно способу изготовления боковых швов S, как проиллюстрировано на фиг. 6, пока непрерывное полотно 110 для подгузников непрерывно перемещается, одна его поверхность 110a (см. фиг. 7(a)) упирается торцом в наружную поверхность опорного элемента 121, из которого образуется периферический поверхностная секция цилиндрического валика 123, и в которым присутствуют щелеобразные отверстия 127, через которые может проходить лазерное излучение 130, и посредством воздействия на непрерывное полотно 110 для подгузников, которое находится в состоянии сжатия, лазерного излучения 130 через отверстие 127 со стороны опорного элемента 121, непрерывное полотно 110 для подгузников разрезается и разделяется и, одновременно отрезанные краевые части, которые образуются посредством резания и разделения, множество листов в вышеупомянутом состоянии сжатия подвергают термическому соединению. Таким образом, получаются боковые швы S.
[0052] Более конкретно, как проиллюстрировано на фиг. 6, прижимная лента 124 прижимается к другой поверхности 110b (см. фиг. 7(a); поверхность на противоположный стороне от одной вышеупомянутой поверхности 110a, которая представляет собой поверхность примыкающий торцом к опорному элементу 121) непрерывного полотна 110 для подгузников, с которым находится в торцевом примыкании опорный элемент 121, и на непрерывное полотно 110 для подгузников в этом состоянии воздействует лазерное излучение 130 через щелеобразное отверстие 127 со стороны опорный элемент 121. Таким способом непрерывно изготавливаются подгузники 1, имеющие пару боковых швов S. Оказывается предпочтительным воздействие лазерного излучения 130 на непрерывное полотно 110 для подгузников, которое находится в состоянии сжатия посредством помещения между опорным элементом 121 и прижимной лентой 124, с точки зрения надежного термического соединения отрезанных краевых частей, которое создается посредством облучения, и в целях повышения прочность термического соединения бокового шва S.
[0053] Фиг. 7(a)-7(c) представляют, как непрерывное полотно 110 для подгузников разрезается и разделяется одновременно с образованием боковых швов S посредством использования лазерного соединительного устройства 120. Фиг. 7(a) схематически иллюстрирует подлежащую резанию/отделению секцию 110C в непрерывном полотне 110 для подгузников посредством лазерного излучения 130 и ее окрестность. Подлежащая резанию/отделению секция 110C в непрерывном полотне 110 для подгузников располагается в центре, в направлении перемещения A, области в непрерывном полотне 110 для подгузников, где отсутствуют абсорбирующие комплекты 5. Подлежащая резанию/отделению секция 110C представляет собой, например, имеющую четырехслойную структуру секцию, в которой слои образуют четыре листа. Как проиллюстрировано на фиг. 7(a), имеющую четырехслойную структуру секцию составляют два листа (наружный лист 61 и внутренний лист 62) в переднем сегменте 6A и два листа 61, 62 в заднем сегменте 6B, и она образуется посредством укладки этих четырех листов. Следует отметить, что хотя эластичные элементы 80a, 80b помещаются и располагаются между взаимно противоположными листами 61, 22, эластичные элементы 80a, 80b исключены из иллюстрации на фиг. 7(a)-7(c) в целях простоты описания.
[0054] В подлежащей резанию/отделению секции 110C непрерывного полотна 110 для подгузников, один или оба листа, представляющие собой наружный лист 61, составляющий одну поверхность 110a (поверхность, к которой примыкает торцом опорный элемент 121) непрерывного полотна 110 для подгузников и лист (внутренний лист 62), не представляющий собой лист, составляющий одну вышеупомянутую поверхность 110a, представляет собой лист, который производит тепло посредством поглощения лазерного излучения 130. Кроме того, перед воздействием лазерного излучения 130, два взаимно противоположных листа в подлежащей резанию/отделению секции 110C и их окрестность можно соединять, используя клей и т. д., или для них не совершенно не требуется какое-либо соединение.
[0055] Как проиллюстрировано на фиг. 7(b), непрерывное полотно 110 для подгузников поступает на опорный элемент 121, который вращается в направлении стрелки A, таким образом, что одна вышеупомянутая поверхность 110a упирается торцом в опорный элемент 121, и подлежащая резанию/отделению секция 110C располагается на щелеобразном отверстии 127. Кроме того, непрерывное полотно 110 для подгузников прижимается в направлении толщины в процессе перемещения в направлении стрелки A, поскольку другая поверхность 110b прижимается прижимной лентой 124. После этого на подлежащую резанию/отделению секцию 110C, которая перемещается в этом сжатом состоянии, воздействует лазерное излучение 130 через отверстие 127 со стороны опорного элемента 121. Как описано выше, точка воздействия лазерного излучения 130 располагается таким образом, чтобы она могла произвольно перемещаться в окружном направлении цилиндрического валика 123, и устанавливается таким образом, чтобы соответствовать движению отверстия 127 в окружном направлении. Таким образом, в процессе перемещения на подлежащую резанию/отделению секция 110C, которая располагается на отверстии 127, воздействует лазерное излучение 130 непрерывно в течение определенного периода времени.
[0056] Когда на подлежащую резанию/отделению секцию 110C воздействует лазерное излучение 130, материалы (синтетические волокна и т. д.), которые образуют листы 61, 62 в подлежащей резанию/отделению секцию 110C, производят тепло вследствие непосредственного воздействия лазерного излучения 130 и, таким образом испаряются и исчезают. При этом вышеупомянутые образующие листы материалы в окрестности подлежащей резанию/отделению секции 110C косвенно нагреваются лазерным излучением 130 и плавятся. В результате этого, как проиллюстрировано на фиг. 7(c), подлежащая резанию/отделению секция 110C расплавляется и разрезается, и, таким образом, непрерывное полотно 110 для подгузников разрезается и разделяется таким образом, что один подгузник 1 отделяется от непрерывного полотна 110 для подгузников, и одновременно термосвариваются отрезанные краевые части четырех листов 61, 62 в выделенном подгузнике 1, который был изготовлен посредством резания/отделения, а также отрезанные краевые части четырех листов 61, 62 в непрерывном полотне 110 для подгузников, от которого был отделен подгузник. Эти отрезанные краевые части находились в сжатом состоянии (состоянии компрессии) посредством помещения между опорным элементом 121 и прижимной лентой 124 еще до их изготовления (т. е. до того, как непрерывное полотно 110 для подгузников подвергалось резанию и разделению посредством воздействия лазерное излучение 130). Согласно этому способу, резание/разделение непрерывного полотна 110 для подгузников и термическое соединение отрезанных краевых частей листов, которые находятся в сжатом состоянии и которые образовались в двух местах посредством резания/разделения, осуществляется одновременно посредством однократного воздействия лазерного излучения. Таким образом, по сравнению со способами, в которых два термосваренных участка образуются посредством двукратного осуществления воздействия лазерного излучения, термическое соединение и резание/разделение можно осуществлять на одной стадии, используя практически половинную выходную мощность лазера, и, таким образом, можно эффективно изготавливать подгузники 1. Кроме того, поскольку термическое соединение и резание/разделение можно осуществлять на одной стадии, не образуются несоединенные области, в которых отрезанные краевые части листов не являются термосваренными. Таким образом, боковой шов S не становится жестким. Следовательно, боковой шов может успешно деформироваться и изгибаться при ношении подгузника 1.
[0057] Отрезанные краевые части листов 61, 62 находятся в расплавленном состоянии за счет тепла, которое образуется в процессе и непосредственно после прекращения воздействие лазерного излучения 130. Однако после того, как облучение прекращается, отрезанные краевые части легко охлаждаются посредством контакта с опорным элементом 121, а также быстро охлаждаются окружающим воздухом и за счет переноса тепла к опорному элементу 121 и прижимной ленте 124, и, таким образом затвердевают, причем состояние сжатия опорным элементом 121 и прижимной лентой 124 сохраняется в непрерывном полотне 110 для подгузников, и кусок исходного материала для одного подгузника отделяется от непрерывного полотна 110 для подгузников посредством воздействия лазерного излучения 130. Таким образом, отрезанные краевые части превращаются в термосваренные части 140, в которых материалы, образующие отрезанные краевые части, расплавляются и соединяются вместе в одно целое. Посредством образования термосваренной части 140 образуется один боковой шов из пары боковых швов S, S в одном подгузнике 1. В случае необходимости отрезанные краевые части листов 61, 62 можно принудительно охлаждать, используя известные охлаждающие устройства, такие как всасывающее устройство или выпускающее воздух устройство, чтобы способствовать образованию термосваренных частей 140.
[0058] После того, как подлежащая резанию/отделению секция 110C отрезается и отделяется, лазерное излучение 130 перемещается таким образом, что точка облучения переносится на следующее отверстие 127, соседнее с данным отверстием в направлении, противоположном направлению перемещения A, и лазерное излучение 130 направляется через это следующее отверстие 127 на следующую подлежащую резанию/отделению секцию 110C, которая располагается на нем. Таким образом, эта следующая подлежащая резанию/отделению секция 110C отрезается/отделяется и термосваривают таким же способом, и образуется следующий боковой шов S, которое составляет пару с ранее образованным боковым швом S. Такая же операция повторяется после этого, и в результате этого непрерывно изготавливаются подгузники 1, каждый из которых имеет пару боковых швов S, S. Согласно данному способу, боковые швы S подгузника 1 образуются в результате термосваривания с помощтю лазерного излучения и не образуются другими способами термического соединения.
[0059] Если диаметр Φ пятна лазерного луча 130 (т. е. секция, на которую воздействует лазерное излучение 130) на непрерывном полотне 110 для подгузников составляет менее чем ширина W (см. фиг. 7(b); длина отверстия 127 вдоль окружного направления цилиндрического валика 123) щелеобразного отверстия 127, через которое направляется лазерное излучение 130 (т. е. если Φ/W составляет менее чем 1), то, как проиллюстрировано на фиг. 8, пара боковых швов S, S, образующихся посредством воздействия лазерного излучения 130, может находиться в секции непрерывного полотна 110 для подгузников, которая перекрывает отверстие 127 (т. е. в секции, расположенной между парой краев отверстия (щелеобразного отверстия 127), которые проходят в направлении, перпендикулярном направлению перемещения A на горизонтальной проекции). Другими словами, термосваренные части 140 могут образовываться, даже в секции непрерывного полотна 110 для подгузников, которая не находится между опорным элементом 121 и прижимной лентой 124, при том условии, что секция располагается в окрестности отверстия 127, т. е. на эту секцию фактически действует прижимающее усилие, вызываемое сжатием элементов 121, 124, как описано выше.
[0060] В подгузнике 1, полученном, как описано выше, толщина T1 бокового шва S составляет более чем толщина T2 каждого из переднего сегмента 6A и заднего сегмента 6B, которые составляют боковой шов, в соответствующих секциях, прилегающих к боковому шву S, как проиллюстрировано на фиг. 9. Толщина T1 бокового шва S измеряется посредством разрезания бокового шва и рассматривания его поперечного сечения в ненагруженном состоянии с помощью микроскопа. Толщина T2 каждого из переднего сегмента 6A и заднего сегмента 6B измеряется посредством наблюдения его поперечного сечения с помощью микроскопа в том положении, где расстояние отстояния от бокового шва S по направлению к поперечному боковому краю абсорбирующего комплекта 5 находится в пределах от 1 мм до 10 мм. Толщина T2 переднего сегмента 6A и заднего сегмента 6B представляет собой величину, которую получают, помещая сегмент 6A или 6B между плоскими плитами, прилагая к ним нагрузку 0,5 сН/см2 и измеряя расстояние между плоскими плитами в этом нагруженном состоянии. Толщину бокового шва и т. д. можно измерять с помощью микроскопа (микроскоп VHX-1000 от компании Keyence и т. д.), наблюдая поперечное сечение бокового шва одного подгузника при увеличении от 50 до 200 раз в трех точках, которые разделяются в направлении длины; определяя толщину каждого поперечного сечения и вычисляя среднее значение толщины по результатам измерений в трех точках. Толщина T1 бокового шва S составляет предпочтительно 0,2 мм или более и предпочтительнее 0,25 мм или более; предпочтительно 2 мм или менее и предпочтительнее 1,5 мм или менее. Толщина T1 бокового шва S составляет, например, предпочтительно от 0,2 мм до 2 мм включительно и предпочтительнее от 0,25 мм до 1,5 мм включительно.
[0061] В качестве лазерного излучения, используемого в вышеупомянутом способе изготовления, используется лазерное излучение, которое имеет такую длину волны, что его поглощают один или несколько листов, составляющих непрерывное полотно 110 для подгузников, и которое заставляет один или несколько листов производить тепло. В отношении листа, составляющего непрерывное полотно 110 для подгузников, отсутствуют определенные ограничения, и он может представлять собой любой лист, составляющий непрерывное полотно 110 для подгузников. Тот факт, что лазерное излучение, направляемое на непрерывное полотно 110 для подгузников, имеет или не имеет такую длину волны, что оно поглощается каждым листом составляющим непрерывное полотно 110 для подгузников, и заставляет этот лист производить тепло, определяется соотношением между используемым материалом листа и длиной волны лазерного излучения. В тех случаях, где лист, составляющий непрерывное полотно 110 для подгузников, представляет собой изготовленное из синтетического полимера нетканое полотно или пленку, которые, как правило, используются, чтобы изготавливать абсорбирующие изделия (гигиенические изделия), такие как одноразовые подгузники и гигиенические салфетки, оказывается предпочтительным использование такого лазерного излучения, которое производят углекислотные лазеры, лазеры на основе алюмоиттриевого граната (YAG), лазерные диоды (LD) (полупроводниковые лазеры), лазеры на основе YVO4 или волоконные лазеры. В тех случаях, где лист, составляющий непрерывное полотно 110 для подгузников содержит, например, синтетический полимер, представляющий собой полиэтилен, полиэтилентерефталат или полипропилен, оказывается предпочтительным использование длины волны в диапазоне, например, от 8,0 мкм до 15,0 мкм включительно в качестве длины волны излучения, которое может поглощаться листом и заставлять лист производить тепло на удовлетворительном уровне. Оказывается более предпочтительным, если длина волны колебаний углекислотного лазера составляет 9,0 мкм до 11,0 мкм включительно в случае применения лазерного устройства высокой мощности. Диаметр светового пятна лазерного излучения, выходную мощность лазера и другие параметры можно выбирать по мере необходимости, принимая во внимание материал, толщину и другие характеристики листа, составляющего непрерывное полотно 110 для подгузников.
[0062] Фиг. 10 и 11 иллюстрируют еще один вариант осуществления настоящего изобретения. В отношении данного варианта осуществления разъяснение приведенного выше варианта осуществления распространяется по мере необходимости на отличительные признаки, которые подробно описаны ниже. На фиг. 10 и 11 такие элементы, которые проиллюстрированы на фиг. 1-8, обозначаются такими же условными позициями. В подгузнике 1 согласно настоящему варианту осуществления, в переднем сегменте 6A располагается множество первых эластичных элементов 81a переднего сегмента и вторых эластичных элементов 82a переднего сегмента, проходящих в поперечном направлении подгузника 1 в растянутом состоянии. Аналогичным образом, в заднем сегменте 6B располагается множество первых эластичных элементов 81b заднего сегмента и вторых эластичных элементов 82b заднего сегмента, проходящих в поперечном направлении подгузника 1 в растянутом состоянии.
[0063] Из множества эластичных элементов 81a, 82a, расположенных в переднем сегменте 6A, первые эластичные элементы 81a переднего сегмента представляют собой передние эластичные элементы высокого растяжения, имеющие относительно высокое усилие растяжения, в то время как вторые эластичные элементы 82a переднего сегмента представляют собой передние эластичные элементы низкого растяжения, имеющие относительно низкое усилие растяжения. Первые эластичные элементы 81a переднего сегмента и вторые эластичные элементы 82a переднего сегмента располагаются поочередно в продольном направлении X подгузника 1. Интервалы между первыми эластичными элементами 81a переднего сегмента и вторыми эластичными элементами переднего сегмента 82a являются равномерными.
[0064] Что касается заднего сегмента 6B, из множества эластичных элементов 81b, 82b, расположенных в заднем сегменте 6B, первые эластичные элементы 81b заднего сегмента представляют собой задние эластичные элементы высокого растяжения, имеющие относительно высокое усилие растяжения, в то время как вторые эластичные элементы 82b заднего сегмента представляют собой задние эластичные элементы низкого растяжения, имеющие относительно низкое усилие растяжения. Первые эластичные элементы 81b заднего сегмента и вторые эластичные элементы 82b заднего сегмента располагаются поочередно в продольном направлении X подгузника 1. Интервалы между первыми эластичными элементами 81b заднего сегмента и вторыми эластичными элементами 82b заднего сегмента являются одинаковыми. Эти интервалы являются такими же, как интервалы между первыми эластичными элементами 81a переднего сегмента и вторыми эластичными элементами 82a переднего сегмента, которые описаны выше.
[0065] Усилие растяжения представляет собой нагрузку, которая требуется, чтобы растянуть эластичный элемент в направлении его длины на заданную длину. Большее усилие при растяжении означает, что большей является нагрузка, которая требуется, чтобы растянуть эластичный элемент на заданную длину. Согласно настоящему варианту осуществления, первый эластичный элемент 81a переднего сегмента, который представляет собой эластичный элемент, проявляющий относительно высокое усилие растяжения, имеет относительно более высокое усилие растяжения, чем второй эластичный элемент 82b заднего сегмента, который представляет собой эластичный элемент, проявляющий относительно низкое усилие при растяжении. Кроме того, первый эластичный элемент 81b заднего сегмента, который представляет собой эластичный элемент относительно высокого усилия растяжения, имеет относительно более высокое усилие растяжении, чем второй эластичный элемент 82a переднего сегмента, который представляет собой эластичный элемент относительно низкого усилия растяжения.
[0066] Кроме того, согласно настоящему варианту осуществления, усилие растяжения первого эластичного элемента 81a переднего сегмента, который представляет собой эластичный элемент относительно высокого усилия растяжения, является по существу равным усилию растяжения первого эластичного элемента 82a заднего сегмента, который представляет собой эластичный элемент относительно высокого усилия растяжения. Кроме того, усилие растяжения второго эластичного элемента 81b переднего сегмента, который представляет собой эластичный элемент относительно низкого усилия растяжения, по существу равно усилию растяжения второго эластичного элемента 82b заднего сегмента, который представляет собой эластичный элемент относительно низкого усилия растяжения. Здесь выражение "по существу равно" означает, что относительная разность усилия растяжения между двумя эластичными элементами составляет в пределах 1,5-кратного значения.
[0067] Что касается эластичных элементов 81a, 82a, расположенных в переднем сегменте 6A и эластичных элементов 81b, 82b, расположенных в заднем сегменте 6B, если смотреть на положение концевой части в боковом шве S каждого эластичного элемента в продольном направлении X подгузника 1, положение концевой части в боковом шве S каждого эластичного элемента 81a, 82a, расположенного в переднем сегменте 6A по существу соответствует положению концевой части в боковом шве S каждого эластичного элемента 81b, 82b, расположенного в заднем сегменте 6B. Кроме того, если смотреть в продольном направлении X подгузника 1 положение первого эластичного элемента 81a переднего сегмента по существу соответствует положению второго эластичного элемента 82b заднего сегмента, и положение второго эластичного элемента 82a переднего сегмента по существу соответствует положению первого эластичного элемента 81b заднего сегмента. Здесь выражение "по существу соответствует" означает, что величина позиционного отклонения находится в пределах 2 мм.
[0068] В процессе ношения подгузника 1, имеющего вышеупомянутую конфигурацию, растягивающее усилие F прилагается к каждому эластичному элементу в поперечном направлении Y, и в результате этого концевые части соответствующих эластичных элементов растягиваются в направлении продольной центральной линии CL подгузника 1. При этом между первым эластичным элементом 81a переднего сегмента и вторым эластичным элементом 82b заднего сегмента, которые располагаются на одинаковой высоте в продольном направлении X, первый эластичный элемент 81a переднего сегмента имеет относительно более высокому усилию растяжении, и, таким образом, соответствующие концевые части первого эластичного элемента 81a переднего сегмента и второго эластичного элемента 82b заднего сегмента одновременно растягиваются в направлении продольной центральной линии CL переднего сегмента 6A. С другой стороны, между вторым эластичным элементом 82a переднего сегмента и первым эластичным элементом 81b заднего сегмента, которые располагаются на одинаковой высоте в продольном направлении X, первый эластичный элемент 81b заднего сегмента имеет относительно более высокое усилие растяжения, и, таким образом, соответствующие концевые части второго эластичного элемента 82a переднего сегмента и первого эластичного элемента 81b заднего сегмента одновременно растягиваются в направлении продольной центральной линии CL заднего сегмента 6B. Каждая пара из второго эластичного элемента 81a переднего сегмента и первого эластичного элемента 81b заднего сегмента и каждая пара из второго эластичного элемента 82a переднего сегмента и первого эластичного элемента 82b заднего сегмента располагаются поочередно в продольном направлении X бокового шва S, в результате этого боковой шов S деформируется таким образом, что он изгибается в волнообразной форме в продольном направлении X, как проиллюстрировано на фиг. 11.
[0069] Чтобы регулировать усилие растяжения каждого эластичного элемента, можно использовать, например, следующие способы (a)-(c).
(a) Изменять толщины эластичных элементов высокого растяжения и низкого растяжения, сохраняя при этом одинаковой степень растяжения эластичных элементов во время расположения и фиксации эластичных элементов в растянутом состоянии. Более конкретно, использовать эластичные элементы, имеющие относительно большой диаметр, в качестве высоконапряженных при растяжении эластичных элементов, и использовать эластичные элементы, имеющие относительно небольшой диаметр, в качестве низконапряженных при растяжении эластичных элементов.
(b) Изменять степень растяжения высоконапряженных при растяжении эластичных элементы и низконапряженных при растяжении эластичных элементов во время расположения и фиксации эластичных элементов в растянутом состоянии, используя при этом эластичные элементы одинаковой толщины. Более конкретно, располагать и фиксировать высоконапряженные при растяжении эластичные элементы посредством их растяжения при относительно высокой степени растяжения, а также располагать и фиксировать низконапряженные при растяжении эластичные элементы посредством их растяжения при относительно низкой степени растяжения.
(c) Использовать (a) и (b) в сочетании.
[0070] Фиг. 12 и 13 иллюстрируют подгузник согласно другим вариантам осуществления настоящего изобретения. В отношении этих вариантов осуществления данные чертежи иллюстрируют боковой шов S и области в его окрестности в состоянии перед надеванием подгузника 1. Варианты осуществления на данных чертежах представляют собой модифицированные примеры варианта осуществления, проиллюстрированного на фиг. 4 и 5. Таким образом, разъяснение в отношении варианта осуществления, проиллюстрированного на фиг. 4 и 5, распространяется, по мере необходимости, на отличительные характеристики, которые конкретно не описаны ниже.
[0071] Согласно вариантам осуществления, которые проиллюстрированы на фиг. 12 и 13, сделано приспособление, которое улучшает видимость положений, где образуются боковые швы S, и упрощают операцию разрыва боковых швов S во время утилизации подгузника 1. Чтобы заставить боковые швы S легко деформироваться и изгибаться при ношении подгузника 1, оказывается предпочтительным использование, по меньшей мере, одной из описанных выше конфигураций (i)-(iii). Однако использование одной или нескольких из конфигураций (i)-(iii), как правило, ухудшает видимость боковых швов S. Таким образом, согласно варианту осуществления, который проиллюстрирован на фиг. 12, положение верхней стороны переднего сегмента 6A отличается от положения верхней стороны заднего сегмента 6B. Таким способом ступенька D1 образуется в верхней части бокового шва S, и положение бокового шва S становится более видимым. Кроме того, положение нижней стороны переднего сегмента 6A отличается от положения нижней стороны заднего сегмента 6B. Таким способом ступенька D2 образуется в нижней части бокового шва S, и положение бокового шва S становится более видимым. Ступеньки D1, D2 не только улучшают видимость боковых швов S, но также способствуют улучшению легкости разрыва боковых швов S.
[0072] Согласно варианту осуществления на фиг. 13, положение верхней стороны переднего сегмента 6A является таким же, как положение верхней стороны заднего сегмента 6B, но углубление N1, которое представляет собой клинообразный вырез, изготовлено в верхней части каждого бокового шва S, чтобы сделать положение бокового шва S более видимым. Кроме того, согласно данному варианту осуществления, положение нижней стороны переднего сегмента 6A является таким же, как положение нижней стороны заднего сегмента 6B, но углубление N2, которое представляет собой клинообразный вырез, изготовлено в нижней части каждого бокового шва S, чтобы сделать положение бокового шва S более видимым. Углубления N1, N2 не только улучшают видимость боковых швов S, но также способствуют улучшению легкости разрыва боковых швов S.
[0073] Далее будет описана вторая часть настоящего изобретения со ссылкой на фиг. 14-20. В отношении второй части настоящего изобретения подробное разъяснение для первой части настоящего изобретения распространяется, по мере необходимости, на отличительные характеристики, которые конкретно не описываются ниже. На фиг. 14-20 такие же элементы, которые проиллюстрированы на фиг. 1-13, обозначаются одинаковыми условными номерами.
[0074] Вторая часть настоящего изобретения предлагает натягиваемый одноразовый подгузник, который включает боковые швы, но имеет подобный нижнему белью внешний вид, и в котором боковые швы являются мягкими и превосходными по текстуре. Как проиллюстрировано на фиг. 14-16, натягиваемый одноразовый подгузник 101, который представляет собой вариант осуществления второй части настоящего изобретения, включает абсорбирующий элемент 102, и наружное покрытие 103, который образует наружную поверхность предмета одежды, в котором пара боковых швов 104, 104, отверстие для талии 108 и пара отверстий для ног 109, 109 образуются, когда соединяются обе поперечные боковые краевые части A1, A1 наружного покрытия 103 в переднем сегменте корпуса F (передний сегмент 101 A) и соответствующие поперечные боковые краевые части B1, B1 наружного покрытия 103 в заднем сегменте корпуса R (задний сегмент 101B), причем поперечные боковые краевые части проходят в продольном направлении X. Наружное покрытие 103 располагается на не обращенной к коже стороне поверхности абсорбирующего элемента 102, и абсорбирующий элемент 102 присоединяется к наружному покрытию 103.
[0075] Как проиллюстрировано на фиг. 16, на горизонтальной проекции в состоянии, в котором подгузник является распрямленным и растянутым, подгузник 101 имеет продольное направление X, которому соответствует переднезаднее направление пользователя, и перпендикулярное ему поперечное направление Y. Подгузник 101 можно разделить на промежностный сегмент 101C расположенный в промежностной части в процессе ношения подгузника, передний сегмент 101A расположенный спереди относительно промежностного сегмента 101C в продольном направлении X, и задний сегмент 101B, расположенный сзади относительно промежностного сегмента 101C в продольном направлении X. Наружное покрытие 103 в промежностном сегменте 101C имеет углубленные секции, в которых образуются отверстия для ноги 109, 109, причем эти углубленные секции изготавливаются в левой и правой поперечные боковых краевых частях в продольном направлении X. Кроме того, как проиллюстрировано на фиг. 16, подгузник 101 может разделять на передний сегмент корпуса F и задний сегмент корпуса R виртуальная центральная линия CL, которая делит подгузник 101 пополам в продольном направлении X.
[0076] Следует отметить, что, в настоящей заявке, "обращенная к коже поверхность" представляет собой поверхность натягиваемого одноразового подгузника или его составляющих элементов (таких как абсорбирующий элемент), которая обращена к коже пользователя в процессе ношения подгузника, в то время как "не обращенная к коже поверхность" представляет собой поверхность натягиваемого одноразового подгузника, или его составляющих элементов, которые обращены в противоположном направлении от кожи пользователя в процессе ношения подгузника (т. е. в направлении одежды). В подгузнике 101 "продольное направление X" представляет собой направление (т. е. направление длины) вдоль длинных сторон натягиваемого одноразового подгузника или абсорбирующего элемента 102, который представляет собой составляющий элемент подгузника, в то время как "поперечное направление Y" представляет собой направление ширины натягиваемого одноразового подгузника или абсорбирующего элемента 102, который представляет собой составляющий элемент подгузника.
[0077] Как проиллюстрировано на фиг. 16, абсорбирующий элемент 102 имеет удлиненную в продольном направлении форму, которая является относительно удлиненной в одном направлении (в продольном направление X), и его составляют верхний лист (не проиллюстрированные на чертеже), из которого образуется обращенная к коже поверхность; нижний лист (не проиллюстрированные на чертеже), из которого образуется не обращенная к коже поверхность; и удерживающий жидкости абсорбирующий элемент (не проиллюстрированные на чертеже), расположенный таким образом, что он находится между двумя листами. Абсорбирующий элемент имеет форму, удлиненную в направлении, которое представляет собой продольное направление X. Абсорбирующий элемент 102 прикрепляют к центральной секции наружного покрытия 103Ю, используя известный связующий материал (например, клей), таким образом, что направление длины абсорбирующего элемента 102 соответствует продольному направлению X подгузника 101 в состоянии, в котором подгузник является развернутым и растянутым. Здесь "состояние, в котором подгузник является развернутым и растянутым" означает состояние, в котором боковые швы являются разорванными, и подгузник расправляется, и расправленный подгузник разворачивается, приобретая свой проектный размер посредством растяжения эластичных элементов разнообразных секциях (который является эквивалентным размеру подгузника, когда он становится плоским в состоянии, в котором полностью исключается воздействие эластичных элементов).
[0078] Как проиллюстрировано на фиг. 15 и 16, наружное покрытие 103 составляют следующие элементы: наружный лист 131, из которого образуется наружная поверхность подгузника 101 (не обращенная к коже поверхность наружного покрытия 103); внутренний лист 132, из которого образуется внутренняя поверхность подгузника 101 (обращенная к коже поверхность наружного покрытия 103), и который располагается на внутренней стороне поверхности наружного листа 131; и многочисленные нитеобразные или непрерывные эластичные элементы 105, 106, 107, соединенные клеем между двумя листами 131, 132. Два листа 131, 132 соединяют в заданных секциях, используя, например, связующее вещество или термическое соединение (не проиллюстрированное на чертеже).
[0079] Наружное покрытие 103 (наружный лист 131; внутренний лист 132) включает полимерный материал и образуется посредством использования полимерного материала в качестве своего основного компонента. Примеры наружного покрытия 103 (наружный лист 131; внутренний лист 132) представляют собой листы, которые содержат, в качестве полимерного материала, термосвариваемый синтетический полимер, такой как полиэтилен, полиэтилентерефталат или полипропилен, и которые составляет нетканое полотно, пленка или лист многослойного материала, состоящий из нетканого полотна и пленки. Примерные нетканые полотна включают воздухопроницаемые нетканые полотна, термически прокатанные нетканые полотна, гидросплетенные нетканые полотна, фильерные нетканые полотна и полученные из расплава аэродинамическим способом нетканые полотна.
[0080] Как проиллюстрировано на фиг. 15, каждый боковой шов из пары боковых швов 104, 104 в подгузнике 101 включает уплотненную краевую часть 141, причем краевая часть наружного покрытия 103 в переднем сегменте корпуса F и краевая часть наружного покрытия 103 в заднем сегменте корпуса R соединяются непрерывно линейной термосваренной частью 140, которая проходит в направлении длины бокового шва 104. В каждом из боковых швов 104, 104 каждая уплотненная краевая часть 141 в подгузнике 101 образуется непрерывно на протяжении всей длины между отверстием для талии 108 и каждым отверстием для ноги 109. Термосваренная часть 140 в уплотненной краевой части 141 образуется посредством плавления и затвердевания одного или нескольких составляющих полимеров, составляющих множество листов (наружный лист 131 и внутренний лист 132), из которых образуется наружное покрытие 103, в состоянии, в котором краевые части этих листов накладываются друг на друга.
[0081] Как проиллюстрировано на фиг. 17, в поперечном сечении, перпендикулярном направлению, вдоль которого проходит боковой шов 104, если длина термосваренной части 140, в уплотненной краевой части 141, в направлении P изнутри наружу, которое проходит от стороны, расположенной ближе к коже пользователя предмета одежды, к стороне, расположенной дальше от кожи пользователя предмета одежды, представляет собой ширину W, и длина термосваренной части 140 в направлении Q, перпендикулярном по отношению к направлению P изнутри наружу в центре ширины W, представляет собой толщину T, толщина T термосваренной части 140 составляет не более чем суммарная толщина (Ta+Tb) наружного покрытия 103 на стороне переднего сегмента 101A корпуса и наружного покрытия 103 на стороне заднего сегмента 101B корпуса, и толщина T термосваренной части 140 составляет более чем толщина (Ta или Tb), по меньшей мере, одного из наружного покрытия 103 на стороне переднего сегмента 101A корпуса и наружное покрытие 103 на стороне заднего сегмента 101B корпуса.
[0082] Толщина Ta наружного покрытия 103 на стороне переднего сегмента 101A корпуса и 30 толщина Tb наружного покрытия 103 на стороне заднего сегмента 101B корпуса представляют собой толщины в секциях, которые не представляют собой боковой шов 104, и толщина каждого из переднего сегмента корпуса 101A и заднего сегмента 101B корпуса предпочтительно измеряется в положении, в котором расстояние разделения Lt от термосваренной части 140 в поперечном направлении подгузника Y (см. фиг. 15) находится в интервале от 1 мм до 11 мм.
Каждую из толщины Ta и толщины Tb измеряют, вырезая образец из каждого покрытия, включая наружное покрытие на стороне переднего сегмента 101A корпуса и наружное покрытие на стороне заднего сегмента 101B корпуса; помещая образец между плоскими плитами; прилагая к ним нагрузку, составляющую 0,5 сН/см2; и измеряя расстояние между плоскими плитами в данном нагруженном состоянии. Образец получают, вырезая из наружного покрытия квадрат, имеющий размеры 10 мм × 10 мм, а если оказывается невозможным вырезание образца, имеющего данные размеры, вырезанный образец должен иметь максимально приближенные к ним размеры, насколько это возможно.
С другой стороны, ширина W и толщина T термосваренной части измеряют посредством наблюдения поперечного сечения в ненагруженном состоянии при увеличении от 50 до 200 раз, используя микроскоп VHX-1000, изготовленный компанией Keyence.
Толщина Ta, толщина Tb, а также ширина и толщина термосваренной части в каждом случае определялись посредством измерения поперечного сечения в трех различных точках в направлении вдоль бокового шва 104, и вычисления средних значений измеренных величин.
Оказывается предпочтительным измерения размеров каждой секции с точностью до 0,01 мм.
[0083] Следует отметить, что причина, по которой толщина T термосваренной части 140 измеряется в центральном положении, где ширина W термосваренной части 140 делится пополам, заключается в том, что толщину можно измерять в соответствии с образцами, имеющими шва разнообразной формы.
В тех случаях, где наружный край 104a термосваренной части 140 имеет форму, которая является значительно изогнутой внутрь в направлении P изнутри наружу, и существует часть наружного края 104a, которая находится внутри по отношению к линии, которая разделяет пополам ширину W термосваренной части 140, толщина, включающая толщину полой секции на внутренней стороне делящей пополам линии, рассматривается в качестве толщины T термосваренной части.
[0084] Когда толщина T термосваренной части 140 составляет не более чем суммарная толщина (Ta+Tb) наружного покрытия 103 на стороне переднего сегмента 101A корпуса и наружного покрытия 103 на стороне заднего сегмента 101B корпуса, заданное давление прилагается к термосваренной части 140, и термосваренная часть имеет прочное термическое соединение.
Когда толщина T термосваренной части 140 составляет более чем, по меньшей мере, одна толщина из толщины Ta и толщины Tb, термосваренная часть не является чрезмерно расплавленной или затвердевшей, и, таким образом, боковой шов является мягким и имеет превосходную текстуру. Здесь значение термина "превосходная текстура" включает приятное ощущение при прикосновении пользователя.
[0085] В частности, оказывается еще более предпочтительным, когда толщина T термосваренной части 140 составляет более чем каждая толщина из толщины Ta и толщины Tb, поскольку термосваренная часть не является чрезмерно расплавленной или затвердевшей, и, таким образом, боковой шов является мягким и имеет улучшенную внешность и текстуру.
[0086] С точки зрения прочности термического соединения бокового шва, оказывается предпочтительным, что процентное соотношение (%) толщины T термосваренной части 140 и суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента 101A корпуса и на стороне заднего сегмента 101B корпуса составляет предпочтительно 100% или менее и предпочтительнее 95% или менее; и, с точки зрения внешнего вида и текстуры, данное процентное соотношение составляет предпочтительно 30% или более, предпочтительнее 50% или более; и, с точки зрения внешнего вида, текстуры и прочности термического соединения бокового шва, данное процентное соотношение составляет предпочтительно от 30 до 100% и предпочтительнее от 50 до 95%.
[0087] С точки зрения прочности термического соединения бокового шва, оказывается предпочтительным, что разность (Ta+Tb-T) между толщиной T термосваренной части 140 и суммарной толщиной (Ta+Tb) наружного покрытия на стороне переднего сегмента 101A корпуса и на стороне заднего сегмента 101B корпуса составляет предпочтительно 0 мм или более и предпочтительнее 0,02 мм или более; и, с точки зрения текстуры, данная разность составляет предпочтительно 0,25 мм или менее и предпочтительнее 0,2 мм или менее; и, с точки зрения прочности термического соединения бокового шва и текстуры, данная разность составляет предпочтительно от 0 до 0,25 мм и предпочтительнее от 0,02 до 0,2 мм.
[0088] С точки зрения текстуры, оказывается предпочтительным, что процентное соотношение (%) толщины T термосваренной части 140 и толщины Ta наружного покрытия на стороне переднего сегмента 101A корпуса или толщины Tb наружного покрытия на стороне заднего сегмента 101B корпуса составляет предпочтительно 110% или более и предпочтительнее 150% или более; и, с точки зрения прочности термического соединения бокового шва, данное процентное соотношение составляет предпочтительно 300% или менее и предпочтительнее 200% или менее; и, с точки зрения прочности термического соединения бокового шва и текстуры, данное процентное соотношение составляет предпочтительно от 110 до 300% и предпочтительнее от 150 до 200%.
[0089] С точки зрения текстуры, разность (T-Ta; T-Tb) между толщиной T термосваренной части 140 и толщиной Ta наружного покрытия на стороне переднего сегмента 101A корпуса или толщиной Tb наружного покрытия на стороне заднего сегмента 101B корпуса составляет предпочтительно 0,05 мм или более и предпочтительнее 0,1 мм или более; и, с точки зрения прочности термического соединения бокового шва, данная разность составляет предпочтительно 2,0 мм или менее и предпочтительнее 1,0 мм или менее; и, с точки зрения прочности термического соединения бокового шва и текстуры, данная разность составляет предпочтительно от 0,05 до 2,0 мм и предпочтительнее от 0,1 до 1,0 мм.
[0090] Оказывается предпочтительным, что ширина W термосваренной части 140 составляет менее чем толщина T термосваренной части 140 вследствие предпочтительного эффекта дополнительного улучшения текстуры. С такой же точки зрения, ширина W термосваренной части 140 по отношению к толщине T составляет предпочтительно 95% или менее и предпочтительнее 50% или менее; предпочтительно 10% или более и предпочтительнее 30% или более; предпочтительно от 10 до 95% и предпочтительнее от 30 до 70%.
[0091] С точки зрения улучшения мягкости и ощущения бокового шва, оказывается предпочтительным, что ширина W термосваренной части 140 является небольшой и составляет, например, предпочтительно 2,0 мм или менее, предпочтительнее менее чем 1,0 мм и еще предпочтительнее менее чем 0,3 мм. С другой стороны, с точки зрения обеспечения прочности шва, данная ширина составляет предпочтительно 0,1 мм или более.
Толщина T термосваренной части 140 составляет предпочтительно более чем ширина W термосваренной части 140, как описано выше, и, например, если ширина W термосваренной части 140 составляет менее чем 0,3 мм, толщина T термосваренной части 140 составляет предпочтительно 0,3 мм или более.
[0092] Как правило, оказывается невозможным достижение вышеупомянутого соотношения размеров разнообразных сегментов и, в частности, получение толщины T термосваренной части 140, которая составляет более чем толщина Ta наружного покрытия на стороне переднего сегмента 101A корпуса или толщина Tb наружного покрытия на стороне заднего сегмента 101B корпуса, посредством осуществления способа изготовления бокового шва, в котором используется термокомпрессионное устройство, такое как нагревательное роликовое устройство. Более конкретно, боковой шов (термосваренной часть), изготовленное согласно обычному способу с использованием термокомпрессионного устройства, получается посредством нагревания наружного покрытия, которое составляет боковой шов, при одновременном сжатии наружного покрытия в направлении толщины, и это означает, что, также и с точки зрения термической эффективность, толщина термосваренной части, как правило, становится менее чем толщина наружного покрытия на стороне переднего сегмента 101A корпуса или задний сегмент 101B корпуса сторона. Чтобы получилась толщина T термосваренной части 140, которая составляет более чем толщина Ta и/или Tb наружного покрытия, согласно настоящему варианту осуществления, важно изготовить боковой шов 104 и одновременно уменьшать степень сжатия наружного покрытия 103 в направлении толщины на стадии образования бокового шва 104. Примерный способ образования бокового шва 104 при одновременном уменьшении сжатия наружного покрытия 103 представляет собой плавление и резание посредством использования лазерное излучение. Более конкретно, в примерном способе образования бокового шва используется лазерное излучение в качестве средства плавления и резания наружное покрытие 103, и лазерное излучение направляется на секцию в наружном покрытии 103, где должен образовываться боковой шов 104, чтобы расплавить и разрезать данную секцию, и в результате этого образуется боковой шов 104.
[0093] Как проиллюстрировано на фиг. 18, в подгузнике 101 согласно настоящему варианту осуществления области выступов и углублений 143, 143, в которых форма поперечного сечения превращается в форму непрерывной волны посредством сжатия эластичных элементов 106, расположенных в наружном покрытии 103, образуются в соответствующих секциях, прилегающих к боковому шву 104 в каждом покрытии, включая наружное покрытие 103 на стороне переднего сегмента 101A корпуса и наружное покрытие 103 на стороне заднего сегмента 101B корпуса. В области выступов и углублений 143 два листа 131, 132, которые составляют наружное покрытие 103, соединяются клеем в тесном контакте друг с другом при отсутствии какого-либо промежуточного пространства, и листы деформируются в целом, проявляя волнообразную форму на изображение поперечного сечения.
Кроме того, эластичная растягивающаяся часть 144, имеющая иную конструкцию, чем область выступов и углублений 143, образуется в положении, более приближенном к центральней стороне, в направлении ширины подгузника, чем каждая область выступов и углублений 143 на любой стороне бокового шва 104. В каждой эластичной растягивающейся части 144 два листа 131, 132, которые составляют наружное покрытие 103, соединяют многочисленные соединенные части 133, которые располагаются периодически в продольном направлении X и в направлении ширины Y подгузника 101, и каждый из многочисленных эластичных элементов 105, 106, которые проходят в поперечном направлении Y, располагается таким образом, что он проходит между соединенными частями 133, прилегающими друг к другу в продольном направлении X. Посредством сжатия эластичных элементов 106 секции, расположенные между соединенными частями 133 в двух листах 131, 132, выступают таким образом, что они отделяются друг от друга, как проиллюстрировано на фиг. 18(b), и в результате этого образуются многочисленные складки 142. Эластичные элементы 105, 106 не присоединяются к какому-либо из листов 131, 132 в каждой эластичной растягивающейся частью 144, но они присоединяются к листам 131, 132 посредством клея в паре соединительных областей, расположенных с обеих сторон относительно эластичной растягивающейся части 144 таким образом, что она находится между ними. Что касается эластичных элементов 105, пара областей выступов и углублений 143, которые образуются в окрестности пары боковых швов 104, представляет собой пару соединительных областей. Что касается эластичных элементов 106, одна из соединительных областей представляет собой область выступов и углублений 143, которая образуется в окрестности бокового шва 104, а другая соединительная область образуется в окрестности поперечного бокового края абсорбирующего элемента 102, который проходит в продольном направлении. Соединенные части 133, которые проиллюстрированы на фиг. 18(a), располагаются таким образом, что многочисленные ряды соединенных частей, каждый из которых состоит из соединенных частей 133, расположенных периодически в продольном направлении X подгузника 101, образуются в поперечном направлении подгузника Y, и положения в продольном направлении X соединенных частей в прилегающих рядах соединенных частей соответствуют друг другу. В каждой соединенной части 133 листы 131, 132 могут соединяться посредством клея, или они могут соединяться посредством термического соединения, такого термическое шов, или они могут соединяться согласно другим способам соединения.
[0094] При ношении подгузника 101 согласно настоящему варианту осуществления ширина W термосваренной части 140 составляет менее чем максимальная высота h области выступов и углублений 143. Поскольку существуют различия в отношении размера и формы части тела ниже талии пользователя, вопрос о том, является ли ширина W термосваренной части 140 больше, чем максимальная высота области выступов и углублений 143, решается в состоянии псевдоношения, которое описано ниже.
Состояние псевдоношения
Состояние, в котором эластичные элементы сокращаются (т. е. состояние, в котором никакая сила не прилагается извне), рассматривается как естественная длина. Состояние, в котором эластичные элементы растягиваются до 1,5-кратной естественной длины, рассматривается как состояние псевдоношения.
[0095] Когда ширина W термосваренной части 140 составляет менее чем максимальная высота h области выступов и углублений 143 в этом состоянии псевдоношения, термосваренная часть 140 с еще меньшей вероятностью будет вступать в контакт с кожей пользователя или соответствующего родителя или опекуна, и дополнительно улучшается текстура бокового шва 104 и наружной поверхности подгузника. С точки зрения предотвращения контакта с кожей и улучшения текстуры, ширина W термосваренной части 140 по отношению к максимальной высоте h области выступов и углублений 143 составляет предпочтительно 70% или менее, предпочтительнее 50% или менее и еще предпочтительнее 20% или менее.
[0096] Технические отличительные характеристики, относящиеся к первой части настоящего изобретения, которые описаны выше, могут сочетаться с техническими отличительными характеристиками, которые относятся ко второй часть настоящего изобретения. Посредством такого сочетания могут дополнительно усиливаться полезные эффекты, достигаемые посредством натягиваемого одноразового подгузника согласно первой части настоящего изобретения.
[0097] Более конкретно, в первой части настоящего изобретения, которая описана выше, технические отличительные характеристики второй части настоящего изобретения могут распространяться на боковые швы 104. Например, как описано выше, боковой шов 104 натягиваемого одноразового подгузника 101 согласно второму изобретению включает уплотненную краевую часть 141, с которой соединяется непрерывно линейная термосваренная часть 140. Кроме того, толщина T термосваренной части 140 составляет не более чем суммарная толщина наружного покрытия 103 на стороне переднего сегмента 101A и наружного покрытия 103 на стороне заднего сегмента 101B, и толщина T термосваренной части 140 составляет более чем толщина, по меньшей мере, одного покрытия из наружного покрытия 103 на стороне переднего сегмента и наружного покрытия 103 на стороне заднего сегмента 101B. Кроме того, согласно предпочтительному варианту осуществления натягиваемого одноразового подгузника 101, перед надеванием подгузника 101, каждый боковой шов 104 проходит прямолинейно в продольном направлении X подгузника 101, в отличие от ношения подгузника 101; и при ношении подгузника каждый боковой шов 104 проходит таким образом, что он изгибается в продольном направлении X подгузника 101.
[0098] Натягиваемый одноразовый подгузник 101 согласно второй части настоящего изобретения можно изготавливать, осуществляя, например, способ изготовления, который описан ниже.
Способ изготовления подгузников 101 составляют: стадия наложения и сжатия стороны переднего сегмента корпуса и стороны заднего сегмента корпуса непрерывного наружного покрытия 103 и сжатия секции наложенного непрерывного наружного покрытия, в которой должно образоваться боковой шов; и стадия образования бокового шва, на которой боковой шов 104 образуется посредством обработки вышеупомянутой секции, в которой должен образоваться боковой шов, и которая находится в сжатом состоянии, лазерным излучением через светопроницаемую секцию, которая проходит вдоль направления, пересекающегося с направлением перемещения A наружного покрытия 103, и в результате этого осуществляется резание и отделение наружного покрытия 103 и термическое соединение отрезанных краевых частей многослойного наружного покрытия, которые образуются в результате резания/разделения. Данный способ также включает, перед стадией наложения и сжатия, стадию соединения элементов, на которой к абсорбирующим элементам 102 присоединяется непрерывное наружное покрытие 103 (наружный лист 131, внутренний лист 132).
[0099] Более конкретно, согласно данному способу изготовления подгузников 101, как проиллюстрировано на фиг. 20, на стадии наложения и сжатия, сгибается непрерывное наружное покрытие 103 (наружный лист 131, внутренний лист 132) в направлении его ширины, накладываются друг на друга сторона передний сегмент корпуса и сторона заднего сегмента корпуса непрерывного наружного покрытия 103, к которому были присоединены абсорбирующие элементы 102, и, таким образом получается "непрерывное полотно 110 для подгузников, в котором исходные материалы натягиваемых одноразовых подгузников, у которых пока отсутствуют образованные в них боковые швы, соединяются непрерывно в одном направлении". После этого на стадия образования бокового шва, лазерное излучение воздействует на непрерывное наружное покрытие 103 в непрерывном полотне 110 для подгузников, и оно разрезается и разделяется (расплавляется и разрезается) на отдельные части, и одновременно термосваривают отрезанные краевые части, которые образуются посредством резания/разделения в многослойном наружном покрытии 103 (наружный лист 131, внутренний лист 132), и, таким образом непрерывно изготавливаются натягиваемые одноразовые подгузники 101, каждый из которых включает наружное покрытие 103, имеющее пару боковых швов 104, 104.
[0100] Далее это описывается подробно. Сначала, как проиллюстрировано на фиг. 20, многочисленные эластичные элементы 105 секции талии, которые образуют сборки талии, расположенные ниже талии эластичные элементы 106, которые образуют сборки ниже талии, и эластичные элементы 107 секции ног, которые образуют сборки на ногах, располагаются в своем растянутом состоянии, в котором они являются растянутыми до заданной степени растяжения, между непрерывным наружным листом 131, который непрерывно подает катушка исходного текстильного материала (не проиллюстрированная на чертеже), и непрерывным внутренним листом 132 который непрерывно подает катушка исходного текстильного материала (не проиллюстрированная на чертеже). Здесь эластичные элементы 107 секции ног располагаются таким образом, что они образуют вокруг ног заданную конфигурацию посредством известной качающейся направляющей (не проиллюстрированной на чертеже), которая совершает возвратно-поступательные движения в направлении, перпендикулярном направлению движения листов. Кроме того, термоплавкий клей предварительно наносится на заданные места одного или обоих листов, представляющих собой непрерывный наружный лист 131 и непрерывный внутренний лист 132, на сторону, обращенную к другому листу, с использованием устройства для нанесения клея (не представленного на чертеже) перед тем, как непрерывные листы накладываются друг на друга. Следует отметить, что, в тех случаях, где эластичные элементы, такой как эластичные элементы 105 секции талии и эластичные элементы 106 ниже талии располагаются в своем растянутом состоянии таким образом, что они перекрещиваются в секции в листах 131, 132, которая подлежит резанию и отделению посредством воздействия лазерного излучения (т. е. "секция, где должно быть образован боковой шов 104"; причем вышеупомянутая секция подлежит резанию и отделению, как проиллюстрировано условным номером 110C на фиг. 7), оказывается предпочтительным нанесение клея на эту секцию и ее окрестность, чтобы предотвращать недостатки, такие как опадение или значительная усадка эластичных элементов после резания/разделения. Области выступов и углублений 143, 143 на обеих сторонах, между которыми находится каждый боковой шов 104 подгузника 101, создаются посредством нанесения клея в той секции, где должно быть образован боковой шов 104, а также между наружным листом 131 и внутренним листом 132 в окрестности данной секции и совместным сокращением эластичных элементов 105, 106 с листами 131, 132 после резания и отделения эластичных элементов 105, 106. Термоплавкий клей можно наносить периодически, используя устройство для нанесения клея (не проиллюстрированное на чертеже) на эластичные элементы 105 секции талии и эластичные элементы 106 ниже талии, прежде чем они располагаются между листами 131, 132.
[0101] После этого как проиллюстрировано на фиг. 20, пропуская непрерывный наружный лист 131 и непрерывный внутренний лист 132, между которыми располагаются эластичные элементы 105 секции талии, эластичные элементы 106 ниже талии и эластичные элементы 107 секции ног в своем растянутом состоянии, между парой прижимных валиков 111, 111 и сжимая листы, получают непрерывное наружное покрытие 103, которое включает многочисленные эластичные элементы 105, 106, 107, расположенные в своем растянутом состоянии между непрерывными листами 131, 132.
На этой стадии образования наружного покрытия 103 образуются многочисленные соединенные части 133, которые соединяют непрерывный наружный лист 131 и непрерывный внутренний лист 132 друг с другом между двумя прилегающими эластичными элементами 106, 106 ниже талии, посредством соединительных устройств, таких как выпуклый валик 112 и соответствующий ему вогнутый валик 113.
После этого, в случае необходимости, используя предварительно разрезающее эластичные элементы устройство (не проиллюстрированное на чертеже), многочисленные эластичные элементы 106 ниже талии и многочисленные эластичные элементы 107 секции ног прижимают в местах, соответствующих местам расположения далее описанный абсорбирующих элементов 102, а затем разрезают и разделяют на многочисленные отдельные фрагменты, таким образом, что не проявляется их функция сокращения. Примерное устройство для предварительного разрезания эластичных элементов включает режущий эластичные элементы блок, который используется в способе изготовления композитных эластичных элементов, как описано в японской патентной заявке № 2002-253605 A.
[0102] Кроме того, как проиллюстрировано на фиг. 20, клей, такой как термоплавкий клей, наносится заблаговременно на каждый из многочисленных абсорбирующих элементов 102, которые были изготовлены на отдельной стадии, каждый абсорбирующий элемент 102 поворачивается на 90 градусов, и абсорбирующие элементы 102 периодически поступают и присоединяются на внутренний лист 132, составляющий непрерывное наружное покрытие 103 (стадия соединения изделия). После этого, как проиллюстрировано на фиг. 20, отверстие для ноги LO' образуется в пределах каждой кольцевой секции, которую окружают кольцом эластичные элементы 107 секции ног в непрерывном наружном покрытии 103, на котором располагаются абсорбирующие элементы 102. Стадию образования отверстия можно осуществлять, используя способы/устройства, аналогичные традиционным способам/устройствам, таким как вращающийся нож или лазерный нож, с помощью которых изготавливается изделие данного типа.
[0103] Кроме того, непрерывное наружное покрытие 103 складывается в направлении его ширины (направление, перпендикулярное направлению, в котором перемещается наружное покрытие 103). Более конкретно, как проиллюстрировано на фиг. 20, обе поперечные стороны 103a, 103a вдоль направления перемещения непрерывного наружного покрытия 103 сгибаются назад таким образом, что они покрывают концевые части, в направлении длины, каждого абсорбирующего элемента 102 и присоединяются к концевым частям в направлении длины абсорбирующего элемента 102, и после этого наружное покрытие 103 складывается пополам в направлении его ширины вместе с абсорбирующими элементами 102 (этап наложения на стадии наложения и сжатия). Таким образом, получается непрерывное полотно 110 для подгузников.
[0104] Кроме того, на изготовленное таким способом непрерывное полотно 110 для подгузников воздействует лазерное излучение посредством использования лазерного соединительного устройства, и образуется пара боковых швов 104, 104 (стадия образования боковых швов), и в результате этого непрерывно изготавливаются натягиваемые одноразовые подгузники 101, каждый из которых имеет наружное покрытие 103, включающее пару боковых швов 104. Лазерное соединительное устройство и способ изготовления боковых швов 104 посредством использования данного устройства являются такими же, как в первой части настоящего изобретения, и они подробно проиллюстрированы на фиг. 6-9.
[0105] В подгузнике 101, изготовленном, как описано выше, каждый боковой шов 104 включает уплотненную краевую часть 141, в которой краевая часть A1 наружного покрытия 103 в переднем сегменте корпуса F и краевая часть B1 наружного покрытия 103 в заднем сегменте корпуса R соединяются непрерывно линейной термосваренной частью 140, которая проходит в направлении длины бокового шва. Кроме того, боковой шов 104, в котором толщина T термосваренной части 140 составляет не более чем суммарная толщина (Ta+Tb) наружного покрытия 103, и в которой толщина T составляет более чем толщина Ta наружного покрытия 103 на стороне переднего сегмента корпуса или толщина Tb наружного покрытия 103 на стороне заднего сегмента корпуса, можно легко получать посредством соответствующего регулирования степени сжатия во время воздействия лазерного излучения, и/или выходной мощности и/или диаметра светового пятна лазерного излучения.
Кроме того, что касается уплотненной краевой части 141, в поперечном сечении, перпендикулярном направлению, вдоль которого проходит боковой шов 104 в процессе ношения подгузника, наружный край 104a, состоящий из термосваренной части 140, имеет форму, которая углубляется в направлении внутрь подгузника 101.
Кроме того, как проиллюстрировано на фиг. 17 на стороне снаружи термосваренной части 140 в направлении P изнутри наружу уплотненная краевая часть 141 не включает секцию, в которой составляющие волокна наружного покрытия 103 сохраняют свою волокнистую форму. Таким образом, подгузник имеет превосходный внешний вид, а также улучшается его текстура.
[0106] В подгузнике 101, включающем пару боковых швов 104, 104, полученных посредством стадии, на которой резание/разделение и термическое соединение наружного покрытия 103 осуществляются одновременно, боковые швы 104 имеют превосходную мягкость и текстуру, а подгузник является удобным для ношения.
[0107] Далее третья часть настоящего изобретения описывается со ссылкой на фиг. 21. В отношении третьей часть настоящего изобретения, подробное разъяснение для первой и второй частей настоящего изобретения распространяется по мере необходимости на отличительные характеристики, которые не описываются конкретно ниже. На фиг. 21, такие элементы, которые проиллюстрированы на фиг. 1-20, обозначаются такими же условными номерами.
[0108] Третья часть настоящего изобретения предлагает натягиваемый одноразовый подгузник, в котором уменьшается вероятность разрыва боковых швов в поперечном направлении, и который можно снимать легко и просто после использования. Натягиваемый одноразовый подгузник согласно третьей части настоящего изобретения имеет такую же конструкцию, как натягиваемый одноразовый подгузник согласно второй части настоящего изобретения, за исключением того, что конструкция боковых швов 104 отличается от конструкции натягиваемого одноразового подгузника согласно второй части настоящего изобретения.
Таким образом, натягиваемый одноразовый подгузник согласно третьей части настоящего изобретения описывается далее с подробным представлением конструкции боковых швов 104.
[0109] Как проиллюстрировано на фиг. 15-21, натягиваемый одноразовый подгузник согласно третьей части настоящего изобретения имеет, в поперечном сечении, перпендикулярном направлению, вдоль которого проходит боковой шов 104, направление P изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя подгузника, к стороне, расположенной дальше от кожи пользователя подгузника, и направление толщины Q, которое представляет собой направление, перпендикулярное направлению P изнутри наружу. Термосваренную часть 140 составляют концевая часть 104a в направлении толщины Q, концевая часть 104b в направлении толщины Q и внутренняя концевая часть 104c, которая располагается между концевой частью 104a и концевой частью 104b, и которая занимает ближайшее положение по отношению к коже пользователя. Расстояние Dw, термосваренной части 140 в уплотненной краевой части 141, вдоль направления P изнутри наружу и между, по меньшей мере, одной из концевой части 104a и концевой части 104b и внутренней концевой частью 104c составляет не менее чем расстояние Dc вдоль направления P изнутри наружу и между внутренней концевой частью 104c и точкой 104d', противоположной внутренней концевой части и расположенной на наружном крае 104d термосваренной части.
[0110] Расстояние Dw между, по меньшей мере, одной из концевой части 104a и концевой части 104b и внутренней концевой части 104c представляет собой расстояние, измеренное вдоль прямой линии, параллельной по отношению к направлению P изнутри наружу. Если положение концевой части 104a на стороне переднего сегмента 101A корпуса отличается от положения концевой части 104b на стороне заднего сегмента 101B корпуса в направлении P изнутри наружу, оказывается предпочтительным, что оба расстояния Dw для соответствующих концевых частей составляют не менее чем расстояние Dc.
Что касается расстояния Dc, расстояние между внутренней концевой частью 104c и точкой 104d', расположенной на наружном крае 104d термосваренной части и противоположной внутренней концевой части 104c, измеряется вдоль прямой линии, параллельной по отношению к направлению P изнутри наружу. Точка 104d', противоположная внутренней концевой части 104c, представляет собой точку, где прямая линия, которая проходит через внутреннюю концевую часть 104c и является параллельной по отношению к направлению P изнутри наружу, пересекается с наружным краем 104d термосваренной части 140.
Следует отметить, что, в боковом шве 104 подгузника 101 согласно настоящему варианту осуществления, положение внутренне концевой части 104c термосваренной части 140 в направлении толщины Q располагается в центральном положении, которое разделяет пополам расстояние, в направлении толщины Q, между положением концевой части 104a на стороне переднего сегмента 101A корпуса и положением концевой части 104b на стороне заднего сегмента 101B корпуса, но внутренняя концевая часть 104c согласно настоящему изобретению может находиться в положении, отклоняющемся от центрального положения в направлении одной из концевых частей 104a, 104b.
[0111] Расстояние Dw, расстояние Dc и толщину Tc, которая описана далее, можно измерять следующим образом.
Способ измерения расстояния Dw, расстояния Dc и толщины Tc
Расстояние Dw, расстояние Dc и толщину Tc измеряют посредством наблюдения поперечного сечения в ненагруженном состоянии при увеличении от 50 до 200 раз с помощью микроскопа VHX-1000, изготовленного компанией Keyence.
Расстояние Dw, расстояние Dc и толщину Tc в каждом случае определяют, измеряя поперечное сечение в трех различных точках в направлении вдоль бокового шва 104 и вычисляя среднее значение измеренных величин.
Оказывается предпочтительным измерение размеров каждой секции с точностью до 0,01 мм.
[0112] Посредством установления расстояния Dw термосваренной части 140, которое составляет не менее чем расстояние Dc, оказывается возможным надежное предотвращение поперечного разрыва во время бокового шва. Поскольку боковой шов с меньшей вероятностью разрывается в поперечном направлении, подгузник 101 согласно настоящему варианту осуществления можно снимать легко и просто после использования.
В результате осуществления испытаний разрыва бокового шва для многочисленных натягиваемых одноразовых подгузников, имеющих боковые швы, изготовленные посредством плавления и резания при воздействии лазерного излучения, авторы настоящего изобретения обнаружили, что секция H бокового шва 104, расположенная снаружи по отношению к внутренней концевой части 104c в направлении P изнутри наружу, разрывается легче, чем секция G, расположенная внутри по отношению к внутренней концевой части 104c в направлении P изнутри наружу, и, в частности, что отрыв происходит с большей вероятностью в пределах термосваренной части 140 или на границе 104e в пределах наружной секции H между термосваренной частью 140 и секцией, в которой сохраняется волокнистая форма наружного покрытия 103.
Посредством изготовления термосваренной части, в которой расстояние Dw составляет не менее чем расстояние Dc, и увеличивается площадь поперечного сечения секции H, расположенной снаружи по отношению к внутренней концевой части, в которой разрыв происходит с большей вероятностью, согласно настоящему варианту осуществления, оказывается возможным увеличение вероятности того, что разрыв будет происходить в термосваренной части 140 или ее окрестности во время бокового шва. Таким образом, может значительно уменьшаться риск возникновения поперечного разрыва во время бокового шва.
[0113] С точки зрения более надежного предотвращения поперечного разрыва бокового шва 104, оказывается предпочтительным, что расстояние Dw составляет более чем расстояние Dc. Кроме того, оказывается предпочтительным, что расстояние Dw составляет предпочтительно, по меньшей мере, в 1,3 раза, предпочтительнее, по меньшей мере, в 2,0 раза, еще предпочтительнее, по меньшей мере, в 3,0 раза составляет более чем расстояние Dc; предпочтительно не более чем в 8,0 раз и предпочтительнее не более чем в 4,0 раза составляет более чем расстояние Dc; причем соотношение к расстоянию Dc составляет предпочтительное от 1,3 до 8,0 и предпочтительнее от 2,0 до 4,0.
[0114] Следует отметить, что вопрос о том, что секция H бокового шва расположенный снаружи по отношению к внутренней концевой части 104c в направлении P изнутри наружу разрывается легче, чем секция G, расположенная внутри по отношению к внутренней концевой части 104c в направлении P изнутри наружу, можно решить, осуществляя следующее испытание разрыва.
Образец получается посредством вырезания секции, включающей боковой шов 104 и прилегающие части с обеих сторон от него в форме прямоугольной полоски, размеры которой составляют 30 мм в продольном направлении подгузника и 50 мм в направлении ширины подгузника, таким образом, что боковой шов 104 располагается в центре. Используя прибор для испытания при растяжении Tensilon (изделие модели RTA-100 от компании Orientec Co., Ltd.), зажимают концевую часть на стороне переднего сегмента корпуса сторона и концевую часть на стороне заднего сегмента корпуса образца, и обе концевые части образца растягиваются под углом 180 градусов в противоположных направлениях при скорости растяжения 300 мм/мин. Это испытание осуществляется для пяти образцов в каждом боковом шов.
Для каждого из пяти образцов исследуют, находится ли положение разрыва в секции H, расположенной снаружи по отношению к внутренней концевой части 104c, или в секции G, расположенной внутри по отношению к внутренней концевой части 104c. Если число образцов, в которых разрывается наружная секция H, составляет более чем число образцов, в которых разрывается внутренняя секция G, считается, что секция H, расположенная снаружи по отношению к внутренней концевой части 104c, разрывается легче, чем секция G, расположенная внутри по отношению к внутренней концевой части 104c; в то время как если число образцов, в которых разрывается внутренняя секция G, составляет более чем число образцов, в которых разрывается наружная секция H, считается, что секция G, расположенная внутри по отношению к внутренней концевой части 104c, разрывается легче, чем секция H, расположенная снаружи по отношению к внутренней концевой части 104c.
Кроме того, в одноразовом подгузнике согласно настоящему варианту осуществления, по отношению к толщине переднего сегмента корпуса и заднего сегмента корпуса, толщина секции H, расположенной снаружи по отношению к внутренней концевой части 104c, составляет менее чем толщина секции G, расположенной внутри по отношению к внутренней концевой части 104c. В такой конфигурации оказывается возможным повышение вероятности того, что разрыв будет происходить в термосваренной части 140 или в ее окрестности во время бокового шва. Таким образом, может значительно уменьшаться риск возникновения поперечного разрыва во время бокового шва. Толщину секции H, расположенной снаружи по отношению к внутренней концевой части 104c, и толщину секции G, расположенной внутри по отношению к внутренней концевой части 104c, в переднем сегменте корпуса и заднем сегменте корпуса можно измерять таким же способом, как в случае вышеупомянутого расстояния Dw, расстояния Dc и толщины Tc.
[0115] В подгузнике 101 согласно настоящему варианту осуществления наружный край 104d термосваренной части 140 имеет форму, которая углублена внутрь во внутренне-наружном направлении P. Таким образом, становиться простым установление расстояния Dw, которое составляет не менее чем расстояние Dc, и уменьшение видимости термосваренной части 140 в состоянии ношения подгузника 10, что делает внешний вид подгузника 101 аналогичным нижнему белью. Кроме того, мягкость термосваренной части увеличивается, а текстура подгузника 101 становится еще более мягкой.
[0116] Кроме того, в подгузнике 101 согласно настоящему варианту осуществления расстояние Dw составляет не менее чем толщина T термосваренной части 140c в центральном положении, где расстояние Dw делится пополам. Согласно настоящему изобретению, не имеет значения, что расстояние Dw составляет не менее чем толщина Tc, но посредством установления расстояния Dw, которое составляет не менее чем толщина Tc, оказывается возможным увеличение площади поперечного сечения секции H, которая располагается снаружи по отношению к внутренней концевой части 104c, и в которой с большой вероятностью происходит разрыв. Таким образом, оказывается возможным дальнейшее повышение вероятности того, что разрыв будет возникать в окрестности бокового шва во время бокового шва 104. Таким образом, еще более надежным может становиться снижение риска возникновения поперечного разрыва.
С точки зрения более надежного предотвращения поперечного разрыва бокового шва 104, расстояние Dw составляет более чем толщина Tc предпочтительно более чем на 5% и предпочтительнее, по меньшей мере, на 10%. С точки зрения мягкости, расстояние Dw составляет более чем толщина Tc предпочтительно не более чем на 50% и предпочтительнее не более чем 30%. Более конкретно, расстояние Dw составляет более чем толщина Tc предпочтительно более чем на 5%, но не более чем на 50%, и предпочтительнее их разность составляет от 10% до 30% включительно.
[0117] С точки зрения улучшения мягкости и ощущения бокового шва 104, оказывается предпочтительным, что расстояние Dw термосваренной части 140 и расстояние Dc термосваренной части 140 являются небольшими, и например, составляют предпочтительно 2,0 мм или менее и предпочтительнее менее чем 1,0 мм. С другой стороны, с точки зрения обеспечения прочности шва, Dw и Dc составляют предпочтительно 0,05 мм или более.
[0118] Следует отметить, что причина, по которой толщина Tc термосваренной части 140 измеряется в центральном положении, где расстояние Dw термосваренной части 140 делится пополам, заключается в том, что тогда толщина может измеряться согласованно для образцов, имеющих шва разнообразных форм.
В тех случаях, где наружный край 104d термосваренной части 140 имеет такую форму, что она является значительно изогнутой внутрь во внутренне-наружном направлении P, и часть наружного края 104d находится внутри по отношению к линии, которая разделяет пополам расстояние Dw термосваренной части 140, толщина, включающая толщину полой секции на внутренней стороне делящей пополам линии, рассматривается в качестве толщины Tc термосваренной части.
[0119] Технические отличительные характеристики, которые относятся к первой части настоящего изобретения, описанной выше, могут сочетаться с техническими отличительными характеристиками, которые относятся к третьей части настоящего изобретения. Посредством такого сочетания могут дополнительно усиливаться полезные эффекты, достигаемые натягиваемым одноразовым подгузником согласно первой части настоящего изобретения.
[0120] Более конкретно, согласно первой части настоящего изобретения, которая описана выше, технические отличительные характеристики третьей части настоящего изобретения могут распространяться на боковые швы 104. Например, как описано выше, боковой шов 104 натягиваемого одноразового подгузника 101 согласно третьему изобретению включает уплотненную краевую часть 141, с которой соединяется непрерывная линейная термосваренная часть 140. Кроме того, расстояние Dw термосваренной части 140 вдоль направления P изнутри наружу и между, по меньшей мере, одной из двух концевых частей термосваренной части в направлении толщины Q и внутренней концевой части, ближайшей к коже пользователя между двумя концевыми частями составляет не менее чем расстояние Dc вдоль направления P изнутри наружу и между внутренней концевой частью и точкой, противоположной внутренней концевой части и находящейся на наружном крае термосваренной части 140. Кроме того, согласно предпочтительному варианту осуществления натягиваемого одноразового подгузника 101, перед надеванием подгузника 10 каждое боковой шов 104 проходит прямолинейно в продольном направлении X подгузника 101, в отличие ношения подгузника 101; и при ношении подгузника 101 каждый боковой шов 104 проходит таким образом, что оно изгибается в продольном направление X подгузника 101.
[0121] Натягиваемый одноразовый подгузник 101 согласно третьей части настоящего изобретения можно соответствующим образом изготавливать, осуществляя такой же способ, как в случае натягиваемого одноразового подгузника согласно второй части настоящего изобретения. В подгузнике 101, изготовленном согласно данному способу, каждый боковой шов 104 включает уплотненную краевую часть 141, в которой краевая часть A1 наружного покрытия 103 в переднем сегменте корпуса F и краевая часть B1 наружного покрытия 103 в заднем сегменте корпуса R соединяются непрерывно линейной термосваренной частью 140, которая проходит в направлении длины бокового шва.
Кроме того, чтобы изготовить уплотненную краевую часть 141 (боковой шов 104), где имеется термосваренная часть 140, в которой расстояние Dw составляет не менее чем расстояние Dc, оказывается предпочтительным осуществление воздействия лазерного излучения при одновременном сжатии окрестности подлежащей резанию/отделению секции 110C в непрерывном полотне 110 для подгузников; перенос многослойного материала, волокна которого в отрезанных концевых частях находятся в расплавленном состоянии, при одновременном сохранении сжатого состояния; и снятие сжатого состояния после затвердевания расплавленного полимера. В уплотненной краевой части 141 полученный таким способом наружный край 104d термосваренной части 140 имеет форму, которая является углубленной по направлению внутрь подгузника 101 в поперечном сечении, перпендикулярном направлению, вдоль которого боковой шов 104 проходит в процессе ношения подгузника. С точки зрения ускорения затвердевания расплавленного полимера, оказывается предпочтительным давление на непрерывное полотна для подгузников посредством прижатия, по меньшей мере, одной его поверхности к изготовленному из металла элемента, имеющего превосходную теплопроводность, или охлаждение непрерывного полотна для подгузников, например, с использованием воздушного устройства.
Кроме того, чтобы получать уплотненную краевую часть 141 (боковой шов 104), где присутствует термосваренная часть 140, в которой расстояние Dw составляет не менее чем расстояние Dc, оказывается необходимым только увеличение интенсивности лазерного излучения; кроме того, оказывается предпочтительным увеличение выходной мощности лазера и уменьшение скорости сканирования.
[0122] Следует отметить, что в уплотненной краевой части 141 подгузника 101, полученного вышеупомянутым способом изготовления, на стороне снаружи термосваренной части 140 в направлении P изнутри наружу, уплотненная краевая часть 141 не включает секцию, в которой составляющие волокна наружного покрытия 103 сохраняют свою волокнистую форму, как проиллюстрировано на фиг. 21. Таким образом, видимость термосваренной части 140 при ношении подгузника 101 может уменьшаться, и внешний вид подгузника 101 становится аналогичным нижнему белью.
[0123] Настоящее изобретение было описано выше согласно его предпочтительным вариантам осуществления, но настоящее изобретение не ограничивается представленными выше вариантами осуществления. Например, согласно представленным выше вариантам осуществления, плавление/резание лазерным излучением посредством использования устройства, которое проиллюстрировано на фиг. 6, было описано в качестве примера предпочтительного способа изготовления боковых швов, но способ изготовления бокового шва не ограничивается этим, причем можно также использовать и другие способы, такие как термическая сварка, ультразвуковая сварка, высокочастотная сварка или соединение с помощью клея.
[0124] Подгузник согласно первой части настоящего изобретения изготавливается таким образом, что абсорбирующий элемент 5 соединяет передний сегмент 6A и задний сегмент 6B, но, вместо этого, можно использовать натягиваемый одноразовый подгузник согласно первой части настоящего изобретения, который составляют наружный покровный лист, изготовленный таким образом, что, в центральной области в продольном направлении, его поперечные боковые края, проходящие в продольном направлении, являются изогнутыми внутрь в поперечном направлении; абсорбирующий элемент, расположенный на внутренней поверхности наружного покрытия лист; и пара боковых швов, изготовленных посредством соединения обеих поперечных боковых краевых частей наружного покровного листа на стороне переднего сегмента с соответствующими поперечными боковыми краевыми частями на стороне заднего сегмента.
[0125] Кроме того, помимо переднего сегмента 6A и заднего сегмента 6B, в которых складываются четыре листа, как проиллюстрировано на фиг. 7(a), сегменты могут включать два, три, пять или более прослоенных листов.
[0126] Что касается второй и третьей частей настоящего изобретения, наружное покрытие 103 имеет форму, которая является непрерывной от переднего сегмента 101 A, на протяжении промежностного сегмента 101C и вплоть до заднего сегмента 101B, аналогично форме песочных часов, как проиллюстрировано на фиг. 17, без разделения наружного покрытия 103 на передний сегмент 101A и задний сегмент 101B. Однако наружное покрытие согласно второй и третьей частям настоящего изобретения не ограничивается такой непрерывной формой; например, наружное покрытие может разделяться на передний сегмент, расположенный на передней стороне пользователя (сторона живота) и задний сегмент, расположенный на задней стороне пользователя (сторона спины), и абсорбирующий элемент может располагаться таким образом, что он соединяет эти два сегменты, как в первой части настоящего изобретения. На стадии наложения и сжатия способа изготовления натягиваемого одноразового подгузника, включающего это наружное покрытие разделенного типа, секция, в которой боковой шов должен быть изготовлен в непрерывном наружном покрытии, которое имеет конструкцию, в которой непрерывное наружное покрытие на передней стороне тела (непрерывный передний сегмент) и непрерывное наружное покрытие на задней стороне тела (непрерывный задний сегмент), которые соединяются абсорбирующим элементом и накладываются друг на друга, приводится в сжатое состояние.
[0127] Кроме того, согласно второй и третьей частям настоящего изобретения, перед стадией наложения и сжатия обе поперечные стороны 103a, 103a непрерывного наружного покрытия 103 вдоль направления перемещения, т. е. обе поперечные стороны вдоль направления перемещения непрерывного наружного листа 131 и непрерывного внутреннего листа 132, сгибаются назад таким образом, что покрываются обе концевые части, в направлении длины, каждого абсорбирующего элемента 102, как проиллюстрировано на фиг. 18. Вместо этого становится возможным использование непрерывного наружного листа 131, у которого размер в направлении ширины (т. е. в направлении, перпендикулярном по отношению к направлению длины) составляет более чем размер непрерывного внутреннего листа 132, и только растягивающиеся части наружного листа 131, которые проходят наружу от соответствующих поперечных боковых краев внутреннего листа 132, когда два листа 131, 132 перекрываются, можно сгибать назад таким образом, чтобы покрывать соответствующие концевые части, в направлении длины, каждого абсорбирующего элемента 102. В этом случае подлежащая резанию/отделению секция 110C в непрерывном полотне 110 для подгузников имеет шестислойную структурную часть, которую составляют шесть листов, у открытой концевой части отверстия для талии 108 и его окрестности; и четырехслойную структурную часть, которую составляют четыре листа, в других секциях, кроме описанных выше. В качестве альтернативы, обе поперечные стороны 103a, 103a вдоль направления перемещения непрерывного наружного покрытия 103, т. е. обе поперечные стороны вдоль направления перемещения непрерывного наружного листа 131 и непрерывного внутреннего листа 132, не должны сгибаться.
[0128] Согласно варианту осуществления второй части настоящего изобретения, как проиллюстрировано на фиг. 18, области выступов и углублений 143, 143 образуются на обеих сторонах бокового шва 104, но область выступов и углублений может образовываться только на одной стороне бокового шва 104. Кроме того, эластичная растягивающаяся часть 144, как проиллюстрировано на фиг. 18, не обязательно должна присутствовать на наружной стороне области выступов и углублений 143, и например, область выступов и углублений 143 может существовать во всей области между парой боковых швов 104, 104 или во всей области между боковым швом 104 и поперечной боковой краевой частью абсорбирующего элемента 102.
[0129] Согласно первой, второй и третьей частям настоящего изобретения, предлагаются натягиваемые одноразовые подгузники, но настоящее изобретение не ограничивается натягиваемыми одноразовыми подгузниками и может распространяться и на другие натягиваемые предметы одежды, такой как натягиваемые гигиенические прокладки. Кроме того, настоящее изобретение может распространяться, например, на покрытие подгузника, которое включает наружное покрытие, образующее наружную поверхность предмета одежды, но не включают абсорбирующий элемент.
[0130] Отличительные характеристики, которые не были описаны в определенных вариантах осуществления, или отличительные характеристики, которые были описаны только в отношении определенных вариантов осуществления, могут распространяться, насколько это целесообразно, и на другие варианты осуществления, и отличительные характеристики согласно различным вариантам осуществления являются взаимозаменяемыми между вариантами осуществления, насколько это целесообразно.
[0131] По отношению к описанным выше вариантам осуществления, настоящее изобретение далее предлагает следующие натягиваемые одноразовые подгузники.
1. Натягиваемый одноразовый подгузник, который составляют промежностный сегмент; передний сегмент, который находится спереди относительно промежностного сегмента; задний сегмент, который находится сзади относительно промежностного сегмента; и пара боковых швов, которые образуют при соединении обе поперечные боковые краевые части переднего сегмента и соответствующие поперечные боковые краевые части заднего сегмента, причем:
натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует переднезаднему направлению пользователя, и поперечное направление, которое является перпендикулярным по отношению к продольному направлению;
перед надеванием подгузника каждый боковой шов проходит прямолинейно в продольном направлении подгузника, в отличие от ношения подгузника; и
при ношении подгузника каждый боковой шов проходит таким образом, что он изгибается в продольном направлении подгузника.
[0132] 2. Натягиваемый одноразовый подгузник по пункту 1, который изгибается по ширине в поперечном направлении бокового шва, причем изгиб при ношении подгузника составляет предпочтительно 1 мм или более и предпочтительнее 2 мм или более; предпочтительно 30 мм или менее и предпочтительнее 20 мм или менее.
3. Натягиваемый одноразовый подгузник по пункту 1 или 2, причем:
каждый боковой шов включает соединенную часть, которая проходит в продольном направлении подгузника; и
никакая несоединенная часть не находится снаружи по отношению к соединенной части в поперечном направлении подгузника.
4. Натягиваемый одноразовый подгузник по любому из пунктов 1-3, в котором:
в каждом из переднего сегмента и заднего сегмента многочисленные эластичные элементы, проходящие в поперечном направлении подгузника, располагаются в растянутом состоянии с промежуточными интервалами в продольном направлении подгузника;
по меньшей мере, одна концевая часть эластичного элемента, расположенного в переднем сегменте, и, по меньшей мере, одна концевая часть эластичного элемента, расположенного в заднем сегменте, достигают бокового шва или его окрестности; и
при наблюдении в продольном направлении подгузника положение концевой части, в боковом шве, каждого эластичного элемента, расположенного в переднем сегменте, не соответствует положению концевой части, в боковом шве, каждого эластичного элемента, расположенного в заднем сегменте.
5. Натягиваемый одноразовый подгузник по пункту 4, в котором положение концевой части, в боковом шве, каждого эластичного элемента, расположенного в заднем сегменте, представляет собой практически среднее положение между положениями соответствующих концевых частей, в боковом шве, двух эластичных элементов, которые располагаются в переднем сегменте и прилегают друг к другу с промежуточным интервалом в продольном направлении подгузника.
6. Натягиваемый одноразовый подгузник по пункту 4 или 5, в котором положение концевой части, в боковом шве, каждого эластичного элемента, расположенного в переднем сегменте, представляет собой практически среднее положение между положениями соответствующих концевых частей, в боковом шве, двух эластичных элементов, которые располагаются в заднем сегменте и прилегают друг к другу с промежуточным интервалом в продольном направлении подгузника.
[0133] 7. Натягиваемый одноразовый подгузник по любому из пунктов 4-6, в котором соответствующие концевые части, в боковом шве, эластичных элементов расположенный в переднем сегменте располагаются поочередно, в продольном направлении бокового шва, с соответствующими концевыми частями, в боковом шве, эластичных элементов расположенный в заднем сегменте.
8. Натягиваемый одноразовый подгузник по любому из пунктов 4-7, в котором интервал между двумя эластичными элементами, расположенными в переднем сегменте и прилегающими друг к другу с промежуточным интервалом в продольном направлении, является практически таким же, как интервал между двумя эластичными элементами, расположенными в заднем сегменте и прилегающими друг к другу с промежуточным интервалом в продольном направлении.
9. Натягиваемый одноразовый подгузник по любому из пунктов 4-8, в котором интервал между двумя эластичными элементами, расположенными в переднем сегменте и прилегающими друг к другу с промежуточным интервалом в продольном направлении, и интервал между двумя эластичными элементами, расположенными в заднем сегменте и прилегающими друг к другу с промежуточным интервалом в продольном направлении, составляет предпочтительно 2 мм или более и предпочтительнее 4 мм или более; предпочтительно 20 мм или менее и предпочтительнее 15 мм или менее.
10. Натягиваемый одноразовый подгузник по любому из пунктов 1-9, 20 в котором боковой шов образует относительно прямолинейная соединенная часть, которая представляет собой непрерывную линию, проходящую в продольном направлении подгузника.
11. Натягиваемый одноразовый подгузник по любому из пунктов 1-10, в котором:
боковой шов образует относительно прямолинейная соединенная часть, которая представляет собой непрерывную линию, проходящую в продольном направлении подгузника; и
ширина соединенной части составляет предпочтительно 0,01 мм или более и предпочтительнее 0,1 мм или более; предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее.
[0134] 12. Натягиваемый одноразовый подгузник по любому из пунктов 1-11, в котором толщина бокового шва составляет предпочтительно 0,2 мм или более и предпочтительнее 0,25 мм или более; предпочтительно 2 мм или менее и предпочтительнее 1,5 мм или менее.
13. Натягиваемый одноразовый подгузник по любому из пунктов 1-12, в котором:
при наблюдении в продольном направлении подгузника положение концевой части, в боковом шве, каждого эластичного элемента, расположенного в переднем сегменте, практически соответствует положению концевой части, в боковом шве, каждого эластичного элемента, расположенного в заднем сегменте;
многочисленные эластичные элементы, расположенные в переднем сегменте, включают передние эластичные элементы высокого растяжения, имеющие относительно высокое усилие растяжения, и передние эластичные элементы низкого растяжения, имеющие относительно низкое усилие растяжения, причем передние эластичные элементы высокого растяжения и передние эластичные элементы низкого растяжения располагаются поочередно в продольном направлении подгузника;
множество эластичных элементов, расположенных в заднем сегменте включают задние эластичные элементы высокого растяжения, имеющие относительно высокое усилие растяжения, и задние эластичные элементы низкого растяжения, имеющие относительно низкое усилие растяжения, причем задние эластичные элементы высокого растяжения и задние эластичные элементы низкого растяжения располагаются поочередно в продольном направлении подгузника;
если смотреть в продольном направлении подгузника, положение переднего эластичного элемента высокого растяжения по существу соответствует положению заднего высокого растяжения эластичного элемента низкого растяжения, и положение переднего эластичного элемента низкого растяжения по существу соответствует положению заднего эластичного элемента высокого растяжения; и
усилие растяжении переднего эластичного элемента высокого растяжения относительно выше усилия растяжения заднего эластичного элемента низкого растяжения, и усилие растяжения заднего эластичного элемента высокого растяжения относительно выше усилия растяжения переднего эластичного элемента низкого растяжения.
14. Натягиваемый одноразовый подгузник по пункту 13, в котором усилие при растяжении переднего эластичного элемента высокого растяжения по существу равно усилию растяжения заднего эластичного элемента высокого растяжения, и усилие растяжения переднего эластичного элемента низкого растяжения по существу равно усилию растяжения заднего эластичного элемента низкого растяжения.
15. Натягиваемый одноразовый подгузник по пункту 13 или 14, в котором усилие растяжения является изменяемым за счет зменения толщины каждого эластичного элемента.
16. Натягиваемый одноразовый подгузник по пункту 13 или 14, в котором усилие растяжения изменяется при изменении степени растяжения каждого эластичного элемента.
[0135] 17. Натягиваемый одноразовый подгузник по любому из пунктов 1-16, в котором толщина бокового шва составляет более чем толщина каждого переднего сегмента и заднего сегмента, которые составляют боковой шов, в соответствующих секциях, прилегающих к боковому шву.
18. Натягиваемый одноразовый подгузник по любому из пунктов 1-17, причем:
подгузник включает удлиненный в поперечном направлении прямоугольный передний сегмент, расположенный на передней стороне пользователя; удлиненный в поперечном направлении прямоугольный задний сегмент, расположенный на задней стороне пользователя; и абсорбирующий элемент, соединенный таким образом, чтобы соединять передний сегмент и задний сегмент; и
положение верхней стороны переднего сегмента отличается от положения верхней стороны заднего сегмента, и в результате этого образуется ступенька в верхней части бокового шва.
19. Натягиваемый одноразовый подгузник по любому из пунктов 1-17, причем:
подгузник включает удлиненный в поперечном направлении прямоугольный передний сегмент, расположенный на передней стороне пользователя; удлиненный в поперечном направлении прямоугольный задний сегмент, расположенный на задней стороне пользователя; и абсорбирующий элемент, соединенный таким образом, чтобы соединять передний сегмент и задний сегмент; и
положение нижней стороны переднего сегмента отличается от положения нижней стороны заднего сегмента, и в результате этого, образуется ступенька в нижней части бокового шва.
20. Натягиваемый одноразовый подгузник по любому из пунктов 1-17, в котором:
подгузник включает: удлиненный в поперечном направлении прямоугольный передний сегмент, расположенный на передней стороне пользователя; удлиненный в поперечном направлении прямоугольный задний сегмент, расположенный на задней стороне пользователя; и абсорбирующий элемент, соединенный таким образом, чтобы соединять передний сегмент и задний сегмент; и
положение верхней стороны переднего сегмента является таким же, как положение верхней стороны заднего сегмента, и углубление, которое представляет собой клинообразный вырез, присутствует в верхней части каждого бокового шва.
21. Натягиваемый одноразовый подгузник по любому из пунктов 1-17, в котором:
подгузник включает: удлиненный в поперечном направлении прямоугольный передний сегмент, расположенный на передней стороне пользователя; удлиненный в поперечном направлении прямоугольный задний сегмент, расположенный на задней стороне пользователя; и абсорбирующий элемент, соединенный таким образом, чтобы соединять передний сегмент и задний сегмент; и
положение нижней стороны переднего сегмента является таким же, как положение нижней стороны заднего сегмента, и углубление, которое представляет собой клинообразный вырез, присутствует в нижней части каждого бокового шва.
[0136] 22. Натягиваемый одноразовый подгузник по любому из пунктов 1-21, причем:
натягиваемый одноразовый подгузник дополнительно включает наружное покрытие, образующее наружную поверхность подгузника;
каждый боковой шов включает уплотненную краевую часть, причем краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте соединяются непрерывно линейной термосваренной частью, которая проходит в направлении длины бокового шва; и
в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, если длина термосваренной части в направлении изнутри наружу, которое проходит от стороны, расположенной ближе к коже пользователя подгузника, к стороны, расположенной дальше от кожи пользователя подгузника, представляет собой ширину W, и длина термосваренной части в направлении, перпендикулярном внутренне-наружному направлению в центральном положении ширины W, представляет собой толщину T, толщина T термосваренной части составляет не более чем суммарная толщина наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента, и толщина T термосваренной части составляет более чем толщина, по меньшей мере, одного покрытия из наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента.
[0137] 23. Натягиваемый одноразовый подгузник по пункту 22, в котором толщина T термосваренной части составляет более чем толщина каждого покрытия из наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента.
24. Натягиваемый одноразовый подгузник по пункту 22 или 23, в котором ширина W термосваренной части составляет менее чем толщина T термосваренной части.
25. Натягиваемый одноразовый подгузник по любому из пунктов 22-24, в котором процентное соотношение (%) толщины T термосваренной части и суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента составляет предпочтительно 100% или менее и предпочтительнее 95% или менее; предпочтительно 30% или более и предпочтительнее 50% или более.
26. Натягиваемый одноразовый подгузник по любому из пунктов 22-25, в котором разность (Ta+Tb-T) толщины T термосваренной части и суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента составляет предпочтительно 0,00 мм или более и предпочтительнее 0,02 мм или более; предпочтительно 0,25 мм или менее и предпочтительнее 0,20 мм или менее.
27. Натягиваемый одноразовый подгузник по любому из пунктов 22-26, в котором процентное соотношение (%) толщины T термосваренной части и толщины Ta наружного покрытия на стороне переднего сегмента или толщина Tb наружного покрытия на стороне заднего сегмента составляет предпочтительно 110% или более и предпочтительнее 150% или более; предпочтительно 300% или менее и предпочтительнее 200% или менее.
[0138] 28. Натягиваемый одноразовый подгузник по любому из пунктов 22-27, в котором разность (T-Ta; T-Tb) между толщиной T термосваренной части и каждая толщиной из толщины Ta наружного покрытия на стороне переднего сегмента и толщины Tb наружного покрытия на стороне заднего сегмента составляет предпочтительно 0,05 мм или более и предпочтительнее 0,10 мм или более; предпочтительно 2,00 мм или менее и предпочтительнее 1,00 мм или менее.
29. Натягиваемый одноразовый подгузник по любому из пунктов 22-28, в котором ширина W термосваренной части по отношению к толщине T составляет предпочтительно 95% или менее и предпочтительнее 50% или менее; предпочтительно 10% или более и предпочтительнее 30% или более.
30. Натягиваемый одноразовый подгузник по любому из пунктов 22-29, в котором ширина W термосваренной части составляет предпочтительно 2,0 мм или менее, предпочтительнее менее чем 1,0 мм и еще предпочтительнее менее чем 0,3 мм.
31. Натягиваемый одноразовый подгузник по любому из пунктов 22-30, в котором:
область выступов и углублений, в которой форма поперечного сечения превращается в форму непрерывной волны посредством сокращения эластичных элементов, расположенных в наружном покрытии, образуется в секции, прилегающей к боковому шву, по меньшей мере, в одном покрытии из наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента; и
при ношении подгузника толщина T термосваренной части составляет менее чем максимальная высота области выступов и углублений.
32. Натягиваемый одноразовый подгузник по пункту 31, в котором толщина T термосваренной части по отношению к максимальной высоте области выступов и углублений составляет предпочтительно 70% или менее, предпочтительнее 50% или менее, еще предпочтительнее 20% или менее.
[0139] 33. Натягиваемый одноразовый подгузник по любому из пунктов 22-32, в котором, на стороне снаружи термосваренной части в направлении изнутри наружу, в уплотненной краевой части отсутствует секция, в которой составляющие волокна наружного покрытия сохраняют свою волокнистую форму.
34. Натягиваемый предмет одежды по любому из пунктов 22-33, в котором:
предмет одежды дополнительно включает отверстие для талии и пару отверстий для ног; и
каждая уплотненная краевая часть образуется на протяжении всей длины между отверстием для талии и каждым отверстием для ноги.
35. Натягиваемый одноразовый подгузник по любому из пунктов 22-34, в котором ширина W термосваренной части составляет менее чем 0,3 мм, и толщина T термосваренной части составляет более чем или равняется 0,3 мм.
[0140] 36. Натягиваемый одноразовый подгузник по любому из пунктов 1-35, причем:
натягиваемый одноразовый подгузник имеет, в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, направление P изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя подгузника, до стороны, расположенной дальше от кожи пользователя подгузника, и направление толщины Q, которое представляет собой направление, перпендикулярное направлению P изнутри наружу;
термосваренная часть включает первую концевую часть в направлении толщины Q; вторую концевую часть в направлении толщины Q и внутреннюю концевую часть, которая располагается между первой концевой частью и второй концевой частью, и которая занимает ближайшее положение по отношению к коже пользователя; и
расстояние Dw вдоль направления P изнутри наружу и между, по меньшей мере, одной из части, представляющей собой первую концевую часть или вторую концевую часть, и внутренней концевой частью составляет не менее чем расстояние Dc вдоль направления P изнутри наружу и между внутренней концевой частью и точкой, противоположной внутренней концевой части и находящейся на наружном крае термосваренной части.
[0141] 37. Натягиваемый одноразовый подгузник по пункту 36, в котором, что касается первой концевой части термосваренной части в направлении толщины Q и второй концевой части термосваренной части в направлении толщины Q, расстояние Dw для концевой части на стороне переднего сегмента и расстояние Dw для концевой части на стороне заднего сегмента одновременно составляют не менее чем расстояние Dc.
38. Натягиваемый одноразовый подгузник по пункту 36 или 37, в котором расстояние Dw составляет более чем расстояние Dc.
39. Натягиваемый одноразовый подгузник по любому из пунктов 36-38, в котором расстояние Dw составляет более чем расстояние Dc предпочтительно, по меньшей мере, в 1,3 раза, предпочтительнее, по меньшей мере, в 2,0 раза и еще предпочтительнее, по меньшей мере, в 3,0 раза; и расстояние Dw составляет более чем расстояние Dc предпочтительно не более чем в 8,0 раз, предпочтительнее не более чем в 4,0 раза, и соотношение расстояния Dw и расстояния Dc составляет предпочтительно от 1,3 до 8,0 и предпочтительнее от 2,0 до 4,0.
40. Натягиваемый одноразовый подгузник по любому из пунктов 36-39, в котором, в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, наружный край термосваренной части имеет форму, которая углублена внутрь во внутренне-наружном направлении.
41. Натягиваемый одноразовый подгузник по любому из пунктов 36-40, в котором расстояние Dw составляет не менее чем толщина Tc термосваренной части в центральном положении, где расстояние Dw делится пополам.
[0142] 42. Натягиваемый одноразовый подгузник по любому из пунктов 36-41, в котором расстояние Dw составляет более чем толщина Tc предпочтительно более чем на 5% и предпочтительнее, по меньшей мере, на 10%, и расстояние Dw составляет более чем толщина Tc предпочтительно не более чем на 50% и предпочтительнее не более чем на 30%.
43. Натягиваемый одноразовый подгузник по любому из пунктов 36-42, в котором секция бокового шва, расположенная снаружи по отношению к внутренней концевой части во внутренне-наружном направлении, разрывается легче, чем секция, расположенная внутри по отношению к внутренней концевой части.
44. Натягиваемый одноразовый подгузник по любому из пунктов 36-43, в котором расстояние Dw или расстояние Dc термосваренной части составляет предпочтительно 2,0 мм или менее и предпочтительнее менее чем 1,0 мм.
45. Натягиваемый одноразовый подгузник по любому из пунктов 36-44, в котором расстояние Dw и расстояние Dc термосваренной части одновременно составляют предпочтительно 2,0 мм или менее и предпочтительнее менее чем 1,0 мм.
46. Натягиваемый одноразовый подгузник по любому из пунктов 36-45, в котором расстояние Dw составляет 0,05 мм или более.
47. Натягиваемый одноразовый подгузник по любому из пунктов 36-46, в котором, по отношению к толщине переднего сегмента и заднего сегмента, толщина секции, расположенной снаружи по отношению к внутренней концевой части во внутренне-наружном направлении, составляет менее чем толщина секции, расположенной внутри по отношению к внутренней концевой части.
48. Натягиваемый одноразовый подгузник по любому из пунктов 36-47, в котором, на стороне снаружи термосваренной части во внутренне-наружном направлении P, в уплотненной краевой части отсутствует секция, в которой составляющие волокна наружного покрытия сохраняют свою волокнистую форму.
[0143] 49. Натягиваемый предмет одежды, включающий наружное покрытие, образующее наружную поверхность предмета одежды, в котором:
пара боковых швов, отверстие для талии и пара отверстий для ног образуются посредством соединения обеих поперечных боковых краевых частей наружного покрытия в переднем сегменте корпуса с соответствующими поперечными боковыми краевыми частями наружного покрытия в заднем сегменте корпуса;
каждый боковой шов включает уплотненную краевую часть, причем краевая часть наружного покрытия в переднем сегменте корпуса и краевая часть наружного покрытия в заднем сегменте корпуса соединяются непрерывно линейной термосваренной частью, которая проходит в направлении длины бокового шва; и
в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, если длина термосваренной части в направлении изнутри наружу, которое проходит от стороны предмета одежды, расположенной ближе к коже пользователя, к стороне предмета одежды, расположенной дальше от коже пользователя, представляет собой ширину W, и длина термосваренной части в направлении, перпендикулярном направлению изнутри наружу в центре ширины W, представляет собой толщину T, толщина T термосваренной части составляет не более чем суммарная толщина наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса, и толщина T термосваренной части составляет более чем толщина, по меньшей мере, одного покрытия из наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса.
[0144] 50. Натягиваемый предмет одежды по пункту 49, в котором толщина T термосваренной части составляет более чем толщина каждого покрытия из наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса.
51. Натягиваемый предмет одежды по пункту 49 или 50, в котором ширина W термосваренной части составляет менее чем толщина T термосваренной части.
52. Натягиваемый предмет одежды по любому из пунктов 49-51, в котором процентное соотношение (%) толщины T термосваренной части и суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса составляет предпочтительно 100% или менее и предпочтительнее 95% или менее; предпочтительно 30% или более и предпочтительнее 50% или более.
53. Натягиваемый предмет одежды по любому из пунктов 49-52, в котором разность (Ta+Tb-T) толщины T термосваренной части и суммарной толщины (Ta+Tb) наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса составляет предпочтительно 0,00 мм или более и предпочтительнее 0,02 мм или более; предпочтительно 0,25 мм или менее и предпочтительнее 0,20 мм или менее.
54. Натягиваемый предмет одежды по любому из пунктов 49-53, в котором процентное соотношение (%) толщины T термосваренной части и толщины Ta наружного покрытия на стороне переднего сегмента корпуса или толщина Tb наружного покрытия на стороне заднего сегмента корпуса составляет предпочтительно 110% или более и предпочтительнее 150% или более; предпочтительно 300% или менее и предпочтительнее 200% или менее.
[0145] 55. Натягиваемый предмет одежды по любому из пунктов 49-54, в котором разность (T-Ta; T-Tb) между толщиной T термосваренной части и каждой толщиной из толщины Ta наружного покрытия на стороне переднего сегмента корпуса и толщины Tb наружного покрытия на стороне заднего сегмента корпуса составляет предпочтительно 0,05 мм или более и предпочтительнее 0,10 мм или более; предпочтительно 2,00 мм или менее и предпочтительнее 1,00 мм или менее.
56. Натягиваемый предмет одежды по любому из пунктов 49-55, в котором ширина W термосваренной части по отношению к толщине T составляет предпочтительно 95% или менее и предпочтительнее 50% или менее; предпочтительно 10% или более и предпочтительнее 30% или более.
57. Натягиваемый предмет одежды по любому из пунктов 49-56, в котором ширина W термосваренной части составляет предпочтительно 2,0 мм или менее, предпочтительнее менее чем 1,0 мм и еще предпочтительнее менее чем 0,3 мм.
58. Натягиваемый предмет одежды по любому из пунктов 49-57, в котором:
область выступов и углублений, в которой форма поперечного сечения превращается в форму непрерывной волны посредством сокращения эластичных элементов, расположенных в наружном покрытии, образуется в секции, прилегающей к боковому шву, по меньшей мере, в одном покрытии из наружного покрытия на стороне переднего сегмента корпуса и наружного покрытия на стороне заднего сегмента корпуса; и
при ношении подгузника толщина T термосваренной части составляет менее чем максимальная высота области выступов и углублений.
59. Натягиваемый предмет одежды по пункту 58, в котором толщина T термосваренной части по отношению к максимальной высоте области выступов и углублений составляет предпочтительно 70% или менее, предпочтительнее 50% или менее и еще предпочтительнее 20% или менее.
60. Натягиваемый предмет одежды по любому из пунктов 49-59, в котором, на стороне снаружи термосваренной части в направлении изнутри наружу, в уплотненной краевой части отсутствует секция, в которой составляющие волокна наружного покрытия сохраняют свою волокнистую форму.
[0146] 61. Натягиваемый предмет одежды по любому из пунктов 49-60, в котором каждый уплотненная краевая часть образуется на протяжении всей длины между отверстием для талии и каждым отверстием для ноги.
62. Натягиваемый предмет одежды по любому из пунктов 49-61, в котором ширина W термосваренной части составляет менее чем 0,3 мм, и толщина T термосваренной части составляет более чем или равняется 0,3 мм.
[0147] 63. Натягиваемый предмет одежды, включающий наружное покрытие, образующее наружную поверхность предмета одежды, в котором:
пара боковых швов, отверстие для талии и пара отверстий для ног образуются посредством соединения обеих поперечных боковых краевых частей наружного покрытия в переднем сегменте корпуса с соответствующими поперечными боковыми краевыми частями наружного покрытия в заднем сегменте корпуса;
натягиваемый предмет одежды имеет, в поперечном сечении, перпендикулярном направлению, вдоль которого проходит боковой шов, направление P изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя предмета одежды, к стороне, расположенной дальше от кожи пользователя предмета одежды, и направление толщины Q, которое представляет собой направление, перпендикулярное направлению P изнутри наружу;
каждый боковой шов включает уплотненную краевую часть, причем краевая часть наружного покрытия в переднем сегменте корпуса и краевая часть наружного покрытия в заднем сегменте корпуса соединяются непрерывно линейной термосваренной частью, которая проходит в направлении длины бокового шва; и
термосваренная часть включает первую концевую часть в направлении толщины Q; вторую концевую часть в направлении толщины Q и внутреннюю концевую часть, которая располагается между первой концевой частью и второй концевой частью и которая занимает ближайшее положение к коже пользователя; и
расстояние Dw вдоль направления P изнутри наружу и между, по меньшей мере, одной из части, представляющей собой первую концевую часть или вторую концевую часть, и внутренней концевой частью составляет не менее чем расстояние Dc вдоль направления P изнутри наружу и между внутренней концевой частью и точкой, противоположной внутренней концевой части и находящейся на наружном крае термосваренной части.
64. Натягиваемый предмет одежды по пункту 63, в котором, что касается двух концевых частей термосваренная часть в направлении толщины Q, расстояние Dw для концевой части на стороне переднего сегмента корпуса и расстояние Dw для концевой части на стороне заднего сегмента корпуса одновременно составляют не менее чем расстояние Dc.
65. Натягиваемый предмет одежды по пункту 63 или 64, в котором расстояние Dw составляет более чем расстояние Dc.
66. Натягиваемый предмет одежды по любому из пунктов 63-65, в котором соотношение расстояние Dw и расстояния Dc составляет предпочтительно, по меньшей мере, 1,3, предпочтительнее, по меньшей мере, 2,0 и еще предпочтительнее, по меньшей мере, 3,0; и соотношение расстояние Dw и расстояния Dc составляет предпочтительно не более чем 8,0, предпочтительнее не более чем 4,0; и предпочтительно от 1,3 до 8,0 и предпочтительнее от 2,0 до 4,0.
67. Натягиваемый предмет одежды по любому из пунктов 63-66, в котором, в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, наружный край термосваренной части имеет форму, которая углублена внутрь во внутренне-наружном направлении.
68. Натягиваемый предмет одежды по любому из пунктов 63-67, в котором расстояние Dw составляет не менее чем толщина Tc термосваренной части в центральном положении, где расстояние Dw делится пополам.
69. Натягиваемый предмет одежды по любому из пунктов 63-68, в котором расстояние Dw составляет более чем толщина Tc предпочтительно более чем на 5% и предпочтительнее, по меньшей мере, на 10%; предпочтительно не более чем на 50% и предпочтительнее не более чем на 30%.
70. Натягиваемый предмет одежды по любому из пунктов 63-69, в котором секция бокового шва, расположенная снаружи по отношению к внутренней концевой части во внутренне-наружном направлении, разрывается легче, чем секция, расположенная внутри по отношению к внутренней концевой части.
71. Натягиваемый предмет одежды по любому из пунктов 63-70, в котором расстояние Dw или расстояние Dc термосваренной части 40 составляет предпочтительно 2,0 мм или менее и предпочтительнее менее чем 1,0 мм.
72. Натягиваемый предмет одежды по любому из пунктов 63-71, в котором расстояние Dw и расстояние Dc термосваренной части 40 одновременно составляют предпочтительно 2,0 мм или менее и предпочтительнее менее чем 1,0 мм.
73. Натягиваемый предмет одежды по любому из пунктов 63-72, в котором расстояние Dw составляет 0,05 мм или более.
74. Натягиваемый предмет одежды по любому из пунктов 63-73, в котором, по отношению к толщине переднего сегмента корпуса и задний сегмент корпуса, толщина секции, расположенной снаружи по отношению к внутренней концевой части в направлении изнутри наружу, составляет менее чем толщина секции, расположенной внутри по отношению к внутренней концевой части.
75. Натягиваемый предмет одежды по любому из пунктов 63-74, в котором, на стороне снаружи термосваренной части в направлении P изнутри наружу, в уплотненной краевой части отсутствует секция, в которой составляющие волокна наружного покрытия сохраняют свою волокнистую форму.
76. Натягиваемый предмет одежды по любому из пунктов 63-75, в котором натягиваемый предмет одежды представляет собой натягиваемый одноразовый подгузник.
Примеры
[0148] Далее настоящее изобретение будет описано более подробно с представлением примеров. Однако настоящее изобретение не ограничивается данными примерами.
[0149] Пример 1
Натягиваемый одноразовый подгузник, имеющий такую же основную конструкцию, как подгузник 101, проиллюстрированный на фиг. 14-16, изготавливали, осуществляя способ изготовления, проиллюстрированный на фиг. 20. Абсорбирующий элемент имеющегося в продаже натягиваемого одноразового подгузника (изделие под наименованием "Merries Pants", изготовленное в 2012 г. компанией Kao Corporation) использовали в качестве абсорбирующего элемента, и фильерное нетканое полотно, состоящее из одинарного полипропиленового волокна и имеющее поверхностную плотность 17 г/м2, использовали, изготавливая каждый лист, в том числе наружный лист 131 и внутренний лист 132, которые составляют наружное покрытие. В процессе изготовления подгузника согласно примеру 1 лазерное излучение использовали в качестве средства для плавления и резания непрерывного полотна для подгузников для подгузников (непрерывное многослойное наружное покрытие), и секция в непрерывном полотне для подгузников, где на образуемый боковой шов воздействовало лазерное излучение для плавления и резания этой секции, и в результате этого получился боковой шов. Воздействие лазерного излучения осуществляли, используя устройство, имеющее такую же конструкцию, как лазерное соединительное устройство, проиллюстрированное на фиг. 6. В качестве источника лазерного излучения использовали углекислотный лазер, мощность лазерного излучения составляла 24 Вт, и скорость сканирования составляла 325 мм/с.
[0150] Сравнительный пример 1
Натягиваемый одноразовый подгузник изготавливали таким же способом, как в примере 1, за исключением того, что в процессе изготовления подгузника вместо плавления и резания с использованием лазерного излучения осуществляли термическую сварку, в которой использовали термокомпрессионное устройство (нагревательное роликовое устройство), и физическое резание термосваренной части (уплотненной части), используя режущее устройство, и в результате этого получился боковой шов.
[0151] Сравнительный пример 2
Натягиваемый одноразовый подгузник изготавливали таким же способом, как в сравнительном примере 1, за исключением того, использована иная ширина, чем в сравнительном примере 1, термосваренной части, которую изготавливали, используя термокомпрессионное устройство (нагревательное роликовое устройство).
[0152] Оценка
Ощущение бокового шва в каждом из подгузников согласно примеру и сравнительным примерам оценивали согласно следующий способ. Результаты представлены ниже в таблице 1.
[0153] Ощущение бокового шва
Восемь участников исследования прикасались указательным пальцем к боковому шву каждого оцениваемого подгузника и оценивали испытываемое при этом ощущение, используя следующий критерий оценки. Среднее число баллов, выставленных двадцатью участниками исследования, рассматривалось как результат оценки для каждого подгузника.
[0154] Критерий оценки ощущения бокового шва
5 баллов: мягкое
4 балла: умеренно мягкое
3 балла: ни жесткое, ни мягкое
2 балла: умеренно жесткое
1 балл: жесткое
[0155]
[0156] Как четко следует из таблицы 1, боковой шов подгузника в примере было мягким и вызывало превосходное ощущение. С другой стороны, в сравнительных примерах 1 и 2, поскольку боковой шов было изготовлено посредством нагревания и сжатия, толщина T бокового шва (термосваренной части) составляла менее чем обе толщины Ta и Tb наружного покрытия в переднем сегменте и заднем сегменте, которые составляют боковой шов, в секциях, не представляющих собой боковой шов, и, таким образом, боковой шов вызывал менее удовлетворительное ощущение, чем в примере.
[0157] Пример 2
Натягиваемый одноразовый подгузник изготавливали таким же способом, как в примере 1, за исключением того, что, в отличие от примера 1, скорость лазерного сканирования составляла 280 мм/с.
[0158] Пример 3
натягиваемый одноразовый подгузник изготавливали таким же способом, как в примере 1, за исключением того, что, в отличие от примера 1, скорость лазерного сканирования составляла 160 мм/с.
[0159] Оценка
Для каждого из подгузников в данных примерах частоту возникновения поперечного разрыва в боковом шве оценивали, осуществляя следующий способ. Результаты представлены ниже в таблице 2. Кроме того, для подгузников в вышеупомянутых сравнительных примерах 1 и 2 частоту возникновения поперечного разрыва в боковом шве оценивали, осуществляя такой же способ. Эти результаты также представлены ниже в таблице 2.
[0160] Частота возникновения поперечного разрыва в боковом шве
Во время разрыва бокового шва по направлению от талии к ноге посредством зажима области передней стороны и области задней стороны в области талии подгузника, если боковой шов подгузника невозможно разорвать с одной попытки, этот подгузник классифицируется и учитывается как "имеющий поперечный разрыв". Это измерение осуществляли по 40 раз для каждого из подгузников согласно примерам и сравнительным примерам. Частота, с которой возникает этот "поперечный разрыв" выражалась в процентном соотношении.
Как четко следует из таблицы 2, в подгузниках согласно примерам частота возникновения поперечного разрыва в боковом шве была низкой, составляя 5% или менее. С другой стороны, в сравнительных примерах 1 и 2 частота возникновения поперечного разрыва составляла 50% и 20%, соответственно, и это означает, что поперечный разрыв возникал с относительно высокой частотой. На основании этих результатов оказывается, что в подгузниках согласно примерам можно эффективно предотвращать поперечный разрыв в боковом шве.
Промышленная применимость
Согласно первой части настоящего изобретения, боковые швы деформируются таким образом, что они проходят, изгибаясь, при ношении подгузника, и, таким образом, боковые швы легко соответствуют по форме телу пользователя и проявляют меньшую склонность к раздражению кожи пользователя.
Согласно вторая часть настоящего изобретения, может быть предложен натягиваемый предмет одежды, который по своему внешнему виду напоминает нижнее белье, несмотря на то, что в нем присутствуют боковые швы, причем данные боковые швы являются мягкими и обладают превосходной текстурой.
Согласно третьей части настоящего изобретения, может быть предложен натягиваемый предмет одежды, у которого боковой шов с меньшей вероятностью разрывается в поперечном направлении, и который можно снимать легко и просто после использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ФОРМЕ ТРУСОВ | 2014 |
|
RU2639962C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ | 2014 |
|
RU2643948C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2767824C1 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ПРЕДМЕТА НИЖНЕГО БЕЛЬЯ | 2014 |
|
RU2661813C2 |
| НАТЯГИВАЕМОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2010 |
|
RU2552767C2 |
| НАТЯГИВАЕМОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2538524C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ | 2011 |
|
RU2575444C2 |
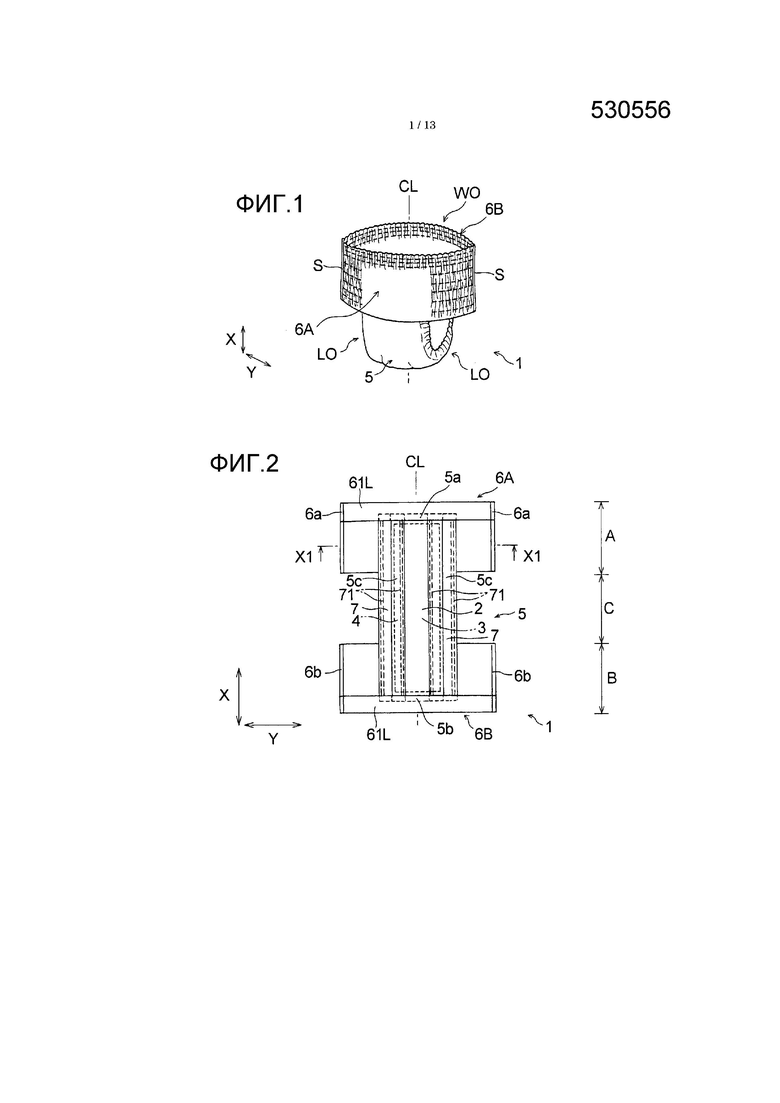
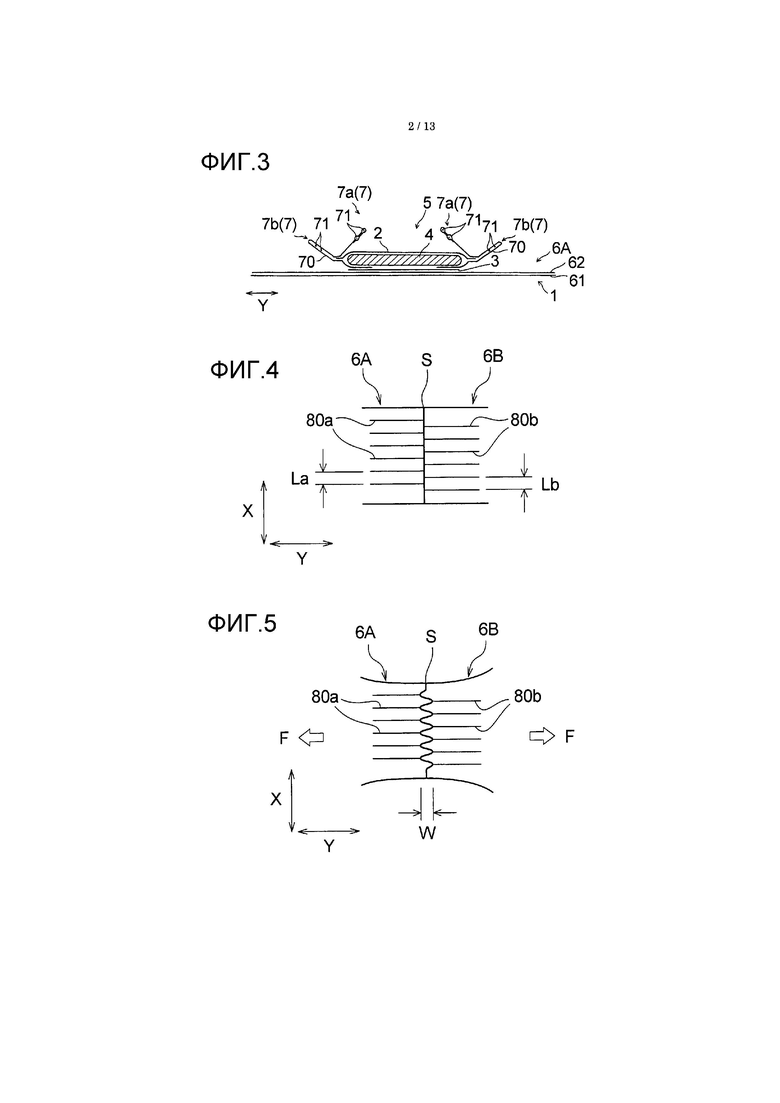


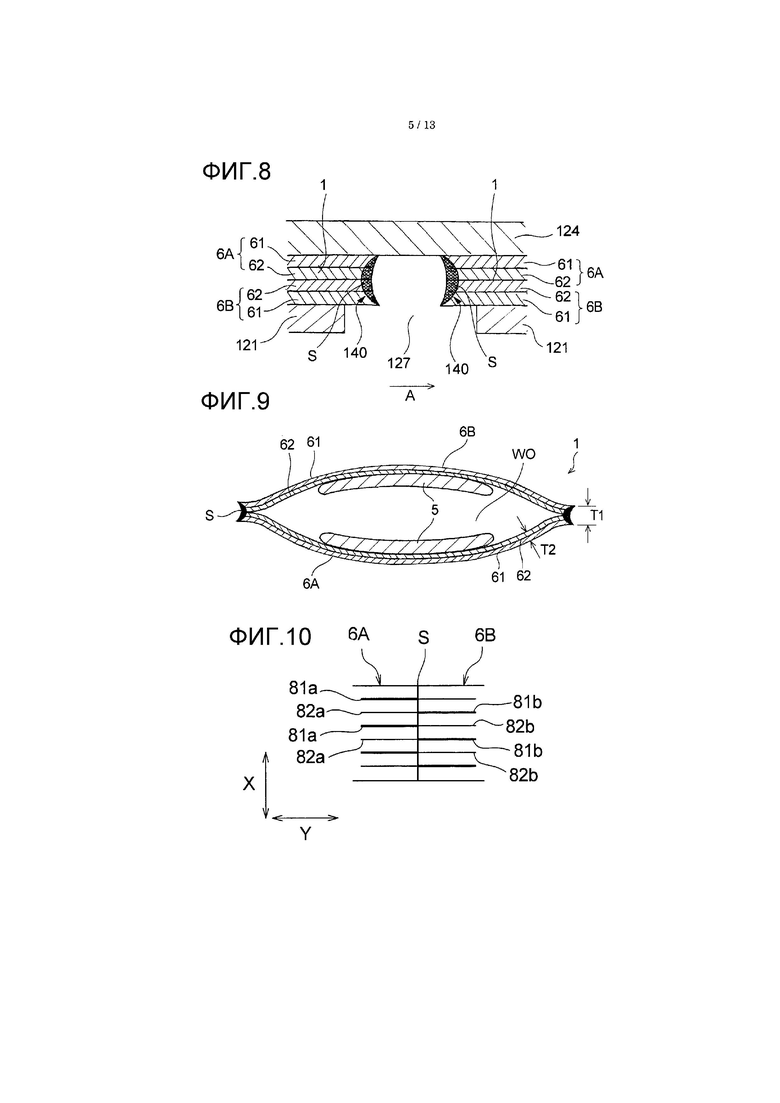
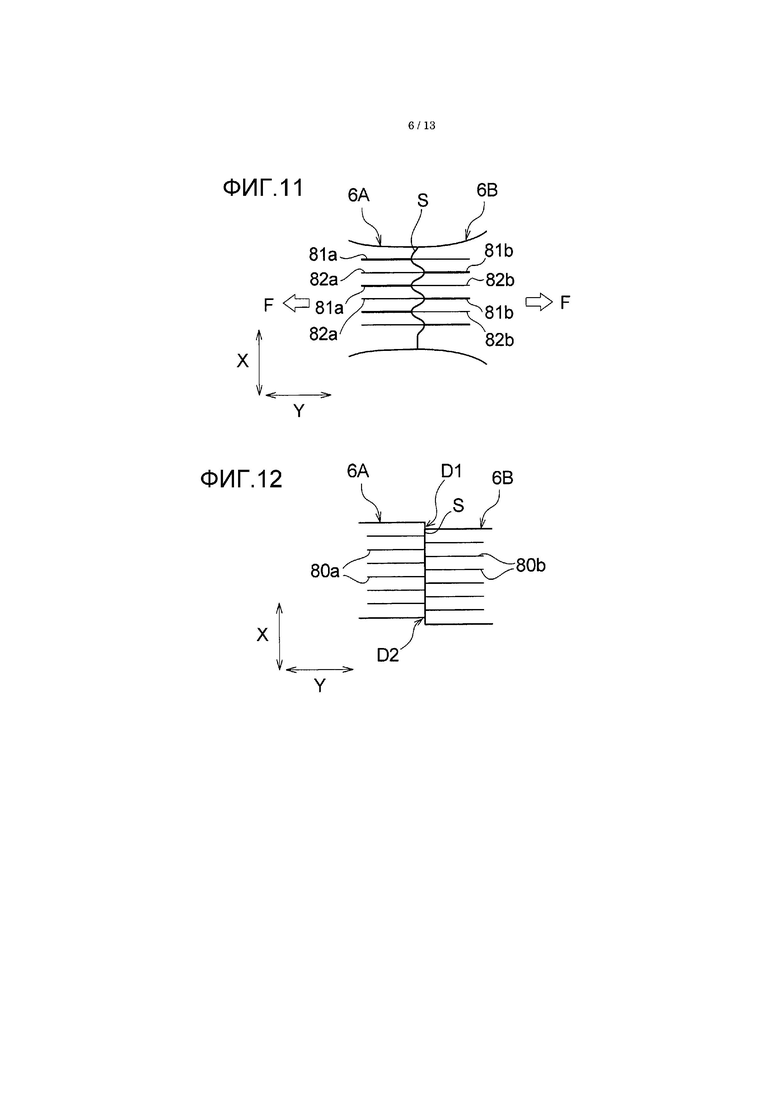
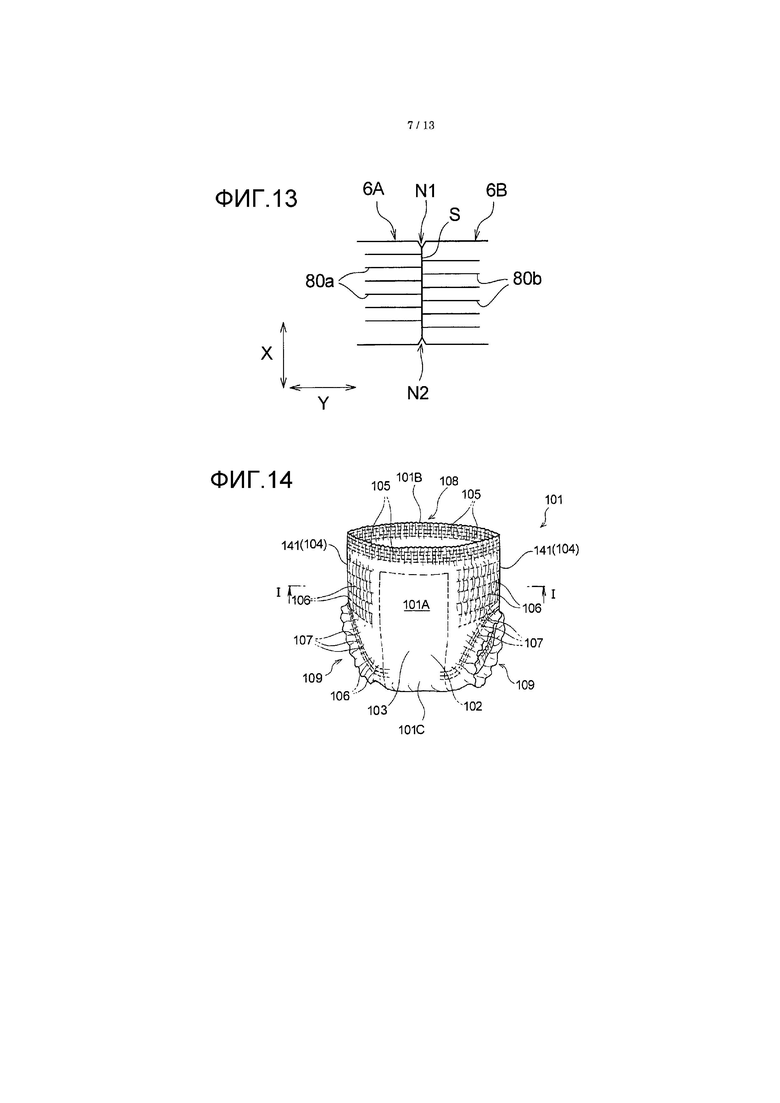

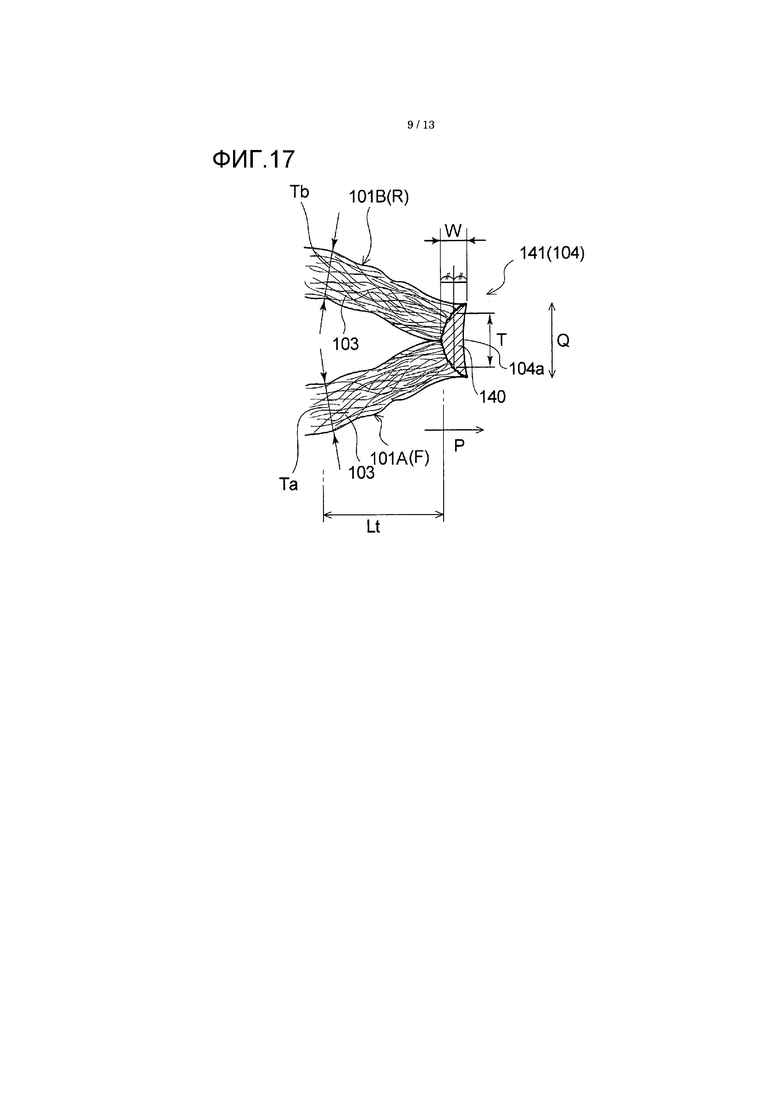
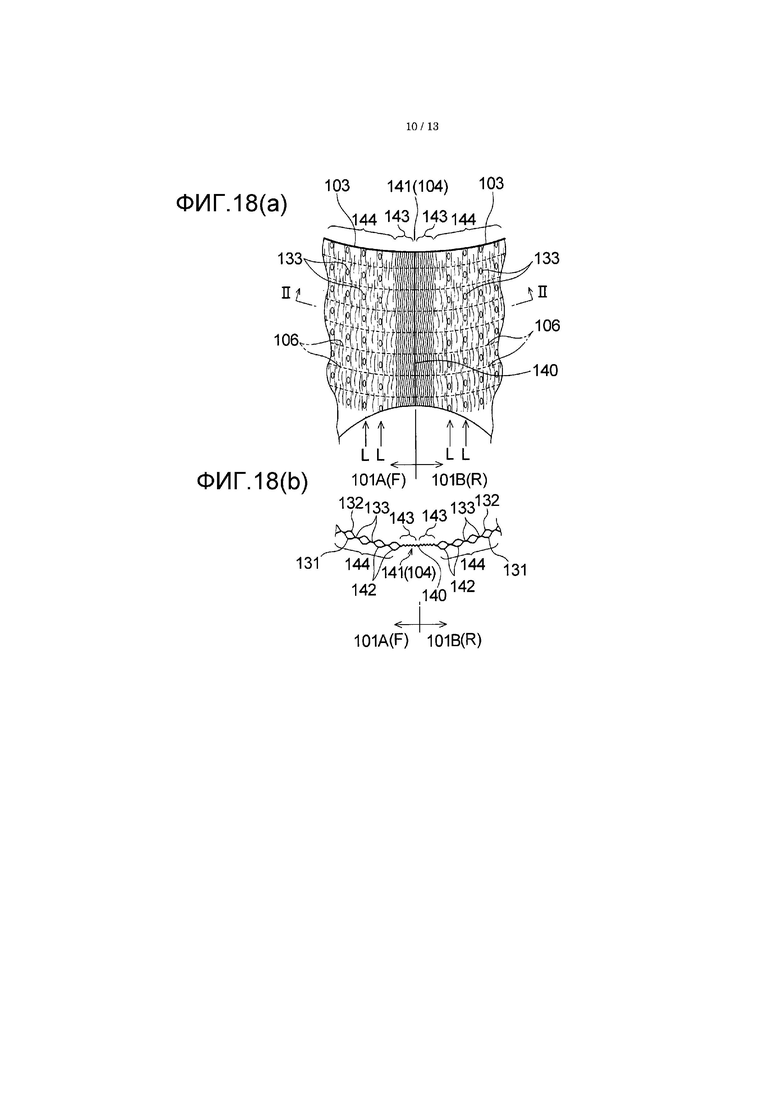
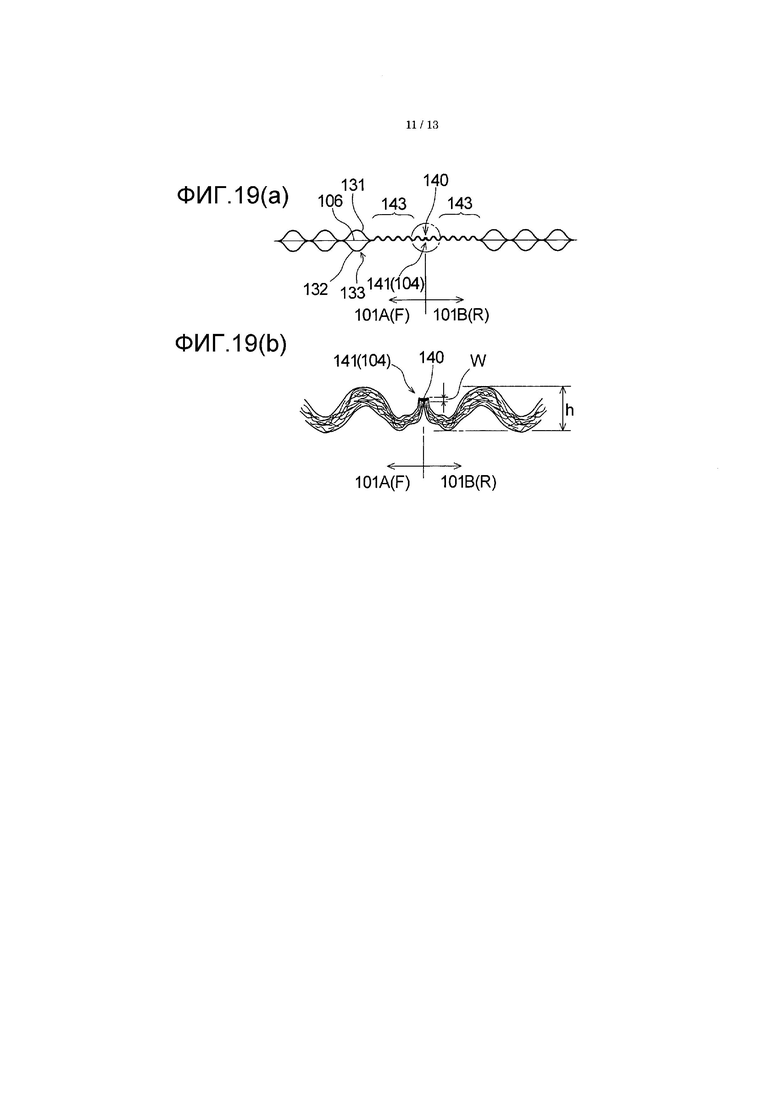
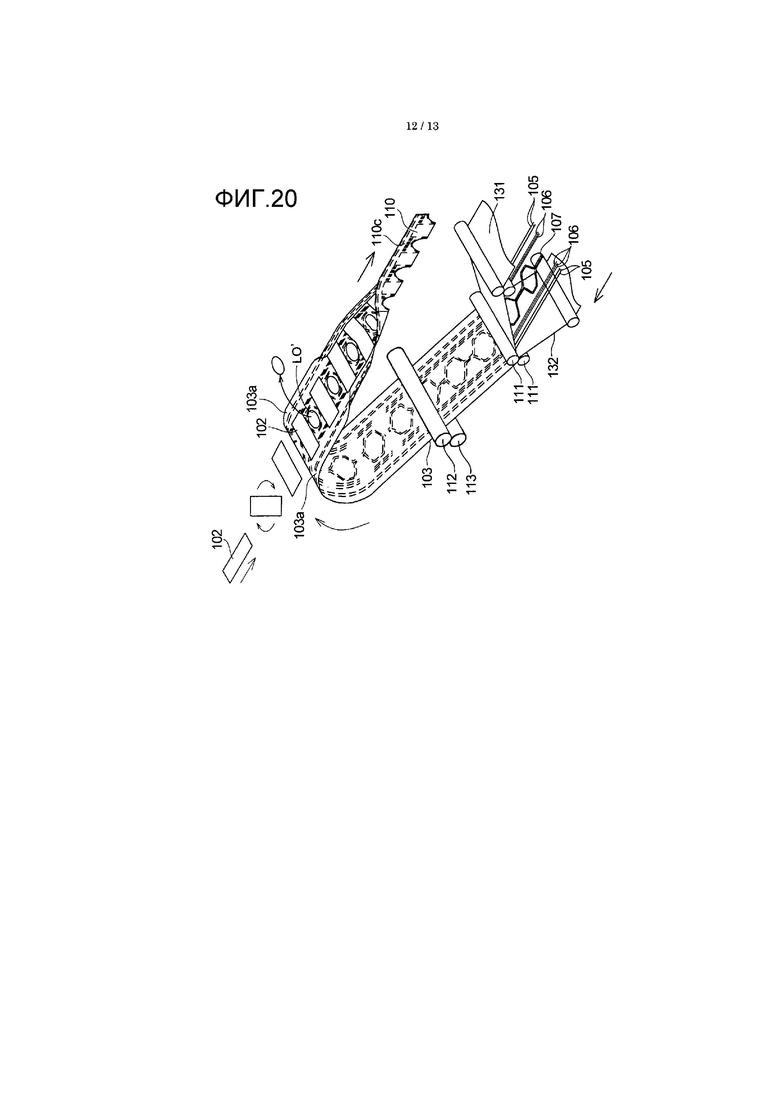
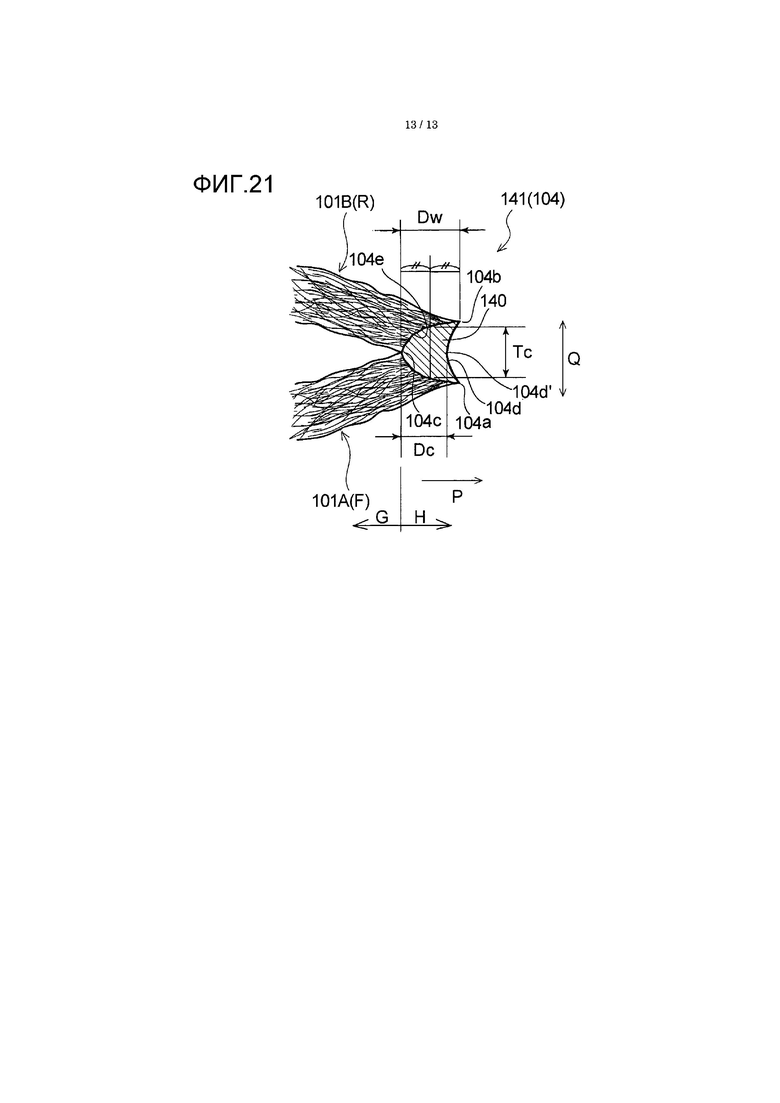
Предложен одноразовый подгузник (1) в форме трусов, который содержит промежностный сегмент (C), передний сегмент (A), задний сегмент (B) и пару сегментов (S) боковых швов. Сегменты (S) боковых швов выполнены таким образом, что перед надеванием подгузника (1), в отличие от процесса ношения подгузника (1), сегменты (S) боковых швов проходят прямолинейно в вертикальном направлении (X) подгузника (1); и при ношении сегменты (S) боковых швов изгибаются в вертикальном направление (X) подгузника (1). Сегменты (S) боковых швов имеют соединенные части, проходящие в вертикальном направлении (X) подгузника (1). Предпочтительно, чтобы не было несоединенных частей снаружи соединенных частей в горизонтальном направлении (Y) подгузника (1). 20 з.п. ф-лы, 25 ил., 2 табл. 
1. Натягиваемый одноразовый подгузник, содержащий промежностный сегмент; передний сегмент, который проходит от промежностного сегмента спереди; задний сегмент, который проходит от промежностного сегмента сзади; и пару боковых швов, образованных посредством соединения обеих поперечных частей боковых краев переднего сегмента с соответствующими поперечными частями боковых краев заднего сегмента, причем:
натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует направлению спереди назад пользователя, и поперечное направление, которое является перпендикулярным продольному направлению; причем
перед надеванием подгузника каждый боковой шов проходит прямолинейно в продольном направлении подгузника по сравнению с ношением подгузника; а
при ношении подгузника каждый боковой шов проходит таким образом, что он изгибается в продольном направлении подгузника, причем
подгузник дополнительно включает в себя наружное покрытие, образующее наружную поверхность подгузника;
каждый боковой шов включает в себя уплотненную краевую часть, в которой краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте соединены сплошной линейной термосваренной частью, которая проходит по длине бокового шва; и
в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, если длина термосваренной части в направлении изнутри наружу, которым является направление от ближней к коже пользователя подгузника стороны к дальней от кожи пользователя подгузника стороне, представляет собой ширину W, и длина термосваренной части в направлении, перпендикулярном направлению изнутри наружу в центре ширины W, представляет собой толщину T, то толщина T термосваренной части меньше или равна суммарной толщине наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента, и толщина T термосваренной части превышает толщину наружного покрытия на стороне переднего сегмента и/или наружного покрытия на стороне заднего сегмента.
2. Подгузник по п. 1, в котором толщина бокового шва превышает толщину каждого из переднего сегмента и заднего сегмента, составляющих боковой шов, в соответствующих секциях, прилегающих к боковому шву.
3. Подгузник по п. 1, в котором толщина T термосваренной части превышает толщину каждого из наружного покрытия на стороне переднего сегмента и наружного покрытия на стороне заднего сегмента.
4. Подгузник по п. 1, в котором ширина W термосваренной части меньше толщины T термосваренной части.
5. Подгузник по п. 1, в котором в секции, прилегающей к боковому шву в наружном покрытии на стороне переднего сегмента и/или наружном покрытии на стороне заднего сегмента, образована область выступов и углублений, в которой форма поперечного сечения превращается в форму непрерывной волны за счет сокращения эластичных элементов, расположенных в наружном покрытии; и при ношении подгузника ширина W термосваренной части меньше максимальной высоты области выступов и углублений.
6. Подгузник по п. 1, в котором на стороне снаружи термосваренной части в направлении изнутри наружу в уплотненной краевой части отсутствует секция, в которой составляющие волокна наружного покрытия сохраняют свою волокнистую форму.
7. Подгузник по п. 1, который дополнительно включает в себя отверстие для талии и пару отверстий для ног; и каждая уплотненная краевая часть образована по всей длине между отверстием для талии и каждым отверстием для ноги.
8. Подгузник по п. 1, в котором ширина W термосваренной части составляет менее 0,3 мм и толщина T термосваренной части превышает или равна 0,3 мм.
9. Подгузник по п. 1, в котором каждый боковой шов включает в себя соединенную часть, которая проходит в продольном направлении подгузника и которая является самой наружной в поперечном направлении подгузника.
10. Подгузник по п. 1, в котором
как в переднем сегменте, так и в заднем сегменте расположено множество эластичных элементов, проходящих в поперечном направлении подгузника и расположенных в растянутом состоянии с интервалами между ними в продольном направлении подгузника;
по меньшей мере, одна концевая часть эластичного элемента, расположенного в переднем сегменте, и, по меньшей мере, одна концевая часть эластичного элемента, расположенного в заднем сегменте, проходят до бокового шва или его окрестности; и
если смотреть в продольном направлении подгузника, в боковом шве положение концевой части каждого эластичного элемента, расположенного в переднем сегменте, не совпадает с положением концевой части каждого эластичного элемента, расположенного в заднем сегменте, в боковом шве.
11. Подгузник по п. 10, в котором в боковом шве положение концевой части каждого эластичного элемента, расположенного в заднем сегменте, представляет собой по существу среднее положение между положениями соответствующих концевых частей двух эластичных элементов, которые располагаются в переднем сегменте и являются соседними с интервалом между ними в продольном направлении подгузника.
12. Подгузник по п. 1, в котором:
если смотреть в продольном направлении подгузника, в боковом шве положение концевой части каждого эластичного элемента, расположенного в переднем сегменте, по существу соответствует положению концевой части каждого эластичного элемента, расположенного в заднем сегменте;
множество эластичных элементов, расположенных в переднем сегменте, включают в себя передние эластичные элементы высокого усилия растяжения, имеющие относительно высокое усилие растяжения, и передние эластичные элементы низкого усилия растяжения, имеющие относительно низкое усилие растяжения, причем передние эластичные элементы высокого усилия растяжения и передние эластичные элементы низкого усилия растяжения располагаются поочередно в продольном направлении подгузника;
множество эластичных элементов, расположенных в заднем сегменте, включают в себя задние эластичные элементы высокого усилия растяжения, имеющие относительно высокое усилие растяжения, и задние эластичные элементы низкого усилия растяжения, имеющие относительно низкое усилие растяжения, причем задние эластичные элементы высокого усилия растяжения и задние эластичные элементы низкого усилия растяжения располагаются поочередно в продольном направлении подгузника; причем
если смотреть в продольном направлении подгузника, положение переднего эластичного элемента высокого усилия растяжения по существу соответствует положению заднего эластичного элемента низкого усилия растяжения, и положение переднего эластичного элемента низкого усилия растяжения по существу соответствует положению заднего эластичного элемента высокого усилия растяжения; и
усилие растяжения переднего эластичного элемента высокого усилия растяжения относительно больше усилия растяжения заднего эластичного элемента низкого усилия растяжения, и усилие растяжения заднего эластичного элемента высокого усилия растяжения относительно больше усилия растяжения переднего эластичного элемента низкого усилия растяжения.
13. Подгузник по п. 12, в котором усилие растяжения переднего эластичного элемента высокого усилия растяжения по существу равно усилию растяжения заднего эластичного элемента высокого усилия растяжения, и усилие растяжения переднего эластичного элемента низкого усилия растяжения по существу равно усилию растяжения заднего эластичного элемента низкого усилия растяжения.
14. Подгузник по п. 12, в котором усилие растяжения является изменяемым за счет изменения толщины каждого эластичного элемента.
15. Подгузник по п. 12, в котором усилие растяжения является изменяемым за счет изменения степени растяжения каждого эластичного элемента.
16. Подгузник по п. 1, который дополнительно включает в себя наружное покрытие, образующее наружную поверхность подгузника; и
который в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, имеет направление P изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя подгузника, к стороне, расположенной дальше от кожи пользователя подгузника, и направление Q толщины, которое представляет собой направление, перпендикулярное направлению P изнутри наружу; причем
каждый боковой шов включает в себя уплотненную краевую часть, в которой краевая часть наружного покрытия в переднем сегменте и краевая часть наружного покрытия в заднем сегменте соединены на сплошной линейной термосваренной части, которая проходит по направлению длины бокового шва;
термосваренная часть включает в себя первую концевую часть в направлении Q толщины; вторую концевую часть в направлении Q толщины и внутреннюю концевую часть, которая располагается между первой концевой частью и второй концевой частью и которая расположена ближе всего к коже пользователя; и
расстояние Dw вдоль направления P изнутри наружу и между, по меньшей мере, одной из первой концевой части и второй концевой части и внутренней концевой частью превышает или равно расстоянию Dc вдоль направления P изнутри наружу и между внутренней концевой частью и точкой, противоположной внутренней концевой части и находящейся на наружном крае термосваренной части.
17. Подгузник по п. 16, в котором расстояние Dw превышает расстояние Dc.
18. Подгузник по п. 16, в котором в поперечном сечении, перпендикулярном направлению, в котором проходит боковой шов, наружный край термосваренной части имеет форму, которая углублена вовнутрь в направлении изнутри наружу.
19. Подгузник по п. 16, в котором расстояние Dw превышает толщину Tc термосваренной части в центральном положении, в котором расстояние Dw делится пополам или равно ей.
20. Подгузник по п. 16, в котором секция бокового шва, расположенная более снаружи, чем внутренняя концевая часть, в направлении изнутри наружу, разрывается легче, чем секция, расположенная более внутри, чем внутренняя концевая часть, в направлении изнутри наружу.
21. Подгузник по п. 16, в котором, по отношению к толщине переднего сегмента и заднего сегмента, толщина секции, расположенной более снаружи, чем внутренняя концевая часть, в направлении изнутри наружу, меньше толщины секции, расположенной более внутри, чем внутренняя концевая часть, в направлении изнутри наружу.
| WO 2011156299 A1, 15.12.2011 | |||
| JP 9206330 A, 12.08.1997 | |||
| JP 2009073498 A, 09.04.2009 | |||
| JP 2002238934 A, 27.08.2002. |

