ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к системам, способам, инструментам, технологиям и стратегиям для разливки расплавленного материала.
УРОВЕНЬ ТЕХНИКИ
[0002] Разливка некоторых слитков, например, из сплавов титана и некоторых других сплавов с высокими характеристиками может быть дорогостоящим и процедурно сложным, учитывая предельные условия, существующие во время изготовления, а также природу материалов, содержащихся в сплавах. Например, во многих известных системах разливки с холодным подом, таких как системы с плазменным дуговым плавлением в инертной атмосфере или системы с электроннолучевым плавлением в вакуумной плавильной камере, система разливки может быть использована для расплавления и смешивания различного оборотного скрапа, лигатур и различных других исходных материалов для изготовления необходимого сплава. В системах разливки используют исходные материалы, которые могут содержать включения высокой плотности и/или низкой плотности, которые в свою очередь могут привести к снижению качества и потенциальной непригодности плавки или слитка. Литой материал, считающийся непригодным, часто может быть расплавлен и использован повторно, но такой материал обычно рассматривают как менее качественный и продают по сниженной цене. Во время операции разливки изготовители в целом стремятся удалить включения из расплавленного материала до направления расплавленного материала в литейную форму.
[0003] Для испарения, растворения или расплавления включений в расплавленном материале источник энергии в системе разливки, такой как, электронно-лучевая пушка или, например, плазменная горелка могут применять энергию к поверхности расплавленного материала в поде системы разливки. Энергия, произведенная источником энергии, может быть достаточной для испарения или расплавления включений. Однако во время операций разливки в поде системы разливки может сформироваться динамический канал, и менее динамические области, т.е., застойные зоны или участки могут сформироваться рядом с динамическим каналом, вокруг и/или вблизи него. Без надлежащего смешивания расплавленный материал может оставаться в застойной зоне и, таким образом, оставаться в поде в течение длительного периода времени, в отличие от расплавленного материала, протекающего вдоль динамического канала. Иными словами, время нахождения расплавленного материала в поде может зависеть от того, протекает ли расплавленный материал вдоль динамического канала или остается в застойной зоне, и, таким образом, время нахождения расплавленного материала в поде может быть нестабильным. Кроме того, расплавленный материал в застойных зонах может быть подвергнут действию энергии, произведенной источником энергии, в течение более длительного периода времени, чем расплавленный материал в динамическом канале. В результате, элементное обеднение расплавленного материала, остающегося более длительное время в поде, т.е., расплавленного материала, который остается в застойной зоне, может быть больше, чем элементное обеднение расплавленного материала, находящегося в поде более короткое время, т.е., расплавленного материала, который протекает вдоль динамического канала. Если расплавленный материал в поде имеет различный химический состав в зависимости от места его нахождения в поде, результирующий литейный сплав может страдать композиционной нестабильностью.
[0004] Кроме того, в системах разливки, в которых используют множество литейных форм для одновременной разливки в несколько форм из одного пода, формирование застойных зон может отклонять и/или изменять необходимый поток расплавленного материала в литейные формы. Иными словами, скорости разливки могут изменяться между литейными формами системы разливки.
[0005] Соответственно, задача настоящего изобретения предпочтительно состоит в создании системы разливки, которая является менее склонной к формированию застойных зон в ее поде. Другая задача настоящего изобретения предпочтительно состоит в создании системы разливки, которая обеспечивает изготовление композиционно более однородного литейного сплава. Дополнительная задача настоящего изобретения предпочтительно состоит в создании системы разливки, которая облегчает достижение идентичных или подобных скоростей разливки одновременно в несколько литейных форм. В более общем смысле предпочтительным является создание улучшенной системы разливки, которая пригодна для использования при изготовлении титана и других сплавов с высокими характеристиками, а также металлов и металлических сплавов в целом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] Один аспект настоящего изобретения направлен на неограничивающий вариант реализации системы разливки, которая может содержать под и множество литейных форм. Под может содержать входное отверстие, имеющее площадь поперечного сечения входного отверстия, и множество выходных отверстий, причем каждое выходное отверстие имеет площадь поперечного сечения выходного отверстия. Под также может содержать полость между входным отверстием и множеством выходных отверстий, причем полость сужается от входного отверстия к множеству выходных отверстий. Литейная форма может быть выровнена с каждым выходным отверстием пода.
[0007] Другой аспект настоящего изобретения направлен на неограничивающий вариант реализации пода для использования с системой разливки, причем под может содержать полость, содержащую первую концевую часть и вторую концевую часть, при этом полость сужается между первой концевой частью и второй концевой частью. Под может дополнительно содержать входное отверстие в первой концевой части, имеющее пропускную способность входного отверстия. Под также может содержать выходное отверстие во второй концевой части, имеющее пропускную способность выходного отверстия.
[0008] Другой аспект настоящего изобретения направлен на неограничивающий вариант реализации пода для использования с системой разливки, причем под может содержать несущие средства для переноса расплавленного материала. Несущие средства могут содержать приемные средства для приема расплавленного материала, причем приемные средства имеют приемную способность. Кроме того, несущие средства могут содержать доставочные средства для доставки расплавленного материала, причем доставочные средства имеют доставочную способность, которая по существу равна приемной способности. Под также может содержать суживающие средства для сужения несущих средств между приемными средствами и доставочными средствами.
[0009] Еще один аспект настоящего изобретения направлен на неограничивающий вариант реализации системы разливки, которая может содержать под, выполненный с возможностью приема материала, и источник энергии, выполненный с возможностью передачи энергии материалу в поде, причем часть материала может формировать гарнисаж из материала в поде. Гарнисаж из материала может содержать входное отверстие, имеющее площадь поперечного сечения входного отверстия, выходное отверстие, имеющее площадь поперечного сечения выходного отверстия, и полость между входным отверстием и выходным отверстием, причем полость сужается от входного отверстия к выходному отверстию.
[0010] Другой аспект настоящего изобретения направлен на неограничивающий вариант реализации способа разливки материала. Способ может включать этапы, согласно которым:
пропускают расплавленный материал через входное отверстие пода, имеющее пропускную способность входного отверстия,
пропускают расплавленный материала через клиновидную полость пода,
пропускают расплавленный материал через множество выходных отверстий пода, каждое из которых имеет пропускную способность выходного отверстия, причем сумма пропускных способностей выходного отверстия по существу соответствует пропускной способности входного отверстия, и
выпускают расплавленный материал в множество литейных форм.
[0011] Еще один аспект настоящего изобретения направлен на неограничивающий вариант реализации способа разливки материала. Способ может включать этапы, согласно которым:
пропускают расплавленный материал в под через входное отверстие,
выборочно передают энергию расплавленному материалу в поде для формирования гарнисажа из материала в поде, в результате чего гарнисаж из материала образует полость,
пропускают расплавленный материал через выходное отверстие пода, причем полость сходится в направлении от входного отверстия к выходному отверстию, и выпускают расплавленный материал в литейную форму.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Особенности и преимущества настоящего изобретения могут быть лучше поняты со ссылкой на сопроводительные чертежи, на которых:
[0013] На фиг. 1 схематически показана система разливки согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0014] На фиг. 2 схематически показана система разливки, показанная на фиг. 1, причем стенка разливочной камеры удалена от разливочной камеры для показа внутренней части разливочной камеры, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0015] На фиг. 3 показан перспективный вид пода и параллельных литейных форм согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0016] На фиг. 4 показан перспективный вид пода согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0017] На фиг. 5 показан вид сверху пода, показанного на фиг. 4;
[0018] На фиг. 6 показан перспективный вид пода согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0019] На фиг. 7 показан вид сверху пода, показанного на фиг. 6;
[0020] На фиг. 8 показан перспективный вид пода согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0021] На фиг. 9 показан вид сверху пода, показанного на фиг. 8;
[0022] На фиг. 10 показан перспективный вид пода, содержащего материал, размещенный в нем, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0023] На фиг. 11 показан вид сбоку пода, показанного на фиг. 10;
[0024] На фиг. 12 показан вид сверху пода, показанного на фиг. 10, в разрезе вдоль плоскости, указанной на фиг. 11;
[0025] На фиг. 13 показан перспективный вид пода, содержащего материал, размещенный в нем, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0026] На фиг. 14 показан вид сбоку пода и материала, показанных на фиг. 13;
[0027] На фиг. 15 показан вид сверху пода и материала, показанных на фиг. 13, в разрезе вдоль плоскости, указанной на фиг. 14;
[0028] На фиг. 16 показан перспективный вид пода, содержащего материал, размещенный в нем, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0029] На фиг. 17 показан вид сбоку пода и материала, показанных на фиг. 16;
[0030] На фиг. 18 показан вид сверху пода и материала, показанных на фиг. 16, в разрезе вдоль плоскости, указанной на фиг. 17;
[0031] На фиг. 19 показан перспективный вид пода, содержащего материал, размещенный в нем, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0032] На фиг. 20 показан вид сбоку пода и материала, показанных на фиг. 19; и
[0033] На фиг. 21 показан вид сверху пода и материала, показанных на фиг. 19, в разрезе вдоль плоскости, указанной на фиг. 20.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0034] Ниже со ссылкой на сопроводительные чертежи описаны и показаны следующие неограничивающие варианты реализации систем разливки согласно настоящему изобретению, содержащие одну или большее количество электроннолучевых пушек; однако следует понимать, что в системах разливки могут быть использованы другие источники энергии для плавления в качестве нагревающих материал устройств. Например, настоящее изобретение также относится к системе разливки, в которой использовано одно или большее количество генерирующих плазму устройств, которые генерируют высокоэнергетичную плазму и нагревают металлический материал в системе разливки путем введения указанного материала в контакт с генерируемой плазмой.
[0035] В системах разливки с холодным подом, таких как система для электроннолучевого плавления в вакуумной плавильной камере, обычно используют медный под, в который встроена охлаждающая система на основе текучей среды для ограничения нагревания пода до температур ниже температуры плавления медного материала. Несмотря на то, что наибольшее распространение получили использующие воду охлаждающие системы, другие системы, такие как на основе аргона или охлаждающие системы на основе солевого расплава, также могут быть встроены в холодный под. В системах с холодным подом по меньшей мере частично используют гравитационный способ очистки расплавленного металлического материала путем удаления включений из расплавленного материала, находящегося в поде. Включения, имеющие относительно низкую плотность, плавают некоторое время на поверхности расплавленного материала, когда указанный материал смешивается и течет в холодном поде, и открытые включения могут быть переплавлены или выпарены одной или большим количеством электроннолучевых пушек в системе разливки. Включения, имеющие относительно высокую плотность, опускаются в нижнюю область расплавленного материала и скапливаются вблизи медного пода. Когда расплавленный материал входит в контакт с холодным подом и охлаждается под действием основанной на текучей среде охлаждающей системы пода, материалов застывает и образует твердое покрытие или "гарнисаж" на нижней и/или боковых поверхностях пода. Гарнисаж предохраняет поверхности пода от расплавленного материала в поде. Захват включений гарнисажем удаляет включения из расплавленного материала, что приводит к разливке повышенной чистоты.
[0036] Под плавильной печи электроннолучевой системы разливки может быть гидравлически связан с очищающим подом системы разливки посредством канала для расплавленного материала. Сырье может быть введено в плавильную камеру и под плавильной печи в камере, и один или большее количество электронных лучей бомбардируют и нагревают материалы до температуры их плавления. Для обеспечения надлежащей работы одной или большего количества электроннолучевых пушек по меньшей мере один вакуумный генератор может сообщаться с плавильной камерой и может обеспечивать вакуум в камере. Согласно некоторым неограничивающим вариантам реализации с плавильной камерой также может быть связана входная зона, посредством которой сырье может быть введено в плавильную камеру и может быть расплавлено и первоначально размещено в поде плавильной печи. Входная зона может содержать, например, конвейерную систему для транспортировки материалов к поду плавильной печи. Сырье, которое введено в плавильную камеру системы разливки, может находиться в различных формах, таких как, например, сыпучий зернистый материал (например, губка, крошка и лигатура), уплотненный материал в форме брикетов (например, уплотненные губка, крошка и лигатура), или твердые макрочастицы, спеченные в брус или другую подходящую форму. Соответственно, входная зона может быть сконструирована для обращения с конкретным сырьем, которое предположительно будет использовано в системе разливки.
[0037] После расплавления сырья в поде плавильной печи расплавленный материал может оставаться в поде плавильной печи в течение периода времени для обеспечения наилучшего полного расплавления и гомогенности. Расплавленный материал может быть перемещен из пода плавильной печи в очищающий под по каналу для расплавленного материала. Согласно различным неограничивающим вариантам реализации расплавленный материал может протекать по различным промежуточным подам, например, между подом плавильной печи и очищающим подом. Очищающий под может быть расположен в плавильной камере или другой вакуумной камере, в которой может поддерживаться заданный уровень вакуума посредством вакуумной системы для обеспечения надлежащей работы одной или большего количества электроннолучевых пушек, связанных с очищающим подом. Несмотря на то, что могут быть использованы перемещающие механизмы, основанные на гравитационном способе, механические перемещающие механизмы также могут быть использованы для облегчения транспортировки расплавленного материала от пода плавильной печи к очищающему поду. После размещения расплавленного материала в очищающем поде, указанный материал может быть подвергнут непрерывному нагреванию при соответствующих высоких температурах с использованием по меньшей мере одной электроннолучевой пушки в течение достаточного количества времени для приемлемой очистки материала. Опять же, одна или большее количество электроннолучевых пушек могут иметь достаточную мощность для поддерживания материала, размещенного в очищающем поде, в расплавленном состоянии, и также могут иметь достаточную мощность для испарения или расплавления включений, которые появляются на поверхности расплавленного материала. Кроме того, согласно некоторым неограничивающим вариантам реализации система разливки может содержать множество очищающих подов, по которым может протекать расплавленный материал.
[0038] Расплавленный материал может быть удержан в очищающем поде достаточное количество времени для удаления из него включений и очистки материала иным способом. Относительно длинное или короткое время нахождения в очищающем поде могут быть выбраны, например, в зависимости от состава и распространенности включений в расплавленном материале. Специалисты могут легко определить подходящие времена нахождения для обеспечения соответствующей очистки расплавленного материала во время операций разливки. Предпочтительно очищающий под может быть холодным подом, и включения в расплавленном материале могут быть удалены различными способами, включая растворение в расплавленном материале, осаждение на дно пода, захват в гарнисаже и/или испарение под действием электронных лучей, сфокусированных на поверхности расплавленного материала. Согласно некоторым вариантам реализации электронные лучи, направленные на очищающий под, могут быть растрированы по поверхности расплавленного материала согласно заданному шаблону для создания смешивающего действия. Одно или большее количество механических перемещающих устройств могут быть использованы для обеспечения смешивающего действия или дополнения к смешивающему действию, генерируемому растрированием электронных лучей.
[0039] После соответствующей очистки расплавленный материал может быть перемещен гравитационным способом и/или с использованием механических средств вдоль канала для расплавленного материала от очищающего пода к литейной форме. Расплавленный материал может протекать через разливочное отверстие в разливочной камере для размещения в литейной форме. Согласно различным неограничивающим вариантам реализации расплавленный материал может протекать по различным промежуточным подам, расположенным, например, между очищающим подом и литейной формой. Расплавленный материал может остаться в литейной форме, пока не будет по существу охлажден для сохранения своей формы. По меньшей мере согласно одному неограничивающему варианту реализации литейная форма может быть литейной формой с открытым дном таким образом, что литой материал может выходить из нижней стороны литейной формы во время операции разливки. Например, система разливки может быть непрерывной системой разливки, как описано в патентной заявке США №13/629,696, или системой полунепрерывной разливки, как описано в публикации патентной заявки США №2012/0255701 (Moxley и др.), которые по ссылке полностью включены в настоящую заявку. Например, система непрерывной разливки может содержать извлекающий механизм, который непрерывно извлекает литой материал через открытую нижнюю сторону литейной формы. Кроме того, согласно различным неограничивающим вариантам реализации очищающий под может одновременно питать расплавленным материалом множество литейных форм. Например, очищающий под может питать расплавленным материалом две или большее количество параллельно заполняемых идентичных литейных форм.
[0040] Расположение элементов, описанных выше, может быть лучше понято со ссылкой на фиг. 1 и 2, на которых схематично показан неограничивающий вариант реализации системы 10 разливки согласно настоящему изобретению. Как показано на фиг. 1, система 10 разливки содержит плавильную камеру 14, в которую может быть принят материал для расплавления. Множество источников энергии для плавления, таких как, например, электроннолучевые пушки 16, проходят в плавильную камеру 14 и во время работы могут передавать энергию размещенному в ней исходному материалу. Например, источники энергии для плавления могут генерировать высокоинтенсивный электронный луч на поверхности исходного материала для расплавления материала в плавильной камере 14. Вакуумный генератор 18 связан с плавильной камерой 14. Исходные материалы, которые могут быть, например, в форме скрапа, спеченных твердых частиц, промежуточных сплавов и порошков, могут быть введены в плавильную камеру 14 с использованием одного или большего количества входных зон, обеспечивающих возможность доступа к внутренней части плавильной камеры 14. Например, как показано на фиг. 1 и 2, каждая из входных камер 20 и 21 содержит люк доступа, который сообщается с внутренней частью плавильной камеры 14. Согласно некоторым неограничивающим вариантам реализации системы 10 разливки входная камера 20 может быть приспособлена соответствующим образом для обеспечения возможности ввода в плавильную камеру 14, например, зернистого и порошкообразного исходного материала, и входная камера 21 может быть приспособлена соответствующим образом для обеспечения возможности ввода, например, пруткового и другого навалочного твердого исходного материала в плавильную камеру 14.
[0041] Как показано на фиг. 1 и 2, согласно различным неограничивающим вариантам реализации разливочная камера 28 расположена рядом с плавильной камерой 14. Несколько источников энергии, таких как дополнительные электронно-лучевые пушки 30, проходят в разливочную камеру 28 и во время работы могут направлять энергию во внутреннюю часть разливочной камеры 28 для поддерживания материала в расплавленном состоянии и/или очищения размещенного в камере расплавленного материала. Как показано на фиг. 2, выполненная с возможностью перемещения боковая стенка 32 разливочной камеры 28 может быть отсоединена от разливочной камеры 28 и перемещена в направлении от системы разливки 10 для обеспечения возможности доступа к внутренней части разливочной камеры 28. Плавильный под 40, очищающий под 42 и приемный резервуар 44 могут быть соединены с перемещаемой боковой стенкой 32, и, таким образом, весь узел перемещаемой боковой стенки 32, плавильного пода 40, очищающего пода 42 и приемного резервуара 44 может быть перемещен от системы разливки 10 для обеспечения доступа к внутренней части разливочной камеры 28. Перемещаемая боковая стенка 32 может быть удалена от разливочной камеры 28 для обеспечения возможности доступа, например, к любому из плавильного пода 40, очищающего пода 42 и приемного резервуара 44 и получения доступа к внутренней части разливочной камеры 28. Кроме того, согласно различным неограничивающим вариантам реализации после выполнения одного или большего количества циклов разливки конкретный узел перемещаемой боковой стенки, плавильного пода, очищающего пода и приемного резервуара могут быть заменены другим узлом указанных элементов. Расплавленный материал может вытекать из приемного резервуара 44 в одну или большее количество литейных форм. Например, как описано в публикации патентной заявки США №2012/0255701 (Moxley и др.), которая по ссылке полностью включена в настоящую заявку, расплавленный материал может протекать в одну или другую из двух литейных форм, расположенных на противоположных сторонах приемного резервуара 44. Как описано в патентной заявке США №2012/0255701 (Moxley и др.), система 10 разливки может быть выполнена таким образом, что расплавленный материал протекает только вдоль одного необходимого пути к одной или другой из литейных форм в данный момент времени, и указанный путь может чередоваться или переключаться между литейными формами. Кроме того, согласно различным неограничивающим вариантам реализации расположение и использование источника энергии, такого как электронно-лучевая пушка, могут способствовать управлению потоком расплавленного материала вдоль требуемого пути в требуемую литейную форму. Кроме того, согласно некоторым неограничивающим вариантам реализации система разливки может содержать дополнительные поды и/или приемные резервуары. Согласно различным неограничивающим вариантам реализации вместо перемещения через приемный резервуар 44, расплавленный материал может быть перемещен непосредственно из очищающего пода 42 в литейную форму.
[0042] Как показано на фиг. 3, очищающий под 142 может быть расположен в разливочной камере 28 (как показано на фиг. 1 и 2). Согласно различным неограничивающим вариантам реализации очищающий под 142 может быть расположен рядом с литейными формами 144а, 144b, и очищающий под 142 может направлять расплавленный материал в литейные формы 144а, 144b. Согласно некоторым неограничивающим вариантам реализации разливочная камера 28 может содержать множество литейных форм 144а, 144b, которые могут быть симметрично расположены, например, с обеих сторон очищающего пода 142, и очищающий под 142 может направлять расплавленный материал в литейные формы 144а, 144b. Например, очищающий под 142 может иметь множество выходных отверстий 148а, 148b и/или множество сливных носиков 149а, 149b, и каждое выходное отверстие 148а, 148b может быть выровнено с литейной формой 144а, 144b и/или входным отверстием литейной формы. Согласно некоторым неограничивающим вариантам реализации расплавленный материал может протекать в очищающий под 142 и может вытекать через выходные отверстия 148а, 148b для втекания в литейные формы 144а, 144b. Иными словами, литейные формы 144а, 144b могут быть одновременно заполнены расплавленным материалом.
[0043] Согласно различным неограничивающим вариантам реализации, если система 10 разливки (как показано на фиг. 1 и 2) выполнена с обеспечением возможности непрерывной или полунепрерывной разливки, литой материал может быть одновременно извлечен через открытые нижние стороны 145а, 145b литейных форм 144а, 144b по мере того, как расплавленный материал направляется в литейную форму 144а, 144b. Например, литой слиток может быть извлечен из литейных форм 144а, 144b с открытым дном со скоростью, с которой расплавленный материал втекает в литейные формы 144а, 144b из соответствующих выходных отверстий 148а, 148b очищающего пода 142. Литой слиток может быть извлечен с такой скоростью, при которой расплавленный материал в каждой литейной форме 144а, 144b остается, например, ниже сливного носика 149а, 149b соответствующего выходного отверстия 148а, 148b. Согласно различным неограничивающим вариантам реализации открытые нижние стороны 145а, 145b литейных форм 144а, 144b могут быть выровнены с разливочными отверстиями 58 разливочной камеры 28 (как показано на фиг. 1 и 2), и литой материал может вытекать из разливочной камеры 28 через разливочное отверстие 58. Согласно некоторым неограничивающим вариантам реализации система 10 разливки может содержать дополнительные литейные формы, и/или очищающий под 142 может содержать дополнительные выходные отверстия. Например, система 10 разливки может содержать четыре литейные формы, а очищающий под может содержать четыре выходных отверстия. Согласно некоторым неограничивающим вариантам реализации система 10 разливки может содержать три или большее количество литейных форм, а очищающий под может содержать, например, три или большее количество выходных отверстий. Согласно различным неограничивающим вариантам реализации количество литейных форм в системе разливки может соответствовать количеству выходных отверстий очищающего пода, и по меньшей мере согласно одному варианту реализации множество форм могут быть симметрично расположены относительно очищающего пода. Согласно некоторым неограничивающим вариантам реализации одна литейная форма может проходить из очищающего пода.
[0044] Как описано в настоящей заявке, литейные формы 144а, 144b могут быть литейными формами с открытым дном таким образом, что литой материал может выходить из открытой нижней стороны 145а, 145b литейной формы 144а, 144b, например, во время операций непрерывной разливки. Кроме того, литейные формы 144а, 144b могут иметь внутренний периметр, который соответствует намеченной форме литого материала. Например, круглый внутренний периметр может обеспечивать возможность изготовления цилиндра, а прямоугольный внутренний периметр может обеспечивать возможность изготовления прямоугольной призмы. Согласно различным неограничивающим вариантам реализации литейные формы 144а, 144b могут иметь круглый внутренний периметр, имеющий диаметр, например, от приблизительно 6 дюймов (152,4 мм) до приблизительно 32 дюймов (812,8 мм). Кроме того, согласно некоторым неограничивающим вариантам реализации литейные формы 144а, 144b могут иметь прямоугольный внутренний периметр, который составляет от приблизительно 36 дюймов (914,4 мм) до приблизительно 54 дюймов (1371,6 мм). По меньшей мере согласно одному неограничивающему варианту реализации литейные формы 144а, 144b могут иметь площадь поперечного сечения, которая, например, меньше, чем приблизительно 28 кв. дюймов (180,6 см2), или больше, чем приблизительно 2000 кв. дюймов (12900 см2).
[0045] Как описано в настоящей заявке, включения в расплавленном материале, размещенном в очищающем поде 142, могут быть удалены различными способами, включая, например, растворение в расплавленном материале, осаждение на дно пода 142, захват в гарнисаже и/или испарение под действием электронных лучей, генерируемых электронно-лучевыми пушками 30 (как показано на фиг. 1 и 2), сфокусированными на поверхности расплавленного материала. В очищающем поде 142 может быть сформирован динамический канал, и области с уменьшенной динамикой, т.е., застойные зоны или области, которые могут быть образованы вблизи, рядом и/или вокруг динамического канала. Без надлежащего смешивания расплавленный материал может оставаться в застойной зоне в очищающем поде 142 длительный период времени и, таким образом, оставаться в очищающем поде относительно длительный период времени, в то время как расплавленный материал в динамическом потоке может перемещаться в очищающем поде 142 намного быстрее. Как описано в настоящей заявке, расплавленный материал, удерживаемый в застойной зоне, может быть подвергнут действию электронных лучей более длительный период времени, чем расплавленный материал в динамическом потоке, что может привести к сравнительно увеличенному элементному обеднению в застойных зонах и сравнительно уменьшенному элементному обеднению в динамическом потоке. Как указано выше, считается, что различные источники энергии плавления, такие как, например, электронно-лучевые пушки 30 (как показано на фиг. 1 и 2) и/или генерирующие плазму устройства могут быть использованы в системе 10 разливки в качестве нагревающих материал устройств для нагревания и/или очистки металлического материала.
[0046] Согласно настоящему изобретению, геометрия очищающего пода 142 может быть сконструирована и/или выбрана с возможностью уменьшения формирования в нем застойных зон и, таким образом, улучшения химической однородности расплавленного материала, протекающего в нем. Например, как показано на фиг. 3, очищающий под 142 может быть сведен на конус и/или сужен между его входным отверстием 146 и выходными отверстиями 148а, 148b. Иными словами, площадь поперечного сечения очищающего пода 142 (поперечное сечение, взятое под прямым углом к оси потока в поде 142, т.е., под углом к направлению потока расплавленного материала) может быть уменьшена вдоль оси потока в поде 142. Другими словами, очищающий под 142 может быть расширенным во входном отверстии 146 и/или рядом с ним и суженным в выходных отверстиях 148а, 148b и/или рядом с ними. Для поддерживания постоянного или по существу постоянного массового расхода в коническом поде 142, например, скорость расплавленного материала, протекающего через него, может быть увеличена между его входным отверстием 146 и выходными отверстиями 148а, 148b.
[0047] Улучшенная геометрия очищающего пода 142 может способствовать увеличению скорости расплавленного материала, протекающего в нем, и может уменьшить давление в расплавленном материале. Иными словами, для поддерживания постоянного или по существу постоянного массового расхода в коническом поде 142, например, скорость расплавленного материала может быть увеличена от входного отверстия 146 к выходному отверстию 148, и давление в расплавленном материале может быть соответственно уменьшено от входного отверстия 146 к выходному отверстию 148. Кроме того, улучшенная геометрия очищающего пода 142 может обеспечить более прямой канал для расплавленного материала, что может способствовать уменьшению и/или ограничению формирования застойных зон в расплавленном материале. Улучшенный канал для расплавленного материала с уменьшенными застойными зонами может облегчить унификацию времени нахождения в поде. Заданным временем нахождения можно управлять для достаточного испарения включений в расплавленном материале с одновременным ограничением и/или предотвращением чрезмерного элементного обеднения расплавленного материала. Кроме того, во время операций непрерывной разливки в множество форм улучшенный канал для расплавленного материала может облегчить достижение идентичных или подобных скоростей разливки в различные литейные формы.
[0048] Дополнительно или альтернативно, согласно различным вариантам реализации входное отверстие 146 очищающего пода 142 может иметь площадь поперечного сечения (поперечного сечения, взятого перпендикулярно оси потока в поде 142), и выходные отверстия 148а, 148b могут иметь площади поперечного сечения (поперечного сечения, взятого перпендикулярно оси потока в поде 142), которые могут быть суммированы для обеспечения объединенной площади поперечного сечения выходных отверстий. Объединенная площадь поперечного сечения выходных отверстий может соответствовать или может быть равна, например, площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации объединенная площадь поперечного сечения выходных отверстий может быть меньше, чем, например, площадь поперечного сечения входного отверстия. Согласно другим неограничивающим вариантам реализации объединенная площадь поперечного сечения выходных отверстий может быть больше, чем площадь поперечного сечения входного отверстия. Дополнительно или альтернативно, согласно различным вариантам реализации площадь поперечного сечения входного отверстия 146 в очищающем поде 142 может соответствовать или может быть равна, например, площади поперечного сечения очищающего пода 142 в области входного отверстия 146, вблизи него и/или рядом с входным отверстием 146. В таких вариантах реализации после втекания в очищающий под 142 расплавленный материал может сохранять свою входную скорость, и, кроме того, его скорость впоследствии может увеличиваться вдоль сужающегося очищающего пода 142.
[0049] На фиг. 4 и 5 показан очищающий под 242, имеющий улучшенную геометрию. Очищающий под 242 может иметь входное отверстие 246 на первом конце 252 или рядом с ним и выходное отверстие 248 на втором конце 254 или рядом с ним. Согласно различным неограничивающим вариантам реализации выходное отверстие 248 может иметь сливной носик для направления расплавленного материала в расположенную рядом литейную форму. Расплавленный материал, протекающий вдоль очищающего пода 242, может втекать в очищающий под 242 через входное отверстие 246 и может вытекать из очищающего пода 242 через выходное отверстие 248. Иными словами, поток расплавленного материала может быть направлен от входного отверстия 246 к выходному отверстию 248. Кроме того, очищающий под 242 может содержать боковые стенки 250а, 250b, которые могут проходить, например, между первым концом 252 и вторым концом 254. Как показано на фиг. 5, очищающий под 242 может иметь ось X1, и согласно некоторым неограничивающим вариантам реализации очищающий под 242 может быть симметричен относительно оси X1. Согласно различным неограничивающим вариантам реализации боковые стенки 250а, 250b могут быть ориентированы под углом относительно оси X1, и между каждой боковой стенкой 250а, 250b и осью X1 может быть задан угол θ1. Согласно различным неограничивающим вариантам реализации угол θ1 может, например, составлять приблизительно 4°. Согласно некоторым неограничивающим вариантам реализации угол θ1 может составлять, например, от приблизительно 1° до приблизительно 10°, и по меньшей мере согласно одному неограничивающему варианту реализации угол θ1 может быть меньше, чем, например, 1° и/или больше, чем 10°. Иными словами, боковые стенки 250а, 250b очищающего пода 242 могут сходиться на конус и/или суживаться между входным отверстием 246 на первом конце 252 или рядом с ним и выходным отверстием 248 на втором конце 254 или рядом с ним. Согласно различным неограничивающим вариантам реализации боковые стенки 250а, 250b может непрерывно сужаться между входным отверстием 146 и выходным отверстием 248. Кроме того, боковые стенки 250а, 250b могут быть изогнутыми и/или прямыми между входным отверстием 246 и выходным отверстием 248, и степень конусности может изменяться вдоль их длины. Например, часть боковых стенок 250а, 250b может быть изогнутой, и/или часть боковых стенок 250а, 250b может быть наклонной. Кроме того, кривая или кривые, например, могут иметь различные радиусы кривизны, и наклонная часть или наклонные части, например, могут быть наклонены под разными углами. Как описано в настоящей заявке, для поддерживания постоянного или по существу постоянного массового расхода в конической полости очищающего пода 242, например, скорость расплавленного материала, протекающего через нее, может увеличиваться между входным отверстием 246 и выходным отверстием 248.
[0050] Как показано на фиг. 4 и 5, входное отверстие 246 может иметь площадь поперечного сечения входного отверстия, и выходное отверстие 248 может иметь площадь поперечного сечения выходного отверстия, которая меньше, чем площадь поперечного сечения входного отверстия. Например, площадь поперечного сечения выходного отверстия может быть меньше площади поперечного сечения входного отверстия на величину от приблизительно 10% до приблизительно 50%. Согласно некоторым неограничивающим вариантам реализации указанная разность может быть меньше, чем приблизительно 10%, например, или больше, чем приблизительно 50%. Согласно различным неограничивающим вариантам реализации входное отверстие 246 может иметь ширину или диаметр A1 входного отверстия, и выходное отверстие 248 может иметь ширину или диаметр B1 выходного отверстия. Согласно некоторым неограничивающим вариантам реализации ширина B1 выходного отверстия может быть меньше, чем ширина A1 входного отверстия. Согласно различным неограничивающим вариантам реализации ширина A1 входного отверстия может составлять приблизительно 12,5 дюйма (317,5 мм), и ширина B1 выходного отверстия может составлять, например, приблизительно 8,4 дюйма (213,4 мм). Согласно некоторым неограничивающим вариантам реализации ширина A1 входного отверстия может составлять от приблизительно 10,5 дюйма (266,7 мм) до приблизительно 14,5 дюйма (368,3 мм), и ширина B1 выходного отверстия, например, может составлять от приблизительно 6,4 дюйма (162,6 мм) до приблизительно 10,4 дюйма (мм). По меньшей мере согласно одному неограничивающему варианту реализации ширина A1 входного отверстия может быть больше, чем приблизительно 14,5 дюйма (368,3 мм), или меньше, чем приблизительно 10,5 дюйма (266,7 мм), например, и ширина В1 выходного отверстия может быть, например, больше, чем приблизительно 10,4 дюйма (264,2 мм), или меньше, чем приблизительно 6 дюймов (152,4 мм). Разность между шириной А1 входного отверстия и шириной B1 выходного отверстия может зависеть, например, от длины очищающего пода 242 и/или угла θ1. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут быть изменены и/или согласованы между входным отверстием 246 и выходным отверстием 248 таким образом, что площадь поперечного сечения входного отверстия больше, чем площадь поперечного сечения выходного отверстия. Например, входное отверстие 246 может иметь высоту входного отверстия, и выходное отверстие 248 может иметь высоту выходного отверстия, которая меньше, чем высота входного отверстия. Согласно другому варианту реализации, входное отверстие 242 и выходное отверстие 248 могут иметь согласованную или одинаковую высоту. Например, согласно различным неограничивающим вариантам реализации высота входного отверстия 246 и высота выходного отверстия 248 могут составлять приблизительно 2 дюйма (50,8 мм). Согласно некоторым неограничивающим вариантам реализации высоты входного отверстия 246 и выходного отверстия 248, например, могут составлять от приблизительно 1 дюйма (25,4 мм) до приблизительно 3 дюймов (76,2 мм), и по меньшей мере согласно одному неограничивающему варианту реализации высота входного отверстия 246 и высота выходного отверстия 248 могут быть, например, меньше, чем приблизительно 1 дюйм (25,4 мм), или больше, чем приблизительно 3 дюйма (76,2 мм). Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать пропускной способности входного отверстия, и площадь поперечного сечения выходного отверстия может соответствовать пропускной способности выходного отверстия. Согласно некоторым неограничивающим вариантам реализации пропускная способность выходного отверстия, например, может быть меньше, чем пропускная способность входного отверстия.
[0051] Согласно различным вариантам реализации при выборе размеров входного отверстия 246 и/или выходного отверстия 248 может быть рассмотрено положение нижнего края выходного отверстия 248 и нижнего края входного отверстия 246. Например, согласно некоторым неограничивающим вариантам реализации нижний край выходного отверстия 248 может быть выше, чем нижний край входного отверстия 246. В таких неограничивающих вариантах реализации более высокий нижний край выходного отверстия препятствует прохождению включений, осажденных на дно очищающего пода 242 и/или гарнисаж, через выходное отверстие 248. Согласно некоторым неограничивающим вариантам реализации нижний край выходного отверстия 248 может находиться по существу на том же самом уровне, как и нижний край входного отверстия 246.
[0052] Согласно некоторым неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать или по существу соответствовать площади поперечного сечения очищающего пода 242, например, в входном отверстии 242, вблизи него или рядом с ним. Площадь поперечного сечения выходного отверстия, например, может отличаться на величину от приблизительно 1% до приблизительно 5% от площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может отличаться, например, меньше чем приблизительно на 1% от площади поперечного сечения входного отверстия. Согласно другим неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может отличаться больше чем приблизительно на 5% от площади поперечного сечения входного отверстия, и, например, может отличаться приблизительно на 10% от площади поперечного сечения входного отверстия. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может быть больше, чем площадь поперечного сечения входного отверстия.
[0053] Согласно другому неограничивающему варианту реализации длина очищающего пода 242 между первым концом 252 и вторым концом 254 может составлять, например, приблизительно 30 дюймов (762 мм). Согласно некоторым неограничивающим вариантам реализации длина очищающего пода 242 может составлять, например, от приблизительно 20 дюймов (508 мм) до приблизительно 40 дюймов (1016 мм), и по меньшей мере согласно одному неограничивающему варианту реализации длина очищающего пода может составлять, например, меньше, чем приблизительно 20 дюймов (508 мм), или больше, чем приблизительно 40 дюймов (1016 мм). Согласно различным неограничивающим вариантам реализации глубина очищающего пода может составлять приблизительно 6 дюймов (152,4 мм). Согласно некоторым неограничивающим вариантам реализации глубина очищающего пода 242 может составлять, например, от приблизительно 4 дюймов (101,6 мм) до приблизительно 8 дюймов (203,2 мм), и по меньшей мере согласно одному неограничивающему варианту реализации глубина очищающего пода 242 может быть, например, меньше, чем приблизительно 4 дюйма (101,6 мм), и/или больше, чем приблизительно 8 дюймов (203,2 мм). Глубина гарнисажа в очищающем поде 242 может изменяться вдоль длины и ширины очищающего пода 242. Гарнисаж из твердого материала в очищающем поде 242 может заполнять часть очищающего пода. Например, глубина гарнисажа может составлять приблизительно 4 дюйма (101,6 мм) вдоль части длины очищающего пода 242. Согласно некоторым неограничивающим вариантам реализации глубина гарнисажа может составлять, например, от приблизительно 2 дюймов (50,8 мм) до приблизительно 6 дюймов (152,4 мм), и по меньшей мере согласно одному неограничивающему варианту реализации глубина гарнисажа может быть, например, меньше, чем приблизительно 2 дюйма (50,8 мм), или больше, чем приблизительно 6 дюймов (152,4 мм). Как описано в настоящей заявке, форма и размер гарнисажа могут быть предусмотрены и могут управляться путем приложения энергии к очищающему поду 242.
[0054] Согласно различным неограничивающим вариантам реализации со ссылкой на фиг. 4 и 5 ширина A1 входного отверстия может быть меньше, чем ширина полости, образованной между боковыми стенками 250а, 250b очищающего пода 242 рядом с входным отверстием 246. Кроме того, площадь поперечного сечения входного отверстия может быть меньше, чем площадь поперечного сечения полости очищающего пода 242 рядом с входным отверстием 246. В таких вариантах реализации скорость расплавленного материала после его входа в очищающий под 242 первоначально может уменьшаться. Однако при перемещении расплавленного материала вдоль сужающейся полости очищающего пода 242 в направлении к выходному отверстию 248 скорость расплавленного материала может увеличиваться.
[0055] Как показано на фиг. 6 и 7, очищающий под 342, имеющий улучшенную геометрию, может быть подобен очищающему поду 242 (как показано на фиг. 4 и 5), описанному в настоящей заявке. Например, очищающий под 342 может иметь входное отверстие 346 на первом конце 352 или рядом с ним и выходное отверстие 348 на втором конце 354 или рядом с ним. Расплавленный материал, протекающий через очищающий под 342, может втекать в очищающий под 342 через входное отверстие 346 и может вытекать из очищающего пода 342 через выходное отверстие 348. Иными словами, поток расплавленного материала может быть направлен от входного отверстия 346 к выходному отверстию 348. Кроме того, очищающий под 342 может содержать, например, боковые стенки 350а, 350b, которые могут проходить между первым концом 352 и вторым концом 354. Согласно различным неограничивающим вариантам реализации выходное отверстие 348 может быть выполнено в боковой стенке 350а, 350b очищающего пода 242.
[0056] Как показано на фиг. 7, очищающий под 342 может иметь ось Х2, которая может быть параллельна боковой стенке 350а, 350b. Согласно некоторым неограничивающим вариантам реализации очищающий под 342 может быть асимметричен относительно оси Х2, и боковые стенки 350а, 350b могут быть, например, не параллельны друг другу. Согласно различным неограничивающим вариантам реализации по меньшей мере одна из боковых стенок 350а, 350b может проходить под углом относительно оси Х2, и угол θ2 может быть задан между боковыми стенками 350а, 350b очищающего пода 342. Например, боковая стенка 350а может проходить под углом относительно оси, а боковая стенка 350b может быть параллельна оси Х2. Согласно различным неограничивающим вариантам реализации угол θ2 может составлять, например, приблизительно 8°. Согласно некоторым неограничивающим вариантам реализации угол θ2 может составлять, например, от приблизительно 2° до приблизительно 30°. По меньшей мере согласно одному неограничивающему варианту реализации угол θ2 может быть, например, меньше, чем приблизительно 2°, и/или больше, чем приблизительно 30°. Иными словами, боковые стенки 350а, 350b очищающего пода 342 могут сходиться на конус и/или суживаться между входным отверстием 346 на первом конце 352 или рядом с ним и выходным отверстием 348 на втором конце 354 или рядом с ним. Согласно различным неограничивающим вариантам реализации боковые стенки 350а, 350b могут непрерывно сужаться между входным отверстием 346 и выходным отверстием 348. Кроме того, боковые стенки 350а, 350b могут быть изогнутыми и/или прямыми между входным отверстием 346 и выходным отверстием 348, и степень конусности может изменяться вдоль их длины. Например, часть боковых стенок 350а, 350b может быть изогнутой, и/или часть боковых стенок 350а, 350b может быть наклонной. Кроме того, кривая или кривые могут иметь, например, различные радиусы кривизны, и наклонная часть или наклонные части могут быть наклонены под разными углами. Как описано в настоящей заявке, для поддерживания, например, постоянного или по существу постоянного массового расхода в коническом поде 342 скорость расплавленного материала, протекающего в нем, может увеличиваться между входным отверстием 346 и выходным отверстием 348.
[0057] Как показано на фиг. 6 и 7, входное отверстие 346 может иметь площадь поперечного сечения входного отверстия, и выходное отверстие 348 может иметь площадь поперечного сечения выходного отверстия, которая меньше, чем площадь поперечного сечения входного отверстия. Например, площадь поперечного сечения выходного отверстия может быть меньше на величину от приблизительно 10% до приблизительно 50% площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации указанная разность может быть, например, меньше, чем приблизительно 10%, или больше, чем приблизительно 50%. Согласно различным вариантам реализации входное отверстие 346 может иметь ширину или диаметр А2 входного отверстия, и выходное отверстие 348 может иметь ширину или диаметр В2 выходного отверстия. Согласно различным неограничивающим вариантам реализации ширина А2 входного отверстия может соответствовать или по существу соответствовать ширине полости, образованной между боковыми стенками 350а, 350b очищающего пода 342 во входном отверстии 346, вблизи него и/или рядом с ним. Кроме того, площадь поперечного сечения входного отверстия может соответствовать или по существу соответствовать, например, площади поперечного сечения полости очищающего пода 342 во входном отверстии 346, вблизи него и/или рядом с ним. Если площадь поперечного сечения входного отверстия 346 соответствует или по существу соответствует площади поперечного сечения очищающего пода 342 рядом с входным отверстием 346, скорость расплавленного материала, втекающего в очищающий под 342 через входное отверстие 346, может быть поддержана или по существу поддержана. Иными словами, скорость расплавленного материала может не уменьшаться или по существу не уменьшаться после втекания расплавленного материала в очищающий под 342. Согласно различным неограничивающим вариантам реализации подобно ширине A1 входного отверстия и ширине B1 выходного отверстия очищающего пода 242, описанного выше в настоящей заявке, ширина В2 выходного отверстия может быть меньше, чем ширина А2 входного отверстия. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут быть изменены и/или могут сохранять соответствие между входным отверстием 346 и выходным отверстием 348 таким образом, что площадь поперечного сечения входного отверстия больше, чем площадь поперечного сечения выходного отверстия. Согласно некоторым неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать или по существу соответствовать площади поперечного сечения выходного отверстия, и согласно другим неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может быть меньше, чем площадь поперечного сечения выходного отверстия.
[0058] На фиг. 8 и 9 показан подобный очищающему поду 142 (показанному на фиг. 3), описанному в настоящей заявке, очищающий под 442, который может иметь входное отверстие 446 рядом с первым концом 452 и пару выходных отверстий 448а, 448b рядом с вторым концом 454. Расплавленный материал, протекающий через очищающий под 442, может втекать в очищающий под 442 через входное отверстие 446 и может вытекать из очищающего пода 442 через выходные отверстия 448а, 448b. Иными словами, поток расплавленного материала может быть направлен от входного отверстия 446 к выходным отверстиям 448а, 448b. Кроме того, очищающий под 442 может содержать боковые стенки 450а, 450b, которые могут проходить, например, между первым концом 452 и вторым концом 454. Выходные отверстия 448а, 448b могут быть выполнены в боковых стенках 450а, 450b. Согласно различным неограничивающим вариантам реализации поток расплавленного материала может разветвляться или разделяться для протекания в выходные отверстия 448а, 448b, расположенные в противоположных боковых стенках 450а, 450b очищающего пода 452. Как показано на фиг. 9, очищающий под 442 может иметь ось Х3, и согласно некоторым неограничивающим вариантам реализации очищающий под 442 может быть симметричен относительно оси Х3. В таких вариантах реализации выходные отверстия 448а, 448b могут быть расположены симметрично. Согласно различным неограничивающим вариантам реализации каждая боковая стенка 450а, 450b может проходить под углом относительно оси Х3, и между каждой боковой стенкой 450а, 450b и осью Х3 может быть задан угол θ3. Согласно различным неограничивающим вариантам реализации угол θ3 может составлять, например, приблизительно 4°. Согласно некоторым неограничивающим вариантам реализации угол θ3 может составлять от приблизительно 1° до приблизительно 30°, например, и по меньшей мере согласно одному неограничивающему варианту реализации угол θ3 может быть, например, меньше, чем приблизительно 1°, и/или больше, чем приблизительно 30°. Иными словами, боковые стенки 450а, 450b очищающего пода 442 могут сходиться на конус и/или суживаться между входным отверстием 446 рядом с первым концом 452 и выходными отверстиями 448а, 448b рядом со вторым концом 454. Согласно различным неограничивающим вариантам реализации боковые стенки 450а, 450b могут суживаться непрерывно между входным отверстием 446 и выходными отверстиями 448а, 448b. Кроме того, боковые стенки 450а, 450b могут быть изогнутыми и/или прямыми между входным отверстием 446 и выходными отверстиями 448а, 448b, и степень конусности может изменяться вдоль их длины. Например, часть боковых стенок 450а, 450b может быть изогнутой, и/или часть боковых стенок 450а, 450b может быть наклонной. Кроме того, кривая или кривые могут иметь, например, различные радиусы кривизны, и наклонная часть или наклонные части могут быть наклонены под разными углами. Как описано в настоящей заявке, для поддерживания постоянного или по существу постоянного массового расхода в сужающемся поде 442, например, скорость расплавленного материала, протекающего в нем, может увеличиваться между входным отверстием 446 и выходными отверстиями 448а, 448b.
[0059] Как показано на фиг. 8 и 9, входное отверстие 446 может иметь площадь поперечного сечения входного отверстия, и выходные отверстия 448а, 448b могут иметь площади поперечного сечения выходных отверстий. Общее количество или сумма площадей поперечного сечения выходных отверстий, т.е., объединенная площадь поперечного сечения выходного отверстия может соответствовать или может быть равна площади поперечного сечения входного отверстия. Согласно различным неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться на величину, составляющую от приблизительно 1% до приблизительно 5%, площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться на величину, которая меньше, чем приблизительно 1%, от площади поперечного сечения входного отверстия. Согласно другим неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться на величину, которая больше, чем приблизительно 5%, от площади поперечного сечения входного отверстия, и, например, может отличаться приблизительно на 10% от площади поперечного сечения входного отверстия. Согласно различным неограничивающим вариантам реализации входное отверстие 446 может иметь ширину или диаметр А3 входного отверстия, первое выходное отверстие 448а может иметь ширину или диаметр В3 выходного отверстия, и второе выходное отверстие 448b может иметь ширину или диаметр С3 выходного отверстия. Согласно некоторым неограничивающим вариантам реализации сумма ширин выходных отверстий В3 и С3 может быть равна или по существу равна ширине А3 входного отверстия. Например, ширины выходных отверстий В3 и С3 могут быть равными, и каждое такое выходное отверстие может составлять 50% ширины входного отверстия А3. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут изменяться и/или сохранять соответствие между входным отверстием 446 и выходными отверстиями 448а, 448b таким образом, что объединенная площадь поперечного сечения выходного отверстия соответствует площади поперечного сечения входного отверстия. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать пропускной способности входного отверстия, и объединенная площадь поперечного сечения выходного отверстия может соответствовать объединенной пропускной способности выходного отверстия. Согласно некоторым неограничивающим вариантам реализации объединенная пропускная способность выходного отверстия, например, может соответствовать пропускной способности входного отверстия. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может быть, например, меньше, чем объединенная площадь поперечного сечения выходного отверстия, или больше, чем объединенная площадь поперечного сечения выходного отверстия.
[0060] Согласно различным неограничивающим вариантам реализации источник энергии, такой как электронно-лучевые пушки 30 (как показано на фиг. 1 и 2) и/или плазменные горелки, может быть расположен относительно очищающего пода с возможностью управления формой и размером гарнисажа из материала, сформированного в поде. Например, источником энергии можно управлять с возможностью направленного ориентирования относительно пода для управления формой гарнисажа, сформированного в нем. Это описано в патенте США №4,961,776 (Harker), который по ссылке полностью включен в настоящую заявку. Источником энергии, направленным на необходимое место расположения гарнисажа и/или вокруг него, можно управлять для обеспечения возможности отверждения и наращивания гарнисажа в данном необходимом месте. Согласно некоторым неограничивающим вариантам реализации источник энергии может быть направлен на очищающий под с возможностью управления для формирования клиновидного гарнисажа. Клиновидный гарнисаж может быть сформирован в неклиновидном поде, таком как, например, известный квадратный и/или прямоугольный под. Подобно различным описанным в настоящей заявке вариантам реализации, клиновидная геометрия гарнисажа в очищающем поде может обеспечивать улучшенный канал для расплавленного материала.
[0061] Улучшенный канал в очищающем поде может способствовать увеличению скорости расплавленного материала, протекающего в нем, и может уменьшить давление в расплавленном материале. Иными словами, для поддерживания по существу постоянного массового расхода, например, в клиновидном поде скорость расплавленного материала может увеличиваться от входного отверстия к выходному отверстию, и давление в расплавленном материале может соответственно уменьшаться от входного отверстия к выходному отверстию. Кроме того, улучшенный канал может обеспечивать более прямой путь для расплавленного материала, в результате чего может быть уменьшено и/или ограничено формирование застойных зон в расплавленном материале. Улучшенный канал для расплавленного материала с уменьшенными застойными зонами может способствовать достижению более однородного времени нахождения материала в поде. Заданным временем нахождения материала в поде можно управлять для достаточного испарения включений в расплавленном материале с одновременным ограничением и/или предотвращением чрезмерного элементного материала. Кроме того, улучшенный канал в очищающем поде может обеспечивать более прямой путь для расплавленного материала и во время операций непрерывной разливки в параллельные литейные формы может способствовать достижению идентичных или подобных скоростей разливки.
[0062] Как показано на фиг. 10-12, очищающий под 542 может содержать входное отверстие 546 на первом конце 552 или рядом с ним и выходное отверстие 548 на втором конце 554 или рядом с ним. Расплавленный материал 570, протекающий через очищающий под 542, может втекать в очищающий под 542 через входное отверстие 546 и может вытекать из очищающего пода 542 через выходное отверстие 548. Иными словами, поток расплавленного материала 570 может быть направлен от входного отверстия 546 к выходному отверстию 548. Кроме того, согласно различным неограничивающим вариантам реализации очищающий под 542 может содержать боковые стенки 550а, 550b, которые, например, могут проходить между первым концом 552 и вторым концом 554. Как показано на фиг. 10 и 12, очищающий под 542 может быть, например, прямоугольным, и боковые стенки 550а, 550b могут быть, например, параллельны друг другу. Кроме того, как показано на фиг. 12, очищающий под 542 может иметь ось Х4, и согласно некоторым неограничивающим вариантам реализации очищающий под 542 может быть симметричен относительно оси Х4.
[0063] Как показано на фиг. 10-12, источником энергии, таким как электроннолучевые пушки 30 (как показано на фиг. 1 и 2) и/или плазменные горелки, можно управлять и ориентировать относительно очищающего пода 542 с возможностью формирования в нем клиновидного гарнисажа 560. Первая сторона 560а клиновидного гарнисажа 560 может быть сформирована на первой стороне очищающего пода 542, и вторая сторона 560b клиновидного гарнисажа 560 может быть сформирована на второй стороне очищающего пода 542. Согласно различным вариантам реализации гарнисаж 560 может быть сформирован симметрично относительно оси Х4. Кроме того, как показано прежде всего на фиг. 12, края 562а, 562b каждой из сторон 560а, 560b гарнисажа могут проходить под углом относительно оси Х4, и угол θ4 может быть задан между краем 562а, 562b каждой стороны 560а, 560b гарнисажа и осью Х4. Согласно различным неограничивающим вариантам реализации угол θ4 может составлять, например, приблизительно 4°. Согласно некоторым неограничивающим вариантам реализации угол θ4 может составлять, например, от приблизительно 1° до приблизительно 30°, и по меньшей мере согласно одному неограничивающему варианту реализации угол θ4 может составлять, например, меньше, чем 1°, и/или, например, больше, чем 30°. Иными словами, края 562а, 562b сторон 560а, 560b гарнисажа могут сходиться на конус и/или сужаться между входным отверстием 546 рядом с первым концом 552 и выходным отверстием 548 рядом с вторым концом 554. Например, площадь поперечного сечения канала, ограниченного гарнисажем 560, во входном отверстии 546 вблизи него и/или рядом с ним может быть больше приблизительно на 10%-50% площади поперечного сечения канала, ограниченного гарнисажем 560 в выходном отверстии 548, вблизи него и/или рядом с ним. Согласно некоторым неограничивающим вариантам реализации разность может быть, например, меньше, чем приблизительно 10%, или, например, больше, чем приблизительно 50%. Согласно различным неограничивающим вариантам реализации края 562а, 562b могут сходиться непрерывно между входным отверстием 546 и выходным отверстием 548. Кроме того, края 562а, 562b могут быть изогнутыми и/или прямыми между входным отверстием 546 и выходным отверстием 548, и степень конусности может изменяться вдоль их длины. Например, часть краев 562а, 562b может быть изогнутой, и/или часть краев 562а, 562b может быть наклонной. Кроме того, кривая или кривые могут, например, иметь различные радиусы кривизны, и наклонная часть или наклонные части могут быть наклонены, например, под разными углами.
[0064] Как показано на фиг. 10-12, входное отверстие 546 может иметь площадь поперечного сечения входного отверстия, и выходное отверстие 548 может иметь площадь поперечного сечения выходного отверстия, которая может быть меньше, чем площадь поперечного сечения входного отверстия, подобно очищающему поду 242 (показанному на фиг. 4 и 5). Например, входное отверстие 546 может иметь ширину или диаметр А4 входного отверстия, и выходное отверстие 548 может иметь ширину или диаметр В4 выходного отверстия. Согласно некоторым неограничивающим вариантам реализации ширина В4 выходного отверстия может быть меньше, чем ширина А4 входного отверстия, подобно, например, ширине A1 входного отверстия и ширине B1 выходного отверстия очищающего пода 542. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут изменяться и/или могут сохранять соответствие между входным отверстием 546 и выходным отверстием 548 таким образом, что площадь поперечного сечения входного отверстия больше, чем площадь поперечного сечения выходного отверстия. Согласно различным неограничивающим вариантам реализации края 562а, 562b сторон 560а, 560b гарнисажа могут быть выровнены или по существу выровнены с входным отверстием 546 на первом конце 552 и с выходным отверстием 548 на втором конце 554. Иными словами, край 562а стороны 560а гарнисажа может проходить от входного отверстия 546 к выходному отверстию 548 на первой стороне очищающего пода 542, и край 562b стороны 560b гарнисажа может проходить от входного отверстия 546 к выходному отверстию 548 на второй противоположной стороне очищающего пода 542. В таких вариантах реализации площадь поперечного сечения канала для расплавленного материала 570 может соответствовать площади поперечного сечения входного отверстия 546 и может соответствовать площади поперечного сечения выходного отверстия 548. Если края 562а, 562b сторон 560а, 560b гарнисажа выровнены с входным отверстием 546, после входа расплавленного материала в канал, образованный клиновидным гарнисажем 560 в поде 542, скорость расплавленного материала может быть поддержана или по существу поддержана. Затем, при протекании расплавленного материала 570 через клиновидный гарнисаж 560 в направлении к выходному отверстию 548 скорость расплавленного материала 570 может увеличиваться. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать пропускной способности входного отверстия, и площадь поперечного сечения выходного отверстия может соответствовать пропускной способности выходного отверстия. Согласно некоторым неограничивающим вариантам реализации пропускная способность выходного отверстия, например, может быть меньше, чем пропускная способность входного отверстия. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать или по существу соответствовать площади поперечного сечения выходного отверстия, и согласно другим неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может быть меньше, чем площадь поперечного сечения выходного отверстия.
[0065] На фиг. 13-15 показан очищающий под 642, который по существу может быть подобен очищающему поду 542 (показанному на фиг. 10-12). Например, расплавленный материал 670 может втекать в очищающий под 642 через входное отверстие 646 на первом конце 652 и может вытекать из очищающего пода 642 через выходное отверстие 648 на втором конце 654. Кроме того, согласно различным неограничивающим вариантам реализации очищающий под 642 может быть, например, прямоугольным, и боковые стенки 650а, 650b могут быть параллельны друг другу. Как показано на фиг. 15, очищающий под 642 может иметь ось Х5, и согласно некоторым неограничивающим вариантам реализации очищающий под 642 и клиновидный гарнисаж 660, сформированный в нем, могут быть симметричными относительно оси Х5.
[0066] Как показано на фиг. 13-15, входное отверстие 646 может иметь площадь поперечного сечения входного отверстия, и выходное отверстие 648 может иметь площадь поперечного сечения выходного отверстия, которая может быть равна площади поперечного сечения входного отверстия. Например, входное отверстие 646 очищающего пода 642 может иметь ширину или диаметр А5, и выходное отверстие 648 очищающего пода 642 может иметь ширину или диаметр D5, который может соответствовать или может быть равен ширине А5 входного отверстия. Иными словами, ширина А5, например, может быть равна ширине D5. Несмотря на то, что ширина А5 входного отверстия очищающего пода 642 может соответствовать ширине D5 выходного отверстия очищающего пода 642, гарнисаж 660 может формировать клиновидный канал для расплавленного материала 670 в очищающем поде 642. Для поддерживания постоянного или по существу постоянного массового расхода в клиновидном гарнисаже 660, например, скорость расплавленного материала, протекающего в нем, может увеличиваться между входным отверстием 646 и выходным отверстием 648 очищающего пода 642.
[0067] Согласно некоторым неограничивающим вариантам реализации первая сторона 660а гарнисажа может быть сформирована на первой стороне очищающего пода 642, и вторая сторона 660b гарнисажа может быть сформирована на второй стороне очищающего пода 642. Например, края 662а, 662b каждой стороны 660а, 660b гарнисажа могут быть выровнены или по существу выровнены с входным отверстием 646 очищающего пода 642 на первом конце 652, и сближаться от входного отверстия 646 для образования суженного каналах шириной В5 во втором конце 654 очищающего пода 642 и выходном отверстии 648. Иными словами, ширина В5 канала, ограниченного сторонами 660а, 660b гарнисажа в выходном отверстии 648, может быть меньше, чем ширина D5 выходного отверстия. Кроме того, согласно различным неограничивающим вариантам реализации гарнисаж 660 может ограничивать пропускную способность входного отверстия и/или пропускную способность выходного отверстия. Например, как показано на фиг. 13-15, гарнисаж 660 может ограничивать пропускную способность выходного отверстия 648. Кроме того, гарнисаж 660 может ограничивать пропускную способность, например, входного отверстия 646. Согласно различным неограничивающим вариантам реализации пропускная способность выходного отверстия, ограниченная гарнисажем 660, может быть меньше, чем пропускная способность входного отверстия, ограниченная гарнисажем 660 во входном отверстии 646. Кроме того, площадь поперечного сечения канала, ограниченного гарнисажем 660 во входном отверстии 646, рядом с ним и/или вблизи него может составлять величину, которая меньше приблизительно на 10%-50% площади поперечного сечения канала, ограниченного гарнисажем 660 в выходном отверстии 648, рядом с ним и/или вблизи него. Согласно некоторым неограничивающим вариантам реализации указанная разность может быть, например, меньше, чем приблизительно 10%, или больше, чем, например, приблизительно 50%.
[0068] Как показано на фиг. 16-18, очищающий под 742 может иметь входное отверстие 746 на первом конце 752 или рядом с ним и выходное отверстие 748 на втором конце 754 или рядом с ним. Расплавленный материал 770, протекающий через очищающий под 742, может втекать в очищающий под 742 через входное отверстие 746 и может вытекать из очищающего пода 742 через выходное отверстие 748. Иными словами, поток расплавленного материала 770 может быть направлен от входного отверстия 746 к выходному отверстию 748. Кроме того, согласно различным неограничивающим вариантам реализации очищающий под 742 может иметь боковые стенки 750а, 750b, которые могут проходить, например, между первым концом 752 и вторым концом 754. Очищающий под 742 может быть, например, квадратным, и боковые стенки 750а, 750b могут быть параллельными друг другу. Как показано на фиг. 16 и 18, выходное отверстие 748 может быть выполнено, например, в боковой стенке 750b. Согласно другим неограничивающим вариантам реализации входное отверстие 746 и/или выходное отверстие 748 могут быть выполнены в боковой стенке 750а, 750b очищающего пода 742. Как показано на фиг. 18, очищающий под 742 может иметь ось Х6, и согласно некоторым неограничивающим вариантам реализации очищающий под 742 может быть асимметричен относительно оси Х6.
[0069] Согласно различным неограничивающим вариантам реализации, подобным различным описанным в настоящей заявке вариантам реализации, источником энергии, таким как электронно-лучевые пушки 30 (показанные на фиг. 1 и 2) и/или плазменные горелки, можно управлять и ориентировать относительно очищающего пода 742 таким образом, что в нем формируется клиновидный гарнисаж 760. Согласно различным вариантам реализации гарнисаж 760 может быть сформирован асимметрично относительно оси Х6. Например, гарнисаж 760 может формировать канал для расплавленного материала 770, который пересекает ось Х6. Согласно некоторым неограничивающим вариантам реализации канал для расплавленного материала 770 может проходить от первого конца 752 очищающего пода 742 к второму концу 754 и может проходить, например, к выходному отверстию 748 в боковой стенке 750а, 750b. Первая сторона 760а гарнисажа 760 может быть сформирована на первой стороне очищающего пода 742, и вторая сторона 760b гарнисажа 760 может быть сформирована на второй стороне очищающего пода 742. Кроме того, как показано прежде всего на фиг. 18, края 762а, 762b сторон 760а, 760b гарнисажа могут быть ориентированы под углом относительно друг друга, и угол θ6 может быть сформирован между краями 762а, 762b сторон 760а, 760b гарнисажа. Согласно различным неограничивающим вариантам реализации угол θ6 может составлять, например, приблизительно 8°. Согласно некоторым неограничивающим вариантам реализации угол θ6 может составлять, например, от приблизительно 2° до приблизительно 30°, и по меньшей мере согласно одному неограничивающему варианту реализации угол θ6 может быть, например, меньше, чем 2°, и/или, например, больше, чем 30°. Иными словами, края 762а, 762b сторон 760а, 760b гарнисажа могут сходиться на конус и/или суживаться между входным отверстием 746 рядом с первым концом 752 и выходным отверстием 748 рядом с вторым концом 754. Согласно различным неограничивающим вариантам реализации края 762а, 762b сторон 760а, 760b гарнисажа могут непрерывно сходиться между входным отверстием 746 и выходным отверстием 748. Кроме того, края 762а, 762b могут быть изогнутыми и/или прямыми между входным отверстием 746 и выходным отверстием 748, и степень конусности может изменяться вдоль их длины. Например, часть краев 762а, 762b может быть изогнутой, и/или часть краев 762а, 762b может быть наклонной. Кроме того, кривая или кривые, например, могут иметь различные радиусы кривизны, и наклонная часть или наклонные части, например, могут быть наклонены под разными углами. Как описано в настоящей заявке, для поддерживания постоянного или по существу постоянного массового расхода в клиновидном гарнисаже 760, например, скорость расплавленного материала, протекающего в нем, может увеличиваться между входным отверстием 746 и выходным отверстием 748 очищающего пода 642.
[0070] Как показано на фиг. 16-18, входное отверстие 746 может иметь площадь поперечного сечения входного отверстия, и выходное отверстие 748 может иметь площадь поперечного сечения выходного отверстия, которая может соответствовать или может быть равна площади поперечного сечения входного отверстия, подобно очищающему поду 642 (показанному на фиг. 13-15). Согласно различным неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может отличаться на величину, составляющую от приблизительно 1% до приблизительно 5%, от площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может отличаться меньше, чем приблизительно на 1%, от площади поперечного сечения входного отверстия. Согласно другим неограничивающим вариантам реализации площадь поперечного сечения выходного отверстия может отличаться больше чем приблизительно на 5%, от площади поперечного сечения входного отверстия, и, например, может отличаться приблизительно на 10% от площади поперечного сечения входного отверстия. Согласно различным вариантам реализации входное отверстие 746 может иметь ширину или диаметр А6, и выходное отверстие 748 может иметь ширину или диаметр В6. Согласно некоторым неограничивающим вариантам реализации ширина В6 выходного отверстия может равняться ширине А6 входного отверстия. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут соответствовать и/или могут изменяться между входным отверстием 746 и выходным отверстием 748 таким образом, что площадь поперечного сечения входного отверстия по существу равна площади поперечного сечения выходного отверстия. Иными словами, входное отверстие 746 и выходное отверстие 758 могут иметь равные или подобные площади поперечного сечения, не смотря на то, что формы поперечного сечения входного отверстия 746 и выходного отверстия 748 могут отличаться друг от друга.
[0071] Согласно различным неограничивающим вариантам реализации гарнисаж 760 может формировать канал для расплавленного материала 770, ширина которого больше, чем ширина А6 входного отверстия во входном отверстии 746, и который сужается для соответствия ширине В6 выходного отверстия в выходном отверстии 748. Иными словами, площадь поперечного сечения канала для расплавленного материала 770, ограниченного гарнисажем 760, рядом с входным отверстием 746 может быть большей, чем площадь поперечного сечения входного отверстия 746. Кроме того, канал для расплавленного материала 770, ограниченный гарнисажем 760, рядом с выходным отверстием 748 может соответствовать площади поперечного сечения выходного отверстия 748. В таких вариантах реализации скорость расплавленного материала 770 может уменьшаться после его втекания в более широкую часть гарнисажа 760 рядом с входным отверстием 746. Однако, при протекании расплавленного материала 770 вдоль клиновидного канала в гарнисаже 760 в направлении к выходному отверстию 748 скорость расплавленного материала 770 может увеличиваться.
[0072] Как показано на фиг. 19-21, очищающий под 842 может иметь входное отверстие 846 на первом конце 852 или рядом с ним и пару выходных отверстий 848а, 848b на втором конце 854 или рядом с ним. Расплавленный материал 870, протекающий через очищающий под 842, может втекать в очищающий под 842 через входное отверстие 846 и может вытекать из очищающего пода 842 через выходные отверстия 848а, 848b. Иными словами, поток расплавленного материала 870 может быть направлен от входного отверстия 846 к выходным отверстиям 848а, 848b. Как описано в настоящей заявке, источником энергии, таким как электронно-лучевые пушки 30 (показаны на фиг. 1 и 2), можно управлять и размещать относительно очищающего пода 842 таким образом, что в нем может быть сформирован клиновидный гарнисаж 860. Согласно некоторым неограничивающим вариантам реализации клиновидный гарнисаж 860 может направлять расплавленный материал 870 от входного отверстия 846 к выходным отверстиям 848а, 848b. Кроме того, очищающий под 852 может иметь боковые стенки 850а, 850b, проходящие между первым концом 852 и вторым концом 854. Согласно различным неограничивающим вариантам реализации очищающий под 842 может быть квадратным, и боковые стенки 850а, 850b могут быть, например, параллельными друг другу. Несмотря на то, что очищающий под 842 может быть квадратным и/или прямоугольным, гарнисаж 860 может сужаться между входным отверстием 846 и выходными отверстиями 848а, 848b для формирования клиновидного канала для расплавленного материала 870. Согласно различным вариантам реализации первая сторона 860а гарнисажа может быть сформирована на первой стороне очищающего пода 842, и вторая сторона 860b гарнисажа может быть сформирована на второй стороне очищающего пода 842. Кроме того, согласно некоторым неограничивающим вариантам реализации гарнисаж 860 может содержать центральную часть 860а между выходными отверстиями 848а, 848b и между первой и второй сторонами 860а, 860b. Центральная часть 860а может разветвлять канал для расплавленного материала 870 для направления первой части 870а расплавленного материала, например, к выходному отверстию 848а и второй части 870b расплавленного материала, например, к выходному отверстию 848b.
[0073] Как показано на фиг. 21, очищающий под 842 может иметь ось Х7, и согласно некоторым неограничивающим вариантам реализации очищающий под 842 может быть симметричным относительно оси Х7. В таких вариантах реализации выходные отверстия 848а, 848b могут быть симметричными, и каждое выходное отверстие 848а, 848b может быть выполнено сквозь боковую стенку 850а, 850b рядом с вторым концом 852 очищающего пода 842. Выходное отверстие 848а может проходить сквозь первую боковую стенку 850а, и выходное отверстие 858b может проходить, например, сквозь вторую противоположную боковую стенку 850b. Согласно различным неограничивающим вариантам реализации край 862а, 862b каждой стороны 860а, 860b гарнисажа может быть ориентирован под углом относительно края 862а, 862b центральной части 860а. Угол θ7а, θ7b может быть задан между краями 762а, 762b гарнисажа 860. Например, угол θ7а может быть задан вдоль первой части 870а между первой стороной 860а гарнисажа 860 и центральной частью 860с гарнисажа 880, и угол θ7b может быть задан вдоль второй части 870b между второй стороной 860b гарнисажа 880 и центральной частью 860с гарнисажа 880. Если, например, гарнисаж 860 является симметричным, углы θ7а, θ7b в выбранном месте вдоль оси Х7 могут быть равными. Согласно различным неограничивающим вариантам реализации углы θ7а, θ7b, могут, например, составлять 8°. Согласно некоторым неограничивающим вариантам реализации углы θ7а, θ7b могут, например, составлять от приблизительно 2° до приблизительно 30°. По меньшей мере согласно одному неограничивающему варианту реализации углы θ7а, θ7b могут быть, например, меньше, чем 2°, и/или больше, чем 30°. Иными словами, края 862а, 862b, 862с гарнисажа 860 могут сходиться на конус и/или суживаться вдоль раздвоенных частей 870а, 870b канала для расплавленного материала 870. Согласно различным неограничивающим вариантам реализации края 862а, 862b, 862с гарнисажа 860 могут непрерывно сходиться вдоль раздвоенных частей 870а, 870b канала для расплавленного материала 870. Кроме того, края 862а, 862b, 862с могут быть изогнутыми и/или прямыми между входным отверстием 846 и выходным отверстием 848а, 848b, и степень сужения может изменяться вдоль их длины. Например, часть краев 862а, 862b, 862с может быть изогнутой, и/или часть краев 862а, 862b, 862с может быть наклонной. Кроме того, кривая или кривые, например, могут иметь различные радиусы кривизны, и наклонная часть или наклонные части, например, могут быть наклонены под разными углами. Как описано выше в настоящей заявке, для поддерживания постоянного или по существу постоянного массового расхода в клиновидном гарнисаже 860, например, скорость расплавленного материала, протекающего в нем, может увеличиваться между входным отверстием 846 и выходными отверстиями 848а, 848b.
[0074] Как показано на фиг. 19-21, входное отверстие 846 может иметь площадь поперечного сечения входного отверстия, и выходные отверстия 848а, 848b могут иметь площади поперечного сечения выходного отверстия. Общее количество или сумма площадей поперечного сечения выходного отверстия, т.е., объединенная площадь поперечных сечений выходных отверстий, может соответствовать или может быть равна площади поперечного сечения входного отверстия, подобно очищающему поду 442 (показанному на фиг. 8 и 9). Согласно различным неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться на величину, составляющую от приблизительно 1% до приблизительно 5%, от площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться меньше, чем приблизительно на 1%, от площади поперечного сечения входного отверстия. Согласно другим неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может отличаться больше, чем приблизительно на 5%, от площади поперечного сечения входного отверстия, и, например, может отличаться приблизительно на 10% от площади поперечного сечения входного отверстия. Согласно различным неограничивающим вариантам реализации входное отверстие 846 может иметь ширину или диаметр А7 входного отверстия, первое выходное отверстие 848а может иметь ширину или диаметр В7 выходного отверстия, и второе выходное отверстие 748b может иметь ширину или диаметр С7 выходного отверстия. Согласно некоторым неограничивающим вариантам реализации сумма ширин В7 и С7 выходных отверстий может равна или по существу равна ширине А7 входного отверстия. Например, ширины В7 и С7 выходных отверстий могут быть равными и могут составлять 50% ширины А7 входного отверстия. Согласно различным неограничивающим вариантам реализации дополнительные или альтернативные размеры могут изменяться и/или сохранять соответствие между входным отверстием 846 и выходным отверстием 848 таким образом, что площадь поперечного сечения входного отверстия соответствует объединенной площади поперечного сечения выходных отверстий. Согласно различным неограничивающим вариантам реализации площадь поперечного сечения входного отверстия может соответствовать пропускной способности входного отверстия, и площадь поперечного сечения выходных отверстий может соответствовать пропускной способности выходных отверстий. Согласно некоторым неограничивающим вариантам реализации пропускная способность выходных отверстий, например, может соответствовать пропускной способности входного отверстия. Согласно различным неограничивающим вариантам реализации объединенная площадь поперечного сечения выходного отверстия может быть меньше, чем площадь поперечного сечения входного отверстия. Например, площадь поперечного сечения выходного отверстия может быть меньше на величину, составляющую от приблизительно 10% до приблизительно 50%, площади поперечного сечения входного отверстия. Согласно некоторым неограничивающим вариантам реализации указанная разность, например, может быть меньше, чем приблизительно 10%, или, например, больше, чем приблизительно 50%. Согласно различным неограничивающим вариантам реализации объединенная пропускная способность выходного отверстия может быть меньше, чем пропускная способность входного отверстия, или больше, чем пропускная способность входного отверстия.
[0075] В настоящей заявке описаны и показаны различные варианты реализации для облегчения общего понимания элементов, этапов и использования описанных устройства и способов. Разумеется, различные варианты реализации, описанные и показанные в настоящей заявке, являются неограничивающими и неисчерпывающими. Таким образом, изобретение не ограничено в соответствии с описанием различных неограничивающих и неисчерпывающих вариантов реализации, представленных в настоящей заявке. Например, несмотря на то, что неограничивающие варианты реализации, описанные и показанные выше со ссылкой на сопроводительные чертежи, содержат одну или большее количество электроннолучевых пушек, следует понимать, что другие источники энергии плавления также могут быть использованы в системах разливки в качестве нагревающих материал устройств. Например, настоящее изобретение также рассматривает систему разливки, в которой используется одно или большее количество генерирующих плазму устройств, которые генерируют энергетическую плазму и нагревают металлический материал в системе разливки путем введения материала в контакт с генерируемой плазмой. При соответствующих обстоятельствах особенности и характеристики, описанные в соединении с различными вариантами реализации, могут быть объединены, изменены или реорганизованы с этапами, компонентами, элементами, особенностями, аспектами, характеристиками, ограничениями и т.п. других вариантов реализации. Такие модификации и изменения считаются как попадающие в объем защиты настоящего изобретения. Также, пункты приложенной формулы могут быть исправлены для описания любых элементов, этапов, ограничений, особенностей и/или характеристик, явно или имманентно описанных в настоящей заявке, или иным способом явно или имманентно поддержанных настоящей заявкой. Кроме того, Заявители резервируют за собой право исправлять пункты приложенной формулы для утвердительного отказа от элементов, этапов, ограничений, особенностей и/или характеристик, которые присутствуют в уровне техники, независимо от того, описаны или не описаны явно такие особенности в настоящей заявке. Таким образом, любые такие изменения отвечают требованиям Закона 35 Свода законов США, § 112, Статья первая, и Закона 35 Свода законов США, § 132(a). Различные варианты реализации, описанные и показанные в настоящей заявке, могут содержать этапы, ограничения, особенности и/или характеристики по-разному описанные в настоящей заявке, состоящие из таких этапов, ограничений, особенностей и/или характеристик или состоящие по существу из таких этапов, ограничений, особенностей и/или характеристик.
[0076] Любой патент, публикация или другой опубликованный материал, идентифицированный в настоящей заявке, по ссылке полностью включен в настоящую заявку, если не указано иное, но только до степени, в которой указанный включенный материал не противоречит существующим определениям, утверждениям или другим материалам раскрытия, явно сформулированным в настоящей заявке. Также, до необходимой степени положительно выраженное раскрытие, сформулированное в настоящей заявке, заменяет любой противоречивый материал, включенный по ссылке в настоящую заявку. Любой материал или его часть, которая указана как включенная по ссылке в настоящую заявку, но которая находится в противоречии с существующими определениями, утверждениями или другим материалами раскрытия, сформулированного в настоящей заявке, включены в настоящую заявку до степени, при которой не возникает конфликт между этим включенным материалом и существующим материалом раскрытия. Заявители резервируют за собой право исправлять настоящую заявку для явного описания любого предмета или его части, которые по ссылке полностью включены в настоящую заявку.
[0077] Грамматические термины "один" и "некоторый", если используются в настоящем описании, предназначены для толкования во включительном смысле: "по меньшей мере один" или "один или большее количество", если не указано иное. Таким образом, данные термины использованы в настоящем описании для обозначения по меньшей мере одного, не только одного (т.е., "по меньшей мере одного") из грамматических объектов термина. Например, термин "элемент" обозначает один или большее количество элементов, и, таким образом, большее количество, чем один элемент, могут быть рассмотрены и могут быть использованы или осуществлены при осуществлении описанных вариантов реализации. Кроме того, использование существительного в единственном числе предполагает использование множественного числа, и использование существительного во множественном числе предполагает использование единственного числа, если контекст использования не требует иного.
[0078] В целом используемые в настоящей заявке термины "включая" и "имеющий" означают "содержащий". В целом используемые в настоящей заявке термины "приблизительно" и "по существу" относятся к приемлемой степени ошибки при измерении количества с учетом природы или точности измерения. Типичные примеры степени могут находиться в пределах 20%, 10% или 5% данного значения или диапазона значений. Все числовые количества, указанные в настоящей заявке, должны быть поняты как изменяемые во всех случаях термином "приблизительно", если не указано иное. Числовые количества, описанные в настоящей заявке, являются приблизительными, и каждое числовое значение предназначено для обозначения данного указанного значения и функционально эквивалентного диапазона охватывающего это значение. По крайней мере, но не в качестве попытки ограничить применение доктрины эквивалентов к объему защиты пунктов приложенной формулы, каждое числовое значение по меньшей мере должно быть рассмотрено в свете количества указанных значащих цифр с применением обычных способов округления. Несмотря на приблизительность числовых количеств, указанных в настоящей заявке, числовые количества, описанные в приведенных примерах фактически измеренных значений, указаны настолько точно, насколько это возможно.
[0079] Все числовые диапазоны, указанные в настоящей заявке, содержат все поддиапазоны, отнесенные к его категории. Например, диапазон "1-10" предназначен для охвата всех поддиапазонов между (и включая) указанным минимальным значением 1 и указанным максимальным значением 10. Любое максимальное числовое ограничение, указанное в настоящей заявке, содержит все нижние числовые ограничения. Любое минимальное числовое ограничение, указанное в настоящей заявке, содержит все более высокие числовые ограничения.
[0080] В приведенном выше описании некоторые подробности сформулированы для обеспечения полного понимания различных вариантов реализации изделий и способов, описанных в настоящей заявке. Однако, специалисту понятно, что описанные в настоящей заявке варианты реализации могут быть осуществлены без этих подробностей. В других случаях известные структуры и способы, связанные с изделиями и способами, не показаны или описаны подробно для предотвращения излишнего затенения описанных в настоящей заявке вариантов реализации. Кроме того, в настоящей заявке описаны различные особенности, аспекты и преимущества различных вариантов реализации изделий и способов. Однако подразумевается, что настоящее изобретение охватывает многочисленные альтернативные варианты реализации, которые могут быть достигнуты объединением любой из различных особенностей, аспектов и преимуществ различных вариантов реализации, описанных в настоящей заявке, в любой комбинации или подкомбинации, которую специалист может найти пригодным для использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИОННО-ПЛАЗМЕННЫЕ ИЗЛУЧАТЕЛИ ЭЛЕКТРОНОВ ДЛЯ ПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2544328C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАФИНИРОВАНИЯ И ЛИТЬЯ | 2001 |
|
RU2280702C2 |
| НЕПРЕРЫВНАЯ РАЗЛИВКА МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ПЕРЕПАДА ДАВЛЕНИЙ | 2013 |
|
RU2645638C2 |
| ОГНЕУПОРНЫЙ ПОГРУЖНОЙ РАЗЛИВОЧНЫЙ СТАКАН | 2014 |
|
RU2636213C2 |
| УСТАНОВКА И ФИЛЬТР ДЛЯ ФИЛЬТРОВАНИЯ АЛЬФА-ТВЕРДЫХ ВКЛЮЧЕНИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2329313C2 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2022 |
|
RU2784403C1 |
| РАСПРЕДЕЛИТЕЛЬ ВЯЖУЩЕЙ СУСПЕНЗИИ С ВЫТИРАЮЩИМ СУСПЕНЗИЮ МЕХАНИЗМОМ, СИСТЕМА И СПОСОБ ИХ ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2677719C2 |
| УСТРОЙСТВО ДЛЯ ПОГРУЖЕНИЯ ЛОМА И ДЛЯ СМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В ПЕЧИ И СИСТЕМА ПЕРЕРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2021 |
|
RU2806567C1 |
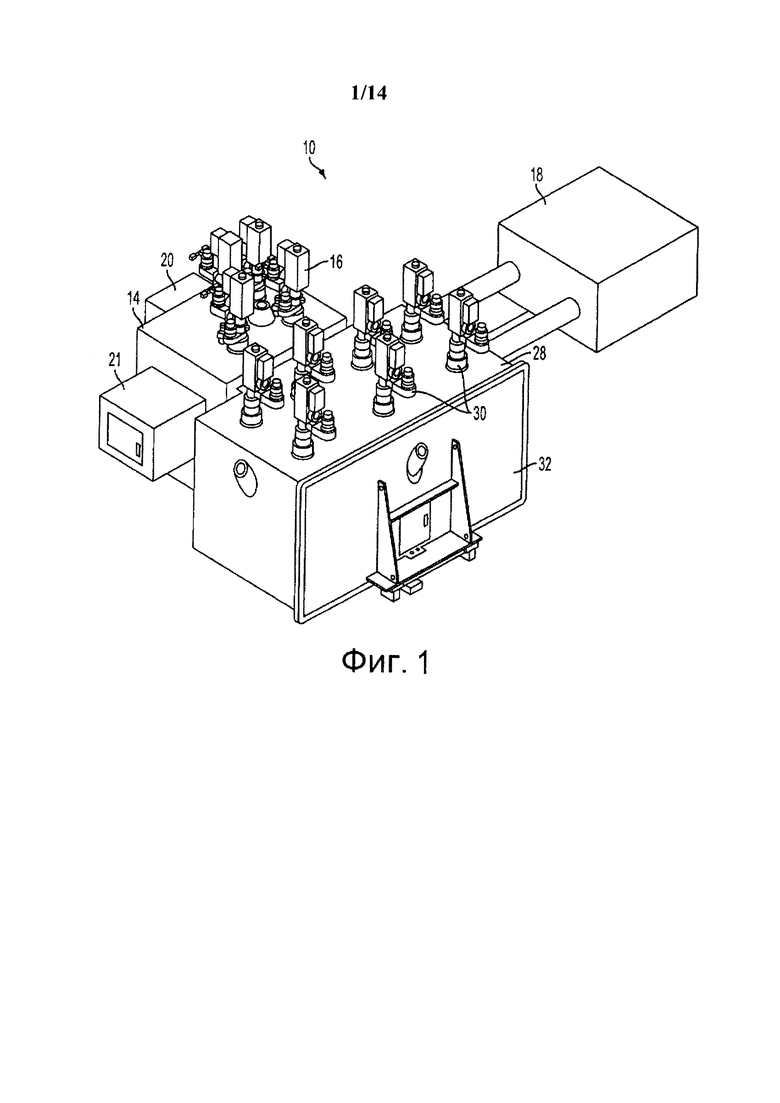
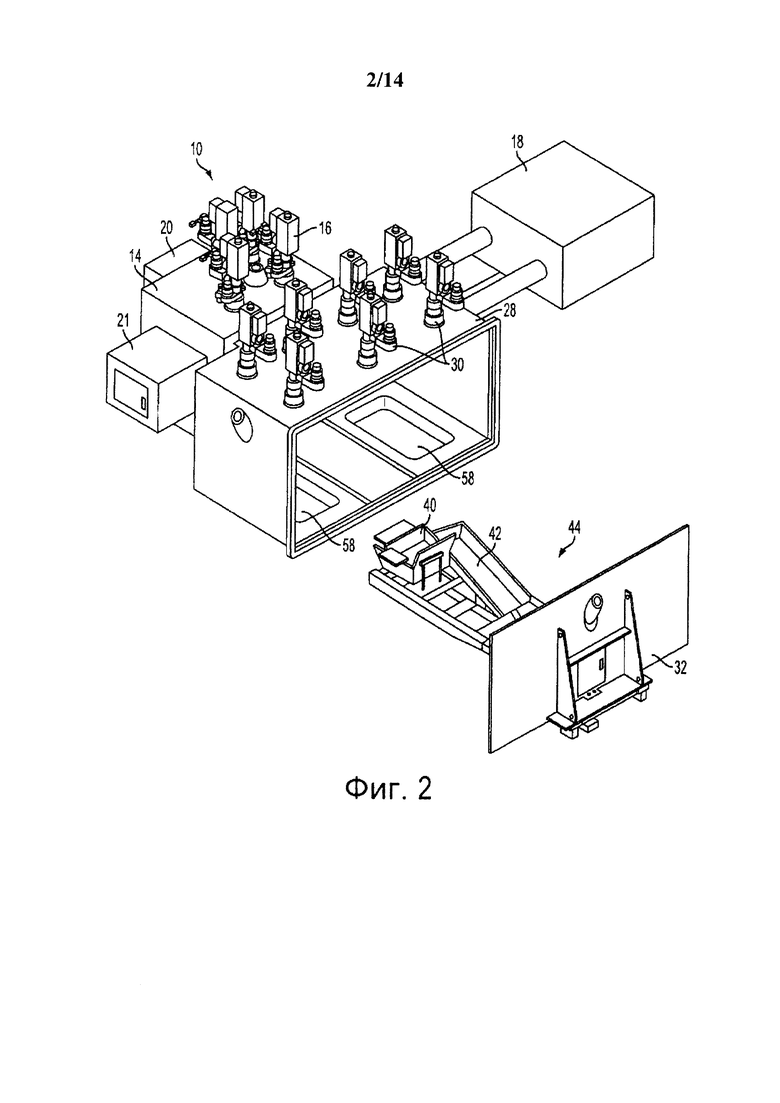
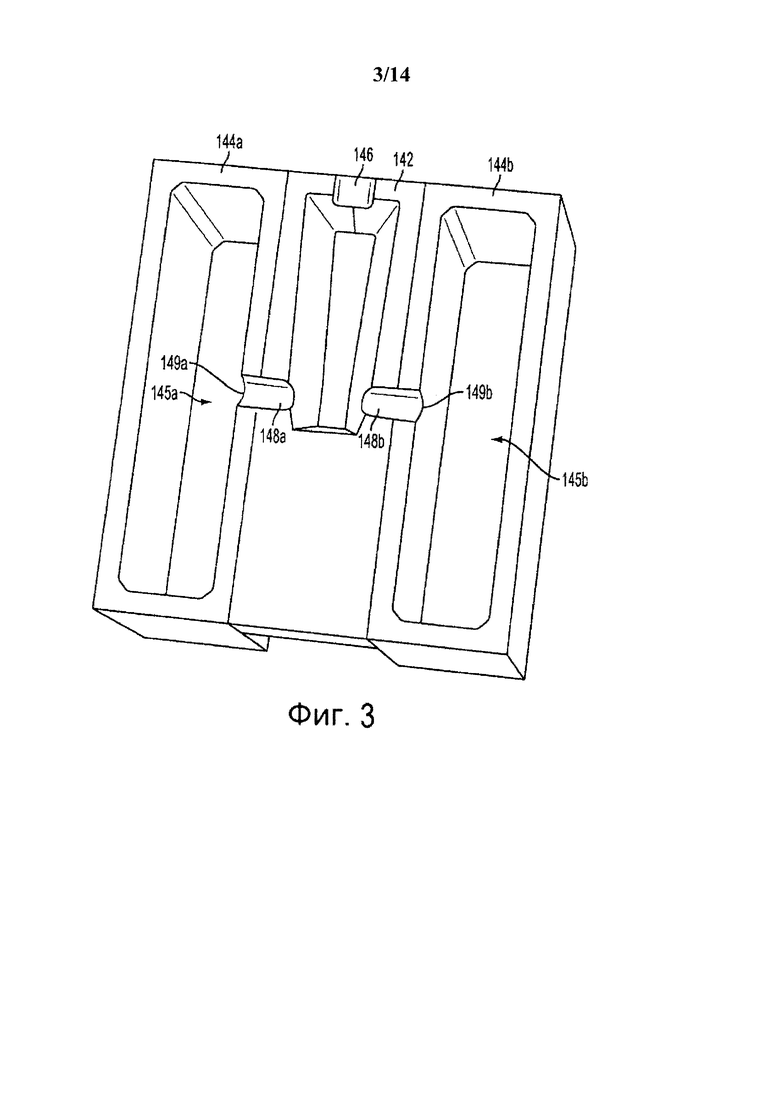
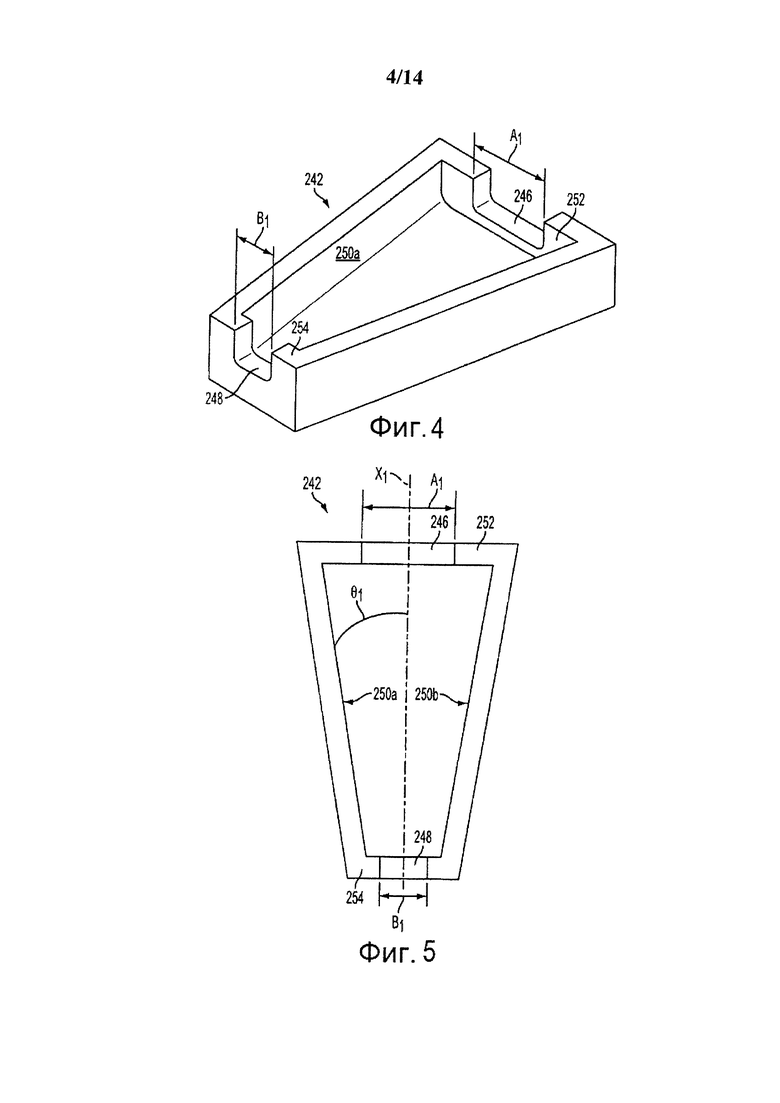
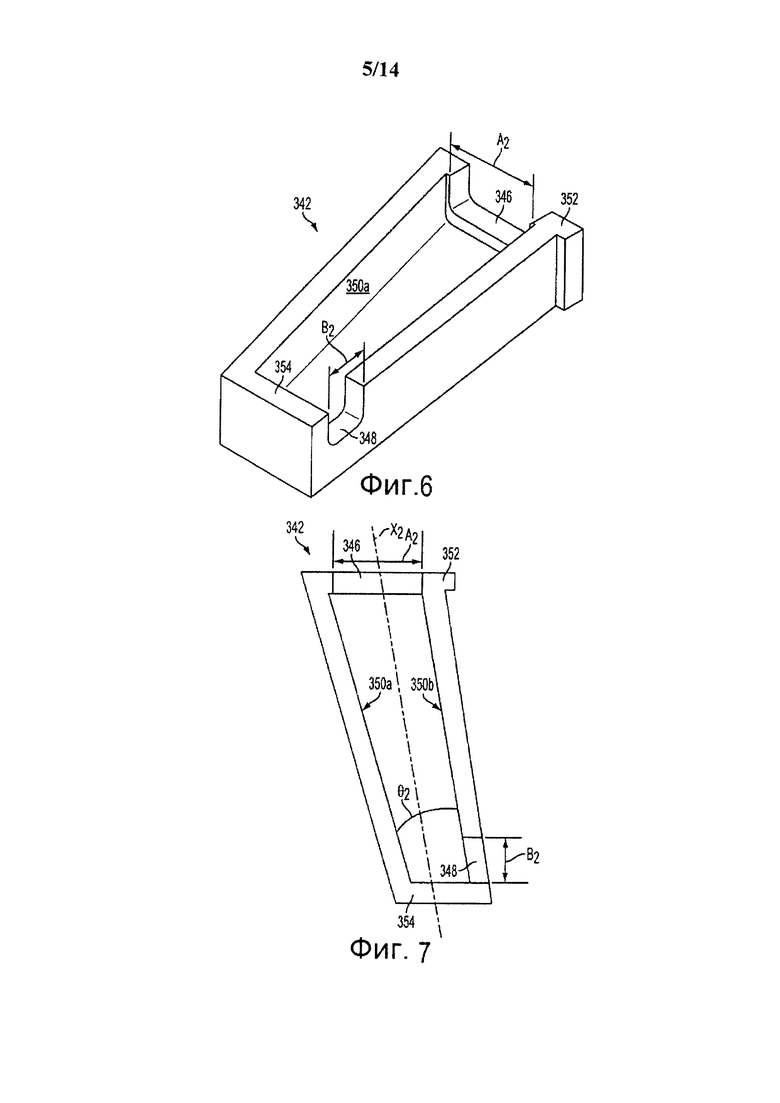
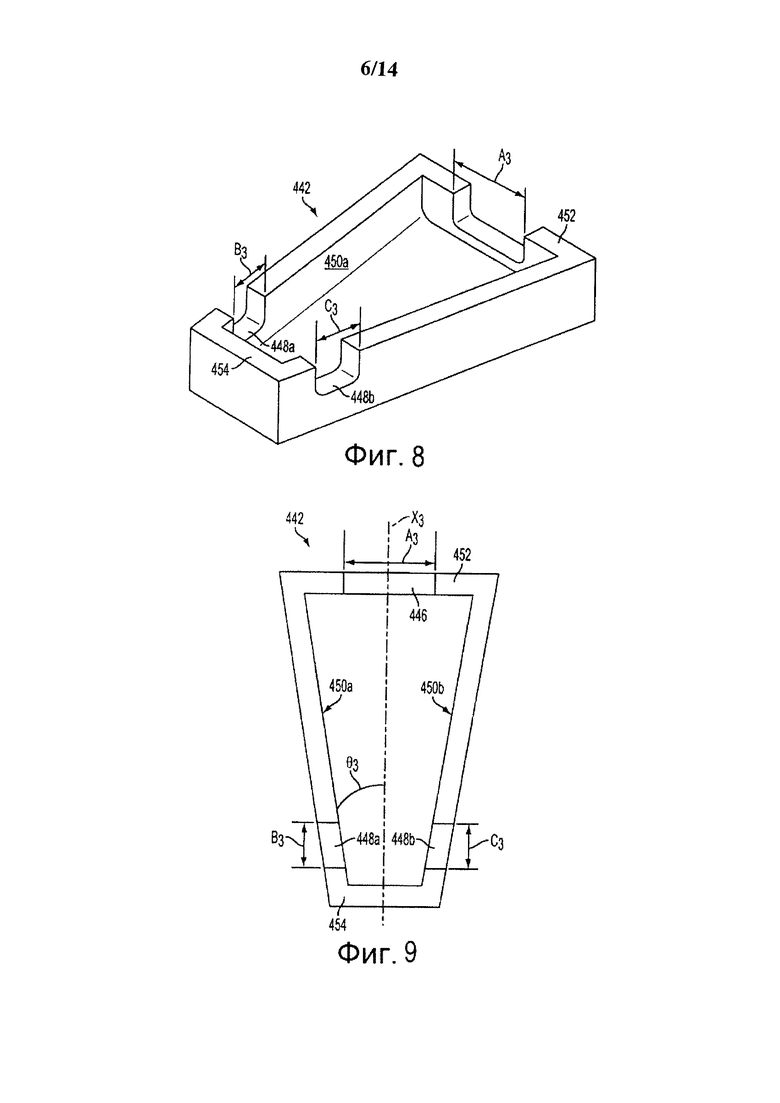
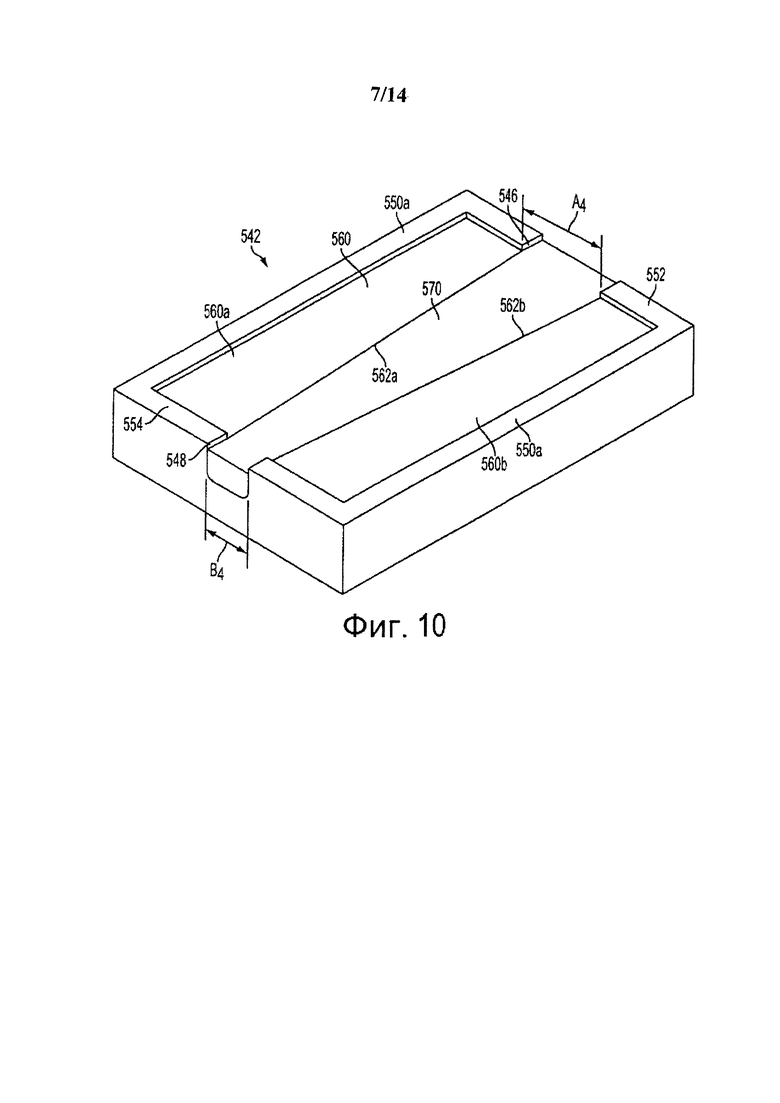
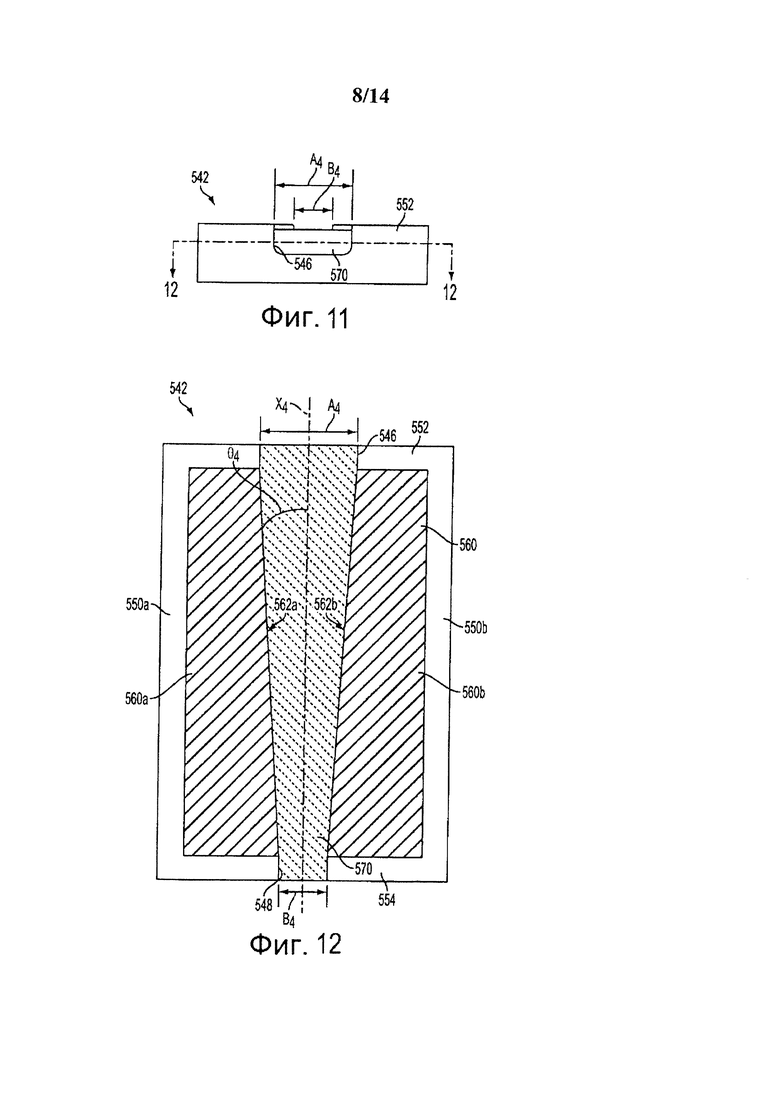
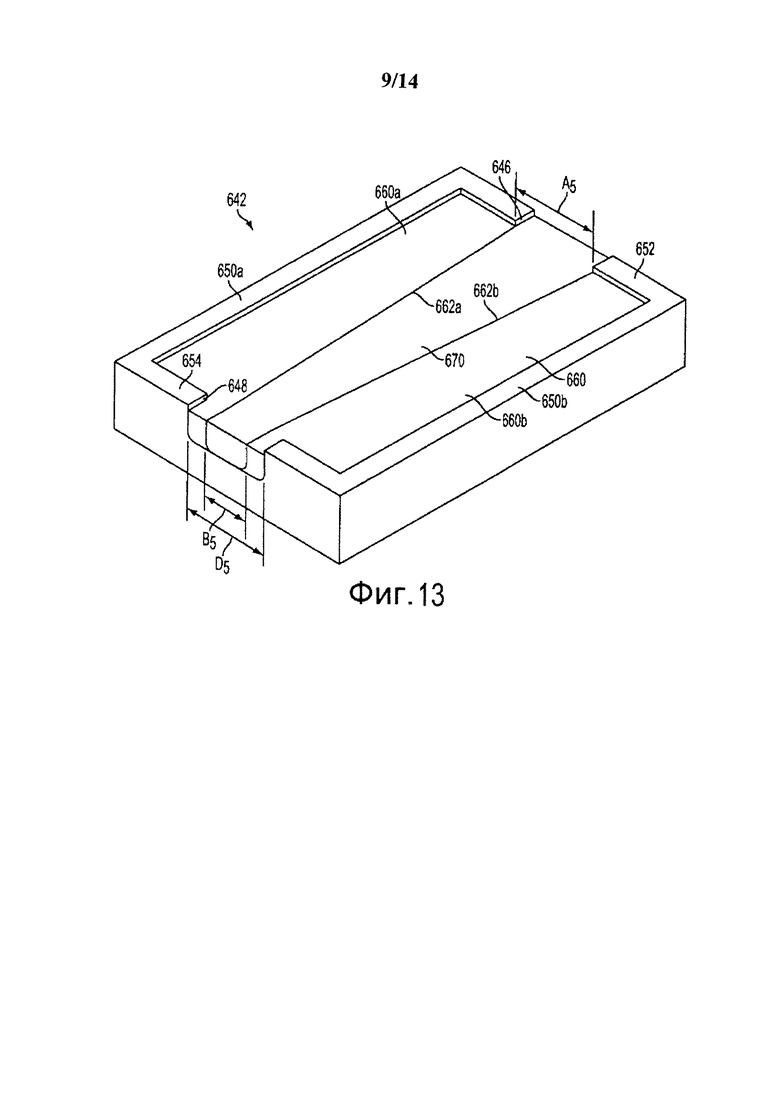
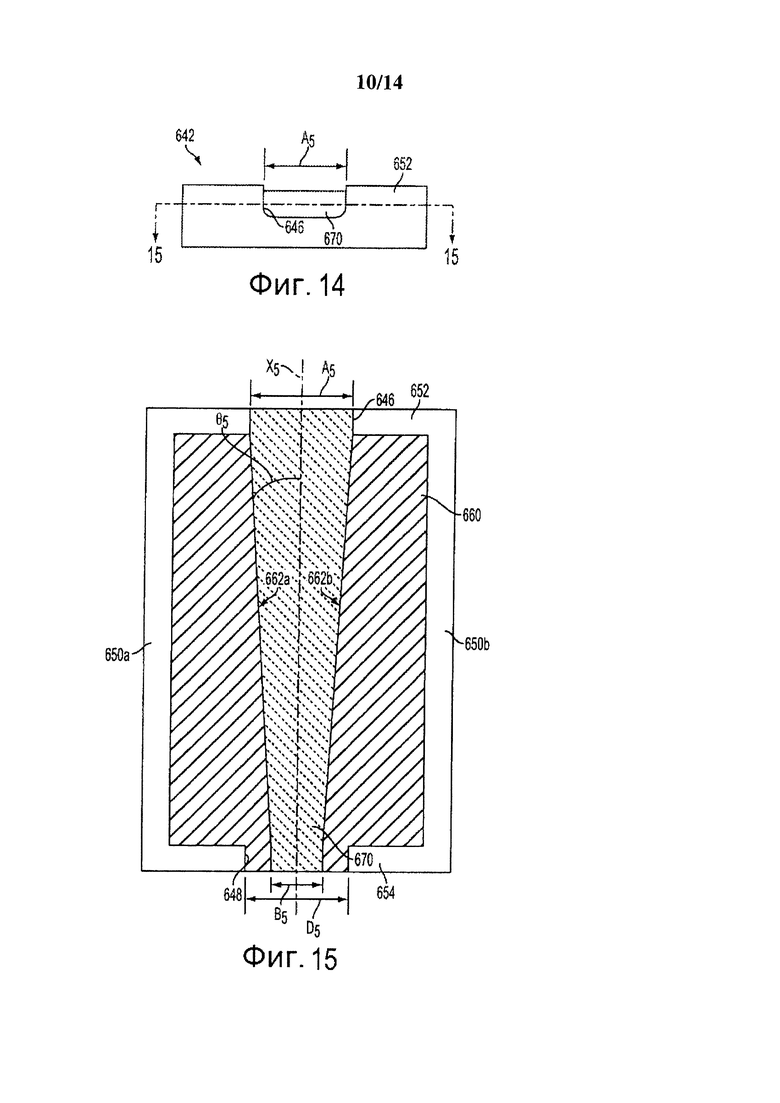
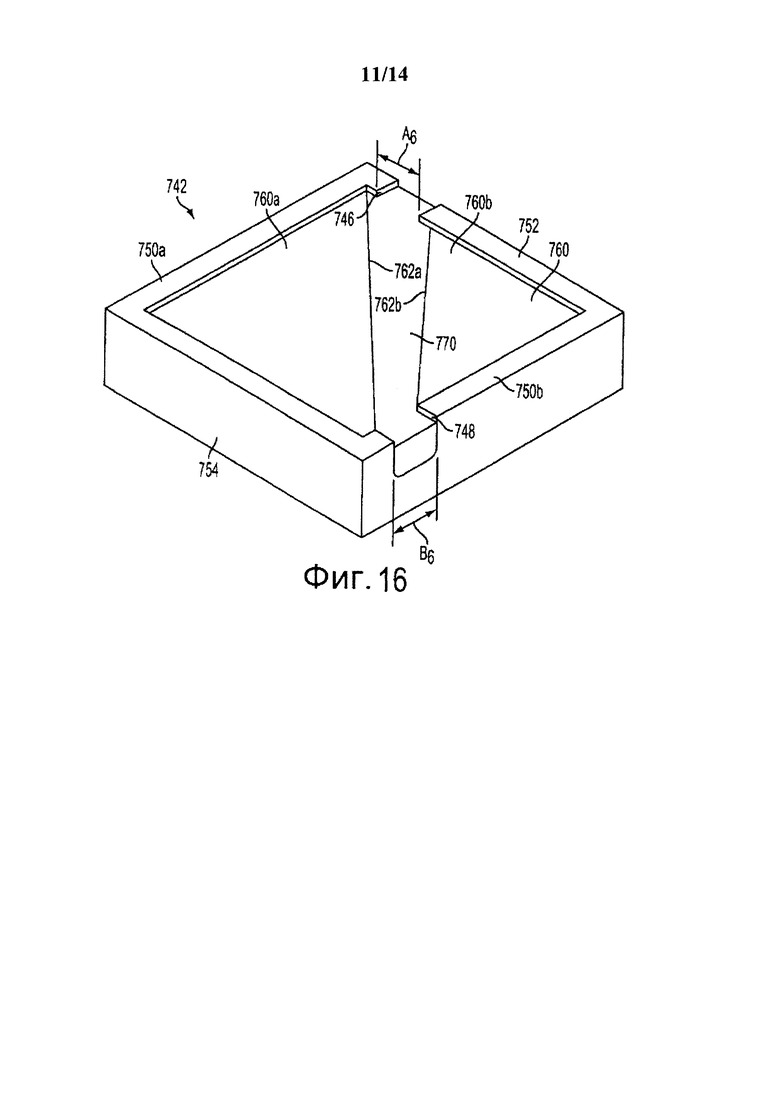
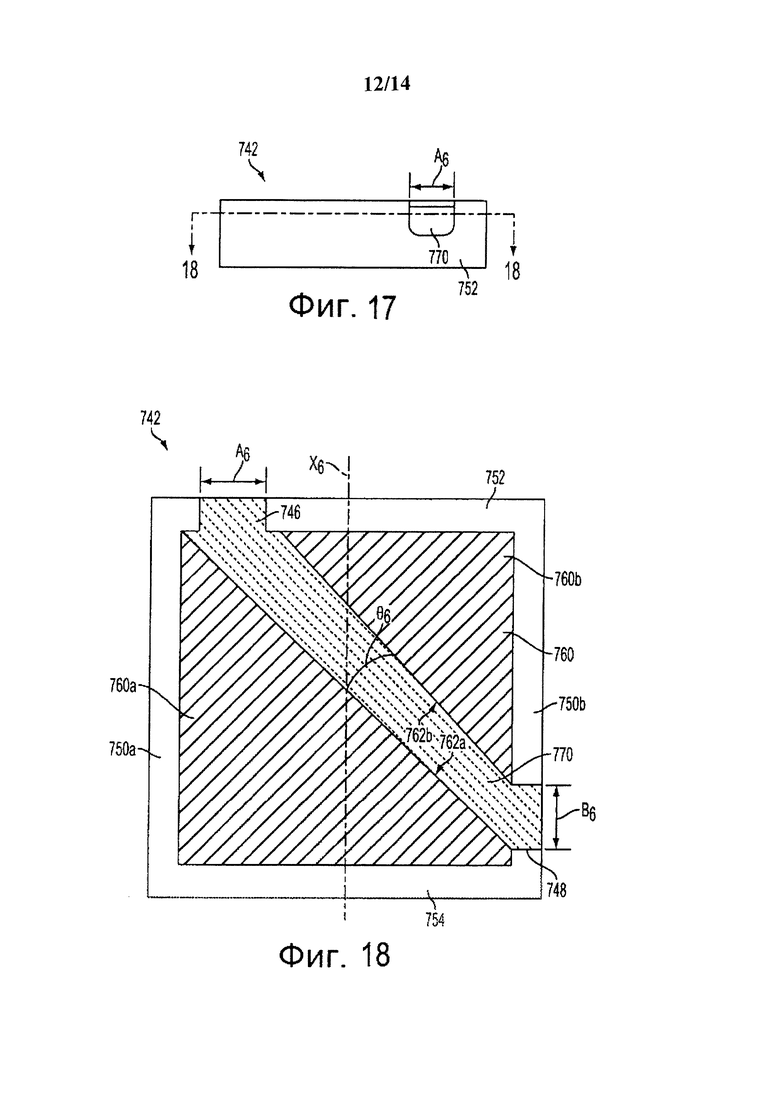
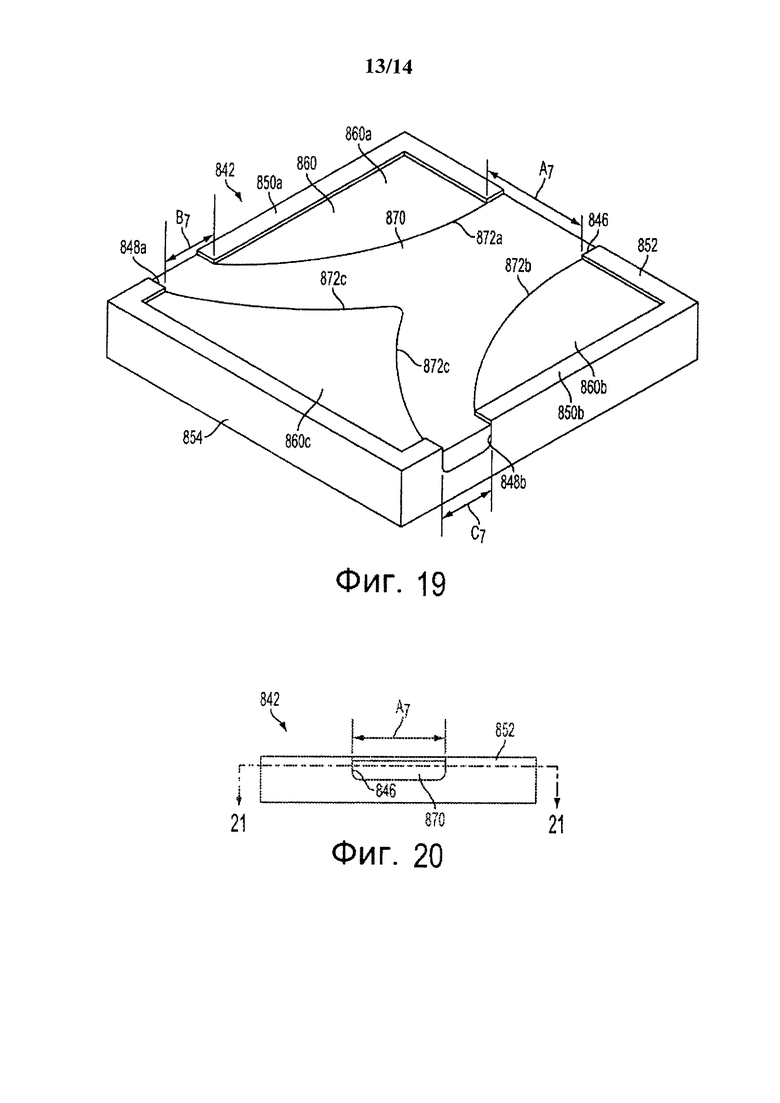
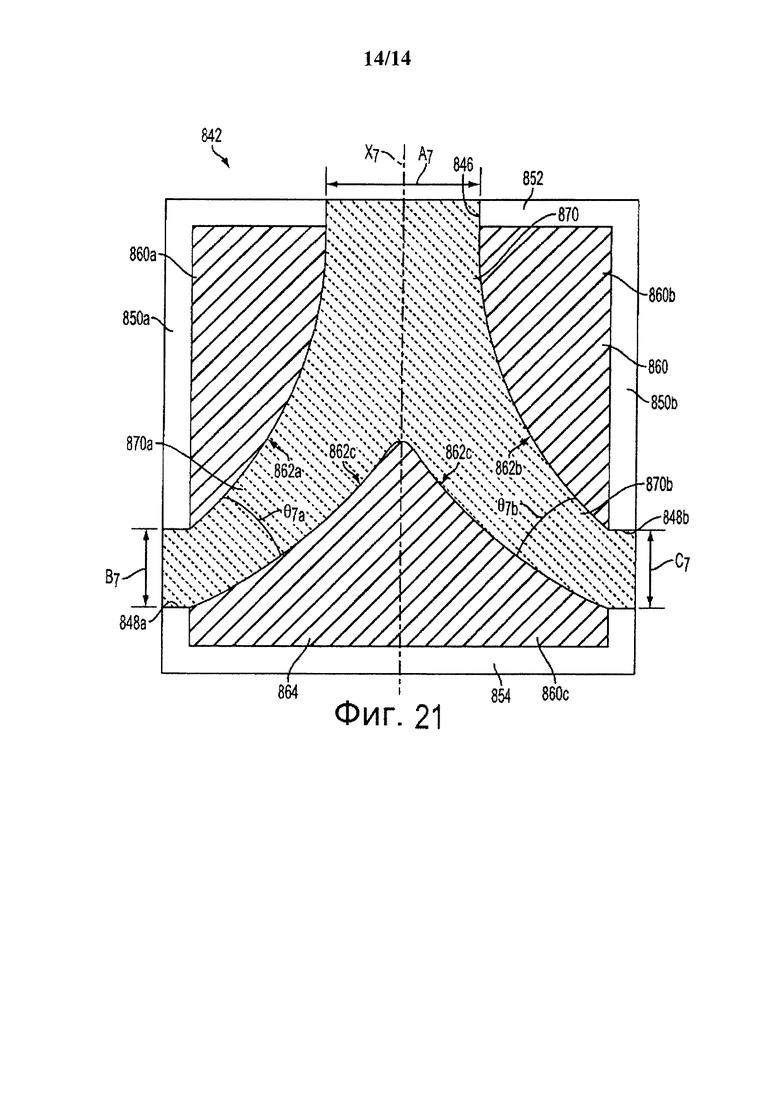
Изобретение относится к устройствам плавки и разливки металла. Система (10) содержит плавильный под (40), очищающий под (42) и источник энергии. Очищающий под с входным отверстием и по меньшей мере одним выходным отверстием содержит одну или более боковую стенку, образующую полость. Полость выполнена сужающейся от входного отверстия к выходному отверстию. Пропускная способность выходного отверстия или суммарная пропускная способность всех выходных отверстий может быть меньше или соответствовать пропускной способности входного отверстия. Обеспечивается получение однородного литейного сплава за счет исключения застойных зон в поде системы разливки. 21 н. и 118 з.п. ф-лы, 21 ил.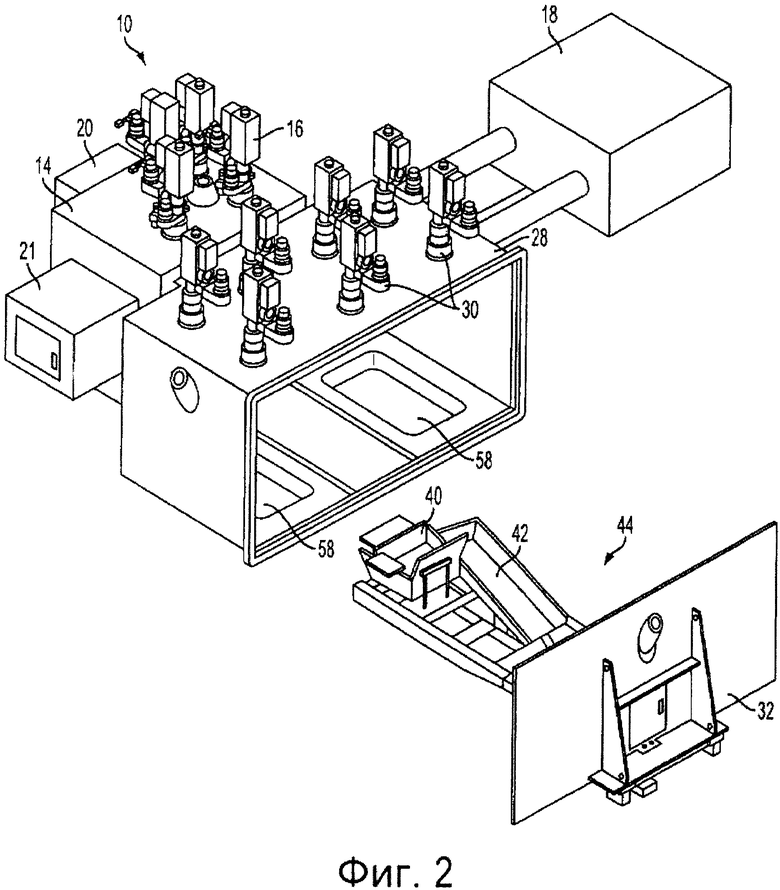
1. Система для плавления и разливки металлического расплава, включающая в себя:
плавильный под,
очищающий под с входным отверстием и выходными отверстиями, содержащий полость, которая проходит от входного отверстия к выходным отверстиям, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходным отверстиям, и
литейные формы, по меньшей мере одна из которых выровнена с одним из выходных отверстий очищающего пода.
2. Система по п. 1, в которой сумма площадей поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
3. Система по п. 1, в которой полость содержит одну или более боковых стенок, выполненных в виде первой боковой стенки и второй боковой стенки, между которыми образована полость, при этом первая боковая стенка не параллельна второй боковой стенке.
4. Система по п. 3, в которой первая боковая стенка ориентирована под углом 1-10° ко второй боковой стенке.
5. Система по п. 3, в которой выходные отверстия представляют собой первое и второе выходные отверстия, причем первое выходное отверстие выполнено в первой боковой стенке, а второе выходное отверстие выполнено во второй боковой стенке.
6. Система по п. 5, в которой площадь поперечного сечения второго выходного отверстия соответствует площади поперечного сечения первого выходного отверстия.
7. Система по п. 1, в которой выходные отверстия симметрично расположены относительно продольной оси полости пода.
8. Система по п. 1, в которой литейные формы представляют собой литейные формы с открытым дном.
9. Система по п. 1, содержащая источник энергии, выполненный с возможностью передачи энергии расплаву в очищающем поду, причем часть расплава формирует отвержденный гарнисаж, который образует полость в очищающем поду.
10. Система по п. 1, в которой каждое выходное отверстие содержит сливной носик, причем каждый сливной носик выровнен с по меньшей мере одной литейной формой.
11. Система по п. 1, в которой очищающий под содержит охлаждающую систему на основе текучей среды.
12. Система по п. 1, в которой литейные формы расположены для параллельной разливки.
13. Очищающий под системы для плавления и разливки металлического расплава по п. 1, содержащий первую концевую часть с входным отверстием, вторую концевую часть с выходным отверстием и одну или более боковую стенку, расположенную с образованием полости между первой и второй концевыми частями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходным отверстиям.
14. Под по п. 13, в котором боковая стенка представляет собой первую боковую стенку и вторую боковую стенку, при этом первая боковая стенка ориентирована под углом относительно второй боковой стенки.
15. Под по п. 13, в котором угол сужения полости между первой концевой частью и второй концевой частью составляет 1-10°.
16. Под по п. 15, в котором угол сужения полости между первой концевой частью и второй концевой частью составляет 4°.
17. Под по п. 13, в котором полость содержит гарнисаж, причем гарнисаж формирует уменьшающуюся площадь поперечного сечения между первой концевой частью и второй концевой частью.
18. Под по п. 13, который содержит дополнительное выходное отверстие.
19. Под по п. 18, в котором первое и второе выходные отверстия расположены симметрично относительно продольной оси полости очищающего пода.
20. Под по п. 13, в котором входное отверстие содержит нижний край, выходное отверстие содержит нижний край, причем нижний край выходного отверстия расположен выше, чем нижний край входного отверстия.
21. Способ разливки металлического расплава с использованием системы для плавления и разливки по п. 1, включающий пропускание металлического расплава через входное отверстие в полость очищающего пода и из полости очищающего пода через выходные отверстия – в литейные формы, причем площадь поперечного сечения полости очищающего пода уменьшается от входного отверстия к выходным отверстиям, а суммарная пропускная способность выходных отверстий соответствует пропускной способности входного отверстия.
22. Способ по п. 21, в котором к исходному материалу предварительно подают энергию для формирования металлического расплава.
23. Способ по п. 21, в котором литейные формы заполняют одновременно.
24. Способ по п. 21, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
25. Способ по п. 21, в котором к очищающему поду дополнительно подают энергию для формирования на нем сужающегося гарнисажа из находящегося в поду расплава.
26. Способ по п. 21, в котором входное отверстие выполнено в боковой стенке пода.
27. Способ по п. 21, в котором выходные отверстия выполнены в боковой стенке пода.
28. Способ по п. 21, в котором выходные отверстия симметрично расположены относительно продольной оси сужающейся полости.
29. Способ по п. 21, в котором прокачивают хладагент через внутренние каналы, выполненные в очищающем поду.
30. Способ разливки металлического расплава с использованием системы для плавления и разливки по п. 1, включающий пропускание расплава через входное отверстие в полость очищающего пода и из полости очищающего пода через выходное отверстие – в литейную форму, причем площадь поперечного сечения полости очищающего пода равномерно уменьшается от входного отверстия к выходному отверстию, а пропускная способность выходного отверстия меньше пропускной способности входного отверстия.
31. Способ по п. 30, в котором к исходному материалу предварительно подают энергию для формирования металлического расплава.
32. Способ по п. 30, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
33. Способ по п. 30, в котором к очищающему поду дополнительно подают энергию для формирования на нем сужающегося гарнисажа из находящегося в поду расплава.
34. Способ по п. 30, в котором входное отверстие выполнено в боковой стенке очищающего пода.
35. Способ по п. 30, в котором выходное отверстие выполнено в боковой стенке очищающего пода.
36. Способ разливки металлического расплава с использованием системы для плавления и разливки по п. 1, включающий пропускание расплава через входное отверстие в полость очищающего пода и из полости очищающего пода через выходное отверстие – в литейную форму, причем площадь поперечного сечения полости очищающего пода уменьшается от входного отверстия к выходному отверстию, а площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
37. Способ по п. 36, в котором к исходному материалу предварительно подают энергию для формирования металлического расплава.
38. Способ по п. 36, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
39. Способ разливки металлического расплава с использованием системы для плавления и разливки по п. 1, включающий пропускание расплава через входное отверстие в полость очищающего пода и из полости очищающего пода через выходное отверстие в литейную форму, причем площадь поперечного сечения полости очищающего пода уменьшается от входного отверстия к выходному отверстию, а площадь поперечного сечения выходного отверстия соответствует площади поперечного сечения входного отверстия.
40. Способ по п. 39, в котором к исходному материалу предварительно подают энергию для формирования металлического расплава.
41. Способ по п. 39, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
42. Способ по п. 41, в котором расплав из полости очищающего пода выпускают в по меньшей мере одну литейную форму.
43. Способ разливки металлического расплава с использованием системы для плавления и разливки по п. 1, включающий пропускание расплава через входное отверстие в полость очищающего пода и из полости очищающего пода через выходное отверстие, причем площадь поперечного сечения полости очищающего пода уменьшается от входного отверстия к выходному отверстию.
44. Способ по п. 43, в котором к исходному материалу предварительно подают энергию для формирования металлического расплава.
45. Способ по п. 43, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
46. Способ по п. 45, в котором расплав из полости очищающего пода выпускают в по меньшей мере одну литейную форму.
47. Способ по п. 43, в котором пропускная способность входного отверстия равна пропускной способности выходного отверстия.
48. Способ по п. 43, в котором в очищающем поду выполнено по меньшей мере одно дополнительное выходное отверстие.
49. Способ по п. 48, в котором в очищающем поду выполнено по меньшей мере одно дополнительное входное отверстие.
50. Очищающий под системы для плавления и разливки металлического расплава, содержащий входное и выходное отверстия, по меньшей мере одну боковую стенку, расположенную с образованием полости между входным и выходным отверстиями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходному отверстию, причем площадь поперечного сечения выходного отверстия меньше чем площадь поперечного сечения входного отверстия.
51. Под по п. 50, который содержит первую боковую стенку и вторую боковую стенку, причем полость образована между первой и второй боковыми стенками, при этом первая боковая стенка ориентирована под углом 1-10° относительно второй боковой стенки.
52. Под по п. 50, который содержит охлаждающую систему на основе текучей среды.
53. Под по п. 50, в котором каждое входное и выходное отверстия содержат нижний край, причем нижний край входного отверстия расположен ниже, чем нижний край выходного отверстия.
54. Под по п. 50, который дополнительно содержит второе выходное отверстие, причем полость выполнена сужающейся от входного отверстия ко второму выходному отверстию.
55. Система для плавления и разливки металлического расплава, содержащая очищающий под по п. 50 и литейную форму, совмещенную с выходным отверстием очищающего пода.
56. Система по п. 55, в которой литейная форма представляет собой литейную форму с открытым дном.
57. Система по п. 55, которая содержит источник энергии, выполненный с возможностью передачи энергии расплаву, находящемуся в очищающем поду, причем из части упомянутого расплава сформирован отвержденный гарнисаж, образующий полость в очищающем поду.
58. Очищающий под системы для плавления и разливки металлического расплава, содержащий входное и выходные отверстия, по меньшей мере одну боковую стенку, расположенную с образованием полости между входным и выходными отверстиями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходным отверстиям, причем площадь поперечного сечения каждого выходного отверстия меньше, чем площадь поперечного сечения входного отверстия.
59. Под по п. 58, в котором сумма площадей поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
60. Под по п. 58, который содержит первую боковую стенку и вторую боковую стенку, причем полость образована между первой и второй боковыми стенками, при этом первая боковая стенка ориентирована под углом 1-10° относительно второй боковой стенки.
61. Под по п. 60, в котором выходные отверстия представляют собой первое и второе выходные отверстия, причем первое выходное отверстие выполнено в первой боковой стенке, а второе выходное отверстие выполнено во второй боковой стенке.
62. Под по п. 61, в котором площадь поперечного сечения второго выходного отверстия соответствует площади поперечного сечения первого выходного отверстия.
63. Под по п. 58, в котором выходные отверстия симметрично расположены относительно продольной оси полости.
64. Система для плавления и разливки металлического расплава, содержащая очищающий под по п. 58 и литейные формы, причем каждая литейная форма совмещена с одним из выходных отверстий.
65. Система по п. 64, которая содержит источник энергии, выполненный с возможностью передачи энергии расплаву, находящемуся в очищающем поду, причем из части упомянутого расплава сформирован отвержденный гарнисаж, образующий полость в очищающем поду.
66. Система для плавления и разливки металлического расплава, содержащая плавильный под, очищающий под, источник энергии и гарнисаж из расплава, сформированный в очищающем поду, причем гарнисаж формирует входное и выходное отверстия, по меньшей мере одну боковую стенку, расположенную с образованием полости, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходному отверстию.
67. Система по п. 66, в которой площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
68. Система по п. 66, в которой гарнисаж формирует по меньшей мере одно дополнительное выходное отверстие, причем сумма площадей поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
69. Система по п. 66, в которой полость образует канал между входным отверстием и выходным отверстием, причем первая площадь поперечного сечения полости перпендикулярна каналу, смежному с входным отверстием, вторая площадь поперечного сечения полости, перпендикулярна каналу, смежному с выходным отверстием, причем первая площадь поперечного сечения больше, чем вторая площадь поперечного сечения полости.
70. Система для плавления и разливки металлического расплава, содержащая:
плавильный под,
очищающий под с входным отверстием и выходными отверстиями, содержащий по меньшей мере одну боковую стенку, расположенную с образованием полости, площадь поперечного сечения которой непрерывно уменьшается от входного отверстия к выходным отверстиям, и
литейные формы, каждая из которых выровнена с каждым из выходных отверстий очищающего пода, причем площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
71. Система по п. 70, в которой суммарная площадь поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
72. Система по п. 70, в которой боковые стенки представляют собой первую и вторую боковые стенки, расположенные не параллельно с образованием полости между ними.
73. Система по п. 72, в которой первая и вторая стенки ориентированы под углом 1-10°.
74. Система по п. 72, в которой выходные отверстия представляют собой первое и второе выходные отверстия, причем первое выходное отверстие выполнено в первой стенке, а второе выходное отверстие выполнено во второй стенке.
75. Система по п. 74, в которой площадь поперечного сечения второго выходного отверстия соответствует площади поперечного сечения первого выходного отверстия.
76. Система по п. 70, в которой выходные отверстия симметрично расположены относительно продольной оси полости.
77. Система по п. 70, в которой литейные формы представляют собой литейные формы с открытым дном.
78. Система по п. 70, которая содержит источник энергии, выполненный с возможностью передачи энергии расплаву, размещенному в очищающем поду, причем часть расплава формирует отвержденный гарнисаж, который, по меньшей мере частично, образует полость в очищающем поду.
79. Система по п. 70, в которой каждое выходное отверстие содержит сливной носик, причем каждый сливной носик выровнен с по меньшей мере одной литейной формой.
80. Система по п. 70, в которой очищающий под содержит охлаждающую систему на основе текучей среды.
81. Система по п. 70, в которой литейные формы расположены с возможностью осуществления параллельной разливки.
82. Система по п. 70, в которой входное отверстие содержит нижний край входного отверстия, а выходное отверстие содержит нижний край выходного отверстия, и причем нижний край выходного отверстия расположен выше, чем нижний край входного отверстия.
83. Очищающий под системы для плавления и разливки металлического расплава, содержащий первую концевую часть с входным отверстием, вторую концевую часть с выходным отверстием, по меньшей мере одну боковую стенку, расположенную с образованием полости между первой и второй концевыми частями, которая выполнена уменьшающейся от входного отверстия к выходному отверстию.
84. Под по п. 83, в котором боковые стенки представляют собой первую и вторую боковые стенки, расположенные не параллельно с образованием полости между ними.
85. Под по п. 83, в котором полость содержит гарнисаж, формирующий полость между первой концевой частью и второй концевой частью.
86. Под по п. 83, который содержит дополнительное входное отверстие.
87. Под по п. 86, в котором первое выходное отверстие и второе выходное отверстие расположены симметрично относительно продольной оси полости.
88. Под по п. 83, в котором входное отверстие содержит нижний край входного отверстия, выходное отверстие содержит нижний край выходного отверстия, причем нижний край выходного отверстия расположен выше нижнего края входного отверстия.
89. Система для плавления и разливки металлического расплава, содержащая плавильный под, очищающий под, источник энергии, гарнисаж из расплава, интегрально сформированный в очищающем поду, причем гарнисаж формирует входное отверстие, проходящее через боковую стенку, и выходное отверстие, проходящее через боковую стенку, по меньшей мере одну боковую стенку, расположенную с образованием полости, причем полость имеет площадь поперечного сечения полости, которая непрерывно уменьшается от входного отверстия в направлении к выходному отверстию.
90. Система по п. 89, в которой площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
91. Система по п. 89, в которой входное отверстие содержит нижний край входного отверстия, выходное отверстие содержит нижний край выходного отверстия, причем нижний край выходного отверстия расположен выше, чем нижний край входного отверстия.
92. Система по п. 89, в которой суммарная площадь поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
93. Очищающий под системы для плавления и разливки металлического расплава, содержащий боковую стенку и гарнисаж из расплава, интегрально сформированный в очищающем поду, причем гарнисаж формирует входное отверстие, проходящее через боковую стенку, выходное отверстие, проходящее через боковую стенку, причем боковая стенка расположена с образованием полости, причем полость имеет площадь поперечного сечения полости, которая выполнена непрерывно уменьшающейся от входного отверстия к выходному отверстию.
94. Под по п. 93, в котором площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
95. Под по п. 93, в котором входное отверстие содержит нижний край входного отверстия, выходное отверстие содержит нижний край выходного отверстия, причем нижний край выходного отверстия расположен выше, чем нижний край входного отверстия.
96. Под по п. 93, в котором суммарная площадь поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
97. Система для плавления и разливки металлического расплава, содержащая плавильный под, очищающий под, содержащий по меньшей мере одну боковую стенку, входное отверстие, проходящее через боковую стенку, и выходные отверстия, проходящие через боковую стенку, причем боковая стенка расположена с образованием полости между входным отверстием и выходными отверстиями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходным отверстиям, и литейные формы, каждая из которых выровнена с одним из выходных отверстий.
98. Система по п. 97, в которой суммарная площадь поперечных сечений выходных отверстий соответствует площади поперечного сечения входного отверстия.
99. Система по п. 97, в которой боковая стенка представляет собой первую и вторую боковые стенки, расположенные не параллельно с образованием полости.
100. Система по п. 99, в которой первая боковая стенка ориентирована под углом 1-10° относительно второй боковой стенки.
101. Система по п. 99, в которой выходные отверстия представляют собой первое выходное отверстие, выполненное в первой боковой стенке, и второе выходное отверстие, выполненное во второй боковой стенке.
102. Система по п. 101, в которой площадь поперечного сечения второго выходного отверстия соответствует площади поперечного сечения первого выходного отверстия.
103. Система по п. 97, в которой выходные отверстия симметрично расположены относительно продольной оси полости.
104. Система по п. 97, в которой литейные формы представляют собой литейные формы с открытым дном.
105. Система по п. 97, которая содержит источник энергии, выполненный с возможностью передачи энергии расплаву, размещенному в поду, причем часть расплава формирует отвержденный гарнисаж, который образует полость в очищающем поду.
106. Система по п. 97, в которой каждое выходное отверстие содержит сливной носик, каждый из которых выровнен с литейной формой.
107. Система по п. 97, в которой очищающий под снабжен охлаждающей системой на основе текучей среды.
108. Система по п. 97, в которой литейные формы расположены с возможностью осуществления параллельной разливки.
109. Система по п. 97, в которой площадь поперечного сечения входного отверстия, выполненного в боковой стенке, больше чем суммарная площадь поперечных сечений выходных отверстий.
110. Система по п. 97, в которой входное отверстие и каждое выходное отверстие содержат нижний край в боковой стенке, причем нижний край входного отверстия расположен ниже, чем нижний край каждого выходного отверстия.
111. Очищающий под системы для плавления и разливки металлического расплава, содержащий первую концевую часть с входным отверстием, вторую концевую часть с выходным отверстием, боковую стенку, расположенную с образованием полости между первой и второй концевыми частями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходному отверстию, причем входное и выходное отверстия выполнены в боковой стенке.
112. Под по п. 111, в котором боковая стенка представляет собой первую и вторую боковые стенки, расположенные не параллельно с образованием полости.
113. Под по п. 111, в котором полость выполнена сужающейся между первой концевой частью и второй концевой частью под углом 1-10°.
114. Под по п. 113, в котором полость выполнена сужающейся между первой концевой частью и второй концевой частью под углом 4°.
115. Под по п. 113, в котором полость содержит гарнисаж из расплава, формирующий сужающуюся геометрию между первой концевой частью и второй концевой частью.
116. Под по п. 111, в котором выполнено дополнительное входное отверстие.
117. Под по п. 116, в котором первое выходное отверстие и второе выходное отверстие расположены симметрично относительно продольной оси полости.
118. Под по п. 112, в котором входное отверстие содержит нижний край и выходное отверстие содержит нижний край, причем нижний край выходного отверстия расположен выше, чем нижний край входного отверстия.
119. Под по п. 112, который содержит охлаждающую систему на основе текучей среды.
120. Под по п. 111, в котором первая площадь поперечного сечения полости рядом с входным отверстием больше, чем вторая площадь поперечного сечения полости рядом с выходным отверстием.
121. Под по п. 111, в котором пропускная способность входного отверстия соответствует пропускной способности выходного отверстия.
122. Под по п. 111, в котором пропускная способность входного отверстия больше пропускной способности выходного отверстия.
123. Очищающий под системы для плавления и разливки металлического расплава, содержащий по меньшей мере одну боковую стенку, расположенную с образованием полости, входное отверстие для приема расплава, выполненное в боковой стенке, выходное отверстие для доставки расплава, выполненное в боковой стенке, причем приемная способность входного отверстия равна доставочной способности выходного отверстия, а площадь поперечного сечения полости уменьшается от входного отверстия к выходному.
124. Под по п. 123, в котором выполнены дополнительные первое и второе выходные отверстия.
125. Под по п. 123, в котором полость образуют непараллельные боковые стенки.
126. Под по п. 123, в котором полость содержит гарнисаж из расплава, составляющий единое целое с подом.
127. Под по п. 123, в котором площадь поперечного сечения входного отверстия в боковой стенке больше, чем площадь поперечного сечения выходного отверстия в боковой стенке.
128. Под по п. 123, в котором каждое входное и выходное отверстие содержит нижний край в боковой стенке, причем нижний край входного отверстия расположен ниже, чем нижний край выходного отверстия.
129. Система для плавления и разливки металлического расплава, содержащая плавильный под, очищающий под, содержащий по меньшей мере одну боковую стенку, источник энергии и гарнисаж из расплава, интегрально сформированный в очищающем поду, причем гарнисаж формирует входное отверстие в боковой стенке, выходное отверстие в боковой стенке и полость, образованную боковой стенкой между входным и выходным отверстиями, причем площадь поперечного сечения полости уменьшается от входного отверстия к выходному отверстию.
130. Система по п. 129, в которой площадь поперечного сечения выходного отверстия меньше площади поперечного сечения входного отверстия.
131. Система по п. 129, в которой площадь поперечного сечения выходного отверстия соответствует площади поперечного сечения входного отверстия.
132. Система по п. 131, которая снабжена литейной формой, причем выходное отверстие выровнено с литейной формой.
133. Система по п. 129, которая в качестве источника энергии содержит одно из электронно-лучевой пушки или устройства, генерирующего плазму.
134. Система по п. 129, в которой входное и выходное отверстия содержат нижний край в боковой стенке, причем нижний край входного отверстия расположен ниже, чем нижний край выходного отверстия.
135. Способ разливки металлического расплава с использованием системы для плавления и разливки по одному из пп. 1, 55, 64, 66, 70, 89, 97 или 129, включающий пропускание расплава через входное отверстие в полость очищающего пода, передачу энергии к расплаву в очищающем поду для формирования гарнисажа, определяющего полость очищающего пода, пропускание расплава из полости очищающего пода через выходное отверстие в литейную форму, причем площадь поперечного сечения полости очищающего пода уменьшается от входного отверстия к выходному отверстию.
136. Способ по п. 135, в котором пропускная способность выходного отверстия равна или меньше пропускной способности входного отверстия.
137. Способ по п. 135, в котором упомянутая система выполнена с возможностью осуществления непрерывной разливки металлического расплава.
138. Способ по п. 137, в котором извлекают литой материал из литейной формы.
139. Способ по п. 135, в котором расплаву в очищающем поду передают энергию для удаления из него включений.
| US 2012255701 A1, 11.10.2012 | |||
| Электронно-лучевая печь | 1985 |
|
SU1280901A1 |
| US 3342250 A, 19.09.1967 | |||
| RU 2007108996 А, 20.09.2008. | |||

