ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в общем относится к системам, способам, инструментам, технологиям и стратегиям для литья расплавленного материала. Согласно некоторым вариантам реализации настоящее изобретение относится к непрерывной разливке расплавленного материала.
УРОВЕНЬ ТЕХНИКИ
[0002] Печь, такая как, например, плазменная дуговая или электроннолучевая печь с холодным тиглем может расплавлять и разливать материал периодически. В течение операции непрерывной разливки расплавленный материал может непрерывно втекать в литейную форму, и литой материал или слиток может непрерывно выходить из литейной формы. Например, расплавленный материал может протекать в верхнюю часть литейной формы, в то время как механизм для извлечения непрерывно перемещается для обеспечения возможности выхода литого материала из нижней стороны литейной формы. Непрерывная разливка может уменьшить частоту перерывов в операциях литья, таких как задержки, связанные, например, с заменой литейной формы между циклами литья. Сокращение прерываний во время операций литья может повысить эффективность литья.
[0003] Некоторые материалы являются реакционноспособными в расплавленном состоянии или при высокой температуре. Материал, который, таким образом, является реакционноспособным, когда находится в расплавленном состоянии или нагрет до конкретной температуры или выше, легко вступает в химическую реакцию или иным образом изменяет свой химический состав, при взаимодействии с некоторыми элементами или соединениями. Например, расплавленный титан и твердый литой титан при очень высокой температуре являются реакционноспособными и легко связываются с газообразным кислородом для формирования диоксида титана и с газообразным азотом для формирования нитрида титана. Диоксид титана и нитрид титана могут вызывать образование трудно устранимых альфа-дефектов в литом титане и могут превратить его в неподходящий для применения материал. Следовательно, расплавленный титан и литой титан при высокой температуре предпочтительно должны находиться в вакууме или инертной атмосфере во время некоторых стадий операции литья. В электронно-лучевой печи с холодным тиглем в камерах плавления и литья поддерживают глубокий или существенный вакуум для обеспечения возможности работы электронно-лучевых пушек. В плазменно-дуговой печи с холодным тиглем для формирования плазмы плазменными горелками используют инертный газ, такой как, например, гелий или аргон. Соответственно, в плазменно-дуговой печи с тиглем присутствие инертного газа, необходимого для плазменных горелок, создает давление, которое может находиться в диапазоне от субатмосферного до положительного давления. Если в плавильную камеру в плазменно-дуговой или электронно-лучевой печи с холодным тиглем проникает неинертный газ, такой, например, как кислород или азот, указанный неинертный газ может загрязнить находящийся в печи расплавленный материал. Таким образом, доступ газа из внешней атмосферы в плавильную камеру печи, содержащую расплавленный титан, должен быть полностью или по существу прекращен.
[0004] Таким образом, задача настоящего изобретения состоит в создании системы непрерывной разливки, которая является менее восприимчивой к загрязнению титана или другого содержащегося в ней реакционноспособного материала. В более широком смысле, задача настоящего изобретения предпочтительно состоит в создании усовершенствованной системы непрерывной разливки, которая пригодна для литья титана, а также других реакционноспособных материалов, в том числе металлов и металлических сплавов в целом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0005] В одном аспекте настоящее изобретение относится к неограничивающему варианту реализации системы для плавления и литья материала. Система содержит плавильную камеру, вспомогательную камеру и выпускную камеру. Плавильная камера выполнена с возможностью достижения в ней давления плавления во время работы. Кроме того, вспомогательная камера содержит множество зон и по меньшей мере один элемент для управления давлением. Множество зон включает первую зону, расположенную рядом с плавильной камерой и выполненную с возможностью достижения в ней во время работы первого дифференциального давления, которое больше, чем давление плавления. Каждый элемент для управления давлением управляет потоком газа между смежными зонами из множества зон. Кроме того, выпускная камера расположена смежно со вспомогательной камерой, и выпускная камера выполнена с возможностью достижения в ней во время работы атмосферного давления.
[0006] Вспомогательная камера может содержать внутренний периметр, и каждый элемент для управления давлением может содержать перегородку и центральное отверстие для приема в него литого материала. Перегородка каждого элемента для управления давлением может проходить от внутреннего периметра к центральному отверстию. Плавильная камера может содержать литейную форму для литья материала. Литой материал может продвигаться от литейной формы, через центральное отверстие по меньшей мере одного элемента для управления давлением вспомогательной камеры, в выпускную камеру. Множество зон может включать вторую зону, смежную с первой зоной, и вторая зона может быть выполнена с возможностью достижения во время работы второго дифференциального давления, которое меньше, чем первое дифференциальное давление. Система может содержать, множество насосов, выполненных с возможностью регулирования давления во множестве зон вспомогательной камеры. Система может содержать тянущую тележку, выполненную с возможностью удаления выпускной камеры от вспомогательной камеры, и выпускная камера может быть выполнена с возможностью достижения в ней атмосферного давления после удаления от вспомогательной камеры. Система может содержать ролики, выполненные с возможностью сближения во время работы с литым материалом, извлеченным из вспомогательной камеры.
[0007] В другом аспекте настоящее изобретение относится к неограничивающему варианту реализации способа литья материала. Способ включает этапы, согласно которым управляют давлением в плавильной камере, вспомогательной камере и выпускной камере. Давлением в плавильной камере управляют для достижения давления плавления. Способ также включает этапы, согласно которым продвигают литой материал из плавильной камеры во вспомогательную камеру, причём вспомогательная камера содержит множество зон, которые имеют первую зону, смежную с плавильной камерой. Способ дополнительно включает этапы, согласно которым продвигают материал из вспомогательной камеры в выпускную камеру. Способ также включает этапы, согласно которым управляют давлением в первой зоне для достижения давления в пределах от давления плавления до первого дифференциального давления, которое больше, чем давление плавления. Способ дополнительно включает этапы, согласно которым управляют давлением в выпускной камере для достижения давления в пределах от давления плавления до атмосферного давления.
[0008] Способ может включать этапы, согласно которым управляют давлением во второй зоне вспомогательной камеры для достижения второго дифференциального давления, которое меньше, чем первое дифференциальное давление, причём вторая зона является смежной с первой зоной. Способ может включать этапы, согласно которым управляют давлением в конечной зоне вспомогательной камеры для достижения конечного дифференциального давления, которое больше, чем атмосферное давление, причём конечная зона функционально расположена смежно с выпускной камерой. Способ может включать этапы, согласно которым управляют давлением в зонах, расположенных между второй зоной и промежуточной зоной вспомогательной камеры, причём давления регулируют от давления плавления до давлений, которые последовательно уменьшаются от второй зоны к промежуточной зоне. Способ может включать этапы, согласно которым управляют давлением в зонах вспомогательной камеры, расположенных между промежуточной зоной и конечной зоной, причём давления регулируют от давления плавления до давлений, которые последовательно увеличиваются от промежуточной зоны к конечной зоне. Способ может включать этапы, согласно которым прикладывают энергию к материалу в плавильной камере для расплавления материала. Способ может включать этапы, согласно которым продвигают литой материал через вспомогательную камеру в выпускную камеру с использованием механизма извлечения. Способ может включать этапы, согласно которым выпускную камеру освобождают от вспомогательной камеры для управления давлением в выпускной камере для достижения давления в пределах от давления плавления до атмосферного давления. Способ может включать этапы, согласно которым перемещают набор роликов для их введения в контакт с литым материалом. Способ может включать этапы, согласно которым отрезают литой материал с использованием разрезающего устройства. Способ может включать этапы, согласно которым выгружают отрезанный сегмент литого материала на разгрузочную тележку.
[0009] Еще в одном аспекте настоящее изобретение относится к неограничивающему варианту реализации камеры для печи непрерывной разливки. Камера содержит внутренний периметр, множество зон и по меньшей мере одну перегородку для управления газовым потоком между смежными зонами из множества зон. Множество зон содержит первую зону, расположенную рядом с плавильной камерой печи, при этом плавильная камера выполнена с возможностью достижения во время работы давления плавления, причём первая зона выполнена с возможностью достижения во время работы первого дифференциального давления, которое больше, чем давление плавления. Множество зон также содержит вторую зону, расположенную рядом с первой зоной, причём вторая зона выполнена с возможностью достижения во время работы второго дифференциального давления, которое меньше, чем первое дифференциальное давление. Каждая перегородка содержит отверстие и проходит от внутреннего периметра камеры к отверстию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Особенности и преимущества настоящего изобретения могут быть лучше поняты со ссылкой на сопроводительные чертежи, на которых:
[0011] На фиг. 1 схематически показана система для непрерывной разливки согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения;
[0012] На фиг. 2 схематически частично показана система для непрерывной разливки, показанная на фиг. 1, с расплавленным материалом в плавильной камере;
[0013] На фиг. 3 схематически частично показана система для непрерывной разливки, показанная на фиг. 1, с вытягивающим плунжером, тянущим литой материал сквозь вспомогательную камеру;
[0014] На фиг. 4 показан подробный вид системы для непрерывной разливки, показанной на фиг. 3, с перегородками вспомогательной камеры;
[0015] На фиг. 5 схематически частично показана система для непрерывной разливки, показанная на фиг. 1, с вытягивающим плунжером, тянущим литой материал в выпускную камеру;
[0016] На фиг. 6 показан подробный вид системы для непрерывной разливки, показанной на фиг. 5, с зонами дифференциального давления вспомогательной камеры;
[0017] На фиг. 7 схематически частично показана система для непрерывной разливки, показанная на фиг. 1, с выпускной камерой, освобожденной от вспомогательной камеры, и основными роликами, сближенными с литым материалом;
[0018] На фиг. 8 схематически частично показана система для непрерывной разливки, показанная на фиг. 1, с выпускной камерой и тянущей тележкой, удаленной от печи, и разгрузочным устройством, выгружающим отрезанный сегмент литого материала;
[0019] На фиг. 9 схематично показана система для непрерывной разливки, изображенная на фиг. 8, с разгрузочным устройством, удаляющим отрезанный сегмент литого материала;
[0020] На фиг. 10 схематически показана система для непрерывной разливки, изображенная на фиг. 1, с выпускной камерой и тянущей тележкой, удаленной от печи, и альтернативное разгрузочное устройство, разгружающее литой материал; и
[0021] На фиг. 11 показана блок-схема способа использования системы для непрерывной разливки, показанной на фиг. 1, согласно по меньшей мере одному неограничивающему варианту реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0022] Различные неограничивающие варианты реализации, раскрытые и описанные в настоящей заявке, относятся к системам для непрерывной разливки металлов и металлических сплавов. В некоторых неограничивающих вариантах реализации металлы или металлические сплавы представляют собой реакционноспособные материалы. Один неограничивающий случай применения, описанный и показанный в настоящей заявке, относится к вспомогательной камере, расположенной между плавильной камерой и выпускной камерой системы для плавления и литья, причем плавильная камера выполнена с возможностью использования с плазменной дуговой плавкой или электроннолучевой плавкой в холодном тигле. Однако, следует понимать, что указанная вспомогательная камера может быть использована с любой плавильной камерой, например, плавильными камерами, приспособленными для индукционной плавки без сердечника и/или, например, индукционной плавки канального типа.
[0023] В различных неограничивающих вариантах реализации система непрерывной разливки может содержать плавильную камеру, выпускную камеру и вспомогательную камеру, расположенную между плавильной камерой и выпускной камерой. В некоторых вариантах реализации плавильная камера может содержать источник энергии, который может прикладывать энергию к размещенному в ней материалу и расплавлять его. Расплавленный материал может пройти в литейную форму плавильной камеры для литья. После отверждения соответствующим образом материал может быть удален из литейной формы и перемещен из вспомогательной камеры в выпускную камеру. Следует понимать, что весь материал или его зоны все еще могут оставаться расплавленными или частично расплавленными при их извлечении из литейной формы. Первоначально, желательное давление плавления может быть достигнуто во всех камерах: плавильной камере, вспомогательной камере и выпускной камере. Требуемое давление плавления может быть вакуумом, промежуточным давлением, которое меньше, чем атмосферное давление, или, например, положительным давлением, которое выше атмосферного давления. Если требуемое давление плавления представляет собой положительное давление, в систему непрерывной разливки может быть введен газ. Инертный газ может быть использован в камерах и/или зонах системы непрерывной разливки, в которых материал может реагировать с неинертным газом. Например, инертный газ может быть использован в плавильной камере для плавления и литья материала, такого как, например, титан, который является реакционноспособным в расплавленном состоянии. По меньшей мере согласно одному варианту реализации в плавильной камере может быть поддержано требуемое давление плавления в течение всего процесса непрерывной разливки. Кроме того, согласно некоторым вариантам реализации давление в выпускной камере может быть отрегулировано до атмосферного давления. Например, выпускная камера может быть освобождена от вспомогательной камеры для обеспечения пространства для удлиняющегося литья или для того, чтобы литой материал вышел из системы непрерывной разливки. Когда выпускная камера отсоединена от вспомогательной камеры, в выпускной камере может быть достигнуто атмосферное давление.
[0024] В различных неограничивающих вариантах реализации давление во вспомогательной камере можно регулировать или этим давлением можно управлять во время операций непрерывной разливки. Например, вспомогательная камера может содержать множество зон. Кроме того, элемент управления давлением, а также литой материал, расположенный в отверстии в элементе управления давлением, могут управлять потоком газа между смежными зонами из множества зон. Иными словами, давлением в смежных зонах вспомогательной камеры можно управлять и поддерживать в них различные давления. Согласно различным неограничивающим вариантам реализации давление в первой зоне, смежной с плавильной камерой, может быть отрегулировано до давления, которое по меньшей мере немного выше, чем требуемое давление плавления. По меньшей мере согласно одному варианту реализации давления в зонах между первой зоной и промежуточной зоной вспомогательной камеры могут быть отрегулированы для последовательного уменьшения с заданным шагом. Согласно некоторым вариантам реализации давление в конечной зоне вспомогательной камеры, смежной с выпускной камерой, может быть отрегулировано до давления, которое немного выше, чем атмосферное давление. По меньшей мере согласно одному варианту реализации значения давления в зонах между промежуточной зоной и конечной зоной могут быть отрегулированы для последовательного увеличения с заданным шагом. Иными словами, первая зона может быть первой зоной высокого давления, промежуточная зона может быть зоной пониженного давления, и конечная зона может быть второй зоной высокого давления.
[0025] Согласно различным неограничивающим вариантам реализации во вспомогательной камере может быть сформирована динамическая газовая пробка между плавильной камерой и выпускной камерой. Например, повышенное давление в первой зоне и уменьшающееся давление от первой зоны к последующей зоне вспомогательной камеры могут направлять или отклонять газ в направлении от первой зоны и плавильной камеры к последующей зоне вспомогательной камеры. Путём отклонения газа в направлении от плавильной камеры можно предотвратить загрязнение реакционноспособного материала в плавильной камере. Кроме того, повышенное давление в конечной зоне вспомогательной камеры может препятствовать протеканию газа в конечную зону из выпускной камеры и/или из внешней атмосферы, смежной с конечной зоной вспомогательной камеры. Путём ограничения проникновения атмосферных газов во вспомогательную камеру может быть дополнительно предотвращено загрязнение реакционноспособного материала в плавильной камере.
[0026] Как показано на фиг. 1-10, неограничивающий вариант реализации системы 20 для непрерывной разливки может содержать печь 22 для плавления и/или литья материала. Согласно различным неограничивающим вариантам реализации печь 22 может содержать плазменную дуговую плавильную печь с холодным тиглем или электроннолучевую плавильную печь с холодным тиглем. Согласно дополнительным вариантам реализации для плавления материала в системе 20 непрерывной разливки может быть использована другая подходящая печь. Согласно некоторым вариантам реализации система 20 непрерывной разливки может содержать плавильную камеру 30, вспомогательную камеру 50 и/или выпускную камеру 80. Печь 22 может расплавлять материал 24, размещенный, например, в плавильной камере 30. По меньшей мере согласно одному варианту реализации вспомогательная камера 50 может быть смежной с плавильной камерой 30, и выпускная камера 80 может быть смежной с вспомогательной камерой 50. Например, вспомогательная камера 50 может быть расположена между плавильной камерой 30 и выпускной камерой 80.
[0027] Как показано на фиг. 1, плавильная камера 30, вспомогательная камера 50 и выпускная камера 80 могут быть соединены с уплотнением постоянно или соединены с уплотнением разъемным способом. Например, плавильная камера 30 может быть соединена с уплотнением с вспомогательной камерой 50, и вспомогательная камера 50 может быть соединена с уплотнением с выпускной камерой 80. Согласно различным неограничивающим вариантам реализации уплотнение между плавильной камерой 30, вспомогательной камерой 50 и/или выпускной камерой 80 может быть нарушено во время операции литья. Например, как описано в настоящей заявке, выпускная камера 80 может быть расположена с возможностью перемещения относительно вспомогательной камеры 50, так что выпускная камера 80 может быть перемещена в направлении от вспомогательной камеры 50, и уплотнение между ними может быть нарушено (как показано на фиг. 7). Согласно различным неограничивающим вариантам реализации давление в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 может достигать однородности и/или может поддерживаться однородным или по существу однородным во всех камерах. Например, плавильная камера 30, вспомогательная камера 50 и выпускная камера 80 могут быть соединены с уплотнением вместе, и давление в них может быть отрегулировано до требуемого давления плавления. Согласно различным неограничивающим вариантам реализации по меньшей мере в двух из камер 30, 50, 80 можно поддерживать различные давления. Например, давления в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 могут быть отрегулированы во время операции непрерывной разливки для создания динамической газовой пробки, которая предотвращает проникновение неинертного газа в плавильную камеру 30 из печи 22. Например, требуемое давление плавления может быть положительным давлением. Первоначально, давление в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 может быть отрегулировано до положительного требуемого давления плавления. Согласно различным неограничивающим вариантам реализации давление во всех камерах 30, 50, 80 может быть однородным или по существу однородным, так что в камерах 30, 50, 80 наблюдаются только небольшие или номинальные изменения давления. Впоследствии, выпускная камера 80 может быть открыта для внешней атмосферы, например, для достижения атмосферного давления, а в плавильной камере 30 может поддерживаться требуемое давление плавления. В таких вариантах реализации давление во всей вспомогательной камере 50 может быть отрегулировано для формирования динамической газовой пробки, которая предотвращает загрязнение плавильной камеры 30 внешней атмосферой, которая присутствует в выпускной камере 80 и/или за пределами вспомогательной камеры 50.
[0028] Как показано на фиг. 1, система 20 для непрерывной разливки может содержать насосную систему, которая управляет давлением в плавильной камере 30, вспомогательной камере 50 и/или выпускной камере 80. Насосная система, например, может вакуумировать плавильную камеру 30, вспомогательную камеру 50 и выпускную камеру 80 и/или, например, может регулировать давление в камерах 30, 50, 80 до различных положительных давлений. Согласно различным неограничивающим вариантам реализации насосная система может поддерживать в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 одинаковое давление. В дополнение к данному или согласно другому варианту реализации насосная система может поддерживать по меньшей мере в двух из камер 30, 50, 80 различные давления. Соответственно, насосная система может содержать множество насосов, источников газа и/или газоотводов регулирования давления в различных камерах 30, 50, 80. Например, плавильная камера 30 может содержать насосную систему плавильной камеры, вспомогательная камера 50 может содержать насосную систему вспомогательной камеры, и выпускная камера 80 может содержать насосную систему выпускной камеры. Каждая насосная система может содержать источник газа и газоотвод, т.е., например, систему обратной загрузки. Кроме того, насосная система вспомогательной камеры может содержать насосы 60 дифференциального давления. Как описано в настоящей заявке, насосы 60 дифференциального давления могут управлять давлением, например, в различных зонах 62 вспомогательной камеры 50. Кроме того, как описано в настоящей заявке, насосная система может формировать систему замкнутого контура или частично замкнутого контура, так что по меньшей мере часть газа в системе 20 для непрерывной разливки может быть возвращена, очищена и повторно введена в систему 20 для непрерывной разливки.
[0029] Как показано на фиг. 2, плавильная камера 30 системы 20 для непрерывной разливки может принимать в себя материал 24 для плавления и литья. Источник 32 энергии или тепла печи 22 может проходить в плавильную камеру 30 и передавать энергию размещенному в ней материалу 24. Например, источник 32 энергии может создать электронный луч или плазменную дугу высокой интенсивности сквозь поверхность материала 24. Согласно различным неограничивающим вариантам реализации плавильная камера 30 может содержать под или тигель 34, например, водоохлаждаемый медный тигель. Как показано прежде всего на фиг. 2, тигель 34 может удерживать материал 24, в то время как источник 32 тепла прикладывает энергию к материалу 24, расположенному в тигле 34, для расплавления материала 24.
[0030] Согласно различным неограничивающим вариантам реализации плавильная камера 30 может содержать кристаллизатор или литейную форму 36. Расплавленный материал 24 может, например, протекать в литейную форму 36 и может выходить из литейной формы 36 в виде литого материала 26. Как показано на фиг. 3, литейная форма 36 может быть литейной формой с открытым дном, так что литой материал 26 может выходить с нижней стороны литейной формы 36 во время операции непрерывной разливки. Кроме того, литейная форма 36 может иметь внутренний периметр, который соответствует намеченной форме литого материала 26. Круглый внутренний периметр может быть подходящим, например, для изготовления цилиндрических заготовок, а прямоугольный внутренний периметр может быть подходящим для изготовления заготовок в форме прямоугольной призмы. Согласно различным неограничивающим вариантам реализации литейная форма 36 может иметь, например, круглый внутренний периметр, имеющий диаметр от приблизительно 6 дюймов до приблизительно 32 дюймов (152,4-812,8 мм). Кроме того, согласно различным неограничивающим вариантам реализации литейная форма 36 может иметь прямоугольный внутренний периметр, размер которого, например, составляет приблизительно 36х54 дюйма (914,4х1371,6 мм). Согласно различным неограничивающим вариантам реализации литейная форма 36 может быть водоохлаждаемой медной литейной формой. Согласно некоторым вариантам реализации литейная форма 36 может являться частью наружного периметра плавильной камеры 30 и может быть соединена с уплотнением с плавильной камерой 30 и/или вспомогательной камерой 50. Например, литейная форма 36 может формировать изолированный канал между плавильной камерой 30 и вспомогательной камерой 50.
[0031] Как показано на фиг. 2 и 3, в литейную форму 36 может быть вставлена пластина 40 в форме ласточкина хвоста, чтобы создать в ней подвижную нижнюю поверхность. Пластина 40 в форме ласточкина хвоста может быть удалена или извлечена из литейной формы 36 и протянута сквозь плавильную печь 22, например, во время операции непрерывной разливки. По меньшей мере согласно одному варианту реализации пластина 40 в форме ласточкина хвоста может быть водоохлаждаемой медной пластиной. Согласно различным неограничивающим вариантам реализации пластина 40 может быть соединена с вытягивающим элементом 42, который может быть соединен с вытягивающим плунжером 82. Вытягивающий плунжер 82 может содержать выталкивающий и втягивающий механизм, например, гидравлический цилиндр или, например, шариковую винтовую пару. Согласно различным неограничивающим вариантам реализации вытягивающий плунжер 82 может тянуть вытягивающий элемент 42 и соединенную с ним пластину 40 в форме ласточкина хвоста вдоль вспомогательной камеры 50 в выпускную камеру 80. По меньшей мере согласно одному варианту реализации затравочный блок 44 может быть вставлен в пластину 40, и стопорный штифт 46 может разъемным способом прикреплять затравочный блок 44 к пластине 40. Согласно различным неограничивающим вариантам реализации затравочный блок 44 может облегчать извлечение пластины 40 и литого материала 26 из литейной формы 36, а также облегчать последующее отсоединение конца литого материала 26 (как показано на фиг. 8) от пластины 40, как описано в патенте США № 6,273,179 (Geltzer и др.), который посредством ссылки полностью включен в настоящую заявку.
[0032] Как показано на фиг. 2, источник 32 энергии может прикладывать энергию к материалу 24, расположенному в тигле 34, для расплавления материала 24. Согласно различным неограничивающим вариантам реализации расплавленный материал 24 может вытекать из тигля 34 в литейную форму 36. По меньшей мере согласно одному варианту реализации тигель 34 может иметь наклон или скос для сливания расплавленного материала 24 в литейную форму 36. Согласно другим вариантам реализации расплавленный материал 24 может вытекать из тигля 34 в литейную форму 36. Как показано на фиг. 2, расплавленный материал 24 может протекать в литейную форму 36 с открытым дном. Согласно различным неограничивающим вариантам реализации, когда расплавленный материал 24 протекает в литейную форму 26, расплавленный материал 24 может покрывать пластину 40 и/или, например, затравочный блок 44 и может входить в контакт со сторонами литейной формы 36.
[0033] Согласно различным неограничивающим вариантам реализации расплавленный материал 24 может содержать материал, такой как, например, титан (Ti), цирконий (Zr), магний (Mg), ванадий (V), ниобий (Nb) и/или их сплавы, которые при некоторых температурах могут быть реакционноспособными с газами, присутствующими в окружающей атмосфере. Например, титан может быть реакционноспособным в расплавленном состоянии и при повышенных температурах. Для защиты реакционноспособного материала во время плавления и литья можно управлять атмосферой в плавильной камере 30, а также в других зонах системы 20 для непрерывной разливки, в которых материал по существу является горячим и, таким образом, реакционноспособным. Например, атмосфера в плавильной камере 30 может быть вакуумирована до существенного вакуума, и/или плавильная камера 30 может быть заполнена инертным газом. Если печь 22 является, например, электроннолучевой печью для плавки в холодном тигле, давление в плавильной камере 30 может приблизительно соответствовать вакууму, и если печь 22 является плазменной дуговой печью для плавки в холодном тигле, плавильная камера 30 может быть заполнена инертным газом, например, до давления ниже атмосферного или до положительного давления, которое выше атмосферного давления.
[0034] Как показано на фиг. 2 и 3, расплавленный материал 24, заполняющий литейную форму 36, может формировать жидкое уплотнение 28 между плавильной камерой 30 и вспомогательной камерой 50. Согласно различным неограничивающим вариантам реализации расплавленный материал 24 может находиться рядом с боковыми стенками части литейной формы 36. Например, как показано на фиг. 2 и 3, расплавленный материал 24 может прилегать к внутреннему периметру литейной формы 36 вдоль верхней части или поверхности материала, заполняющего литейную форму 36. Согласно различным неограничивающим вариантам реализации жидкое уплотнение 28 может обеспечить барьер, который ограничивает и/или предотвращает поток газа, который в противном случае может войти в плавильную камеру 30 из вспомогательной камеры 50 и/или внешней атмосферы и который может реагировать с расплавленным материалом 24. Согласно различным неограничивающим вариантам реализации литой материал 26 может быть отвержден или по существу отвержден после выхода из литейной формы 36. Следует понимать, что по меньшей мере наружные периферийные зоны литого материала 26 должны быть отверждены соответствующим образом для поддерживания целостности литого материала 26, когда он выходит из литейной формы 36. Как показано на фиг. 3, после того, как расплавленный материал 24 достиг необходимого уровня в литейной форме 36, пластина 40 в форме ласточкина хвоста может быть перемещена наружу сквозь открытую нижнюю сторону литейной формы 36 посредством вытягивающего плунжера 82. Вытягивающий плунжер 82 может тянуть вытяжную арматуру 42 и пластину 40 с литым материалом 26, соединенным с ней, из литейной формы 36 в направлении к вспомогательной камере 50. Согласно различным неограничивающим вариантам реализации скорость извлечения литого материала 26 из литейной формы 34 может быть согласована со скоростью подачи расплавленного материала 24 в литейную форму 36 из тигля 34, так что во время операции непрерывной разливки уровень расплавленного материала 24 в литейной форме 36 остается по существу тем же самым. Например, скорость извлечения литого материала 26 может составлять от приблизительно 100 фунтов/час до приблизительно 2000 фунтов/час (45,4-908 кг/час). Согласно различным неограничивающим вариантам реализации скорость извлечения может составлять, например, от приблизительно 1500 фунтов/час до приблизительно 5000 фунтов/час (681-2270 кг/час). Скорость извлечения может зависеть от конструкции плавильной печи, размеров литого материала 26, такого как, например, его поперечное сечение, и/или свойства литых и расплавленных материалов 24, 26, таких, например, как плотность.
0035] Как показано на фиг. 4-6, плавильная камера 30 может быть прикреплена к вспомогательной камере 50. Например, плавильная камера 30 может быть соединена посредством защелок, болтами, скреплена или иным способом прикреплена к вспомогательной камере 50. По меньшей мере согласно одному варианту реализации уплотнительное кольцо или, например, прокладка могут быть расположены между плавильной камерой 30 и вспомогательной камерой 50 для создания газонепроницаемого вакуумного уплотнения между ними. Согласно различным неограничивающим вариантам реализации плавильная камера 30 и вспомогательная камера 50 могут быть разъемным способом скреплены вместе, так что литейная форма 36, расположенная между ними, может быть удалена, заменена и/или замещена другой литейной формой. Согласно различным неограничивающим вариантам реализации, как описано в настоящей заявке, литейная форма 36 может формировать герметизированный канал между плавильной камерой 30 и вспомогательной камерой 50. Кроме того, вспомогательная камера 50 может быть расположена, например, рядом с плавильной камерой 30 и/или под ней. Согласно различным неограничивающим вариантам реализации вспомогательная камера 50 может формировать динамическое уплотнение или газовую пробку между плавильной камерой 30, давление в которой может быть отрегулировано, например, до требуемого давления плавления, и выпускной камерой 80, давление в которой может быть отрегулировано, например, до атмосферного давления. Согласно некоторым вариантам реализации вспомогательная камера 50 может содержать охлаждающую систему (не показана). Стенки вспомогательной камеры 50 могут содержать каналы, такие, например, что вода и/или другие охлаждающие жидкости могут быть прокачаны сквозь указанные каналы для предотвращения перегрева вспомогательной камеры 50 литым материалом 26 и продолжения охлаждения литого материала 26 во вспомогательной камере 50.
[0036] Как показано на фиг. 4-6, вспомогательная камера 50 может содержать по меньшей мере один элемент 64 для управления давлением, который управляет расходом газа между смежными зонами 62 из множества зон. Например, элементы 64 для управления давлением могут быть выполнены с возможностью поддержания требуемого давление в каждой зоне 62 вспомогательной камеры 50. Согласно некоторым вариантам реализации вспомогательная камера 50 может содержать, например, последовательность элементов 64 для управления давлением. Элемент 64 для управления давлением может быть перегородкой или переборкой, как описано, например, в патенте США № 3,888,300 (Guichard и др.), который посредством ссылки полностью включен в настоящую заявку. Согласно различным неограничивающим вариантам реализации элементы 64 для управления давлением могут проходить, например, от внутреннего периметра вспомогательной камеры 50 к центру вспомогательной камеры 50. По меньшей мере согласно одному варианту реализации элементы 64 для управления давлением могут содержать отверстие 66, которое может быть расположено, например, в центре элемента 64 для управления давлением или рядом с ним. Отверстия 66 могут быть выполнены с возможностью пропускания литого материала 26 сквозь них, когда литой материал 26 протягивают сквозь вспомогательную камеру 50. Если вспомогательная камера 50 является, например, цилиндрической и литой материал 26 является цилиндрическим, элементы 64 для управления давлением, например, могут представлять собой круглые диски с круглым сквозным отверстием. Согласно различным неограничивающим вариантам реализации сквозные отверстия 66 в элементах 64 для управления давлением могут иметь размер, подходящий для ограничения расхода газа и ограничения сдвига давления между смежными зонами 62 вспомогательной камеры 50, когда литой материал 26 расположен в смежных зонах 62. Кроме того, роликовые узлы (не показаны) могут быть расположены в пределах вспомогательной камеры 50 и/или между элементами 64 для управления давлением, чтобы поддерживать литой материал 26, проходящий сквозь вспомогательную камеру, как описано в патенте США № 3,888,300 (Guichard и др.), который посредством ссылки полностью включен в настоящую заявку.
[0037] Как показано на фиг. 6, когда литой материал 26 перемещается вдоль зоны 62 вспомогательной камеры 50, элементы 64 для управления давлением могут проходить, например, от внутреннего периметра вспомогательной камеры 50 в направлении литого материала 26. Согласно различным неограничивающим вариантам реализации элемент (или элементы) 64 для управления давлением, внутренний периметр вспомогательной камеры 50 и литой материал 26 могут ограничивать зоне 62 во вспомогательной камере 50. Например, третья зона 62c дифференциального давления во вспомогательной камере 50 может быть ограничена вторым элементом 64b для управления давлением, третьим элементом 64c для управления давлением, внутренним периметром вспомогательной камеры 50 и литым материалом 26. Согласно различным неограничивающим вариантам реализации зона 62 также может быть ограничена другой поверхностью в одной из камер 30, 50, 80. Например, первая зона 62a дифференциального давления может быть ограничена поверхностью литейной формы 36, первым элементом 64a управления давлением, внутренней поверхностью вспомогательной камеры 50 и литым материалом 26. Согласно различным неограничивающим вариантам реализации отверстие 66 в каждом элементе 64 для управления давлением может обеспечивать достаточное пространство для литого материала 26 для его прохождения сквозь элемент 64 для управления давлением без контакта с элементом 64 для управления давлением. Отверстия 66 могут быть, например, немного больше, чем поперечное сечение литейной формы 36, так что расстояние между элементом 64 для управления давлением и литым материалом 26, проходящим сквозь него, минимизировано. По меньшей мере согласно одному варианту реализации расстояние между литым материалом 26 и элементом 64 для управления давлением может составлять, например, от приблизительно 2 мм до приблизительно 5 мм. Согласно другим вариантам реализации расстояние между литым материалом 26 и элементом 64 для управления давлением может быть, например, меньше, чем приблизительно 2 мм.
[0038] Согласно различным неограничивающим вариантам реализации элементы 64 для управления давлением могут быть выполнены из материала, такого как металл, например, нержавеющей стали. Элементы 64 для управления давлением могут содержать внутренний канал (не показан), по которому вода и/или другие охлаждающие жидкости могут быть прокачаны для охлаждения печи 22, как описано, например, в патенте США № 3,888,300 (Guichard и др.), который по ссылке полностью включен в настоящую заявку. По меньшей мере согласно одному варианту реализации каналы в элементах 64 для управления давлением могут быть соединены с каналами в стенках камеры, так что вода и/или другие охлаждающие жидкости могут циркулировать в стенках камеры и элементах 64 для управления давлением, проходящих из них. Согласно различным неограничивающим вариантам реализации, относящимся прежде всего к фиг. 4, элементы 64 для управления давлением могут содержать щетки 68. Щетки 68 могут проходить от внутреннего периметра элементов 64 для управления давлением в направлении литого материала 26 и могут дополнительно уменьшать пространство между элементами 64 для управления давлением и литым материалом 26. Щетки 68 могут быть выполнены из материала, такого как металл, например, нержавеющая сталь. Согласно различным неограничивающим вариантам реализации щетки 68 могут быть достаточно гибким, так что указанные щетки входят в контакт с литым материалом 26, причём щетки 68 не повреждают элементы 64 для управления давлением. Кроме того, согласно различным неограничивающим вариантам реализации контакт между литым материалом 26 и щетками 68 не загрязняет литой материал 26.
[0039] Как показано на фиг. 5 и 6, элементы 64 для управления давлением могут проходить между смежными зонами 62 дифференциального давления во вспомогательной камере 50. Например, первый элемент 64a управления давлением может проходить между первой зоной 62a дифференциального давления и второй зоной 62b дифференциального давления, второй элемент 64b управления давлением может проходить между второй зоной 64b дифференциального давления и третьей зоной 62b дифференциального давления, третий элемент 64c управления давлением может проходить между третьей зоной 62c дифференциального давления и четвертой зоной 62d дифференциального давления, и т.п.. Согласно различным неограничивающим вариантам реализации первая зона 62a дифференциального давления может быть расположена рядом с плавильной камерой 20 и/или непосредственно ниже нее. Кроме того, вторая зона 62b дифференциального давления может быть расположена, например, рядом с первой зоной 62a дифференциального давления и/или непосредственно ниже нее. Согласно различным неограничивающим вариантам реализации конечная или завершающая зона 64g дифференциального давления может быть расположена рядом с выпускной камерой 80 и/или непосредственно выше нее. Кроме того, по меньшей мере согласно одному варианту реализации промежуточная зона 62d дифференциального давления может быть расположена, например, между второй зоной 62b дифференциального давления и конечной зоной 62g дифференциального давления. Согласно некоторым неограничивающим вариантам реализации по меньшей мере одна дополнительная зона 62c дифференциального давления может быть расположена, например, между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления, и/или по меньшей мере одна дополнительная зона 62e, 62f дифференциального давления может быть расположена, например, между промежуточной зоной 62d дифференциального давления и конечной зоной 62g дифференциального давления.
[0040] Как показано на фиг. 5 и 6, вспомогательная камера 50 может содержать, например, семь зон 62a, 62b, 62c, 62d, 62e, 62f, 62g дифференциального давления и, например, семь элементов 64a, 64b, 64c, 64d, 64e, 64f, 64g управления давлением. Количество зон 62 и соответствующих элементов 64 для управления давлением во вспомогательной камере 50 может зависеть по меньшей мере от свойств расплавленного и литого материалов 24, 26 и/или разности давления, например, между требуемым давлением плавления и атмосферным давлением.
[0041] Согласно различным неограничивающим вариантам реализации, описанным со ссылкой прежде всего на фиг. 5, насосы 60 дифференциального давления могут регулировать давление в каждой зоне 62 дифференциального давления вспомогательной камеры 50. Например, насосы 60 могут извлекать газ из зон 62. По меньшей мере согласно одному варианту реализации насосы 60 могут функционально вакуумировать зоны 62 до вакуума или существенного вакуума. Кроме того, источник 52, 54 газа и соответствующий газоотвод 56, 58 могут закачивать газ в зону 62 для увеличения давления в ней. Согласно различным неограничивающим вариантам реализации первое множество газоотводов 56a, 56b, 56c, 56d могут проходить от источника 52 первого газа, и второе множество газоотводов 58a, 58b, 58c могут проходить от источника 54 второго газа. Газоотводы 56, 58 могут вводить, например, от приблизительно 1 стандартного куб. фута в минуту (SCFM) (28,3 ст. дм3/мин) до приблизительно 25 стандартных куб. футов в минуту (707,5 ст. дм3/мин) газа в соответствующие зоны 62. Источник 52 первого газа может содержать, например, первый газ или первую комбинацию газов, и источник 54 второго газа может содержать, например, второй газ или вторую комбинацию газов. Как описано в настоящей заявке, согласно различным неограничивающим вариантам реализации по меньшей мере один источник 52, 54 газа может содержать, например, инертный газ или комбинацию инертных газов. Согласно различным неограничивающим вариантам реализации источник 52, 54 газа может распределять газ между множеством газоотводов 56, 58. Кроме того, насосы 60 дифференциального давления, источники 52, 54 газа и газоотводы 56, 58 могут управлять давлением в зонах 62 дифференциального давления вспомогательной камеры 50 таким образом, что вспомогательная камера 50 формирует динамическую газовую пробку между плавильной камерой 30 и выпускной камерой 80.
[0042] Согласно различным неограничивающим вариантам реализации насосы 60 дифференциального давления первоначально могут вакуумировать зоны 62 до вакуума или по существу вакуума и, следовательно, газоотводы 56, 58 могут вводить газ в зоны 62 для достижения давления, которое равно или по существу равно требуемому давлению плавления. Например, зоны 62 могут быть вакуумированы, например, по существу до вакуума от приблизительно 100 мТорр до приблизительно 10 мТорр (13,3-1,33 Па). В дальнейшем, газоотводы 56, 58 могут вводить газ для достижения требуемого давления плавления, например, от приблизительно 400 Торр до приблизительно 1000 Торр (53,3-133,3 МПа). Согласно различным неограничивающим вариантам реализации насосная система может регулировать давление до требуемого давления плавления, например, ±25 Торр (±3,33 МПа) по всей вспомогательной камере 50. Присутствие газа во вспомогательной камере 50 может улучшить отбор тепла от литого материала 26, в результате чего может быть увеличена скорость затвердевания литого материала 26. Иными словами, литой материал 26 может охлаждаться и, таким образом, отверждаться гораздо быстрее, если, например, вспомогательная камера 50 заполнена инертным газом, чем если во вспомогательной камере 50 поддерживается вакуум или по существу вакуум.
0043] Как показано на фиг. 5 и 6, когда литой материал 26 расположен в зоне 62 вспомогательной камеры 50, указанный литой материал 26, перегородки 64 и внутренний периметр вспомогательной камеры 50 могут образовать границы зоны 62, в которой, например, может быть достигнуто и/или может поддерживаться требуемое давление. После образования границ зоны 62 насосы 60 дифференциального давления, источники 52, 54 газа и/или газоотводы 56, 58 могут регулировать давление в зоне 62 вспомогательной камеры 50. Согласно различным неограничивающим вариантам реализации насосы 60 могут регулировать давление в различных зонах 62 вспомогательной камеры 50 до различных давлений. Например, согласно некоторым неограничивающим вариантам реализации давление в первой зоне 62a дифференциального давления вспомогательной камеры 50 может быть увеличено по меньшей мере до величины, которая немного выше требуемого давления плавления. Например, давление в первой зоне 62a дифференциального давления может быть отрегулировано в пределах от приблизительно 880 Торр до приблизительно 930 Торр (117,3-124 МПа), если требуемое давление плавления составляет от приблизительно 825 Торр до приблизительно 875 Торр (110-116,6 МПа). Иными словами, разность давлений между плавильной камерой 30 и первой зоной 62a дифференциального давления может составлять, например, от приблизительно 10 Торр до приблизительно 50 Торр (1,33-6,66 МПа). Кроме того, согласно некоторым неограничивающим вариантам реализации давление во второй зоне 62b дифференциального давления может быть отрегулировано давление, которое немного меньше давления в первой зоне 62a дифференциального давления. Например, давление во второй зоне 62b дифференциального давления может быть отрегулировано в пределах от приблизительно 825 Торр до приблизительно 850 Торр (110-113,3 МПа). Согласно различным неограничивающим вариантам реализации разность давлений между первой зоной 62a дифференциального давления и второй зоной 62b дифференциального давления может составлять от приблизительно 10 Торр до приблизительно 50 Торр (1,33-6,66 МПа). Соответственно, согласно некоторым неограничивающим вариантам реализации первая зона 62a дифференциального давления может быть зоной высокого давления, которая отделяет плавильную камеру 50 от последующих зон 62b, 62c, и т.п. во вспомогательной камере 50, в результате чего предотвращено проникновение в плавильную камеру 30 неинертного газа из внешней атмосферы.
[0044] Как показано на фиг. 5 и 6, давление в последующих зонах 62c вспомогательной камеры 50 между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления, например, может быть уменьшено с определенным шагом. Согласно различным неограничивающим вариантам реализации давление может быть уменьшено с определенным шагом, например, от приблизительно 10 Торр до приблизительно 100 Торр (1,33-13,3 МПа) между смежными зонами 62. Количество и размер зон 62 и элементов 64 для управления давлением между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления могут быть изменены. По меньшей мере согласно одному варианту реализации количество дополнительных зон 62 может зависеть от свойств расплавленного материала 24 и литого материала 26, а также давления в плавильной камере 30 и выпускной камере 80. Согласно различным неограничивающим вариантам реализации количество дополнительных зон 62 может зависеть от скорости отбора тепла от литого материала 26. Например, по меньшей мере одна зона 62 может быть расположена между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления. Согласно некоторым неограничивающим вариантам реализации от двух до пяти зон 62 могут быть расположены между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления. Согласно различным неограничивающим вариантам реализации между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления могут быть расположены, например, больше, чем пять зон 62. Между плавильной камерой 30 и промежуточной зоной 62d дифференциального давления вспомогательной камеры 50 могут быть расположены достаточное количество зон 62, так что литой материал 26 может быть достаточно охлажден после достижения промежуточной зоны 62d дифференциального давления. Литой материал 26 может быть охлажден до такой температуры, при которой контакт с внешней атмосферой в выпускной камере не вызывает загрязнения. Например, литой сплав титана может быть охлажден до температуры приблизительно <1000-1200°F (537,78°С-922,04°С), когда литой титан 26 достигает промежуточной зоны 62d дифференциального давления, для ослабления реакционной способности и предотвращения загрязнение литого титана 26 неинертным газом в нижних зонах 62e, 62f, 62g вспомогательной камеры 50 и во внешней атмосфере.
[0045] Как показано на фиг. 5 и 6, давление в промежуточной зоне 62d дифференциального давления может быть отрегулировано до давления, которое меньше, чем давление в смежных зонах вспомогательной камеры 50. Например, давление в зонах непосредственно выше и непосредственно ниже промежуточной зоны 62d дифференциального давления может быть больше, чем давление в промежуточной зоне 62d дифференциального давления. Иными словами, промежуточная зона 62d дифференциального давления может быть зоной пониженного давления между первой зоной 62a дифференциального давления и конечной зоной 62g дифференциального давления. Согласно некоторым неограничивающим вариантам реализации давление в промежуточной зоне 62d дифференциального давления может составлять, например, от приблизительно 250 Торр до приблизительно 300 Торр (33,3-39,99 МПа). Согласно различным неограничивающим вариантам реализации давление в промежуточной зоне 62d дифференциального давления может составлять, например, от приблизительно 100 Торр до приблизительно 400 Торр (13,33-53,3 МПа).
[0046] Согласно варианту реализации, показанному на фиг. 5 и 6, давление в последующих зонах 62e, 62f вспомогательной камеры 50 между промежуточной зоной 62d дифференциального давления и конечной зоной 62g дифференциального давления может быть увеличено с определенным шагом. Согласно различным неограничивающим вариантам реализации давление может быть увеличено с шагом, например, от приблизительно 10 Торр до приблизительно 100 Торр (1,33-13,33 МПа) между смежными зонами 62. Количество и размер зон 62 и элементов 64 для управления давлением между промежуточной зоной 62d дифференциального давления и конечной зоной 62g дифференциального давления могут быть изменены. По меньшей мере согласно одному варианту реализации количество дополнительных зон 62 может зависеть от свойств расплавленного материала 24 и литого материала 26, а также давления в плавильной камере 30 и выпускной камере 80. Согласно различным неограничивающим вариантам реализации количество дополнительных зон 62 может быть достаточным для постепенного увеличения давления в конечной зоне 62g дифференциального давления до давления, которое немного больше, чем атмосферное давление. Например, по меньшей мере одна зона 62 может быть расположена между промежуточной зоной 62d дифференциального давления и конечной зоной 62g дифференциального давления. Согласно некоторым неограничивающим вариантам реализации от двух до пяти зон 62 могут быть расположены между промежуточной зоной 62d дифференциального давления и конечной зоной 62g дифференциального давления. Согласно различным неограничивающим вариантам реализации больше чем пять зон 62 могут быть расположены между промежуточной зоной 62d дифференциального давления и конечной зоной дифференциального давления.
[0047] Конечная зона 62g дифференциального давления может быть расположена рядом с выпускной камерой 80 и/или выше нее. Согласно различным неограничивающим вариантам реализации давление в конечной зоне 62g дифференциального давления может достигать величины, которая по меньшей мере немного больше, чем атмосферное давление. Например, согласно некоторым неограничивающим вариантам реализации давление в конечной зоне 62g дифференциального давления может составлять от приблизительно 740 Торр до приблизительно 850 Торр (98,64-113,3 МПа), и/или разность между давлением в конечной зоне 62g дифференциального давления и атмосферным давлением может составлять, например, от приблизительно 10 Торр до приблизительно 100 Торр (1,33-13,33 МПа). Иными словами, конечная зона 62g дифференциального давления может быть второй зоной высокого давления во вспомогательной камере 50.
[0048] Как описано в настоящей заявке, жидкое уплотнение 28 обеспечивает уплотнение между плавильной камерой 30 и выпускной камерой 80. Однако если жидкое уплотнение 28 разрушено, динамическая газовая пробка вспомогательной камеры 50 может обеспечить вспомогательное уплотнение для предотвращения загрязнения плавильной камеры 30. Кроме того, вспомогательная камера 50 может предотвращать загрязнение литого материала 26, расположенного во вспомогательной камере 50, температура которого все еще остается температурой, при которой литой материал 26 реакционноспособен в отношении неинертных газов. Первая зона 62a дифференциального давления может предотвращать загрязнение, поскольку газ направлен от первой зоны 62a дифференциального давления, т.е., зоны относительно высокого давления, к промежуточной зоне 62d дифференциального давления, т.е., зоне относительно низкого давления. Иными словами, газ направлен от плавильной камеры 30 к промежуточной зоне 62d дифференциального давления вспомогательной камеры 50. Кроме того, первая зона давления 62a дифференциального давления может уменьшать флуктуации давления в плавильной камере 30, поскольку газ в плавильной камере 30 не стремится вытекать из плавильной камеры 30 во вспомогательную камеру 50, если нарушено жидкое уплотнение 28. Наоборот, если бы жидкое уплотнение 28 было нарушено, и в плавильной камере 30 действовало положительное давление, а в первой зоне 62a дифференциального давления действовал, например, вакуум или пониженное положительное давление, газ стремился бы вытекать из плавильной камеры 30 во вспомогательную камеру 50, создавая таким образом флуктуацию давления в плавильной камере 30.
[0049] Кроме того, конечная зона 62g дифференциального давления может предотвращать загрязнение плавильной камеры 30, поскольку неинертные газы за пределами вспомогательной камеры 50 и/или в выпускной камере 80 направлены от конечной зоны 62g дифференциального давления, т.е., зоны повышенного давления к внешней атмосфере, т.е., зоне пониженного давления. Иными словами, неинертный газ во внешней атмосфере не будет стремиться проникать из внешней атмосферы в конечную зону 62g дифференциального давления вспомогательной камеры 50, поскольку конечная зона 62g дифференциального давления представляет собой зону повышенного давления. Кроме того, уменьшение давлений от конечной зоны 62g дифференциального давления к промежуточной зоне 62d дифференциального давления направляет поток газа к промежуточной зоне 62d дифференциального давления, но не к конечной зоне 62d дифференциального давления.
[0050] Как показано на фиг. 6, источник 52 первого газа может содержать первый газ или, например, первую комбинацию газов, и источник 54 второго газа может содержать, например, второй газ или вторую комбинацию газов. Кроме того, согласно различным неограничивающим вариантам реализации по меньшей мере первый газ или первая комбинация газов могут быть инертным газом или комбинацией инертных газов, таких как, например, гелий и/или аргон. Источник первого газа 52 может подавать газ в зоне 62 во вспомогательной камере 50 из первой зоны 62a дифференциального давления или первой зоны повышенного давления через промежуточную зону 62d дифференциального давления или зону пониженного давления. Иными словами, источник 52 первого газа может быть соединен с зонами 62 с уменьшающимся с определенным шагом давлением от первой зоны 62a высокого давления, смежной с плавильной камерой 30, через зону низкого давления или промежуточную зону 62d дифференциального давления. Присутствие инертного газа в зонах 62, расположенных рядом с плавильной камерой 30, в случае нарушения жидкого уплотнения 28 обеспечивает возможность втекания инертного газа, вместо неинертного газа, в плавильную камеру 30, и таким образом загрязнение расплавленного материала 24 в плавильной камере 30 может быть по существу предотвращено. Насосы 60 дифференциального давления и газоотводы 56 могут вытягивать инертный газ из этих зон 62 и/или закачивать инертный газ в эти зоны 62 для регулирования давления в них. Как описано в настоящей заявке, перед выходом из промежуточной зоны 62d дифференциального давления литой материал 26 может быть достаточно охлажден таким образом, что не является реакционноспособным по отношению к неинертным газам. Однако литой материал 26 может быть достаточно горячим и реакционноспособным между первой зоной 62a дифференциального давления и промежуточной зоной 62d дифференциального давления. Соответственно, источник 52 первого газа, который подает газ в зоны 62a, 62b, 62c, 62d, например, должен подавать инертный газ для предотвращения загрязнения потенциально реакционноспособного литого материала 26, перемещающегося в указанных зонах.
[0051] Как показано на фиг. 6, источник 54 второго газа может подавать газ в зоны 62 вспомогательной камеры 50, которые расположены после промежуточной зоне 62d дифференциального давления, через конечную зону 62g дифференциального давления или вторую зону повышенного давления. Неинертный газ или газы, такие как, например, сжатый воздух, могут быть поданы источником 54 второго газа без риска загрязнения литого материала 26, размещенного в указанных зонах. Например, литой материал 26 может быть достаточно охлажден, когда он проходит из промежуточной зоны 62d дифференциального давления, так что он не является реакционноспособным по отношению к неинертным газам. Согласно дополнительным вариантам реализации источник 54 второго газа может содержать по существу инертные газы или также состоять по существу из инертных газов.
[0052] Согласно различным неограничивающим вариантам реализации насосы 60 дифференциального давления могут быть соединены с газовосстановительной системой (не показана). Инертный газ, используемый в системе 20 для непрерывной разливки, может быть дорогим, и, таким образом, газовосстановительная система может восстанавливать и повторно использовать инертный газ для последующего использования. Например, газовосстановительная система может откачивать газ из зон 62 вспомогательной камеры 50, сжимать извлеченный газ, обрабатывать газ посредством очистной системы и возвращать газ в источник 52, 54 газа. Иными словами, газ может быть повторно использован посредством системы. Согласно различным неограничивающим вариантам реализации очистная система газовосстановительной системы может быть внешней по отношению к плавильной печи 22. Согласно некоторым вариантам реализации, если инертный газ подается источником 52 первого газа, например, в верхние зоны 62a, 62b, 62c, 62d вспомогательной камеры 50 и если неинертный газ подается источником 54 второго газа, например, в нижние зоны 62e, 62f, 62g вспомогательной камеры 50, уменьшающееся с некоторым шагом давление от первой зоны 62a дифференциального давления к промежуточной зоне 62d дифференциального давления может обеспечивать возможность восстановления инертного газа, используемого, например, в этих зонах 62a, 62b, 62c, 62d. По меньшей мере согласно одному варианту реализации небольшой объем неинертного газа может протекать в промежуточную зону 62d дифференциального давления, в которой во время операций непрерывной разливки поддерживается пониженное давление, из смежной нижней зоны 62e дифференциального давления. Согласно различным неограничивающим вариантам реализации объем газового потока между смежными зонами 62 может быть минимизирован. Например, объем газового потока может зависеть от пространства между литым материалом 26 и элементом 64 для управления давлением, а также от перепада давлений между смежными зонами 62. Согласно различным неограничивающим вариантам реализации промежуточный насос 64d дифференциального давления, который соответствует промежуточной зоне 62d дифференциального давления, может извлекать газ из промежуточной зоны 62d дифференциального давления. В течение процесса восстановления небольшой объем неинертного газа, извлеченного насосом 64d, например, может быть удален перед возвращением газа в источник 52 первого газа таким образом, что инертный газ может быть возвращен в систему 20 для непрерывной разливки в камеры и/или зоны, в которых материал 24, 26 является реакционноспособным. Наоборот, если давление во вспомогательной камере 50 увеличено до атмосферного давления после первой зоны 62a дифференциального давления, а не уменьшено с некоторым шагом до зоны 62d низкого давления, инертный газ в первой зоне 62a дифференциального давления может быть выпущен, например, во внешнюю атмосферу.
[0053] Согласно различным неограничивающим вариантам реализации, описанным со ссылкой прежде всего на фиг. 6 и 7, выпускная камера 80 может быть расположена рядом с вспомогательной камерой 50. Согласно некоторым вариантам реализации выпускная камера 80 может быть расположена с возможностью перемещения относительно вспомогательной камеры 50. Когда выпускная камера 80 расположена рядом с вспомогательной камерой 50, вспомогательная камера 50 и выпускная камера 80 могут быть соединены с уплотнением вместе. Уплотнительное кольцо или прокладка 70 (как показано на фиг. 6) могут быть расположены между выпускной камерой 80 и вспомогательной камерой 50 для обеспечения, например, вакуумного герметичного уплотнения между ними. В дополнение к данному или согласно другому варианту реализации замок с гидравлическим приводом (не показан) может соединять с уплотнением выпускную камеру 80 со вспомогательной камерой 50. Согласно различным неограничивающим вариантам реализации выпускная камера 80 может быть отрегулирована до того же самого давления, что и плавильная камера 30, т.е., до требуемого давления плавления. Как описано в настоящей заявке, давление в выпускной камере 80 может функционально достигать атмосферного давления во время операций непрерывной разливки, и вспомогательная камера 50 может формировать динамическую газовую пробку между плавильной камерой 30, в которой может быть поддержано требуемое давление плавления, и выпускной камерой 80.
[0054] Как показано на фиг. 1, выпускная или тянущая тележка 100 может быть расположена рядом с выпускной камерой 80 и/или ниже нее. Тянущая тележка может содержать платформу 102, которая может поддерживать, например, выпускную камеру 80. Согласно некоторым вариантам реализации во время работы тянущая тележка 100 может поднимать и/или опускать выпускную камеру 80. Например, тянущая тележка 100 может содержать второй вытягивающий плунжер 104, который во время работы может перемещать тянущую платформу 102 вверх и вниз относительно вспомогательной камеры 50. Согласно различным неограничивающим вариантам реализации вытягивающий плунжер 104 может тянуть платформу 102 вниз для освобождения выпускной камеры 80 от вспомогательной камеры 50. Освобождения выпускной камеры 80 может открывать выпускную камеру 80 для внешней атмосферы. Иными словами, уплотнение между выпускной камерой 80 и вспомогательной камерой 50 может быть нарушено, если выпускная камера 80 отсоединена или удалена от вспомогательной камеры 50. Однако, даже если выпускная камера 80 открыта для внешней атмосферы, и давление в ней достигает атмосферного давления, расплавленный материал 24 в плавильной камере 30 может оставаться защищенным от неинертного газа в атмосфере благодаря жидкому уплотнению 28 и динамической газовой пробке вспомогательной камеры 50, описанным здесь. Как показано на фиг. 1 и 8, тянущая тележка 100 может быть расположена в направляющих канавках или на рельсах 106. Тянущая тележка 100 может иметь колеса, например, и может перемещаться вдоль дорожки или дорожек 106 между рабочим положением (как показано на фиг. 1) и погрузочным положением (как показано на фиг. 8). Согласно различным неограничивающим вариантам реализации после того, как второй вытягивающий плунжер 104 сжимается для извлечения платформы 102 и опускания выпускной камеры 80, тянущая тележка 100 может быть переведена в погрузочное положение.
[0055] Как показано на фиг. 7, система 20 для непрерывной разливки может содержать основной набор роликов 92. Согласно различным неограничивающим вариантам реализации основной набор роликов 92 может быть выполнен с возможностью перемещения между убранным положением (как показано на фиг. 5) и выдвинутым положением (как показано на фиг. 7). Например, основной набор роликов 92 может проходить в направлении литого материала 26 таким образом, что основной набор роликов 92 может входить в контакт с литым материалом 26, если основной набор роликов находится в выдвинутом положении. Согласно различным неограничивающим вариантам реализации основной набор роликов 92 может входить в контакт с литым материалом 26 после того, как выпускная камера 80 удалена и/или освобождена от вспомогательной камеры 50. Например, основной набор роликов 92 может быть заблокирован выпускной камерой 80 таким образом, что основной набор роликов 92 не может быть выдвинут в направлении литого материала 26 до втягивания выпускной камеры 80. Согласно некоторым неограничивающим вариантам реализации основной набор роликов 92 может облегчать управление скоростью извлечения литого материала 26. Иными словами, частота вращения основного набора роликов 92 может влиять на скорость, с который литой материал 26 выходит из литейной формы 36.
[0056] Как показано на фиг. 8, система 20 для непрерывной разливки может содержать вспомогательный набор роликов 94. Согласно различным неограничивающим вариантам реализации вспомогательный набор роликов 94 может быть выполнен с возможностью перемещения между убранным положением (как показано на фиг. 5) и выдвинутым положением (как показано на фиг. 8). Например, вспомогательный набор роликов 94 может проходить в направлении литого материала 26 таким образом, что ролики вспомогательного набора роликов 94 входят в контакт с литым материалом 26, когда вспомогательные ролики 94 находятся в выдвинутом положении. Согласно различным неограничивающим вариантам реализации вспомогательный набор роликов 94 может входить в контакт с литым материалом 26 после того, как выпускная камера 80 втянута и/или освобождена от вспомогательной камеры 50. Например, вспомогательный набор роликов 94 может быть заблокирован выпускной камерой 80 таким образом, что вспомогательный набор роликов 94 не может быть выдвинут в направлении литого материала 26 до втягивания выпускной камеры 80. Согласно некоторым вариантам реализации вспомогательный набор роликов 94 может облегчать управление скоростью извлечения литого материала 26. Иными словами, согласно некоторым неограничивающим вариантам реализации частота вращения вспомогательного набора роликов 92 может влиять на скорость, с который литой материал 26 выходит из вспомогательной камеры 50. Кроме того, вспомогательный набор роликов 94 может направлять литой материал 26 в разгрузочное устройство, как описано в настоящей заявке. Согласно различным неограничивающим вариантам реализации как показано на фиг. 8, разрезающее устройство 96 может разрезать литой материал 26 после вытягивания литого материала 26 из вспомогательной камеры 50. Разрезающее устройство 96 может разрезать литой материал 26, например, ниже основного набора роликов 92 и/или, например, выше вспомогательного набора роликов 94.
[0057] Как показано на фиг. 8 и 9, согласно некоторым неограничивающим вариантам реализации первое разгрузочное устройство 110 может содержать телескопический опорный механизм 112 и/или захваты 114. Захваты 114 могут фиксировать или захватывать литой материал 26, например, ниже первого и/или второго набора роликов 92, 94. Кроме того, согласно различным неограничивающим вариантам реализации телескопический опорный механизм 112 может удерживать захваты 114. По меньшей мере согласно одному варианту реализации телескопический опорный механизм 112 может сжиматься или частично сжиматься для опускания литого материала 26, удерживаемого захватами 114. Телескопический опорный механизм 112 может сжиматься для перемещения литого материала 26 из вертикального положения (как показано на фиг. 8), например, в горизонтальное положение (как показано на фиг. 9). Как показано на фиг. 9, первое разгрузочное устройство 110 может перемещаться или катиться вдоль направляющих канавок 106 для перемещения отрезанного сегмента литого материала 26, например, в направлении от системы 20 для непрерывной разливки.
[0058] Как показано на фиг. 10, согласно различным неограничивающим вариантам реализации система 20 для непрерывной разливки может содержать второе разгрузочное устройство 118. Согласно различным неограничивающим вариантам реализации второе разгрузочное устройство 118 может содержать опорный элемент 120, который удерживает дополнительные ролики 122. Согласно некоторым вариантам реализации дополнительные ролики 122 могут направлять литой материал 26 вдоль пути, сформированного опорным элементом 120 и/или дополнительными роликами 122. Ролики 122 могут направлять литой материал 26, например, вдоль криволинейного пути и могут регулировать положение литого материала 26, например, от вертикального до горизонтального. Согласно различным неограничивающим вариантам реализации разрезающее устройство 96 может отрезать сегмент литого материала 26 после его перемещения посредством опорного элемента 120 в требуемое положение.
[0059] Как показано на фиг. 1-11, способ работы системы 20 для непрерывной разливки может включать стадию 202, в течение которой инициируют разливку, и стадию 204, во время которой продолжают непрерывную разливку. Согласно различным неограничивающим вариантам реализации выпускная камера 80 может быть соединена с уплотнением с вспомогательной камерой 50 во время стадии 202 инициирования операции литья. Согласно некоторым неограничивающим вариантам реализации, когда выпускная камера 80 освобождена от вспомогательной камеры 50, может начаться стадия 204 непрерывного литья операции разливки. На этапе 210 стадии 202 инициирования насосная система может вакуумировать плавильную камеру 30, вспомогательную камеру 50 и выпускную камеру 80 до вакуума или по существу до вакуума. Например, согласно некоторым неограничивающим вариантам реализации давление в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 может быть вакуумировано до величин в диапазоне от приблизительно 100 мТорр до приблизительно 10 мТорр (13,3-1,33 Па). Согласно различным неограничивающим вариантам реализации плавильная камера 30, вспомогательная камера 50 и выпускная камера 80 могут иметь низкую скорость утечки. Например, согласно различным неограничивающим вариантам реализации камеры 30, 50, 80 могут иметь скорость утечки от приблизительно 10 мТорр прироста в минуту до менее чем приблизительно 5 мТорр прироста в минуту (1,33-0,67 Па прирост/мин). Целостность уплотнения между плавильной камерой 30, вспомогательной камерой 50 и выпускной камерой 80 может быть подтверждена. На этапе 212 насосная система регулирует давление в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 до требуемого давлению плавления. Например, если требуемое давление плавления представляет собой положительное давление, камеры 30, 50, 80 могут быть заполнены инертным газом для достижения требуемого давления плавления.
[0060] Согласно различным неограничивающим вариантам реализации после достижения требуемого давления плавления в плавильной камере 30, вспомогательной камере 50 и выпускной камере 80 может быть инициирован этап 214. На этапе 214 к материалу 24 в плавильной камере 30 может быть приложена энергия для расплавления материала 24. Затем, на этапе 216 расплавленный материал 24 протекает из плавильной камеры 30 вдоль вспомогательной камеры 50 в выпускную камеру 80. Например, материал может втекать в литейную форму 36 в виде расплавленного материала 24 и выходить из литейной формы 36 в виде литого материала 26. Затем, литой материал 26 проходит, например, из вспомогательной камеры 50 в выпускную камеру 80.
[0061] Затем, на этапе 218 стадии 202 инициирования давление в первой зоне 62a дифференциального давления может быть отрегулировано до первого дифференциального давления, которое по меньшей мере немного больше, чем требуемое давление плавления. Затем на этапе 220 давление во второй зоне 62b дифференциального давления может быть отрегулировано до второго дифференциального давления, которое по меньшей мере немного меньше, чем первое дифференциальное давление. Иными словами, первая зона 62a дифференциального давления может быть зоной повышенного давления, которая отделяет плавильную камеру 30 от последующих зон 62 вспомогательной камеры 50 и предотвращает загрязнение плавильной камеры 30 неинертными газами из внешней атмосферы.
[0062] Затем на этапе 222 стадии 202 инициирования давление в последующей зоне (или зонах) 62 может быть уменьшено с определенным шагом, например, между второй зоной 62b дифференциального давления и промежуточной зоной 62d дифференциального давления. Затем, на этапе 224 давление в промежуточной зоне 62d дифференциального давления может быть отрегулировано до промежуточного дифференциального давления, которое является самым низким давлением, например, в зонах 62 вспомогательной камеры 50. Иными словами, промежуточная зона 62d дифференциального давления может быть зоной пониженного давления между первой зоной 62a дифференциального давления и конечной зоной 62g дифференциального давления. Затем, на этапе 226 давление в последующих зонах между промежуточной зоной 62d дифференциального давления и конечной зону ю 62g дифференциального давления может быть увеличено с определенным шагом до атмосферного давления. Затем, на этапе 228 давление в конечной зоне 62g дифференциального давления может быть отрегулировано до величины, которая по меньшей мере немного больше, чем атмосферное давление.
[0063] В смежных зонах 62 могут поддерживаться или по существу поддерживаться различные давления после того, как литой материал 26 начнет перемещаться сквозь элементы 64 для управления давлением, которые образуют стороны зоны 62. Соответственно, согласно различным неограничивающим вариантам реализации давление в каждой зоне может быть отрегулировано в любое время после того, как литой материал 26 начнет проходить вдоль соответствующей зоне 62. Согласно различным неограничивающим вариантам реализации давление в зонах 62 вспомогательной камеры 50 может быть одновременно отрегулировано до различных рабочих давлений, т.е., первого дифференциального давления, промежуточного дифференциального давления, конечного дифференциального давления, и т.п., при проходе литого материала 26 вдоль всей вспомогательной камере 50 в выпускную камеру 80. Иными словами, этапы 218, 220, 222, 224, 226 и 228 могут быть инициированы одновременно. Например, при введении литого материала 26 в выпускную камеру 80 для инициирования этапов 218, 220, 222, 224, 226 и 228 может быть активирована насосная система. В дополнение к данному или согласно другому варианту реализации, давление в зонах 62 можно последовательно регулировать при продвижении литого материала 26 вдоль вспомогательной камеры 50. Например, после этапа 218 может быть выполнен этап 220, который может сопровождаться этапом 222, после которого может быть выполнен этап 224, который может сопровождаться этапом 226, после которого может следовать этап 228. Согласно различным неограничивающим вариантам реализации давление в каждой зоне 62 может быть отрегулировано после продвижения литого материала через зону 62. Согласно другим вариантам реализации этапы могут быть выполнены в другом порядке.
[0064] Также во время стадии 202 инициирования на этапе 230 давление в выпускной камере 80 может быть отрегулировано до атмосферного давления. Согласно различным неограничивающим вариантам реализации выпускная камера 80 может быть освобождена от вспомогательной камеры 50 для достижения в ней атмосферного давления. Иными словами, освобождение выпускной камеры 80 может нарушить уплотнение между вспомогательной камерой 50 и выпускной камерой 80. Кроме того, если выпускная камера 80 освобождена от вспомогательной камеры, система 20 для непрерывной разливки может работать таким образом, что литой материал 26 может продолжать продвижение из литейной формы 36. Согласно различным неограничивающим вариантам реализации выпускную камеру 80 освобождают от вспомогательной камеры 50 для образования пространства, необходимого для размещения сегмента литого материала 26.
[0065] В течение стадии 204 непрерывной разливки операции литья расплавленный материал 24 может продолжать продвижение из плавильной камеры 30 через вспомогательную камеру 50, т.е., может выполняться этап 232. Согласно различным неограничивающим вариантам реализации выпускная камера 80 может оставаться освобожденной и/или удаленной от вспомогательной камеры 50. Соответственно, литой материал 26 может продолжать вытекать из плавильной камеры 30, в которой поддерживается требуемое давление плавления, через вспомогательную камеру 50, давление в которой отрегулировано до различных дифференциальных давлений по всей камере, и во внешнюю атмосферу. Жидкое уплотнение 28 и динамическая газовая пробка вспомогательной камеры 50 могут предотвращать загрязнение плавильной камеры 30 внешней атмосферой, присутствующей в выпускной камере и/или за пределами вспомогательной камеры 50. Кроме того, согласно различным неограничивающим вариантам реализации, на этапе 234 литой материал может быть прокатан между набором основных и/или вспомогательных роликов 92, 94; на этапе 236 литой материал 26 может быть разрезан разрезающим устройством 96; и/или на этапе 238 литой материал 26 может быть разгружен, например, одним из разгрузочных устройств 110, 118. Литой материал 26, например, может быть прокатан между набором основных и/или вспомогательных роликов 92, 94 до и/или после его разрезания разрезающим устройством 96. Кроме того, литой материал 26, например, может быть разрезан разрезающим устройством 96 до и/или после его погрузки одним из разгрузочных устройств 110, 118. Стадия 204 непрерывного литья операции непрерывной разливки может продолжаться вплоть до прекращения подачи дополнительного материала 24 в литейную форму 36.
[0066] Не смотря на то, что различные варианты реализации предложенных оборудования, систем и способов описаны в настоящей заявке на примере литья реакционноспособных металлов и металлических сплавов, следует понимать, что настоящие изобретения не ограничено описанными вариантами реализации и может быть использовано в соединении с литьем любых металлов или металлических сплавов, независимо от того, являются или не являются они реакционноспособными в расплавленной форме или при высокой температуре.
[0067] Различные варианты реализации описаны и показаны в настоящей заявке для облегчения общего понимания элементов, этапов и использования предложенного устройства и способов. Подразумевается, что различные описанные и показанные варианты реализации в настоящей заявке не являются ограничивающими и исчерпывающими. Таким образом, изобретение не ограничено приведенным описанием различных неограничивающих и неисчерпывающих вариантов реализации, представленных в настоящей заявке. При соответствующих обстоятельствах особенности и характеристики, описанные в соединении с различными вариантами реализации, могут быть объединены, изменены или реорганизованы с этапами, компонентами, элементами, особенностями, аспектами, характеристиками, ограничениями, и т.п. других вариантов реализации. Такие модификации и изменения входят в объем защиты настоящего изобретения. Также, пункты приложенной формулы могут быть исправлены для включения любых элементов, этапов, ограничений, особенностей и/или характеристик, явно или по существу описанных в настоящей заявке или иным способом явно или по существу поддержанных в настоящей заявке. Кроме того, Заявители резервируют за собой право на исправление пунктов приложенной формулы для утвердительного отказа от элементов, этапов, ограничений, особенностей и/или характеристик, которые являются известными независимо от того, описаны ли явно такие особенности в настоящей заявке. Таким образом, любые такие поправки отвечают требованиям Закона 35 Свода законов США, § 112, Статья первая, и Закона 35 Свода законов США, § 132(a). Различные варианты реализации, раскрытые и описанные в настоящей заявке, могут содержать этапы, ограничения, особенности и/или характеристики, в разных формах описанные в настоящей заявке, а также состоять или состоять по существу из указанных этапов, ограничений, особенностей и/или характеристик.
[0068] Любой патент, публикация или другой опубликованный материал, указанный в настоящей заявке, посредством ссылки полностью включен в настоящую заявку, если не указано иное, но только до степени, в которой указанный включенный материал не противоречит существующим определениям, утверждениям или другим материалам раскрытия, явно сформулированным в настоящей заявке. Также, до необходимой степени положительно выраженное раскрытие, сформулированное в настоящей заявке, заменяет любой противоречивый материал, включенный посредством ссылки в настоящую заявку. Любой материал или его часть, которая указана как включенная по ссылке в настоящую заявку, но которая находится в противоречии с существующими определениями, утверждениями или другим материалами раскрытия, сформулированного в настоящей заявке, включены в настоящую заявку до степени, при которой не возникает конфликт между этим включенным материалом и существующим материалом раскрытия. Заявители резервируют за собой право на исправление этой заявки для явного описания любого предмета или его части, которые по ссылке включены в настоящую заявку.
[0069] Грамматические термины "один" и "некоторый", если используются в настоящем описании, предназначены для толкования во включительном смысле: "по меньшей мере один" или "один или большее количество", если не указано иное. Таким образом, данные термины использованы в настоящем для обозначения по меньшей мере одного, не только одного (т.е., "по меньшей мере одного") из грамматических объектов термина. Например, термин "компонент" обозначает по меньшей мере один элемент, и, таким образом, большее количество, чем один элемент, могут быть рассмотрены и могут быть использованы или осуществлены при выполнении описанных вариантов реализации. Кроме того, использование существительного в единственном числе предполагает использование множественного числа, и использование существительного во множественном числе предполагает использование единственного числа, если контекст использования не требует иного.
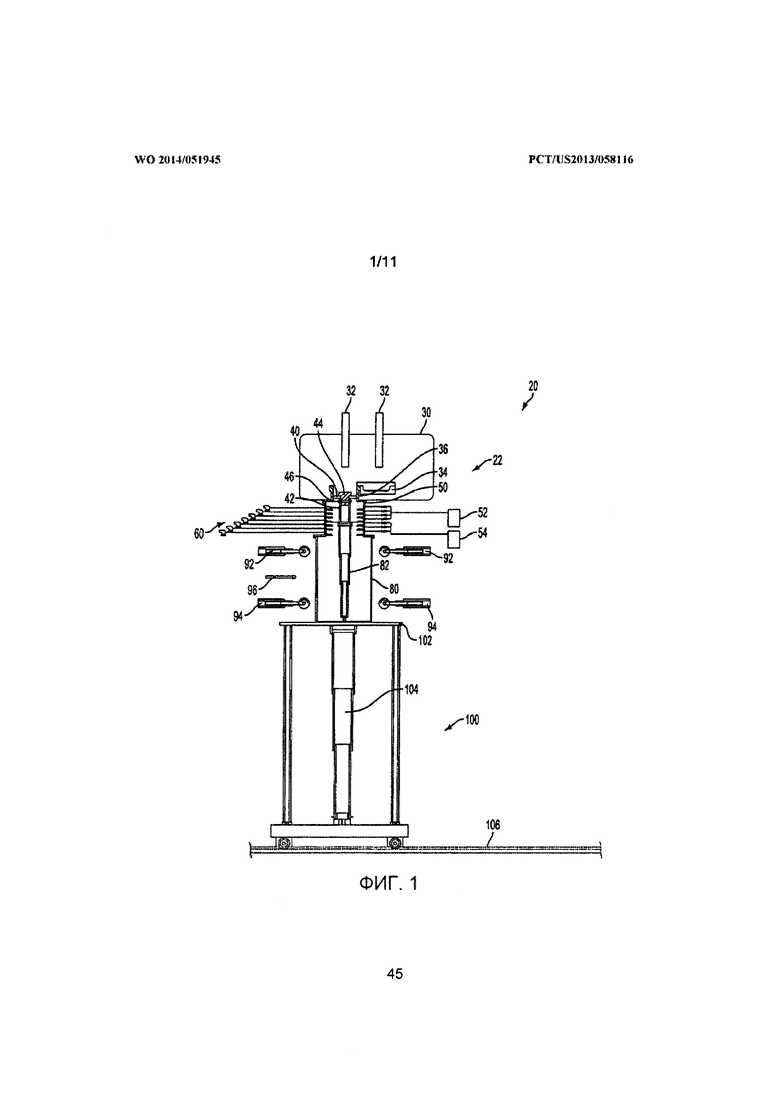
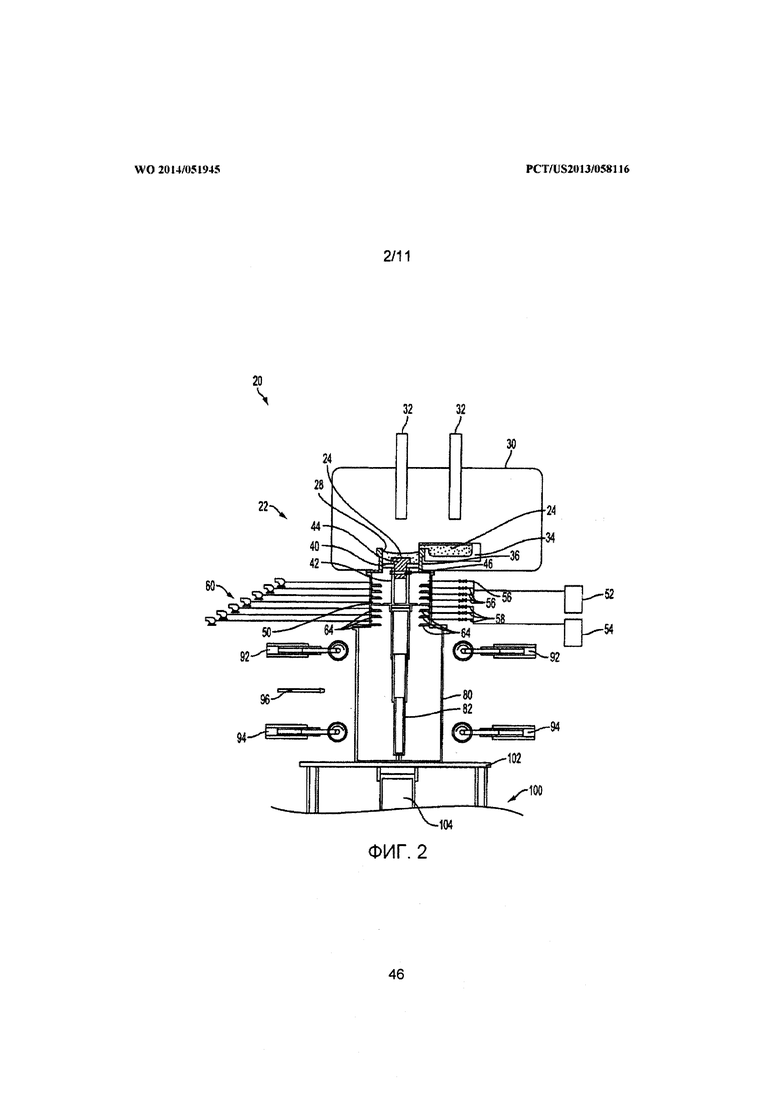
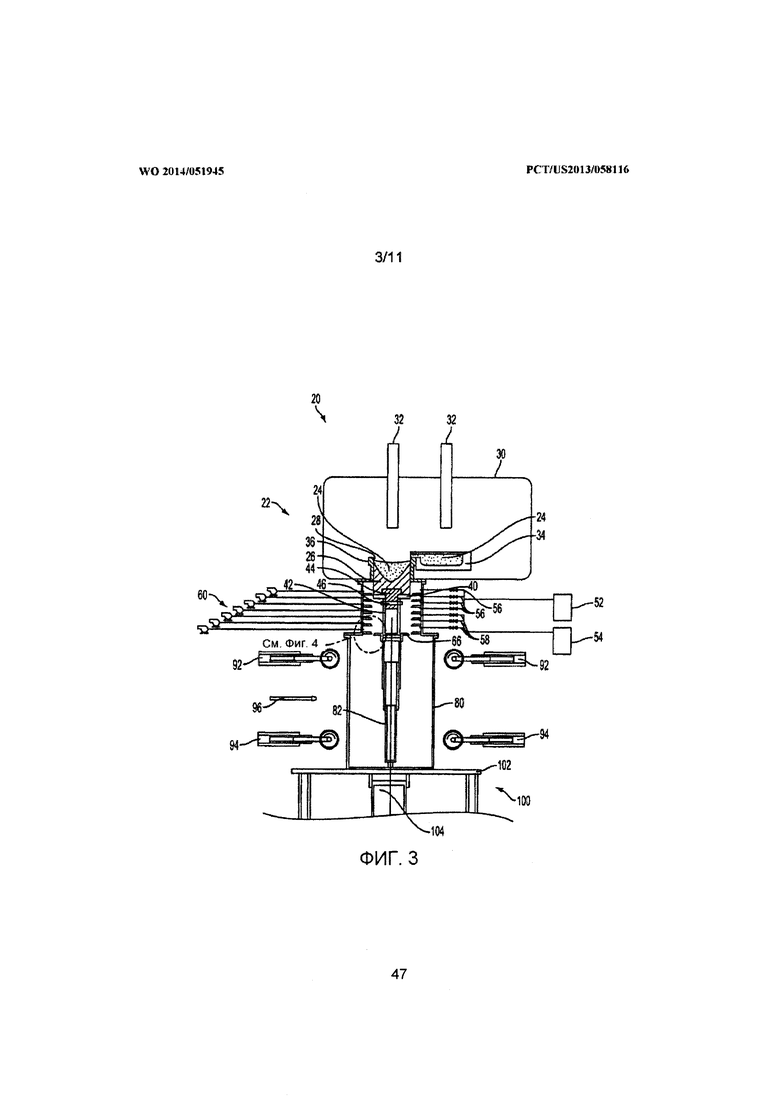
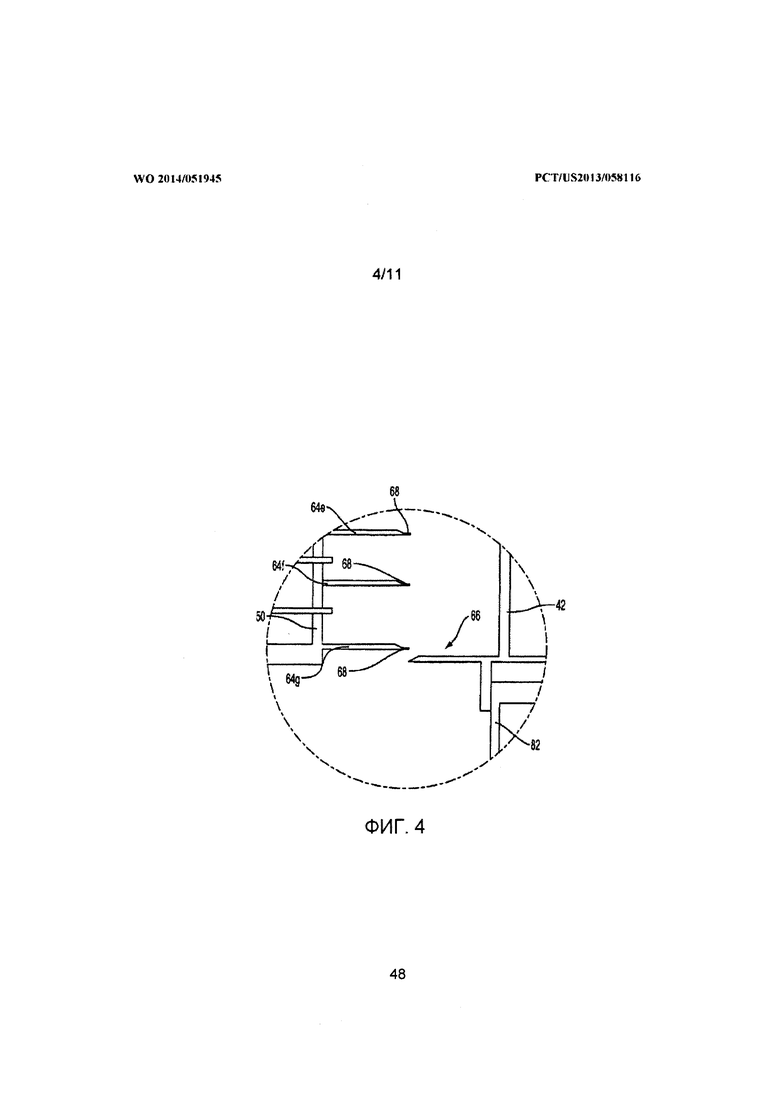
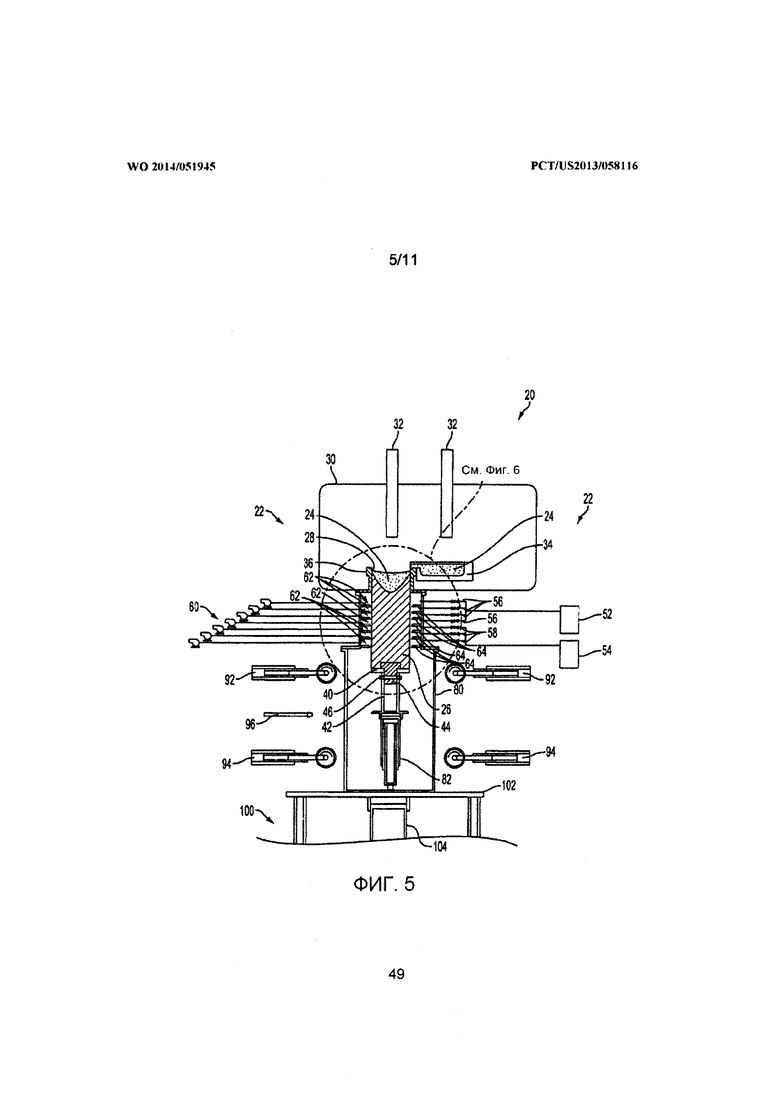

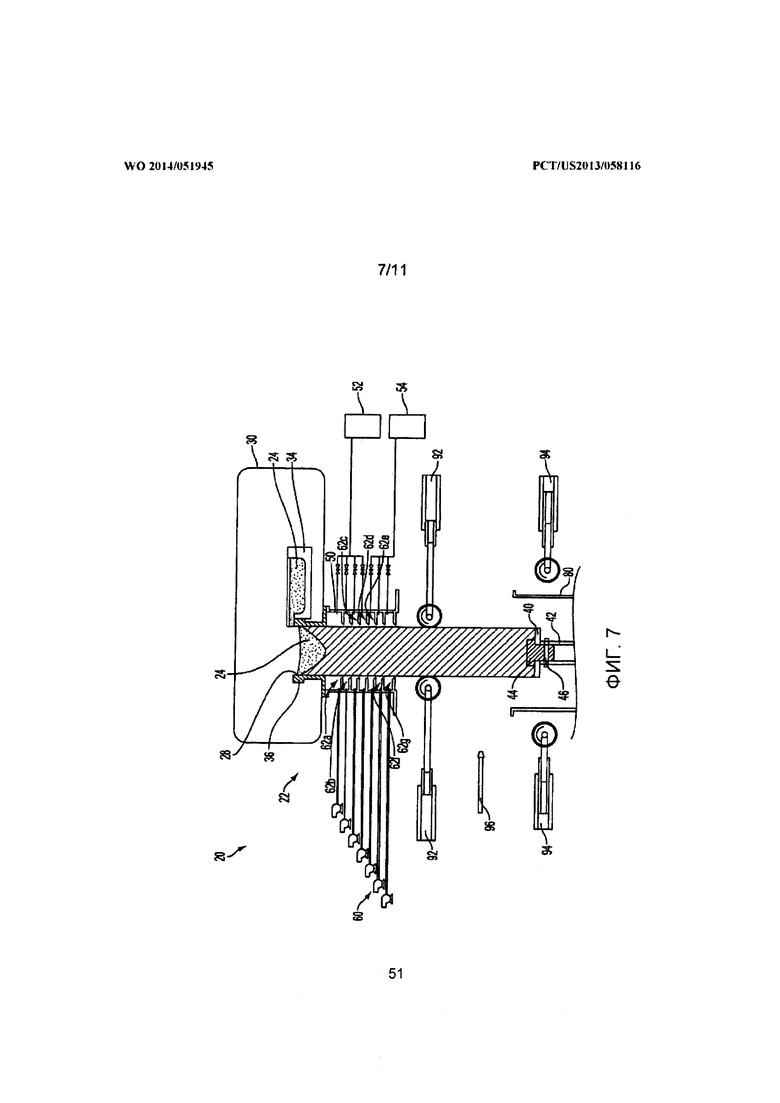
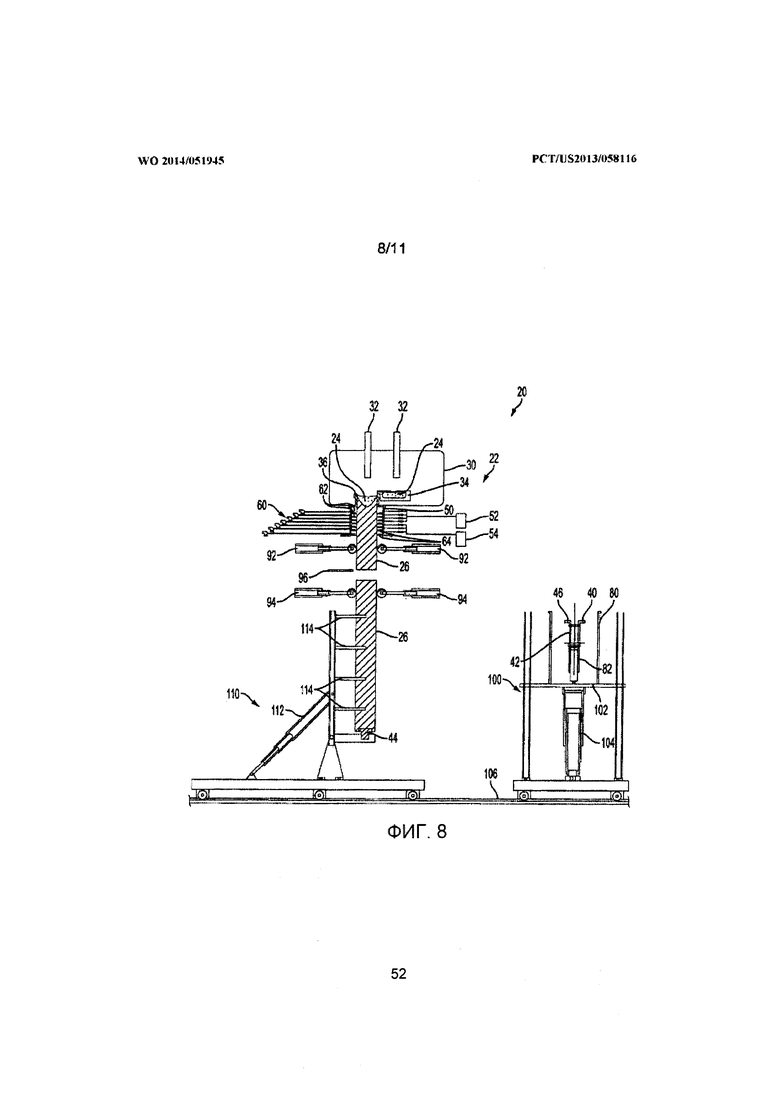
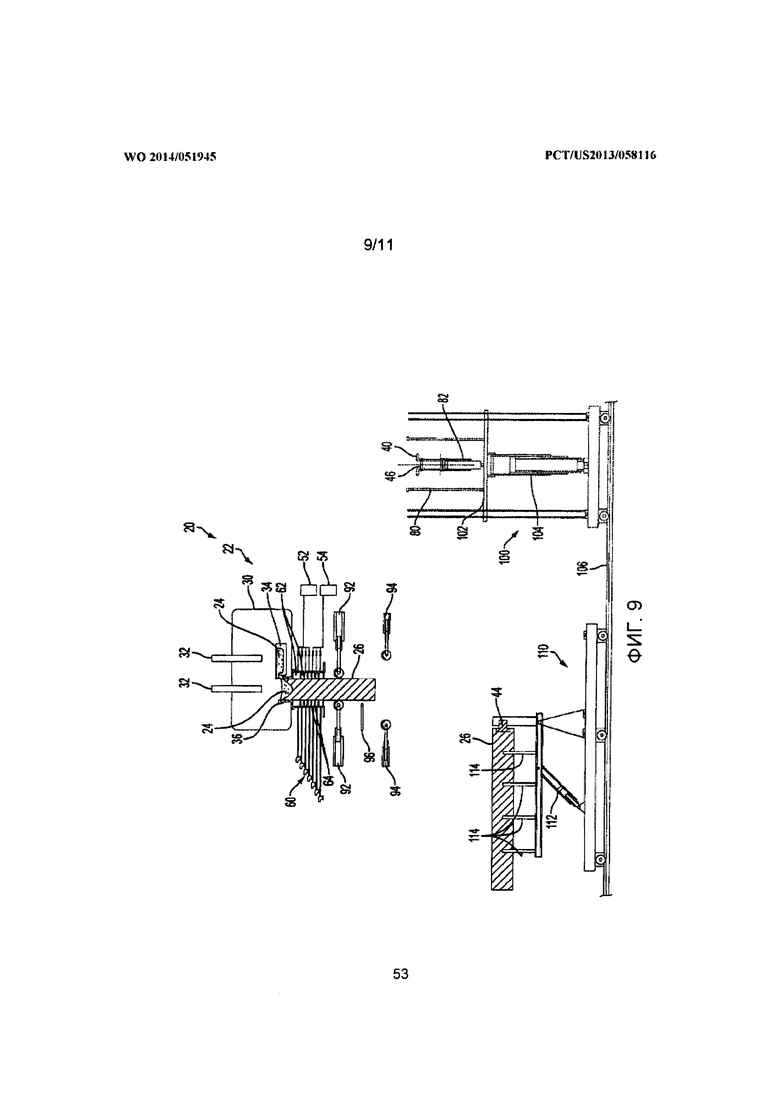
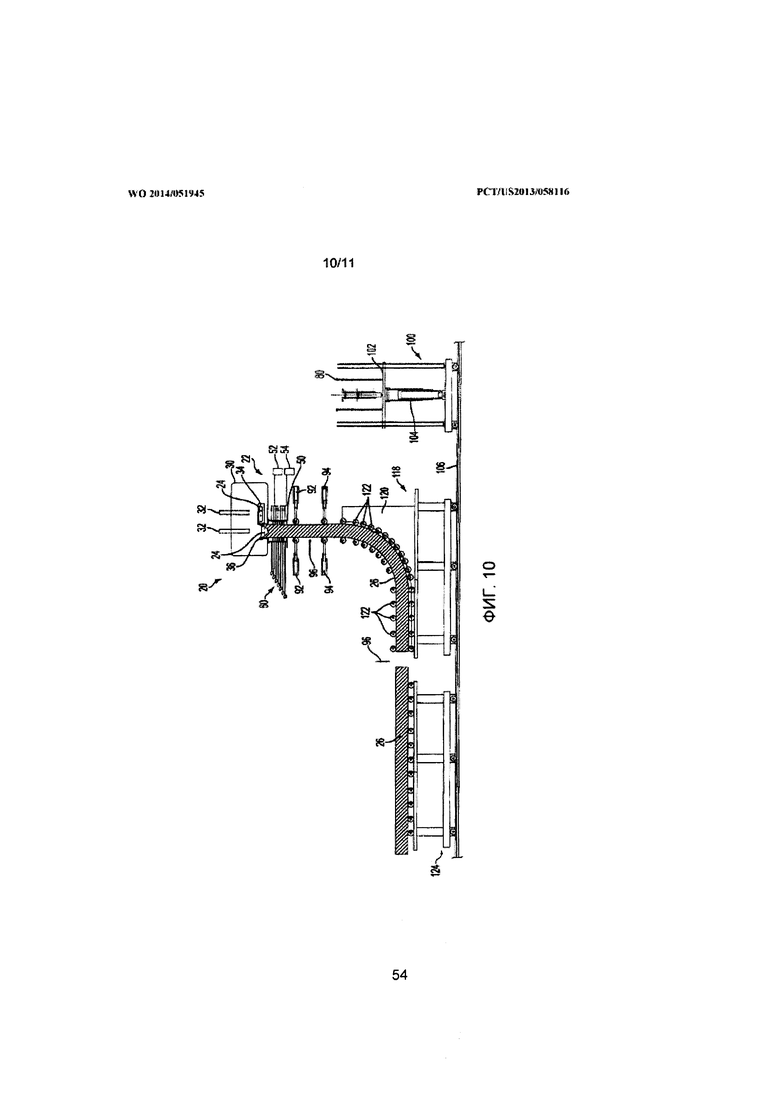
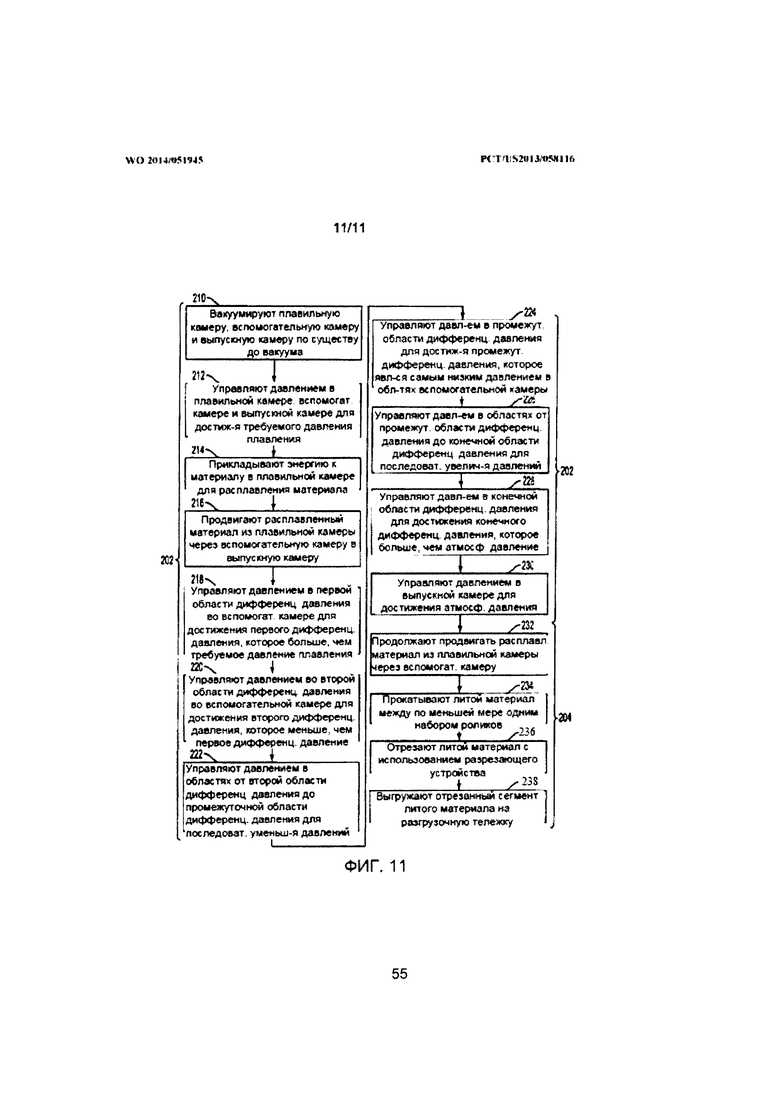
Изобретение относится к металлургии. Система содержит плавильную камеру 30, выпускную камеру 80 и вспомогательную камеру 50, расположенную между ними. В плавильной камере поддерживается давление плавления, а давление в выпускной камере может достигать атмосферного давления. Вспомогательная камера 50 содержит зоны с различными значениями давлений, которые устанавливаются насосами 60. В течение непрерывной разливки давление в первой области, смежной с плавильной камерой, может быть отрегулировано до давления, которое больше, чем давление плавления. Давление в последующих зонах может быть последовательно уменьшено и затем последовательно увеличено. Давление в конечной области может быть больше, чем атмосферное давление. Дифференциальные давления формируют динамическую газовую пробку между плавильной камерой и выпускной камерой, что предотвращает проникновение в плавильную камеру неинертного газа из атмосферы и, таким образом, предотвращает загрязнение реакционноспособных материалов в плавильной камере. 3 н. и 27 з.п. ф-лы, 11 ил.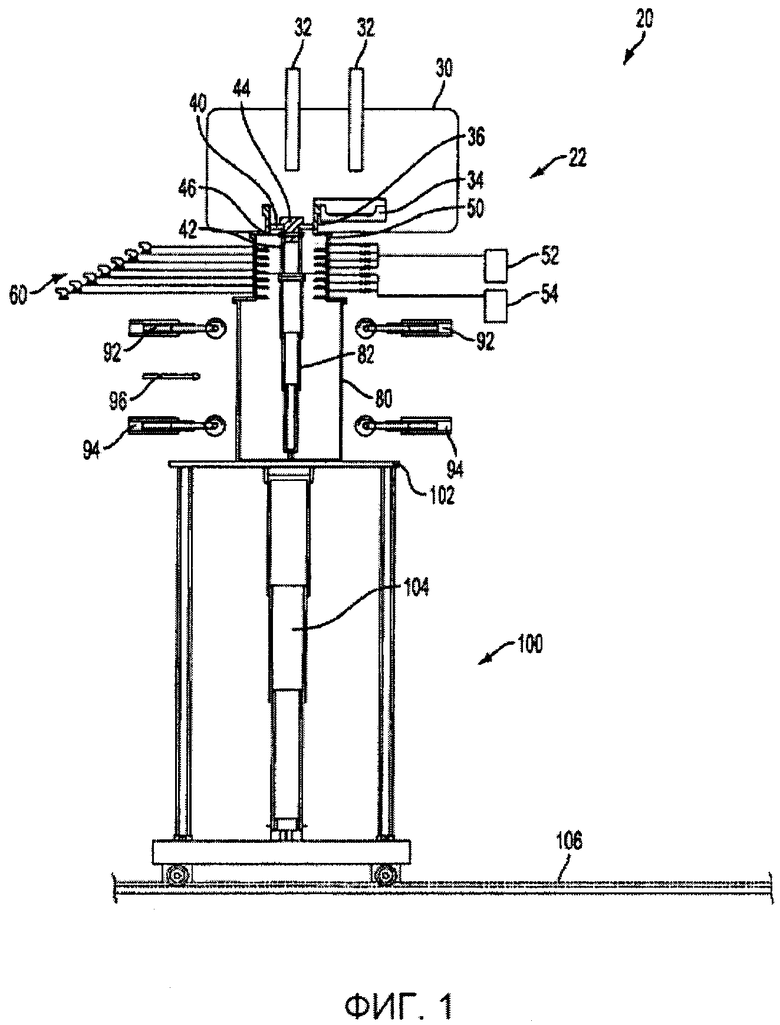
1. Система для плавки и непрерывной разливки реакционноспособных металлов и сплавов, содержащая плавильную камеру, выполненную с возможностью достижения давления плавления во время работы, литейную форму, размещенную в плавильной камере, и вспомогательную камеру, отличающаяся тем, что вспомогательная камера выполнена с зонами различного давления и с элементами управления давлением потока газа между смежными зонами, при этом первая зона расположена рядом с плавильной камерой и выполнена с возможностью достижения во время работы первого дифференциального давления, которое больше, чем давление плавления, при этом система содержит выпускную камеру, расположенную рядом со вспомогательной камерой и выполненную с возможностью достижения во время работы атмосферного давления.
2. Система по п. 1, отличающаяся тем, что каждый элемент управления давлением содержит перегородку с центральным отверстием для прохода расплавленного материала через него.
3. Система по п. 1, отличающаяся тем, что вспомогательная камера содержит вторую зону, смежную с первой зоной, причём вторая зона выполнена с возможностью достижения во время работы второго дифференциального давления, которое меньше, чем первое дифференциальное давление.
4. Система по п. 1, отличающаяся тем, что она содержит насосы, выполненные с возможностью регулирования давления в зонах вспомогательной камеры.
5. Система по п. 4, отличающаяся тем, что насос, соответствующий первой зоне, выполнен с возможностью регулирования давления в первой зоне от давления плавления до первого дифференциального давления, когда часть литого материала проходит через первую зону.
6. Система по п. 4, отличающаяся тем, что вспомогательная камера содержит конечную зону, смежную с выпускной камерой, причём насос, соответствующий конечной зоне, выполнен с возможностью регулирования давления в конечной зоне от давления плавления до конечного дифференциального давления, когда часть литого материала проходит через конечную зону, при этом указанное конечное дифференциальное давление больше, чем атмосферное давление.
7. Система по п. 4, отличающаяся тем, что вспомогательная камера содержит промежуточную зону, расположенную между первой зоной и конечной зоной, причём насос, соответствующий промежуточной зоне, выполнен с возможностью регулирования давления в промежуточной зоне от давления плавления до промежуточного дифференциального давления, когда часть литого материала проходит через промежуточную зону, при этом промежуточное дифференциальное давление меньше, чем первое и конечное дифференциальные давления.
8. Система по п. 7, отличающаяся тем, что насосы выполнены с возможностью уменьшения давления во время работы между первой зоной и промежуточной зоной и увеличения давления во время работы между промежуточной зоной и конечной зоной.
9. Система по п. 1, отличающаяся тем, что она содержит насосы, выполненные с возможностью регулирования объема газа в каждой зоне для генерирования давления в них, причём газ состоит по существу из инертных газов.
10. Система по п. 1, отличающаяся тем, что она содержит тянущую тележку, выполненную с возможностью удаления выпускной камеры от вспомогательной камеры, причём выпускная камера выполнена с возможностью достижения атмосферного давления после удаления от вспомогательной камеры.
11. Система по п. 1, отличающаяся тем, что она содержит ролики, выполненные с возможностью сближения во время работы с литым материалом, извлеченным из вспомогательной камеры.
12. Способ плавки и непрерывной разливки реакционноспособных металлов и сплавов, включающий этапы, согласно которым управляют давлением в плавильной камере, вспомогательной камере и выпускной камере для достижения давления плавления, расплавляют металл в плавильной камере, продвигают расплавленный металл из плавильной камеры во вспомогательную камеру, причём вспомогательная камера выполнена с зонами различного давления, которые содержат первую зону, смежную с плавильной камерой, продвигают расплавленный металл из вспомогательной камеры в выпускную камеру, управляют давлением в первой зоне для достижения давления в пределах от давления плавления до первого дифференциального давления, которое больше, чем давление плавления, и управляют давлением в выпускной камере для достижения давления в пределах от давления плавления до атмосферного давления.
13. Способ по п. 12, отличающийся тем, что плавильную камеру, вспомогательную камеру и выпускную камеру перед управлением давления до достижения давления плавления вакуумируют.
14. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому управляют давлением во второй зоне вспомогательной камеры для достижения второго дифференциального давления, которое меньше, чем первое дифференциальное давление, причём вторая зона является смежной с первой зоной.
15. Способ по п. 14, отличающийся тем, что он включает этап, согласно которому управляют давлением в конечной зоне вспомогательной камеры для достижения конечного дифференциального давления, которое больше, чем атмосферное давление, причём конечная область функционально расположена смежно с выпускной камерой.
16. Способ по п. 15, отличающийся тем, что он включает этап, согласно которому управляют давлением в зонах, расположенных между второй зоной и промежуточной зоной, причём эти давления регулируют от давления плавления до давлений, которые последовательно уменьшаются от второй области к промежуточной области.
17. Способ по п. 15, отличающийся тем, что он включает этап, согласно которому управляют давлением в зонах между промежуточной зоной и конечной зоной, причём эти давления регулируют от давления плавления до давлений, которые последовательно увеличиваются от промежуточной зоны к конечной зоне.
18. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому прикладывают энергию к материалу в плавильной камере для расплавления материала.
19. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому продвигают литой материал через вспомогательную камеру в выпускную камеру, причём механизм извлечения перемещают для продвижения литого материала через него.
20. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому выпускную камеру освобождают от вспомогательной камеры для управления давлением в выпускной камере для достижения давления в пределах от давления плавления до атмосферного давления.
21. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому перемещают набор роликов для их введения в контакт с литым материалом.
22. Способ по п. 12, отличающийся тем, что он включает этап, согласно которому отрезают литой материал с использованием разрезающего устройства.
23. Способ по п. 22, отличающийся тем, что он включает этап, согласно которому выгружают отрезанный сегмент литого материала на разгрузочную тележку.
24. Камера системы для плавки и непрерывной разливки реакционноспособных металлов и сплавов, имеющая внутренний периметр и выполненная с зонами, содержащими первую зону, расположенную рядом с плавильной камерой печи, при этом плавильная камера выполнена с возможностью достижения во время работы давления плавления, причём первая зона выполнена с возможностью достижения во время работы первого дифференциального давления, которое больше, чем давление плавления, вторую зону, расположенную рядом с первой зоной, причём вторая зона выполнена с возможностью достижения во время работы второго дифференциального давления, которое меньше, чем первое дифференциальное давление, и по меньшей мере одну перегородку для управления газовым потоком между смежными зонами, причём каждая перегородка имеет отверстие для пропускания расплавленного материала через него.
25. Способ по п. 12, отличающийся тем, что давление плавления больше, чем атмосферное давление.
26. Способ по п. 12, отличающийся тем, что давлением в каждой зоне вспомогательной камеры управляют отдельно.
27. Способ по п. 26, отличающийся тем, что давлением в зонах вспомогательной камеры управляют посредством насосов.
28. Способ по п. 27, отличающийся тем, что он дополнительно содержит этапы восстановления и повторного использования газа, извлеченного насосами.
29. Способ по п. 28, отличающийся тем, что газ представляет собой инертный газ.
30. Способ по п. 28, отличающийся тем, что восстановленный газ сжимают и очищают до возвращения к источнику газа.
| US 3800848 A, 02.04.1974 | |||
| US 3888300 A, 10.06.1974 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |

