Настоящее изобретение относится к термоэлектрическим приборам и может быть использовано при изготовлении термоэлектрических охладителей, применяемых в радиоэлектронике, медицине и устройствах, которые эксплуатируются преимущественно в условиях многократного термоциклирования (нагрев - охлаждение).
Известен термоэлектрический охладитель (ТЭО) (см. патент РФ RU 81379 U1, МПК H01L35/28, опубл. 10.03.2009), предназначенный для эксплуатирования преимущественно в условиях многократного термоциклирования и содержащий ветви термоэлектрического материала, присоединенные коммутационными шинами к охлаждающей и теплоотводящей теплообменным керамическим платам. Каждая коммутационная шина расположена по крайней мере на одной из керамических плат и присоединена к ней посредством теплоконтактного соединения, выполненного в виде слоя упругого клеевого компаунда или с дополнительным адгезионным подслоем. Способ изготовления известного охладителя заключается в следующем:
- паяют ветви термоэлектрического материала на коммутационные шины нижней керамической платы ТЭО;
- наносят на верхнюю керамическую плату клеевой слой методом трафаретной печати;
- приклеивают к верхней керамической плате коммутационные шины;
- припаивают к нижней керамической плате с ветвями термоэлектрического материала верхнюю керамическую плату с приклеенными коммутационными шинами.
Данный способ изготовления имеет ряд существенных недостатков. Для него требуется отдельное изготовление коммутационных шин с соответствующим покрытием под пайку на ветви термоэлектрического материала. Сам процесс приклеивания коммутационных шин на верхнюю керамическую плату является трудоемким. А во время пайки коммутационных шин на ветви термоэлектрического материала происходит значительное температурное воздействие (более 200°С) на клеевой компаунд. Кроме того, известный способ относится к так называемым «большим» ТЭО, которые имеют достаточно большие геометрические размеры (размер сечения ветвей у них составляет 1×1 мм2 и более, а размер керамики – более 15×15 мм2). Большие размеры ветвей и керамики облегчают сборку таких ТЭО, так как в этом случае можно использовать токопроводящие дорожки в виде отдельных элементов («шин»), которые из-за больших размеров легко позиционируются и потом склеиваются с остальными частями ТЭО.
В качестве прототипа выбран известный способ изготовления термоэлектрических микроохладителей (см. патент США US 6127619, МПК H01L 35/28, H01L 35/34, опубл. 03.10.2000), в котором
- формируют токоведущие дорожки на первой керамической плате;
- формируют ветви термоэлектрический материал на токоведущих дорожках первой керамической платы;
- формируют слой, содержащий топологию токоведущих дорожек, на ветвях термоэлектрического материала;
- прикрепляют вторую керамическую плату поверх токоведущих дорожек.
Недостатком этого способа изготовления термоэлектрических микроохладителей является неподготовленность к условиям многократных термоциклирований получаемых микроохладителей. Кроме того, в случае микроохладителей использование отдельных коммутационных шин сопряжено с рядом трудностей, связанных с малостью размеров этих шин, в процессе их изготовления, позиционирования и приклейки.
Техническая проблема, на разрешение которой направлено изобретение, заключается в создании термоэлектрического охладителя миниатюрных размеров повышенной надежности.
Технический результат, достигаемый при решении технической проблемы, заключается в упрощении изготовления токопроводящего слоя и его позиционирования на ветвях термоэлектрического материала и в повышении термоциклической устойчивости ТЭО за счет исключения термического воздействия на эластичный теплопроводящий клей.
Технический результат достигается за счет того, что способ изготовления термоэлектрического микроохладителя включает в себя этапы, на которых формируют первый токопроводящий слой, содержащий токопроводящие дорожки, на первой керамической плате; припаивают ветви термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя: формируют второй токопроводящий слой, содержащий токопроводящие дорожки, на временной плате: припаивают токопроводящие дорожки второго токопроводящего слоя к ветвям термоэлектрического материала; наносят защитное покрытие на ветви термоэлектрического материала и на паяные соединения; травят временную плату; наносят слой эластичного теплопроводящего клея на вторую керамическую плату; приклеивают вторую керамическую плату к токопроводящим дорожкам второго токопроводящего слоя.
Опционально, между этапом травления временной платы и этапом нанесения слоя эластичного теплопроводящего клея на вторую керамическую плату дополнительно наносят адгезионный слой на токопроводящие дорожки второго токопроводящего слоя и на вторую керамическую плату.
Кроме того, одновременно с этапом приклеивания второй керамической платы к токопроводящим дорожкам второго токопроводящего слоя дополнительно осуществляют контроль толщины клеевого слоя.
Во втором варианте осуществления способ изготовления термоэлектрического микроохладителя включает в себя этапы, на которых формируют первый токопроводящий слой, содержащий токопроводящие дорожки, на первой керамической плате; припаивают ветви термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя; формируют второй токопроводящий слой, содержащий токопроводящие дорожки, на временной плате; припаивают токопроводящие дорожки второго токопроводящего слоя к ветвям термоэлектрического материала; механически удаляют временную плату; наносят слой эластичного теплопроводящего клея на вторую керамическую плату; приклеивают вторую керамическую плату к токопроводящим дорожкам второго токопроводящего слоя.
Далее настоящее изобретение поясняется чертежами, на которых приведены этапы реализации способа изготовления термоэлектрического микроохладителя.
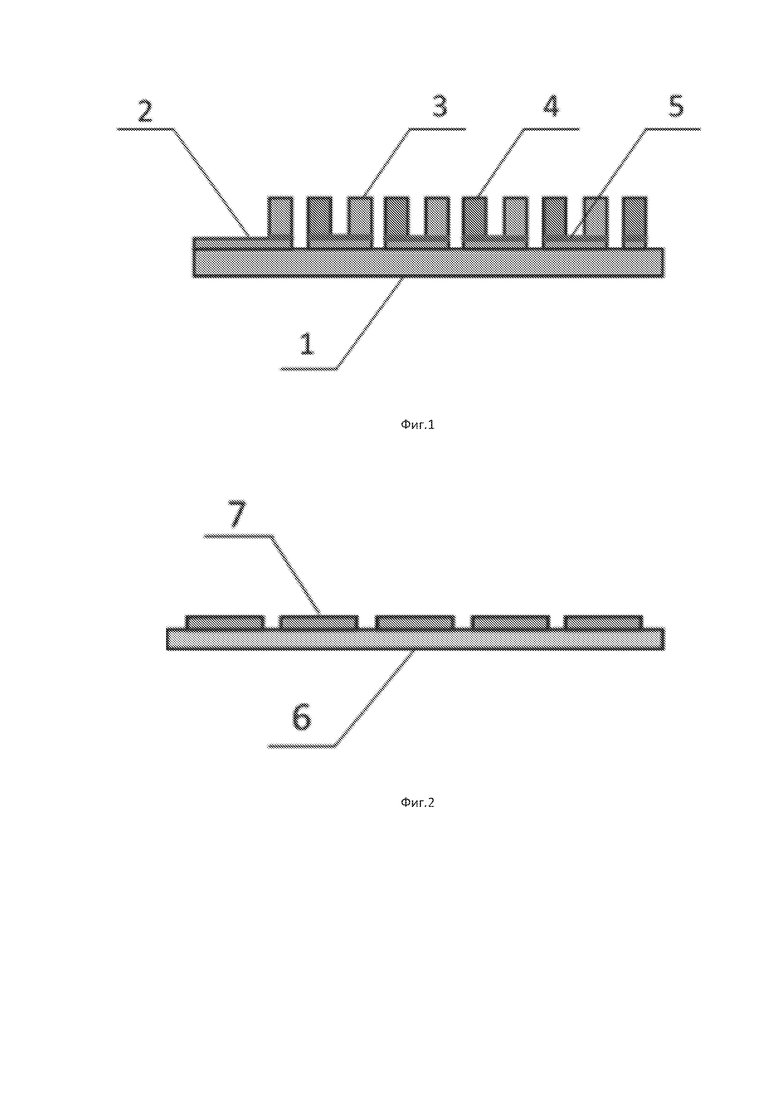
На фиг. 1 изображен этап пайки ветвей термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя.
На фиг. 2 изображен этап формирования второго токопроводящего слоя, содержащего токопроводящие дорожки, на временной плате.
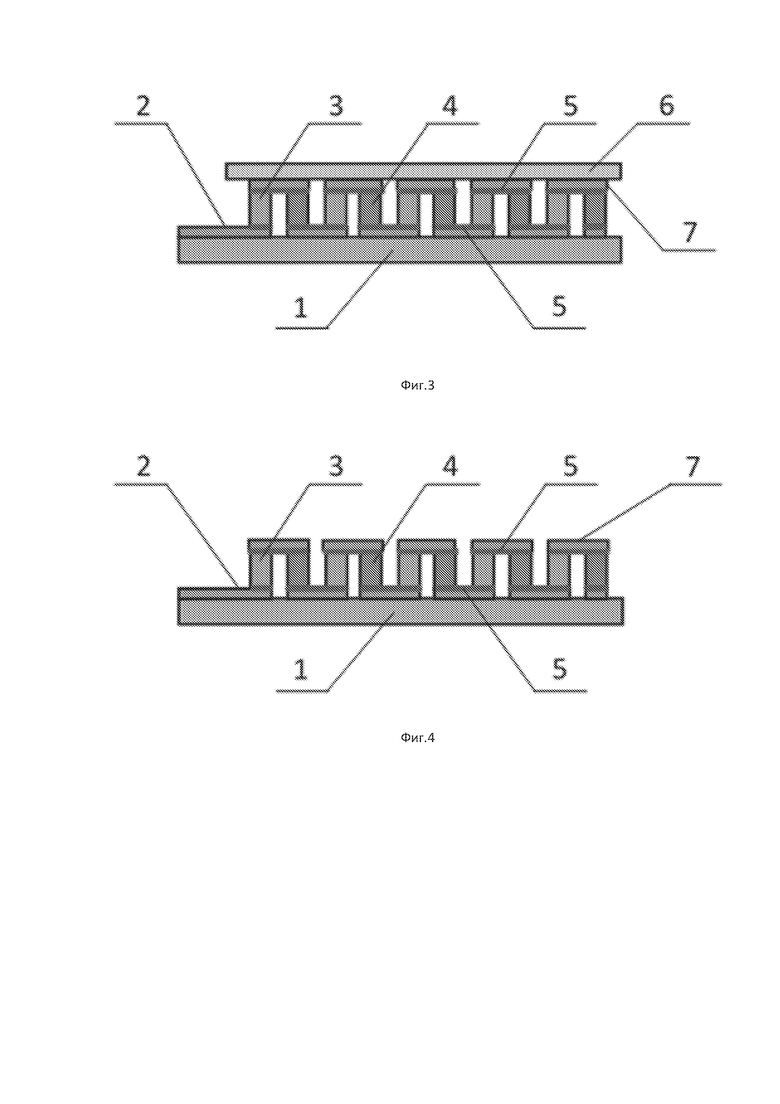
На фиг.3 изображен этап пайки токопроводящих дорожек второго токопроводящего слоя к ветвям термоэлектрического материала.
На фиг.4 изображен этап травления временной платы.
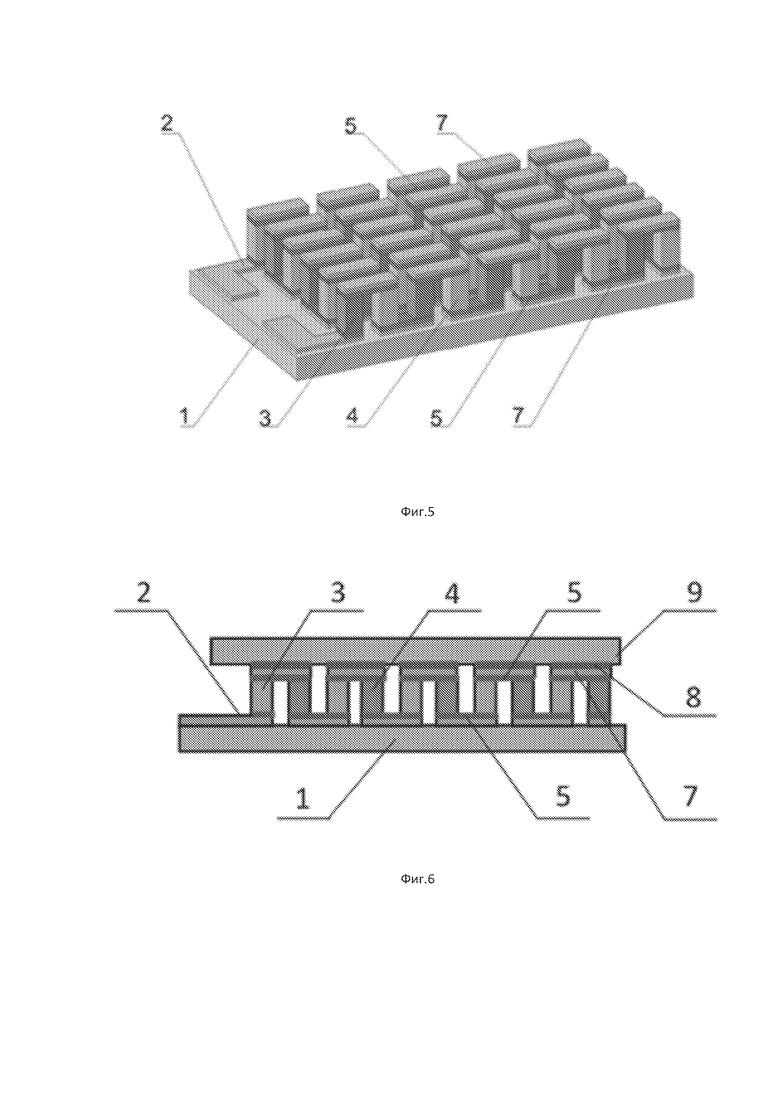
На фиг.5 изображен общий вид микроохладителя после этапа травления.
На фиг.6 изображен этап приклеивания второй керамической платы.
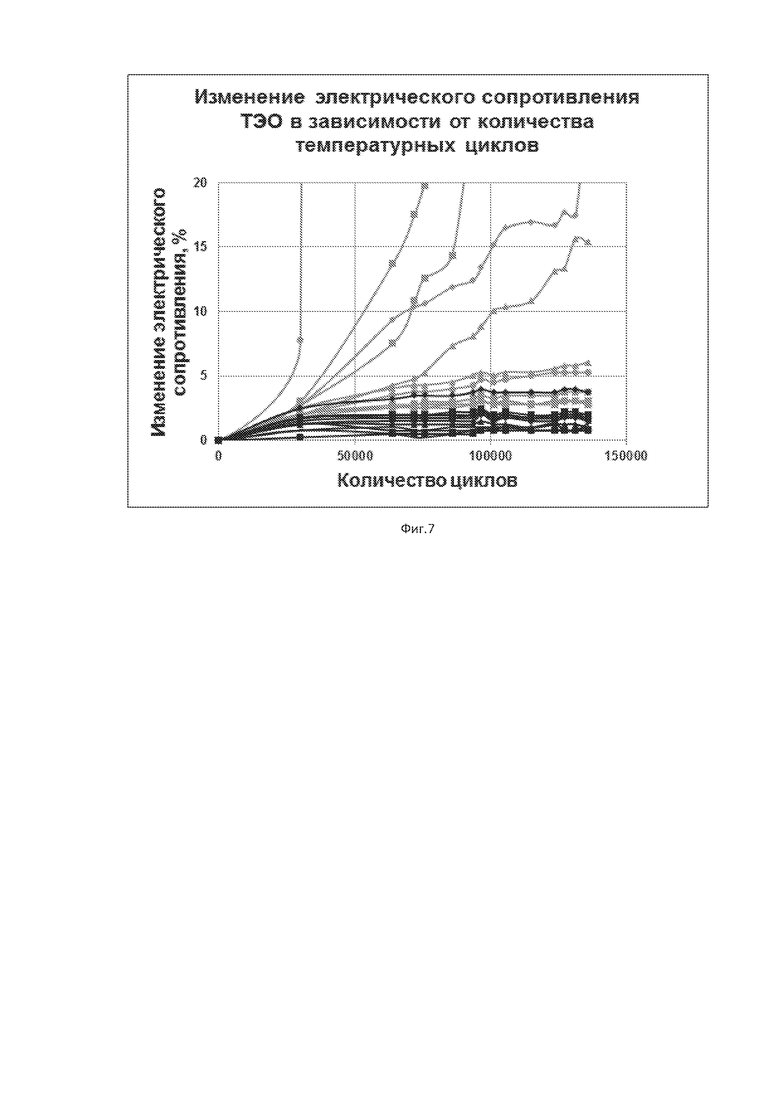
На фиг.7 показан сравнительный график результатов испытаний термоэлектрических охладителей.
Способ реализуется следующим образом. На первой керамической плате (1), представляющей собой подложку из керамического материала, формируют первый токопроводящий слой, содержащий первые токопроводящие дорожки (2). К токопроводящим дорожкам сформированного токопроводящего слоя (2) припаивают ветви термоэлектрического материала N- (3) и P-типа (4) с помощью припойной пасты (5). Затем к ветвям термоэлектрического материала (3) и (4) припаивают временную плату (6) с сформированным на ней вторым токопроводящим слоем, содержащим вторые токопроводящие дорожки (7). В качестве временной платы (6) может быть использован полиимид, лавсан или другой материал, который в данной технологии является временным носителем токопроводящих дорожек (7) и дальше подлежит удалению механическим или химическим способом. Второй токопроводящий слой, содержащий вторые токопроводящие дорожки (7), может быть приклеен, запрессован или вожжён во временную плату (6). Перед удалением временной платы (6) химически методом группового травления защищают ветви термоэлектрического материала (3) и (4) и паяные соединения (5) от воздействия раствора травителя нанесением защитного покрытия (нанесение покрытия осуществляется групповым методом). Травят временную плату (6). Другим вариантом удаления временной платы (6) является её механическое удаление (например, отрыв) после припаивания вторых токопроводящих дорожек (7) к ветвям термоэлектрического материала (3) и (4). Затем наносят адгезионный подслой (на чертежах не показан) на обе поверхности, подлежащие склейке – на вторую керамическую плату (9) и на токопроводящие дорожки (7). Данный этап является необязательным, однако применение адгезионного подслоя способствует повышению надежности ТЭО за счет увеличения его механической прочности примерно на 50% относительно изготовления без применения подслоя. Следующим этапом является нанесение слоя эластичного теплопроводящего клея (8) на вторую керамическую плату (9), например, методом трафаретной печати или сплошным слоем. Завершающий этап - приклеивание к полученной конструкции с токопроводящими дорожками (7) посредством эластичного теплопроводящего клея (8) второй керамической платы (9), при этом необходим контроль толщины клеевого слоя, которая должна составлять 30-50 мкм. Именно за счёт клеевого слоя конструкция термоэлектрического микроохладителя становится упругой, что позволяет скомпенсировать термомеханические напряжения в модуле в условиях многократного термоциклирования.
Поскольку этап приклеивания второй керамической платы (9) является заключительным в вышеописанном способе, клей (8) в процессе изготовления микроохладителя не подвергается температурному воздействию свыше 50°C. Это положительно сказывается на эластичности клеевого материала, поскольку верхний предел рабочих температур многих клеев не превышает 200°C, и их перегрев выше 200°C не даёт гарантии сохранения физико-химических свойств (например, упругости) клеевого слоя.
Пример конкретного исполнения
Изготовлены модули типа 1MDL06-050-03, как по стандартной технологии (без клеевого слоя), так и по предлагаемому способу.
В таблице 1 представлены сравнительные характеристики этих модулей.
Таблица 1.
параметр
измерений
T=27°С
Из приведенной таблицы можно видеть следующее:
- электрическое сопротивление RAC у ТЭО отличается на 7%;
- термоэлектрическая добротность Z лучше у стандартного ТЭО (на 0,8%);
- перепад температур ДТ при фиксированном токе 4,5А выше у ТЭО, изготовленного по предлагаемому способу;
- энергопотребление W в рабочей точке ниже (на 4,5%) у ТЭО, изготовленного по предлагаемому способу.
Таким образом, можно констатировать, что ТЭО, изготовленные по предлагаемому способу, имеют электрические параметры не хуже, чем у аналогичных ТЭО, изготовленных по стандартной технологии.
Модули 1МС06-126-05, изготовленные по предлагаемому способу, так же, как и модули, изготовленные по стандартной технологии (без клеевого слоя), были поставлены на сравнительные испытания на стойкость к температурным циклам. Параметры испытаний следующие:
- температура основания (горячей стороны ТЭО) – 40оС;
- верхняя температура холодной стороны ТЭО – 100оС;
- нижняя температура холодной стороны ТЭО – 20оС;
- скорость циклирования – 2 цикла в минуту.
На фиг.7 показаны промежуточные результаты испытаний модулей, изготовленных по стандартному (серый цвет) и заявленному (черный цвет) способам. Видно, что электрическое сопротивление более половины модулей, изготовленных стандартным способом (без применения клеевого соединения), вышло за пределы 5%, т.е. стандартные модули не выдержали данных испытаний. В то же время электрическое сопротивление всех ТЭО, изготовленных по предлагаемому способу, находится в пределах 5% критерия.
ТЭО, изготовленные по второму варианту заявляемого способа с применением механического удаления временной платы (6), обладают более худшими характеристиками, т.к. возможно неполное удаление клея (при механическом разделении временной платы (6) и приклеенных к ней токопроводящих дорожек (7) токопроводящего слоя) или повреждение ветвей термоэлектрического материала (3) и (4) (при механическом разделении временной платы (6) и запрессованных/вожженных в нее токопроводящих дорожек (7) токопроводящего слоя). Однако, несмотря на некоторые недостатки, такой способ изготовления микроохладителя также промышленно реализуем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2010 |
|
RU2425298C1 |
| Способ изготовления термоэлектрического модуля и термоэлектрический модуль | 2022 |
|
RU2781929C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ (ВАРИАНТЫ) | 2013 |
|
RU2537096C2 |
| Термоэлектрический модуль | 2020 |
|
RU2752307C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 1997 |
|
RU2133523C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С УЛУЧШЕННЫМ ТЕПЛООБМЕНОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2185042C2 |
| ОДНОКРИСТАЛЬНЫЙ МОДУЛЬ ИС | 1998 |
|
RU2134465C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 2013 |
|
RU2534445C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 1996 |
|
RU2117362C1 |
Изобретение относится к термоэлектрическим приборам и может быть использовано при изготовлении термоэлектрических охладителей (ТЭО). Сущность: формируют первый токопроводящий слой, содержащий токопроводящие дорожки, на первой керамической плате. Припаивают ветви термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя. Формируют второй токопроводящий слой, содержащий токопроводящие дорожки, на временной плате. Припаивают токопроводящие дорожки второго токопроводящего слоя к ветвям термоэлектрического материала. Наносят защитное покрытие на ветви термоэлектрического материала и на паяные соединения. Удаляют временную плату путем травления. Наносят слой эластичного теплопроводящего клея на вторую керамическую плату. Приклеивают вторую керамическую плату к токопроводящим дорожкам второго токопроводящего слоя. Временная плата может быть удалена механически. Технический результат: упрощение изготовления токопроводящего слоя и его позиционирования на ветвях термоэлектрического материала и повышение термоциклической устойчивости ТЭО. 2 н. и 2 з.п. ф-лы, 1 табл., 7 ил.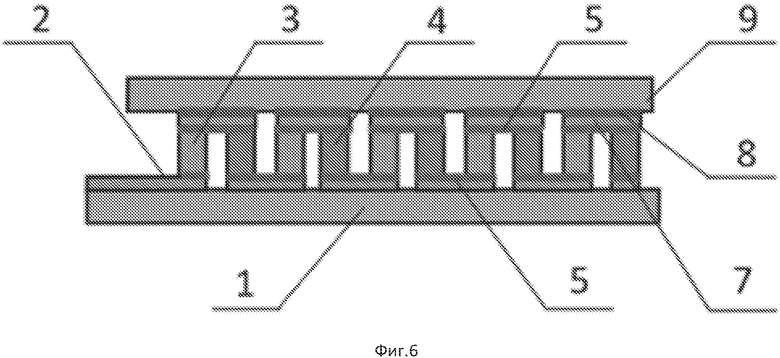
1. Способ изготовления термоэлектрического микроохладителя, в котором
- формируют первый токопроводящий слой, содержащий токопроводящие дорожки, на первой керамической плате;
- припаивают ветви термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя;
- формируют второй токопроводящий слой, содержащий токопроводящие дорожки, на временной плате;
- припаивают токопроводящие дорожки второго токопроводящего слоя к ветвям термоэлектрического материала;
- наносят защитное покрытие на ветви термоэлектрического материала и на паяные соединения;
- травят временную плату;
- наносят слой эластичного теплопроводящего клея на вторую керамическую плату;
- приклеивают вторую керамическую плату к токопроводящим дорожкам второго токопроводящего слоя.
2. Способ по п.1, в котором между этапом травления временной платы и этапом нанесения слоя эластичного теплопроводящего клея на вторую керамическую плату дополнительно наносят адгезионный слой на токопроводящие дорожки второго токопроводящего слоя и на вторую керамическую плату.
3. Способ по п.1, в котором одновременно с этапом приклеивания второй керамической платы к токопроводящим дорожкам второго токопроводящего слоя осуществляют контроль толщины клеевого слоя.
4. Способ изготовления термоэлектрического микроохладителя, в котором
- формируют первый токопроводящий слой, содержащий токопроводящие дорожки, на первой керамической плате;
- припаивают ветви термоэлектрического материала на токопроводящие дорожки первого токопроводящего слоя;
- формируют второй токопроводящий слой, содержащий токопроводящие дорожки, на временной плате;
- припаивают токопроводящие дорожки второго токопроводящего слоя к ветвям термоэлектрического материала;
- механически удаляют временную плату;
- наносят слой эластичного теплопроводящего клея на вторую керамическую плату;
- приклеивают вторую керамическую плату к токопроводящим дорожкам второго токопроводящего слоя.
| US 6127619, 03.10.2000 | |||
| Воздушный экономайзер | 1929 |
|
SU16644A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С УЛУЧШЕННЫМ ТЕПЛООБМЕНОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2185042C2 |
| US 5064476, 12.11.1991 | |||
| US 20120042921 A1, 23.02.2012. | |||

