Область техники
Настоящее изобретение относится к доскам, таким как половые доски, обшивочные доски для стен и полочные доски, к монтажу этих досок и способу изготовления этих досок.
Предшествующий уровень техники
Доски (панели, щиты), используемые при укладке полов и обшивке стен и потолков, состоят из самых разных материалов и рассчитаны на соединение самыми разными путями. Половые доски часто изготавливаются из композитного материала, включающего несколько слоев из разных материалов. Кроме того, половые доски соединяются между собой самыми разными конструкциями и способами, включая стандартные шпунтовые соединения и более сложные и легкие в использовании системы, в которых используются клеи и клейкая лента, защелкивающиеся соединения, включенные в края досок, расположение под углом доски с зацепляющими краями и перекрывающиеся края. Многие из краев специально разработаны для достижения целей, касающихся прочности, минимальной видимости стыков, предотвращения попадания воды и грязи, долговечности, низкой стоимости изготовления, и многих других целей.
В случае полов есть две системы виниловых плавающих полов, имеющиеся в настоящее время на рынке. Это системы, в которых запирающие шипы (гребни) и запирающие пазы (шпунты) выполнены при помощи механической обработки на краях листа, содержащего половую доску. Проблемы, присущие этой системе, включают тот факт, что для того чтобы иметь достаточное пространство для образования механически обработанного винилового запирающего шипа и запирающего паза на противоположных краях доски, доска должна быть достаточно толстой, а винил сам по себе является относительно эластичным и деформируемым материалом, плохо подходящим для создания крепкого механического соединения. Другая система основана на использовании клейких полосок, приклеиваемых к нижней стороне прилегающих панелей. Однако эти системы не обеспечивают механическое соединение между досками, они не могут легко демонтироваться, и их трудно устанавливать, поскольку после того как доска помещена на соединительную клейкую полоску, переместить ее трудно.
Еще одна половая доска, содержащая запирающие шипы и запирающие пазы, выполненные при помощи механической обработки на краях листа, содержащего половую доску, описана в документе WO 2010/087752 и показана на фиг. 16 настоящей заявки. Как отмечается в документе WO 2010/087752, глубокие пазы будут оказывать пагубное влияние на устойчивость и прочность края панели. Проблемы, присущие этой системе, в которой шип и паз должны быть выполнены на одном и том же краю доски, включают тот факт, что для того чтобы иметь достаточное пространство для образования запирающего шипа и запирающего паза на одном и том же краю доски, доска должна быть довольно толстой, а если она изготовлена тонкой, шип не прочен механически, особенно если эти доски изготовлены из древесины или волокнистого материала, такого как древесноволокнистая плита повышенной плотности или древесноволокнистая плита средней плотности, например, с внутренним слоем или телом из древесины или волокнистого материала.
На фиг. 17 настоящей заявки показана еще одна конструкция, взятая из документа US 2012/317911. В этом документе описана доска, содержащая каркас, верхний материал и доску-наполнитель; верхний материал характеризуется наличием открытой верхней стороны и нижней стороны, доска-наполнитель расположена в пространстве, образованном каркасом; нижняя сторона верхнего материала прикреплена к верхней поверхности каркаса; нижняя сторона верхнего материала прикреплена к верхней поверхности доски-наполнителя; каркас содержит несколько шипов-защелок, выходящих наружу из каркаса; каркас содержит по меньшей мере один паз, выполненный на его нижней стороне, для зацепления по меньшей мере с одним шипом-защелкой; шипы-защелки и по меньшей мере один паз каждой доски расположены таким образом, чтобы обеспечить зацепление шипов первой доски с пазом второй прилегающей доски. Чередующиеся шипы между двумя досками обеспечивают как горизонтальное, так и вертикальное запирание. Горизонтальное и вертикальное запирание - это термины, хорошо известные в области техники, к которой относится настоящее изобретение. Эта конструкция требует использование верхнего материала, каркаса и доски-наполнителя, т.е. нескольких разных материалов.
В документе US 2008/0168730 описано и показано на фиг. 9а (фиг. 18 в настоящей заявке), как можно создать рисунок «елочка», используя две доски (А, В), причем одна доска является зеркальным отображением другой. Это увеличивает сложность досок, а также число досок, что повышает стоимость товарно-материальных запасов. Кроме того, трудно подсчитать, сколько досок необходимо купить, чтобы создать рисунок, показанный на фиг. 9а документа US 2008/0168730.
Краткое раскрытие настоящего изобретения
Существует необходимость в соединительной системе для полигональной доски, сочетающей в себе преимущественные признаки, такие как один или несколько их следующих: универсальная конструкция, подходящая для использования и адаптации ко многим различным материалам, причем каждая сторона одной доски может соединяться с любой другой стороной другой доски; легкая установка; низкая себестоимость изготовления; высококачественная отделка; использование вторичного сырья; разнообразие возможных размеров и форм; универсальный способ изготовления; использование малого числа разных материалов; способность к повторному использованию (рециклингу).
Варианты осуществления настоящего изобретения особенно подходят для досок, таких как половые доски, обшивочные доски для стен и полочные доски, предназначенных для механического соединения. Эти доски могут быть изготовлены из самых разных материалов, включая пластмассы или полимерные или эластомерные материалы, такие как ПВХ или пенопласты, древесина или волокнистый материал, такой как цельная древесина или древесноволокнистая плита повышенной плотности или древесноволокнистая плита средней плотности. Доски могут иметь внутренний слой или тело из таких материалов, как пластиковый, полимерный, эластомерный материал, древесина или волокнистый материал. Для создания универсальной соединительной системы предпочтительно избегать использования технологий изготовления, подходящих лишь для одной конструкции, например, литья под давлением каркасов, при котором для каждого размера каркаса требуется другая форма. В настоящем изобретении используется механическая обработка, которая может быть приспособлена к самым различным материалам.
Настоящее изобретение особенно подходит для плавающих полов, т.е. полов, которые могут перемещаться относительно основания, на которое они уложены. Следует, однако, подчеркнуть, что настоящее изобретение может использоваться на всех типах существующих твердых полов, таких как однородные деревянные полы, деревянные полы с ламинатным или фанерным внутренним слоем, с внутренними слоями, изготовленными из древесно-стружечной плиты (ДСП), полы с поверхностью из шпона и внутренним слоем из древесноволокнистой плиты (ДВП), полы из тонкого ламината и т.п. Кроме того, настоящее изобретение может использоваться в других типах половых досок, которые могут механически обрабатываться режущими инструментами, таких как черные полы из фанеры или древесно-стружечной плиты. Хотя и не предпочтительно, половые доски могут крепиться к полу.
Одной из целей вариантов осуществления настоящего изобретения является формирование доски с соединительными элементами и краями, причем доски изготовлены механической обработкой внутреннего слоя, т.е. внутреннего слоя, содержащего один или несколько одинаковых по протяженности слоев материала.
Одной из целей настоящего изобретения является создание легкой для укладки композитной половой доски, которая позволяет избежать напрасного расходования материала, может быть изготовлена обычным производственным оборудованием и, следовательно, требующая ограниченных капиталовложений в требуемое оборудование, и которая может быть изготовлена в нескольких разновидностях, имеющих разные функции. Конструкция соединения на краях доски может быть применима или адаптируема ко многим разным материалам. Варианты осуществления настоящего изобретения позволяют осуществлять замощение методом скольжения, т.е. соединение со скольжением или защелкиванием между любыми двумя сторонами двух разных досок. Замощение плоской поверхности - это облицовка поверхности плитками с использованием одной или нескольких геометрических форм, например, обычно называемых плитками, а в настоящей заявке называемых досками, без наложений и пробелов. Варианты осуществления настоящего изобретения могут обеспечивать адаптацию к разным материалам, например, упрочнение шипов, используемых для зацепления или защелкивания, или предлагать средства упрочнения шипов, используемых для защелкивания, для компенсации механической слабости, обусловленной этапами механической обработки, такой как механическая обработка непрерывных или дискретных пазов. Кроме того, для варьирования прочности и легкости запирания двух досок могут быть использованы разные конструкции шипа, например, разные ширина и форма.
В частности, доски в соответствии с вариантами осуществления настоящего изобретения могут быть скомбинированы для получения рисунков, имеющих соединения на каждом крае доски, причем соединения могут осуществляться посредством всовывания методом скольжения досок одна в другую, а не посредством расположения досок под углом к горизонтали, хотя возможно и последнее. Кроме того, в соответствии с вариантами осуществления настоящего изобретения любая одна сторона может быть соединена с любой другой стороной прилегающей доски, т.е. на каждой стороне может использоваться одна и та же соединительная конструкция. Эти соединения отличаются от более распространенной асимметричной конструкции, когда соединение на одной стороне является дополняющим к системе на стороне другой доски, с которой она соединяется.
Варианты осуществления настоящего изобретения не требуют использования асимметричного расположения шипов и пазов для горизонтального запирания, поскольку шип выступает из поверхности бокового края одной доски и входит в соответствующий паз на поверхности бокового края прилегающей доски. Пазы на боковом крае требуют увеличения толщины материала, который должен использоваться для доски, или в противном случае снижают прочность доски или шипов. Например, согласно вариантам осуществления настоящего изобретения шипы двух прилегающих досок образуют конструкцию подобную сплетенным пальцам, обеспечивающим как вертикальное, так и горизонтальное запирание. Шипы одной доски проходят под прилегающей доской.
Варианты осуществления настоящего изобретения выполнены из плоских однородных досок и не изготовлены из нескольких компонентов, скрепленных или склеенных. Варианты осуществления настоящего изобретения представляют собой бескаркасные доски.
Варианты осуществления настоящего изобретения относятся к конструкции и способу формирования этих досок, например, половых досок, содержащих периферическое соединительное устройство, предназначенное для соединения одной доски с другой, причем внутренний слой выполнен, например, из пластикового, полимерного, эластомерного материала, материала на основе древесины или волокна или другого подходящего материала.
Доски могут характеризоваться многослойной конструкцией. Внутренний слой может содержать один или несколько слоев, в том числе верхние слои. Эти верхние слои могут быть декоративными и могут содержать или представлять собой слой износа. Верхний или поверхностный слой может быть выполнен, например, из материала, выбранного из группы, состоящей из винилового листа, материала из плетеного винилового волокна, коврового материала, ламината высокого давления, ламината низкого давления, керамической плитки, иглопробивного войлока, древесины, бумаги, запечатанного или незапечатанного пластикового материала. Согласно вариантам осуществления настоящего изобретения края, поверхности краев и упорные поверхности внутреннего слоя образуют посредством механической обработки. Внутренний слой может быть выполнен из пластика, резины, материала на основе древесины или волокна, например, из цельной древесины, древесноволокнистой плиты повышенной плотности или древесноволокнистой плиты средней плотности.
Кроме того, внутренний слой может содержать нижний слой на нижней стороне доски, который может контактировать с полом, или при использовании может быть предусмотрено нанесение подслоя. Нижний слой может взаимодействовать с другими слоями внутреннего слоя, такими как верхний слой, для обеспечения уравновешенной доски, которая остается плоской и не коробится в заметной степени. Таким образом, сырье (пиломатериал, из которого механической обработкой получают готовую доску) может характеризоваться однослойной или многослойной конструкцией, в которой слои из пиломатериала имеют одинаковую протяженность.
Кроме того, настоящее изобретение относится к сборке (монтажу) досок в соответствии с любым из вариантов осуществления настоящего изобретения, причем сборка представляет собой замощение.
Соединительные устройства на каждом краю доски могут быть выполнены посредством механической обработки.
Согласно вариантам осуществления настоящего изобретения механическая обработка включает следующее:
а) механическую обработку паза на нижней стороне доски, проходящего на некоторое расстояние вовнутрь каждого края доски непрерывно или перемежающимся образом:
b) механическую обработку формы шипа на верхней поверхности доски вдоль краев. Форма шипа может зависеть от материала доски;
c) изолирование отдельных шипов посредством удаления механической обработки промежуточных участков между механически обработанными формами шипов.
Расстояние R повторения шипов определяется по формуле (см. фиг. 12с):
R=(2⋅π⋅r⋅vpl)/(n⋅vC),
где r - расстояние от края доски до центра револьверной головки для механической обработки;
vpl - скорость доски;
vC - скорость (в том же направлении, что и направление движения доски) инструмента на револьверной головке в точке контакта с доской;
n - число обрабатывающих инструментов.
Каждый этап механической обработки может включать несколько этапов частичной механической обработки. Разбивка каждого этапа механической обработки на несколько этапов мелкой механической обработки уменьшает силу, прикладываемую к доске на каждом этапе.
Этапы механической обработки могут выполнять при неподвижной или движущейся доске. Если доска движется, этап с) могут выполнять агрегатом механической обработки, содержащим револьверную головку с вращающимися обрабатывающими инструментами. Вращение револьверной головки может быть синхронизировано с линейной скоростью движения доски и может быть непрерывным или прерывным. Эффективная скорость в направлении движения доски как результат частоты вращения револьверной головки может быть такой же или отличной от скорости доски в этом направлении. Вращение каждого обрабатывающего инструмента вокруг его собственной оси предпочтительно независимо от вращения самой револьверной головки, поэтому обрабатывающие инструменты предпочтительно имеют свой собственный независимый привод (приводы). Это обеспечивает оптимизированную скорость для инструмента и материала, подлежащего механической обработке.
Расстояние повторения шипов, изолированных на этапе с) зависит также от расстояния между доской и центром револьверной головки и от соответствующих скоростей доски и обрабатывающего инструмента. Выбор числа обрабатывающих инструментов на револьверной головке будет зависеть от расстояния повторения и размера обрабатывающих инструментов, входящих практически в линию профилирования. Ширина каждого шипа - это расстояние повторения минус промежуток (размер «S»), вырезанный обрабатывающим инструментом. Размер «S» зависит от размера обрабатывающего инструмента, положения обрабатывающего инструмента в гнезде револьверной головки, расстояния до доски и синхронизации между револьверной головкой и доской. Расстояние до доски, размер и положение обрабатывающего инструмента и синхронизация предпочтительно оптимизированы для получения выреза участка шипа доски как можно ближе к прямоугольному. Обрабатывающие инструменты могут резать под углом к плоскости доски.
Ширина изолированных шипов меньше размера пространства между соседними шипами и предпочтительно выбирается так, что любой край доски может соединяться с любым другим краем прилегающей доски. Если шипы проходят в поперечном направлении из нижних краев внутреннего слоя на расстояние «t», и шипы имеют ширину Т и разделены пространствами длиной S, и кратчайшее расстояние от края до последнего шипа на одной стороне - это размер «d», то согласно любому варианту осуществления настоящего изобретения:
S>T.
Согласно некоторым вариантам осуществления настоящего изобретения может быть применимо следующее неравенство (для обеспечения различных возможностей для расположения досок):
S>Т+2t+d.
Предпочтительно, пространство между двумя шипами - это S, а расстояние от края последнего шипа на одной стороне доски - это d. В этом случае расстояние от края до шипа, прилегающего к тому же углу, но на другой и прилегающей стороне доски - это расстояние S-d от этого угла.
Процессы механической обработки могут быть выполнены непосредственно на материале доски без наличия подрезов, т.е. углубленных или свисающих частей, но настоящее изобретение не исключает использования нескольких обрабатывающих инструментов, позволяющих тем самым получить широкий ряд конструкций.
Доска в соответствии с вариантами осуществления настоящего изобретения может обладать целым рядом атрибутов, из которых может быть предусмотрен одни, некоторые или все. Например, согласно вариантам осуществления настоящего изобретения может предусматриваться любое сочетание этих атрибутов. Выбор этих отдельных, но сочетаемых атрибутов включает:
a) Легкость укладки.
b) Доска имеет форму паркетного многоугольника, такого как квадрат, прямоугольник или продолговатая фигура, параллелограмм, шестиугольник или сегмент в одну восьмую шестиугольника. Доска может иметь два комплекта из двух сторон, причем каждый комплект имеет одинаковую или разную длину. Рисунок полового настила может быть создан с помощью замощения досок методом скольжения. Этот атрибут позволяет получать рисунки укладки, такие как замощения, поддерживающие вращательную симметрию или несимметрию формы или рисунка на каждой доске, а также другие преобразования, благодаря чему возможны самые разные мозаичные рисунки или замощения. Замощение или укладывание мозаикой плоской поверхности - это рисунок из плоских фигур, заполняющих плоскость без накладок и пробелов. Например, повторения произвольной четырехсторонней фигуры, такой как четырехугольник, могут образовывать замощение с центрами двойного вращения в средних точках всех сторон и трансляционной симметрией, базисные векторы которой представляют собой диагональ четырехугольника или, эквивалентно, одну из них и их сумму или разность. Мозаичные рисунки полового настила, такие как мозаики из квадратов или в клетку, усеченных квадратов или в усеченную клетку, дельтоидная шестиугольная или тетрильная, усеченная шестиугольная или усеченная тришестиугольная или усеченная гексатетрильная мозаики, все включены в объем настоящего изобретения.
c) На каждой из сторон, например на каждой из трех, четырех, пяти или шести сторон внутреннего слоя, предусмотрено соединительное устройство, которое может быть использовано для соединения любой стороны одной доски с любой стороной другой доски.
d) Соединяемые доски могут быть идентичными или могут быть разными, но адаптированными таким образом, что могут вместе укладываться мозаикой. Например, четырехсторонняя половая доска может комбинироваться с подобными или отличающимися досками для замощения плоской поверхности, такой как пол. Настоящее изобретение включает комбинации половых досок, содержащих по меньшей мере одну четырехстороннюю половую доску в соответствии с одним вариантом осуществления настоящего изобретения.
e) Кроме того, варианты осуществления половых досок в соответствии с настоящим изобретением могут характеризоваться хорошими акустическими свойствами.
f) Соединение прилегающих досок должно быть возможным посредством всовывания методом скольжения и защелкивания досок без необходимости расположения досок под углом к горизонтали. Это позволяет создавать половое покрытие посредством замощением методом скольжения, например, с использованием плиток для настила пола.
g) Кроме того, соединение досок может быть необязательно выполнено таким образом, что одна доска может смещаться (в некоторой степени) в направлении стыкующихся краев двух досок, когда эти две доски соединяются. Это позволяет при укладке корректировать относительные положения двух досок, например, выравнивать рисунок на верхнем декоративном слое прилегающих досок.
h) Согласно вариантам осуществления настоящего изобретения материалы, форма и толщина всех слоев доски могут быть выбраны так, что ни одна часть доски не проступает над верхним слоем.
i) Согласно вариантам осуществления настоящего изобретения материал внутреннего слоя и его толщина могут быть выбраны так, что неровность пола не проступает над верхним слоем.
j) Формирование и способ изготовления половых досок в соответствии с вариантами осуществления настоящего изобретения включают этапы механической обработки, например, для образования упорных поверхностей, когда две доски соединены. Использование механической обработки делает предлагаемую соединительную систему универсально применимой к разным материалам. Этапы механической обработки могут ослаблять некоторые материалы, и варианты осуществления настоящего изобретения предусматривают более прочные по своему характеру детали, такие как зацепляющие или защелкивающие шипы или средства для усиления некоторых деталей, таких как зацепляющие шипы. Согласно вариантам осуществления настоящего изобретения не используются способы, ограничивающиеся отдельными размерами, такие как способы отливки в формы, посредством которых получают изделия, размеры которых ограничиваются размерами формы. Согласно вариантам осуществления настоящего изобретения не используются способы, ограничивающиеся конкретными материалами, например, литье под давлением, требующее пластичных материалов с конкретным индексом текучести расплава (ИТР), чтобы их можно было отливать под давлением.
k) Соединительное устройство в соответствии с вариантами осуществления настоящего изобретения позволяет соединять доски плотно и прочно без использования клея, гвоздей или винтов или расположения досок под углом к горизонтали при монтаже половых досок.
l) Для изготовления каждой доски необходимо использовать лишь относительно немногочисленную номенклатуру материалов, при этом могут быть подобраны материалы, пригодные для повторного использования (рецикла).
В соответствии с вариантами осуществления настоящего изобретения предлагается многоугольная доска, содержащая внутренний слой с нижней стороной, верхней стороной, краями и поверхностями краев, причем внутренний слой содержит несколько сдвинутых зацепляющих шипов, проходящих наружу из краев внутреннего слоя, причем внутренний слой одной доски имеет по меньшей мере два паза, выполненных на его нижней стороне с двух сторон для зацепления с зацепляющими шипами другой доски, причем зацепляющие шипы и по меньшей мере два паза каждой доски расположены так, чтобы допускать всовывание методом скольжения сопрягающих шипов первой доски в пазы второй прилегающей доски и пазы третьей прилегающей доски и, тем самым, образование упорной поверхности в соединении между первой доской и второй доской и между первой и третьей досками, причем по меньшей мере два паза выполнены при помощи механической обработки, при этом шипы и пазы прилегающих досок взаимодействуют для обеспечения как вертикального, так и горизонтального запирающего зацепления двух досок.
В частности, сдвинутые шипы предпочтительно изолированы друг от друга механической обработкой.
Половая доска в соответствии с вариантами осуществления настоящего изобретения имеет открываемую, закрывающую или запирающую соединительную систему. Половая доска может содержать перемежающийся или непрерывный паз или канавку или канал на нижней стороне одного или нескольких, предпочтительно на каждом краю половой доски, а также разнесенные выступающие шипы на каждом том же краю, что и паз (пазы). Шипы выполнены сдвинутыми для сведения с пазами в действии закрытия или запирания в виде взаимно сцепленных пальцев. Необязательно, доски могут быть разобраны посредством вытягивания под углом к горизонтали. Шипы и паз этой запирающей системы могут быть выполнены посредством обрабатывающих инструментов или фасонных инструментов, например, фрезерованием. В частности, перемежающиеся или непрерывные паз и шипы могут быть выполнены при помощи механической обработки. Следовательно, способ соединения не зависит от используемых материалов. Шипы и пазы каждой доски предпочтительно расположены так, чтобы обеспечивались зацепление шипов первой доски с пазом второй прилегающей доски и образование упорной поверхности в соединении между первой доской и второй доской. Соединительная система в соответствии с вариантами осуществления приспособлена для обеспечения соединения двух прилегающих сторон одной доски со сторонами других досок посредством всовывания методом скольжения и без необходимости расположения каких-либо досок под углом к горизонтали.
Для соединения методом скольжения шипы могут обладать некоторой податливостью или могут быть упруго податливыми, чтобы шипы могли прогибаться и проходить под запирающим элементом или препятствием на пазах прилегающей доски или над ними. Эта податливость шипа может привести к повреждению, если используемый материал непрочен, хрупок или подвержен расслаиванию. Некоторые волокнистые материалы досок обладают этими свойствами, особенно после механической обработки, например, после механической обработки перемежающегося или непрерывного паза или механической обработки выступающих шипов.
В соответствии с некоторыми вариантами осуществления настоящего изобретения конструкция доски предпочтительно содержит средство для усиления основания каждого шипа. Использование такого средства обычно имеет место, поскольку процесс укладки методом скольжения с защелкиванием требует некоторого отклонения каждого шипа, когда он проскальзывает под прилегающей доской и затем запирается в пазу для образования конструкции типа сплетенных пальцев. Это требует изгиба шипа, и если он механически слишком непрочен, он может сломаться или расколоться. Следовательно, каждый шип должен быть достаточно длинным для защелкивания в соответствующем пазу и достаточно прочным, но достаточно податливым для защелкивания без повреждения. Непрерывный паз, помещенный внутри основания шипа, может ослабить шип, например, если паз находится близко к основанию шипа, временное сопротивление сдвигу может снизиться.
Механической обработкой можно эффективно создавать самые разные конструкции. Для того чтобы создать средство для усиления основания шипа, в одном варианте осуществления упорная поверхность содержит наклонную часть, проходящую на расстояние по меньшей мере 10% толщины доски. Усиление можно увеличить наклонной частью, проходящей на расстояние по меньшей мере 20%, 30%, 40%, 50% и до примерно 60% толщины. В горизонтальном направлении наклонная часть проходит на расстояние по меньшей мере 10% длины шипа. Для повышения временного сопротивления сдвигу наклонная часть может проходить на расстояние по меньшей мере 20%, 30%, 40%, 50% и до по меньшей мере 60% длины шипа. Наклонная часть может проходить под углом по меньшей мере 10°, 20° или 40° плюс или минус 10° или плюс или минус 5° или до 60°. Профиль прилегающей доски должен быть подогнан для обеспечения правильной сборки. Преимуществом этого устройства является усиление основания шипов. Но оно также сделает шип более жестким. Если материал, используемый для доски, довольно гибкий или каучукоподобный (например, ударопрочный пластик), это может быть преимуществом.
Согласно еще одному варианту осуществления средство для усиления предусмотрено в виде перемежающихся пазов, таких как отдельные канавки или каналы, расположенные так, что за шипом паза нет, т.е. с внутренней стороны шипа паза нет.
Согласно еще одному варианту осуществления средство для усиления предусмотрено материалом, используемым для шипа, например, доска изготовлена из гибкого материала, такого как полимерный, эластомерный или пластиковый материал, такой как ПВХ, который может быть, например, вспененным.
Согласно еще одному варианту осуществления средство для усиления предусмотрено в виде покрытия на нижней стороне шипов, например, в виде слоя пластика или смолы, таких как армированный волокном пластик или смола.
Способы механической обработки для использования с настоящим изобретением, такие как фрезерование, шлифование, пиление или лазерная резка или абляция могут быть адаптированы ко многим различным материалам. Способы механической обработки в соответствии с вариантами осуществления настоящего изобретения адаптируют так, что контрольный размер отмеряется от верхней поверхности доски. Преимуществом такого подхода заключается в том, что верхние поверхности прилегающих досок находятся на одной высоте.
В одном аспекте настоящего изобретения предлагается легкая для укладки половая доска, характеризующаяся тем, что имеет полигональную форму, например, трех-, четырех или шестисторонний внутренний слой и, необязательно, декоративный слой, закрепленный на поверхности или в поверхности внутреннего слоя, причем внутренний слой имеет или содержит защелкивающие или зацепляющие шипы, предусмотренные на наружных краях внутреннего слоя, и защелки, например, по меньшей мере один паз или несколько пазов, таких как канавки или каналы, предусмотренные на нижней стороне краев внутреннего слоя. Шипы и по меньшей мере один паз на каждом краю каждой доски расположены так, чтобы обеспечить зацепление шипов первой доски с по меньшей мере одним пазом второй прилегающей доски (и vice versa) и, предпочтительно, еще и с по меньшей мере одним пазом третьей прилегающей доски (и vice versa) с образованием упорной поверхности в соединении между первой доской и второй доской и между первой и третьей досками. Указанный по меньшей мере один паз предпочтительно выполняют механической обработкой. Для комплекта досок, предпочтительно, любая сторона любой доски может запираться с любой стороной любой другой доски.
Зацепляющий шип может иметь прямоугольную, квадратную, трапециевидную форму или ее вариант, закругленный по радиусу, или полукруглую форму, форму в виде ложки или лопатки, если смотреть сверху, и предусмотрен с интервалами на наружных краях внутреннего слоя. Форма шипа определяется формой и настройкой используемых обрабатывающих инструментов, как описано ниже. Каждый край доски предпочтительно подготовлен подобным образом, а именно, рядом с шипом, т.е. по меньшей мере с одной стороны шипа, предусмотрен паз, причем каждый паз образует защелку и имеет форму, соответствующую кончику или головке зацепляющих шипов квадратной, прямоугольной формы или ее варианта, закругленного по радиусу, или полукруглой формы, формы в виде ложки или лопатки, и предусмотрен на нижней стороне наружных краев внутреннего слоя. Пазы расположены, по меньшей мере, рядом или между зацепляющими шипами прямоугольной формы; местоположения зацепляющих шипов прямоугольной, квадратной формы или ее варианта, закругленного по радиусу, или полукруглой формы, формы в виде ложки или лопатки на одном наружном крае внутреннего слоя сдвинуты, местоположения пазов на одном наружном крае внутреннего могут быть сдвинуты или непрерывны.
Эти зацепляющие шипы в соответствии с вариантами осуществления настоящего изобретения могут быть выполнены с промежутками на наружных краях внутреннего слоя, причем каждый паз из указанных по меньшей мере двух пазов соответствует по форме шипам квадратной или прямоугольной формы и предусмотрен на нижней стороне наружных краев внутреннего слоя рядом с шипом. Расстояние от внутренней стороны головки шипа до края внутреннего слоя равно расстоянию от внутренней стороны паза до края внутреннего слоя. Эти признаки обеспечивают запирание.
Шип может содержать головку шипа с дальней и ближней сторонами или краями. Расстояние от ближней или внутренней стороны или края головки зацепляющего шипа до края внутреннего слоя предпочтительно равно расстоянию от внутренней стороны паза до края внутреннего слоя.
В частности, доска может представлять собой легко укладываемую половую доску, содержащую четырехсторонний внутренний слой и четырехсторонний поверхностный слой, прикрепленный и присоединенный к внутреннему слою, характеризующуюся тем, что внутренний слой содержит зацепляющие шипы прямоугольной формы, предусмотренные на краях внутреннего слоя, причем каждый край внутреннего слоя равномерно оснащен несколькими зацепляющими шипами прямоугольной формы, при этом нижняя сторона края внутреннего слоя предусмотрена с пазами рядом с зацепляющими шипами, соответствующими зацепляющим шипам, причем местоположения зацепляющих шипов на двух краях внутреннего слоя и местоположения зацепляющих шипов на двух других краях внутреннего слоя расположены сдвинутыми, и местоположения пазов на двух краях внутреннего слоя и местоположения пазов на двух других краях внутреннего слоя расположены сдвинутыми.
В настоящем документе описаны ряд различных вариантов осуществления и ряд различных необязательных или предпочтительных признаков. Если не указано иначе, необязательный или предпочтительный отдельный признак или необязательное или предпочтительное сочетание признаков для любого варианта осуществления могут быть применены к любому другому варианту осуществления, описанному в настоящем документе, если не указано иначе и за исключением случая явной несовместимости.
По сравнению с существующими способами варианты осуществления настоящего изобретения, особенно способы с поточной механической обработкой, обладают по меньшей мере одним из следующих преимуществ: более низкая себестоимость изготовления, более низкие капиталовложения в оборудование, стабильное качество и универсальность в использовании.
Дополнительные детали раскрыты в прилагаемой формуле изобретения, каждый из пунктов которой определяет один вариант осуществления настоящего изобретения.
Краткое описание фигур
На фиг. 1 представлен схематический вид сверху одного варианта осуществления настоящего изобретения.
На фиг. 2 представлен схематический вид снизу варианта осуществления, показанного на фиг. 1.
На фиг. 3 представлен разрез по линии 3-3, изображенной на фиг. 1.
На фиг. 4 представлен разрез по линии 4-4, изображенной на фиг. 1.
На фиг. 5 представлен разрез двух соединенных досок.
На фиг. 6а и 6b представлены разрезы по линии 3-3, изображенной на фиг. 1, других вариантов осуществления настоящего изобретения.
На фиг. 7 представлен разрез по линии 4-4, изображенной на фиг. 1, других вариантов осуществления настоящего изобретения.
На фиг. 8а и 8b представлены разрезы двух соединенных досок в соответствии с другими вариантами осуществления настоящего изобретения.
На фиг. 9-11 представлена сборка досок в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 12, 13а-с и 14а и b и 15 представлены способы механической обработки, являющиеся вариантами осуществления настоящего изобретения.
На фиг. 16, 17 и 18 представлены устройства известного уровня техники.
Определения
«Замощение» - процесс создания двумерной плоскости с использованием повторения геометрической формы без наложений и пробелов. Предлагаются половые доски, которые могут укладываться мозаикой с любым замощением, описанным ниже. Правильная мозаика - это высокосимметричная мозаика, составленная из равных правильных многоугольников. Существуют лишь три правильных мозаики: мозаики, составленные из равнобедренных треугольников, квадратов и шестиугольников. В полуправильной мозаике используются самые разные правильные многоугольники, которых восемь. Расположение многоугольников в каждой точке вершины идентично. Даже менее правильной является мозаика край в край (встык): единственное требование заключается в том, что прилежащие плитки стыкуются лишь полными сторонами, т.е. ни одна плитка не стыкуется с любой другой плиткой частью стороны. Существуют и другие типы замощений, зависящие от типов фигур и типов рисунка. Существуют правильные в отличие от неправильных, периодические в отличие от непериодических, симметричные в отличие от несимметричных и фрактальные замощения, а также другие классификации. По практическим соображениям предпочтительно, если половые доски, используемые в настоящем изобретении, представляют собой «плитки», которые могут укладываться мозаикой тремя, четырьмя, пятью или шестью сторонами или их сочетаниями.
Термин «замощение методом скольжения» в соответствии с настоящей заявкой относится к форме и конструкции зацепляющих шипов и пазов на каждой стороне укладывающей в мозаику многоугольной доски, при которых уложенный мозаикой рисунок может быть создан защелкиванием методом скольжения каждой доски относительно других досок рисунка. Замощение методом скольжения трудно выполнить лишь соединением с расположением под углом с вращательным движением к нижнему одному краю одной доски вертикально для зацепления с краем другой доски. Для легкости монтажа обычно требуется одно скользящее движение, и одно особенное преимущество вариантов осуществления настоящего изобретения заключается в том, что замощение методом скольжения может быть легко достигнуто и находится в пределах возможностей среднего монтажника. Настоящее изобретение не исключает операцию расположения под углом для соединения одной стороны доски с другой. Кроме того, один край уже уложенной доски может приподниматься, чтобы под него могли проскользнуть шипы другой доски.
Термины, указывающие направление, используются в настоящем документе для описания относительного положения и конфигурации различных компонентов на доске. Направления указываются для случая доски, лежащей на полу, с защелками (например, пазом, имеющим запорный край, описанный ниже) на ее нижней стороне, описанной ниже, и/или так, что декоративная или поверхностная доска расположена над внутренним слоем. Однако специалисту понятно, что в процессе эксплуатации доска может быть использована в любом положении, например: на наклонном полу, на стене или потолке.
Термин «шип» относится к выступу из бокового края плоской доски. На конце шипа, т.е. на дальнем от доски конце, предусмотрен выступ для зацепления в пазу на нижней стороне прилегающей доски.
Термин «паз» относится к удлиненной полости, взаимодействующей с шипом из прилегающей доски для обеспечения горизонтального запирания. Несколько запирающих шипов на обоих сопрягающихся краях к двум прилегающим доскам обеспечивают вертикальное запирание.
Шипы взаимодействуют с пазами для создания соединения с горизонтальным и вертикальным запиранием, при этом поддерживая прилегающие доски в одной плоскости. То есть, верхняя и нижняя поверхности прилегающих досок находятся заподлицо друг с другом.
Термин «механическая обработка» относится к любому из самых разных процессов, в которых материал подвергают управляемому процессу удаления материала. Термин «механическая обработка», используемый в настоящем изобретении, относится, главным образом, к субтрактивному изготовлению.
Механическая обработка может включать фрезерование, пиление, профилирование, строгание, шлифование или другие процессы удаления материала. Эти процессы могут включать использование острого режущего инструмента для достижения требуемой геометрии. Вместе с тем, термин «механическая обработка» включает также лазерную резку или абляцию.
Механическая обработка может осуществляться с использованием числового программного управления типа CNC, при котором для управления движением и работой обрабатывающих инструментов используются компьютеры.
Подробное раскрытие
Изобретения, представленные в настоящем документе, описываются со ссылками на вышеупомянутые фигуры и некоторые конкретные примеры или варианты осуществления. Описанные варианты осуществления являются лишь примерами многих вариантов, которые будут очевидны специалистам в области техники, к которой относится изобретение.
Описаны конструкция и способы сборки и монтажа досок, например половых досок, которые могут быть применимы к большому числу разных конструкций досок. Доски содержат периферическое соединительное устройство, предназначенное для соединения одной доски с другой, внутренний слой, например выполненный из пластикового или полимерного материала, или материала на основе древесины или волокна, или другого подходящего материала, и верхний слой, выполненный как одно целое с внутренним слоем или нанесенный на него, который может быть декоративным и может содержать или представлять собой слой износа. Дополнительный нижний слой может быть выполнен как одно целое с нижней стороной внутреннего слоя или нанесен на нее и предназначен для взаимодействия с полом, или при использовании может наноситься подслой. Кроме того, нижний слой может действовать как выравнивающий слой, т.е. для поддерживания досок плоскими и предотвращения их продольного коробления. Соединительное устройство содержит соединительные зацепляющие шипы и соответствующие паз или пазы. Шипы могут усиливаться массивной частью основания для обеспечения повышенного сопротивления изгибающим силам. Эта более прочная часть основания может быть обеспечена благодаря использованию дискретных пазов, т.е. пазы лишь прилегают к шипу и отсутствуют в местоположении шипа.
Варианты осуществления, описанные в настоящем документе, содержат внутренний слой. Необязательно, внутренний слой включает, но без ограничения, слой, действующий для придания половой доске конструктивной устойчивости. Внутренний слой может состоять из нескольких слоев, но предпочтительно является цельным, т.е. выполнен из одного куска материала. Материал для внутреннего слоя может быть изготовлен из волокон или других дискретных компонентов, совместно сформированных в одну структуру. Внутренний слой может действовать в качестве опоры для дополнительного компонента или компонентов доски на нем, например, для декоративного или поверхностного слоя, описанного в настоящем документе, и/или внутренний слой может действовать для обеспечения достаточных значений прочности в отношении поперечной силы и поперечной устойчивости, т.е. в плоскости доски, требуемых для гарантии, что доска не может сжиматься или деформироваться иным образом в какой-либо значительной степени, если это случится, при нормальном использовании, например, при зацеплении с другими досками и/или после укладки в качестве половой доски, если используется для этой цели. Слой, расположенный на внутреннем слое, в настоящем документе может называться декоративным или поверхностным слоем. Необязательно, декоративный слой содержит, кроме прочего, слой, отображающий украшение, или слой, на котором украшение могло бы отображаться.
Необязательно, показанное украшение может, например, быть выбрано из линий, цветов, контуров, формы, текстуры, материалов, из которых выполнен декоративный слой, и любой орнаментации, присутствующей на нем. Например, цвет может быть цветом материала, используемого для образования декоративного слоя или его любой видимой части, или цветом, напечатанным на доске. Необязательно, поверхностный слой содержит, кроме прочего, слой, характеризующийся наличием открытой верхней поверхности.
Необязательно, декоративный слой может быть сам по себе гибким телом, т.е. не обязательно жестким при отделении от внутреннего слоя или прикреплении к нему.
Кроме того, может (могут) быть нанесены нижний (нижние) или выравнивающий (выравнивающие) слой (слои). Этот слой может быть бумажным и используется для упрочнения доски и предотвращения коробления.
Во всех вариантах осуществления настоящего изобретения зацепляющие шипы могут проскальзывать под прилегающей доской, и кончик шипа располагается в пазу в прилегающей доске. Каждый край доски содержит как паз или пазы, так и разнесенные шипы, причем паз или пазы расположены между шипами так, что шипы одной доски располагаются в пазу или пазах прилегающей доски, и vice versa. Во всех вариантах осуществления настоящего изобретения обеспечивается замощение методом скольжения, т.е. обеспечивается соединение одной доски с двумя другими досками в любой ориентации с мозаичным рисунком без наложений или пробелов.
Как описано в настоящем документе, варианты осуществления содержат запирающие или зацепляющие шипы и пазы. Зацепляющие шипы и пазы на доске предпочтительно взаимодействуют так, что зацепляющий шип на одной доске может зацепляться (например, защелкиваться) с пазом на другой доске такой же или отличной конфигурации для предотвращения отделения досок в поперечном направлении, т.е. в той же плоскости, в которой лежат доски. Шипы и пазы предпочтительно выполнены так, что защелкиваются между собой посредством плоского скользящего движения, не требуя располагать одну из досок под углом. Кроме того, зацепляющие шипы и их соответствующие пазы предпочтительно разработаны такими, что две прилегающие стороны одной доски могут быть соединены при помощи скольжения с двумя другими досками. Зацепляющие шипы на доске необязательно представляет собой по существу плоские зацепляющие шипы, обычно предусмотренные с одним или несколькими элементами, например вертикальными выступами, позволяющими им зацепляться с пазами. Такой зацепляющий шип может представлять собой шип, который содержит две по существу плоских противоположных поверхностей и может иметь правильную форму, если смотреть сверху доски, содержащей шип; эта правильная формы может быть выбрана из прямоугольника или квадрата, например.
Согласно любому варианту осуществления внутренний слой может содержать древесный материал, например, состоящий из цельной древесины, или древесноволокнистый материал из очень широкого ряда разработок, например, древесностружечная плита, однако предпочтительна доска из древесноволокнистой плиты средней плотности или древесноволокнистой плиты повышенной плотности. Внутренний слой - это та часть половой доски, которая во многом обуславливает общую толщину половой доски и которая обеспечивает жесткость на кручение и/или изгибную прочность половой доски. По этой причине внутренний слой является слоем половой доски с наибольшей толщиной.
Согласно любому варианту осуществления внутренний слой может содержать полимерный, эластомерный или пластиковый материал, такой как ПВХ.
На всех фигурах «Р» указывает верхнюю плоскость доски, являющуюся уровенной базовой плоскостью для измерений, и эта плоскость «Р» является уровенной базовой плоскостью, используемой для определения, насколько глубоко любой обрабатывающий инструмент проходит в материал доски.
Варианты осуществления
На фиг. 1 представлен вид сверху, несколько схематичный по своему характеру, на котором показана общая конструкция половой доски 8 в соответствии с любым из вариантов настоящего изобретения, которая может быть использована и для других целей, например, как обшивочная доска для стен или потолочная доска. Доска содержит внутренний слой 1, верхняя поверхность которого прикреплена (в данном случае клеем) к нижней стороне декоративного или поверхностного слоя 3. Доска является четырехсторонней и в данном случае удлиненной. В пределах объема настоящего изобретения и другое число сторон и другие формы, такие как трех-, четырех-, пяти- или шестисторонние формы, которые могут укладываться мозаикой либо отдельно, либо с другими формами. На фиг. 2 представлен вид снизу доски 8, показанной на фиг. 1.
Внутренний слой 1 на фиг. 1 и 2 представляет собой цельный элемент или лист из материала на основе древесины или волокна, такого как древесноволокнистая плита повышенной плотности или древесноволокнистая плита средней плотности, или может быть композитом, или может быть многослойным изделием, например, содержащим пластиковый, эластомерный, полимерный или пластиковый материал, например, пеноматериал. Кроме того, внутренний слой 1 содержит пазы 6, шипы 5, и пазы 6 в вариантах осуществления предпочтительно выполнены как одно целое во внутреннем слое 1, например, процессом строгания, таким как фрезерование. На фиг. 2 паз 6 показан непрерывным вдоль каждого края. Настоящее изобретение включает и пазы 6, являющиеся дискретными и проходящими параллельно пространству 9, так что с внутренней стороны шипа 5 паза 6 нет, или с внутренней стороны шипа 5 проходит лишь часть паза 6. Каждый из шипов 5 имеет ширину Т, и шипы 5 отделены от по меньшей мере одного соседнего шипа 5 пространствами 9, характеризующимися длиной S. В примере на фиг. 1 и 2 отношение S к Т составляет более 1, например, более 1,5:1, например, до 2:1 или более. Пространства 9 характеризуются размером S более ширины Т, так что шип 5 первой доски может легко входить между шипами второй доски, с которой он должен стыковаться. Положение шипов на одной стороне может быть сдвинутым или смещенным относительно положений шипов на противолежащей или противоположной стороне. Например, если соединяются две доски, их концы могут быть граничащими или смещенными относительно друг друга. Шип 5 на одной стороне может быть выровнен с пространством 9 на прилегающей доске. Такое сдвинутое расположение шипов 5 и пространств 9 характерно не только длинным и коротким сторонам удлиненной доски 8, но и доскам, имеющим другие формы или другие количества сторон. Следовательно, две доски могут запираться вместе с использованием шипов подобно сплетенным пальцам для создания вертикального и горизонтального запирания, одновременно позволяя точно выровнять каждую доску со следующей доской или сместить в зависимости от обстоятельств.
На фиг. 1 и 2 шипы 5 проходят вбок от нижних краев внутреннего слоя 1 на расстояние «t», и шипы 5 имеют ширину Т и разделены пространствами 9 длиной S. Расстояние от края последнего шипа на одной стороне до угла доски показано размером «d». Согласно любому варианту осуществления настоящего изобретения:
S>T.
Согласно вариантам осуществления настоящего изобретения применимо следующее неравенство (для обеспечения различных взаимных расположений досок):
S>Т+2t+d.
Это обычно минимальный размер S для того, чтобы иметь возможность собрать одну сторону одной доски со всеми другими сторонами другой доски в любом рисунке без использования технологий укладки с расположением доски под углом к горизонтали.
Расстояние между шипами - это размер S. На углах доски расстояние от конца одного шипа до угла доски обозначено «d». В этом случае расстояние от угла до следующего шипа на следующем крае равно S-d. Таким образом, расстояние между любыми двумя шипами вдоль краев равно «S» независимо от того, на какой стороне находятся шипы - на длинной или короткой, или от того, заходит ли пространство S на оба края.
Общая толщина доски 8 может быть, как и обычно для половых панелей, приблизительно 4-11 мм, но может быть и толще, например 11-15 мм, или тоньше, например 2,5-4 мм. Толщина внутреннего слоя может по существу соответствовать толщине доски, особенно в случае, если не используются дополнительные слои, такие как шумозащитный материал, и если толщина поверхностного слоя составляет лишь доли миллиметра. Предпочтительно, толщина внутреннего слоя составляет 2-10 мм, например 3-8 мм. Предпочтительно, эти половые доски имеют ширину 10-100 см, длину 0,3-2,5 м. Размер обычно определяется ограничениями, связанными с практическими манипуляциями - другого конкретного ограничения на размер нет.
На фиг. 3a, 3b, 4 и 5 представлены увеличенные виды в разрезе краев доски в соответствии с вариантом осуществления доски, показанном на фиг. 1 и 2. Этот вариант осуществления имеет форму шипа, усиленную в его основании. Это повышает жесткость, благодаря чему для шипа могут быть использованы упругие, например, каучукоподобные материалы, подобные ударопрочным пластикам. Кроме того, для него могут быть использованы материалы с низким временным сопротивлением сдвигу. На фиг. 3a и 3b представлен разрез по линии 3-3, изображенной на фиг. 1, и изображено поперечное сечение шипа 5. Формы шипа на фиг. 3a и 3b очень похожи. Промежуточная часть 18 шипа 5 проходит от усиливающего и снимающего напряжение основания 19 к дальнему концу зацепляющего шипа 5. На дальней стороне шипа 5 расположен проходящий вверх выступ 17. Выступ 17 имеет скошенную переднюю часть 11, обращенную в целом наружу и вверх от доски 8. Скошенная передняя часть 11 наклонена вниз к кончику передней части. Шип 5 имеет в целом вертикальную поверхность 12 кончика, образующую боковую сторону скошенной передней части 11. Дополнительная скошенная или закругленная поверхность может быть предусмотрена внизу поверхности 12 для образования сужающейся передней части для шипа 5. Выступ 17 содержит еще одну запирающую скошенную поверхность 16, образующую по существу наклонную запирающую поверхность. Поверхность 16 обращена вверх и вовнутрь и наклонена вниз в направлении в сторону (ближе к нему) внутреннего слоя 1 к по существу плоской опорной поверхности 20 наверху промежуточной части 18. Обращенная вверх поверхность 11 может сходиться с наклоненной вниз поверхностью 16 в вершине или в небольшом плоском участке (не показанном на фиг. 3a, но показанном на фиг. 3b). Плоская опорная поверхность 20 может быть горизонтальной (как показано) или с наклоном вверх или вниз, например, под углом плюс или минус 5°. Большая скошенная поверхность 14 проходит вверх от плоской опорной поверхности 20 в сторону внутреннего слоя 1 для соединения и слияния с основным внутренним слоем 1. Наклон поверхности 14 показан как угол «бета». Это может быть угол в пределах, например, 10-60° к горизонтали. Горизонтальная протяженность наклонной части (размер В) и вертикальная протяженность (размер D) могут задаваться, как требуется. Хотя показана как прямая, поверхность 14 может быть и изогнутой. Наклонная поверхность 14 образует с нижней стороной внутреннего слоя 1 усиливающее и снимающее напряжение основание 19. Более толстая часть этого основания, прилегающая к основной части внутреннего слоя 1, обеспечивает повышенные сопротивление и прочность в отношении изгибающих моментов в основании, т.е. она повышает прочность основания консоли, образованной шипом 5. Эквивалентная поверхность может предусматриваться или предусмотрена в защелке (поверхность 21 на фиг. 4 под углом альфа, причем обычно альфа и бета имеют одинаковое значение). Комбинация этих двух поверхностей дает тот эффект, что совместная плоскость имеет значительную длину, определяемую поверхностями 14, 21 и наклоненную под углом 10-60°, как лучше всего показано на фиг. 5. Согласно двум конкретным вариантам осуществления наклон составляет 40° плюс или минус 10°, например 42° и 35°. Эта наклонная зона упора проходит по толщине доски по меньшей мере на 10% или, необязательно, по меньшей мере на 20%, 30%, 40%, 50% до максимум 60%. Протяженность по толщине показана на фиг. 3 как размер D. Толщина доски 8 показана как размер Е. Процент, какой наклонная часть 14 проходит по толщине, представляет собой, следовательно, отношение D/E×100%. Длина наклонной части в горизонтальном направлении может быть по меньшей мере 10% или, необязательно, по меньшей мере 20%, 30%, 40%, 50% до максимум 60% длины шипа. Чем выше проценты этих размеров, тем прочнее, но и жестче шип.
В основании шипа 5, где наклонная поверхность 14 соединяется с внутренним слоем 1, предусмотрена вертикальная поверхность 13, образующая после соединения двух досок верхнюю упорную поверхность. Эта вертикальная поверхность 13 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23. На верхнем краю упора может быть предусмотрен скос 27. Этот скос 27 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23.
Верхняя форма шипа 5 предпочтительно получена механической обработкой вдоль всей длины края доски 8, как показано стрелкой X1. Стрелка X1 указывает движение подходящего инструмента, такого как фреза, используемого для образования формы верхней поверхности шипа 5 посредством механической обработки, как описано ниже со ссылками на фиг. 15. Образование верхней формы может включать последовательность этапов механической обработки, на каждом из которых удаляется лишь частичное количество материала. Каждый этап может осуществляться другим инструментом, причем каждый инструмент имеет свою собственную форму и глубину резания. Использование последовательных этапов механической обработки снижает силу, действующую на доску в случае изготовления за любой один этап.
Шипы изолированы друг от друга расстоянием S, показанным на фиг. 1, посредством процесса механической обработки, описанного ниже со ссылками на фиг. 12а-с, 13а-с или 14 а-с и показанного стрелкой Y1 или Y2 на фиг. 4.
Паз 6 в виде канала расположен внутри от основания 19 шипа 5. Ввиду того факта, что этот паз 6 находится на нижней стороне доски (а не на боковой упорной поверхности), зацепляющий шип 5 должен пройти под прилегающую доску. Длина шипа может дать в результате слабость к изгибающим усилиям при монтаже или транспортировке. Таким образом, наклонная поверхность 14 обеспечивает значительный усиливающий фактор для более длинного шипа 5, особенно если внутренний слой изготовлен из материала на основе древесины или волокон, такого как древесноволокнистая плита средней плотности или древесноволокнистая плита повышенной плотности. Паз 6 виден на фиг. 3, поскольку согласно этому варианту осуществления паз 6 выполнен при помощи механической обработки вдоль всей длины края доски 8 в ходе процесса, показанного стрелкой Х2. Стрелка Х2 указывает движение подходящего инструмента, такого как фрезерная головка, образующего паз 6 посредством механической обработки, как описано ниже со ссылками на фиг. 15. Паз 6 может иметь разные формы, примеры которых показаны на фиг. 3 и фиг. 14а и 14b. В частности, паз 6 может иметь ступеньку 41а (показанную на фиг. 3a и 13а, но не показанную на фиг. 3b), после механической обработки образующую плоскую поверхность 41, показанную на фиг. 4.
На фиг. 4 представлен разрез края доски 8 по линии 4-4, изображенной на фиг. 1, в месте между шипами 5, т.е. в месте пространства 9, и изображен паз 6. Форма поверхности края, как показано на фиг. 4, предпочтительно является такой, что будет образовывать копланарное (лежащее в одной плоскости) соединение с шипом на фиг. 3, при этом верхние поверхности соединенных прилегающих досок будут заподлицо друг с другом. На фиг. 4 показан запорный край 22, характеризующийся наличием скошенной поверхности 21, обращенной вниз и наружу от внутреннего слоя 1. Угол поверхности 21 относительно горизонтали - это угол альфа. Согласно этому варианту осуществления угол альфа может быть в пределах 10-60°. Возможны и другие углы, такие как 20, 30, 40, 50°. Запорный край 22 имеет еще одну скошенную запирающую поверхность 24, образующую одну границу паза 6. Запирающая поверхность 24 предназначена для зацепления с запирающей поверхностью 16 на выступе 17 шипа 5, когда прилегающие доски соединены. Кроме того, запорный край 22 на своей нижней стороне имеет горизонтальную поверхность 41, соединяющую скошенные поверхности 21 и 24. Когда две доски соединены, поверхность 41 прижимается на плоской поверхности 20 шипа 5. Расстояние «J» от верхней поверхности доски до плоской поверхности 41 определяет, как одна доска лежит относительно прилегающей доски, в сочетании с размером E-F-D на фиг. 3. Размер E-F-D+J должен быть равен толщине Е доски. Горизонтальная поверхность 41 механически обработана с таким расчетом, чтобы уменьшить толщину доски в этой точке, чтобы позволить шипу 5 пройти под внутренним слоем 1 и запереться, когда две или более досок соединяются замощением методом скольжения. Величина E-F-D+J, равная толщине Е, означает, что доски будут лежать в одной плоскости, при этом верхняя поверхность будет проходить на одном уровне. Поверхность, подобная поверхности 41, может быть создана продольной механической обработкой паза 6 (как описано со ссылками на фиг. 15), имеющей форму 41, как показано на правой стороне на фиг. 13а, с дальнейшим этапом механической обработки для изолирования шипов, как описано со ссылками на фиг. 12а-с, 13а-с или 14а или b. Продолжение линии А-А по поверхности 21 предпочтительно не должно пересекать угол В или должно пересекать лишь так, чтобы образовать скос, если используется способ механической обработки, изображенный на фиг. 12а или 13 с или 14а или b.
Наклон поверхности 21 к горизонтали может быть 10-60°, например: 20°, 30°, 40°, 50°, 60° плюс или минус 10° или плюс или минус 5°. Хотя показана как прямая, поверхность 21 может быть криволинейной. Следует отметить, что поверхности 14 и 21 должны проходить предпочтительно под одинаковым углом к горизонтали, а ориентация этих упорных поверхностей может варьировать для облегчения или усложнения разборки соединенных панелей или досок. В частности, при сборке двух досок предпочтительно, чтобы между поверхностями 14 и 21 был небольшой зазор порядка 0,05 или 0,1-0,5 мм или более, чтобы эти поверхности не состыковались до того, как поверхность 16 запрется сзади поверхности 24.
На верхнем конце наклонной поверхности 21 предусмотрена вертикальная поверхность 29, образующая верхнюю упорную поверхность, когда две доски соединены. Эта вертикальная поверхность 29 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23. На верхнем крае упора может быть предусмотрен скос 27. Этот скос 27 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23.
Необязательно, паз 6 имеет верхнюю поверхность (или потолок) 25, предназначенную для размещения передней части выступа 17 на кончике шипа во время процесса запирания, когда прилегающие доски соединены. Верхняя поверхность 25 может быть плоской (как показано) или криволинейной и может быть горизонтальной или наклонной. Кроме того, паз 6 может содержать по существу вертикальную заднюю стенку 26. Низ задней стенки 26 также может быть скошенным или закругленным. Поверхность 24 предпочтительно должна соответствовать поверхности 16 на фиг. 3 для обеспечения запирания. На фиг. 3a и 3b и 4 размеры А, В и С соответствуют длине (А) плоской опорной поверхности 20 промежуточной части 18, расстоянию (В) от начала наклонной поверхности 14 до ее конца, где она соединяется с внутренним слоем 1, и расстоянию (С) от этого места соединения до начала паза 6 соответственно.
Размер А+В - это приблизительно поперечная длина поперечного сечения запорного края 22, принимаемого пространством, образованным верхними поверхностями промежуточной части 18. Соотношение между А и В может варьировать вместе с другими факторами, такими как фрикционные свойства используемых материалов и степень, в какой используются гибкие или податливые материалы как при изготовлении внутреннего слоя, так и при изготовлении декоративного или поверхностного слоя 3. В зависимости от важности достижения беззазорного стыка и, возможно, от важности иметь панели или доски, которые можно смещать и/или разбирать, размер А может быть больше размера В, равным ему или меньше его. Отношения А:В:С могут быть, например, 1:2:3 или 1:3:4 или вообще 1:Х:Х+1, где X может лежать между 1,5 и 5.
Размер В+С служит показателем временного сопротивления сдвигу между шипом 5 и пазом 6. Усиление основания наклонной частью ограничивается толщиной Е внутреннего слоя. Следовательно, эти размеры определяют, насколько прочно основание выступающего зацепляющего шипа. Для максимальной прочности основание имеет толщину, близкую к толщине внутреннего слоя, которая затем соответствующим образом сужается к кончику шипа. Однако при этом увеличивается жесткость.
Согласно вариантам осуществления настоящего изобретения отношение размера F к размеру Е может быть в пределах 0,3-0,7, например, 0,4-0,6. Отношение размера G к размеру Е может быть 0,6-1,8, например, 0,8-1,4.
На фиг. 5 представлен разрез двух досок в соответствии с фиг. 3 и 4 в состыкованном положении. Доски, описываемые со ссылками на фиг. 3a, 3b-5, могут содержать декоративный или поверхностный слой 23. Например, к верхней поверхности внутреннего слоя 1 клеевым слоем 28 (не показанным) может крепиться красивый виниловый лист с тисненным верхним декоративным слоем. Декоративный или поверхностный слой 23 может быть скошенным в месте стыка между двумя досками (скошенный край обозначен позицией 27 на фиг. 3a, 3b). Назначение скоса 27 заключается в создании V-образной канавки в соединении двух досок после их укладки.
Клеевой слой 28 должен быть упругим и предпочтительно должен быть более упругим, чем материал внутреннего слоя. В качестве клеевого слоя 28 может быть использован целый ряд клеящих веществ, подходящих для соединения поверхностей, изготовленных из дерева или древесных материалов. Эти веществами являются, например, термоплавкие клеи, такие как используются, например, для приклеивания шпона, клеи в виде дисперсии или клеи в виде раствора (например, казеиновый клей), контактные клеи, такие как используются, например, для древесно-стружечных плит или древесноволокнистых плит, клеи, такие как, например, столярный клей, такой как обычно используется для стыков деревянных частей, или отверждающиеся клеи, например, многокомпонентные клеи на основе эпоксидной смолы, или мочевиноформальдегидная смола, меланин-формальдегидная смола или резорцинформальдегидная смола. Клеевой слой 28 может наноситься и более толстым, если потребуется чисто в целях соединения. Кроме того, клей 28 может быть использован для улучшения шумоизоляции.
Внутренний слой может изготавливаться из пластикового или полимерного материала, такого как винил. Декоративный или поверхностный слой 23 может представлять собой декоративный виниловый настилочный лист. При наличии нескольких слоев они могут ламинироваться или крепиться друг к другу любыми подходящими средствами, такими как клей, давление, экструзия, литье и т.п. Этот виниловый настилочный лист предпочтительно содержит тисненный верхний слой, изготовленный из полимера, содержащего винилхлорид, или не содержащего ПВХ материала из винилового полимера для покрытия полов, и, наконец, содержит защитное покрытие из полимера, приклеенное к указанному полимеру, содержащему винилхлорид, или не содержащему ПВХ материалу из винилового полимера для покрытия полов.
Примеры подходящих содержащих винилхлорид полимеров для винилового настилочного листа декоративного или поверхностного слоя 23 включают любой виниловый полимер, имеющий желательное сочетание свойств, таких как гибкость, стойкость к истаптыванию, легкость чистки и т.п. Эти вещества включают гомополимеры и сополимеры винилхлорида.
Примеры подходящих не содержащих ПВХ материалов из винилового полимера для покрытия полов для винилового настилочного листа декоративного или поверхностного слоя 23 включают, кроме прочего, полиэтилен, полипропилен, сополимеры этилена и винилацетата низкой плотности или очень низкой плотности, имеющие желательное сочетание свойств, таких как гибкость, стойкость к истаптыванию, легкость чистки и т.п. Эти вещества включают сополимеры этилена и винилацетата с индексом расплава между 0,3 и 8,0 г/10 мин (190°С/2,16 по стандарту DIN 5373), как описано, например, в документе ЕР-0 528 194-В. Другие материалы из винилового полимера для покрытия полов описаны в документах US 6287706, US 5458953, ЕР 0603310-В и ЕР 0528194-В, содержание которых ссылкой включается в настоящий документ.
Защитный слой из полимерного слоя к указанному содержащему винилхлорид полимеру или не содержащему ПВХ материалу из винилового полимера для покрытия полов может быть изготовлен из любого материала покрытия, имеющего желательное сочетание свойств, таких так температура стеклования, относительное удлинение при разрыве и временное сопротивление при растяжении, такого как, кроме прочего, полиуретановые или полиактилатные лаки.
Содержащий винилхлорид полимер или не содержащий ПВХ материал из винилового полимера для покрытия полов может дополнительно содержать одну или несколько органических или неорганических добавок, известных в области техники, к которой относится настоящее изобретение, и/или один или несколько промежуточных опорных или несущих слоев, выполненных из содержащих ПВХ или не содержащих ПВХ полимерных материалов, имеющих армирование в виде стекловолокна или иных нетканых систем, или посредством использования поперечно направленных слоев содержащих ПВХ или не содержащих ПВХ полимерных материалов для стабилизации, и нижний поверхностный слой, выполненный из содержащих ПВХ или не содержащих ПВХ полимерных материалов.
Верхний поверхностный слой 23 может проходить за периметр внутреннего слоя 1, и может варьировать, за счет чего стык, выполненный у досок, может быть выполнен более или менее плотным в зависимости от целей конкретной конструкции. Другими факторами является следующее: изготовлены ли доски такими, что декоративный или поверхностный слой в поперечном направлении больше внутреннего слоя 1, изготовлен ли внутренний слой из материала, имеющего гибкость, и требуется ли, чтобы доски могли смещаться вдоль их соединенных краев.
На фиг. 6а, 6b, 7 и 8а и 8b представлены увеличенные разрезы краев доски в соответствии с дополнительными вариантами осуществления доски, показанной на фиг. 1 и 2. Все материалы, описанные выше для предыдущего варианта осуществления, применимы и согласно этому варианту осуществления. На фиг. 6а и 6b представлен разрез по линии 3-3 на фиг. 1 и показано поперечное сечение шипа 5. Промежуточная часть 18 шипа 5 проходит в сторону дальнего конца зацепляющего шипа 5. Проходящий вверх выступ 17 расположен на дальней стороне шипа 5. Выступ 17 имеет скошенную переднюю часть 11, обращенную по существу наружу и вверх от доски 8. Скошенная передняя часть 11 наклонена вниз к кончику передней части. Шип 5 содержит по существу вертикальную поверхность 12 кончика, образующую боковую сторону скошенной передней части 11. Дополнительная скошенная или закругленная поверхность может быть предусмотрена внизу поверхности 12 для образования сужающейся передней части для шипа 5. Выступ 17 содержит еще одну запирающую скошенную поверхность 16, образующую по существу наклонную запирающую поверхность. Поверхность 16 обращена вверх и вовнутрь и наклонена вниз в направлении в сторону (ближе к нему) внутреннего слоя 1 к по существу плоской опорной поверхности 20 наверху промежуточной части 18. Обращенная вверх поверхность 11 может сходиться с наклоненной вниз поверхностью 16 в вершине или в небольшом плоском участке (не показанном). Плоская опорная поверхность 20 может быть горизонтальной (как показано) или с наклоном вверх или вниз, например, под углом плюс или минус 5°. Поверхность 14 проходит по существу вверх от плоской опорной поверхности 20 в сторону внутреннего слоя 1 для соединения с верхом основного внутреннего слоя 1. Эквивалентная поверхность предусмотрена в защелке (поверхность 21 на фиг. 7). В основании шипа 5 предусмотрена вертикальная поверхность 13, образующая, когда две доски соединены, верхнюю упорную поверхность. Эта вертикальная поверхность 13 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23. На верхнем крае упора может быть предусмотрен скос 27. Этот скос 27 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23.
Шип 5 согласно этому варианту осуществления предпочтительно механически обработан по всей длине края доски 8, как показано стрелкой X1, показывающей движение подходящего инструмента, такого как фреза, образующего форму верхней поверхности шипа 5 посредством механической обработки и описанного со ссылками на фиг. 15. Может быть использована последовательность инструментов, в которой каждый инструмент отбирает лишь частичное количество материала. Шипы изолированы друг от друга расстоянием S, показанным на фиг. 1, посредством процесса механической обработки, как описано ниже со ссылками на фиг. 12а-с, 13а-с или 14 а-с и показано стрелкой Y1 или Y2 на фиг. 4.
Согласно варианту осуществления на фиг. 6а ни один паз в виде канала не расположен внутри основания 19 шипа 5. Вместо этого пазы 6 являются дискретными и расположены лишь бок о бок с шипами или между ними. Следовательно, на фиг. 7 показан паз 6, находящийся на нижней стороне доски (а не на боковой упорной поверхности). Зацепляющий шип 5 согласно этому варианту осуществления может быть выполнен короче шипов по предыдущему варианту осуществления, поскольку временное сопротивление сдвигу выше. Перемежающиеся пазы 6 механически обработаны по длине края доски 8, как показано стрелкой Z1 на фиг. 7, указывающей движение подходящего инструмента, такого как фреза, образующего паз 6, перемещаемого вовнутрь и наружу при движении доски. При этом образуются перемежающиеся пазы, лежащие между шипами 5. Паз 6 может иметь различные формы, примеры которых показаны на фиг. 7 и 16а. Эта механическая обработка описана со ссылками на 13 a, b и 15 в отношении процесса Z1.
Согласно варианту осуществления на фиг. 6b паз 6 в виде канала проходит вовнутрь основания 19 шипа 5. Паз 6 виден на фиг. 6b, поскольку паз 6 выполнен механической обработкой вдоль всей длины края доски 8, как показано стрелкой Х2, указывающей движение подходящего инструмента, такого как фрезерная головка, образующего паз 6 посредством механической обработки. Паз 6 может иметь разные формы, примеры которых показаны на фиг. 7 и 13а или b. Паз может быть механически обработан, как описано со ссылками на фиг. 15.
На фиг. 7 представлен разрез края доски 8 в месте между шипами 5, т.е. в месте пространства 9, по линии 4-4 на фиг. 1 и показан паз 6. Форма поверхности края, как показано на фиг. 7, предпочтительно является такой, что будет образовывать копланарное соединение с шипом на фиг. 6 посредством скольжения. На фиг. 7 показан запорный край 22, содержащий скошенную поверхность 21, обращенную вниз и наружу от внутреннего слоя 1. Запорный край 22 содержит еще одну скошенную запирающую поверхность 24, образующую одну границу паза 6. Запирающая поверхность 24 предназначена для зацепления с запирающей поверхностью 16 на выступе 17 шипа 5, когда прилегающие доски соединены. Кроме того, запорный край 22 на своей нижней стороне содержит горизонтальную поверхность 41, соединяющую скошенные поверхности 21 и 24. Когда две доски соединены, поверхность 41 прижимается на плоской поверхности 20 шипа 5. Горизонтальная поверхность 41 механически обработана с таким расчетом, чтобы позволить шипу 5 пройти под внутренним слоем 1 и запереться, когда две или более досок соединяют с образованием замощения методом скольжения. Горизонтальная поверхность 41 механически обработана с таким расчетом, чтобы уменьшить толщину доски в этой точке, чтобы позволить шипу 5 пройти под внутренним слоем 1 и запереться, когда две или более досок соединяют с образованием замощения методом скольжения. Такая поверхность 41 может создаваться продольной механической обработкой паза 6 (как описано со ссылками на фиг. 15), имеющего форму, показанную на фиг. 13а, с последующим дополнительным этапом механической обработки для изолирования шипов, как описано со ссылками на фиг. 13а-с, и 14а, или b. Затем после механической обработки ступеньки 41а создается поверхность 41. Порядок механической обработки паза и изолирования шипов может быть обратным.
В частности, при сборке двух досок предпочтительно, чтобы между поверхностями 14 и 21 был небольшой зазор порядка 0,05 или 0,1-0,5 мм или более, чтобы эти поверхности не состыковались до того, как поверхность 16 запрется сзади поверхности 24.
Над поверхностью 21 предусмотрена вертикальная поверхность 29, образующая верхнюю упорную поверхность, когда две доски соединены. Эта вертикальная поверхность 29 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23. На верхнем крае упора может быть предусмотрен скос 27. Этот скос 27 может быть полностью во внутреннем слое или может быть полностью или частично в декоративном или верхнем поверхностном слое 23.
Необязательно, паз 6 содержит верхнюю поверхность (или потолок) 25, предназначенную для размещения передней части выступа 17 на кончике шипа во время процесса запирания, когда прилегающие доски соединены. Верхняя поверхность 25 может быть плоской (как показано) или криволинейной и может быть горизонтальной или наклонной. Кроме того, паз 6 может содержать по существу вертикальную заднюю стенку 26. Низ задней стенки 26 также может быть скошенным или закругленным.
На фиг. 8а представлен разрез двух досок в соответствии с фиг. 6а и 7 в состыкованном положении. На фиг. 8b представлен разрез двух досок в соответствии с фиг. 6b и 7 в состыкованном положении. Доски, описанные со ссылками на фиг. 6-8, могут содержать декоративный или поверхностный слой 23. Например, к верхней поверхности внутреннего слоя 1 клеевым слоем 28 (не показанным) может крепиться красивый виниловый лист с тисненным верхним декоративным слоем. Декоративный или поверхностный слой 23 может быть скошенным в месте стыка между двумя досками (скошенный край обозначен позицией 27 на фиг. 6а и 6b). Назначение скоса 27 заключается в создании V-образой канавки в соединении двух досок после их укладки.
Что касается любого из вариантов осуществления, описанных со ссылками на фиг. 3-5, 6b и 8b, слой смолы может быть нанесен на нижнюю сторону шипа 5 и для заполнения паза 6 в местоположении шипа непрерывным процессом нанесения смолы, такой как фиброармированная смола, которая может быть распылена на нижнюю сторону внутреннего слоя 1 с соответствующим рисунком. Распылитель может быть расположен так, чтобы совершать возвратно-поступательное движение по внутреннему слою 1, как при механической обработке, и может наносить отверждаемую смолу, такую как смола, армированная стекловолокном. Посредством соответствующего направления распылительной головки слой может наноситься по существу на поверхность внутреннего слоя 1, который будет обращен в сторону пола, за исключением пазов 6, прилегающих к каждому шипу. Эти пазы остаются незаполненными. Движение распылительной головки может быть организовано так, чтобы заполнять пазы 6, находящиеся непосредственно с внутренней стороны шипов 5, таким образом, усиливая шипы 5 без заполнения пазов 6.
На фиг. 9, 10 и 11 представлена последовательность положений трех досок B1, В2 и В3 при их сборке. Существуют различные способы, какими доски могут быть соединены, и это лишь один пример. Вначале соединяют доски В1 и В2 так, что соединяются части их соответствующих длинных краев. Это соединение предпочтительно выполняют методом скольжения доски В2 по полу в сторону доски В1, при этом доски остаются копланарными (а не посредством расположения под углом, т.е. посредством подъема дальней стороны доски В2), и вставкой нескольких шипов 105 вдоль части одной длинной стороны доски В1 в пространства 109 между несколькими шипами 105 вдоль части ближней длинной стороны доски В1. Часть длинной стороны доски В3 может подобным образом соединяться с другой частью той же стороны доски В1, но это должно выполняться с короткими сторонами досок В2 и В3 рядом друг с другом, как показано на фиг. 10, так, что небольшое смещение доски В3 в сторону В2 приведет к зацеплению их коротких сторон с запиранием (см. фиг. 11). Запорное зацепление коротких сторон досок В2 и В3 стало возможным благодаря двум признакам: 1) соотношение размера пространств 109 и ширины шипов 105, что приводит к тому, что размер D2 по меньшей мере такой же, как D1, и 2) смещенный характер шипов 105 и пространств 109 на противостоящих коротких сторонах доски 8 (т.е., правой короткой стороне доски В2 и левой короткой стороне доски В3), как показано на фиг. 9-11. Необязательно, длинные стороны досок В2 и В3 могут вводиться в зацепление с доской В1 с расположением под углом.
На фиг. 9 стрелка СКОЛЬЖЕНИЕ 1 предназначена для показа первого направления движения доски В3 при двухэтапной сборке доски В3 в напольное покрытие с использованием досок 108. Как уже отмечалось, доска В3 может быть соединена с расположением под углом, но предпочтительно входит в зацепление с доской В1 при помощи скольжения и защелкивания. На фиг. 10 стрелка СКОЛЬЖЕНИЕ 2 предназначена для показа зацепления со скольжением и защелкиванием левой короткой стороны доски В3 с правой короткой стороной доски В2. Поскольку длинная сторона доски В3 была предварительно соединена с длинной стороной доски В1, доска В3 не может подниматься и вводиться в зацепление с доской В2 с расположением под углом, по меньшей мере, из положения, показанного на фиг. 10. Следует отметить, что напольное покрытие может быть образовано досками 108 путем соединения вначале коротких сторон досок В2 и В3 с использованием технологии скольжения или расположения под углом с последующим движением доски В3 к доске В1 и зацеплением длинных сторон досок В3 и В1 со скольжением и защелкиванием.
Подходящие способы производства известны, например, механическая обработка и использование инструментов для придания форм, описанных выше, для зацепляющего шипа и пазов, например, в древесных материалах, досках на основе древесины и материалах на основе волокон, пластиках или эластомерах или композитных материалах, и этот тип механической обработки может быть выполнен для шипа или паза. Как описано выше, варианты осуществления настоящего изобретения предусматривают сочетание конструкции системы соединения, например, с конкретными углами, радиусами, люфтом, свободными поверхностями и отношениями между разными частями системы, и оптимальное использование свойств материала внутреннего слоя, таких как сжатие, удлинение, изгиб, временное сопротивление при растяжении и временное сопротивление сжатию.
Далее со ссылками на фиг. 12, 13, 14 и 15 приводится описание механической обработки поверхности краев, которая может быть использована в любом из вариантов осуществления настоящего изобретения. На фиг. 15 показана механическая обработка верхней поверхности шипов 5, например, процесс X1, как показано на предыдущих фигурах, и паза 6 на нижней стороне доски, например, процесс Х2 или Z1, как показано на предыдущих фигурах. В последующем описании принимается, что доска 8 движется, а обрабатывающие инструменты принимаются неподвижными. Однако во всех вариантах осуществления неподвижной может поддерживаться доска, а инструменты могут двигаться. Кроме того, могут последовательно использоваться несколько инструментов, при этом каждый инструмент удаляет лишь частичное количество материала. Каждый инструмент в последовательности может иметь отличную форму и может воздействовать на край доски под разным углом и в разном положении.
Для механической обработки верхней поверхности шипа 5 предлагается станция 50 механической обработки. Такая станция 50 может содержать один или несколько обрабатывающих инструментов 52, которые могут представлять собой вращающиеся инструменты, такие как фреза. Обрабатывающий инструмент 52 может быть установлен на цилиндре или другом устройстве 56 позиционирования, обеспечивающем точное положение обрабатывающего инструмента 52, в частности, относительно верхней поверхности доски 8. Обрабатывающий инструмент 52 может управляться и, необязательно, получать питание от контроллера 58, например, для обеспечения малой задержки для управляющих сигналов. Для того чтобы точно расположить обрабатывающий инструмент 52 относительно верхней поверхности доски 8, могут быть использованы факультативные направляющие 53 и 54, которые могут быть в виде устройств кодирования, например для выдачи значения положения и скорости для движения доски 8. Направляющие 53 и 54 могут не только определять глубину проникания обрабатывающего инструмента 52, но и могут направлять обрабатывающий инструмент 62 для занятия определенного положения относительно края доски 8. Скорость доски влияет на скорость резания обрабатывающего инструмента 52, лучше всего поддерживаемую в оптимальных пределах. С этой целью контроллер 58 может получать выходные сигналы устройств 53 и/или 54 кодирования положения и скорости и передавать эти результаты в регулятор (не показанный) скорости доски. Обрабатывающий инструмент 52 может содержать один или несколько фактических инструментов, достаточных для осуществления процесса X1, описанного со ссылками на предыдущие фигуры и варианты осуществления.
Для механической обработки паза 6 на нижней стороне доски 8 предусмотрена станция 60 механической обработки. Такая станция 60 может содержать один или несколько обрабатывающих инструментов 62, которые могут представлять собой вращающийся инструмент, такой как фреза. Инструмент, такой как фреза, может быть установлен на подвижном цилиндре или другом устройстве 66 позиционирования, обеспечивающем точное положение обрабатывающего инструмента 62, в частности, относительно нижней поверхности доски 8, например, посредством гидравлического давления. Обрабатывающий инструмент 62 может управляться и, необязательно, получать питание от контроллера 68, например, для обеспечения малой задержки для управляющих сигналов. Для того чтобы точно расположить обрабатывающий инструмент 62 относительно нижней поверхности доски 8, могут быть использованы факультативные направляющие 63 и 64, которые могут быть в виде устройств кодирования, например, в виде ротационных энкодеров, для выдачи значения положения и скорости для движения доски 8. Направляющие 53 и 54 могут не только определять глубину проникания обрабатывающего инструмента 52, но и могут направлять обрабатывающий инструмент 62 для занятия определенного положения относительно края доски 8. Скорость доски влияет на скорость резания обрабатывающего инструмента 62, лучше всего поддерживаемую в оптимальных пределах. С этой целью контроллер 68 может получать выходные сигналы устройств 63 и/или 64 кодирования положения и скорости и передавать эти результаты в регулятор (не показанный) скорости доски. Обрабатывающий инструмент 62 может содержать один или несколько фактических инструментов - достаточных для осуществления процесса Х2, описанного со ссылками на предыдущие фигуры и варианты осуществления.
В случае если необходимо выполнить перемежающийся паз 6, например, процессом Z1, как описано выше, устройство 66 позиционирования перемещает обрабатывающий инструмент 62 вверх-вниз для зацепления с поверхностью нижнего края доски в моменты времени, синхронизированные с движением доски 8, считанным устройствами 63 и/или 64 кодирования положения и скорости. Движение обрабатывающего инструмента вовнутрь и наружу определяет положение пазов 6, которое должно быть скоординировано с положением шипов 5.
Расстояние до паза 6 от края доски 8 и длина шипа 5 должны жестко контролироваться.
Для того чтобы изолировать шипы с использованием вышеописанного процесса Y1, предлагается станция 70 механической обработки, показанная на фиг. 12а. На чертежах станция механической обработки перемещается в доску от ее наружного края. Однако это движение может быть и в противоположном направлении, т.е. изнутри доски наружу. Станция 70 может содержать несколько обрабатывающих инструментов 72-75 на головке или револьверной головке 78. Показаны четыре инструмента, но их практическое число может быть 8-10 или более. Каждый обрабатывающий инструмент может представлять собой вращающийся инструмент, такой как фреза. Инструменты вращаются вокруг оси, наклоненной к вертикали под углом альфа. Обрабатывающие инструменты могут устанавливаться на делительной головке или вращающейся головке 78. Головка 78 управляется контроллером 77, получающим выходной сигнал положения и/или скорости от устройства 76 кодирования. Устройство 76 кодирования измеряет движение доски 8 и может представлять собой любое подходящее устройство кодирования, такое как оптическое, механическое, магнитное и т.д. Устройство 76 кодирования, контроллер 77 совместно с приводом головки 78 обеспечивают точное позиционирование обрабатывающего инструмента 72-75, который должен зацепляться с боковой поверхностью доски 8 при продольном движении доски 8. Если пазы перемежающиеся и уже выполнены на нижней стороне, устройство 76 кодирования может предназначаться для считывания начала каждого паза и координации положения соответствующего обрабатывающего инструмента 72-75 так, чтобы пазы 6 были прилегающими к каждому шипу 5. Для позиционирования головки 78 головка может устанавливаться на каретке, которая может позиционировать головку точно относительно края доски, подлежащего механической обработке. Скорость доски влияет на скорость резания обрабатывающих инструментов 72-75, лучше всего поддерживаемую в оптимальных пределах.
Каждый инструмент совершает возвратно-поступательное движение в сторону доски и от нее в направлении, перпендикулярном направлению движения доски, при вращении головки 78, и в то же время совершает поступательное движение параллельно движению доски. Поскольку по меньшей мере один инструмент имеет ось вращения, наклоненную под углом альфа к вертикали, механическая обработка доски в промежутках между шипами образует наклонную часть упорной поверхности соединяемых досок, которая представляет собой поверхность 21 под углом альфа к горизонтали.
Предпочтительно, если в доску проникает полная ширина каждого инструмента 72-75. В этом случае ширина S пространств между шипами равна или почти равна диаметру DT каждого инструмента (см. левое изображение на фиг. 12b). Может использоваться и больший диаметр инструмента (см. правое изображение на фиг. 12b), но тогда инструмент не проникает настолько далеко в доску, и боковые края шипа не прямые, а искривленные, что дает в результате шип 5' с трапецеидальной формой.
Расстояние R повторения определяется по формуле (см. фиг. 12с):
R=(2⋅π⋅r⋅vpl)/(n⋅vC),
где r - расстояние от края доски до центра револьверной головки;
vpl- скорость доски;
vC - скорость (в том же направлении, что и направление движения доски) инструмента на револьверной головке в точке контакта с доской;
n - число обрабатывающих инструментов.
На фиг. 13 с представлен схематический чертеж, на котором показана одна из головок 72-75, зацепляющаяся с краем доски 8, у которой нижняя поверхность доски уже имеет непрерывный паз 6. Доска показана перевернутой с нижней стороной вверху. Обрабатывающий инструмент 74 показан входящим в край доски 8 под углом альфа. Режущая поверхность 79 удаляет шип 5 в этом месте при движении доски 8 и инструмента 74 вместе с вращением делительной или вращающейся головки 78, приводимой для следования движению доски 8. Угол альфа выбирается таким, чтобы образовывать наклонную поверхность 21, показанную на фиг. 4 и 7. Если поверхность 41 должна образовываться, как показано на фиг. 4 и 7, может использоваться паз 6, показанный на фиг. 3 или фиг. 13а. Этот паз может иметь ступеньку 41а, после удаления обрабатывающим инструментом 74 остальных частей образующую поверхность 41. Угол альфа предпочтительно выбирается с таким расчетом, чтобы режущая поверхность 79 не убирала вообще или не убирала слишком много материала с угла «В» паза 6. Последовательность механической обработки может быть обратной, при этом в первую очередь изолируются шипы, и паз 6 или часть его механически обрабатываются во вторую очередь.
Отдельные доски могут механически обрабатываться и с помощью головки 80. Она может использоваться, например, для более коротких сторон удлиненных половых плиток. Инструмент 80 может перемещаться вовнутрь и наружу, как описано выше, а доска при этом удерживается неподвижной.
Может использоваться альтернативный способ механической обработки, такой как архимедов винт или станок с ЧПУ типа CNC. Резание с помощью архимедова винта обладает тем преимуществом, что при вращении винта его наружная поверхность перемещается вперед. Если на наружной поверхности предусмотрены режущие кромки, то его можно расположить таким образом, что режущая поверхность, действующая на доску, перемещается вперед с такой же скоростью, как и доска, когда эта поверхность вращается и производит режущее действие.
При обычной механической обработке с использованием станка с ЧПУ типа CNC доска удерживается неподвижной, и режущие инструменты перемещаются. Станок с ЧПУ типа CNC может объединяться с движениями двухкоординатного стола. Могут также использоваться специализированные подвижные столы, как схематически показано на фиг 14а или 14b.
Для того чтобы изолировать шипы с помощью процесса Y1, как описано выше, может также предусматриваться станция 170 механической обработки, показанная на фиг. 14а. Станция 170 механической обработки перемещается в доску для механической обработки. Станция 170 может содержать несколько обрабатывающих инструментов 174, 175 на столе 178. Показаны два инструмента, но настоящее изобретение этим числом не ограничивается. Каждый обрабатывающий инструмент 174, 175 может представлять собой вращающийся инструмент, такой как фреза. Инструменты вращаются вокруг оси, наклоненной под углом альфа к вертикали. Стол 178 управляется контроллером 177, получающим выходной сигнал положения и/или скорости от устройства 176 кодирования. Устройство 176 кодирования измеряет движение доски 8 и может представлять собой любое подходящее устройство кодирования, такое как оптическое, механическое, магнитное и т.д. Устройство 176 кодирования, контроллер 177 совместно с приводом головки 178 обеспечивают точное позиционирование обрабатывающего инструмента 174, 175, который должен зацепляться с боковой поверхностью доски 8 при продольном движении доски 8. Если пазы перемежающиеся и уже выполнены на нижней стороне, устройство 176 кодирования может предназначаться для считывания начала каждого паза и координации положения соответствующего обрабатывающего инструмента 174, 175 так, чтобы пазы 6 были прилегающими к каждому шипу 5. Для позиционирования стола 178 стол может приводиться подходящим приводом, перемещающим инструменты 174, 175, в сторону доски, а также вбок в комбинированном возвратно-поступательном и поступательном движении. Скорость инструментов 174, 175 вперед и вбок управляется таким образом, чтобы изолировать шипы механической обработкой при одновременном создании формы края для участков между шипами, чтобы при соединении шипы запирались в пазах.
Каждый инструмент совершает возвратно-поступательное движение к доске и от нее, когда головка 178 перемещается к доске и от нее перпендикулярно направлению движения доски, в то же время совершая поступательное движения параллельно движению доски. Поскольку по меньшей мере один инструмент имеет ось вращения, наклоненную под углом альфа к вертикали, механическая обработка доски в промежутках между шипами образует наклонную часть упорной поверхности соединяющихся досок, которая представляет собой поверхность 21 под углом альфа к горизонтали.
Как и прежде, предпочтительно, если в доску проникает полная ширина каждого инструмента 174, 175. В этом случае ширина S пространств между шипами равна диаметру DT каждого инструмента. Может использоваться и больший диаметр инструмента, но тогда инструмент не проникает настолько далеко в доску, и боковые края шипа не прямые, а искривленные, что дает в результате шип с трапецеидальной формой.
Для того чтобы изолировать шипы с помощью процесса Y2, как описано выше, может также предусматриваться станция 370 механической обработки, показанная на фиг. 14b. Станция 370 механической обработки перемещается к доске для ее механической обработки и снова перемещается от нее. Станция 370 может содержать несколько обрабатывающих инструментов 374, 375 на столе 378. Показаны два инструмента, но настоящее изобретение этим числом не ограничивается. Каждый обрабатывающий инструмент 374, 375 может представлять собой вращающийся инструмент, такой как фреза. Ось вращения этих инструментов является горизонтальной. Форма доски между шипами, созданная механической обработкой этими инструментами, дает в результате слегка искривленную поверхность 21, имеющую радиус такой же, как радиус инструмента, вследствие чего механически обработанная поверхность 21 вогнута. Стол 378 управляется контроллером 377, получающим выходной сигнал положения и/или скорости от устройства 376 кодирования. Устройство 376 кодирования измеряет движение доски 8 и может представлять собой любое подходящее устройство кодирования, такое как оптическое, механическое, магнитное и т.д. Устройство 376 кодирования, контроллер 377 совместно с приводом головки 178 обеспечивают точное позиционирование обрабатывающего инструмента 374, 375, который должен зацепляться с боковой поверхностью доски 8 при продольном движении доски 8. Если пазы перемежающиеся и уже выполнены на нижней стороне, устройство 176 кодирования может предназначаться для считывания начала каждого паза и координации положения соответствующего обрабатывающего инструмента 374, 375 так, чтобы пазы 6 были прилегающими к каждому шипу 5. Для позиционирования стола 378 стол приводится подходящим приводом, перемещающим инструменты 374, 375, в сторону доски, а также вбок в комбинированном возвратно-поступательном и поступательном движении. Скорость инструментов 374, 375 вперед и вбок управляется таким образом, чтобы изолировать шипы механической обработкой при одновременном создании формы края для участков между шипами, чтобы при соединении шипы запирались в пазах.
Каждый инструмент совершает возвратно-поступательное движение к доске и от нее в направлении, перпендикулярном движению доски, когда стол 378 перемещается вперед-назад, в то же время совершая поступательное движения параллельно движению доски 8. По меньшей мере один инструмент имеет горизонтальную ось. Механическая обработка доски в промежутках между шипами образует вогнутую наклонную часть упорной поверхности соединяющихся досок, которая представляет собой поверхность 21.
Отдельные доски могут механически обрабатываться и с помощью головки 380. Она может использоваться, например, для более коротких сторон удлиненных половых плиток. Инструмент 380 может перемещаться вовнутрь и наружу, как описано выше, а доска 8 при этом удерживается неподвижной.
Форму шипа, выполненного устройством, показанным на фиг. 14b, можно изменять посредством изменения профиля режущих инструментов. Если режущий инструмент имеет скошенные кромки, полученный шип будет трапециевидным по форме, как показано на фиг. 14b. Если скошенная кромка искривлена, получается полукруглый или прямоугольный или квадратный шип с углами, закругленными по радиусу. Инструменты, показанные на фиг. 14а или 14b или 15, могут комбинироваться с другими операциями механической обработки, например с резкой лазером, что может обеспечить другие формы шипа, определяемые траекторией лазерного луча. Например, базовая форма шипов может создаваться фрезерованием, после чего следует этап чистовой обрезки с использованием лазера.
Варианты осуществления настоящего изобретения могут реализовываться при меньшей себестоимости продукции, при этом функция и прочность могут оставаться неизменными или даже в некоторых случаях соответственно усовершенствоваться и повышаться за счет сочетания технологии изготовления, конструкции соединения и выбора материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКАЯ ЗАПИРАЮЩАЯ СИСТЕМА ДЛЯ ДОСОК НАСТИЛА | 2003 |
|
RU2302498C2 |
| СИСТЕМА ПОКРЫТИЯ И ФИКСАЦИИ ПОЛА И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПРИМЕР, ПОЛОВЫХ ДОСОК | 2005 |
|
RU2358075C2 |
| ПОЛОВАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2329363C2 |
| ДОСКИ ДЛЯ ПОЛА С ДЕКОРАТИВНЫМИ КАНАВКАМИ | 2003 |
|
RU2300612C2 |
| ЛЕГКО УКЛАДЫВАЕМАЯ ПОЛОВАЯ ДОСКА | 2010 |
|
RU2579083C2 |
| НАПОЛЬНАЯ ПАНЕЛЬ С ГЕРМЕТИЗИРУЮЩИМИ СРЕДСТВАМИ | 2002 |
|
RU2289004C2 |
| ВЛАГОСТОЙКИЙ КОМПЛЕКТ ПОЛОВЫХ ДОСОК И ПОЛОВОЕ ПОКРЫТИЕ | 2007 |
|
RU2415235C2 |
| БЛОК ИЗ ПОЛОВЫХ БЛОКОВ | 2011 |
|
RU2598614C2 |
| МНОГОПРОФИЛЬНЫЙ ШПУНТУБЕЛЬ | 2005 |
|
RU2362670C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ОБРАБОТКИ КРОМОК СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2010 |
|
RU2534578C2 |
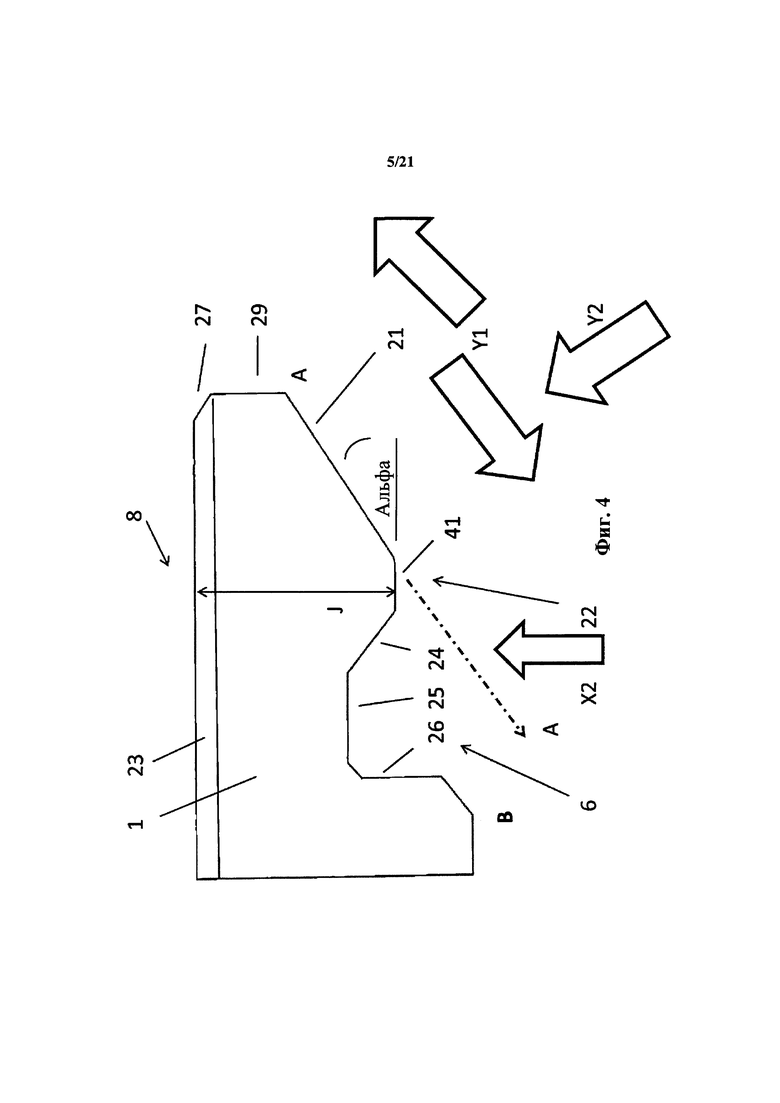
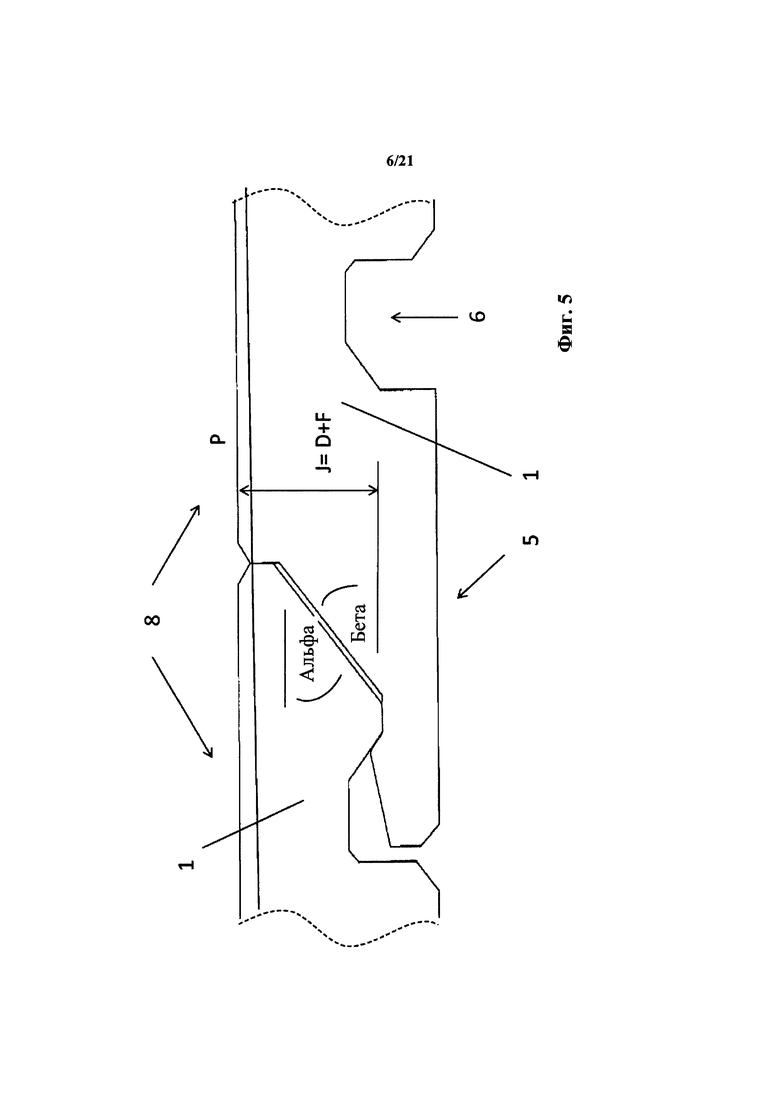
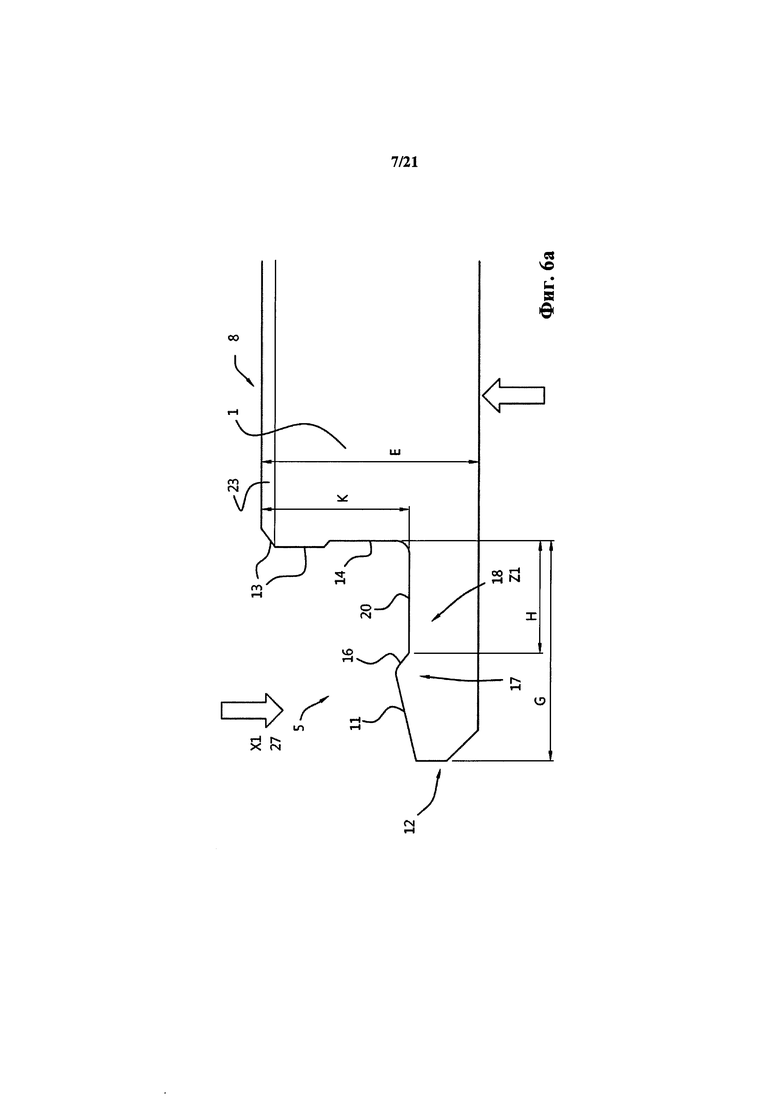
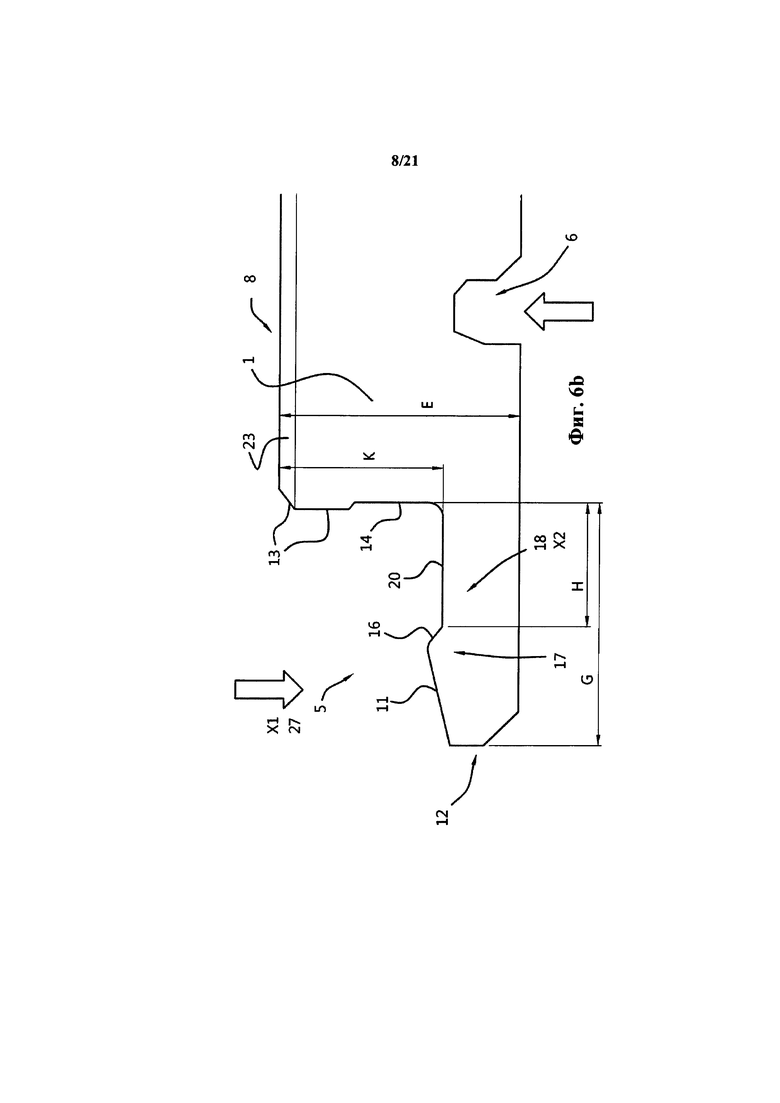
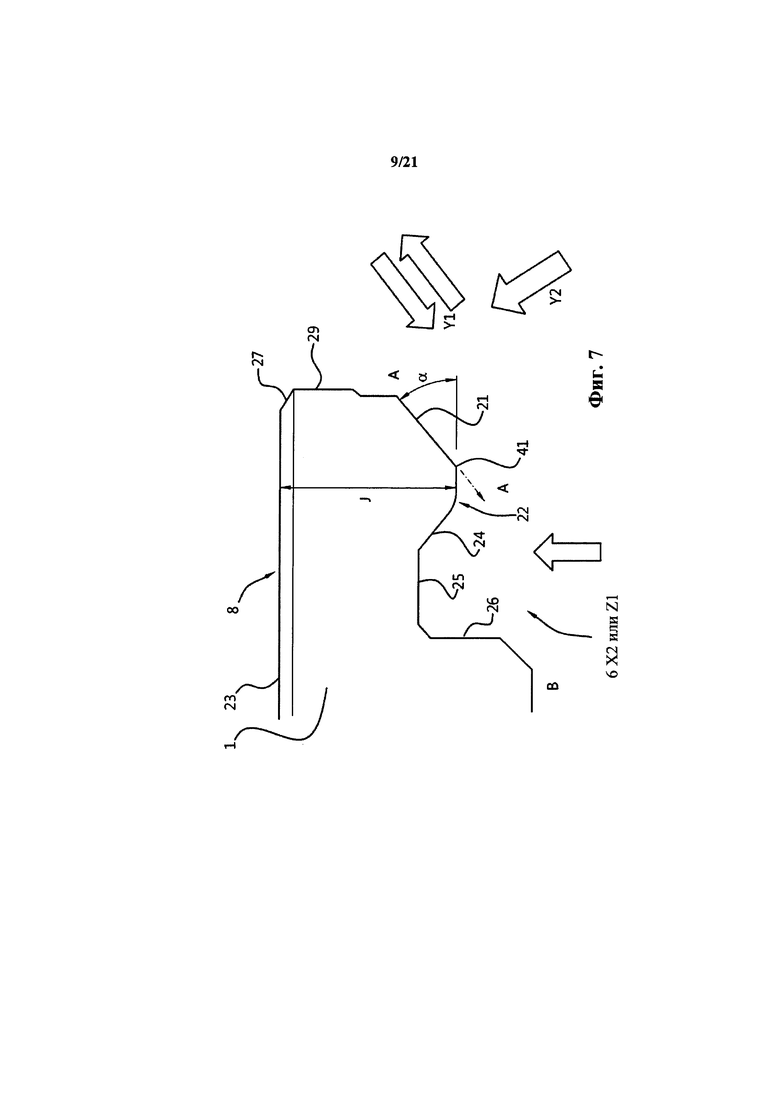
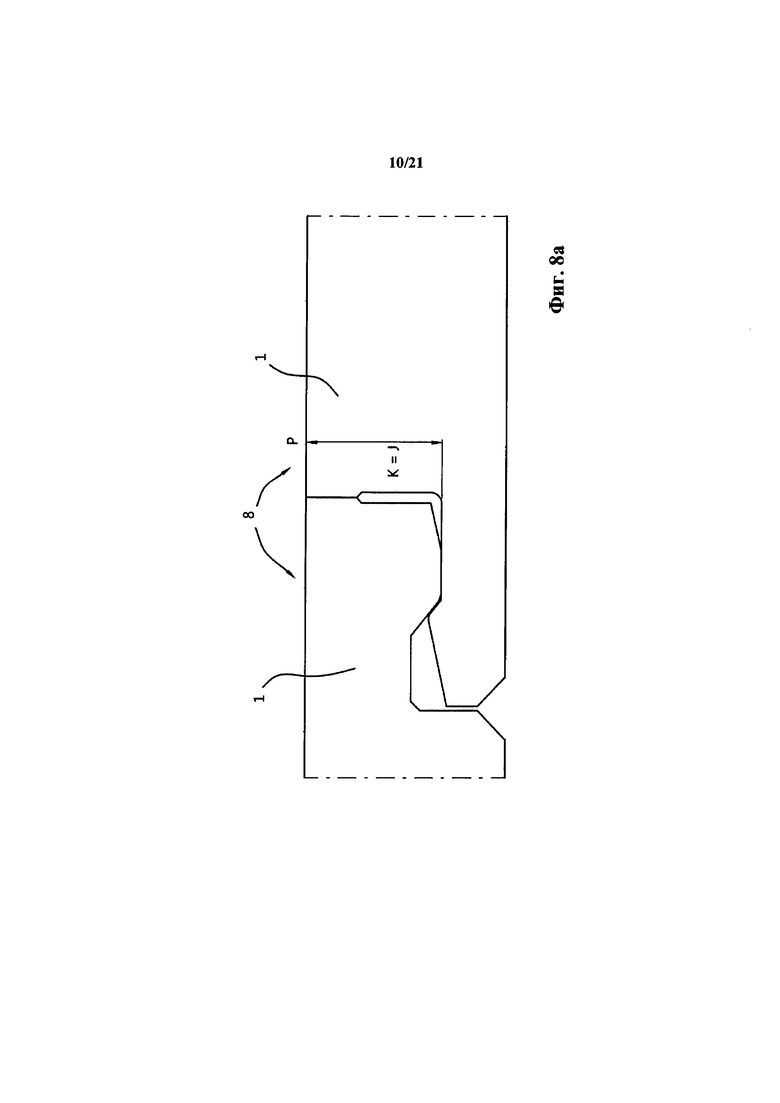
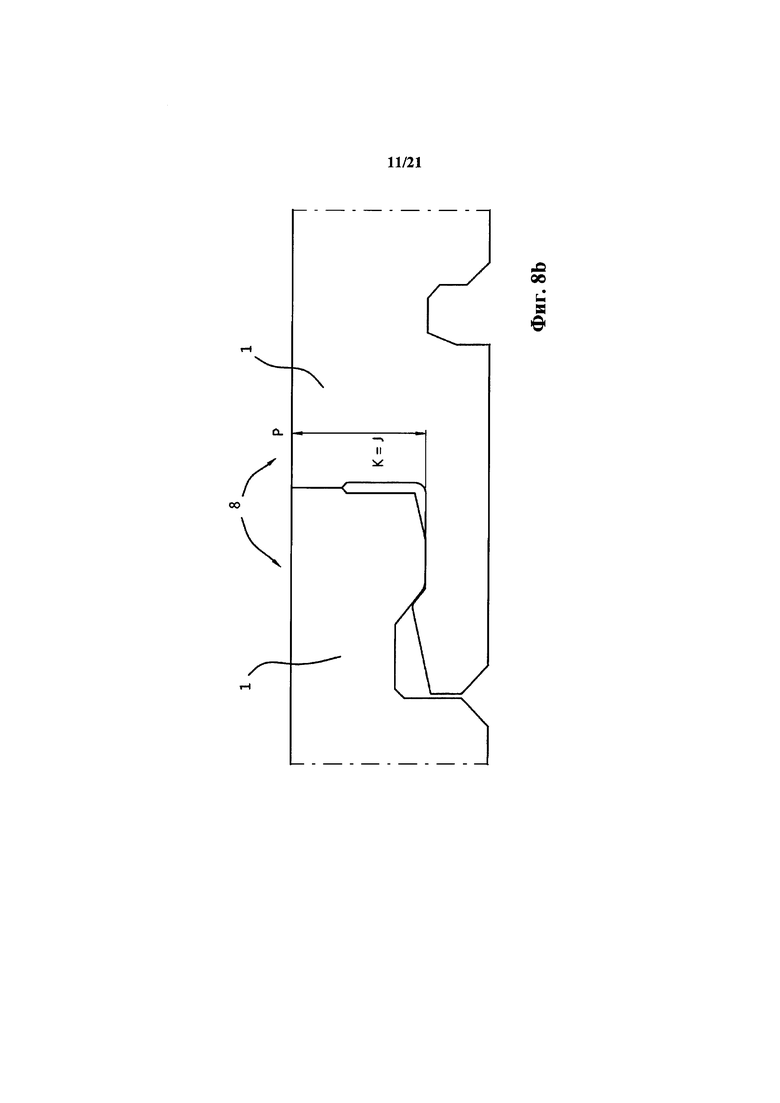
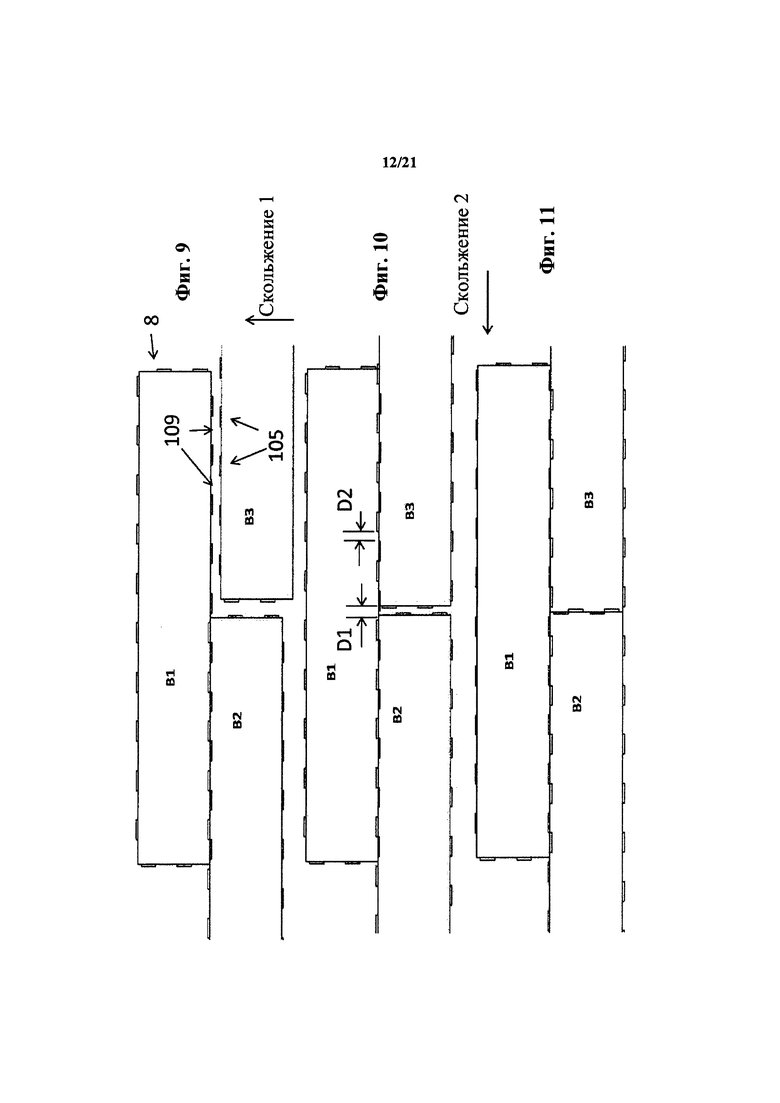
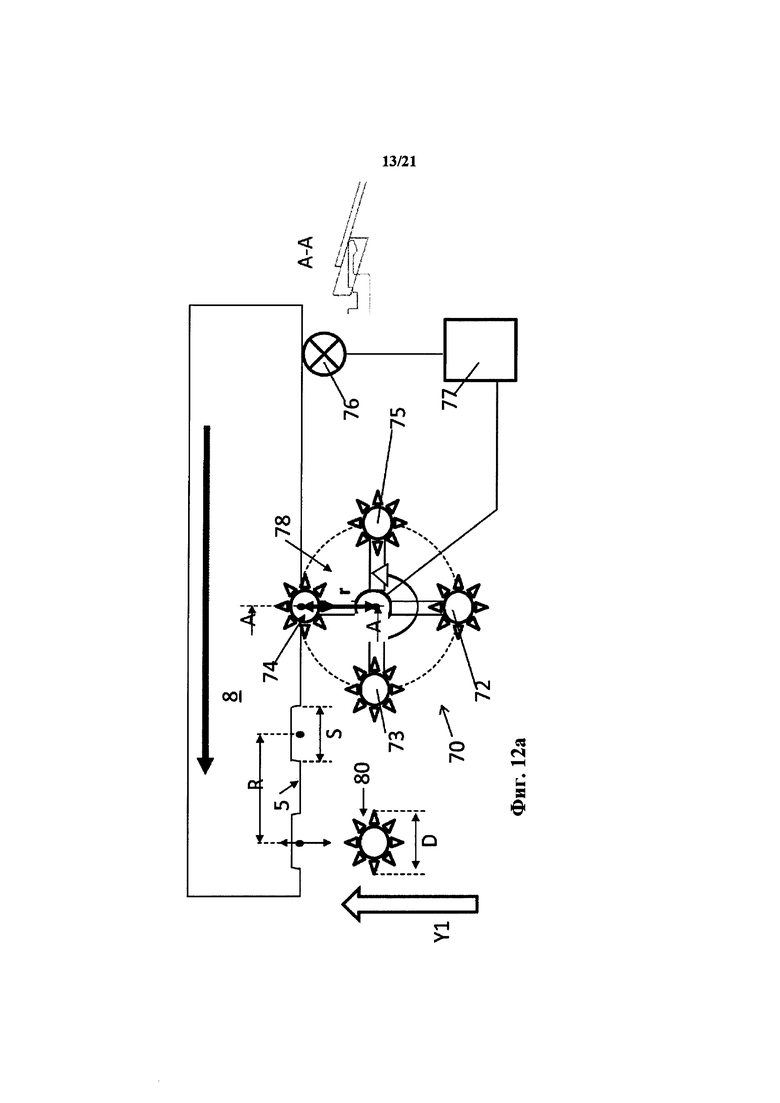
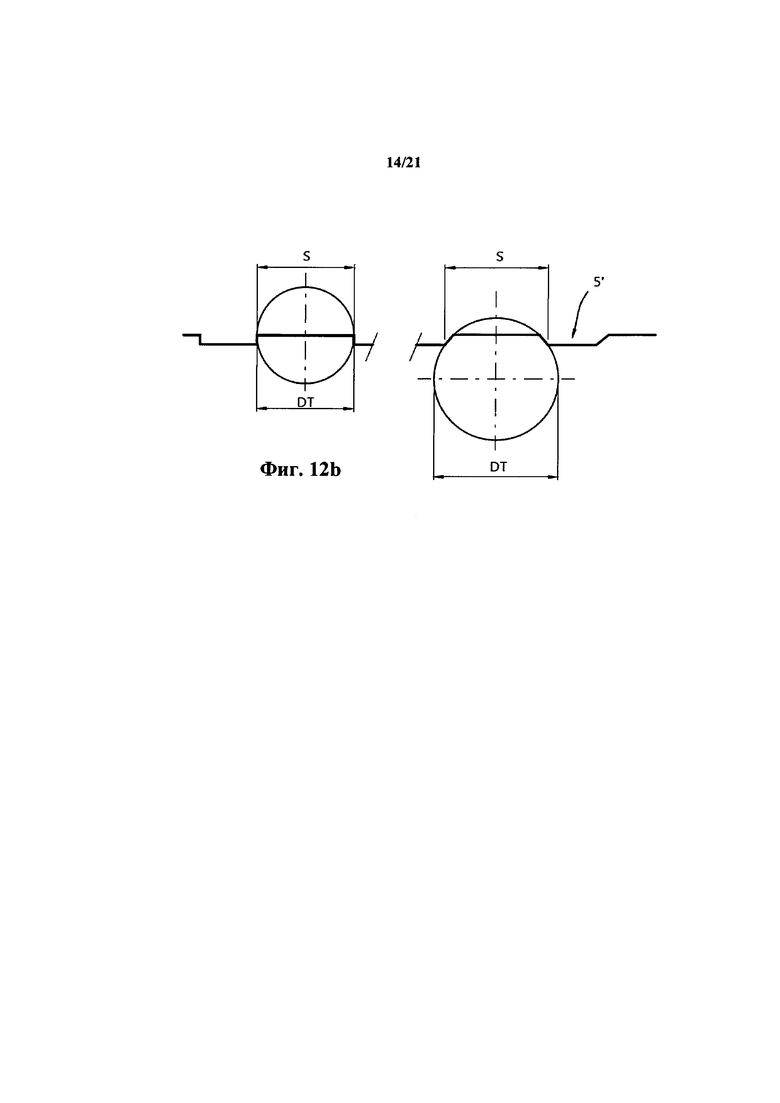
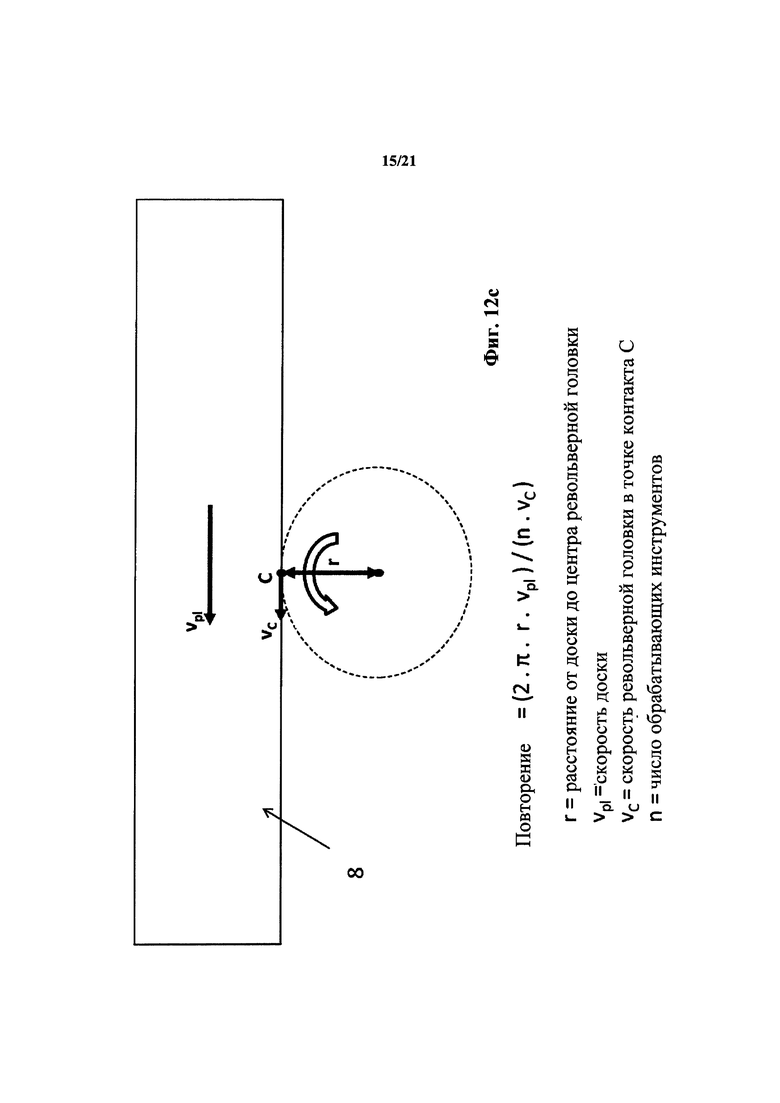
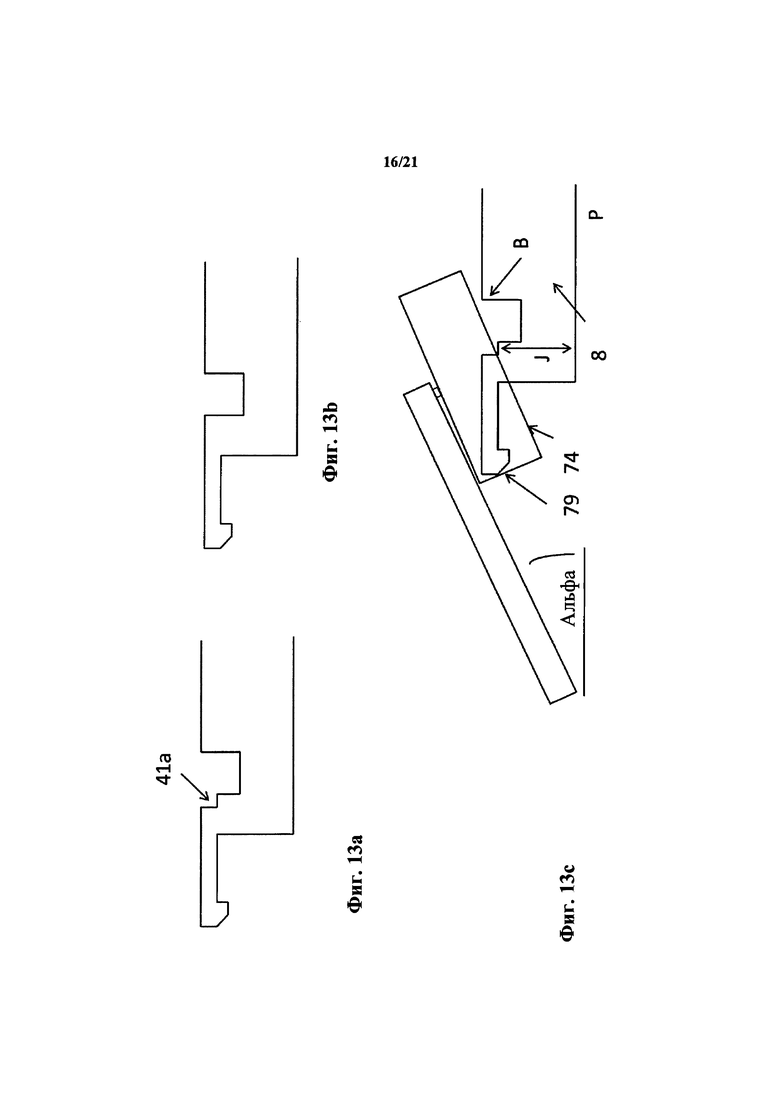
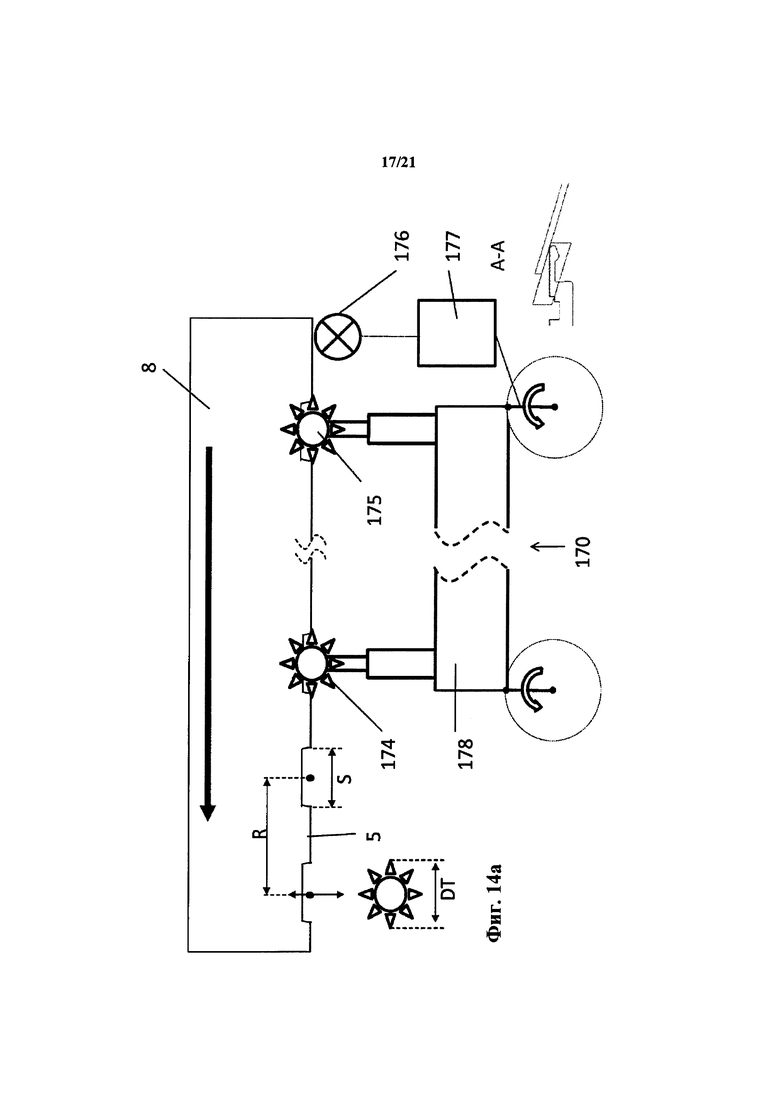
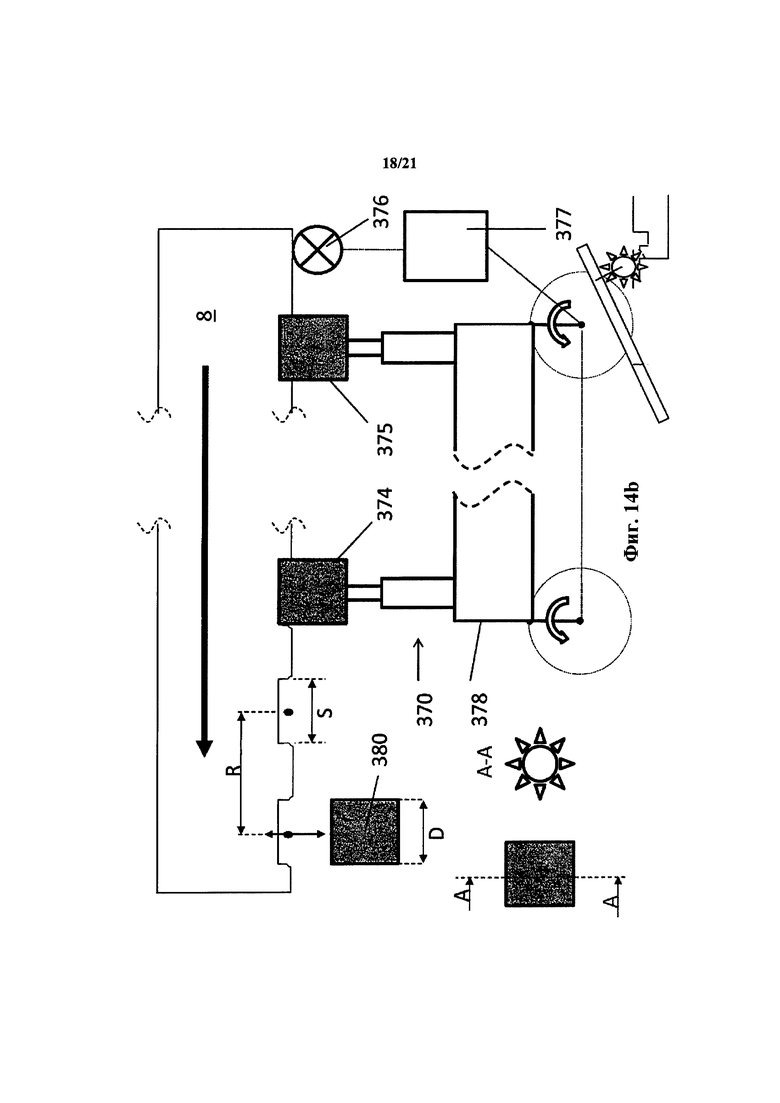
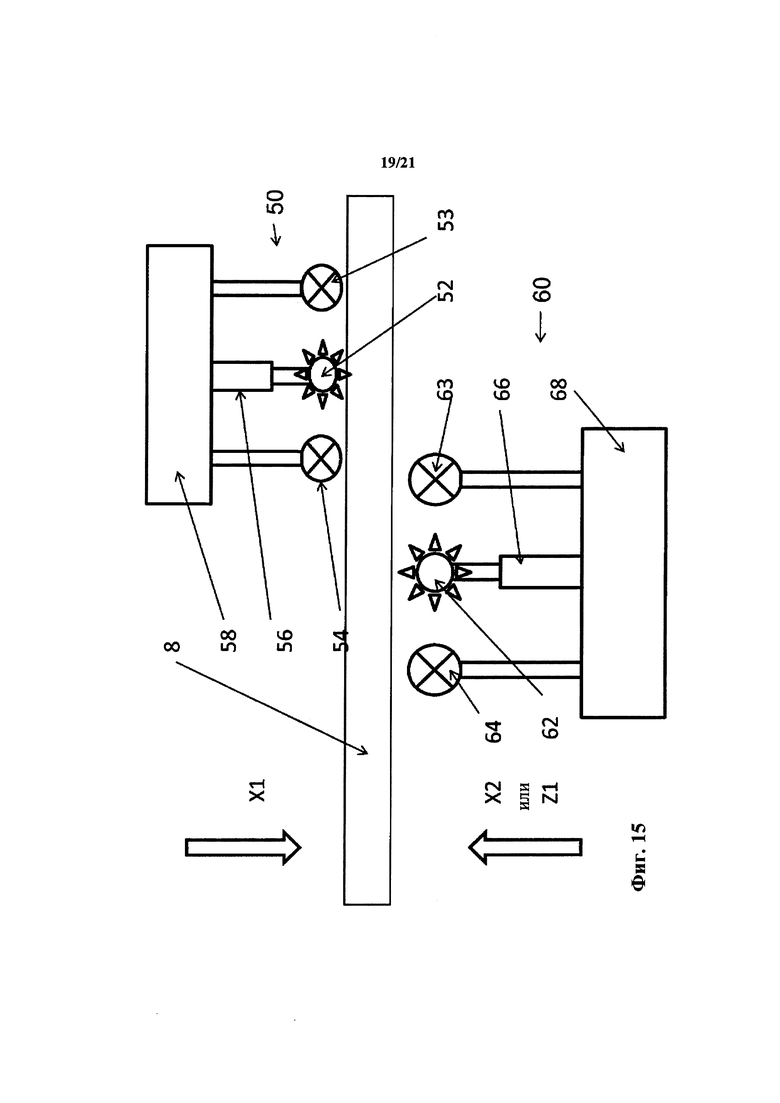
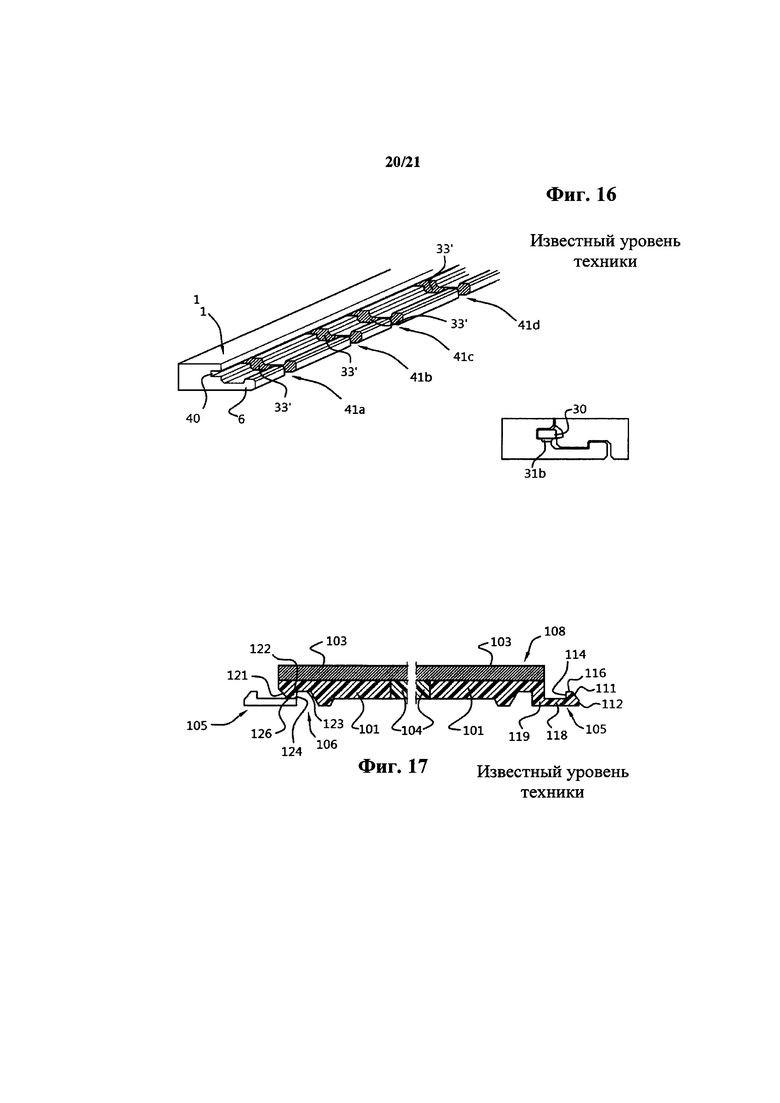
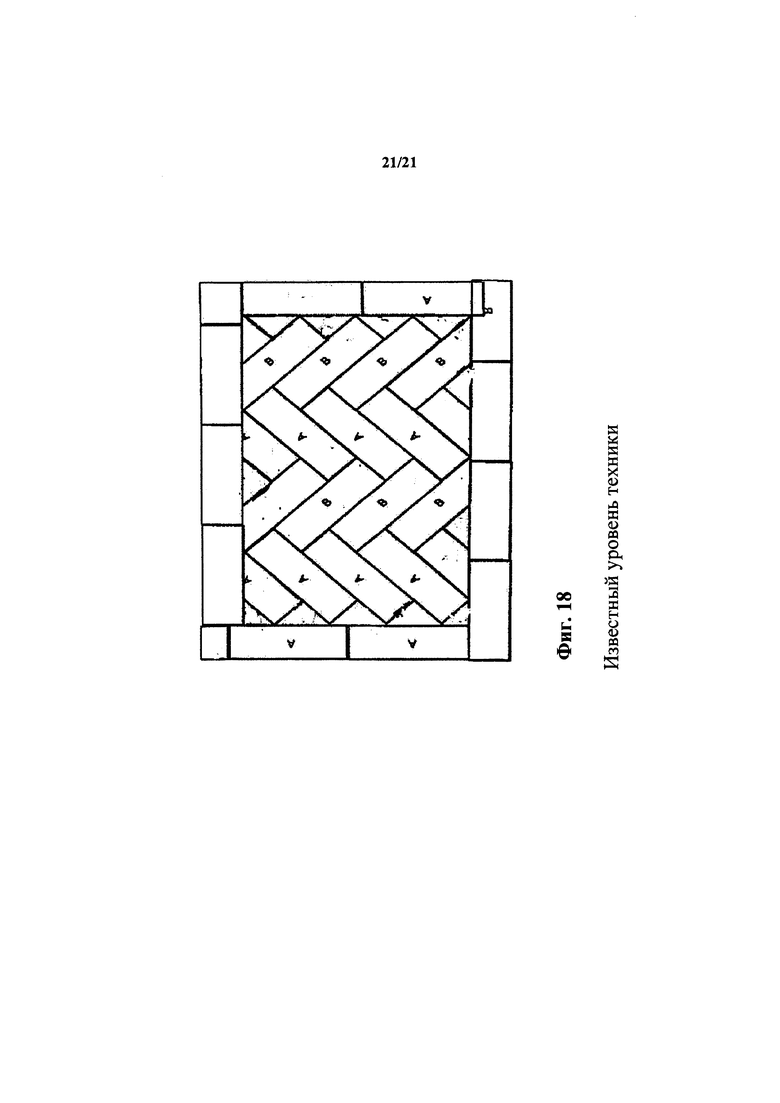
Изобретение относится к области строительства, в частности к доскам, таким как половые доски, обшивочные доски для стен и полочные доски, и к способу изготовления этих досок. Технический результат изобретения заключается в повышении прочности соединения досок. Доски характеризуются наличием периферического соединительного устройства, предназначенного для соединения одной доски с другой, внутреннего слоя, например, выполненного из материала на основе древесины или волокна, и верхнего слоя, нанесенного на внутренний слой, который может быть декоративным и может содержать или представлять собой слой износа. Дополнительный нижний слой может наноситься на нижнюю сторону внутреннего слоя, при этом указанный слой предназначен для контакта с полом, или при использовании может наноситься подслой. Соединительное устройство содержит зацепляющие шипы и защелки, взаимодействующие друг с другом для обеспечения как вертикального, так и горизонтального запирания. 3 н. и 22 з.п. ф-лы, 18 ил.
1. Многоугольная доска, характеризующаяся наличием внутреннего слоя с нижней стороной, верхней стороной, а также краями и поверхностями краев, при этом внутренний слой содержит несколько сдвинутых зацепляющих шипов, проходящих наружу из краев внутреннего слоя; причем внутренний слой одной доски содержит по меньшей мере два паза, выполненных на его нижней стороне и проходящих с двух сторон для зацепления с зацепляющими шипами другой доски, при этом зацепляющие шипы и по меньшей мере два паза каждой доски расположены так, чтобы допускать всовывание методом скольжения сопрягающих шипов первой доски в пазы второй прилегающей доски и пазы третьей прилегающей доски и тем самым образование упорной поверхности в соединении между первой доской и второй доской и между первой и третьей досками, причем по меньшей мере два паза выполнены при помощи механической обработки, и сдвинутые зацепляющие шипы изолированы друг от друга при помощи механической обработки, при этом шипы и пазы прилегающих досок взаимодействуют друг с другом для обеспечения как вертикального, так и горизонтального запирающего зацепления двух досок,
при этом указанная доска является трех-, четырех- или шестисторонней, и зацепляющие шипы вдоль одной стороны внутреннего слоя находятся в положениях, сдвинутых относительно положений зацепляющих шипов на противоположной или противостоящей стороне внутреннего слоя, при этом каждый зацепляющий шип на внутреннем слое характеризуется некоторой шириной, и каждый из шипов отделен от соседнего зацепляющего шипа пространством (S), причем пространство (S) между зацепляющими шипами на внутреннем слое является, по меньшей мере, таким же широким, как самый широкий зацепляющий шип на внутреннем слое, благодаря чему любая сторона доски может быть соединена с любой стороной другой доски по существу подобной конфигурации;
при этом доска дополнительно содержит скошенные поверхности, выполненные на наружных краях внутреннего слоя в зонах между зацепляющими шипами, которые соответствуют пространствам, причем зацепляющие шипы характеризуются наличием скошенных поверхностей передней части, благодаря чему соединение одной доски с другой может быть осуществлено путем сдвигания досок методом скольжения, когда они являются по существу копланарными, причем скошенная поверхность на краях внутреннего слоя доски подогнана для взаимодействия со скошенной поверхностью передней части зацепляющего шипа другой подобной доски и обеспечивает прохождение шипа по скошенной поверхности края и под ней в паз на нижней стороне внутреннего слоя;
при этом упорная поверхность характеризуется наличием наклонной части, проходящей на расстояние по меньшей мере 10% толщины доски, или
упорная поверхность характеризуется наличием наклонной части, проходящей на горизонтальное расстояние по меньшей мере 10% длины шипа, или
наклонная часть проходит под углом 10-60°.
2. Доска по п. 1, дополнительно содержащая средства для усиления основания зацепляющих шипов.
3. Доска по п. 1, в которой зацепляющие шипы выполнены как одно целое с внутренним слоем.
4. Доска по п. 1, в которой пазы выполнены дискретными по длине и находятся между двумя зацепляющими шипами или рядом с зацепляющим шипом, но не в местоположениях шипов.
5. Доска по п. 1, в которой по меньшей мере два паза выполнены прерывными, при этом они расположены на нижней стороне внутреннего слоя.
6. Доска по п. 1, в которой каждый из зацепляющих шипов содержит направленный вверх выступ, выполненный на его дальней стороне, причем одна сторона выступа образует, по меньшей мере, часть скошенной поверхности передней части, другая обращенная по существу вовнутрь сторона выступа образует запирающую поверхность для зацепления с обращенной по существу вовнутрь запирающей поверхностью паза прилегающей доски, причем каждый из шипов характеризуется наличием промежуточной части, имеющей по существу плоскую обращенную вверх поверхность, проходящую снаружи края доски, при этом обращенная вверх поверхность промежуточной части предназначена для приема и упора проходящего вниз запорного края, выступающего вовнутрь от края прилегающей доски между шипами прилегающей доски.
7. Доска по п. 6, в которой запорный край образует часть паза в виде прерывной или непрерывной канавки, выполненной на нижней стороне доски, причем канавка проходит вдоль и параллельно, по меньшей мере, части каждого из краев доски.
8. Доска по п. 6, в которой нижняя поверхность запорного края является плоской.
9. Доска по п. 1, где, при зацеплении с доской одинаковой конфигурации так, что зацепляющие шипы на одной доске зацепились по меньшей мере с одним пазом другой доски, одна доска может перемещаться со скольжением относительно другой доски в направлении краев зацепленных досок.
10. Доска по п. 1, в которой пространства (S) больше ширины (Т) основания шипов, или пространства по меньшей мере в 1,5 или 2 раза больше ширины основания шипов.
11. Доска по п. 1, в которой доска характеризуется наличием углов, и пространство (S) представлено как
S>Т+2t+d,
где Т - ширина шипа, t - длина шипа, выступающая из доски, и d - расстояние от края последнего шипа перед углом.
12. Способ изготовления доски, характеризующейся наличием внутреннего слоя с нижней стороной, краями и поверхностями краев, причем способ предусматривает:
выполнение механической обработкой нескольких пазов на нижней стороне внутреннего слоя;
выполнение механической обработкой верхней формы зацепляющих шипов, проходящих наружу из краев внутреннего слоя;
изолирование зацепляющих шипов друг от друга при помощи механической обработки; тем самым пазы подгоняют для зацепления с зацепляющими шипами, причем зацепляющие шипы и несколько пазов каждой доски расположены так, чтобы обеспечить зацепление шипов первой доски с пазами второй прилегающей доски для образования замощения;
дополнительно содержащий выполнение скошенных поверхностей на наружных краях внутреннего слоя в зонах между зацепляющими шипами, которые соответствуют пространствам, и выполнение зацепляющих шипов со скошенными поверхностями передней части, благодаря чему соединение одной доски с другой может быть осуществлено путем сдвигания досок методом скольжения, когда они являются по существу копланарными, причем скошенная поверхность на краях внутреннего слоя доски подогнана для взаимодействия со скошенной поверхностью передней части зацепляющего шипа другой подобной доски и обеспечивает прохождение шипа по скошенной поверхности края и под ней в паз на нижней стороне внутреннего слоя.
13. Способ по п. 12, в котором механической обработкой выполняют дискретные пазы, находящиеся рядом с зацепляющими шипами или между ними, но не в местоположении зацепляющих шипов.
14. Способ по п. 12, в котором на каждом шипе механической обработкой выполняют упорную поверхность, причем упорная поверхность характеризуется наличием наклонной части, проходящей на расстояние по меньшей мере 10% толщины доски, или
упорная поверхность на каждом шипе характеризуется наличием наклонной части, проходящей на горизонтальное расстояние по меньшей мере 10% длины шипа, или
упорная поверхность на каждом шипе характеризуется наличием наклонной части, проходящей под углом 10-60°.
15. Способ по п. 12, в котором изолирование зацепляющих шипов выполняют путем последовательного применения нескольких обрабатывающих инструментов на вращающейся головке, или
изолирование зацепляющих шипов выполняют путем последовательного применения нескольких обрабатывающих инструментов на делительной головке, или
изолирование зацепляющих шипов выполняют путем последовательного применения нескольких обрабатывающих инструментов на качающемся столе.
16. Способ по п. 12, в котором движение обрабатывающих инструментов синхронизируют с движением вперед доски, или
механическую обработку для выполнения дискретных пазов синхронизируют с движением вперед доски.
17. Способ по п. 12, в котором изолирование зацепляющих шипов друг от друга механической обработкой выполняют по меньшей мере одним вращающимся инструментом, причем указанный вращающийся инструмент совершает возвратно-поступательное движение к доске и от нее в направлении, перпендикулярном движению доски, и в то же время совершая поступательное движение параллельно движению доски.
18. Способ по п. 17, в котором по меньшей мере один инструмент характеризуется наличием оси вращения, наклоненной под углом альфа к вертикали, причем механической обработкой доски в промежутках между шипами образуют наклонную часть упорной поверхности соединяемых досок под углом альфа к горизонтали.
19. Способ по п. 17, в котором по меньшей мере один инструмент характеризуется наличием горизонтальной оси вращения, причем механической обработкой доски в промежутках между шипами образуют наклонную часть упорной поверхности соединяемых досок, являющуюся вогнутой.
20. Способ по п. 12, в котором расстояние R повторения шипов определяют по формуле:
R=(2⋅π⋅r⋅vpl)/(n⋅vC),
где r - расстояние от края доски до центра револьверной головки для механической обработки;
vpl - скорость доски;
vC - скорость (в том же направлении, что и направление движения доски) инструмента на револьверной головке в точке контакта с доской;
n - число обрабатывающих инструментов.
21. Способ по п. 12, в котором механической обработкой шипов в каждом из зацепляющих шипов на дальней стороне шипа образуют направленный вверх выступ, при этом одна сторона выступа образует, по меньшей мере, часть скошенной поверхности передней части, другая обращенная по существу вовнутрь сторона выступа образует запирающую поверхность для зацепления с обращенной по существу вовнутрь запирающей поверхностью паза прилегающей доски, причем каждый из шипов характеризуется наличием промежуточной части, имеющей по существу плоскую обращенную вверх поверхность, проходящую снаружи края доски, причем обращенная вверх поверхность промежуточной части предназначена для приема и упора проходящего вниз запорного края, выступающего вовнутрь от края прилегающей доски между шипами прилегающей доски.
22. Способ по п. 21, в котором механической обработкой для изолирования шипов образуют запорный край от части паза в виде прерывной или непрерывной канавки, выполненной на нижней стороне доски, причем канавка проходит вдоль по меньшей мере части каждого из краев доски и параллельно ей.
23. Способ по п. 22, в котором часть паза представляет собой ступеньку с плоской поверхностью, и механической обработкой для изолирования шипов из плоской поверхности ступеньки образуют нижнюю поверхность запорного края.
24. Способ по п. 12, в котором механическую обработку выполняют любым из следующих способов: фрезерование, шлифование, лазерная резка, лазерная абляция, пиление, механическая обработка с ЧПУ типа CNC, резка с помощью архимедова винта, удерживание доски неподвижной и пиление, или их любым сочетанием.
25. Половая доска, изготовленная способом по любому из пп. 12-24.
| US 2013047536 A1, 28.02.2013 | |||
| СПОСОБ ВЫРАБОТКИ КОНСЕРВИРОВАННОГО САЛАТА | 2013 |
|
RU2518237C1 |
| Устройство для смешивания газов | 1988 |
|
SU1554954A1 |
| МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ПОЛОВИЦ ПРИ ПОМОЩИ ГИБКОГО ШПУНТА | 2005 |
|
RU2373348C2 |

