Изобретение относится к способу для контроля качества шин для колес транспортных средств.
Изобретение также относится к шинам для колес транспортных средств и к установке для изготовления шин для колес транспортных средств.
Шина для колес транспортных средств обычно содержит каркасную конструкцию, имеющую форму согласно по существу тороидальной конфигурации, содержащей, по меньшей мере, один слой каркаса, имеющий соответствующие противоположные концевые части. Последние входят в зацепление с соответствующими кольцеобразными фиксирующими конструкциями, каждая из которых, как правило, образована из, по меньшей мере, одной по существу периферийной кольцеобразной вставки, называемой «сердечником борта шины», на который нанесена, как правило, по меньшей мере, одна наполняющая вставка, сужающаяся радиально по мере удаления от оси вращения. Кольцеобразные фиксирующие конструкции устанавливают в областях, обычно идентифицируемых термином «борта». Борта имеют внутренний диаметр, по существу соответствующий так называемому «установочному диаметру» шины на соответствующем монтажном ободе. Шина также содержит ободную конструкцию, содержащую, по меньшей мере, одну поясную ленту, установленную в положении радиально снаружи от слоя каркаса относительно центра шины, и протекторный браслет, установленный радиально снаружи относительно поясной ленты. В протекторном браслете обычно сформированы продольные и поперечные пазы, установленные для формирования желаемого рисунка протектора. Между протекторным браслетом и поясной лентой (поясными лентами) имеется так называемый «нижний слой», изготовленный из эластомерного материала со свойствами, подходящими для обеспечения стабильного соединения поясной ленты (поясных лент) с самим протекторным браслетом. Шина также содержит пару так называемых боковин, изготовленных из эластомерного материала, который представляет аксиально внешние поверхности шины, относительно средней плоскости, перпендикулярной оси вращения самой шины. Например, боковины, представляющие аксиально внешние поверхности относительно кольцеобразных фиксирующих конструкций, для слоя (слоев) каркаса, для поясной ленты (поясных лент) и возможно, по меньшей мере, для одной части протекторного браслета. В «однотрубных» шинах в радиально внутреннем положении относительно слоя каркаса существует, по меньшей мере, один слой эластомерного материала, обычно называемый «вкладышем», обладающего характеристиками воздухонепроницаемости и обычно простирающегося от одного из бортов к другому.
Этапы производства шины предусматривают, что после процесса конструирования, на котором изготавливают и/или собирают сами различные конструктивные компоненты шины, изготовленные невулканизированные шины перемещают на линию формовки и вулканизации, где осуществляют процесс формовки и вулканизации, предназначенный для формирования конструкции шины согласно желаемой геометрии и рисунку протектора.
Под «эластомерным материалом» понимают обозначение состава, содержащего, по меньшей мере, один эластомерный полимер и, по меньшей мере, один армирующий наполнитель. Предпочтительно, чтобы такой состав также содержал добавки такие как, например, сшивающий агент и/или пластификатор. Благодаря присутствию сшивающего агента, такой материал может быть подвергнут поперечному сшиванию путем нагрева, для образования конечного готового изделия.
Под термином «невулканизированная шина» понимают обозначение шины, полученной из процесса конструирования, и еще не подвергнутой формовке и вулканизации.
Под термином «шина» понимают обозначение готовую шину, полученную в ходе процесса производства, а затем подвергнутую формовке и вулканизации.
Под термином «конструктивный компонент» понимают обозначение любого компонента, адаптированного для выполнения функции в шине, например, выбранного из: вкладыша, подвкладыша, слоя (слоев) каркаса, вкладыша нижней части ленточного конвейера, поясных лент, независимо от того, пересекаются ли они друг с другом, или расположены под углом ноль градусов, крепежного тонкого листа для протекторного браслета, протекторного браслета, сердечника борта шины, наполнителя борта, армирующих вкладышей, изготовленных из текстиля, металла или просто эластомерного материала, трудно шлифуемого вкладыша, вкладышей боковины.
Под термином «модель» понимают общие геометрические характеристики, отличающие шину, т.е., по меньшей мере, ширину протекторного браслета, высоту боковин, диаметр посадки.
Термины «аксиальный», «аксиально», «радиальный», «радиально», «периферийный» и «периферийно» используются применительно к шине.
В частности, термины «аксиальный» и «аксиально» означают образцы/количества, расположенные/измеренные или проходящие в направлении, по существу параллельном оси вращения шины.
Элемент шины задан как «радиальный», если он расположен на плоскости, содержащей его ось вращения.
В частности, термины «аксиальный» и «аксиально» означают образцы/количества, расположенные/измеренные или проходящие в направлении, по существу перпендикулярном к оси вращения шины, иными словами, в направлении, которое пересекает ось вращения шины и лежит в плоскости, содержащей такую ось вращения.
Термины «периферийная» и «периферийно» означают образцы/количества, расположенные/измеренные или проходящие в направлении, параллельном направлению, идентифицированному в любой точке шины вдоль касательной к шине в данной точке, и перпендикулярном аксиальному направлению и радиальному направлению.
Боковины шины означают ее аксиально внешние поверхности.
Шины, имеющиеся в настоящее время в производстве, обычно имеют маркировку на боковинах, такую как, например, штриховой код, буквы, цифры, символы, художественные украшения, и т.п., которые могут предоставлять такую информацию, такую как: уникальный идентификатор шины; обозначение размера, со значениями нагрузки и скорости, характеристики обслуживания, данные о соответствии требованиям, тип шины (R/F, CP, SST, M+S, P, XL), торговую марку изготовителя, торговый знак модели, и т.п.
В публикации EP 1087220 описан прибор и способ для проверки шины. Прибор содержит: средство вращения, которое вращает шину, имеющую специальную точку и отметку, которая обозначает базовую точку; датчик, который выявляет, что отметка была расположена в предварительно заданном направлении относительно центра шины; средства обнаружения, которые выявляют положение специальной точки; и контроллер, который управляет средством вращения, прерывает вращение шины, когда отметка оказывается расположенной в предварительно заданном направлении относительно центра шины, обеспечивает, чтобы средство обнаружения выявляло положение специальной точки и выявляло угол в направлении по часовой стрелке, между направлением, которое соединяет выявленное положение специальной точки и центра шины, и предварительно заданным направлением.
В способе для изготовления шин для колес транспортных средств было определено, что в ходе выполнения этапа доводки и контроля качества создаваемых шин необходимо иметь точку отсчета на боковине шины, для точного и однозначного определения положения возможных выявленных производственных дефектов и аномалий.
Было обнаружено, что использование маркировок, уже существующих в шинах, типа, указанного выше, или как описано в EP 1087220, в качестве точки отсчета для осуществления автоматизированного контроля качества шин, создаваемых в установке, может влечь за собой различные проблемы. Например, такие маркировки меняются (например, с точки зрения формы, размера и/или положения), поскольку меняются модели шин. Поэтому, использование такой маркировки в качестве точки отсчета для автоматизированного контроля качества может потребовать модификации/адаптации образцовых установочных приспособлений в зависимости от моделей шин, создаваемых на промышленной установке. Это усложняет создание системы автоматизированного контроля качества в производственном масштабе.
Также было обнаружено, что две боковины одной и той же шины имеют разные маркировки. Поэтому, не представляется возможным задать уникальные точки отсчета на боковинах шины для обнаружений, осуществляемых на обеих боковинах одной и той же шины.
Проблемы, указанные выше, можно преодолеть путем введения дополнительной маркировки в, по меньшей мере, одну боковину шины, образованной специальной отметкой, которая является очень простой, и ее можно легко создавать на каждой модели шины, содержащей множество линий.
Наконец было обнаружено, что путем создания упомянутой отметки за счет обеспечения первой линии и второй радиальной линии, можно использовать способ контроля, который выявляет точку отсчета на боковине упомянутой шины путем выявления первой линии и второй радиальной линии, вследствие чего для каждого дефекта, выявленного путем данного контроля, его располагают в зависимости от радиальной линии, используемой в качестве точки отсчета.
В соответствии со своим первым аспектом, изобретение относится к способу для контроля качества шины для колес транспортных средств.
Является предпочтительным обеспечить размещение точки отсчета при маркировке боковины упомянутой шины.
Предпочтительно, чтобы был обеспечен контроль упомянутой шины для поиска производственных дефектов.
Предпочтительно, чтобы было предусмотрено определение положения каждого производственного дефекта, выявленного относительно упомянутой точки отсчета.
Предпочтительно, чтобы упомянутая маркировка содержала специальную отметку, которая содержит первую линию и вторую радиальную линию.
Предпочтительно, чтобы размещение упомянутой точки отсчета содержало идентификацию упомянутой специальной отметки путем выявления упомянутой первой линии и упомянутой второй радиальной линии.
Предпочтительно, чтобы размещение упомянутой точки отсчета содержало размещение упомянутой точки отсчета на упомянутой второй радиальной линии.
Путем использования такой дополнительной маркировки в качестве универсальной точки отсчета, можно облегчить создание производственной системы автоматизированного контроля качества для контроля качества шин, создаваемых на любой промышленной установке, причем такую маркировку можно использовать на всех шинах, независимо от модели шины, создаваемой каждый раз на вышеупомянутой установке. Также, такое решение дает возможность использовать единую методологию и одно устройство для размещения точки отсчета, независимо от модели шины, анализируемой в каждом случае, а следовательно, для осуществления надежного и воспроизводимого контроля качества шин, создаваемых в установке.
В соответствии со своим вторым аспектом, изобретение относится к шине для колес транспортных средств, имеющей маркировку, по меньшей мере, на одной боковине.
Предпочтительно, чтобы маркировка содержала отметку, сконфигурированную для использования в качестве точки отсчета для определения положения производственных дефектов, которые могут быть идентифицированы в шине в ходе контроля качества.
Предпочтительно, чтобы отметка содержала первую линию и вторую радиальную линию.
Использование дополнительной маркировки, образованной специальной отметкой, содержащей первую линию и вторую радиальную линию, дает возможность индустриализации контроля качества шин, с одновеменным ограничением, как вмешательства, осуществляемого в работу песс-формы на линии формовки и вулканизации для введения такой маркировки, так и пространства, занимаемого такой маркировкой в боковине шины. Такая маркировка, несомненно, легка в изготовлении, она является малоинвазивной и может быть в достаточной мере миниатюризирована, без ущерба для возможности ее обнаружения автоматическими системами обнаружения. Это важно, как для ограничения стоимости изготовления, так и для ограничения занимаемого пространства, добавляемого к боковине шины, - уже для полных маркировок. Такая маркировка, содержащая радиальную линию, также является пригодной для использования с автоматической периферийной системы обнаружения, иными словами, адаптированной для контроля поверхности боковины шины через периферийное исследование. Радиальное развертывание маркировки также дает возможность точно задать положения дефектов, выявленных в шинах относительно маркировки с точки зрения угловых расстояний. Это дает возможность для успешного обеспечения отчетов о качестве продукции с однородными данными, а также сопоставлять между собой различные модели шин. В дополнение, использование радиальной линии, примыкающей, по меньшей мере, к одной дополнительной линии, делает маркировку четко отличимой от возможных линеных отметок, уже присутствующих на шине. Дополнительная линия, предпочтительно расположенная на одной стороне радиальной линии, также действует как оповещение для систем обнаружения маркировок, для предупреждения о точке отсчета, которые в данный момент составляют радиальную линию.
В соответствии со своим третьим аспектом, изобретение относится к установке для изготовления шин для колес транспортных средств.
Предпочтительно, чтобы была обеспечена линия контроля качества, которая предусматривает наличие, по меньшей мере, одной рабочей станции, содержащей контрольно-измерительное устройство, сконфигурированное для проверки формованных и вулканизированных шин для поиска производственных дефектов.
Предпочтительно, чтобы упомянутая, по меньшей мере, одна рабочая станция содержала установочное приспособление, сконфигурированное для идентификации в каждой формованной и вулканизированной шине специальной отметки маркировки путем выявления первой линии и второй радиальной линии упомянутой маркировки и для размещения точки отсчета на упомянутой второй радиальной линии.
Предпочтительно, чтобы упомянутая, по меньшей мере, одна рабочая станция содержала позиционирующее устройство, сконфигурированное для определения положения каждого производственного дефекта, выявленного с помощью контрольно-измерительного устройства относительно точки отсчета, размещенной установочным приспособлением.
Настоящее изобретение, по меньшей мере, в одном из вышеупомянутых аспектов может обладать, по меньшей мере, одной из следующих предпочтительных характеристик.
Предпочтительно, чтобы контроль качества шины осуществлялся автоматически.
Предпочтительно, чтобы отметка содержала третью линию, причем упомянутая первая линия и упомянутая третья линия соответственно расположены на двух сторонах второй радиальной линии и симметричны друг другу относительно упомянутой второй радиальной линии.
Данный вариант воплощения, в котором вторая радиальная линия примыкает к двум боковым линиям, делает маркировку даже более четко отличимой от возможных дополнительных отметок, уже присутствующих на шине. Первая и третья линия, расположенная на двух сторонах второй радиальной линии, действуют как оповещение для систем обнаружения маркировок, для предупеждения о точках отсчета, которая в данный момент составляют вторую радиальную линию, в случае сканирования, как в направлении по часовой стрелке, так и против часовой стрелки, и облегчают для таких систем автоматическое центрирование относительно радиальной линии.
Предпочтительно, чтобы упомянутая первая линия и упомянутая третья линия были радиальными.
Предпочтительно, чтобы идентификация упомянутой специальной отметки также содержала выявление упомянутой третьей линии.
Предпочтительно, чтобы положение каждого выявленного производственного дефекта определяли с точки зрения углового расстояния относительно упомянутой точки отсчета. Это дает возможность успешного обеспечения отчетов о качестве с однородными и сопоставимыми данными, для осуществления анализов, например, статистического анализа также между шинами различных моделей.
Предпочтительно, чтобы размещение упомянутой точки отсчета, проверка упомянутой шины и определение упомянутого положения каждого производственного дефекта осуществлялось применительно к упомянутой боковине шины, на которой расположена маркировка.
В предпочтительном варианте воплощения маркировка находится на обеих боковинах шины, а размещение упомянутой точки отсчета, проверку упомянутой шины и определение упомянутого положения каждого производственного дефекта осуществляют для обеих боковин, с использованием соответствующей маркировка в качестве точки отсчета. Было обнаружено, что использование дополнительной универсальной маркировки на обеих боковинах шины, предпочтительно, в одном и том же радиальном и периферийном положении, дает возможность задать две симметричные точки отсчета между двумя боковинами одной и той же шины.
Предпочтительно, чтобы было обеспечено исследование в периферийном направлении поверхности упомянутой боковины шины, адаптированное для обеспечения данных, характерных для упомянутой поверхности.
Является более предпочтительным, чтобы было обеспечено исследование в периферийном направлении поверхности обеих боковин шины.
В предпочтительном варианте воплощения данные, характерные для упомянутой поверхности, представлены в форме изображения.
Предпочтительно, чтобы размещение упомянутой точки отсчета, проверку упомянутой шины и определение упомянутого положения каждого производственного дефекта осуществляли путем обработки упомянутых данных, характерных для упомянутой поверхности.
Предпочтительно, чтобы данные, относящиеся к выявленным производственным дефектам и к их положению относительно упомянутой точки отсчета, были обеспечены на выходе.
В предпочтительном варианте воплощения упомянутая маркировка находится на обеих боковинах шины.
Предпочтительно, чтобы упомянутая маркировка была расположена на обеих боковинах шины таким образом, чтобы вторая радиальная линия лежала на двух боковинах на двух радиальных плоскостях, обладающих, по большей мере, угловым сдвигом фаз примерно менее 2°.
Является более предпочтительным, чтобы маркировка была расположена на обеих боковинах шины таким образом, чтобы вторая радиальная линия на двух боковинах лежала в одной и той же радиальной плоскости.
Предпочтительно, чтобы маркировка была расположена на обеих боковинах шины с тем, чтобы она имела по существу одинаковое радиальное расстояние от центра шины.
Предпочтительно, чтобы упомянутая первая линия была отлична от упомянутой второй радиальной линии.
Предпочтительно, чтобы упомянутая первая линия отличалась от упомянутой второй радиальной линии по форме и/или по размеру.
Предпочтительно, чтобы вторая радиальная линия была по существу прямолинейной.
Предпочтительно, чтобы упомянутая первая линия была центрирована относительно середины второй радиальной линии.
Предпочтительно, чтобы упомянутая первая линия представляла собой радиальную линию или незамкнутую пунктирную линию или незамкнутую изогнутую линию.
Предпочтительно, чтобы упомянутая первая радиальная линия имела длину LL, более короткую, чем длина LC второй радиальной линии.
В предпочтительном варианте воплощения множество первых радиальных линий обеспечены с одной стороны второй радиальной линии.
Предпочтительно, чтобы множество третьих радиальных линий были обеспечены с другой стороны второй радиальной линии.
Предпочтительно, чтобы множество первых радиальных линий имели более короткую длину, чем длина второй радиальной линии, и чтобы она увеличивалась по мере удаления от второй радиальной линии.
Предпочтительно, чтобы множество третьих радиальных линий имели более короткую длину, чем длина второй радиальной линии, и чтобы она увеличивалась по мере удаления от второй радиальной линии.
В предпочтительном варианте воплощения упомянутая первая линия представляет собой незамкнутую пунктирную линию, имеющую по существу V-образную форму, с вершиной, направленной ко второй радиальной линии.
Предпочтительно, чтобы упомянутая первая линия представляла собой незамкнутую изогнутую линию, с выпуклостью, обращенной ко второй радиальной линии.
В предпочтительном варианте воплощения упомянутая незамкнутая изогнутая линия представляет собой по существу дугу окружности.
Является более предпочтительным, чтобы упомянутая незамкнутая изогнутая линия по существу представляла собой полуокружность.
Предпочтительно, чтобы была обеспечена, по меньшей мере, одна линия конструирования невулканизированных шин.
Предпочтительно, чтобы была обеспечена линия формовки и вулканизации невулканизированных шин, содержащая множество вулканизационных аппаратов, содержащих соответствующие пресс-формы, сконфигурированные для отпечатывания упомянутой маркировки, по меньшей мере, на одной боковине шин.
Предпочтительно, чтобы упомянутая, по меньшей мере, одна рабочая станция содержала систему обнаружения, сконфигурированную для обеспечения данных, характерных для поверхности, по меньшей мере, одной боковины шин.
Предпочтительно, чтобы контрольно-измерительное устройство и установочное приспособление были сконфигурированы, соответственно, для осуществления контроля шин и для размещения точки отсчета путем обработки данных, характерных для упомянутой поверхности, обеспеченной системой обнаружения.
Предпочтительно, чтобы упомянутая, по меньшей мере, одна рабочая станция содержала устройство вывода, сконфигурированное для обеспечения на выходе данных, относящихся к упомянутым выявленным производственным дефектам, и к их положению относительно упомянутой точки отсчета.
Предпочтительно, чтобы упомянутая система обнаружения была сконфигурирована для осуществления периферийного исследования поверхности упомянутой, по меньшей мере, одной боковины каждой шины.
Предпочтительно, чтобы упомянутая система обнаружения была сконфигурирована для осуществления периферийного исследования поверхности обеих боковин каждой шины.
Предпочтительно, чтобы система обнаружения содержала датчик и осветительное устройство.
Предпочтительно, чтобы датчик содержал фотокамеру.
Датчик может быть успешно оперативно связан с механической рукой.
Предпочтительно, чтобы упомянутая система обнаружения содержала, по меньшей мере, одно устройство передвижения, сконфигурированное для осуществления относительного вращения каждой шины относительно датчика и относительно осветительного устройства.
Предпочтительно, чтобы упомянутое относительное вращение осуществлялось, по меньшей мере, на 360°.
Предпочтительно, чтобы упомянутая, по меньшей мере, одна линия конструирования невулканизированных шин была сконфигурирована для конструирования невулканизированных шин согласно различным моделям.
Предпочтительно, чтобы упомянутые пресс-формы нескольких вулканизационных аппаратов были сконфигурированы для отпечатывания упомянутой маркировки в одном и том же положении (периферийном и радиальном) для шин одной модели.
Предпочтительно, чтобы упомянутые пресс-формы были сконфигурированы для отпечатывания упомянутой маркировки для упомянутой, по меньшей мере, одной боковины всех шин, создаваемых в установке, независимо от модели.
Предпочтительно, чтобы можно было отпечатывать одну и ту же отметку с точки зрения формы, независимо от модели шин.
Предпочтительно, чтобы можно было отпечатывать одну и ту же отметку с точки зрения размера, независимо от модели шин.
Предпочтительно, чтобы упомянутые пресс-формы были сконфигурированы для отпечатывания упомянутой одной и той же маркировки на обеих боковинах шин таким образом, чтобы вторая радиальная линия лежала для двух боковинах на двух радиальных плоскостях, обладающих, по большей мере, угловым сдвигом фаз примерно менее 2°.
Дополнительные характеристики и преимущества настоящего изобретения станут ясными из следующего подробного описания некоторых его примерных вариантов воплощения, приведенных лишь в качестве неограничивающих примеров, причем упомянутое описание приведено применительно к прилагаемым чертежам, на которых:
- Фиг. 1 схематически показывает боковину шины согласно варианту воплощения изобретения;
- Фиг. 2 схематически показывает увеличенную часть боковины согласно Фиг. 1;
- Фиг. 3 схематически показывает развертку плоскости маркировки для шины согласно первому варианту воплощения изобретения;
- Фиг. 4 схематически показывает развертку плоскости маркировки для шины согласно разновидности варианта воплощения согласно Фиг. 3;
- Фиг. 5 схематически показывает развертку плоскости маркировки для шины согласно второму варианту воплощения изобретения;
- Фиг. 6 схематически показывает развертку плоскости маркировки для шины согласно третьему варианту воплощения изобретения;
- Фиг. 7 схематически показывает развертку плоскости маркировки для шины согласно четвертому варианту воплощения изобретения;
- Фиг. 8 схематически показывает две боковины шины согласно варианту воплощения изобретения;
- Фиг. 9 схематически показывает рабочую станцию для контроля качества шины согласно варианту воплощения изобретения;
- Фиг. 10 схематически показывает этап определения положения производственного дефекта относительно точки отсчета согласно варианту воплощения изобретения;
- Фиг. 11 схематически показывает установку для изготовления шин согласно варианту воплощения изобретения.
В следующем описании для ссылки на чертежи идентичные номера ссылок используются для обозначения конструктивных элементов, обладающих одинаковой функцией.
Фиг. 1 схематически показывает боковину 2 шины 1 для колес транспортных средств согласно варианту воплощения изобретения.
Боковина 2 имеет множество маркировок, как правило, обозначенных номером ссылки 3. Такие маркировки могут содержать, например, штрих-коды, буквы, цифры, символы, художественные украшения и т.п, которые могут давать информацию, такую как: об уникальном идентификаторе шины; обозначение размера, с указанием нагрузки и скорости, характеристики обслуживания, информацию об испытании на соответствие требованиям, о типа шины (R/F, CP, SST, M+S, P, XL), торговую марку изготовителя, торговое название модели, и т.п.
Согласно изобретению боковина 2 также содержит специальную маркировку, используемую в качестве точки отсчета, содержащую отметку 5.
Отметка 5 содержит, по меньшей мере, одну первую линию и вторую радиальную линию.
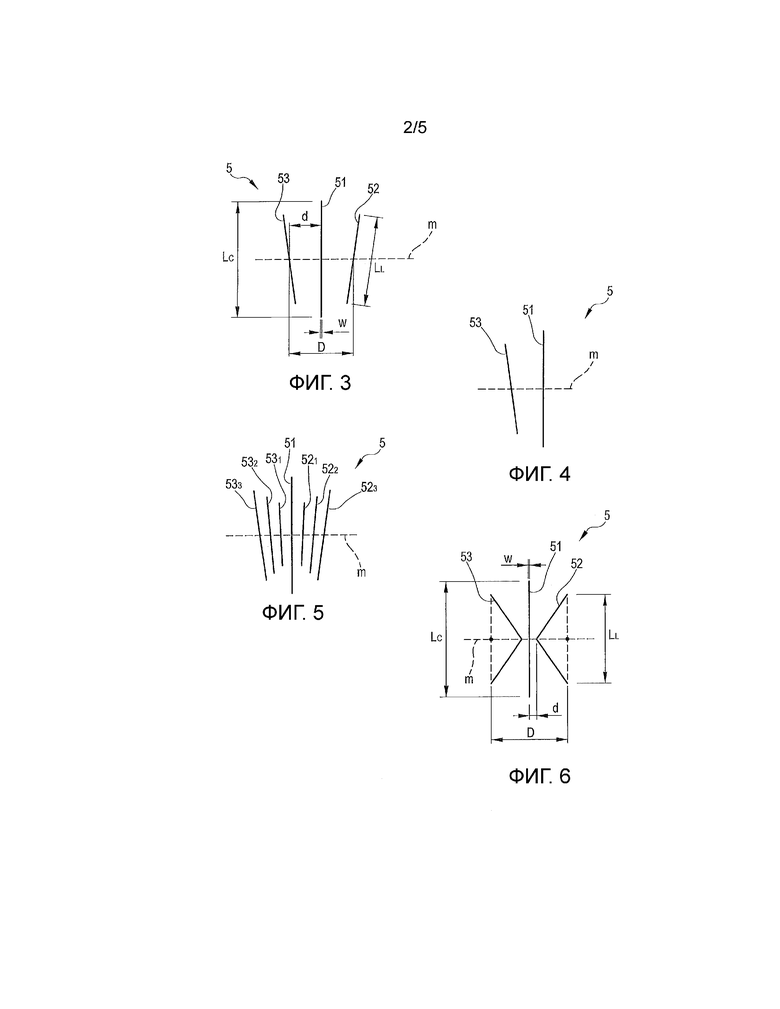
В предпочтительном варианте воплощения (показанном на Фиг. 1-3, 8 и 10), отметка 5 содержит первую линию 53, вторую радиальную линию 51 и третью линию 52. Первая линия 53 и третья линия 52 представляют собой две боковые линии, соответственно расположенные на двух сторонах центральной второй радиальной линии 51 и симметричные друг другу относительно упомянутой центральной второй радиальной линии 51. Две боковые линии 52, 53 предпочтительно являются радиальными (т.е., по существу прямолинейными линиями, лежащими в плоскости, содержащей ось вращения шины).
Как показано на развертке плоскости, на Фиг. 3, две боковые линии 52, 53 успешно центрированы относительно средней линии m центральной радиальной линии 51.
Две боковые радиальные линии 52, 53 предпочтительно имеют длину LL, более короткую, чем длина LC центральной радиальной линии 51.
Предпочтительно, чтобы применительно к развертке плоскости отметки 5 радиальные боковые линии 52, 53 имели длину LL, такую чтобы удовлетворялось следующее соотношение: 2/5≤LL/LC≤4/5, причем является предпочтительным, чтобы LL/LC было приблизительно равно 3/5.
Предпочтительно, чтобы длина LC центральной радиальной линии 51 составляла, по меньшей мере, примерно 5 мм.
Предпочтительно, чтобы длина LC центральной радиальной линии 51 была меньше или равна примерно 25 мм.
Предпочтительно, чтобы центральная радиальная линия 51 и радиальные боковые линии 52, 53 имели по существу одинаковую ширину w. Например, центральная радиальная линия 51 и радиальные боковые линии 52, 53 имеют ширину w, составляющую примерно 0,5-1,5 мм (следует отметить, что на чертежах, для ясности иллюстрации, символ w, характерный для ширины линий представлен лишь для центральной линии 51).
Расстояние d, заданное вдоль средней линии m центральной радиальной линии 51, между каждыми двумя радиальными боковыми линиями 52, 53 и центральной радиальной линией 51, предпочтительно является более коротким, чем длина LC центральной радиальной линии. Предпочтительно, чтобы 1/10≤d/LC≤6/10; является более предпочтительным, чтобы d/LC было приблизительно равно 4/10.
Отметка 5 предпочтительно имеет общую протяженность D, вдоль средней линии m центральной радиальной линии 51, по меньшей мере, 3 мм.
Отметка 5 предпочтительно имеет общую протяженность D, вдоль средней линии m центральной радиальной линии 51, меньшую или равную 14 мм.
Фиг. 4 содержит отметку 5 согласно разновидности варианта воплощения с Фиг. 3. Эта разновидность полностью аналогична разновидности с Фиг. 3, за исключением того, что она содержит одиночную боковую линию 53. Даже если на чертежах боковая линия 53 показана слева от центральной радиальной линии 51, изобретение также включает в себя случай одиночной боковой линии 52 справа от центральной радиальной линии 51. Как обсуждается более подробно позднее, эту разновидность можно использовать, например, в случае периферийного контроля поверхности шины в одном направлении (по часовой стрелке в случае разновидности с боковой линией слева и против часовой стрелки в случае разновидности с боковой линией справа).
Фиг. 5 показывает отметку 5 согласно второму предпочтительному варианту воплощения изобретения. В этом варианте воплощения отметка 5 содержит центральную радиальную линию 51 и множество радиальных линий 52i, 53i на двух сторонах центральной радиальной линии, с 1<i≤n (на Фиг. n=3), предпочтительно n<5. Множества радиальных линий 52i, 53i являются симметричными друг другу относительно центральной радиальной линии 51, и они имеют длину предпочтительно более короткую, чем длина центральной радиальной линии 51 и неравномерно возрастающую, начиная от центральной радиальной линии 51.
Для длины центральной радиальной линии 51 и самых внешних боковых радиальных линий 52n, 53n и для ширины w всех линий следует обратиться к тому, что было описано выше применительно к первому варианту воплощения согласно Фиг. 3.
Фиг. 6 показывает отметку 5 согласно третьему предпочтительному воплощения изобретения. В этом варианте воплощения две боковые линии 52, 53 отметки 5 представляют собой две незамкнутые пунктирные линии соответственно на двух сторонах центральной радиальной линии 51 и симметричные друг другу относительно центральной радиальной линии 51.
В показанном примере две незамкнутые пунктирные линии 52, 53 являются по существу V-образными с вершиной, направленной к центральной радиальной линии, по существу на средней линии m центральной радиальной линии 51.
Предпочтительно, чтобы применительно к развертке плоскости отметки 5, две незамкнутые пунктирные линии 52, 53 имели максимальное удлинение LL вдоль направления, параллельного центральной радиальной линии 51, меньшее или равное длине LC центральной радиальной линии.
Предпочтительно, чтобы две незамкнутые пунктирные линии 52, 53 имели длину LL, такую чтобы удовлетворялось следующее соотношение: 2/5≤LL/LC≤4/5, причем является предпочтительным, чтобы LL/LC было приблизительно равно 3/5.
Для длины LL центральной радиальной линии 51 следует обратиться к тому, что было описано выше применительно к первому варианту воплощения с Фиг. 3.
Предпочтительно, чтобы центральная радиальная линия 51 и две незамкнутые пунктирные линии 52, 53 имели по существу одинаковую ширину w. Например, центральная радиальная линия 51 и две незамкнутые пунктирные линии 52, 53 имеют ширину w, составляющую примерно 0,5–1,5 мм.
Предпочтительно, чтобы расстояние d, заданное вдоль средней линии m центральной радиальной линии 51, между вершинами двух незамкнутых пунктирных линий 52, 53 и центральной радиальной линией 51, было меньше длины LC центральной радиальной линии. Предпочтительно, чтобы 1/10≤d/LC≤4/10; является более предпочтительным, чтобы d/LC было приблизительно равно 3/10.
Предпочтительно, чтобы отметка 5 имела максимальное удлинение D вдоль направления, параллельного средней линии m центральной радиальной линии 51, составляющее, по меньшей мере, 5 мм.
Предпочтительно, чтобы отметка 5 имела максимальное удлинение D вдоль направления, параллельного средней линии m центральной радиальной линии 51, меньшее или равное 16 мм.
Фиг. 7 показывает отметку 5 согласно четвертому предпочтительному варианту воплощения изобретения. В этом варианте воплощения две боковые линии 52, 53 представляют собой две незамкнутые изогнутые линии, соответственно, на двух сторонах центральной радиальной линии 51 и симметричные друг другу относительно центральной радиальной линии 51.
Две незамкнутые изогнутые линии 52, 53 успешно имеют выпуклость, обращенную к центральной радиальной линии 51.
Две незамкнутые изогнутые линии 52, 53 успешно центрированы относительно средней линии m центральной радиальной линии 51.
Две незамкнутые изогнутые линии 52, 53 могут представлять собой дуги окружности, например две полуокружности.
Предпочтительно, чтобы применительно к развертке плоскости отметки 5, две незамкнутые изогнутые линии 52, 53 имели максимальное удлинение LL вдоль направления, параллельного центральной радиальной линии 51, меньшее или равное длине LC центральной радиальной линии.
Предпочтительно, чтобы две незамкнутые изогнутые линии 52, 53 имели длину LL, такую, чтобы удовлетворялось следующее соотношение: 2/5≤LL/LC≤4/5, причем является предпочтительным, чтобы LL/LC было приблизительно равно 3/5.
Для длины LL центральной радиальной линии 51 следует обратиться к тому, что было описано выше применительно к первому варианту воплощения с Фиг. 3.
Предпочтительно, чтобы центральная радиальная линия 51 и две незамкнутые изогнутые линии 52, 53 имели по существу одинаковую ширину w. Например, центральная радиальная линия 51 и две незамкнутые изогнутые линии 52, 53 имеют ширину w примерно 0,5-1,5 мм.
Предпочтительно, чтобы расстояние d, заданное вдоль средней линии m центральной радиальной линии 51, между вершинами двух незамкнутых изогнутых линий 52, 53 и центральной радиальной линией 51, было меньше длины LC центральной радиальной линии. Предпочтительно, чтобы 1/10≤d/LC≤4/10; является более предпочтительным, чтобы d/LC было приблизительно равно 3/10.
Предпочтительно, чтобы отметка 5 имела максимальное удлинение D вдоль направления, параллельного средней линии m центральной радиальной линии 51, по меньшей мере, 5 мм.
Предпочтительно, чтобы отметка 5 имела максимальное удлинение D вдоль направления, параллельного средней линии m центральной радиальной линии 51, меньшее или равное 16 мм.
Следует отметить, что даже если на Фиг. 4 показана разновидность варианта, в которой существует одиночная боковая радиальная линия 53, причем изобретение также включает в себя случай, в котором отметка 5 содержит множество боковых линий только слева или справа от центральной радиальной линии 51 (как разновидность варианта воплощения согласно Фиг. 5), и случаи, в которых отметка 5 содержит одиночную незамкнутую пунктирную линию или одиночную незамкнутую изогнутую линию (слева или справа от центральной радиальной линии 51), соответственно, как разновидности вариантов воплощения согласно Фигурам 6 и 7.
Фиг. 8 показывает вариант воплощения, в котором шина 1 содержит отметку 5 на обеих боковинах 2.
Этот вариант воплощения является особо выгодным, поскольку он позволяет использовать отметку 5 в качестве точки отсчета на обеих боковинах 2 шины 1.
Следует отметить, что даже если на Фиг. 8 отметка 5 сконфигурирована согласно варианту воплощения с Фиг. 3, отметка 5 может быть сделана согласно любому из проиллюстрированных и описанных вариантов воплощения.
Предпочтительно, чтобы отметка 5 на обеих боковинах 2 шины 1 была идентичной.
Предпочтительно, чтобы отметка 5 была расположена на обеих боковинах шины таким образом, чтобы центральная радиальная линия 51 для двух боковин 2 лежала на одной и той же радиальной плоскости R (пример, показанный на Фиг. 8) или на двух радиальных плоскостях, имеющих, по большей мере, угловой сдвиг фаз примерно менее 2°. Предпочтительно, чтобы отметка 5 была расположена на обеих боковинах 2 шины 1 таким образом, чтобы она имела по существу одинаковое радиальное расстояние от центра шины. Эти характеристики успешно позволяет задавать две зеркальные точки отсчета между двумя боковинами 2 одной и той же шины 1. Как более подробно обсуждается ниже, это может быть особо выгодным, чтобы сделать возможным соотнесение между собой и сопоставление данных о двух боковинах 2 шины, для выявления дефектов, имеющихся на обеих боковинах 2.
Шина 1, содержащая отметку 5 согласно изобретению, обладает преимуществом, связанным с обеспечением уникальной точки отсчета, с минимизацией, как вмешательства, осуществляемого в пресс-формы линии формовки и вулканизации производственной установки, для введения такой отметки, так и пространства, занимаемого ею на боковинах шин. Такая отметка, несомненно, является легкой в изготовлении, не очень инвазивной и может быть в достаточной мере миниатюризирована, без ущерба для возможности ее обнаружения автоматическими системами обнаружения. Этот важно, как для ограничения затрат на производство, так и для ограничения пространства, занимаемого в боковинах шин уже всеми маркировками.
Согласно изобретению отметка 5 используется в качестве репера для определения положения производственных дефектов, идентифицированных в шине, создаваемой в производственной установке в ходе контроля качества.
Фиг. 9 показывает рабочую станцию 200 для контроля качества шины, содержащую систему обнаружения 210, установочное приспособление 220, контрольно-измерительное устройство 230, позиционирующее устройство 240 и устройство вывода 250.
Даже если на Фиг. 9 система обнаружения 210, установочное приспособление 220, контрольно-измерительное устройство 230, позиционирующее устройство 240 и устройство вывода 250 в качестве примера показаны установленными на одной рабочей станции 200, они также могут быть установлены по-разному, например, более чем в одной рабочей станции.
Система обнаружения 210 успешно содержит датчик 211 и устройство передвижения 213. Предпочтительно, чтобы система обнаружения 210 также содержала осветительное устройство 212.
Устройство передвижения 213 сконфигурировано для осуществления относительного вращения шины относительно датчика 211 и относительно осветительного устройства 212. Вращение осуществляют таким образом, чтобы позволить периферийное исследование (предпочтительно, по меньшей мере, на 360°) поверхности боковины шины, а предпочтительно, обеих боковин. Предпочтительно, чтобы устройство передвижения 213 содержало опорно-поворотное устройство (не показано) для шины. Такое опорно-поворотное устройство успешно сконфигурировано для вращения шины вокруг ее оси вращения относительно датчика 211 и относительно осветительного устройства 212 и для обнажения сначала одной боковины, а затем противоположной боковины шины.
Осветительное устройство 212 может содержать источник лазера или СИД.
Датчик 211 и осветительное устройство 212 каждый содержат программное и/или аппаратное обеспечение и/или элементы программно-аппаратного обеспечения, сконфигурированные для приема, обработки и подачи данных, характерных для поверхности боковины/боковин шины.
Например, датчик может представлять собой фотокамеру.
Датчик 211 и/или осветительное устройство 212 может быть оперативно соединено с механической рукой (не показана).
Установочное приспособление 220 успешно содержит программное и/или аппаратное обеспечение и/или элементы программно-аппаратного обеспечения, сконфигурированное для идентификации отметка 5 на боковине шины и для размещения на центральной радиальной линия 51 точки отсчета.
В предпочтительном варианте воплощения типа, показанного на Фиг. 8, в котором отметку 5 отпечатывают на обеих боковинах 2 шины, установочное приспособление 220 успешно сконфигурировано для идентификации отметки 5 на обеих боковинах 2 и размещения в соответствующей центральной радиальной линии 51 соответствующей точки отсчета.
Идентификацию отметки 5 и размещение точки отсчета успешно осуществляют за счет анализа данных, обеспеченных датчиком 211.
Контрольно-измерительное устройство 230 успешно содержит программное и/или аппаратное обеспечение и/или элементы программно-аппаратного обеспечения, сконфигурированные для контроля шины для поиска возможных производственных дефектов. Контроль успешно осуществляют путем анализа данных, обеспеченных датчиком 211.
Позиционирующее устройство 240 успешно содержит программное и/или аппаратное обеспечение и/или элементы программно-аппаратного обеспечения, сконфигурированные для определения на боковине/боковинах шины положения каждого производственного дефекта относительно соответствующим образом размещенной точки отсчета. Положение успешно определяют с помощью позиционирующего устройства 240 путем анализа данных, обеспеченных датчиком 211, установочным приспособлением 220 и с помощью контрольно-измерительного устройства 230.
Как схематически проиллюстрировано на Фиг. 10, где X схематически показывает выявленный дефект, использование центральной радиальной линии 51 в качестве точки отсчета дает возможность точно задать положение каждого дефекта относительно точки отсчета с точки зрения угловых расстояний α. Это дает возможность для успешного обеспечения отчетов о контроле качества, содержащих данные, которые являются однородными и сопоставимыми с осуществленными анализами (например, статистическими) также для шин различных моделей.
Устройство вывода 250 успешно содержит программное и/или аппаратное обеспечение и/или элементы программно-аппаратного обеспечения, сконфигурированные для обеспечения на выходе данных о выявленных производственных дефектах и об их положении относительно точки отсчета. Например, устройство вывода 250 может содержать экран.
Согласно способу контроля качества изобретения точку отсчета размещают за счет распознания отметки 5, путем идентификации боковой линии (линий) 52, 53, а затем - центральной радиальной линии 51, посредством которой размещают точки отсчета.
Наличие боковой линии (линий), а также центральной радиальной линии успешно позволяет установочному приспособлению 220 четко отличить отметку 5 от возможных других радиальных линейных отметок, уже присутствующих на шине. Боковые линии, расположенные, по меньшей мере, на одной стороне центральной радиальной линии, также действуют в качестве оповещения для установочного приспособления 220, для предупреждения о точке отсчета, которые в данный момент уже составляют центральную радиальную линию, позволяя центрировать его автоматически относительно центральной радиальной линии 51.
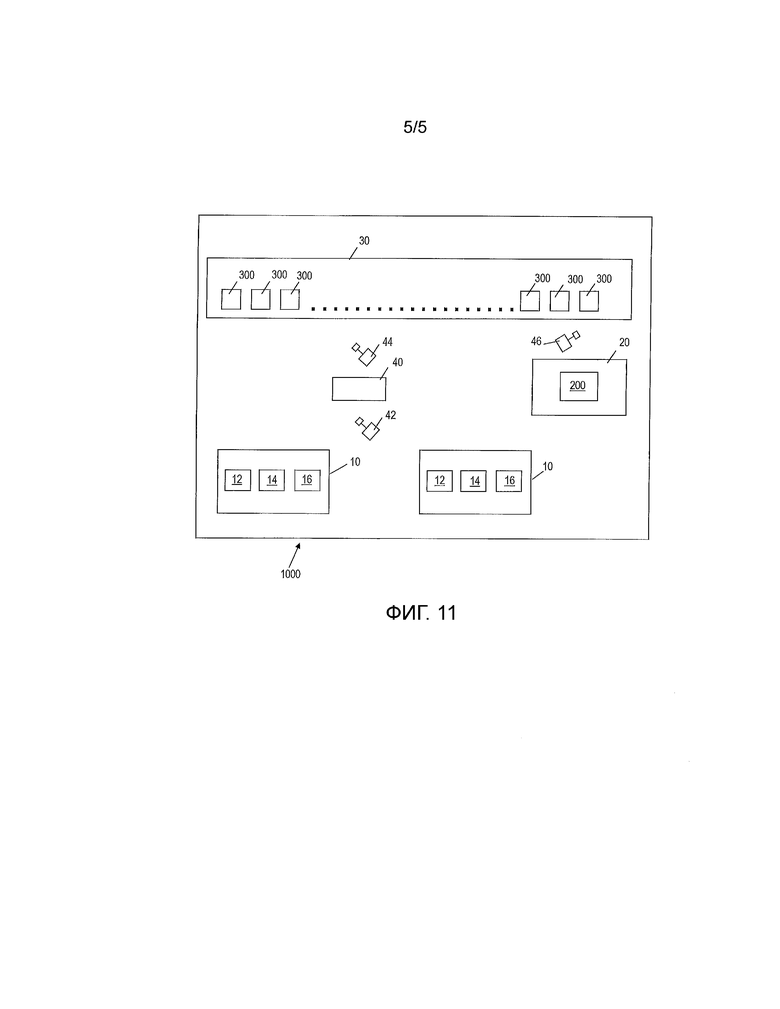
Фиг. 11 схематически показывает установку 1000 для изготовления шин для колес транспортных средств согласно варианту воплощения изобретения.
Установка 1000 содержит L линий 10 конструирования невулканизированных шин, с L≥1 (на Фиг., в качестве примера, L=2), линию 30 формовки и вулканизации невулканизированных шин, K мест хранения 40 с K≥1 (на Фиг., в качестве примера, K=1); по меньшей мере, три транспортных устройства 42, 44 и 46 и линию 20 контроля качества.
K мест хранения 40 адаптированы для хранения невулканизированных шин, встроенных в линии 10 конструирования.
По меньшей мере, три транспортных устройства 42, 44 и 46 адаптированы соответственно для переноса сконструированных невулканизированных шин с линий 10 конструирования на K мест хранения 40, для переноса невулканизированных шин из K мест хранения 40 на линию 30 формовки и вулканизации и для переноса формованных и вулканизированных шин с линии 30 формовки и вулканизации на линию 20 контроля качества. Возможно, формованные и вулканизированные шины с линии 30 формовки и вулканизации можно хранить в пригодном месте хранения (не проиллюстрировано), в ожидании переноса на линию 20 контроля качества.
По меньшей мере, три транспортных устройства 42, 44 и 46 могут представлять собой механические руки, предпочтительно антропоморфные.
Предпочтительно, чтобы каждая линия конструирования 10 содержала линию 12 конструирования каркасных конструкций, линию 14 конструирования ободных конструкций и станцию 16 формовки и сборки невулканизированных шин, адаптированную для придания формы каркасной конструкции и для ее сборки с ободной конструкцией.
Линия 30 формовки и вулканизации невулканизированных шин содержит множество вулканизационных аппаратов 300, содержащих множество соответствующих пресс-форм (не показаны).
В вулканизационных аппаратах 300 осуществляют этап формовки и вулканизации невулканизированных шин, поступающих с линий 10 конструирования.
Предпочтительно, чтобы пресс-формы были сконфигурированы для придания формы шины согласно предварительно заданной геометрии и рисункам протектора.
Согласно изобретению пресс-формы нескольких вулканизационных аппаратов 300 сконфигурированы для отпечатывания отметки 5, по меньшей мере, на одной боковине, предпочтительно, на обеих боковинах всех шин, создаваемых в установке 1000.
Линия 20 контроля качества содержит, по меньшей мере, одну рабочую станцию 200 (на чертежах, в качестве примера, показана одна рабочая станция 200) для контроля качества шин, создаваемых в установке 1000.
Для получения конструктивных и функциональных характеристик рабочей станции 200 следует обратиться к тому, что было описано выше применительно к Фиг. 9.
Формованные и вулканизированные шины, поступающие с линии 30 формовки и вулканизации, перемещают, например, посредством транспортного устройства 46, по меньшей мере, на одну рабочую станцию 200 линии 20 контроля качества. На такой станции шины анализируются для выявления возможных производственных дефектов, и выявленные дефекты размещаются относительно точки отсчета, представленной центральной радиальной линией 51 отметки 5.
Предпочтительно, чтобы пресс-формы нескольких вулканизационных аппаратов 300 были сконфигурированы для отпечатывания одинаковой отметки 5 во всех шинах, полученных в установке 1000. Предпочтительно, чтобы отметка 5 была идентичной во всех шинах с точки зрения формы и/или размера.
Использование одной и той же специальной отметки 5 в качестве точки отсчета успешно дает возможность осуществить контроль качества шин на линии 20 контроля качества, с использованием одной методологии и одного установочного приспособления для точки отсчета для всех шин, создаваемых в установке 1000.
Предпочтительно, чтобы пресс-формы были сконфигурированы для отпечатывания отметки 5 в одном и том же положении (периферийном и радиальном), во всех шинах, принадлежащих одной модели, создаваемых в установке 1000.
Отметка 5, таким образом, обеспечивает уникальную точку отсчета при анализе дефектов шин, который дает возможность сопоставить и соотнести дефекты, идентифицированные на различных шинах одной и той же модели. Таким путем можно осуществить всесторонние анализы выявленных дефектов и, например, идентифицировать причину каждого дефекта как функцию его положения относительно точки отсчета. Например, наличие одного и того же производственного дефекта, выявленного в одном и том же положении относительно точки отсчета для определенного количества шин, может указывать на дефект в пресс-форме линии 30 формовки и вулканизации производственной установки 1000. С другой стороны, наличие одного и того же производственного дефекта, выявленного в других местоположениях относительно точки отсчета для определенного количества шин, может, например, указывать на дефект в невулканизированной шине, конструируемой на линии конструирования 10 производственной установки 1000.
В предпочтительном варианте воплощения установки 1000, L линии 10 конструирования невулканизированных шин сконфигурированы для конструирования невулканизированных шин согласно различным моделям. В этом варианте воплощения пресс-формы нескольких вулканизационных аппаратов 300 успешно сконфигурированы для отпечатывания одной и той же отметки 5 на всех шинах, создаваемых в установке 1000, независимо от модели (включая размеры) создаваемых шин. Предпочтительно, чтобы отметка 5 была идентичной с точки зрения формы, а возможно, также и с точки зрения размера, независимо от модели шин.
Таким образом, отметка 5 обеспечивает уникальную точку отсчета, независимо от модели шины. Это дает возможность успешного воплощения контроля качества шин, по меньшей мере, на одной рабочей станции 200 линии 20 контроля качества, с использованием одиночной методологии и одиночного установочного приспособления для установления точки отсчета для всех шин, создаваемых в установке 1000, также в случае производства различных моделей шины.
Таким образом, изобретение в своих различных аспектах позволяет простым способом выполнять автоматический контроль качества шин в промышленном масштабе, с использованием одной методологии и одного установочного приспособления для создания точки отсчета, независимо от модели шины, анализируемой каждый раз. Изобретение в своих различных аспектах также позволяет надежно и воспроизводимо осуществлять контроль качества шин и создавать отчеты с данными, являющимися также однородными и сопоставимыми для шин различных моделей. Более того, в одном из своих предпочтительных вариантов воплощения, в котором отметку отпечатывают на обеих боковинах шины, изобретение успешно дает возможность задавать две симметричные точки отсчета для осуществления поиска дефектов на обеих боковинах одной и той же шины.



Изобретение относится к способу для контроля качества шины (1) для колес транспортных средств и шине (1) для колес транспортных средств, имеющей маркировку на по меньшей мере одной боковине (2). Маркировка содержит отметку (5) с первой линией (53) и со второй радиальной линией (51), сконфигурированной для использования в качестве точки отсчета для определения положения производственных дефектов, идентифицированных в шине (1) в ходе контроля качества. Способ контроля качества включает размещение точки отсчета путем идентификации отметки (5) маркировки, выявления первой линии (53) и второй радиальной линии (51) и путем размещения точки отсчета на второй радиальной линии (51); проверку шины (1) для поиска производственных дефектов и определение положения каждого производственного дефекта относительно размещенной точки отсчета. Технический результат – облегчение и повышение надежности автоматического контроля качества шин. 3 н. и 24 з.п. ф-лы, 11 ил.
1. Способ контроля качества шины (1) для колес транспортных средств, включающий:
- размещение точки отсчета при маркировке на боковине (2) шины (1);
- проверку шины (1) для поиска производственных дефектов;
- определение положения каждого выявленного производственного дефекта относительно точки отсчета;
причем маркировка содержит специальную отметку (5), которая содержит первую линию (53), вторую радиальную линию (51) и третью линию (52), при этом первая линия (53) и третья линия (52) расположены соответственно с двух сторон второй радиальной линии (51), являются симметричными друг другу относительно второй радиальной линии (51) и представляю собой:
- радиальные линии, или
- незамкнутые пунктирные линии, или
- незамкнутые изогнутые линии;
при этом размещение точки отсчета включает:
- идентификацию специальной отметки (5) путем выявления первой линии (53), второй радиальной линии (51) и третьей линии (52) и
- размещение точки отсчета на второй радиальной линии (51).
2. Способ по п. 1, при котором положение каждого выявленного производственного дефекта определяют с точки зрения углового расстояния относительно точки отсчета.
3. Способ по п. 1 или 2, при котором размещение точки отсчета, проверку шины (1) и определение положения каждого производственного дефекта осуществляют применительно к боковине (2) шины (1), на которой расположена маркировка.
4. Способ по п. 1 или 2, при котором маркировка находится на обеих боковинах (2) шины (1) и размещение точки отсчета, проверку шины (1) и определение положения каждого производственного дефекта осуществляют для обеих боковин (2) с использованием соответствующей маркировки в качестве точки отсчета.
5. Способ по п. 1 или 2, включающий исследование в периферийном направлении поверхности боковины (2) шины (1), предназначенное для обеспечения данных, характерных для поверхности.
6. Способ по п. 5, при котором размещение точки отсчета, проверку шины (1) и определение положения каждого производственного дефекта осуществляют путем обработки данных, характерных для поверхности.
7. Способ по п. 1 или 2, включающий обеспечение на выходе данных о выявленных производственных дефектах и об их положении относительно точки отсчета.
8. Шина (1) для колес транспортных средств, имеющая маркировку на по меньшей мере одной боковине (2), причем маркировка содержит отметку (5), выполненную с возможностью использования в качестве точки отсчета для определения положения производственных дефектов, возможно идентифицированных в шине (1) в ходе контроля качества, причем отметка (5) содержит первую линию (53), вторую радиальную линию (51) и третью линию (52), при этом первая линия (53) и третья линия (52) расположены соответственно с двух сторон второй радиальной линии (51) и являются симметричными друг другу относительно второй радиальной линии (51), причем первая линия (53) и третья линия (52) представляю собой:
- радиальные линии, или
- незамкнутые пунктирные линии, или
- незамкнутые изогнутые линии.
9. Шина (1) по п. 8, в которой маркировка выполнена на обеих боковинах (2) шины (1).
10. Шина (1) по п. 8, в которой маркировка расположена на обеих боковинах (2) шины (1) таким образом, чтобы вторая радиальная линия (51) лежала для двух боковин (2) в двух радиальных плоскостях, имеющих угловой сдвиг фаз, не превышающий приблизительно 2°.
11. Шина (1) по любому из пп. 8-10, в которой первая линия (53) отличается от второй радиальной линии (51).
12. Шина по любому из пп. 8-10, в которой первая линия (53) центрирована относительно середины второй радиальной линии (51).
13. Шина (1) по п. 8, в которой первая радиальная линия (53) имеет более короткую длину LL, чем длина LC второй радиальной линии (51).
14. Шина (1) по любому из пп. 8-10, в которой имеется множество первых радиальных линий (53i) на одной стороне второй радиальной линии (51).
15. Шина по п. 14, в которой имеется множество третьих радиальных линий (52i) на другой стороне второй радиальной линии (51).
16. Шина (1) по п. 14, в которой множество первых радиальных линий (53i) имеют более короткую длину, чем длина второй радиальной линии (51), и увеличиваются по мере удаления от второй радиальной линии (51).
17. Шина (1) по п. 8, в которой незамкнутые пунктирные линии имеют по существу V-образную форму с вершиной, направленной ко второй радиальной линии (51).
18. Шина (1) по п. 8, в которой незамкнутые изогнутые линии имеют выпуклость, обращенную ко второй радиальной линии (51).
19. Шина (1) по п. 8, в которой незамкнутые изогнутые линии представляют собой по существу дугу окружности.
20. Установка (1000) для изготовления шин (1) для колес транспортных средств, содержащая:
- линию (20) контроля качества, которая предусматривает по меньшей мере одну рабочую станцию (200), содержащую контрольно-измерительное устройство (230), выполненное с возможностью контроля формованных и вулканизированных шин для поиска производственных дефектов;
при этом упомянутая по меньшей мере одна рабочая станция (200) также содержит:
- установочное приспособление (220), выполненное с возможностью идентификации в каждой формованной и вулканизированной шине специальной отметки (5) маркировки и размещения точки отсчета;
- позиционирующее устройство (240), выполненное с возможностью определения положения каждого выявленного производственного дефекта с помощью контрольно-измерительного устройства (230) относительно точки отсчета, размещенной установочным приспособлением (220),
при этом установочное приспособление (220) выполнено с возможностью идентификации специальной отметки (5) посредством выявления первой линии (53), второй радиальной линии (51) и третьей линии (52) маркировки и размещения точки отсчета на второй радиальной линии (51), причем первая линия (53) и третья линия (52) расположены соответственно с двух сторон второй радиальной линии (51), являются симметричными друг другу относительно второй радиальной линии (51) и представляю собой:
- радиальные линии, или
- незамкнутые пунктирные линии, или
- незамкнутые изогнутые линии.
21. Установка (1000) по п. 20, в которой упомянутая по меньшей мере одна рабочая станция (200) содержит систему обнаружения (210), выполненную с возможностью обеспечения данных, характерных для поверхности по меньшей мере одной боковины (2) шин (1).
22. Установка (1000) по п. 21, в которой контрольно-измерительное устройство (230) и установочное приспособление (220) выполнены с возможностью соответственно осуществления контроля шин (1) и размещения точки отсчета путем обработки данных, характерных для поверхности, обеспеченных системой обнаружения (210).
23. Установка (1000) по п. 21 или 22, в которой система обнаружения (210) выполнена с возможностью осуществления периферийного исследования поверхности упомянутой по меньшей мере одной боковины (2) каждой шины (1).
24. Установка (1000) по п. 23, в которой система обнаружения (210) содержит датчик (211) и осветительное устройство (212).
25. Установка (1000) по п. 24, в которой система обнаружения (210) содержит по меньшей мере одно устройство передвижения (213), выполненное с возможностью осуществления относительного вращения каждой шины (1) относительно датчика (211) и относительно осветительного устройства (212).
26. Установка (1000) по п. 24 или 25, в которой датчик (211) содержит фотокамеру.
27. Установка по п. 20, в которой упомянутая по меньшей мере одна рабочая станция (200) содержит устройство вывода (250), выполненное с возможностью обеспечения на выходе данных о выявленных производственных дефектах и об их положении относительно точки отсчета.
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| Устройство заряда формирующих линий | 1989 |
|
SU1714791A1 |
| КРАН МАШИНИСТА ВСПОМОГАТЕЛЬНОГО ТОРМОЗА ЖЕЛЕЗНОДОРОЖНОГО ТЯГОВОГО СРЕДСТВА | 2002 |
|
RU2211161C1 |

