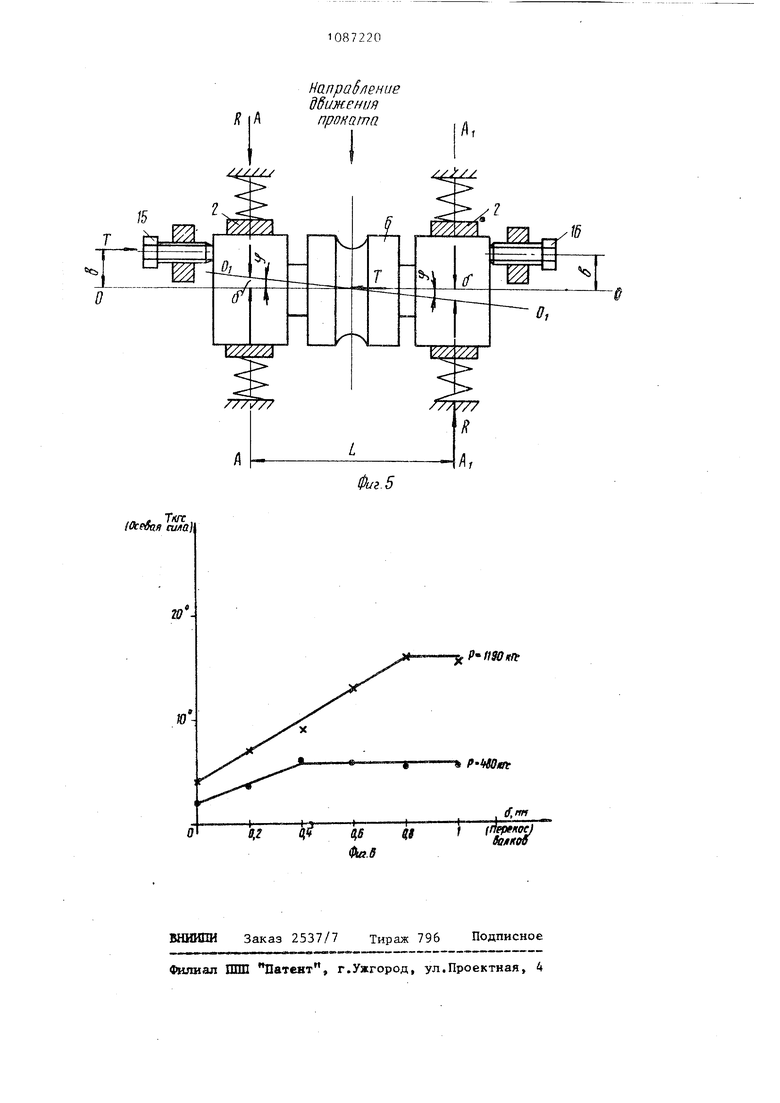
Изобретение относится к прокатном производству, а точнее, к конструкци двухвалковых клетей для продольной прокатки и может быть использовано в клетях с калиброванными приводным и неприводным валками с контактом по ребордам, предварительно сжатыми с усилием, превышающим усилие прокат ки. Известна клеть прокатного стана, содержащая станину, ее направляющие рабочие валки с подушками, нажимные винты и устройство осевой регулировки валков, расположенное на одной по душке каждого валка со смещением относительно центральной плоскости обоих валков Щ. Недостатками данной конструкции являются жесткая фиксация подушек валков в направляющих станины, в результате чего отсутствует возможност самоустановки валков при прокатке, а также то, что устройство осевой регулировки расположено только на одной подушке валка и оно не может воспринимать осевую нагрузку. Известна также клеть прокатного стана, включающая станину и направляющие, валки с подушками, размещенными в проеме станины между направляющими, которые с одной стороны от оси валка выполнены упругими, а с другой - жесткими. Такая конструкция клети позволяет прижимать подущки валка к неподвижным направляющим ста нины zj. Недостаток клети состоит в том, что одностороннее расположение упругих направляющих станины исключает само становку валков при прокатке. Наиболее близкой по технической сущности к предлагаемой является клеть прокатного стана, содержащая станину, ее направляющие, верхний и нижний калиброванные валки с контактом по ребордам, их подушки, размещенные в направляющих станины, и механизм предварительного сжатия валков с усилием, превышающим усилие прокатки. Валки предварительно прижи маются один к другому по ребордам с усилием в два раза большим усилия прокатки для того, чтобы за счет сил трения передавать момент вращения от приводного валка к неприводному 3j Недостаток известной клети заключается в том, что конструкция ее механизмов не обеспечивает самоустанов ки неприводного валка при прокатке. в результате чего возникают большие усилия на подшипники валков, а имеющийся перекос валков снижает точность проката. Цель изобретения - повьш1ение точности проката. Эта цель достигается тем, что клеть прокатного стана, содержащая станину, ее направляющие, верхний и нижний калиброванные валки с контактом по ребордам, их подушки, размещенные в направляющих станины, и механизм предварительного сжатия валков с усилием, превьш1ающим усилие прокатки, снабжена устройством осевой регулировки одного из валков, которое расположено со смещением относительно осевой плоскости обоих валков в сторону входа заготовки в клеть, и направляющие подушек этого валка выполнены в виде упругих элементов. Устройством осевой регулировки снабжены обе подущки неприводного валка, что облегчает его самоустановку при прокатке, а двухстороннее размещение его винтов позволит производить не только настройку калибра, но и воспринимать осевые усилия. Размещение подушек неприводного валка в подпружиненных направляющих станины в совокупности с устройством осевой регулировки, размещенным со смещением от осевой плоскости валков, позволяет значительно уменьшить перекос валков, возникающий в результате коле.баний размеров в пределах допус- ков при изготовлении и сборке клети. На фиг. 1 изображена клеть прокатного стана, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-В . 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - вид сверху на неприводной валок; на фиг. 6 - график зависимости осевой силы Т от величины перекоса валков. Клеть прокатного стана содержит станину 1, ее направляющие 2, имеющие упругий элемент 3 в верхней части, уравновешенный пружинами 4, нижний приводной валок 5, верхний неприводной валок 6, их подушки 7, соединяющие подушки траверсы 8 и 9, их механизм 10 предварительного сжатия и винтовые устройства осевой регулировки каждого валка. Устройство осевой регулировки приводного валка содержит регулировочньй винт 11J зафиксированный относительно станины планкой 12. Устройство осевой регулировки нсприводного валка включает планки 13 и 14, закрепленные на станине, и вве нутые в них регулировочные винты 15 и 16, которые смещены на величину Ъ относительно осевой плоскости обоих валков в сторону входа заготов ки в клеть. Клеть прокатного стана работает следующим образом. При прокатке заготовки валками от привода клети получает вращение валок 5, установленный в подушках 7 на траверсе 8, к которому прижат мег ханизмом 10 предварительного сжатия валок 6, установленный в подушках 7 на траверсе 9 и получающий вращение посредством сил трения от приводного валка. Усилия, возникающие при прокатке заготовки, стремятся раскрыть калибр. Для предотвращения этого механизмом предварительного сжатия созда ется поджатие в 1,5-2 раза вьше усилия прокатки и, таким образом, создается напряженное состояние калиброванных валков. Перекос осей вал ков относительно друг друга, имеющийся в реальной конструкции, способ ствует появлению осевой составляющей от усилия прокатки, отрицательно влияющей на качество прокатываемой трубы и долговечность подшипниковых опор. Наибольшее значение этого усилия определяется возможностью осевого проскальзывания валков относительно друг друга и составляет , где Р - усилие предварительного поджатия, (н); , - - коэффициент трения. Для устранения или значительного уменьшения осевого усилия при прокат ке предусмотрена возможность самоустановки неприводного валка 6 для устранения перекоса осей валков. Для этого подушки 7 неприводного валка помещены в уравновешенные пружинами 4 упругие элементы 3 направляющих 2 станины 1, а механизм осевого регулирования верхнего неприводного валка 6 смещен относительно осевой плоскости обоих валков в сторону вхо да заготовки в клеть. Принцип действия этого устройства виден из фиг. 5. Если ось 00 валка развернута относительно оси Of Of другого валка на величину $ , где S - велпчина OTfioсительного перекоса валков по линии осей подушек АА и (М), то при вращении валков возникнет их осевое перемещение, причем верхний неприводной валок будет смещаться относительно нижнего приводного влево (в случае изображенного на рисунке перекоса осей валков), вследствие чего на устройство осевой регулировки, т.е. винт 15, будет действовать сила Т. З стройство осевой .регулировки смещено относительно осевой плоскости валков на величину Ь (М) и поэтому возникает момент , который будет разворачивать верхний валок до тех пор, пока ось 00 верхнего валка не станет параллельной оси нижнего валка. Для разворота верхнего неприводного валка 6 необходимо некоторое усилие на преодоление упругости направляющих X и пружин, причем из условия равновесия на направляющие будут действовать силы . Таким образом, осевая сила определится условием .cb, где с - жесткость подпружиненных направляющих, н/м; L. - расстояние между подушками валка, м. Величина осевой силы ограничена условием (2) следовательно, значение жесткости и смещения b следует выбирать таким образом, чтобы ,(3) или, проходя к углу перекоса .ctPf, где oi, - коэффициент, oi с 1; Ср - угол перекоса осей валков (рад.). Испытания опытной установки показали правильность изложенной теории. При заданных усилиях предварительного поджатия, жесткости пружины и смещении осевой регулировки происходит значительное уменьшение осевой силы. При значительном перекосе осевая сила может достигать предельного значения, в рассматриваемом случае при кгс кгс, что соответствует коэффициенту трения i 0,151,приР 480кгсТп,, 70кгс, что соответствует коэффициенту тре- кия 0,146. Соотношение между жесткостью направляющих с, величиной смещения Ъ, предельным значением угла перекоса осей валков ( при заданных расстоянии между осями подушек и усилии предварительного напряжения валков Р определяется согласно соотнотению (4) таким образом, чтобы величина Т была значительно меньше (в 2
н более раза) согласно соотношению (2), т.е. чтобый60,5.
Предлагаемая конструкция обеспечивает увеличение выхода труб первого сорта.
При использовании изобретения ожи- . дается снгашние брака труб на 1%.
Экономический годовой эффект будет равен 10000 руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Рабочая клеть стана продольной прокатки | 1988 |
|
SU1687320A1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| Устройство регулирования перекоса валков рабочей клети "кварто" прокатного стана | 1982 |
|
SU1061868A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |

КЛЕТЬ ПРОКАТНОГО СТАНА, содержащая станину, ее направляющие, верхний и нижний калиброванные валки с контактом по ребордам, их подушки, размещенные в направляющих станины, и механизм предварительного сжатия валков с усилием, превышающим усилие прокатки, отличающаяся тем, что, с целью повышения точности проката, она снабжена устройством осевойрегулировки одного из валков, которое расположено со смещением относительно осевой плоскости обоих валков в сторону входа заготовки в клеть, и направляющие подушек этого валка выполнены в виде упругих элементов .
Фиг.З
&-в
Направление дбимения проната
,, . ТА/Г (Осебйя a/jietji
го
jfPnSOiOt
ъС-Шт
1Г
ff.m
f (fffpfwej
45 )ka.S
V Sa/iKO
| Полимерная композиция | 1972 |
|
SU477170A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
