Настоящее изобретение относится к способу контроля шин в производственной линии.
Также изобретение относится к процессу и устройству контроля шин в производственной линии.
Под "производственной линией" шин подразумевается набор из по меньшей мере одной рабочей станции, по меньшей мере одной станции контроля и по меньшей мере одной станции вулканизации.
Под "линией сборки" подразумевается набор из одной или более рабочих станций, функционально связанных для сборки невулканизированной шины.
Под "рабочей станцией" подразумевается область, в которой по меньшей мере одна операция сборки выполняется для изготавливаемой шины.
Под "изготавливаемой шиной" подразумевается шина в невулканизированном или вулканизированном состоянии в производственной линии или ее части.
Под "потоком изготавливаемых шин" подразумевается некоторое количество изготавливаемых шин, которые перемещаются через заданную зону производственной линии в заданное время.
Под "продолжительностью цикла" подразумевается максимальное время, затрачиваемое изготавливаемой шиной на перемещение от рабочей станции.
Под "томографическим контролем" изготавливаемой шины подразумевается проверка конструктивных характеристик изготавливаемой шины, основываясь на по существу готовой виртуальной модели, к тому же трехмерной, полученной с помощью технологии компьютерной томографии.
В области способов изготовления и сборки шин для колес транспортного средства, обнаружена необходимость в проведении контроля качества над полученными изделиями для двойной цели предотвращения дефектных шин от попадания на рынок и прогрессивного регулирования применяемых устройств и механизмов таким образом, чтобы улучшать и оптимизировать выполнение этапов процесса изготовления. Такой контроль качества может быть выполнен человеком-оператором, который, обычно в конце производственной линии, указывает заданное время, например между 30 с и 60 с, для визуальной и тактильной проверки шины; если, с учетом его опыта и чувствительности, он обнаружит, что шина не удовлетворяет некоторым стандартам качества, сама шина подвергается дополнительному контролю посредством пригодного оборудования для более подробной оценки возможных конструктивных и/или качественных недостатков.
JP 08086635 иллюстрирует контроль, основанный на технологиях томографического типа, в которых эмиттер и множественные детекторы размещены на противоположных сторонах контролируемой шины таким образом, что испускаемое излучение попадает на всю шину или, в любом случае, проходит через по меньшей мере один участок шины дважды до приема детектором.
US 4785354 показывает в другом контроле, основанном на технологии томографического типа, что излучение, испускаемое эмиттером, проходит через шину только единожды до приема детектором.
Было обнаружено, что контроль, выполняемый человеком-оператором, имеет явные ограничения и недостатки, так как, как отмечено выше, они основаны на опыте и чувствительности оператора, и таким образом не могут отвечать требованию воспроизводимости и не могут быть достаточно надежными. Было обнаружено, что оборудование типа, проиллюстрированного в JP 08086635, не способно обеспечивать достаточный уровень надежности. Более того, шины изготавливают из различных материалов, содержащих текстильные материалы, эластомерные смеси и металлические материалы. Таким образом, излучение проходит дважды через шину, и в результате также через металлические компоненты, содержащиеся в ней, и это вызывает нежелательное усиление так называемого "частичного объемного эффекта" за счет специфичного поведения металлических материалов, попадаемых под вышеупомянутое излучение.
Было также обнаружено, что когда излучение проходит через шину несколько раз, обнаружение становится еще более ненадежным из-за возможных эффектов помех, из-за которых определенные участки шины могут скрывать другие участки на этапах испускания и обнаружения применяемого электромагнитного излучения.
Было также обнаружено, что из-за множественных пересечений излучения через шину, калибровка энергии излучения чрезвычайно проблематична, и, в связи с этим, это может приводить к ошибкам и/или погрешностям при построении виртуальной модели шины. В свете выше изложенного, объемная модель всей конструкции шины получается весьма неточной и в геометрическом выражении, и в выражении распознавания различных материалов, образующих шину, таким образом делая последующий контроль наличия возможных дефектов, основанный на такой томографической модели, весьма ненадежным.
Было также обнаружено, что колебательные движения, которым подвергаются эмиттер и приемник, проиллюстрированные, например, в US 4785354, делают решения этого типа непригодными для быстрого и надежного контроля, например который требуется в производственной линии.
Таким образом, для контроля, применяемого в указанной производственной линии, необходимо, чтобы сам контроль и в частности операции испускания и обнаружения электромагнитного излучения выполнялись в ограниченные периоды времени.
Также, целесообразное управление временем, необходимым для выполнения томографического контроля, и одновременное управление положениями, из которых создается излучение, используемое для томографического контроля, позволяет обеспечивать то, что станция контроля, в которой выполняется томографический контроль шины, вводится в производственную линию без по существу изменения самой производительности линии.
Наконец, было обнаружено, что такой результат может быть получен регулированием взаимного положения изготавливаемой шины и устройств испускания/обнаружения, которые являются частью станции контроля, таким образом, что по меньшей мере положения, из которых создается электромагнитное излучение, описывают путь, связанный с тороидальной конструкцией изготавливаемой шины.
Предпочтительно, более того, томографический контроль выполняется за время, соизмеримое с или в любом случае не больше трех продолжительностей цикла.
Согласно первому аспекту, изобретение относится к способу контроля шины в производственной линии, содержащей по меньшей мере одну рабочую станцию, по меньшей мере одну станцию контроля и по меньшей мере одну станцию вулканизации. Предпочтительно, обеспечен этап, на котором подают n изготавливаемых шин в заданный временной интервал на вход указанной по меньшей мере одной станции контроля.
Предпочтительно, обеспечены этапы, на которых испускают электромагнитное излучение в указанной по меньшей мере одной станции контроля на каждую из указанных n изготавливаемых шин, обнаруживают его в соответствии с множеством операций испускания и обнаружения.
Предпочтительно, обеспечены этапы, на которых регулируют взаимное положение каждой из указанных n изготавливаемых шин и устройств испускания и обнаружения во время указанных операций испускания и обнаружения таким образом, что по меньшей мере положения, из которых создается указанное электромагнитное излучение, описывают путь, связанный с тороидальной конструкцией каждой из указанных n изготавливаемых шин, выполняют томографический контроль, создающий по меньшей мере одно множество параметров контроля.
Предпочтительно, обеспечен этап, на котором создают сигнал оповещения, как функцию от сравнения между указанными параметрами контроля и соответствующими эталонными параметрами.
Предпочтительно, обеспечен этап, на котором в один и тот же заданный временной интервал вводят k изготавливаемых шин, где k≤n, в указанную производственную линию, выходящих из указанной по меньшей мере одной станции контроля, и перемещают n-k изготавливаемых шин наружу указанной производственной линии, как функцию от указанного сигнала оповещения.
Таким образом возможно получать, в допустимое время и точным и надежным образом, двухмерную, трехмерную модель объема, трехмерную модель площади поверхности изготавливаемой шины, которая может быть предпочтительно использована для контроля качества шин в производственной линии.
Согласно другому аспекту, изобретение относится к процессу контроля шин в производственной линии.
Предпочтительно, обеспечен этап, на котором обеспечивают изготавливаемую шину, подлежащую контролю.
Предпочтительно, обеспечен этап, на котором обеспечивают по меньшей мере одно устройство испускания, выполненное с возможностью испускания электромагнитного излучения.
Предпочтительно, обеспечен этап, на котором приводят указанную изготавливаемую шину во вращение вокруг ее оси вращения относительно заданной эталонной системы.
Предпочтительно, во время перемещения указанной изготавливаемой шины обеспечен этап, на котором повторно перемещают указанное устройство испускания относительно указанной заданной эталонной системы вдоль кольцеобразной траектории, связанной с указанной изготавливаемой шиной.
Предпочтительно, во время перемещения устройства испускания обеспечен этап, на котором испускают, посредством указанного устройства испускания, электромагнитное излучение, направленное на по меньшей мере один участок указанной изготавливаемой шины.
Предпочтительно, обеспечен этап, на котором обнаруживают указанное электромагнитное излучение после взаимодействия между указанным электромагнитным излучением и по меньшей мере одним участком указанной изготавливаемой шины, при этом испускание и обнаружение указанного электромагнитного излучения определяют множество операций испускания и обнаружения.
Предпочтительно, обеспечен этап, на котором определяют по меньшей мере одно множество параметров контроля, как функцию от обнаружения указанного электромагнитного излучения.
Предпочтительно, обеспечен этап, на котором выполняют сравнение между указанными параметрами контроля и соответствующими эталонными параметрами.
Предпочтительно, обеспечен этап, на котором создают сигнал оповещения, как функцию от указанного сравнения.
Согласно другому аспекту, изобретение относится к устройству контроля шин в производственной линии.
Предпочтительно, обеспечен первый исполнительный элемент для изготавливаемой шины, подлежащей контролю, выполненный с возможностью приводить указанную изготавливаемую шину во вращение вокруг ее оси вращения относительно заданной эталонной системы.
Предпочтительно, обеспечено по меньшей мере одно устройство испускания, испускающее электромагнитное излучение.
Предпочтительно, обеспечен второй исполнительный элемент, который выполнен с возможностью повторно перемещать относительно указанной заданной эталонной системы указанное устройство испускания вдоль кольцеобразной траектории, связанной с указанной изготавливаемой шиной, во время перемещения указанной изготавливаемой шины.
Предпочтительно, обеспечено, что указанное устройство испускания выполнено с возможностью испускать электромагнитное излучение, направленное на по меньшей мере один участок указанной изготавливаемой шины.
Предпочтительно, обеспечено по меньшей мере одно устройство обнаружения для обнаружения указанного электромагнитного излучения после взаимодействия между указанным электромагнитным излучением и по меньшей мере одним участком указанной изготавливаемой шины. Предпочтительно, обеспечен блок обработки, выполненный по меньшей мере для одной из следующих функций:
определение множества параметров контроля, как функции от указанного обнаруженного излучения;
выполнение сравнения между указанными параметрами контроля и заданными эталонными параметрами;
создание сигнала оповещения, как функции от указанного сравнения.
В соответствии с по меньшей мере одним из вышеуказанных аспектов, изобретение может содержать одну или более предпочтительных характеристик, приведенных ниже. Предпочтительно, на каждой операции испускания и обнаружения указанного электромагнитного излучения указанное излучение проходит через один участок каждой из указанных n изготавливаемых шин, включенный между двумя радиальными полуплоскостями, след которых в экваториальной плоскости изготавливаемой шины определяет угол меньше 5°.
Предпочтительно, взаимное положение каждой из указанных n изготавливаемых шин и указанных устройств испускания и обнаружения регулируется так, что каждый сегмент, соединяющий область испускания указанного устройства испускания с соответственной областью обнаружения указанного устройства обнаружения, проходит в каждой операции испускания и обнаружения через один участок указанной изготавливаемой шины, включенный между двумя радиальными полуплоскостями, след которых в экваториальной плоскости изготавливаемой шины определяет угол меньше 5°.
Предпочтительно, указанная станция контроля обеспечена после указанной по меньшей мере одной рабочей станции и перед указанной по меньшей мере одной станцией вулканизации.
Таким образом возможно выполнять контроль качества на шине до того, как она будет подвергаться операции вулканизации; если шина признается непригодной, она будет исключать нецелесообразную трату времени и ресурсов, предназначенных для вулканизации шины, которая впоследствии не может быть продана и/или использована в другом применении.
Предпочтительно, указанная станция контроля обеспечена после указанной по меньшей мере одной станции вулканизации.
Таким образом возможно подтверждать наличие возможных конструктивных недостатков шины, которые также могут расти во время или после операции вулканизации.
Предпочтительно каждую из указанных n-k изготавливаемых шин, перемещаемых наружу производственной линии, передают в станцию проверки для выполнения по меньшей мере одной дополнительной проверки этой изготавливаемой шины.
Таким образом возможно определять проблемы каждой шины с большей точностью и в связи с этим возможно решать более надежным образом, должна ли шина быть окончательно отбракована.
Предпочтительно, обеспечение выполняют для первой станции контроля между указанной по меньшей мере одной рабочей станцией и указанной по меньшей мере одной станцией вулканизации и второй станции контроля после указанной по меньшей мере одной станции вулканизации.
Таким образом выполняется полный и очень точный контроль, нацеленный на выбор с наиболее возможной надежностью шин, которые считаются пригодными и которые подвергаются дополнительным проверкам или отбраковке.
Предпочтительно, указанное заданное время включено в диапазон между около n/5 и около 5n продолжительностей цикла.
Таким образом способ контроля согласно изобретению может быть предпочтительно применен в производственной линии без существенного уменьшения производительности линии.
Предпочтительно, указанное заданное время соответствует около n продолжительностям цикла.
Предпочтительно, указанное устройство испускания непрерывно двигают в одном и том же направлении вдоль указанной кольцеобразной траектории.
Таким образом возможно ограничивать время, необходимое для выполнения томографического контроля, в частности за счет того, что направление движения устройства испускания не меняется на обратное, а точнее устройство испускания непрерывно двигают в одном и том же направлении вдоль своей траектории.
Предпочтительно, указанная кольцеобразная траектория по существу лежит в данной плоскости.
Предпочтительно, указанная данная плоскость ориентирована поперечно относительно экваториальной плоскости указанной изготавливаемой шины.
Предпочтительно, указанная данная плоскость образует угол с указанной экваториальной плоскостью, который заключен между около 80° и около 100°.
Таким образом возможно обнаруживать характеристики одиночных участков шины, имеющих заданную форму, даже если шина перемещается вокруг своей оси вращения, пока устройство испускания перемещается вдоль своей кольцеобразной траектории.
Предпочтительно, указанная кольцеобразная траектория по существу проходит через геометрический центр указанной изготавливаемой шины.
Предпочтительно, указанная изготавливаемая шина выполняет полный оборот за период времени, включенный в диапазон между около 30 с и около 120 с.
Предпочтительно, во время полного оборота указанной изготавливаемой шины, указанное устройство испускания выполняет несколько оборотов вдоль указанной кольцеобразной траектории, включая значение между около 1000 и около 50000.
Предпочтительно, указанный сигнал оповещения создают после полного оборота указанной изготавливаемой шины.
Таким образом решение относительно пригодности шины может быть принято после рассмотрения характеристик всей шины, таким образом уменьшая вероятность совершения ошибок в оценке.
Предпочтительно, указанное действие контроля шин в производственной линии выполняют до операции вулканизации указанной изготавливаемой шины.
Предпочтительно, указанное действие контроля шин в производственной линии выполняют после операции вулканизации указанной изготавливаемой шины.
Предпочтительно, обеспечен этап, на котором:
выбирают один или более интервалов энергии указанного электромагнитного излучения, обнаруженного до выполнения указанного сравнения. Предпочтительно, указанные интервалы содержат по меньшей мере один из:
интервала низкой энергии, включенного между около 20 кэВ и около 300 кэВ;
интервала промежуточной энергии, включенного между около 300 кэВ и около 600 кэВ;
интервала высокой энергии, включенного между около 600 кэВ и около 1 МэВ.
Таким образом возможно обнаруживать конструктивные характеристики различных материалов, представленных в изготавливаемой шине.
Предпочтительно, указанное электромагнитное излучение представляет собой рентгеновское излучение, имеющее частоту, включенную в диапазон между около 3⋅1018 Гц и около 3⋅1020 Гц.
Предпочтительно, обеспечено множество устройств испускания.
Более предпочтительно, каждое устройство испускания из указанного множества работает в различном интервале энергии Ei.
Еще более предпочтительно, каждое устройство испускания из указанного множества одновременно работает в различном интервале энергии Ei.
Предпочтительно, также обеспечен этап, на котором охлаждают указанное устройство испускания.
Таким образом возможно предотвращать операции испускания и последующего обнаружения от прерывания или замедления из-за чрезмерной температуры, достигаемой устройством испускания.
Предпочтительно, может быть обеспечена вентиляционная система для охлаждения указанного устройства испускания.
Предпочтительно, указанный второй исполнительный элемент выполнен с возможностью непрерывно перемещать указанное устройство испускания в одном и том же направлении вдоль указанной кольцеобразной траектории.
Предпочтительно, указанный блок обработки выполнен с возможностью выбирать один или более интервалов энергии указанного электромагнитного излучения, обнаруженного до выполнения указанного сравнения.
Предпочтительно, обеспечена поддерживающая конструкция, на которой установлено указанное устройство испускания, при этом указанный второй исполнительный элемент активирован на указанной поддерживающей конструкции для перемещения указанного устройства испускания.
Предпочтительно, указанное по меньшей мере одно устройство обнаружения по существу выполнено за одно целое с указанным устройством испускания.
Таким образом возможно получать конструкцию обнаружения с ограниченным размером, так как устройство обнаружения по-прежнему по существу противоположно и обращено к устройству испускания, и таким образом достаточно обеспечивать устройство обнаружения с таким размером, чтобы принимать излучение, которое испускается устройством испускания, за один момент времени.
Предпочтительно, указанное по меньшей мере одно устройство обнаружения установлено на указанной поддерживающей конструкции.
Предпочтительно, указанное по меньшей мере одно устройство обнаружения является по существу неподвижным относительно указанной заданной эталонной системы.
Предпочтительно, указанное по меньшей мере одно устройство обнаружения расположено вдоль кольцеобразного профиля, образованного с участками, которые во время перемещения указанного устройства испускания последовательно по существу противоположны указанному устройству испускания относительно по меньшей мере одного участка указанной изготавливаемой шины.
Таким образом возможно получать устройство с упрощенной конструкцией, так как только устройству испускания необходимо перемещаться, тогда как устройство обнаружения остается неподвижным относительно указанной заданной эталонной системы, и в любом случае оно имеет такую форму, чтобы принимать по существу все излучение, испускаемое устройством испускания и взаимодействующее с изготавливаемой шиной.
Предпочтительно, указанная поддерживающая конструкция имеет по существу кольцеобразную форму.
Предпочтительно, указанная поддерживающая конструкция содержит по меньшей мере два взаимно подвижных участка таким образом, что указанная поддерживающая конструкция может быть выполнена между открытым состоянием, в котором указанная изготавливаемая шина может быть помещена между указанными участками, и закрытым состоянием, в котором кольцеобразная форма указанной поддерживающей конструкции связана с указанной изготавливаемой шиной. Предпочтительно, каждый участок указанной поддерживающей конструкции имеет один конец, шарнирно соединенный с соответствующим концом другого участка.
Предпочтительно, указанная поддерживающая конструкция имеет по существу C-образную форму.
Таким образом изготавливаемая шина может быть легко вставлена между устройством испускания и устройством обнаружения.
Предпочтительно, электромагнитное излучение, испускаемое указанным устройством испускания, направлено к области, ограниченной указанной кольцеобразной траекторией.
Предпочтительно, электромагнитное излучение, испускаемое указанным устройством испускания, направлено на по меньшей мере один участок указанной изготавливаемой шины, окруженный указанной кольцеобразной траекторией.
Дополнительные характеристики и преимущества будут ясны из подробного описания предпочтительного и неисключительного варианта выполнения изобретения.
Такое описание приведено далее со ссылкой на приложенные чертежи, также имеющие цель привести пример и, в связи с этим, не ограничивать объем охраны изобретения. На чертежах:
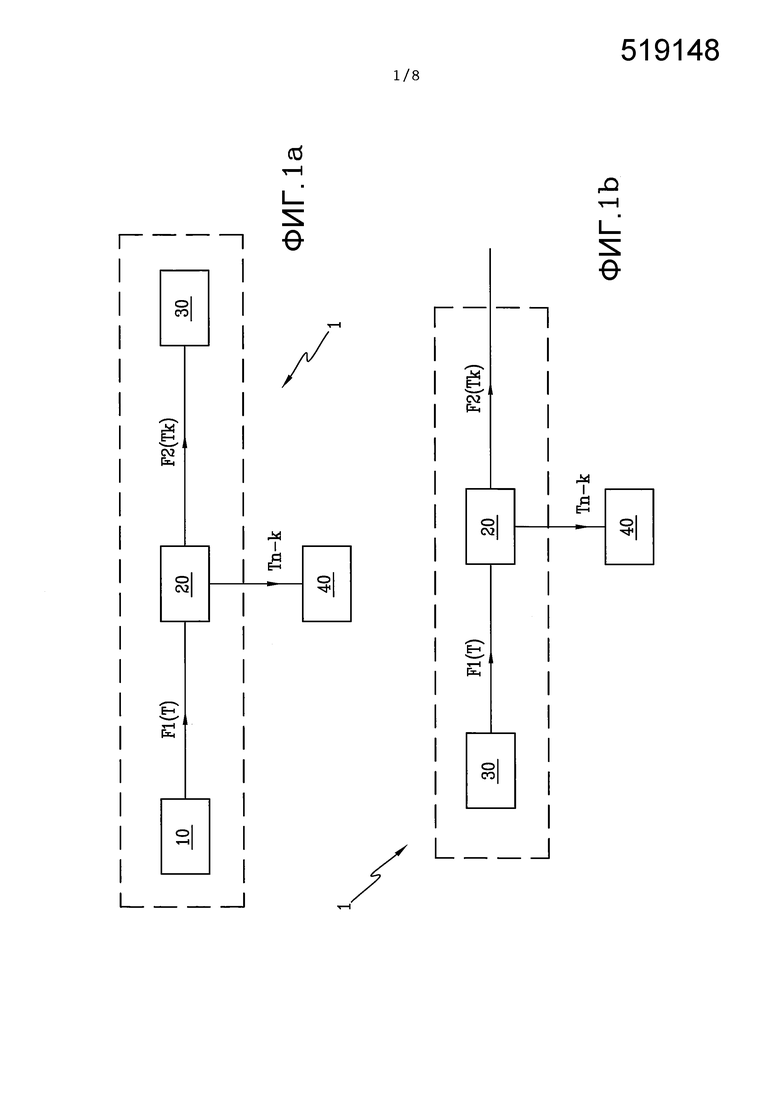
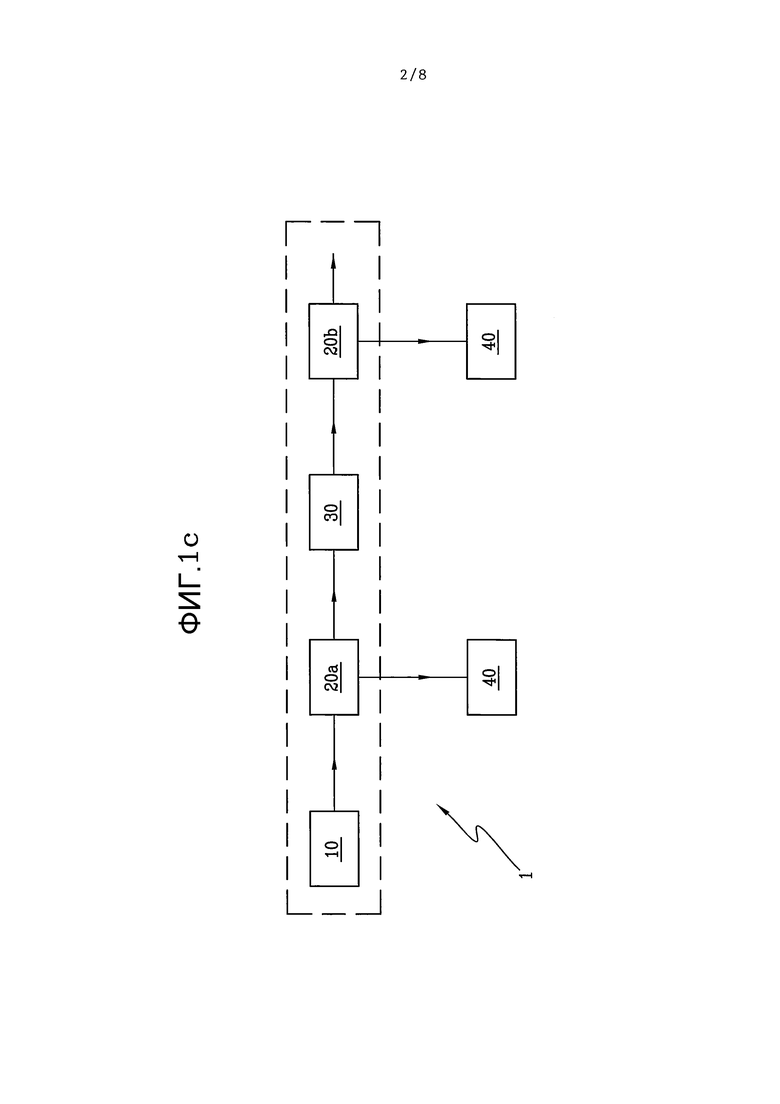
Фиг. 1a, 1b и 1c схематически показывают производственные линии, в которых могут быть применены способ, процесс и устройство согласно настоящему изобретению;
Фиг. 2 показывает первый вариант выполнения устройства согласно изобретению;
Фиг. 3 показывает часть устройства с фиг. 2 в другой функциональной конфигурации;
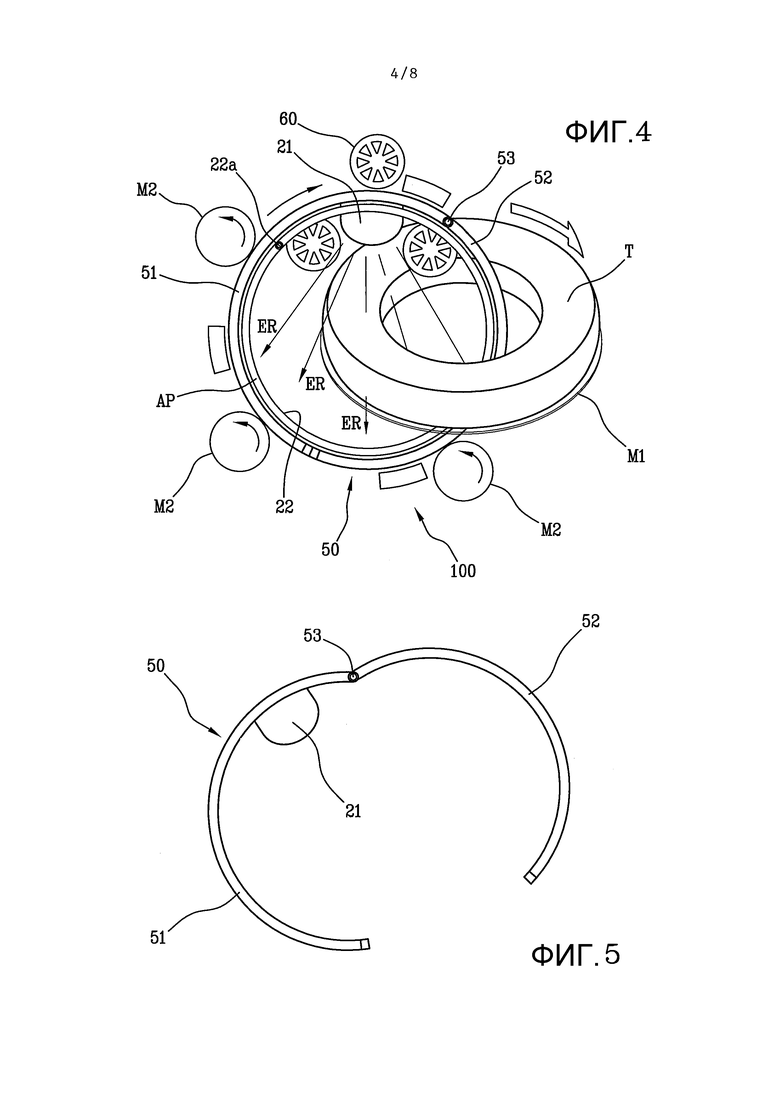
Фиг. 4 показывает второй вариант выполнения устройства согласно изобретению;
Фиг. 5 показывает часть устройства с фиг. 4 в другой функциональной конфигурации;
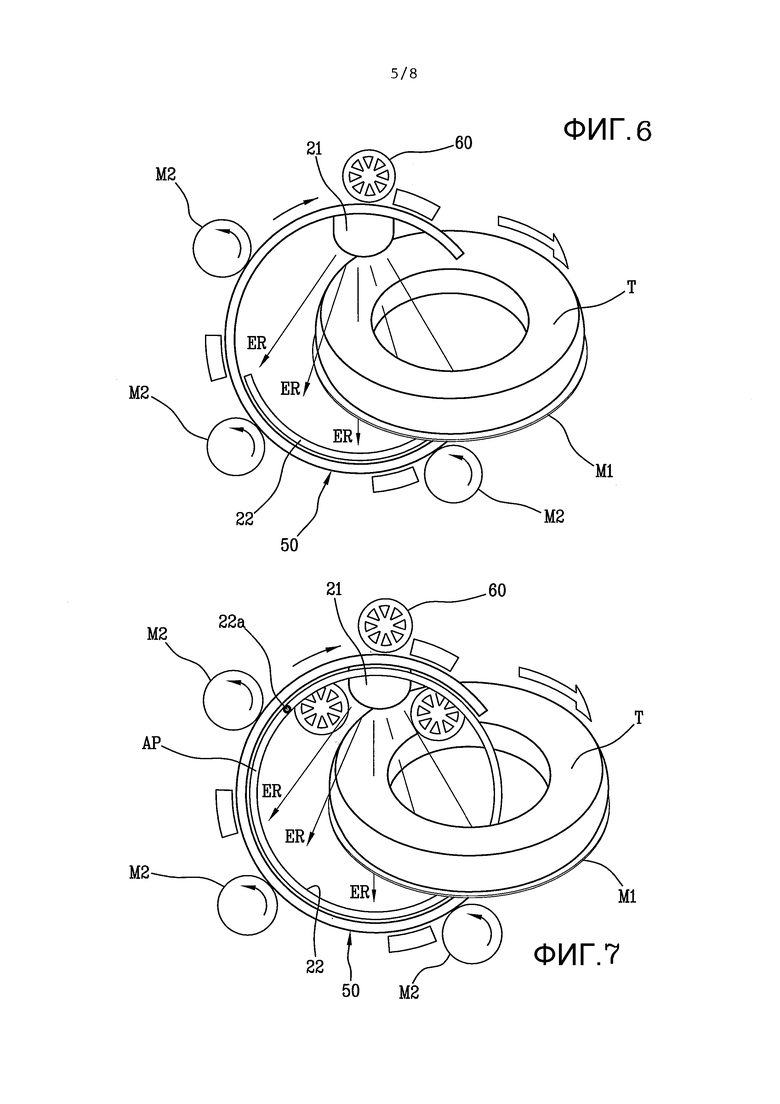
Фиг. 6 и 7 показывают дополнительные варианты выполнения устройства согласно изобретению;
Фиг. 8-11 показывают схематические виды, нацеленные на представление определенных геометрических характеристик операций, выполненных в способе, в процессе и устройством согласно изобретению; и
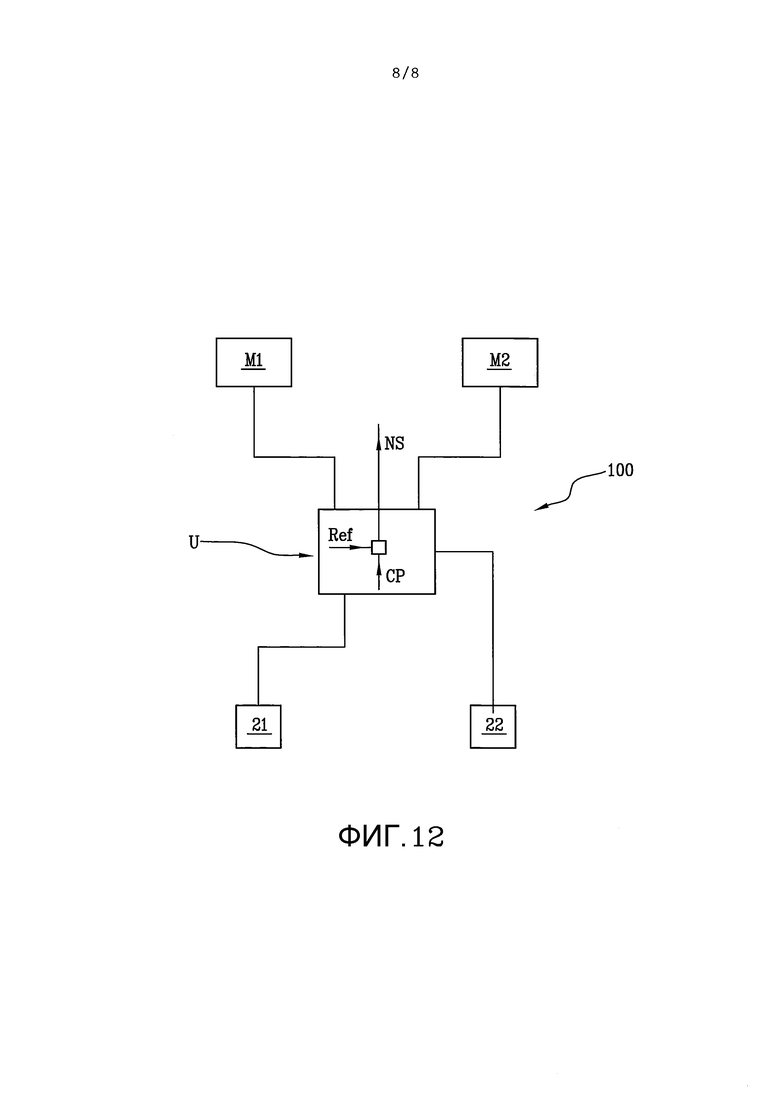
Фиг. 12 показывает блок-схему устройства согласно изобретению.
На приложенных чертежах производственная линия, в которой может быть выполнен контроль, выполняемый посредством способа, процесса и/или устройства согласно настоящему изобретению, обозначена в целом позицией 1.
Производственная линия 1 (фиг. 1a, 1b, 1c) содержит по меньшей мере одну рабочую станцию 10, по меньшей мере одну станции 20 контроля и по меньшей мере одну станцию 30 вулканизации. Производственная линия 1 также может содержать дополнительные станции, не проиллюстрированные подробно ниже. В варианте выполнения на фиг. 1a станция 20 контроля обеспечена после рабочей станции 10 и перед станцией 30 вулканизации.
В варианте выполнения на фиг. 1b станция 20 контроля обеспечена после станции 30 вулканизации.
В варианте выполнения на фиг. 1c обеспечение выполняют для первой станции 20а контроля, функционально расположенной между рабочей станцией 10 и станцией 30 вулканизации, и второй станции 20b контроля, функционально расположенной после станции 30 вулканизации.
Для простоты, следующее далее описание будет относиться к одной станции 20 контроля; при этом необходимо отметить, что это описание может быть без исключения применено к станции 20 контроля, к первой станции 20а контроля и/или второй станции 20b контроля, отмеченным выше.
В способе согласно изобретению поток F1 n изготавливаемых шин T подают на вход станции 20 контроля.
Такой поток F1 n изготавливаемых шин T соответствует прохождению n изготавливаемых шин T в заданном временном интервале PT.
Предпочтительно, такое заданное время РТ включено в диапазон между около n/5 и около 5n продолжительностей цикла.
Еще более предпочтительно, заданное время PT соответствует около n продолжительностям цикла.
Путем примера, продолжительность цикла может быть включена между около 20 с и около 120 с, более предпочтительно между около 60 с и около 90 с.
Следующее далее описание будет относиться к одной изготавливаемой шине T. Оно может быть применено к каждой из n изготавливаемых шин T, определяющих входной поток F1.
Предпочтительно n изготавливаемых шин T будут последовательно обработаны, одна за другой, одним и тем же устройством, представленным в станции 20 контроля.
В другом варианте выполнения станция 20 контроля может быть оборудована с возможностью параллельного и одновременного контроля множественных изготавливаемых шин.
В станции 20 контроля во время одного и того же заданного временного интервала PT электромагнитное излучение ER передается на каждую изготавливаемую шину T.
Предпочтительно, указанное электромагнитное излучение ER представляет собой рентгеновское излучение, имеющее частоту, включенную в диапазон между около 3⋅1018 Гц и около 3⋅1020 Гц.
Предпочтительно, устройство 21 испускания содержит рентгеновскую трубку.
Электромагнитное излучение ER обнаруживается после взаимодействия с изготавливаемой шиной T.
Таким образом для указанного электромагнитного излучения ER выполняется множество операций испускания и обнаружения.
Для того, чтобы выполнять эти операции, обеспечены по меньшей мере одно устройство 21 испускания и одно устройство 22 обнаружения.
Во время указанных операций испускания и обнаружения регулируется взаимное положение изготавливаемой шины T и устройств 21, 22 испускания и обнаружения.
Таким образом по меньшей мере положения, из которых создается электромагнитное излучение ER, описывают путь P, связанный с тороидальной конструкцией каждой из изготавливаемых шин T (фиг. 8).
На практике тороидальная конструкция изготавливаемой шины T и путь P, причем последний предпочтительно по существу кольцеобразный, взаимно размещены в виде двух последовательных колец цепи.
Предпочтительно, на каждой операции испускания и обнаружения для электромагнитного излучения ER указанное излучение проходит через один участок изготавливаемой шины T, включенный между двумя радиальными полуплоскостями α1, α2. Предпочтительно след указанных радиальных полуплоскостей αl, α2 на экваториальной плоскости E изготавливаемой шины определяет угол φ, меньший 5°. Радиальные полуплоскости αl, α2 и участок, ограниченный ими, схематически показаны на фиг. 10. Следует отметить, что, как отмечено выше, электромагнитное излучение ER создается из положений, определяющих вышеупомянутый кольцеобразный путь P; предпочтительно, последний проходит через геометрический центр С изготавливаемой шины T. В то время, когда создается излучение из положения, по существу совпадающего с геометрическим центром С изготавливаемой шины T, угол φ, ограниченный радиальными полуплоскостями αl, α2, может с хорошим приближением определять след, на экваториальной плоскости E, пространственной области, в которой распространятся электромагнитное излучение ER, при этом участок изготавливаемой шины, включенный между такими радиальными полуплоскостями φl, φ2 представляет собой участок, попадаемый под излучение ER.
В других случаях, т.е. когда электромагнитное излучение ER не создается в геометрическом центре С изготавливаемой шины T, участок изготавливаемой шины, попадаемый под электромагнитное излучение ER, в любом случае, включен между двумя радиальными полуплоскостями αl, α2, даже если не точно ограничен полуплоскостями αl, α2.
Предпочтительно, при выполнении операций испускания и обнаружения взаимное положение каждой из n изготавливаемых шин T и устройств 21, 22 испускания и обнаружения регулируется так, что каждый сегмент, соединяющий область испускания устройства 21 испускания с соответственной областью обнаружения устройства 22 обнаружения, проходит, в каждой операции испускания и обнаружения, через один участок указанной изготавливаемой шины, включенный между двумя радиальными полуплоскостями β1, β2.
Предпочтительно, след указанных радиальных полуплоскостей β1, β2 на экваториальной плоскости E изготавливаемой шины определяет угол θ, меньший 5°.
Радиальные полуплоскости β1, β2 и участок, ограниченный ими, схематически показаны на фиг. 11.
В отношении участка изготавливаемой шины, ограниченного радиальными полуплоскостями β1, β2, имеет силу одно и то же наблюдение, изложенное выше со ссылкой на радиальные полуплоскости αl, α2: когда устройство 21 испускания расположено по существу в геометрическом центре С изготавливаемой шины T, полуплоскости β1, β2 могут весьма точно определять участок изготавливаемой шины, полностью пересекаемый вышеупомянутыми сегментами, соединяющими устройство 21 испускания и устройство 22 обнаружения. С другой стороны, когда устройство не расположено в геометрическом центре С изготавливаемой шины T, участок, пересекаемый этими сегментами, будет находиться между радиальными полуплоскостями β1, β2, даже если не точно ограничен ими.
В предпочтительном варианте выполнения радиальные полуплоскости α1, α2 по существу совпадают с радиальными полуплоскостями β1, β2 и угол φ таким образом по существу имеет такую же ширину, что и угол θ.
Предпочтительно, изготавливаемая шина T перемещается относительно заданной эталонной системы, вращаясь вокруг ее оси вращения X.
Такая ось вращения X изготавливаемой шины T представляет собой ось симметрии, ортогональную экваториальной плоскости E изготавливаемой шины T.
Предпочтительно, изготавливаемая шина T выполняет полный оборот вокруг ее оси вращения X в период времени, включенный в диапазон между около 30 с и около 120 с.
Предпочтительно, вращение изготавливаемой шины T может быть по существу непрерывным или оно может быть выполнено последовательными этапами.
Предпочтительно, во время перемещения изготавливаемой шины T по меньшей мере устройство 21 испускания повторно перемещается относительно заданной эталонной системы.
Предпочтительно, устройство 21 испускания перемещается вдоль кольцеобразной траектории А, связанной с изготавливаемой шиной T (фиг. 8).
Предпочтительно, такая кольцеобразная траектория определяет вышеупомянутый путь P.
Предпочтительно, устройство 21 испускания непрерывно перемещают в одном и том же направлении вдоль его кольцеобразной траектории.
Предпочтительно, во время полного оборота изготавливаемой шины Т указанное устройство 21 испускания выполняет несколько оборотов вдоль кольцеобразной траектории А, включенных между около 1000 и около 50000.
Предпочтительно, кольцеобразная траектория А по существу лежит в данной плоскости π (фиг. 8-9).
Предпочтительно, данная плоскость π ориентирована поперечно относительно экваториальной плоскости E изготавливаемой шины T.
Предпочтительно, данная плоскость π образует угол γ с экваториальной плоскостью E, включенный между около 80° и около 100°.
Таким образом возможно компенсировать перемещение изготавливаемой шины T при вращении и обеспечивать, что операции испускания и обнаружения выполняются, как если бы изготавливаемая шина T была по существу неподвижной, и плоскость π была радиальной плоскостью указанной изготавливаемой шины T; это явно упрощает функционирование трехмерной модели конструкции шины.
Предпочтительно, кольцеобразная траектория А по существу проходит через геометрический центр С изготавливаемой шины T.
Вышеупомянутое электромагнитное излучение ER испускается устройством 21 испускания во время его перемещения.
Предпочтительно, электромагнитное излучение ER, испускаемое устройством 21 испускания, направлено внутрь области, ограниченной кольцеобразной траекторией А.
Предпочтительно, электромагнитное излучение ER, испускаемое устройством 21 испускания, направлено на по меньшей мере один участок изготавливаемой шины T, окруженный кольцеобразной траекторией А.
Предпочтительно, для устройство 21 испускания выполняется операция охлаждения; с этой целью может быть использована пригодная вентиляционная система 60, связанная с указанным устройством 21 испускания.
При обнаружении вышеупомянутого электромагнитного излучения ER после его взаимодействия с участком изготавливаемой шины T создается множество параметров контроля CP.
Такие параметры контроля CP на практике характеризуют конструктивные характеристики изготавливаемой шины T.
На практике параметры контроля CP определяют результат использования томографической модели изготавливаемой шины T.
Параметры контроля CP сравнивают с соответствующими эталонными параметрами Ref.
Путем примера, для выполнения этого сравнения могут быть применены пригодные алгоритмы сравнения с образцом.
В предпочтительном варианте выполнения один или более интервалов энергии Ei обнаруженного электромагнитного излучения ER выбирают до выполнения вышеупомянутого сравнения.
В частности интервалы Ei могут содержать по меньшей мере один из:
интервала низкой энергии Е1, включенного между около 20 кэВ и около 300 кэВ;
интервала промежуточной энергии E2, включенного между около 300 кэВ и около 600 кэВ;
интервала высокой энергии E3, включенного между около 600 кэВ и около 1 МэВ.
Предпочтительно, могут использоваться больше, чем одно, например два, устройства 21 испускания.
В таком случае особенно предпочтительно одновременно использовать каждое устройство 21 испускания с различным интервалом энергии Ei.
За счет различных уровней энергии Ei, применяемых одновременно (по меньшей мере двумя эмиттерами 21) или последовательно (один эмиттер 21), возможно выявлять характеристики различных материалов с особой точностью: интервал низкой энергии E1 иллюстрирует тканный и текстильный материалы; интервал промежуточной энергии E2 позволяет иллюстрировать смеси и эластомерные материалы; интервал высокой энергии E3 позволяет иллюстрировать металлические материалы. В качестве функции от сравнения между параметрами контроля CP и соответствующими эталонными параметрами Ref создается сигнал оповещения NS. Предпочтительно, сигнал оповещения NS характеризует, обеспечена ли изготавливаемая шина T, которая подвергалась томографическому контролю, предполагаемыми конструктивными характеристиками.
Предпочтительно, указанный сигнал NS оповещения создают после полного оборота указанной изготавливаемой шины Т так, что вся конструкция шины может испытываться до оценки ее соответствия с расчетными характеристиками.
Предпочтительно, информация, обнаруженная посредством томографического контроля также может храниться в целесообразно размещенной базе данных, в которой хранятся данные относительно каждой изготавливаемой шины, в частности характеристики шины и результаты выполненного контроля.
Как отмечено выше, контроль изготавливаемой шины T может быть выполнен:
- до операции вулканизации;
- после операции вулканизации;
- как до, так и после операции вулканизации.
Эти три возможные варианта выполнения схематически показаны на фиг. 1a, 1b, 1c, соответственно.
Как отмечено выше, описание, обеспеченное здесь со ссылкой на станцию 20 контроля, также может быть применено идентичным образом к первой станции 20а контроля и второй станции 20b контроля.
В частности, в случае первой станции 20а контроля входящий поток изготавливаемых шин приходит от рабочей станции 10, и над невулканизированными шинами выполняется контроль, тогда как в случае второй станции 20b контроля входящий поток изготавливаемых шин приходит от станции 30 вулканизации, и далее выполняется контроль над вулканизированными шинами.
В качестве функции от сигнала оповещения NS, созданного для каждой изготавливаемой шины T, станция 20 контроля устанавливает, как регулировать n изготавливаемых шин T, принятых на входе в заданный период времени:
k изготавливаемых шин Tk (где k≤n) повторно вводят в производственную линию 1, так как они признаются пригодными;
n-k изготавливаемых шин Tn-k вместо этого перемещают наружу производственной линии, так как они признаются непригодными, по меньшей мере на подготовительной фазе.
Предпочтительно повторное введение k изготавливаемых шин Tk и перемещение n-k изготавливаемых шин Tn-k выполняют за период времени, равный вышеупомянутому заданному временному интервалу PT. Предпочтительно, изготавливаемые шины Tn-k, перемещаемые наружу производственной линии 1, передают в станцию 40 проверки, где могут быть выполнены более детальные проверки с целью проверки, должны ли изготавливаемые шины Tn-k действительно быть окончательно отбракованы.
Таким образом, в свете выше изложенного, в заданный период времени PT станция 20 контроля предпочтительно работает следующим образом:
она принимает n изготавливаемых шин T (входящий поток F1);
она повторно вводит k изготавливаемых шин Tk в производственную линию (выходящий поток F2);
она перемещает n-k изготавливаемых шин Tn-k наружу производственной линии, предпочтительно по направлению к вышеупомянутой станции 40 проверки.
Как уже было отмечено, изобретение также относится к устройству контроля шины в производственной линии.
Устройство 100 предпочтительно обеспечено в станции 20 контроля, а также в первой и во второй станции 20а, 20b контроля.
Отметим, что одна станция контроля может иметь различные устройства, каждое выполненное подобно устройству 100, которое будет описано ниже. Поток проверяемых изготавливаемых шин далее может регулироваться таким образом, чтобы он распределялся между различными устройствами контроля.
Устройство 100 содержит первый исполнительный элемент M1 для приведения изготавливаемой шины T во вращение вокруг ее оси вращения X.
Предпочтительно, устройство приближения-раздвигания также обеспечено для того, чтобы перемещать изготавливаемую шину T относительно устройства 21 испускания и устройства 22 обнаружения.
Устройство 100 также содержит вышеупомянутые устройство 21 испускания и устройство 22 обнаружения. Устройство 100 также содержит второй исполнительный элемент M2, функционирующий на устройстве 21 испускания для того, чтобы перемещать его в соответствии с вышеописанными режимами.
Предпочтительно, устройство 100 содержит поддерживающую конструкцию 50 (фиг. 2, 4, 6, 7), на которой установлено устройство 21 испускания.
Предпочтительно, второй исполнительный элемент M2 функционирует на поддерживающей конструкции 50 для перемещения устройства 21 испускания.
Предпочтительно, второй исполнительный элемент M2 содержит один или более моторизованных колес или роликов.
Предпочтительно, указанное одно или более моторизованных колес или роликов снаружи воздействуют на указанную поддерживающую конструкцию 50 для приведения ее во вращение.
В частности, в вариантах выполнения, в которых поддерживающая конструкция 50 имеет по существу C-образную форму, которая будет лучше описана ниже, второй исполнительный элемент M2 содержит по меньшей мере два, предпочтительно три, колеса или ролика, действующих на поддерживающую конструкцию 50. Таким образом, даже если поддерживающая конструкция 50 не имеет замкнутой и полностью кольцеобразной формы, можно передавать ей перемещение в любой момент времени, независимо от ее углового положения.
В одном варианте выполнения устройство 22 обнаружения по существу выполнено за одно целое с устройством 21 испускания. В таком варианте выполнения устройство 22 обнаружения жестко ограничено устройством 21 испускания. Предпочтительно, устройство 22 обнаружения установлено на вышеупомянутой поддерживающей конструкции 50. Предпочтительно, устройство 22 обнаружения расположено таким образом, что излучение, испускаемое устройством 21 испускания, попадает на устройство 22 обнаружения по возможности после взаимодействия с проверяемым участком изготавливаемой шины T. Предпочтительно, устройство 22 обнаружения установлено на поддерживающей конструкции 50 в положении, обращенном к и противоположном устройству 21 испускания. Этот вариант выполнения схематически проиллюстрирован на фиг. 2 и 6.
В другом варианте выполнения (фиг. 4, 7) устройство 22 обнаружения по существу неподвижно относительно вышеупомянутой заданной эталонной системы. Предпочтительно, устройство 22 обнаружения расположено вдоль кольцеобразного профиля AP, образованного с участками, которые во время перемещения устройства 21 испускания последовательно по существу противоположны устройству 21 испускания относительно по меньшей мере одного участка изготавливаемой шины T. На практике, устройство 22 обнаружения содержит один или более детекторов, размещенных вдоль кольцеобразного профиля AP. Предпочтительно, этот один или более детекторов размещены таким образом, чтобы по существу полностью покрывать (на 360°) кольцеобразный профиль AP. Таким образом, электромагнитное излучение ER, испускаемое устройством 21 испускания во время его перемещения вдоль кольцеобразной траектории, может быть принято одним или более указанными детекторами. Предпочтительно, кольцеобразный профиль AP также связан с изготавливаемой шиной T. Предпочтительно, кольцеобразный профиль AP по существу повторяет кольцеобразную траекторию устройства 21 испускания. Для того, чтобы быть связанной с изготавливаемой шиной T, конструкция, на которой размещено устройство 22 обнаружения, предпочтительно состоит из по меньшей мере двух отделяемых частей, например, шарнирно соединенных друг с другом (шарнир 22а схематически представлен на фиг. 4 и 7). Аналогичная конструкция, которая будет лучше описана ниже, также может быть применена для конструкции, которая поддерживает устройство 21 испускания.
Предпочтительно, поддерживающая конструкция 50 устройства 21 испускания имеет по существу кольцеобразную форму.
Предпочтительно, такая поддерживающая конструкция 50 содержит по меньшей мере два взаимно подвижных участка 51, 52; таким образом поддерживающая конструкция 50 может быть выполнена между открытым состоянием и закрытым состоянием. В открытом состоянии изготавливаемая шина T может быть помещена между двумя участками 51, 52, т.е. она может перемещаться относительно поддерживающей конструкции таким образом, что после следующего далее закрытия участков 51, 52 шина связывается с поддерживающей конструкцией 50. В закрытом состоянии кольцеобразная форма поддерживающей конструкции 50 связана с изготавливаемой шиной T.
Путем примера, участки 51, 52 могут быть шарнирно соединены друг с другом: в частности, каждый участок 51, 52 имеет первый конец, шарнирно соединенный посредством шарнира 53, схематически показанного на фиг. 2-5, с соответствующим первым концом другого участка, и второй конец, которые может быть приведен близко к/отведен от соответствующего второго конца другого участка. Вторые концы взаимно перемещаются, когда поддерживающая конструкция 50 находится в открытой конфигурации. И вторые концы находятся во взаимном контакте и предпочтительно взаимно ограничены, когда поддерживающая конструкция 50 находится в закрытой конфигурации. На фиг. 2 поддерживающая конструкция 50 находится в закрытой конфигурации, тогда как фиг. 3 схематически представляет открытое состояние той же поддерживающей конструкции 50.
В другом варианте выполнения (фиг. 6, 7) поддерживающая конструкция 50 имеет по существу C-образную форму. Предпочтительно, такая С-образная форма продолжается на около 270°, в любом случае оставляя достаточно широкое отверстие для обеспечения вставки изготавливаемой шины. Таким образом, без необходимости обеспечения взаимно подвижных участков поддерживающей конструкции 50 возможно перемещать изготавливаемую шину T и поддерживающую конструкцию 50 близко друг к другу таким образом, что последующее перемещение устройства 21 испускания описывает кольцеобразную траекторию А, связанную с изготавливаемой шиной T. Таким образом предпочтительно обеспечены следующие варианты выполнения:
поддерживающая конструкция 50 с кольцеобразной формой, образованная по меньшей мере двумя взаимно подвижными участками 51, 52, например, шарнирно соединенными; устройство 22 обнаружения, установленное на этой поддерживающей конструкции 50 (фиг. 2);
поддерживающая конструкция 50 с кольцеобразной формой, образованная по меньшей мере двумя взаимно подвижными участками 51, 52, например, шарнирно соединенными; устройство 22 обнаружения, неподвижное относительно заданной эталонной системы и установленное на кольцеобразной опоре, отделенной от поддерживающей конструкции 50 (фиг. 4);
поддерживающая конструкция 50 имеет C-образную форму; устройство 22 обнаружения, установленное на этой поддерживающей конструкции 50 (фиг. 6);
поддерживающая конструкция 50 имеет C-образную форму; устройство 22 обнаружения, неподвижное относительно заданной эталонной системы и установленное на кольцеобразной опоре, отделенной от поддерживающей конструкции 50 (фиг. 7).
Устройство 100 также содержит блок обработки U (фиг. 12), выполненный с возможностью выполнять вышеописанный контроль и в частности с возможностью:
определения множества параметров контроля CP, как функции от электромагнитного излучения ER, обнаруженного устройством 22 обнаружения;
сравнения таких параметров контроля CP с соответствующими эталонными параметрами Ref;
создания сигнала оповещения NS, как функции от сравнения.
Предпочтительно, блок обработки U также выполнен с возможностью выбирать один или более вышеупомянутых интервалов энергии E1, E2, E3.
Предпочтительно, устройство 100 также содержит вышеупомянутую вентиляционную систему 60, функционально связанную с устройством 21 испускания для его охлаждения.
Предпочтительно, вентиляционная система 60 по меньшей мере частично выполнена за одно целое с устройством 21 испускания. В частности, один или более вентиляционных элементов могут быть установлены на вышеупомянутой поддерживающей конструкции 50 вблизи устройства 21 испускания.



Изобретение относится к автомобильной промышленности. Способ содержит по меньшей мере одну рабочую станцию (10), по меньшей мере одну станцию (20) контроля и по меньшей мере одну станцию (30) вулканизации. Согласно способу подают n изготавливаемых шин (T) в заданный временной интервал (PT) на вход по меньшей мере одной станции (20) контроля. Испускают электромагнитное излучение (ER) в по меньшей мере одной станции (20) контроля на каждую из n изготавливаемых шин (T). Регулируют взаимное положение каждой из n изготавливаемых шин (T) и устройств (21, 22) испускания и обнаружения во время операций испускания и обнаружения так, что по меньшей мере положения, из которых создается электромагнитное излучение (ER), описывают путь (P), связанный с тороидальной конструкцией каждой из n изготавливаемых шин (T). Выполняют томографический контроль, создающий по меньшей мере одно множество параметров контроля (СР). Создают сигнал оповещения (NS) как функцию от сравнения между параметрами (CP) контроля и соответствующими эталонными параметрами (Ref). В одном и том же заданном временном интервале (PT) вводят в производственную линию (1) k изготавливаемых шин (Tk), где k≤n, выходящих из по меньшей мере одной станции (20) контроля, и перемещают n-k изготавливаемых шин (Tn-k) наружу производственной линии (1) как функцию от сигнала оповещения (NS). Технический результат – сокращение времени и повышение качества контроля шин. 3 н. и 35 з.п. ф-лы, 12 ил.
1. Способ контроля шин в производственной линии (1), содержащей по меньшей мере одну рабочую станцию (10), по меньшей мере одну станцию (20) контроля и по меньшей мере одну станцию (30) вулканизации, при этом способ включает этапы, на которых:
подают n изготавливаемых шин (T) в заданный временной интервал (PT) на вход указанной по меньшей мере одной станции (20) контроля;
испускают электромагнитные излучения (ER) в указанной по меньшей мере одной станции (20) контроля на каждую из указанных n изготавливаемых шин (T) и обнаруживают их в соответствии с множеством операций испускания и обнаружения;
регулируют взаимное положение каждой из указанных n изготавливаемых шин (T) и устройств (21, 22) испускания и обнаружения во время указанных операций испускания и обнаружения таким образом, что по меньшей мере положения, из которых создаются указанные электромагнитные излучения (ER), описывают путь (P), связанный с тороидальной конструкцией каждой из указанных n изготавливаемых шин (T), и выполняют томографический контроль, создающий по меньшей мере одно множество параметров контроля (CP);
создают сигнал оповещения (NS) как функцию от сравнения между указанными параметрами контроля (CP) и соответствующими эталонными параметрами (Ref); и
в одном и том же заданном временном интервале (PT) вводят в указанную производственную линию (1) k изготавливаемых шин (Tk), где k≤n, выходящих из указанной по меньшей мере одной станции (20) контроля, и перемещают n-k изготавливаемых шин (Tn-k) наружу производственной линии (1) как функцию от указанного сигнала оповещения (NS).
2. Способ по п.1, при котором на каждой операции испускания и обнаружения электромагнитных излучений (ER) указанные излучения проходят через один участок каждой из указанных n изготавливаемых шин (T), включенный между двумя радиальными полуплоскостями (α1, α2), след которых в экваториальной плоскости изготавливаемой шины образует угол менее 5°.
3. Способ по п.2, при котором регулируют взаимное положение каждой из указанных n изготавливаемых шин (T) и устройств (21, 22) испускания и обнаружения так, что каждый сегмент, соединяющий область испускания устройства (21) испускания с соответственной областью обнаружения устройства (22) обнаружения, проходит на каждой операции испускания и обнаружения через один участок указанной изготавливаемой шины, включенный между двумя радиальными полуплоскостями (β1, β2), след которых в экваториальной плоскости изготавливаемой шины образует угол (θ) менее 5°.
4. Способ по любому из пп.1-3, при котором станцию (20) контроля располагают после указанной по меньшей мере одной рабочей станции (10) и перед указанной по меньшей мере одной станцией (30) вулканизации.
5. Способ по любому из пп.1-3, при котором станцию (20) контроля располагают после указанной по меньшей мере одной станции (30) вулканизации.
6. Способ по любому из пп.1-3, при котором каждую из указанных n-k изготавливаемых шин (Tn-k), перемещаемых наружу производственной линии (1), передают в станцию (40) проверки для выполнения по меньшей мере одной дополнительной проверки одной и той же изготавливаемой шины.
7. Способ по любому из пп.1-3, при котором расположение осуществляют для первой станции (20a) контроля между указанной по меньшей мере одной рабочей станцией (10) и указанной по меньшей мере одной станцией (30) вулканизации и второй станции (20b) контроля после указанной по меньшей мере одной станции (30) вулканизации.
8. Способ по любому из пп.1-3, при котором заданное время (PT) включено в диапазон от около n/5 до около 5n продолжительностей цикла.
9. Способ по любому из пп.1-3, при котором заданное время соответствует около n продолжительностям цикла.
10. Способ контроля шины в производственной линии, включающий этапы, на которых:
обеспечивают изготавливаемую шину (T), подлежащую контролю;
обеспечивают по меньшей мере одно устройство (21) испускания, выполненное с возможностью испускания электромагнитных излучений (ER);
приводят изготавливаемую шину (T) во вращение вокруг ее оси вращения относительно заданной эталонной системы;
при перемещении изготавливаемой шины (T) повторно перемещают устройство (21) испускания относительно указанной заданной эталонной системы вдоль кольцеобразной траектории (A), связанной с изготавливаемой шиной (T);
при перемещении устройства (21) испускания испускают посредством устройства (21) испускания электромагнитные излучения (ER), направленные на по меньшей мере один участок (T1) изготавливаемой шины (T);
обнаруживают электромагнитные излучения (ER) после взаимодействия между электромагнитными излучениями (ER) и по меньшей мере одним участком изготавливаемой шины (T), при этом испускание и обнаружение электромагнитных излучений (ER) определяют множество операций испускания и обнаружения;
определяют по меньшей мере одно множество параметров (CP) контроля как функцию от обнаружения электромагнитных излучений (ER);
выполняют сравнение между параметрами (CP) контроля и соответствующими эталонными параметрами (Ref); и
генерируют сигнал (NS) оповещения как функцию от указанного сравнения.
11. Способ по п.10, при котором устройство (21) испускания непрерывно двигают в одном и том же направлении вдоль кольцеобразной траектории (A).
12. Способ по п.10 или 11, при котором кольцеобразная траектория (A) по существу лежит в заданной плоскости (п).
13. Способ по п.12, при котором заданная плоскость (п) ориентирована поперечно относительно экваториальной плоскости (E) изготавливаемой шины (T).
14. Способ по п.13, при котором заданная плоскость (п) образует угол (γ) с экваториальной плоскостью, который составляет от около 80° до около 100°.
15. Способ по п.10 или 11, при котором кольцеобразная траектория (A) по существу проходит через геометрический центр (C) изготавливаемой шины (T).
16. Способ по п.10 или 11, при котором изготавливаемая шина (T) выполняет полный оборот за период времени, составляющий от около 30 с до около 120 с.
17. Способ по п.10 или 11, при котором при полном обороте изготавливаемой шины (T) устройство (21) испускания выполняет несколько оборотов вдоль кольцеобразной траектории (A), включенных в диапазон от около 1000 до около 50000.
18. Способ по п.10 или 11, при котором сигнал оповещения (NS) создают после полного оборота изготавливаемой шины (T).
19. Способ по п.10 или 11, при котором действие контроля шин в производственной линии выполняют до операции вулканизации изготавливаемой шины (T).
20. Способ по п.10 или 11, при котором действие контроля шин в производственной линии выполняют после операции вулканизации изготавливаемой шины (T).
21. Способ по п.10 или 11, при котором выбирают один или более интервалов (Ei) энергии электромагнитных излучений (ER), обнаруженных до выполнения указанного сравнения.
22. Способ по п.21, при котором интервалы (Ei) включают по меньшей мере один из:
интервала низкой энергии (E1), включенного от около 20 кэВ до около 300 кэВ;
интервала промежуточной энергии (E2), включенного от около 300 кэВ до около 600 кэВ;
интервала высокой энергии (E3), включенного от около 600 кэВ до около 1 МэВ.
23. Способ по п.10 или 11, при котором электромагнитные излучения (ER) представляют собой рентгеновские излучения, имеющие частоту в диапазоне от около 3⋅1018 Гц до около 3⋅1020 Гц.
24. Способ по п.10 или 11, при котором дополнительно охлаждают устройство (21) испускания.
25. Устройство контроля шины в производственной линии, содержащее:
первый исполнительный элемент (M1) для изготавливаемой шины (T), подлежащей контролю, выполненный с возможностью приведения изготавливаемой шины (T) во вращение вокруг ее оси вращения относительно заданной эталонной системы;
по меньшей мере одно устройство (21) испускания, выполненное с возможностью испускания электромагнитных излучений (ER);
второй исполнительный элемент (M2), выполненный с возможностью повторного перемещения относительно указанной заданной эталонной системы указанного устройства (21) испускания вдоль кольцеобразной траектории (A), связанной с изготавливаемой шиной (T), при этом при перемещении изготавливаемой шины (T) устройство (21) испускания выполнено с возможностью испускания электромагнитных излучений (ER), направленных на по меньшей мере один участок (T1) изготавливаемой шины (T);
по меньшей мере одно устройство (22) обнаружения для обнаружения электромагнитных излучений (ER) после взаимодействия между электромагнитными излучениями (ER) и по меньшей мере одним участком изготавливаемой шины (T); и
блок (U) обработки, выполненный с возможностью:
- определения множества параметров (CP) контроля как функции от обнаруженных электромагнитных излучений (ER);
- выполнения сравнения между параметрами контроля (CP) и заданными эталонными параметрами (Ref); и
- создания сигнала (NS) оповещения как функции от указанного сравнения.
26. Устройство по п.25, в котором второй исполнительный элемент (M2) выполнен с возможностью непрерывного перемещения устройства (21) испускания в одном и том же направлении вдоль кольцеобразной траектории (A).
27. Устройство по п.25 или 26, в котором кольцеобразная траектория (A) по существу лежит в заданной плоскости (п).
28. Устройство по п.27, в котором заданная плоскость (п) ориентирована поперечно относительно экваториальной плоскости (E) изготавливаемой шины (T).
29. Устройство по п.28, в котором заданная плоскость (п) образует угол (γ) с экваториальной плоскостью (E), который составляет от около 80° до около 100°.
30. Устройство по п.25 или 26, в котором блок обработки (U) выполнен с возможностью выбора одного или более интервалов энергии (E1, E2, E3) электромагнитных излучений (ER), обнаруженных до выполнения указанного сравнения.
31. Устройство по п.25 или 26, содержащее поддерживающую конструкцию (50), на которой установлено устройство (21) испускания, при этом второй исполнительный элемент (M2) активирован на поддерживающей конструкции (50) для перемещения устройства (21) испускания.
32. Устройство по п.25, в котором указанное по меньшей мере одно устройство (22) обнаружения по существу выполнено за одно целое с устройством (21) испускания.
33. Устройство по п.32, в котором указанное по меньшей мере одно устройство (22) обнаружения установлено на поддерживающей конструкции (50).
34. Устройство по п.25 или 26, в котором указанное по меньшей мере одно устройство (22) обнаружения является по существу неподвижным относительно заданной эталонной системы.
35. Устройство по п.32, в котором указанное по меньшей мере одно устройство (22) обнаружения расположено вдоль кольцеобразного профиля (AP), образованного с участками, которые во время перемещения устройства (21) испускания последовательно по существу противоположны устройству (21) испускания относительно по меньшей мере одного участка изготавливаемой шины (T).
36. Устройство по п.31, в котором поддерживающая конструкция (50) имеет по существу кольцеобразную форму.
37. Устройство по п.36, в котором поддерживающая конструкция (50) содержит по меньшей мере два взаимно подвижных участка (51, 52), так что поддерживающая конструкция (50) может быть сконфигурирована между открытым состоянием, в котором изготавливаемая шина (T) может быть помещена между участками (51, 52), и закрытым состоянием, в котором кольцеобразная форма поддерживающей конструкции (50) связана с изготавливаемой шиной (T).
38. Устройство по п.31, в котором поддерживающая конструкция (50) имеет по существу C-образную форму.
| US 3952195 A, 20.04.1976 | |||
| JP 8086635 A, 02.04.1996 | |||
| Матричное устройство для вычисления свертки | 1987 |
|
SU1494018A1 |

