Изобретение относится к обработке металлов резанием, а именно к способам определения температуры максимальной работоспособности твердосплавных режущих пластин, которая позволяет определять оптимальную скорость резания, обеспечивающую минимальную интенсивность износа инструмента.
Известны способы определения температуры максимальной работоспособности Θмр твердосплавных режущих пластин по характерным участкам графиков зависимостей различных структурно-чувствительных характеристик инструментов от температуры, например, определения температуры максимальной работоспособности твердосплавных режущих пластин по характерному участку зависимости критерия вязкости разрушения (трещиностойкости) твердосплавных режущих пластин от температуры, [Патент РФ №2373029, В23В 1/00, опубл. 20.07.2009].
Недостатком известного способа является необходимость проводить расчеты критерия вязкости разрушения (трещиностойкости) K1c твердосплавных режущих пластин на основании определения диагоналей отпечатков, полученных при нанесении отпечатка индентора микротвердомера, и величины сопротивления развитию трещины. Расчет K1c усложняет процедуру определения температуры максимальной работоспособности твердосплавных режущих пластин и повышает погрешность измерений.
Наиболее близким по технический сущности, принятым в качестве прототипа, является способ определения температуры максимальной работоспособности твердосплавных режущих пластин по зависимости электрической проводимости твердосплавных режущих пластин от температуры. [Патент РФ №2567938, В23В 1/00, опубл. 10.11.2015].
Недостатком известного способа является невозможность проводить испытания образцов с различными покрытиями, необходимость проводить математические расчеты.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа определения температуры максимальной работоспособности твердосплавных режущих пластин за счет применения бесконтактного метода определения температуры максимальной работоспособности инструментального твердого сплава что позволяет проводить испытания на образцах с покрытиями без математических расчетов.
При осуществлении предлагаемого способа поставленная задача решается за счет достижения технического результата, который заключается в упрощении определения значений структурно-чувствительной характеристики твердосплавных режущих пластин из-за отсутствия математических расчетов, а так же за счет применения бесконтактного метода, который позволяет проводить испытания образцов с покрытиями.
Указанный технический результат достигается тем, что в способе определения температуры максимальной работоспособности твердосплавных режущих пластин, включающем построение графика температурной зависимости структурно-чувствительной характеристики пластин по результатам кратковременных испытаний в диапазоне до 1000°С и определение на нем характерного участка, соответствующего интервалу температур максимальной работоспособности, особенностью является то, что в качестве структурно-чувствительной характеристики используют ЭДС катушки автоколебательного контура, в которую помещена твердосплавная режущая пластина, а в качестве характерного участка на выявленной температурной зависимости принимают интервал температур, в котором ЭДС катушки автоколебательного контура, в которую помещена твердосплавная режущая пластина, максимальна.
В отличие от прототипа величину температуры максимальной работоспособности твердосплавных режущих пластин определяют без математических расчетов по значению ЭДС катушки автоколебательного контура, в которую помещена твердосплавная режущая пластина, а так же за счет применения бесконтактного метода, который позволяет проводить испытания образцов с покрытиями.
Предлагаемый способ иллюстрирует пример.
На фигурах (Фиг. 1, Фиг. 2, Фиг. 3.) представлена экспериментально полученная зависимость ЭДС катушки автоколебательного контура, в которую помещен образец из твердого сплава (ВК6, ВК8, ВК10ХОМ) от температуры испытаний Θ(°С). Измерения ЭДС выполнены при температурах до 1000°С.
Способ определения температуры максимальной работоспособности твердосплавных режущих пластин заключается в следующем.
Образец из инструментального твердого сплава, помещают в катушку автоколебательного контура. Во время нагрева образца приборы фиксируют изменение ЭДС катушки автоколебательного контура в зависимости от температуры.
По результатам кратковременных испытаний нескольких стандартных твердосплавных пластин определяют значения ЭДС катушки автоколебательного контура, при различных температурах Θ(°С). Для наглядности строят график температурной зависимости структурно-чувствительной характеристики пластин по результатам кратковременных испытаний в диапазоне до 1000°С. Анализируя данные графика, выявляют характерный участок, в котором значения ЭДС катушки автоколебательного контура откланяется от максимального значения приемлемой для инженерных исследований (пределах 5%). Затем на графике через ординату, соответствующую рассчитанной величине ЭДС катушки автоколебательного контура, проводят прямую параллельную оси абсцисс до пересечения с линиями графика. Определяют абсциссы точек пересечения и принимают их за границы искомого интервала температур. Выявленный интервал температур принимают как температуру максимальной работоспособности данного твердого сплава Θмр (°С).
Способ определения температуры максимальной работоспособности твердосплавных режущих пластин из сплава ВК8, включающий построение графика температурной зависимости структурно-чувствительной характеристики пластин по результатам кратковременных испытаний в диапазоне до 1000°С и определение на нем характерного участка, соответствующего интервалу температур максимальной работоспособности, отличающийся тем, что в качестве структурно-чувствительной характеристики используют ЭДС катушки автоколебательного контура, в которую помещен образец из инструментального твердого сплавав, в том числе с покрытиями, а в качестве характерного участка на выявленной температурной зависимости принимают участок максимальных значений, соответствующий 5% отклонению температуры, в котором ЭДС катушки автоколебательного контура имеет максимальные значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНОЙ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2013 |
|
RU2567938C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНОЙ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2011 |
|
RU2468894C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНОЙ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2373029C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ ТВЕРДОСПЛАВНЫМИ ИНСТРУМЕНТАМИ | 2001 |
|
RU2215615C2 |
| СПОСОБ МЕТАЛЛООБРАБОТКИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2001 |
|
RU2207936C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНСТРУМЕНТАЛЬНОГО КОЭФФИЦИЕНТА ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2002 |
|
RU2231042C2 |
| Способ определения скорости резания, обеспечивающей максимальную работоспособность резца при точении труднообрабатываемых сталей и сплавов с помощью сборных резцов со сменными режущими твердосплавными пластинами | 2023 |
|
RU2806933C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2017 |
|
RU2658559C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2013 |
|
RU2535839C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |

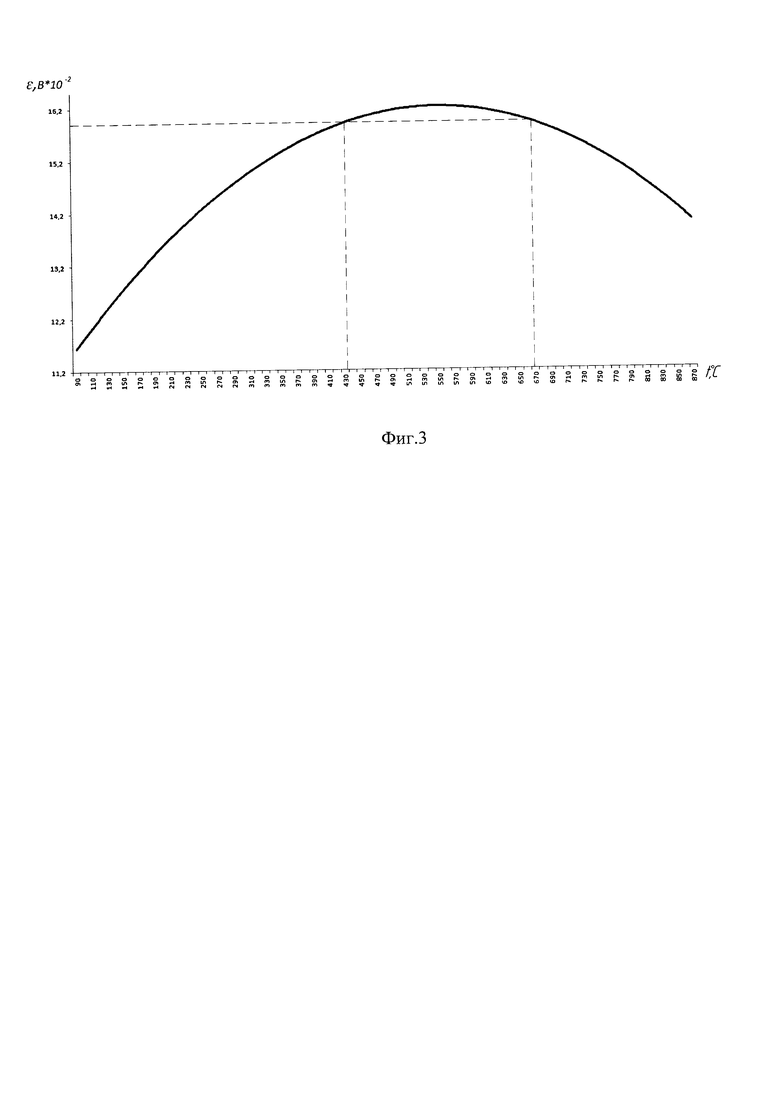
Способ включает построение графика температурной зависимости структурно-чувствительной характеристики режущей пластины по результатам кратковременных испытаний в диапазоне от 400 до 1000°С и определение на нем характерного участка, соответствующего интервалу температур максимальной работоспособности. Твердосплавную режущую пластину помещают в катушку автоколебательного контура и в качестве структурно-чувствительной характеристики выбирают ЭДС упомянутой катушки, а в качестве характерного участка на выявленной температурной зависимости принимают интервал температур, в котором ЭДС катушки автоколебательного контура имеет 5% отклонения от максимальных значений. Достигается снижение трудоемкости определения значений структурно-чувствительной характеристики твердосплавных режущих пластин, а также применения бесконтактного определения изменения структурно-чувствительной характеристики, что позволяет проводить испытания на образцах с покрытиями. 3 ил.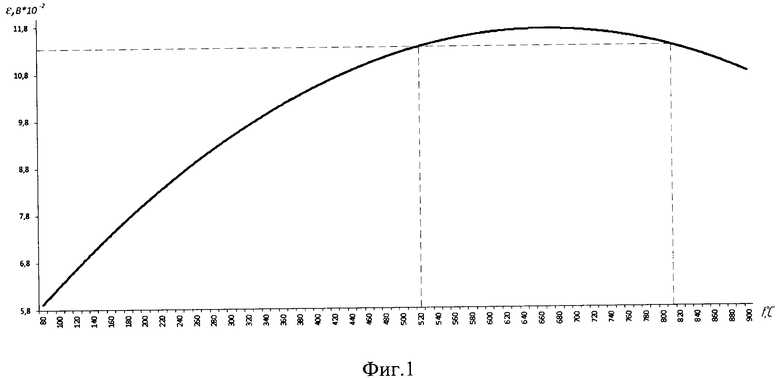
Способ определения температуры максимальной работоспособности твердосплавных режущих пластин, включающий построение графика температурной зависимости структурно-чувствительной характеристики режущей пластины по результатам кратковременных испытаний в диапазоне от 400 до 1000°С и определение на нем характерного участка, соответствующего интервалу температур максимальной работоспособности, отличающийся тем, что твердосплавную режущую пластину помещают в катушку автоколебательного контура и в качестве структурно-чувствительной характеристики выбирают ЭДС упомянутой катушки, а в качестве характерного участка на выявленной температурной зависимости принимают интервал температур, в котором ЭДС катушки автоколебательного контура имеет 5% отклонения от максимальных значений.
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНОЙ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2013 |
|
RU2567938C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ ТВЕРДОСПЛАВНЫМИ ИНСТРУМЕНТАМИ | 1999 |
|
RU2173611C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНОЙ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2373029C2 |
| СПОСОБ ОЧИСТКИ ДИФТЕРИЙНОГО ТОКСИНА ДЛЯ РЕАКЦИИ ШИКАВОЕСОЮС!;Д;^' Г;.\т:;п';:о --i"^'..:Л!:0'1 | 0 |
|
SU172959A1 |
| КОДИРОВАНИЕ ФЛАГОВ КОДИРОВАННЫХ БЛОКОВ | 2013 |
|
RU2627119C2 |

