Изобретение относится к области обработки сталей и сплавов резанием и может быть использовано для определения рабочего параметра твердосплавных режущих инструментов - оптимальной скорости резания при непосредственном их использования на металлорежущем оборудовании, а также при аттестации и сертификации этой твердосплавной продукции.
Известен способ определения оптимальной скорости резания (АС №1028427, МПК3 В23В 1/00, БИ №26, 1983), основанный на нахождении последней по выбранному исходному параметру, связанному с изменениями характеристик кристаллической решетки. В качестве исходного параметра для определения оптимальной скорости резания выбирают период кристаллической решетки, определяют его при различных скоростях резания (температурах), а оптимальную скорость принимают равной наибольшей скорости, при которой период решетки будет максимальным.
Процесс определения параметров кристаллической решетки с помощью дифрактометров является сложным и трудоемким. Исследование изменений в кристаллической решетке твердосплавной режущей пластинке производится после прекращения опытов по резанию и специальной подготовки, включающей ее очистку, возможное разрушение и выбор места контроля. Вследствие разной скорости охлаждения различных областей инструментального материала, после очередного нагревания в процессе резания, осуществляемого в диапазоне 400-800°С за счет изменения скорости резания, снижается вероятность точного определения происходящих изменений. Неточности возникают и вследствие того, что исследованию подвергается локальная - случайная зона износа твердого сплава, структурные параметры которой значительно отличаются от других смежных областей ввиду неодинакового характера распределения температурного поля при различных скоростях резания. Поэтому, получаемые результаты изменений параметров кристаллической решетки являются весьма приближенными и имеют недостаточную степень статистической значимости.
Известен способ определения оптимальной скорости резания (АС 841779, МПК3 В23В 1/00, БИ №24, 1981), основанный на том, что наибольшей скорости режущего инструмента соответствует минимальная длина участка упрочения на контактной поверхности режущего инструмента. Выбор в качестве исходного параметра длины участка упрочения объясняется тем, что его размеры характеризуют деформационное состояние металла в контактной зоне, характер и градиент действующих температурных полей, условия взаимодействия металла контактной зоны с передней поверхностью инструмента и оказывают большое влияние на интенсивность износа режущей части инструмента. Измерение размеров участка упрочнения осуществляют с помощью микроскопа; строят график зависимости длины участка упрочнения от скорости резания. По минимальной длине участка упрочнения на графике определяют оптимальную скорость резания.
Основным недостатком рассмотренного способа является высокая трудоемкость и низкая надежность в точном определении длины участка упрочнения вследствие его небольшой величины, составляющей в среднем 0,1-1,0 мм и значительной неопределенности положения границ. Кроме того, определение длины участка упрочнения на рабочих поверхностях режущего клина с помощью микроскопа отличается недостатками методического характера, основным из которых является то, что упрочненный слой является весьма неоднородным по длине и глубине залегания вследствие флуктуационного характера действующих на поверхностях контактных напряжений, изменяющихся от максимальных значений, действующих у режущей кромки, до нуля в точках выхода трибологической пары из контакта. Вследствие этого длины участков упрочнения на контактных поверхностях режущего инструмента, отражающих количественные и качественные изменения структуры материала, измеренные с помощью микроскопа, а также другими методами, например, измерением микротвердости, часто не совпадают и даже имеют различный характер изменения. Ввиду рассмотренных причин возможны большие погрешности и в определении оптимальной скорости резания.
Известен способ определения оптимальной скорости резания для инструментов из твердых сплавов(АС №1227339, В23В 1/00, БИ №16, 1986), выбранный в качестве прототипа и заключающийся в том, что в качестве исходного параметра выбирают уровень вакансионной дефектности в структуре твердого сплава. Сначала последовательно измеряют степень вакансионной дефектности при различных температурах нагревания. Затем оптимальную температуру - скорость резания определяют как наибольшую температуру - скорости, при которой устанавливается в структуре минимальное значение уровня вакансионной дефектности.
Недостатком данного способа является то, что степень минимальной вакансионной дефектности не всегда отвечает равновесному термодинамическому состоянию структуры, при котором устанавливается наименьшее значение уровня свободной энергии твердого тела, как консолидирующей системы, состоящей из отдельных микрообъемов и, при которой будет, вероятно, наблюдаться минимальная интенсивность адгезионного износа (см., например, Ван Бюрен «Дефекты в кристаллах», М., ИЛ, 1961, 584 с.). Вследствие этого минимальная интенсивность износа режущего инструмента может происходить выше или ниже установленной оптимальной температуры - скорости резания. Отсюда следует, что точность данного способа будет недостаточно высокой. Кроме того, для проведения измерений необходимо иметь специальное помещение, оборудованное защитой от радиационного излучения, а обслуживающему оператору требуется пройти специальную подготовку для работы с радиоактивными источниками, каковым в данном случае является Na-22. Следствием изложенного может быть низкий уровень экономической целесообразности для использования способа по ближайшему аналогу.
Задачей предлагаемого способа является повышение точности и снижение трудоемкости в определении оптимальных режимов резания (оптимальной скорости резания) для режущих инструментов, оснащенных вольфрам - кобальтовыми твердыми сплавами - группы применяемости К.
Решение поставленной задачи в предлагаемом способе - определение оптимальной скорости резания твердосплавными режущими инструментами группы применяемости К в виде режущих пластин включает сначала проводят измерение температуры в зоне рабочего контакта твердый сплав - обрабатываемый материал при различных скоростях резания с построением графической зависимости, а затем по построенной графической зависимости устанавливают в качестве оптимальной скорости резания скорость, при которой температура нагрева в зоне рабочего контакта твердый сплав - обрабатываемый материал соответствует температуре образования на фаске износа, формируемой в процессе резания на задней поверхности режущего клина режущей пластины, шероховатости с наибольшей фрактальной размерностью, соответствующей наибольшей износостойкости режущего инструмента.
Величина и развитость шероховатости (степень фрактальности), формируемой в процессе резания на контактных поверхностях режущего инструмента зависит от состава и структуры твердого сплава, интенсивности адсорбции атомов и молекул кислорода контактными поверхностями режущего инструмента, состава и свойств, образующихся оксидных структур (полиоксидных пленок).
Обработка материалов (сталей), вызывающих интенсивный адгезионный износ осуществляется, как правило, твердосплавными, группы применяемости К, режущими инструментами, подвергающимися интенсивному окислению атомами и молекулами кислорода окружающей газовой среды. Образующиеся поверхностные структуры выполняют при резании роль твердой смазки и экранируют межмолекулярные взаимодействия. Оксидные структуры (полиоксидные пленки) оказывают большое влияние на процесс формирования степени развитости шероховатости контактных поверхностей у режущего инструмента. На образование оксидных пленок, их разрушение в результате адгезии и формирование шероховатости на контактных поверхностях режущего инструмента оказывают процессы адсорбции и ее этапы.
Между оптимальными режимами эксплуатации режущего инструмента (оптимальной скоростью) и его износостойкостью имеется прямая связь. Оптимальная скорость эксплуатации режущего инструмента обеспечивает наибольшую его износостойкость при минимальных затратах на механическую обработку. Оптимальная скорость резания и эксплуатационные свойства твердосплавных режущих инструментов могут оцениваться по интенсивности и характеру развитости шероховатости рабочих поверхностей режущего клина. Как показали измерения и контроль, микрорельеф, образующейся поверхности износа, обладает фрактальными свойствами. Это проявляется в том, что при уменьшении масштаба измерения шероховатой поверхности ее площадь не стремиться к конечному пределу, а возрастает степенным образом. Основной характеристикой фрактальных поверхностей является их фрактальная размерность. Степень развитости шероховатой структуры поверхности износа (фрактальная размерность) тесным образом связана с механохимическими и электрофизическими свойствами приповерхностного слоя и поверхности. На фрактальную размерность поверхности износа оказывает влияние уровень величины и распределение по размерам карбидных зерен твердого сплава, состав карбидных зерен, состав и свойства кобальтовой связки, состав и степень дефектности межзеренных и межфазных границ, наличие примесей, сорбционные свойства микрорельефа, электрические и магнитные свойства поверхности и объема. С увеличением развитости шероховатости фаски износа на задней поверхности режущего клина (ее удельной площади) фрактальная размерность поверхности возрастает. Рост удельной поверхности сопровождается также увеличением степени вакансионной дефектности структуры изнашиваемого материала. Последнее обстоятельство способствует интенсификации поверхностью износа адсорбции атомов и молекул окружающей газовой среды. Резание материалов, вызывающих интенсивный адгезионный износ инструмента из твердого сплава группы применяемости К (механическое разрушение, в результате отрыва мезо и микрочастиц поверхности), приводит к росту поверхностной дефектности и, одновременно, к активизации процессов последующей адсорбции кислорода и процессов окисления граней режущего клина. Окисные пленки, интенсивно образующиеся на контактных поверхностях режущего инструмента из твердого сплава группы применяемости К с одной стороны, экранируют адгезионное взаимодействие и выполняют роль твердых смазок, что приводит к снижению износа. С другой стороны специфический характер разрушения приповерхностной оксидно-карбидной структуры способствует образованию развитого микрорельефа и, соответственно, высокой фрактальной размерности. Представленные закономерности проявляют себя, как в период начального, так и в период нормального износа. При резании материалов, вызывающих интенсивный адгезионный износ, твердосплавными режущими инструментами группы применяемости К в период их начального и нормального изнашивания, повышение развитости шероховатости фасок износа связано с процессом самоорганизации структуры и способствует повышению износостойкости инструментального материала. Процесс самоорганизации (образование развитого микрорельефа) обеспечивает интенсивную адсорбцию кислорода и интенсивное окисление контактных поверхностей. Образующиеся оксидные пленки в свою очередь экранируют процессы адгезии, переноса тепла, массы и являются твердой смазкой. Рассматриваемые периодически протекающие процессы приводят к снижению износа. Кроме того, при указанном порядке саморегулирования явлений в зонах контакта инструментального и обрабатываемого материалов увеличение коэффициента трения, составляющих сил резания, резкое снижение качества обрабатываемой поверхности наступают при более высоких значениях параметров (критериях износа), характеризующих переход нормального износа к катастрофическому.
Из представленного следует, что увеличение развитости шероховатости фаски износа и, соответственно, фрактальной размерности тесно связано с повышением износостойкости (времени работы резца, до установленного критерия затупления, например, по задней поверхности) режущего инструмента. Следовательно, определение режимов резания (определение оптимальной скорости резания) с учетом степени развитости, формируемого микрорельефа поверхности износа является важным этапом, тесно связанным с износостойкостью и производительностью механической обработки.
Процесс адсорбции молекул кислорода на контактных поверхностях твердосплавных режущих инструментов группы применяемости К состоит из двух стадий. Первый этап включает физическую адсорбцию. Ее интенсивность связана со степенью поляризации молекул кислорода поверхностью, формирующихся площадок износа на режущем клине. Поляризующая способность поверхности зависит от поверхностной энергии, с ростом удельного значения которой (развитости микрорельефа) она возрастает. С увеличением развитости микрорельефа фаски износа степень концентрации кислорода на единице номинальной его поверхности возрастает. При определенных условиях физическая адсорбция кислорода на поверхности переходит в химическую. Второй этап адсорбции - химическая, включает химическое взаимодействие атомов кислорода с атомами контактных поверхностей. В результате, на поверхностях формируются соединения кислорода с карбидом вольфрама и кобальтом. Поверхностные оксидные и полиоксидные структуры (пленки) образуются на основе ковалентной или ионной типов связей между атомами. Причем, удельный вес ковалентной химической связи, имеющей более высокую жесткость соединения атомов, по сравнению с ионной, характерной для оксидных пленок вольфрама несколько выше, чем у оксидных пленок кобальта. Вследствие этого удельный вес хрупкого разрушения и соответственно формирования более развитого микрорельефа износа на поверхности и в приповерхностной области контактной зоны оксидных и оксикарбидных фаз вольфрама значительно выше удельного веса хрупкого разрушения оксидной фазы кобальта. С ростом в составе компонентов твердого сплава свободного углерода, а также некоторых примесей щелочных и щелочноземельных металлов (калий, натрий, кальций) возрастает вероятность образования сложных оксидных и оксикарбидных соединений (вольфрамовых бронз), формирующихся за счет перекрытия валентных электронных облаков отдельных элементов. В этом случае, в итоге химических взаимодействий и превращений, образуются поверхностные и приповерхностные структуры оксидов вольфрама и кобальта, у которых доля ковалентной связи между элементами возрастает (за счет увеличения электронной плотности в соединении), а их разрушение, происходящее в зоне контакта режущего и обрабатываемого материалов, сопровождается формированием более развитого микрорельефа. Образование вольфрамовых бронз способствует также фрагментации поверхностных оксидных структур. Формирование более мелких структурных фрагментов приводит, в процессе резания, к более мелкофракционному (дисперсному) разрушению поверхностной и приповерхностной полиоксидной и оксикарбидной структуры. Этому способствуют также значительные температурные градиенты и высокие растягивающие напряжения, действующие в мелкодисперсной структуре. Дисперсный характер разрушения оксидных и полиоксидных частиц и конгломератов способствует и более эффективному исполнению ими роли твердой смазки в зонах контакта. В итоге, на контактных поверхностях режущего инструмента формируется более развитая поверхность разрушения, что и приводит, затем, к более интенсивной адсорбции кислорода данным микрорельефом, к более эффективному процессу формирования диссипативных полиоксидных поверхностных структур, выполняющих, например, роль твердых смазок, обеспечивает более эффективное снижение интегрального износа.
Таким образом, степень развитости образующегося микрорельефа площадок износа на контактных поверхностях будет зависеть от характера, формирующихся химических связей между компонентами поверхности твердосплавной композиции и кислородом и интенсивности хрупкого разрушения, происходящего в микрообъемах поверхностной и приповерхностной структуры твердого сплава. Причем, оба фактора, и характер и процесс образования химических связей, и последующее разрушение сформированных поверхностных и приповерхностных структур тесным образом связаны и оказывают друг на друга существенное влияние на степень взаимного проявления.
Большое влияние на характер разрушения поверхностного слоя и образования развитого микрорельефа, характеризующегося высокой фрактальной размерностью, оказывает низкое значение коэффициентов интенсивности разрушения, образующейся поверхностной и приповерхностной оксидной и оксикарбидной структуры на контактных поверхностях режущего клина. Это обеспечивает, с одной стороны, низкую трещиностойкость оксидной пленки, а с другой эффективное ветвление образующихся трещин. Высокую способность к ветвлению, образующихся при разрушении приповерхностной структуры трещин обеспечивает высокая степень поверхностной дефектности полиоксидных и оксикарбидных пленок. В поверхностных полиоксидных структурах, формирующихся на контактных поверхностях режущего инструмента, содержится значительная концентрация вакансий, мелких и крупных пор. В оксидных и оксикарбидных пленках вольфрама основную часть вакансионного поля составляют катионные вакансии, а в оксидных пленках кобальта - анионные вакансии. С увеличением концентрации обеих типов вакансий, при одновременном снижении их объединений (мелких и крупных пор), развитость микрорельефа при разрушении поверхностных структур увеличивается. Последнее обстоятельство сопровождается увеличением фрактальной размерности. Увеличению вакансий и снижению мелких и крупных пор способствует наличие в структуре различных примесей и в том числе щелочных и щелочноземельных металлов.
Контакт инструментальных поверхностей с обрабатываемым материалом является неоднородным и не сплошным. Поверхности режущего клина не одновременно и не в равной степени подвергаются окислению за счет атмосферного кислорода и за счет кислорода, входящего в состав структуры твердого сплава (внутреннее окисление). Характер хрупкого разрушения контактных поверхностей режущего клина вследствие адгезионного взаимодействия с обрабатываемым материалом будет определяться степенью трансформации структуры, происходящей при ее окислении. Развитие окисления, от мгновенного, характеризующегося образованием окисной пленки, состоящей из одного слоя атомов, до многоэтапного, характеризующегося образованием многослойной пленки интенсифицируется в результате формирования в поверхностной и приповерхностной оксидной структуре активных областей - активных центров. Активные центры имеют пониженную энергию ионизации и способствуют эффективному захвату адсорбируемых атомов и молекул кислорода и удержанию их на поверхности. Основными центрами захвата инструментальной поверхностью атомов и молекул кислорода являются неоднородные по составу области в виде наличия вакансий, примесных атомов или их комбинаций.
Интенсивность захвата атомов и молекул кислорода контактной инструментальной поверхностью (контакт происходит с обрабатываемым материалом) возрастает со снижением давления в межконтактной области (пространство между поверхностями контакта). Чем ниже давление в межконтактной области, тем сильнее захват, проникающих в эту область атомов и молекул кислорода. Процесс захвата происходит в условиях высокой конкуренции между различными активными центрами (центрами захвата) поверхности. Наиболее вероятными центрами захвата являются следующие структурные дефекты: анионная вакансия в комбинации с электроном в структуре оксидной пленки вольфрама, катионная вакансия в комбинации с дыркой в структуре оксидной пленки кобальта, примесный ион и катионная вакансия в комбинации с анионной вакансией в структуре оксида вольфрама, примесный ион и анионная вакансия в комбинации с катионной вакансией в структуре оксида кобальта, атомарные центры в кристаллах с одновалентными катионными примесями, ионы одно и двухвалентной примеси в анионной вакансии в структуре оксида вольфрама, периодический процесс перехода примесного иона из катионной подрешетки в анионную и наоброт, процесс деформационного перемешивания катионной и анионной подрешеток. Рассмотренные статические и динамические активные центры имеют энергию ионизации значительно меньшую, чем у атомов, составляющих поверхностную структуру твердого сплава. Вследствие этого, данные структурные дефекты активно участвуют в осуществлении адсорбционного процесса. Они способствуют захвату и удержанию атомов и молекул кислорода в поле действия электронных и атомных сил в течение всего периода времени, необходимого для осуществления химических реакций с элементами поверхности, и формирования на поверхности стехиометрического оксидного ландшафта. В процессе разрушения такой структуры (твердой смазки) при адгезионном взаимодействии инструментальной поверхности с обрабатываемым материалом интенсивность износа поверхности контакта значительно снижается, а ее фрактальная размерность возрастает. Таким образом, высокая, формируемая развитость истираемой поверхности, при сильном адгезионном износе, способствует, как ее интенсивному окислению, так и снижению ее разрушения.
Эффективность взаимодействия атомов и молекул кислорода с изнашиваемой инструментальной поверхностью оценивается с помощью коэффициента аккомодации. Коэффициент аккомодации представляет собой меру эффективности теплообмена и используется для оценки степени заполнения поверхности адсорбируемыми газовыми атомами и молекулами. С увеличением в составе поверхности твердых сплавов углерода, щелочных и щелочно-земельных элементов интенсивность захвата атомов и молекул кислорода нагретой (при резании) изнашиваемой поверхностью возрастает. При этом повышается роль химической адсорбции в синтезе на поверхности полиоксидных формирований. Образующиеся полиоксиды имеют более высокое значение относительной диэлектрической проницаемости, более эффективно выполняют роль экранирования межповерхностного взаимодействия и являются более эффективной твердой смазкой. Результатом высокой степени аккомодации адсорбируемых атомов и молекул является формирование эффективной оксидной структуры, при разрушении которой возникает развитая поверхность, имеющая высокую фрактальную размерность и. д.
Процесс поверхностной диффузии захваченных атомов и молекул кислорода является одним из основных этапов в реализации эффективной адсорбции. В процессе диффузии атомы и молекулы находят оптимальные в термодинамическом отношении положения в поверхностной структуре. Уменьшение поверхностной энергии у твердосплавного режущего инструмента группы применяемости К при увеличении диффузионной подвижности адсорбата, при образовании равновесных поверхностных оксидных формирований приводит к снижению интенсивности адгезионных взаимодействий с обрабатываемым материалом. При этом снижаются локальные контактные напряжения, увеличивается развитость поверхности износа, возрастает фрактальная размерность микрорельефа. Большое влияние на диффузионную подвижность атомов и молекул кислорода оказывают примеси щелочных и щелочноземельных металлов, входящие в вольфрамовую компоненту твердого сплава. С ростом концентрации указанных примесей до верхнего допустимого предела скорость диффузии кислорода увеличивается.
Наиболее развитая шероховатая поверхность на задней грани режущего клина (фаске износа) формируется при некоторой оптимальной температуре, соответствующей оптимальной скорости резания. Ниже и выше оптимальной температуры, действующей в зоне контакта на задней поверхности режущего инструмента развитость микрорельефа поверхности износа ниже, а величина фрактальной размерности меньше, чем та, которая получается при оптимальной скорости резания. При температурах, (скоростях) ниже оптимальных, низкая развитость микрорельефа поверхности износа и малая величина фрактальной размерности обусловлены недостаточно высокой интенсивностью образования оксидных пленок и их не высокими эксплуатационными характеристиками (низкая экранирующая способность от адгезионных проявлений, низкие качества оксидных пленок, как твердой смазки). Это происходит вследствие низкой активности адсорбционных процессов. В результате контактная поверхность режущего клина в значительной степени является свободной от оксидных пленок. Последнее обстоятельство приводит к интенсивному межмолекулярному взаимодействию твердого сплава и обрабатываемого материала, а поверхность износа частично покрывается металлоподобным слоем обрабатываемого материала. Активные участки с металлическими наслоениями подвергаются высокочастотным циклическим нагрузкам за счет периодического «микросваривания» с обрабатываемым материалом и, в итоге, отделяются от контактной поверхности режущего инструмента. Износ в данном случае существенно интенсифицируется, а сама поверхность износа является значительно неупорядоченной с наличием глубоких впадин и высоких выступов и незначительной развитостью микрорельефа.
При температурах, (скоростях) выше оптимальных, низкая развитость микрорельефа поверхности износа и малая величина фрактальной размерности обусловлены интенсивным образованием оксидных пленок и их интенсивной сублимацией. Это происходит вследствие высокой активности адсорбционных процессов, высокой скорости окисления поверхности и высокой скорости испарения сформированных оксидов. Вследствие этого в зонах трения отсутствуют структуры, которые способствовали бы снижению контактных напряжений. При этом между обрабатываемым материалом и твердым сплавом возникает сильное межмолекулярное взаимодействие, которое приводит к интенсивному «микросвариванию» в локальных точках контакта, переходящее к расширенному, а затем и к сплошному. Последнее приводит к значительному увеличению усадки стружки, росту силы резания, интенсивному изнашиванию, за счет активизации внутреннего окисления по межзеренным границам и макроразрушению режущего клина. Элементы шероховатой структуры фаски износа в данном случае формируются в результате пластических вырывов частей структуры твердого сплава, а развитость микрорельефа значительно понижается. Износ, при этом, начинает носить, все в большей степени, пластический характер. Фрактальная размерность шероховатости износа в данном случае резко снижается.
С целью определения оптимальной скорости резания производят кратковременные стойкостные испытания режущих инструментов группы применяемости К, при резании сталей или сплавов, вызывающих интенсивный адгезионный износ при различных температурах (скоростях) обработки. Величина фрактальной размерности мало зависит от времени резания и существенно зависит от температуры (скорости резания). За критерий информативной работы каждого конкретного режущего инструмента принимают время резания при каждой температуре (скорости резания) в течение 2-5 мин. Меньшее время резания берут для обрабатываемых материалов, вызывающих более интенсивный адгезионный износ, а большее время резания берут для обрабатываемых материалов, вызывающих менее интенсивный адгезионный износ. Температуру в процессе резания (испытаний) устанавливают (и регистрируют) с помощью специального высокочувствительного пирометра. Фрактальную размерность шероховатости фаски износа на задней поверхности у подвергшихся испытаниям режущих инструментов измеряли с помощью бесконтактного трехмерного профилометра. Строятся графики зависимости величины фрактальной размерности от температуры и температуры от скорости резания. Наконец, на основании ранее полученной зависимости фрактальной размерности от температуры и температуры от скорости резания определяют оптимальную скорость резания, при которой на фаске износа задней поверхности режущего инструмента формируется максимальная величина фрактальной размерности. Для твердых сплавов вольфрам кобальтовой группы (группа применяемости К) наибольшая величина фрактальной размерности на задней поверхности фаски износа при обработке материалов, вызывающих интенсивный адгезионный износ, формируется примерно при температурах от 675 до 775°С. Причем с увеличением в составе вольфрамовой компоненты твердого сплава примесей щелочных и щелочноземельных металлов температурная область, при которой наблюдается наибольшее значение фрактальной размерности микрорельефа поверхности износа, смещается в сторону более низких температур, а при увеличении, указанных примесей в кобальтовой компоненте - в сторону более высоких температур. Это расширяет температурную область эффективного использования режущих инструментов. Оптимальные режимы обработки резанием сталей или сплавов выбирают на основании температуры, при которой формируется оптимальный шероховатый микрорельеф на поверхности износа с наибольшей фрактальной размерностью. Все действия по проведению измерений по выявлению величины фрактальной размерности на поверхности износа режущих пластин носят несложный и нетрудоемкий характер и, по сравнению с аналогами и прототипом, имеют более высокую точность в определении оптимальной температуры и, соответственно, скорости резания.
Предлагаемый способ обладает высокой точностью в определении оптимальных режимов резания (скорости резания) а, следовательно, и высокой эффективностью использования твердосплавных режущих инструментов при обработке материалов, вызывающих интенсивный адгезионный износ. Это, как показано, достигается за счет использования в качестве информативного параметра наибольшую величину фрактальной размерности шероховатости фаски износа на задней поверхности режущего клина, получаемую при эксплуатации твердосплавного режущего инструмента группы применяемости К при оптимальной скорости резания. С помощью предлагаемого способа представляется возможным по результатам оценки фрактальной размерности производить расчет наиболее экономически обоснованных режимов обработки при резании труднообрабатываемых материалов, вызывающих интенсивный адгезионный износ режущего инструмента.
Морфология поверхности износа исследовалась с применением бесконтактного трехмерного профилометра MICRO MEASURE 3D station французской фирмы STIL. Профилометр работает следующим образом. Световой пучок диаметром 2 мкм освещает обследуемую поверхность импульсами с частотой 30 Гц, 100 Гц, 300 Гц или 1000 Гц. Частота световых импульсов выбирается в зависимости от интенсивности отражаемого от поверхности света и зависит от состояния поверхности (шероховатости, степени блеска и черноты). Для обследования поверхности износа у режущих пластин из твердого сплава ВК8 следует выбирать частоту 100 Гц. Она обеспечивает наиболее четкое воспроизведение обследуемого профиля износа. Пучок света, генерируется галогенной лампой. Затем по волокнисто - оптическому проводнику передается к датчику, где он формируется в луч. Высота выступов и впадин определяется из разности интенсивностей падающего и отраженного света. Шероховатость поверхности вычисляется из проверенного профиля, зарегистрированного (установленного) на отрезке определенной длины. Профилометр снабжен цифровой камерой, позволяющей десятикратно увеличивать изображение изношенной поверхности. Следовательно, с помощью камеры можно визуально выбирать место обследования. Обработка получаемых профилей производилась с использованием компютерной программы Maunta ins Map Universal v. 2. 0. 13. На основании измерения шероховатости в автоматическом режиме, в соответствии с компютерной программой, определялась величина фрактальной размерности.
Контроль шероховатости и определение фрактальной размерности определяли на фаске износа, расположенной на задней поверхности режущего клина (у сменной режущей пластины) в ее центральной области. Для всех контролируемых пластин координаты места диагностирования должны быть одними и теми же.
С помощью предлагаемого способа представляется возможным по результатам оценки величины фрактальной размерности микрорельефа изношенной поверхности, в результате проведения кратковременных стойкостных испытаний, производить определение оптимальной скорости резания для режущих инструментов группы применяемости К для партии изготовляемой предприятием твердосплавной продукции или поступающей на металлообрабатывающее предприятие.
На фиг.1 представлена зависимость изменения температуры от скорости резания:
кривая 1 - для твердосплавных режущих пластинок из первой партии образцов,
кривая 2 - для твердосплавной режущих пластинок из второй партии образцов.
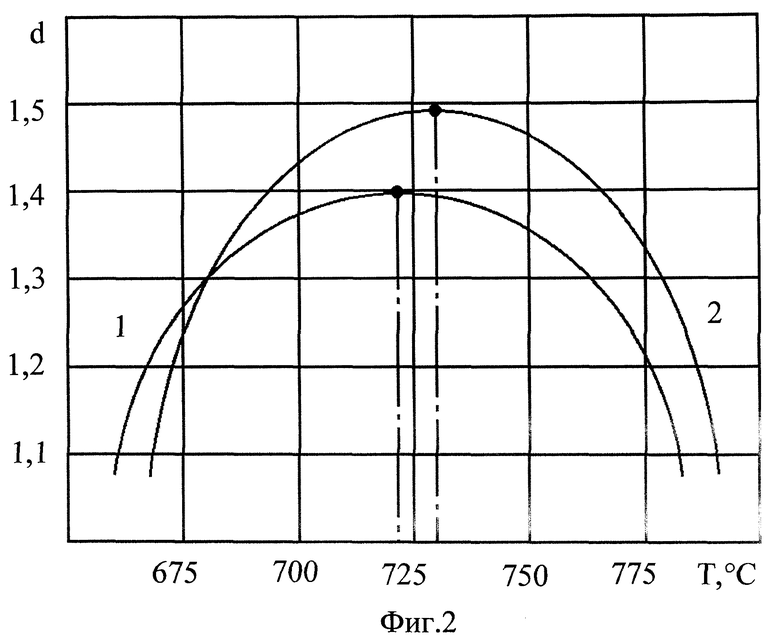
На фиг.2 представлена зависимость изменения величины фрактальной размерности микрорельефа поверхности износа на задней грани резца от температуры (скорости) резания:
кривая 1 - для твердосплавных режущих пластинок из первой партии образцов,
кривая 2 - для твердосплавной режущих пластинок из второй партии образцов.
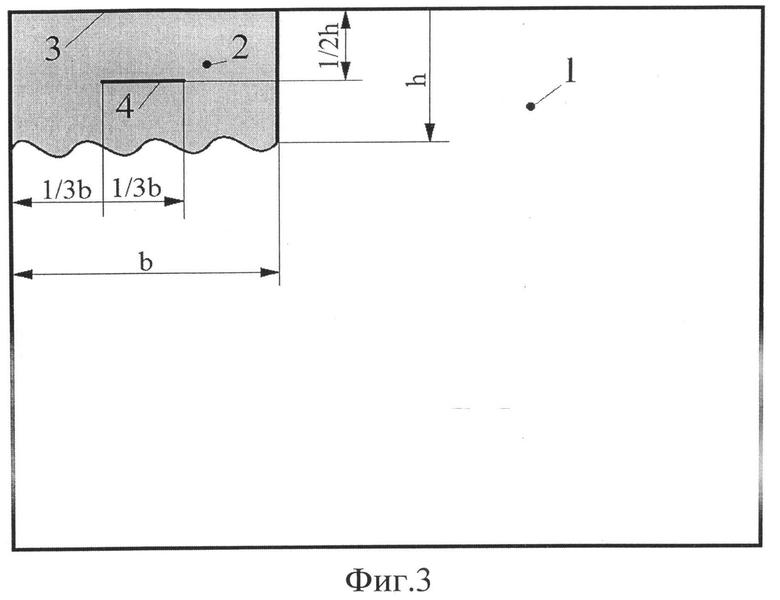
На фиг.3 представлена схема выбора места для проведения контроля шероховатости поверхности, по результатам которой определяется фрактальная размерность:
позиция - 1 - режущая пластина,
позиция - 2 - режущая кромка,
позиция - 3 - фаска износа по задней поверхности,
позиция - 4 - участок диагностирования (путь сканирования луча). Твердосплавные режущие пластинки были получены от двух разных партий предприятия-изготовителя.
Пример осуществления способа "Определение оптимальной скорости резания".
Реализация способа выполняется в такой последовательности. Сначала производят выборку твердосплавных режущих пластин из сплава ВК8 (группа применяемости - К) из двух различных партий. Затем выбранные режущие пластины подвергают кратковременным испытаниям на износостойкость. В качестве обрабатываемого материала используют хромоникелевую сталь аустенитного класса или другой материал, вызывающий интенсивный адгезионный износ. За критерий информативной работы режущей пластины (режущего инструмента) принимают время резания при каждой температуре (скорости резания) в течение 3 мин. Испытания производятся при различных температурах зоны контакта (различных скоростях резания в диапазоне от 40 до 100 мм/об, глубину резания и подачу принимают, соответственно, t=1,5 мм; S=0,2 мм/об). резания и подачу принимают, соответственно, t=1,5 мм; S=0,2 мм/об). Температура резания в процессе кратковременных испытаний при резании хромоникелевой стали 12Х18Н10Т измеряется с помощью высокочувствительного пирометра или методом естественной пары с последующей тарировкой. Обработка статистических данных, полученных при испытании пластин в процессе резания и построение графика зависимости «температура резания - скорость резания» осуществляется с помощью компютерной программы. После испытания режущих пластин (каждую испытывали в течении 3 мин), у испытанных твердосплавных режущих пластин производится обследование шероховатости фаски износа и определяется фрактальная размерность. Определение фрактальной размерности микрорельефа фаски износа производилось у режущих пластин, после их испытания при выбранной температуре (скорости) резания. Итоговая фрактальная размерность получалась, как средняя величина, полученная при обследовании четырех резцов. Масштабный коэффициент подобия при определении фрактальной размерности брался постоянным.
При температуре резания 657°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов из первой партии твердосплавных пластин составила 1,10; 1,11; 1,09; 1,10. Средняя величина фрактальной размерности составила 1,10. При температуре резания 675°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,23; 1,21; 1,25; 1,23. Средняя величина фрактальной размерности составила 1,23. При температуре резания 700°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,38; 1,37; 1,39; 1,38. Средняя величина фрактальной размерности составила 1,38. При температуре резания 720°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,40; 1,41; 1,39; 1,40. Средняя величина фрактальной размерности составила 1,40. При температуре резания 725°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,39; 1,40; 1,38; 139. Средняя величина фрактальной размерности составила 1,39. При температуре резания 750°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,35; 1,34; 1,36; 1,35. Средняя величина фрактальной размерности составила 1,35. При температуре резания 775°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,20; 1,21; 1,19; 1,20. Средняя величина фрактальной размерности составила 1,20. При температуре резания 790°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,10; 1,11; 1,09; 1,10. Средняя величина фрактальной размерности составила 1,10.
При температуре резания 665°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов из второй партии твердосплавных пластин составила 1,10; 1,11; 1,09; 1,10. Средняя величина фрактальной размерности составила 1,10. При температуре резания 675°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,23; 1,22; 1,24; 1,23. Средняя величина фрактальной размерности составила 1,23. При температуре резания 700°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,42; 1,41; 1,43; 1,42. Средняя величина фрактальной размерности составила 1,42. При температуре резания 725°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,49; 1,50; 1,48; 1,49. Средняя величина фрактальной размерности составила 1,49. При температуре резания 730°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,50; 1,51; 1,49; 1,50. Средняя величина фрактальной размерности составила 1,50. При температуре резания 750°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,47; 1,46; 1,48; 1,47. Средняя величина фрактальной размерности составила 1,47. При температуре резания 775°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,32; 1,31; 1,33; 1,32. Средняя величина фрактальной размерности составила 1,32. При температуре резания 785°С фрактальная размерность микрорельефа фаски износа для четырех испытанных резцов составила 1,20; 1,21; 1,19; 1,20. Средняя величина фрактальной размерности составила 1,20.
Измерение микрорельефа производилось в центре фаски износа. Линия сканирования находилась на расстоянии (по вертикали) 0,5hмм от режущей кромки и на расстоянии (по горизонтали) 
Длина сканирования составляла 0,58 мм. Где b, t и h, соответственно, длина режущей кромки, участвующая в снятии стружки, глубина резания и высота сформированной фаски износа. Главный угол в плане φ при резании составлял 60°. Схема измерения представлена на фиг.3.
По результатам испытаний и измерений режущих пластин из выборок первой и второй партий строились зависимости: «температура резания - скорость резания» и «фрактальная размерность - температура резания». Из графика зависимости «фрактальная размерность - температура резания» для первой партии режущих пластин следует, что при температуре 720°С фрактальная размерность приобретает наибольшую величину. Ниже и выше указанной температуры величина фрактальной размерности имеет меньшее значение, чем она достигает при оптимальной температуре.
Из графика зависимости «температура резания - скорость резания» определяют - по оптимальной температуре, при которой достигается наибольшее значение величины фрактальной размерности - оптимальную скорость резания. В конкретном примере оптимальная скорость резания составила 74 м/мин. При этой скорости резания достигается наибольшая износостойкость режущего инструмента группы применяемости - К из первой партии режущих пластин, при наибольшей экономической эффективности процесса.
Из графика зависимости «фрактальная размерность - температура резания» для второй партии режущих пластин следует, что при температуре 730°С фрактальная размерность приобретает наибольшую величину. Ниже и выше указанной температуры величина фрактальной размерности имеет меньшее значение, чем она достигает при оптимальной температуре.
Из графика зависимости «температура резания - скорость резания» определяют по оптимальной температуре, при которой достигается наибольшее значение величины фрактальной размерности - оптимальную скорость резания. В конкретном примере оптимальная скорость резания составила 78 м/мин. При этой скорости резания достигается наибольшая износостойкость режущего инструмента группы применяемости - К из второй партии режущих пластин, при наибольшей экономической эффективности процесса.
В результате проведения сравнительных стойкостных испытаний режущих инструментов из первой и второй партии режущих пластин при скорости резания V=76 м/мин, подаче s=0,2 мм/об, t=1,5 мм и при критерии затупления по задней поверхности h=0,6 мм было установлено, что износостойкость режущих инструментов из второй партии режущих пластин, имеющих более высокое значение фрактальной размерности шероховатости поверхности износа выше износостойкости режущих инструментов из первой партии режущих пластин, имеющих более низкое значение фрактальной размерности шероховатости поверхности износа.
Было установлено, что наиболее низкая интенсивность износа режущих инструментов соответствовала эксплуатации их при скорости резания, соответствующей той температуре в зоне контакта, при которой наблюдается наибольшее значение величины фрактальной размерности шероховатости поверхности износа на задней грани режущего клина.
Таким образом, последовательность в определении оптимальной скорости резания является следующей. Сначала, из графика зависимости «фрактальная размерность - температура резания» определяют температуру, при которой наблюдается наибольшее значение фрактальной размерности шероховатости поверхности износа, затем с помощью графика зависимости «скорость резания - температура резания» и на основании уже имеющейся температуры резания, при которой наблюдается наибольшее значение величины фрактальной размерности, определяют оптимальную скорость резания.
Сравнительные стойкостные испытания, проведенные при различных скоростях резания, постоянной подаче, равной 0,20 мм/об и глубине резания 1,5 мм показали, что именно при скорости резания, равной 74 м/мин, соответствующей температуре 720°С в зоне контакта для первой партии режущих пластинок и, при скорости резания, равной 78 м/мин - соответствующей температуре в зоне контакта, равной 730°С - для второй партии режущих пластинок наблюдается минимальная интенсивность износа. Оптимальные скорости резания, полученные для первой и второй партий твердосплавных режущих пластинок по способу, в соответствии с прототипом, равнялись, соответственно: 76 и 81 м/мин. Проведенные стойкостные испытания показали, что при этих скоростях резания наблюдается повышенная интенсивность износа твердосплавных режущих инструментов, по сравнению с их эксплуатацией при скоростях резания, полученных по предлагаемому способу. При этом, в результате статистической обработки было получено, что коэффициент вариации износостойкости по предлагаемому способу для первой партии режущих пластинок составил 0,24; для второй 0,27. По прототипу, соответственно, 0,26 и 0,31. Это указывает на больший разброс износостойкости режущих инструментов, эксплуатируемых на скорости резания, определяемой по прототипу и на предпочтительный характер выбора оптимальной скорости резания по предлагаемому способу. В итоге износостойкость режущих инструментов обеих партий твердосплавных пластин, эксплуатируемых на режимах резания, определенных с помощью прототипа оказалась ниже по сравнению с пластинами эксплуатируемыми на режимах резания в соответствии с предлагаемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2500504C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2619801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698481C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698490C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2617137C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465984C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570340C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569901C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2370750C1 |
Способ относится к обработке твердосплавными режущими инструментами группы применяемости К в виде режущих пластин и заключается в том, что сначала проводят измерение температуры в зоне рабочего контакта твердый сплав - обрабатываемый материал при различных скоростях резания с построением графической зависимости, а затем по построенной графической зависимости устанавливают в качестве оптимальной скорости резания скорость, при которой температура нагрева в зоне рабочего контакта твердый сплав - обрабатываемый материал соответствует температуре образования на фаске износа, формируемой в процессе резания на задней поверхности режущего клина режущей пластины, шероховатости с наибольшей фрактальной размерностью, соответствующей наибольшей износостойкости режущего инструмента. Технический результат: повышение точности определения оптимальной скорости резания. 3 ил.
Способ определения оптимальной скорости резания твердосплавными режущими инструментами группы применяемости К в виде режущих пластин, заключающийся в том, что сначала проводят измерение температуры в зоне рабочего контакта твердый сплав - обрабатываемый материал при различных скоростях резания с построением графической зависимости, а затем по построенной графической зависимости устанавливают в качестве оптимальной скорости резания скорость, при которой температура нагрева в зоне рабочего контакта твердый сплав - обрабатываемый материал соответствует температуре образования на фаске износа, формируемой в процессе резания на задней поверхности режущего клина режущей пластины, шероховатости с наибольшей фрактальной размерностью, соответствующей наибольшей износостойкости режущего инструмента.
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374038C1 |
| Способ определения оптимальной скорости резания | 1984 |
|
SU1227339A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2321737C1 |
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |

