Заявляемое изобретение относится к производству алюминия в электролизерах с обожженным анодом и может быть использовано для повышения энергетической эффективности, путем снижения потребления электрической энергии.
Известен токоподвод обожженного анодного блока алюминиевого электролизера, включающий алюминиевый лист, который с целью снижения контактного напряжения устанавливается в зазор между ниппелем и угольным блоком анода, заливаемый жидким чугуном [патент CN №201942762 Construction for lowering steel carbon contact voltage drop].
Недостаток известного токоподвода заключается в различных плотностях и температурах плавления заливаемого жидкого чугуна и устанавливаемого алюминиевого листа, что несет риск всплытия алюминия, расплавившегося под действием высоких температур жидкого чугуна, на поверхность последнего, и неравномерного распределения алюминия на части ниппеля, контактирующей с угольным блоком.
Известен обожженный анод алюминиевого электролизера, в котором ниппель в месте его контакта с угольным блоком покрывают раствором карбида бора или аморфного сплава на основе железа, наносимое способом плазменного, термического или дугового напыления. [Патент CN №102953086 Anode carbon block set rtsistance-reducing structure].
Недостаток способа нанесения покрытия заключается в высоких энергетических затратах на осуществление, а также в риске окисления угольной части анода в усадочном зазоре при воздействии высоких температур, при нанесении покрытия.
Известна катодная секция алюминиевого электролизера [А.с. СССР №1260412, от 21.12.1984, опубл. 30.09.1986], в которой токоподводящий элемент - блюмс, выполнен в виде двух элементов одинакового сечения, стального и медного брусьев, жестко соединенных между собой.
Недостатком известной катодной секции является значительный расход меди, присоединяемой к стальной части блюмса, высокие энергозатраты, связанные с получением надежного контакта «сталь - медь», сложность отделения и утилизации меди по окончании срока службы блюмса.
Наиболее близким к заявляемому, является способ снижения контактного напряжения между ниппелем и угольной частью обожженного анодного блока, включающий заливку жидкого чугуна в зазор между ниппелем и угольным блоком на высоту на 4-6 мм ниже верхней поверхности угольного блока, последующую заливку на застывший чугун жидкого алюминия, который проникает в усадочный зазор, образуя слой на поверхности ниппеля, погруженной в угольный блок, и кольцо вокруг его не погруженной части [Патент CN №102534673 Method and structure for lowering contact voltage drop between aluminum cell anode steel claw and carbon block].
Недостаток известного способа заключается в малой глубине проникновения жидкого алюминия, обладающего относительно высокой вязкостью, в усадочный зазор между ниппелем и угольным блоком, а также риск плавления алюминиевого кольца в случае перегрева угольного блока и ниппеля.
Целью заявляемого изобретения является получение на поверхности ниппеля, контактирующей с угольной частью обожженного анодного блока, и на поверхности стального блюмса, контактирующей с угольным катодным блоком, равномерного устойчивого покрытия, обеспечивающего снижение контактного напряжения в электролизере.
Достигается это двумя вариантами:
В первом варианте способа снижения контактного напряжения в алюминиевом электролизере путем нанесения покрытия в виде раствора или суспензии, обладающих низким электрическим сопротивлением, на элементы, контактирующие с угольным блоком электролизера и предварительную заливку чугуна для укрепления контактирующих элементов, наносят покрытие на ниппель в месте его контакта с угольной частью обожженного анода после охлаждения чугуна до температуры 95-60°С. с дальнейшей выдержкой покрытия в течение 6-12 часов, при этом между ниппелем и угольной частью анода устанавливают медный лист.
В качестве покрытия используют раствор или водную суспензию солей меди.
Во втором варианте способа снижения контактного напряжения в алюминиевом электролизере путем нанесения покрытия в виде раствора или суспензии, обладающих низким электрическим сопротивлением, на элементы, контактирующие с угольным блоком электролизера и предварительную заливку чугуна для укрепления контактирующих элементов, наносят покрытие на блюмс, в месте его контакта с катодным угольным блоком, после охлаждения чугуна до температуры 95-60°С. с дальнейшей выдержкой покрытия в течение 6-12 часов, при этом между блюмсом и угольной частью катода устанавливают медный лист.
В качестве покрытия используют раствор или водную суспензию солей меди.
При заливке в усадочный зазор растворов или суспензии солей меди железо ниппеля вступает с ними в следующие реакции:




в результате которых образующаяся медь оседает на поверхности ниппеля и (или) блюмса, контактирующие с угольной частью анодного и (или) катодного блока, создавая на них слой, обладающий высокой проводимостью и низким электрическим сопротивлением.
Заливка растворов или суспензии солей меди в усадочный зазор при температуре заливаемого чугуна 95-60°С обеспечивает увеличение скорости реакции, которая, в соответствии с уравнением Аррениуса (5), экспоненциально возрастает с увеличением температуры:

где: k - константа скорости реакции; е - основание натурального логарифма; Т - температура, К; R - молярная газовая постоянная, 8,31 Дж/моль⋅К; Еа - энергия активации, Дж/моль; А - предэкспоненциальный множитель, показывает общее число столкновений.
Заливка растворов солей при температуре заливаемого чугуна больше 95°С несет риск преждевременного испарения из них воды, до момента полного заполнения усадочного зазора. Заливка растворов солей при охлаждении заливаемого в зазор между ниппелем и угольной частью анода чугуна до температуры меньше 60°С снижает скорость реакции, а также не обеспечивает после прохождения реакций 1-4 испарения воды, в которой растворены соли меди.
Выдержка анода в течение 6-12 часов после заливки в усадочный зазор солей меди обеспечивает полное испарение воды, в которой они растворены.
Установленный медный лист между ниппелем и угольной частью анода и между блюмсом и угольной частью катода предотвращает проникновение заливаемых в усадочный зазор растворов меди вглубь угольной части катодного или анодного блока.
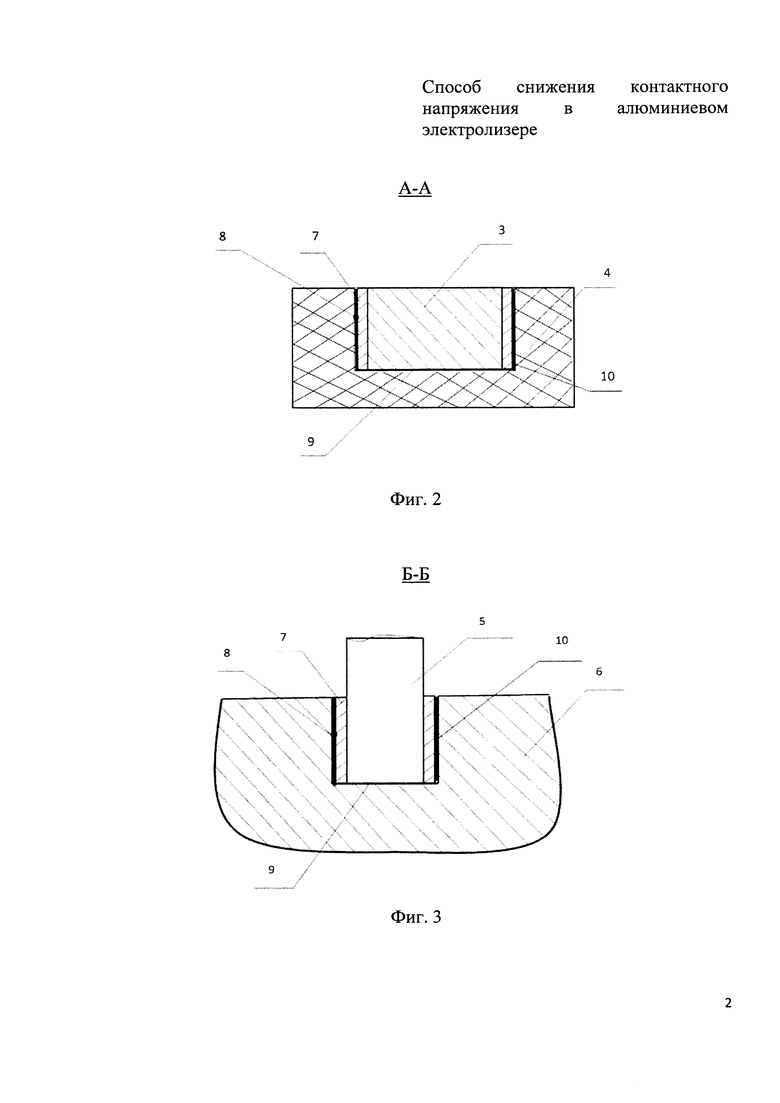
Заявляемый способ снижения контактного напряжения в алюминиевом электролизере поясняется графически. На фиг. 1 - общий вид, Фиг. 2 вид А-А фиг. 1, Фиг. 3 вид Б-Б на фиг. 1.
Где: 1 - алюминиевый электролизер; 2 - анодный угольный блок; 3 - блюмс; 4 - катодный угольный блок, 5 - ниппель; 6 - анодный угольный блок; 7 - чугунная заливка; 8 - усадочный зазор; 9 - медный лист; 10 слой меди.
Заявляемый способ снижения контактного напряжения алюминиевого электролизера осуществляется следующим образом. Ниппель 5, после его установки в анодный угольный блок 6, и блюмс 3 после его установки в катодный угольный блок 4, для обеспечения надежного механического и электрического контакта, заливается чугуном 7. По мере охлаждения чугуна от 95-60°С и его кристаллизации, между ниппелем и угольной частью обожженного анодного блока, а также между стальным блюмсом и катодным угольным блоком образуется усадочный зазор 8, в который заливается раствор или водная суспензия солей меди. В результате реакций взаимодействия солей меди с железом на поверхности чугунной заливки образуется слой меди 10, заполняющий усадочный зазор и снижающий электрическое сопротивление контактов «ниппель - угольная часть обожженного анодного блока» и «блюмс - катодный угольный блок». Проникновение раствора или водной суспензии солей меди вглубь угольной части обожженного анодного блока, ниже уровня нижней кромки ниппеля, а также вглубь катодного угольного блока предотвращает медный лист 9.
Заявляемый способ позволяет снизить контактное электрическое сопротивление токопроводящей цепи алюминиевого электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун | 1982 |
|
SU1073318A1 |
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2013 |
|
RU2526351C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2593253C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2013 |
|
RU2550683C1 |
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЯ ВЫСОКОЙ ЧИСТОТЫ ЭЛЕКТРОЛИЗОМ РАСПЛАВЛЕННЫХ СОЛЕЙ | 2018 |
|
RU2702672C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА | 2019 |
|
RU2717438C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2012 |
|
RU2509830C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2012 |
|
RU2499085C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ И РЕНИЙ | 2017 |
|
RU2678627C1 |

Изобретение относится к способу снижения контактного напряжения в алюминиевом электролизере с обожженным анодом. Способ включает нанесение покрытия в виде раствора или суспензии, обладающего низким электрическим сопротивлением, на элементы, контактирующие с угольным блоком электролизера, и предварительную заливку чугуна для укрепления контактирующих элементов, наносят покрытие на ниппель в месте его контакта с угольной частью обожженного анода после охлаждения чугуна до температуры 95-60°С, с дальнейшей выдержкой покрытия в течение 6-12 ч, при этом между ниппелем и угольной частью анода устанавливают медный лист или наносят покрытие на блюмс, в месте его контакта с катодным угольным блоком, после охлаждения чугуна до температуры 95-60°С с дальнейшей выдержкой покрытия в течение 6-12 ч, при этом между блюмсом и угольной частью катода устанавливают медный лист. В качестве покрытия используют раствор или водную суспензию солей меди. Обеспечивается повышение энергетической эффективности за счет снижения потребления электрической энергии. 2 н. и 2 з.п. ф-лы., 2 ил.
1. Способ получения покрытия на поверхности элемента токоподводящей цепи, контактирующего с угольным блоком алюминиевого электролизера, включающий заливку жидкого чугуна в зазор между угольным блоком и контактным элементом, установленным в угольный блок, охлаждение чугуна до его застывания с образованием усадочного зазора и нанесение слоя покрытия на погруженную в угольный блок поверхность контактирующего элемента, отличающийся тем, что чугун охлаждают до температуры 95-60ºС, устанавливают в усадочный зазор лист меди и наносят покрытие на поверхность контактного элемента в виде ниппеля анодного угольного блока путем заливки в усадочный зазор раствора или водной суспензии солей меди с последующей выдержкой в течение 6-12 ч.
2. Способ по п. 1, отличающийся тем, что в качестве солей, обладающих низким электрическим сопротивлением, используют раствор или водную суспензию солей меди.
3. Способ получения покрытия на поверхности элемента токоподводящей цепи, контактирующего с угольным блоком алюминиевого электролизера, включающий заливку жидкого чугуна в зазор между угольным блоком и контактным элементом, установленным в угольный блок, охлаждение чугуна до его застывания с образованием усадочного зазора и нанесение слоя покрытия на погруженную в угольный блок поверхность контактирующего элемента, отличающийся тем, что чугун охлаждают до температуры 95-60ºС, устанавливают в усадочный зазор лист меди и наносят покрытие на поверхность контактного элемента в виде блюмса катодного угольного блока путем заливки в усадочный зазор раствора или водной суспензии солей меди с последующей выдержкой в течение 6-12 ч.
4. Способ по п. 3, отличающийся тем, что в качестве солей, обладающих низким электрическим сопротивлением, используют раствор или водную суспензию солей меди.
| CN 102534673 A, 04.07.2012 | |||
| CN 102953086 A, 06.03.2013 | |||
| CN 206799761 U, 26.12.2017 | |||
| WO 2017199263 A1, 23.11.2017 | |||
| RU 2010101880 A, 27.07.2011. |

