Изобретение относится к емкости и сборной преформе для изготовления такой емкости. Изобретение также относится к способу и устройству для формования емкости. Изобретение, в частности, относится к пластиковым емкостям дутьевого формования.
Для изготовления пластиковых емкостей, таких как бутылки, известна технология дутьевого формования, например, формования с раздувом и вытяжкой, емкости из преформы, выполненной литьем под давлением. Такая преформа содержит горловинную часть, содержащую отверстие, сообщенное по текучей среде с внутренним пространством указанной преформы, и часть корпуса, содержащую указанное внутреннее пространство, окруженное стенкой и нижней частью. Во время процесса формования раздувом указанную преформу нагревают и располагают внутри дутьевой формы, после чего растягивающий прут вставляют в преформу и впускают воздух во внутреннее пространство для растяжения стенки и нижней части, направляя их против внутренней части дутьевой формы, придавая емкости желаемую форму. Затем емкости позволяют остыть для сохранения формы.
Известно дутьевое формование емкости из преформы из одного материала, приводящее к емкости из одного материала, имеющего одни и те же свойства материала как внутри, так и снаружи.
В JP 2000-062745 и JP 06-345069 раскрыты способы выполнения емкости, в которых многослойную преформу выполняют литьем под давлением, а затем раздувают в многослойную емкость. В наружном слое указанной преформы обеспечено отверстие до внутреннего слоя, так что в указанной емкости указанный внутренний слой может быть по меньшей мере частично выдавлен от наружного слоя в области горловины для возможности балансировки давления, когда внутренний слой деформируется при использовании, например, когда продукт выдают из внутреннего пространства емкости. Это означает, что указанный наружный слой остается или, по меньшей мере, удерживается в начальной дутьевой форме во время или после такой выдачи.
В ЕР 1547768 раскрыт способ выполнения дутьевой емкости, в котором преформу выполняют литьем под давлением, а затем часть наружной преформы снабжают наружным слоем пластика, во время второго этапа формования. Затем преформу раздувают в дутьевую двуслойную емкость.
В WO 91/08099 раскрыт способ для выполнения дутьевой емкости, в котором первую и вторую преформы изготавливают по отдельности литьем под давлением, после чего первую преформу, имеющую горловинную часть, вставляют во внутреннее пространство второй преформы, не имеющей горловинной части. Указанная наружная поверхность первой преформы ниже горловинной части прилегает к внутренней поверхности второй, наружной преформы. Указанные две преформы затем раздувают вместе в многослойную бутылку. В этом документе раскрыто, что это может повысить прочность и непроницаемость дутьевой емкости, а также что это увеличивает эффективность и гибкость производственного процесса. Этот способ описан как особенно удобный для изготовления емкостей объемом от 1,5 до 3 литров.
В WO 92/012926 раскрыта многослойная бутылка, имеющая расслаивающийся внутренний слой, выполненный путем формования раздувом из многослойной преформы. Возле нижней части емкости обеспечено отверстие через наружный слой, так что через указанное отверстие можно ввести воздух, вызывая расслаивание внутреннего слоя. Это означает, что содержимое емкости может быть под давлением без воздуха, контактирующего с содержимым.
В таких и других емкостях с двойной стенкой или многослойных, особенно дутьевых емкостях, в которых желательна или необходима возможность выпускания внутреннего слоя или внутренней емкости из смежного слоя или емкости, такого как промежуточный или наружный слой, такое выпускание обычно составляет проблему, особенно, контролируемое выпускание под достаточно низким давлением. Это, в частности, но не единственным образом является проблемой, если подобные или те же материалы используются для обоих слоев емкостей. В уровне техники известно использование различных материалов для внутренней и наружной емкости или слоя, которые не приклеиваются друг к другу при формовании емкости. Дополнительно или альтернативно известно, например, из WO 91/09099 обеспечение разделительного состава между двумя слоями емкости для предотвращения такого приклеивания смежных емкостей или слоев или, по меньшей мере, простого их расслоения.
Задачей настоящего изобретения является обеспечение альтернатив для вышеуказанных емкостей и способов выполнения емкостей.
Дополнительной или альтернативной задачей настоящего изобретения является обеспечение емкостей, которые в отформованном раздувом состоянии имеют содержимое более трех литров, такое как более 5 литров, например, от 8 до 40 литров, например, 10, 20 или 30 литров, без ограничения этим.
Дополнительная или альтернативная задача настоящего изобретения заключается в обеспечении окрашенных емкостей и/или содержащих поглотитель газа для уменьшения или предотвращения проникновения газа через стенку емкости, и/или поглотитель кислорода и/или поглотитель компонентов воздуха.
Дополнительная или альтернативная задача настоящего изобретения заключается в обеспечении емкости, в которой внутренняя емкость или слой могут легко высвобождаться из смежной емкости или слоя путем контроля давления между указанными слоями или емкостями, особенно путем увеличения давления между указанными слоями или емкостями. Увеличение давления предпочтительно сохраняют относительно низким, более предпочтительно в соответствии с желаемым давлением в емкости для поддержания целостности ее содержимого.
В данном описании дана ссылка на внутреннюю и наружную емкость или преформы, одну или обе из которых следует понимать как содержащие внутренний и наружный слои емкости или преформы.
Сборная преформа согласно данному описанию может быть охарактеризована наличием, по меньшей мере, наружной преформы и внутренней преформы, помещенной по меньшей мере частично в наружную преформу, обе из которых имеют часть, образующую горловину, часть, образующую заплечик и часть, образующую корпус. По меньшей мере, одна из указанных внутренней и наружной преформ имеет область поверхности в контакте с другой из внутренней и наружной преформ, при этом, по меньшей мере, часть указанной области имеет шероховатость поверхности, по меньшей мере, 0,1 Ra и/или шероховатость поверхности, превышающая на, по меньшей мере, 0,1 Ra шероховатость поверхности области поверхности другой из внутренней и наружной преформы, с которой она контактирует. Альтернативно или дополнительно указанная, по меньшей мере, часть области поверхности имеет шероховатость, так что в емкости, интегрально отформованной из указанной сборной преформы, области поверхности одной из емкостей, выполненных из указанной области поверхности имеет шероховатость поверхности, по меньшей мере, 0,1 Ra и/или шероховатость поверхности, превышающую, по меньшей мере, на 0,1 Ra шероховатость поверхности смежной области поверхности смежной емкости.
Емкость по описанию может отличаться внутренней емкостью и наружной емкостью с обращенными друг к другу поверхностями. По меньшей мере, часть, по меньшей мере, одной из обращенных друг к другу поверхностей имеет шероховатость поверхности более чем около 0,1 Ra. Дополнительно или альтернативно различие шероховатости указанных обращенных друг к другу поверхностей составляет, по меньшей мере, в их части более чем около 0,1 Ra. Емкость предпочтительно выполнена формованием раздувом из преформы или набора преформ, и еще предпочтительнее выполнена раздувом за одно целое ("интегрально") из набора преформ, содержащего, по меньшей мере, внутреннюю и наружную преформы.
Способ выполнения сборной преформы для формования раздувом емкости согласно данному описанию может отличаться способом, в котором первую преформу выполняют литьем под давлением, и вторую преформу выполняют литьем под давлением, при этом первую преформу вставляют во вторую преформу и/или вторая преформа обеспечена поверх первой преформы. По меньшей мере, одну из преформ, предпочтительно первую преформу, выполняют литьем под давлением из пластмассы, содержащей частицы, отличающиеся от пластика, особенно металл и/или металлизированные частицы, такие как металлические и/или металлизированные хлопья.
Устройство для обеспечения сборной преформы может характеризоваться тем, что оно содержит, по меньшей мере, одной полости формы для выполнения первой преформы и, по меньшей мере, одной второй полости формы для образования второй преформы. Устройство может дополнительно содержать, по меньшей мере, одно устройство перемещения для перемещения первой преформы во вторую преформу и/или второй преформы поверх первой преформы.
Некоторые дополнительные предпочтительные варианты выполнения сборной преформы, емкости, способа и устройства раскрыты в прилагаемой формуле изобретения. Некоторые варианты выполнения показаны на чертежах, исключительно в качестве примера, и не предназначенные для ограничения объема изобретения. На чертежах:
Фиг. 1 - схематичный вид поперечного сечения сборной преформы в первом варианте выполнения;
Фиг. 1А - схематичный вид детали области горловины сборной преформы;
Фиг. 2 - схематичный вид в сечении сборной преформы по второму варианту выполнения;
Фиг. 3 - схематичный вид в сечении сборной преформы по третьему варианту выполнения;
Фиг. 4 - схематичный вид, частично в сечении, емкости по первому варианту выполнения;
Фиг. 5 - схематичный вид, частично в сечении, емкости по второму варианту выполнения;
Фиг. 6 - схематичный вид сборной преформы и емкости;
Фиг. 7 - схематичный вид горловинной части емкости с укупорочным средством в первом варианте выполнения; и
Фиг. 8 - схематичный вид горловинной части емкости с укупорочным средством по второму варианту выполнения;
Фиг. 9 - подетальный вид альтернативного варианта выполнения сборной преформы с укупорочным кольцом;
Фиг. 10А - вид сверху верхней части набора преформ или емкости, выполненной путем формования раздувом из набора преформ, особенно из сборной преформы по Фиг. 9;
Фиг. 10В - вид в сечении по Х-Х на Фиг. 10А верхней части емкости;
Фиг. 11А и 11В - схематичные виды верхней части емкости с отводящим узлом в двух альтернативных вариантах;
Фиг. 12А и 12В - схематичные виды, частично в сечении, части емкости области поверхности, имеющей шероховатость поверхности;
Фиг. 13А и 13В - в двух вариантах выполнения часть стенки емкости, не в масштабе, имеющая в ней рассеянные частицы;
Фиг. 14 - начальное давление и распространение начального давления для четырех емкостей.
В данном описании и чертежах те же или соответствующие элементы имеют одни и те же или соответствующие позиции. Показанные и/или раскрытые варианты выполнения приведены исключительно в качестве примера и не предусмотрены для какого-либо ограничения. Возможны многие варианты в пределах объема настоящего описания, при этом варианты, например, частей или комбинаций частей показанных вариантов выполнения считаются раскрытыми.
В данном описании формование раздувом следует понимать как, по меньшей мере, включающее, но не ограниченное формованием с раздувом и вытяжкой, когда преформу нагревают, растягивают продольно и раздувают в желаемую форму. Во время продольного растяжения указанная преформа уже может быть в некоторой степени отформована раздувом.
В данном описании преформу, которая также может быть банкой, следует понимать, как, по меньшей мере, включающую, но не ограниченную элементом, выполненным литьем под давлением из пластика, для формования раздувом в емкость. В данном описании преформы описаны для емкостей, выполненных путем формования раздувом, которые обычно имеют форму бутылки, включая горловинную часть, часть корпуса и нижнюю часть, однако специалисту в данной области очевидно, что различные формы емкостей возможны с использованием различных форм преформ, в рамках той же идеи изобретения. Преформа может быть однослойной или многослойной. Многослойная преформа может быть выполнена с помощью известных технологий, таких как без ограничения совместное литье, ко-экструзия и наформовывание. Многослойная преформа может иметь расслаивающийся слой или слои. Наборы преформ или сборные преформы могут быть выполнены из двух или более преформ, собраны или совместно сформованы, например, путем накладного формования.
В данном описании, такие термины как «около» и «по существу», в связи с конкретными числовыми значениями и геометрическими конфигурациями, следует понимать как означающие возможное отклонение от указанного значения или конфигурации на, по меньшей мере, 5%, предпочтительно, по меньшей мере, 10% и более предпочтительно, по меньшей мере, 15%. В данном описании «верхний» и «нижний», «передний» и «задний» и тому подобные используются относительно нормального положения емкости, например, как на Фиг. 4 стоящей на нижней ("донной") части 6.
В данном описании раскрыты преформы и емкости, выполненные из РЕТ или сплава РЕТ. Однако преформы и емкости по настоящему описанию также могут быть выполнены из различных материалов, смесей или комбинаций материалов, таких как без ограничения полипропилен или полистирол, PEN, полиэтилен, поликарбонат, полибутадиен, смеси вышеуказанных или их комбинаций. В случае РЕТ или смесей РЕТ, стандартный РЕТ следует понимать в этом отношении как, по меньшей мере, содержащий РЕТ без добавок для предотвращения кристаллизации РЕТ во время выполнения, например, литья под давлением, преформы.
В данном описании дана ссылка на емкости для удержания и выдачи напитков, в частности, газированных напитков, таких как пиво или безалкогольные напитки. Однако другое содержимое можно хранить и выдавать с использованием емкости по описанию.
В настоящем описании преформы могут быть выполнены из пластикового материала, из которого путем формования с раздувом и вытяжкой может быть выполнена емкость с относительно тонкой стенкой или комбинацией стенок, при этом указанная преформа является по существу аморфной, при этом указанная бутылка по меньшей мере частично прозрачна. Предпочтительно указанная преформа выполнена из материала, по существу свободного от предотвращающих кристаллизацию добавок, таких как гликоль или со-мономеры как изофталевая кислота или циклогександиметанол. Обнаружено, что такие добавки могут быть предпочтительными в литье под давлением по существу аморфной преформы, но такие добавки остаются в выполненной путем выдувания емкости, что нежелательно для прочности и/или жесткости емкости. Указанные преформы предпочтительно выполняют литьем под давлением с достаточно небольшой толщиной стенки для по существу предотвращения кристаллизации пластикового материала.
В данном описании формование с раздувом и вытяжкой описано для выполнения емкостей из сборных преформ. Эти емкости предпочтительно выполняют путем формования раздувом при температуре чуть выше температуры стеклования пластикового материала. Более предпочтительно указанный пластиковый материал приводят в определенное состояние, растягивают и ориентируют при температуре чуть выше температуры стеклования пластикового материала.
В емкости по данному описанию пластиковый материал может иметь степень кристаллизации. В вариантах выполнения указанные преформы сборной преформы могут быть выполнены путем формования с раздувом и вытяжкой, так что они получают другую степень кристаллизации. Такой эффект может быть достигнут путем растяжения пластикового материала в различной степени в разных преформах, особенно, в различном аксиальном соотношении, кольцевом соотношении и/или коэффициенте охвата, путем формования с раздувом и вытяжкой при различных температурах, путем подачи тепла и/или охлаждения различных преформ или их комбинаций. В других вариантах выполнения различные преформы сборной преформы могут быть выполнены из различных материалов или смесей.
Во всех раскрытых вариантах выполнения аксиальная длина внутренней преформы может быть меньше, чем аксиальная длина наружной емкости и/или диаметр внутренней преформы может быть меньше внутреннего диаметра наружной емкости, так что смежные части преформ могут быть разнесены, позволяя растягивать и/или выдувать внутреннюю емкость как аксиально, так и диаметрально, или в обоих направлениях до прямого или непрямого зацепления емкости таким образом и формования с раздувом и вытяжкой.
В емкости по описанию расположены предпочтительно, по меньшей мере, внутренняя емкость и наружная емкость, при этом указанная внутренняя емкость выполнена из внутренней преформы, а наружная емкость выполнена из наружной преформы. «Внутренний» следует понимать как, по меньшей мере, продолжающийся внутри наружной преформы или емкости и необязательно относящийся к «расположенной в глубине» преформе или емкости. Предпочтительно, по меньшей мере, одна или более, предпочтительно, обе из наружной и внутренней емкостей имеют области кристаллизации, соединенные с аморфными частями. В варианте выполнения наружная емкость может иметь меньшую степень кристаллизации, чем внутренняя емкость, так что внутренняя емкость прочнее, и наружная емкость лучше сопротивляется воздействию. Указанная наружная емкость может, например, иметь степень кристаллизации от 14 до 22% материала, предпочтительно измеренную по объему, при этом, внутренняя емкость может, например, иметь степень кристаллизации выше, например, от 22 до 35% или выше, например, от 28 до 32%, при этом более высокие степени предпочтительны. Этого, например, можно достичь путем повышения температуры внутренней преформы или путем формования с раздувом и вытяжкой до получения более высокой степени.
В вариантах выполнения емкости по описания часть, по меньшей мере, стенки образующей стенку части и/или части, образующей нижнюю часть внутренней или наружной емкости, может быть выполнена толще, чем дополнительные части той же образующей корпус части или образующей низ части. Однако было обнаружено, что такие области в раздуваемых и растягиваемых емкостях, особенно в кристаллизующихся материалах, образуются ослабленные области емкости, которые можно использовать для обеспечения обозначенных ослабленных областей емкости. По меньшей мере, это следует понимать, как, например, если внутреннее давление в емкости превышает желаемое значение, или если емкость проткнули, вызывая резкий перепад давления, емкость будет повреждена в основном или полностью в, по меньшей мере, одной из обозначенных областей разрушения. Это может дополнительно усилить безопасность пользователя.
В настоящем описании раскрыты преформы и емкости, выполненные из них, выполненные из пластика. В этой связи используется пластиковая масса, например, выполненная из плавящихся пластиковых плиток или тому подобных известным образом, например, в экструдере, затем из массы литьем под давлением выполняют каждую преформу. В данном описании в такую массу могут быть добавлены частицы, отличающиеся от пластика, из которого сделана масса. Частицы следует понимать без ограничения как относительно малые объекты, по сравнению с, например, толщиной стенок преформ, которые рассеяны по преформе, выполненной из указанной массы, и, таким образом, также по емкости или, по меньшей мере, ее части, выполненной из указанной массы, содержащей указанные частицы. Указанные частицы могут быть хлопьями и могут быть выполнены из или с использованием металла или металлизации. Указанные частицы предпочтительно выполнены из такого материала, что они поддерживают целостность во время как литья под давлением, так и формования раздувом.
В данном описании хлопья следует понимать как содержащие без ограничения частицы, имеющие по существу листообразный вид, что следует понимать как имеющие толщину в одном направлении меньше, чем в направлениях перпендикулярно указанному направлению. Указанные частицы могут иметь любую форму, например, одну или несколько изогнутых поверхностей или плоских поверхностей. Частицы могут иметь или быть помещены по меньшей мере частично в покрывающий слой другого материала, например, материала, имеющего меньшую температуру плавления, чем пластик, или меньшую температуру плавления, чем температура стеклования пластика. Покрывающий слой может быть выполнен из, например, воска или воскоподобного материала. В предпочтительном варианте выполнения материал покрывающего слоя часто содержится в стенке соответствующей преформы и/или емкости, выполненной из нее, так что он не опадает со стенки. В преформе, выполненной из такой массы частицы содержатся рассеянным образом между мономерными и/или полимерными цепочками пластика. Материал по меньшей мере частично покрывающий частицы может взаимодействовать с мономерами и/или полимерами или его частями. В вариантах выполнения частицы могут быть по существу равномерно распределены по стенке емкости или ее части, выполненной из преформы. В вариантах выполнения указанные частицы могут быть распределены неравномерно по стенке емкости или ее части, выполненной из преформы, например, так что во время литья под давлением и/или формования раздувом, по меньшей мере, часть частиц располагается в или возле поверхности и/или области поверхности преформы и/или емкости.
Обнаружено, что путем обеспечения таких частиц в стенке преформы и формование раздувом емкости и указанной преформы, по меньшей мере, поверхность или область поверхности емкости, обращенная к стенке смежной емкости, особенно часть емкости, с которой указанная область поверхности спрессована во время формования раздувом, получает шероховатость поверхности большую, чем шероховатость, которую получают без указанных частиц. Даже если количество частиц относительно невелико, например, от 0,2 до 5% от веса преформы, в частности, от 0,3 до 3% по весу. Обнаружено, что шероховатость поверхности можно увеличить до, например, более 0,1 Ra, особенно, выше 0,3 Ra, например, до около 0,35 Ra или более, для емкости, выполненной путем формования раздувом из преформы из РЕТ или смеси РЕТ, которая имеет шероховатость от около 0,05 до 0,1 Ra при изготовлении из преформы без таких частиц. Однако обнаружено, что путем увеличения шероховатость поверхности области поверхности емкости, обращенной к смежной емкости, при этом первая может быть, например, внутренней емкостью, а последняя - наружной емкостью или наоборот, давление необходимо для высвобождения соответствующей области поверхности внутренней емкости от наружной емкости и/или наоборот может быть существенно сокращено по сравнению с той же емкостью, имеющей идентичные внутреннюю и наружную емкости, выполненные без такой области поверхности с увеличенной шероховатостью поверхности. В предпочтительных вариантах выполнения настоящего изобретения, по меньшей мере, в области заплечика емкости такая область поверхности или область снабжена шероховатостью поверхности на, по меньшей мере, около 0,1 Ra и/или на, по меньшей мере, около 0,1 Ra превышает шероховатость области поверхности другой емкости, контактирующей с ней. Обнаружено, что особенно в области заплечика высвобождение стенок внутренней и наружной емкости друг от друга, направляющее из по существу в разные стороны для пропускания текучей среды под давлением, такой как газ, в особенности воздух, или жидкость, такая как, например, вода или охлажденная вода, для прохождения в пространство вокруг области, образующей корпус внутренней емкости, требует относительно высокого давления, которое может быть существенно сокращено путем увеличения указанной шероховатости поверхности. Охлажденная вода как рабочая среда под давлением может иметь преимущество в усилении или, по меньшей мере, сохранения охлаждения содержимого емкости во время использования.
В предпочтительных вариантах выполнения настоящее изобретение в дополнение к обеспечению таких частиц или их альтернативы для увеличения шероховатости, по меньшей мере, части поверхности преформы или емкости, такая часть преформы или емкости может иметь другую шероховатость, например, путем химической или механической обработки указанной области, например, путем (химической) гравировки, пескоструйной, стеклоструйной или ледяной обработки, шлифовки или тому подобного, обеспечивая текстуру на указанной области поверхности. Альтернативно форма для литья под давлением, в котором соответствующая преформа должна быть выполнена литьем под давлением, может быть снабжена областью поверхности, имеющей увеличенную шероховатость, так что с помощью такой формы выполняют преформы, обеспечивающие емкость, выполненную путем формования раздувом, имеющую часть поверхности с желаемой шероховатостью выше 0,1 Ra, в частности, выше 0,3 Ra, например, от 0,3 до 1 Ra, например, от 0,3 до 0,7 Ra. Очевидно, такие варианты выполнения можно комбинировать с добавлением указанных частиц в массу пластика для выполнения преформы.
В преформе, в частности, внутренней преформе или внутренней емкости, выполненной из нее, предпочтительно стенка или, по меньшей мере, область горловины и часть, образующая корпус, является по существу непрозрачной и предпочтительно имеет серебристый цвет. В данном описании обозначение «серебристый цвет» следует понимать как имеющий общее впечатление цвета, близкого к серебристому, что может включать, например, вид или непосредственно алюминий или его сплавы, платину, титан, холодный или теплый серый и тому подобные. Предпочтительно частицы обеспечивают по меньшей мере частичное отражение света. Серебристый может быть, например, сравним без ограничения с цветом Pantone PMS420 to 431, 535 to 537, 5425, 5435, 5445, холодный серый 3-9 или теплый серый 3-9, или по Holland Colours, Нидерланды, как Holcobatch silver.
В вариантах выполнения настоящего изобретения вся поверхность преформы или емкости или, по меньшей мере, ее области, образующей корпус или заплечик, может иметь по существу ту же шероховатость поверхности или более чем около 0,1 Ra, в частности, более чем около 0,3 Ra в выполненной путем выдувания емкости. В альтернативных вариантах выполнения только часть указанной поверхности может иметь такую шероховатость поверхности, при этом указанная шероховатость поверхности дополнительной емкости составляет менее 0,1 Ra.
В данном описании шероховатость поверхности, выраженную в мкм Ra, следует понимать как, по меньшей мере, раскрыто в IS04287 или подобном. Области с увеличенной шероховатостью поверхности, особенно, шероховатостью более 0,1 Ra, предпочтительно обеспечены так, что Ry и Rz не слишком высоки, например, менее 2, более предпочтительно менее 1. Шероховатость поверхности в данном описании предпочтительно означает, что текстура указанной области поверхности, определенная случайно или по меньшей мере частично случайно, при этом указанная текстура, например, может быть сравнимой с наждачной бумагой или апельсиновой коркой.
Обнаружено, что путем снабжения указанной области поверхности увеличенной шероховатостью поверхности, особенно выше чем около 0,1 Ra, в частности, выше чем около 0,3 Ra, в частности, выше чем около 0,35 Ra или более, и/или путем обеспечения емкостей, имеющих обращенные друг к другу области поверхности, имеющие различие шероховатости, по меньшей мере, около 0,1 Ra, в частности, более чем около 0,3 Ra, в частности, более чем около 0,35 Ra или более, при этом использование высвобождающего агента между указанными областями поверхностей или даже между внутренней и наружной емкостями больше не являются необходимыми или, по меньшей мере, могут быть ограничены с точки зрения известных сборных преформ и дутьевой емкости, в целом обозначенной как BIC или BIB емкость. Этом может иметь экономические преимущества, поскольку можно не применять или применять меньше высвобождающего агента, также как технические и экологические преимущества. Преимущество может заключаться в том, что, поскольку требуется меньше или не требуется высвобождающий агент, проблемы его утекания со временем можно избежать. В уровне техники высвобождающий агент используют как покрытие по всей контактной поверхности между внутренней и наружной емкостями, путем нанесения высвобождающего агента между внутренней и наружной преформами. При хранении этих собранных преформ до использования, то есть, до формования раздувом, например, путем встраивания в линию наполнения, разделительный агент может протекать благодаря гравитации в нижнюю точку сборной преформы, что может означать, что усилие, необходимое для разделения частей емкостей, из которых вытекает разделительный агент, снова значительно возрастает. В сборной преформе по настоящему изобретению необходима только ограниченная подача или даже отсутствие разделительного агента, при этом шероховатая область поверхности может способствовать удержанию разделительного агента от вытекания лучше, чем более гладкая поверхность.
В данном описании набор преформ и сборная преформа используются как взаимозаменяемые, если не указано иное. В данном описании в емкости, выполненной путем формования раздувом из преформы, сборной преформы или набора преформы, получают внутренний слой, также обозначаемый как внутренняя емкость или мешок, выполненный в общем из внутренней или первой преформы и наружного слоя, также обозначаемого как наружная емкость, выполненная в общем из наружной или второй преформы. Как обозначено, «внутренний» и «наружный» в этом отношении следует понимать как означающий, что «внутренний» слой емкости расположен, по меньшей мере, в большей части в «наружном» слое емкости, при этом граница или пространство обеспечено между указанным внутренним и наружным слоями емкости, но они необязательно должны быть самым внутренним и самым наружным слоями или емкостями, как, например, показано на Фиг. 3. В последующем описании внутренняя преформа также может быть обозначена как первая преформа, наружная преформа как вторая преформа, если не указано иное.
На Фиг. 1-3 схематично показана сборная преформа 1, содержащая первую преформу 2, расположенную внутри второй преформы 3. Первая и вторая преформы 2,3 могут быть выполнены раздельно литьем под давлением, в формах с одной или несколькими полостями, после чего первую преформу 2 можно вставить во вторую преформу 3 путем относительного перемещения преформ 2 и 3. Альтернативно они могут быть выполнены за одно целое, например, с использованием известных в уровне техники технологий накладного формования. В показанных вариантах выполнения сборная преформа имеет горловину 4 и корпус 5, продолжающийся от горловины 4, закрытый на конце, противоположном горловине 4, нижней частью 6 как частью указанного корпуса 5. В показанном варианте выполнения первая преформа 2 содержит часть горловины 7 и часть 8, образующую корпус. Указанная вторая преформа также содержит часть 9 горловины и часть 10, образующую корпус. В показанном на Фиг. 1 положении часть 8, образующая корпус, первой преформы 2 продолжается внутрь части 10, образующей корпус, второй преформы 3, при этом часть 7 горловины первой преформы 2 продолжается по существу в части 9 горловины второй преформы 3. Очевидно, внутренняя преформа 2 также может продолжаться частично наружу второй преформы 3.
Образующая корпус часть 8 первой преформы 2 может иметь стенку 11, продолжающуюся, по меньшей мере, между частью 7 горловины и частью 12, образующей нижнюю часть, первой преформы 2, имеющую толщину W1, составляющую менее 8 мм. Толщина W1 стенки 11 может составлять менее 6 мм. Часть 10, образующая корпус, второй преформы 3 может иметь стенку 13, продолжающуюся, по меньшей мере, между частью 9 горловины и частью 14, образующей нижнюю часть, второй преформы 3, имеющую толщину W2, составляющую менее 8 мм. Толщина W2 стенки 13 может составлять менее 6 мм. Толщина W1 стенки первой преформы 2 может быть меньше толщины W2 стенки второй преформы 3 или наоборот. В другом варианте выполнения толщина W1 и W2 стенок может быть одинаковой. Толщина W3, 4 стенки частей 12, 14, образующих нижнюю часть первой и второй преформ 2, 3 может быть менее толщины W1, W2 стенок 11, 13, соединенных с ними. В другом варианте выполнения толщина может быть схожей или большей. В вариантах выполнения емкостей типа BIC или BIB, в которых внутренняя емкость может быть сжата для выдачи содержимого путем приложения давления к пространству между внутренней и наружной емкостями, как раскрыто далее, внутренняя преформа 2 может, по меньшей мере, в участке, образующем корпус, например, иметь толщину W1 стенки, близкую к минимальной толщине стенки, достигаемой литьем под давлением указанной преформы 2, при этом указанная наружная преформа 3 может, по меньшей мере, в части, образующей корпус, иметь толщину стенки, близкую к максимальной доступной толщине стенки для литья под давлениям указанной преформы без термальной кристаллизации. Толщина W1 стенки может быть значительно меньше, чем толщина W2 второй стенки, например, наполовину или менее.
Когда емкость 20 выполняют путем формования раздувом из сборной преформы 1, например, по Фиг. 1 или 2, емкость 20, как показано на Фиг. 4, имеет внутренний слой 2А, выполненный из первой преформы 2, и наружный слой 3А, выполненный из второй преформы 3. Указанные слои 2А, 3А в части 5А корпуса емкости 20 имеют толщину W5, W6 соответственно, образованную в основном начальной толщиной W1, W2 стенок преформ 2, 3 соответственно, и протяженность, на которую растянуты преформы. В предпочтительном варианте выполнения во время формования раздувом емкости 20 часть 8, образующую корпус первой преформы 2, дополнительно растягивают, в большей степени, чем часть 10 корпуса второй преформы 3. В варианте выполнения это выполняют так, что внутренний слой 2А выполняют более прочным, но более хрупким, чем второй, наружный слой 3А, менее жесткий, но более эластичный. В другом варианте выполнения преформы 2, 3 могут быть по существу равномерно растянуты, получая подобные свойства материала. В другом варианте выполнения преформы могут нагревать и/или выполнять путем формования раздувом при различных температурах, влияя на кристаллизацию. Также возможны комбинации этих вариантов выполнения.
Для формования раздувом емкости объемом более 3 литров, в частности, более 5 литров, такие емкости для газированных напитков, имеющих объем около 10 литров или более, с использованием одиночной преформы, преформа обычно имеет толщину стенки более чем около 6-8 мм. Путем сокращения толщины W1, W2 стенок преформ 2, 3, особенно менее чем около 8 мм, более предпочтительно до значения около 6 мм или менее, время цикла литья под давлением преформ значительно сокращается для одиночных преформ для формования раздувом емкостей того же размера и измерений. Кроме того, можно получить лучшие механические свойства, такие как, например, проницаемость для газов, таких как O2 и CO2. Как указано, в различные преформы можно добавить различные добавки, так чтобы они не смешивались друг с другом или с материалами, используемыми для преформ, которые могут отличаться от материалов преформ 2, 3.
Обнаружено, что литьем под давлением преформы из пластика склонны к кристаллизации, такие как РЕТ, путем сокращения толщины стенок преформ 2, 3 до значения около 6 мм или менее, по меньшей мере, для частей, которые позже растягивают, кристаллизацию пластикового материала в преформе легко предотвратить по существу или предпочтительно полностью. Даже с помощью стандартного РЕТ, при этом преформа может быть растянута настолько, что можно получить кристаллизацию стенки емкости. Это помогает избежать необходимости использования более дорогих и более сложных в обращении видов пластика. Кроме того, использование стандартных видов пластика, таких как без ограничения РЕТ, может иметь преимущество в том, что пластик, особенно емкость, выполненная путем формования раздувом из него, имеет лучшие механические свойства и, в особенности, обладает меньшей ползучестью. Благодаря отсутствию или по существу отсутствию необходимости в использовании добавок, предотвращающих кристаллизацию, в пластике, таких как гликоль или другие подобные добавки, известные в уровне техники, преформа может быть сформована с раздувом и вытяжкой в относительно прочную и/или жесткую и/или твердую емкость, поскольку такие добавки отсутствуют в емкости. Может быть получена оптимальная степень растяжения, образуя легкую и прочную емкость. Поскольку емкость выполняют из одной преформы, она может иметь особые механические свойства, при этом часть емкости, выполненной путем формования раздувом из другой преформы в сборной преформе, последняя может быть выполнена, например, более эластичной, более гибкой, более амортизирующей или имеющей другие механические и/или химические свойства.
Путем использования других преформ, собранных и выполненных путем формования с раздувом и вытяжкой в одну емкость, можно оптимизировать преформы, например, для получения свойств передачи и поглощения тепла. Путем изменения, например, цвета одной из преформ по сравнению с другими преформами, можно оптимизировать нагревание преформ. Например, внутренняя преформа может быть выполнена темнее наружной, получая преимущество в том, что, когда преформы нагревают вместе снаружи преформ, внутренняя преформа лучше поглощает тепло, чем наружная. Поскольку внутренняя преформа расположена дальше от источника тепла, чем наружная преформа, это приводит к дополнительной оптимизации нагрева, особенно, к более равномерному нагреву преформ. Альтернативно или в дополнение к цветовому различию преформ смежные поверхности преформ можно оптимизировать, например, путем изменения шероховатости поверхностей, для усиления передачи тепла от наружной преформы к внутренней или наоборот, путем изменения стыка между преформами. Очевидно, поскольку части горловины преформ по существу не деформируются во время формования раздувом, вышеуказанное особенно касается частей преформ(ы), которые нагревают и растягивают.
В варианте выполнения наружная преформа 3 может быть выполнена из полимера высокого сопротивления, материала, формуемого с раздувом и вытяжкой, при этом предпочтительно материал имеет сопротивляемость воздействию более 250, по Изоду. Такой материал может быть, например, без ограничения модифицированным нейлоном, уплотненным нейлоном 6,6, смесью поликарбоната, ударопрочным РВТ (полибутилентерефталат)/РЕТ. Такие ударопрочные материалы обеспечивают наружную емкость, которая может в высокой вероятности предотвратить неконтролируемый взрыв емкости от, например, протыкания. В другом варианте выполнения, по меньшей мере, одна из первой и второй преформы или емкости может быть снабжена интегральным слоем такого ударопрочного материала.
В данном описании толщину W стенки следует понимать как среднюю толщину стенки или ее существенной части. Предпочтительно толщина стенок частей, образующих корпус преформ 2, 3, за исключением, возможно, частей, образующих нижнюю часть, и, возможно, области 15 возле перехода части горловины в часть, образующую корпус, является постоянной или имеет по существу небольшую разницу.
Как показано более подробно на Фиг. 1А, часть 7 горловины первой преформы 2 может иметь продолжающийся наружу фланец 22 возле или на ее свободном крае 23, при этом часть 9 горловины второй преформы 3 может иметь первую часть 24 возле ее свободного края 25 и вторую часть 26 между указанной первой частью 24 и образующей корпус второй частью 10. Указанная первая часть 24 немного шире второй части 26, так что указанный фланец 22 может примыкать к переходу 27 между первой и второй частями 24, 26, и не может проходить через вторую часть 26. Таким образом, снова механически предотвращается вставление первой преформы 2 далее во вторую преформу 3, при этом, когда емкость 20 раздувают из второй части 26, вторая преформа 3 продолжается и располагается между фланцем 22 и частью 8, образующей корпус, внутреннего слоя 3А, даже если между слоями 2А и 3А нет адгезива или других соединительных средств. Очевидно, могут быть обеспечены другие средства для запирания первой преформы относительно второй преформы. В варианте выполнения часть 9 горловины второй преформы 3 может иметь, по меньшей мере, одну и, например, два фланца, продолжающихся наружу. В варианте выполнения могут быть обеспечены два фланца 28, 29, продолжающиеся по существу параллельно друг другу. В варианте выполнения один фланец 28 может продолжаться на или возле уровня перехода 27 между первой и второй частями 24, 26, так что этот фланец может способствовать сохранению формы соответствующей части горловины 4, дополнительно предотвращая таким образом ослабление внутреннего слоя преформы 2 от наружного слоя преформы 3. В варианте выполнения другой фланец 29 может быть обеспечен между первым фланцем 28 и корпусом 5 и может использоваться, например, без ограничения для зацепления во время передачи преформы 3 или сборной преформы во время транспортировки, во время формования раздувом, наполнения и для прикрепления колпачка, крышки, клапанного узла, выдачного устройства или других средств. Такой фланец также может способствовать сохранению формы горловины 4. В варианте выполнения фланец 29 может продолжаться наружу дальше, чем первый фланец 28. В вариантах выполнения может быть обеспечен только один фланец.
Узел 1 преформы может быть выполнен из РЕТ или смеси РЕТ. В варианте выполнения первая преформа 2 может быть выполнена из чистого пластикового материала или, по меньшей мере, пластикового материала для пищевых продуктов или напитков. В варианте выполнения вторая преформа 3 может быть выполнена из переработанного пластика. В варианте выполнения в пластиковом материале может быть обеспечена добавка для воздействия, в особенности, сокращения миграции газа через стенку емкости, например без ограничения путем образования барьера для О2 и СО2. В варианте выполнения одна из первой и второй преформ 2, 3 может содержать барьерный материал-поглотитель для миграции газа в или через пластиковый материал. Указанный барьерный материал может быть или содержать поглотитель, такой как поглотитель кислорода. В альтернативном варианте выполнения барьерный материал или поглотитель может быть выполнен для другого газа, такого как без ограничения СО2. Добавка и/или поглотитель для ограничения или предотвращения миграции газа может иметь преимущество в, например, в возможности предотвращения или, по меньшей мере, ограничения окисления содержимого емкости 20, выполненной путем выдувания из сборной преформы 1. В варианте выполнения одна из первой и второй преформ 2, 3 может содержать краситель, такой как без ограничения зеленый, коричневый, синий, желтый или красный. Окрашивание преформы 2, 3 и, таким образом, емкости 20, выполняемой из нее, может иметь преимущество в защите содержимого емкости и/или самой емкости от повреждения или, по меньшей мере, воздействия, например, радиации на содержимое.
В варианте выполнения первая преформа 2 может содержать добавку и/или поглотитель, ограничивающий или предотвращающий миграцию газа, при этом добавка и/или поглотитель, ограничивающий или предотвращающий миграцию газа и краситель могут быть обеспечены в одной или разных преформах. Особенно в емкостях BIC или BIB типа предпочтительно большинство, если не все добавки и барьерные элементы обеспечены в и/или на внутренней преформе. Преимущество добавления добавки и/или поглотителя, ограничивающего или предотвращающего миграцию газа, в только одну из преформ может заключаться в том, что в сборной преформе 1 требуется меньше добавки и/или поглотителя, сокращая стоимость относительно дорогих добавок и/или поглотителей. Предпочтительно в пластиковый материал добавляют, по меньшей мере, около 3% поглотителя. Такой поглотитель может быть, например, поглотителем кислорода или углекислого газа. Очевидно, можно использовать другие материалы или смеси, такие как без ограничения PVC, PP или PAN.
В варианте выполнения первая преформа 2 и/или вторая преформа 3 может быть снабжена, по меньшей мере, одним и предпочтительно несколькими отверстиями 30 в части, образующей горловину, продолжающиеся через нее. Отверстие или отверстия 30 могут быть обеспечены ниже свободного края 23 первой преформы 2. В варианте выполнения с первым фланцем 28 указанное или каждое отверстие 30 может быть обеспечено на уровне или непосредственно ниже первого фланца. В варианте выполнения с, по меньшей мере, двумя фланцами 28, 29, указанное или каждое отверстие 30 может быть обеспечено на уровне между первым и вторым фланцами 28, 29. Отверстия 30 могут быть обеспечены на разных уровнях. В показанных вариантах выполнения указанное или каждое отверстие 30 открывается на одной стороне внутрь Vi сборной преформы 1 и, таким образом, во внутреннее пространство W бутылки 20, выдуваемой из нее. В вариантах выполнения, в которых указанное или каждое отверстие 30 обеспечено в наружной преформе 3, как, например, показано на Фиг. 9-11, или между областями горловины внутренней и наружной преформ 2, 3 емкостей 2А, 3А, например, в аксиальном направлении параллельно оси L, отверстие 30 открывается наружу или, по меньшей мере, в направлении от внутреннего объема V, Vi. На противоположной стороне указанное или каждое отверстие 30 может открываться в пространство 31 между частью 7, образующей горловину, первой преформы 2 и частью 9, образующей горловину, второй преформы 3. Пространство 31 может быть снабжено разделителями 32, такими как ребра, выемки или другие элементы, продолжающиеся между частями 7, 9, образующими горловину, ниже свободного края 23. Эти разделители могут иметь преимущество в том, что они сохраняют, по меньшей мере, наружную часть части 7 горловины первой преформы расположенной на расстоянии от, по меньшей мере, части второй преформы 3, по меньшей мере, ее внутренней поверхности. В предпочтительном варианте выполнения разделители 32 могут продолжаться в часть 50, образующую заплечик емкости 20 сборной преформы 1. Это образует пространство между внутренней и наружной стенкой в участке заплечика емкости, выполненной путем формования раздувом из сборной преформы 1. Это может обеспечивать преимущество в более легком прохождении текучей среды под давлением, в частности, газа под давлением, между внутренней и наружной частями стенки корпуса емкости 20, что может вызывать более равномерное возрастание давления, предпочтительное для однородного рисунка выдачи напитка из емкости 20. Пространство 31 может продолжаться дополнительно между частями, образующими корпус внутренней и наружной преформ 2, 3 или емкостей 2А, 3А.
Крышка 33 может быть обеспечена в и/или на емкости 20, как показано схематично на, например, Фиг. 5, 7, 8 и 10. Крышка 33 может быть обеспечена любым подходящим образом, например, без ограничения, путем сварки, например, без ограничения, ультразвуковой сварки, сварки трением, заклепывания, прессовой посадки, крепежной резьбы, штыкового затвора, приклеивания или других подходящих средств. Указанная крышка 33 закрывает внутренний объем емкости 20. Выдачное отверстие 34 обеспечено в крышке 33. В варианте выполнения в выдачном отверстии может быть обеспечен клапан 35, который может быть известным клапаном для напитка, таким как без ограничения клапан для пива. В показанном варианте выполнения клапан 35 обеспечен в и поверх отверстия 34 с помощью зажима 42, при этом указанное отверстие 34 больше пластины 42А зажима. Это может обеспечить возможность обеспечения крышки 33 до формования раздувом преформы в емкость, при этом указанное зажимное соединение может быть выполнено после наполнения емкости через отверстие 34. В другом варианте выполнения клапан 35 может быть обеспечен другим образом, например, путем сварки, завинчивания, прессовки и/или путем обеспечения пластикового клапанного узла, который может быть, например, частично или полностью выполнен за одно целое с крышкой 33. Предпочтительно в случае сборной преформы 1 по описанию указанные сборные преформы выполняют путем формования раздувом наряду с наполняющими и укупорочными устройствами, значительно сокращающими транспортировку и объемы хранения. В варианте выполнения клапан 35 может быть клапаном для аэрозоля, например, охватываемым или охватывающим клапаном для аэрозоля. Такие клапаны известны в уровне техники. Примеры таких клапанов описаны в NL 1012802, 1012921 и NL 1012922 для емкостей для напитка, включенных здесь по ссылке. Альтернативно указанный клапан и в общем верхний конец емкости, содержащий укупорочное средство или установочное кольцо, может быть описан в неопубликованной заявке NL2009731 или NL2009732. В вариантах выполнения устройство регулирования давления, например, как описано выше во включенных по ссылке патентах, может быть обеспечено внутри емкости, в частности, в напитке или между внутренней и наружной частями стенки емкости для поддержания внутреннего давления в емкости. При использовании емкости для газированных напитков внутреннее давление затем поддерживается на уровне равновесного давления для СО2 в напитке. В другом варианте выполнения клапан для аэрозоля можно использовать как для введения газа в емкость и выдачи напитка из емкости. Такой клапан, например, известен из WO 2008/048098.
Когда для поддержания давления в емкости 20 обеспечен, например, уплотнитель или насос, например, путем сжатия текучей среды во внутреннем объеме V емкости или более предпочтительно в пространстве 31 между стенками 2А, 3А емкости 20, предпочтительно, что тот же уплотнитель или насос можно использовать для выкачивания, в частности, такой текучей среды из емкости 20, предпочтительно так что емкость сжимается, по меньшей мере, в некоторой степени, в частности, так что общий объем емкости значительно сокращается. Этого можно, например, достичь с помощью двустороннего компрессора или насоса.
Когда одно или более отверстий 30 обеспечены в части 7, 9 горловины, как описано выше, например, на ее внутренней или наружной стороне, отверстие 36 для подачи текучей среды под давлением может быть обеспечено на крышке, в сообщении по текучей среде с, по меньшей мере, одним из отверстий 30. В схематически показанном на Фиг. 8 варианте выполнения круглый желоб 38 обеспечен на крышке, открытой к внутренней поверхности части 7 горловины, при этом к этому желобу 38 открывается отверстие для подачи. Указанный желоб 38 запечатан против внутренней стороны 37 части 7, 9 горловины, так что текучая среда под давлением не может вытекать из желоба 38 во внутренний объем V емкости 20. Текучая среда под давлением, такая как газ, например, воздух ли (охлажденная) вода, подаваемая через отверстие 37, таким образом протекает через желоб 38 в, по меньшей мере, отверстие из отверстий 30 и в пространство 31 или, по меньшей мере, между частями 7, 9 горловины преформ 2, 3.
Оттуда текучая среда под давлением затем может протекать между слоями стенки корпуса емкости, прилагая давление к внутреннему слою 2А по направлению от наружного слоя 3А в корпусе 5А емкости 20. Это поддерживает давление внутреннего слоя и, таким образом, напитка, содержащегося в нем, подавая напиток через отверстие 34 для выдачи в крышке 33.
Обнаружено, что по существу круглая нижняя часть, образующая часть внутренней и наружной емкостей может требовать меньшего давления для высвобождения внутренней емкости или слоя из наружного, чем лепестковидная нижняя часть, образующая часть емкости.
В дополнительном варианте выполнения (не показан) протыкающая штанга или игла может быть вставлена в отверстие. Такая протыкающая штанга или игла известна в уровне техники, например, из бочек для пива. Один вид протыкающей иглы, имеющий узел Sankey из двух или трех клапанов с приливами, которые могут быть установлены в или на горловине 4 емкости 20. Другой известный вид протыкающей иглы имеет узел клапана с плоской головкой, который можно установить в и/или на горловине емкости. Такая протыкающая штанга или игла имеет клапан подачи газа и клапан выдачи напитка, которыми можно управлять с помощью нарезной головки. В варианте выполнения указанный газовый клапан может открываться во внутренний объем V емкости, особенно во внутреннем слое 2А, для поддержания давления непосредственно напитка. В другом варианте выполнения газовый клапан может открываться в одно или более отверстий 30 для поддержания давления внутреннего слоя 2А лот внутреннего пространства 31 между внутренним и наружными слоями 2А, 3А. Таким образом, поддержание давления напитка может происходить непрямым образом, без вхождения в контакт газа под давлением с напитком. Вместо газа под давлением в этом случае можно использовать текучую среду под давлением, такую как вода. В варианте выполнения в качестве газа под давлением используется воздух, подаваемый в указанное пространство 31. В таком варианте выполнения предпочтительно обеспечен поглотитель О2 в пластиковом материале внутреннего слоя 2А и/или в пространстве 31 для предотвращения или, по меньшей мере, сокращения риска окисления напитка путем миграции О2 через внутренний слой 2А. В альтернативном варианте выполнения вместо или вместе с поглотителем может использоваться пластиковый материал для внутреннего слоя, имеющего барьер О2 и/или защитную пленку, или слой такого материала может быть обеспечен на поверхности первой преформы 2 и/или в пространстве 31.
На Фиг. 9 в подетальном виде показан набор 1 преформ, содержащий первую или внутреннюю преформу 2 и вторую или наружную преформу 3, и крышку или укупорочное кольцо 33, также указанное как установочное кольцо 33, которое может быть установлено на свободных краях 23 и 25 внутренней и наружной преформ 2, 3 или внутренней и наружной емкостей 2А, 3А, например, путем сварки, например, без ограничения сварки трением или ультразвуковой сварки, блокировки пространства 32 между внутренней и наружной преформами 2, 3 и внутренней и наружной емкостями 2А, 3А. На Фиг. 10А и В показан вид сверху и в сечении соответственно верхней части емкости 20, выполненной из указанного набора 1 преформ. Такой набор и емкость, выполненные из них, также как соединительные устройства и игольные узлы, подходящие для использования с ними, более подробно раскрываются в совместно рассматриваемых заявках NL 2009234, NL 2009237, NL 2009235, NL 2009236, NL 2009732 и NL 2009731, которые, по меньшей мере, в этих аспектах рассматриваются как включенные здесь по ссылке.
Как можно видеть на Фиг. 9, в части 50А, образующей заплечик, и горловинной части 7 внутренней емкости 2 обеспечены разделительные элементы 32, которые в этом варианте выполнения содержат, по меньшей мере, один и предпочтительно множество каналов 32А, продолжающихся к обращенной наружу поверхности преформы 2, от свободного края 23 или области, по меньшей мере, возле нижнего края части 50А, образующей заплечик. Вторая преформа 3 содержит заплечик или край 27, на который может опираться край или фланец 22 части 7, образующей горловину внутренней преформы 2. Разделительные элементы 32 обеспечены на указанном крае 27 с помощью, например, вырезов 32. Указанные разделительные элементы 32А, В обеспечивают каналы или тому подобные пространства, через которые в емкости, выполненной из набора 1, можно подавать текучую среду под давлением, такую как газ, например, воздух из, по меньшей мере, одного отверстия 30, которое в варианте выполнения обеспечено области 9 горловины наружной преформы 3, в пространство 31 между емкостями 2А, 3А, в частности между частями 5А и 5В корпуса, проходящую через часть 5, образующую заплечик. При формовании раздувом емкости 20 из набора 1 преформ указанный канал или каналы 32А могут стать слегка уплощенными и, таким образом, менее глубокими, однако более широкими, но они все еще остаются достаточно открытыми для возможности прохождения текучей среды под давлением. Альтернативно и/или дополнительно такие каналы могут быть обеспечены на внутренней поверхности наружной емкости. Как можно видеть на Фиг. 9 и 10А, могут быть обеспечены соединительные элементы 51, например, в горловинной области 4 емкости 20, для соединения соединительного устройства с емкостью, как, например, показано на Фиг. 11А и В. В этом варианте выполнения указанные соединительные элементы обеспечены, как выемки, продолжающиеся наружу от горловинной части 9 наружной емкости 3А и наружной преформы 3, в этом варианте выполнения на любой стороне указанного или каждого отверстия 30, относительно возле указанного отверстия 30. В показанном в особенности на Фиг. 10В варианте выполнения кольцо или крышка 33 имеет кайму 52, продолжающуюся в желоб 53 на верхнем крае 23 внутренней преформы 2 и емкости 2А, при этом стенка 54 кольцевидного углубления 55 указанного кольца или крышки 33 продолжается вдоль внутренней поверхности верхнего края 23. Таким образом, на верхних концах 23, 25 и кольце или крышке 33 образован лабиринт, предотвращающий попадание мусора в пространство 31, в особенности, во время сварки, например, сварки трением. В углублении 55 зубцы 56 или тому подобные средства зацепления могут быть обеспечены для зацепления инструмента для удержания кольца или крышки 33, например, во время сварки трением. Против стенки 54 обеспечена дополнительная стенка 57 углубления 55, которая может быть по существу цилиндрической и образующей отверстие 34, на верхнем конце закрытое пластинкой 42А зажима, закрепленной с верхним краем 57А указанной стенки 57. Указанное отверстие 34А предпочтительно имеет поперечное сечение, перпендикулярное оси L, достаточно большое и соответствующим образом выполненное для возможности вставления в объем VI, по меньшей мере, одного и предпочтительно обоих из инструмента для формования раздувом, в особенности, натяжного прута, и в то же время возможности снижения давления путем позволения газу проходить по указанному инструменту в объем выполненной бутылки и/или наоборот и возможности наполнения трубки с помощью станции наполнения, вставляемой в объем V емкости 20 после формования раздувом для наполнения емкости 20. Затем указанное кольцо или крышку 33 можно установить на преформах и/или емкостях до наполнения емкости или даже до формования раздувом емкости 20. Предпочтительные поперечные сечения отверстия 34А раскрыты ранее в описании в тех же или подобных целях. В показанном на Фиг. 10А и В варианте выполнения клапан 35 установлен с помощью зажимной пластинки 42А, при этом указанный клапан снабжен восходящей трубкой 35, продолжающейся во внутренний объем V емкости, например, в положение возле нижней части 5А внутренней емкости. В альтернативных вариантах выполнения клапан можно использовать без такой восходящей трубки, в частности, если емкость 20 или, по меньшей мере, внутренняя емкость 2А является сжимаемой для выдачи содержимого, например, газированного напитка, такого как пиво.
В вариантах выполнения по Фиг. 10В отверстие или отверстия 30 расположены или, по меньшей мере, могут быть расположены на уровне выше верхнего края 23 внутренней емкости 2А, так что при взгляде через, по меньшей мере, одно отверстие 30 можно видеть часть кольца или крышки 33. В связи с этим верхний край 23 внутренней емкости 2А находится на расстоянии N ниже верхнего края 25 наружной емкости 3А. очевидно, возможны также и другие конфигурации. В показанном варианте выполнения клапан 35 является охватывающим клапаном, означая что его корпус 35В клапана должен быть зацеплен через его выдачное отверстие 35С, расположенное ниже верхней стороны кольца или крышки 33 и, таким образом, хорошо защищен. Также возможны другие виды клапанов 35, такие как без ограничения охватываемые клапаны, имеющие продолжение клапанного корпуса или на клапанном корпусе, продолжающееся через отверстие 35С для зацепления, при этом оба могут быть наклонным клапаном.
На Фиг. 11А схематично показан верхний конец емкости 20, демонстрирующий часть заплечика или части 50, образующей заплечик, и горловину 4 с двумя соединительными элементами 51. Выше емкости 20 показано соединительное устройство 60, имеющее соединительное отверстие 61, схематично показанное пунктиром, с помощью которого соединительное устройство может быть расположено поверх горловины 4. В отверстии 61 обеспечены противосоединительные элементы для взаимодействия с соединительными элементами 51 для надежной установки соединительного устройства 60 на горловину 4. Линия 62 подачи газа соединена с соединительным устройством 60 для подачи газа под давлением, например, без ограничения, воздуха, в, по меньшей мере, одно из отверстий 30 в емкости 20 и, таким образом, в пространство 31 для поддержания давления во внутренней емкости 2А.
Выше соединительного устройства 60 показан соединитель 63, также обозначенный как выдачной адаптер или клапанный адаптер, соединенный или образующий часть протыкающей линии 64, предпочтительно по меньшей мере частично гибкой протыкающей линии 64. Указанная протыкающая линия 64 может быть соединена или быть частью протыкающего устройства 65, содержащего, по меньшей мере, трубку 66 для отвода. В качестве трубки для отвода может использоваться любая закрепленная или съемная трубка, в зависимости от примера используемой протыкающей линии. В вариантах выполнения протыкающая линия может быть заменяемой протыкающей линией, в особенности, выбрасываемой протыкающей линией, как, например, используется в системе Heineken's David®, как, например, раскрыто в ЕР 1289874 или US 20044226967, в случае чего трубку для отвода можно использовать как элемент, к которому высвобождаемым образом прикрепляют протыкающую линию, например, с помощью встроенного клапана или путем выполнения клапанного узла гибкого клапана или путем быстрого соединения соединительного клапана. В других вариантах выполнения используемая протыкающая линия может быть закрепленной протыкающей линией выдачной системы для напитка. Оба вида систем известны в уровне техники и далее не раскрыты.
С помощью соединительного устройства 60, соединенного с емкостью 20, и соединителя 63, установленного на емкость 20, например, на наружный край зажимной пластины 42А, клапан 35 открывают с помощью полого продолжения 67 соединителя 63, обеспечивая таким образом сообщение по текучей среде между внутренним объемом V и трубкой 66 для отвода. Затем можно подавать газ под давлением через отверстие или отверстия 30, поддерживающий под давлением напиток для выдачи.
На Фиг. 11В показан альтернативный вариант выполнения, в котором соединитель 63 замещен соединителем 63А, который может быть соединен с соединительным устройством 60, например, с помощью штыкового соединения, включая соединительные элементы 63В на соединителе 63А и противосоединительные элементы (не показаны) в отверстии 61.
Такие протыкающие системы и соединители 60, используемые здесь, например, более широко раскрыты в неопубликованных заявках NL2009237 и NL2009235, как указано ранее. Протыкающую линию следует понимать в самом широком смысле, при этом она может быть, например, гибкой или жесткой протыкающей линией, рукавом, трубкой, частью протыкающей линии типа Python и тому подобными, и может быть снабжена или соединена с охлаждающим средством, таким как встроенный кулер, или подаваться через кулер или может охлаждаться иным образом, как в протыкающей линии типа Python.
Понятно, что источник для текучей среды под давлением, такой как газ или жидкость, может быть соединен с, по меньшей мере, одним отверстием 30 и/или с пространством 31 другим образом, например, прямым.
Узел 1 преформы по любому одному из вариантов выполнения может иметь форму и размеры для формования раздувом пластиковой емкости 20, как схематично показано на Фиг. 4 или 5, как, например, BIC или BIB емкость, имеющая внутренний объем V более трех литров, в частности, более пяти литров, например, внутренний объем от 8 до 40 литров. Примером могут служить емкости 20, имеющие по существу форму бутылки или бочки с внутренним объемом, составляющим около 10, 20 или 30 литров, например, около 17-20 литров. Сборная преформа предпочтительно имеет область горловины с внутренним отверстием 21 с измерением D поперечного сечения, составляющим около 25 мм или более, предпочтительно около 49 мм или более, если оно по существу круглое или эквивалентное, область поперечного сечения составляет около 490 мм2 или более, предпочтительно, около 1180 мм2 или более. В варианте выполнения измерение D в сечении может составлять около 49,2 мм. Измерение D в сечении следует понимать как измеряемое перпендикулярно продольной оси L преформы, измеряемой возле свободного края 22, 25 соответствующей горловинной части 7, 9 или горловины 4. В предпочтительном варианте выполнения отверстие 21 может иметь по существу круглое поперечное сечение, образованное диаметром. Указанное измерение в сечении может слегка сокращаться в направлении части 4, образующей корпус. Стенка первой преформы 2 может, например, иметь цилиндрическую внутреннюю поверхность с диаметром Dw на стороне корпуса 5, на несколько миллиметров менее указанного измерения D поперечного сечения. Указанный диаметр Dw может составлять, например, от 0 до 5% менее. В варианте выполнения измерение поперечного сечения отверстия 21 может составлять около 49 мм, и диаметр Dw в части, образующей корпус, первой преформы 2 может составлять около 48 мм. Очевидно, возможны другие размеры, формы и измерения. Относительно большое поперечное сечение горловины может иметь преимущество в предпочтительном соотношении растяжения корпуса для емкостей относительно большого объема, например, имеющих внутренний объем V, составляющий около 10 литров или более. Относительно большая горловина также может обеспечивать пространство для стандартной протыкающей штанги или, по меньшей мере, для протыкающей штанги или клапанного узла, позволяя соединять стандартную протыкающую головку, такую как для Sankey, с двумя или тремя ушками или плоскую протыкающую головку.
Путем примера для емкости 20, имеющей внутренний объем V, первая и вторая преформы 2, 3 и емкости, выполненный путем формования раздувом из них, могут иметь измерения, показанные на Таблице 1 ниже, для кристаллизации пластика, такого как, в особенности РЕТ, в частности, стандартный РЕТ.
В которой:
степень аксиального растяжения = высота Lb бутылки/длина Lp преформы
степень растяжения ободка = диаметр Db/диаметр Dp средней стенки
степень плоскостного растяжения = степень аксиального растяжения * степень растяжения ободка
Объем = внутренний объем V емкости
Конечный диаметр = внутренний диаметр D горловинной части
Диаметр средней стенки = диаметр корпуса сборной преформы, измеренный по средней толщине соответствующей стенки.
Длина преформы = длина Lp преформы, по существу выполненной путем формования с раздувом и вытяжкой, предпочтительно измеренная ниже фланца, ближе всего к корпусу, к вершине части, образующей нижнюю часть сборной преформы.
Диаметр бутылки = средний диаметр корпуса между заплечиком и нижней частью
Высота бутылки = длина Lb емкости, по существу выполненной путем формования с раздувом и вытяжкой, предпочтительно измеряемая непосредственно ниже фланца, расположенного ближе всего к корпусу, к вершине нижней части.
Все как, например, показано на Фиг. 6.
Степень плоскостного растяжения также известна как коэффициент раздува или BUR. Степень аксиального растяжения предпочтительно составляет, по меньшей мере, более 1,7, более предпочтительно, более чем около 2,2, как, например, от 2,3 до 3,2. Длина аксиального растяжения преформы или сборной преформы и высота емкости могут быть определены как максимальное аксиальное расстояние между внутренней частью образующей нижнюю часть частью и горловинной частью, где начинается растяжение.
В таблице 1 приведены пределы плоскостного растяжения, предпочтительные для каждой раскрытой комбинации преформы/емкости. Минимальная степень предпочтительна для механической устойчивости и сопротивления миграции СО2 и/или О2 в емкостях для удержания газированных напитков. Максимальная предпочтительная плоскостная степень определяется самим материалом РЕТ. Предпочтительная степень приведена как «цель».
В таблице 1 приведены пределы степени аксиального растяжения, предпочтительные для каждой раскрытой комбинации преформы/емкости. Минимальная степень предпочтительна для равномерного распределения стенки, в частности, равномерной толщины стенки корпуса емкости, особенно между заплечиком и нижней частью. Максимальная предпочтительная степень аксиального растяжения обозначено, согласно опыту, полученному в уровне техники. Предпочтительная степень приведена как «цель».
В таблице 1А для наружной преформы и внутренней преформы раздельно ниже приведены степени аксиального, ободного и плоскостного растяжения для наборов преформ, как, например, показано на Фиг. 1, 2 и 3, в особенности на Фиг. 1 или 2. Как можно видеть в Таблице, степени растяжения для наружных преформ в общем слегка превышают целевую, обозначенную в Таблице 1, при этом степени растяжения для внутренних преформ в общем слегка меньше указанных целевых значений.
По Таблице 1А понятно, что в преформе-в-преформе или многослойных наборах преформ есть различия в заданных значения. Возможны различные соображения относительно выбора, например, материалов для преформ, в частности, внутренней и наружной преформ, а также для распространения материала по указанной внутренней и наружной преформе или слоям. Такие соображения, например, могут включать:
Наружная преформа должна во время формования раздувом, предпочтительно не быть недостаточно растянута, означая, что наружная преформа должна быть растянута в достаточной мере, предпочтительно во всех направлениях, для обеспечения того, что растяжение во всей стенке выполнено в достаточной степени для получения желаемой ориентации молекул. Для этого внутренняя преформа должна быть выполнена соответствующим образом, что может означать что она должна быть выполнена для получения максимальных степеней растяжения для внутренней преформы во время формования раздувом;
Внутренняя преформа предпочтительно выполнена с относительно небольшой толщиной стенки, по сравнению с толщиной наружной преформы, для минимального воздействия на степень растяжения наружной преформы;
Внутренняя преформа предпочтительно выполнено с относительно малой толщиной стенки, так что внутренняя емкость имеет очень малую толщину стенки для усиления расслоения и сложения во время создания давления для выдачи ее содержимого, такого как напиток;
Внутренняя преформа предпочтительно имеет относительном алую толщину стенки из-за используемого материала и, в частности, добавок в материале внутренней преформы, таких как, например, красители, поглотители, частицы, в частности, частицы серебристого цвета, как описано, в том числе, для получения шероховатой поверхности или части поверхности, и поскольку можно использовать чистый материал внутренней преформы или пластик более высокого качества, что делает материал более дорогостоящим, возможно более, чем материал наружной преформы;
Внутренняя преформа может быть выполнена имеющей толщину стенки, минимальную для литья под давлением, при этом указанная минимальная толщина стенки может быть определена, по меньшей мере, относительно максимальных каналов прохождения во время литья под давлением;
Наружная преформа может быть выполнена имеющей относительно высокую толщину стенки, по сравнению с толщиной стенки внутренне преформы или наружных слоев, для получения, например, термической устойчивости и безопасности емкости;
Наружная преформа может быть выполнена имеющей относительно высокую толщину стенки, при этом указанная наружная преформа может быть выполнена из пластикового материала, являющегося в значительной степени перерабатываемым, например, из-за отсутствия или малого количества добавок, и сам используемый пластиковый материал может быть по меньшей мере частично перерабатываемым материалом, что может сократить стоимость;
Наружная преформа может иметь толщину стенки, максимальную с точки зрения формования преформы без термической кристаллизации. Очевидно, для сборных преформ по настоящему описанию возможны различные варианты выполнения, в зависимости от примерного выбора, основанного на приведенных выше соображениях, что может привести к компромиссам относительно, например, степени растяжения, толщины стенки, конструкциям преформ, выбору материалов и добавок и тому подобному. Такой выбор может, например, быть сделан в зависимости от содержимого емкости, давления содержимого и желаемого или допустимого давления, используемого для сжатия, например, емкости или внутренней емкости, требованиям безопасности и тому подобным, которые известны специалисту в данной области.
В данном описании обнаружено, что охлаждение преформы является фактором, предотвращающим кристаллизацию пластикового материала, означая что, если требуется, охлаждение можно регулировать таким образом, что преформа или преформы сохраняются по существу аморфными. Время охлаждения определяется:
1. толщиной стенки, особенно максимальной толщиной стенки преформы
2. температурой литья пластикового материала
3. Температурой формования стенки, в частности, средней температурой формования стенки при литье
4. температурой извергания пластикового материала
5. коэффициентом теплопроводимости пластикового материала. Для емкостей для газированных напитков, таких как пиво и безалкогольные напитки, имеющих относительно большой объем, такой как более 10 литров, степень растяжения ободка достаточно важна и предпочтительно составляет более 10.
Время охлаждения зависит, в том числе, от толщины стенки, особенно максимальной толщины стенки в квадрате (толщина стенки умноженная на толщину стенки). Обнаружено, что время охлаждения можно сохранять небольшим для предотвращения ориентации молекул в стенке преформы или преформ. С преформами, имеющими толщину стенки более 8 мм, в частности, более 6 мм, передачи тепла от пластика к форме недостаточно для предотвращения такой ориентации в стандартном пластике, особенно в стандартном РЕТ. Даже снижение температуры формования оказалось недостаточным для преформ с более толстыми стенками. Кристаллический пластик, в особенности, РЕТ, имеет три состояния:
Аморфное, неориентированное и прозрачное, если не окрашен;
Термически кристаллизованное, то есть, путем относительно медленного охлаждения расплавленного материала; и
Деформационно-индуцированный, кристаллизованный, такой как при формовании с раздувом и вытяжкой.
В настоящем описании преформы предпочтительно выполнены литьем под давлением из кристаллизованного пластика, в частности, РЕТ, такого как стандартный РЕТ, предпочтительно, с такой толщиной стенки, что второе состояние предотвращается.
На Фиг. 2 показан вариант выполнения сборной преформы 1, в которой пространство 31 обеспечено между первой и второй преформами 2, 3, продолжающимися между, по меньшей мере, частью частей 8,10, образующими корпус преформ 2,3. Разделители 32 могут продолжаться в указанное пространство, сохраняя внутреннюю и наружную преформы, по меньшей мере, разнесенными. В этом варианте выполнения пространство 31 закрыто от окружающей среды в горловине 4, в частности, в свободном крае 23 первой преформы. В варианте выполнения среда, такая как текучая среда или газ, например, инертный газ, такой как N2, или газ, такой как СО2 или воздух, подают в пространство 31. При формовании раздувом емкости 20 из сборной преформы 1 среда в пространстве 31 может быть под давлением, делая таким образом емкость 20 более прочной. Это может обеспечивать преимущество в том, что можно использовать сокращенную толщину стенки для, по меньшей мере, одного из слоев 2А, 3А без сокращения прочности емкости. В варианте выполнения может быть обеспечено отверстие 40, например, в горловине 4, открывающееся в пространство 31, при этом указанное отверстие может быть закрыто клапаном или уплотнением 41. Это отверстие 40 может быть открыто, например, путем открывания клапана или протыкания уплотнения 41. Указанное отверстие может быть в или может быть приведено в сообщение с окружающей средой, так что, при открывании отверстия давление в пространстве может быть возвращено к атмосферному или, по меньшей мере, сокращено. В варианте выполнения в пространстве 31 может быть создано давление. Путем совращения давления емкость 20 или, по меньшей мере, его корпус 5 может иметь сокращенную жесткость, допуская более простое сжатие, например, в пространстве под давлением выдачного устройства, описанного выше, для выдачи содержимого емкости 20 или после опустошения в желаемой степени для сокращения объема пустой емкости, которую необходимо выбросить или вернуть для переработки. Это может быть предпочтительно для окружающей среды.
На Фиг. 3 схематично показана сборная преформа 1 в еще одном варианте выполнения, в которой по меньшей мере, первая и вторая преформы 2, 3 вставлены в третью преформу 43, или третья преформа вставлена в первую преформу, предпочтительно с толщиной W7 стенки, меньшей, чем толщина W1, W2 стенки первой и второй преформ 2, 3. При формовании раздувом этой сборной преформы 1 в емкость 20, она имеет три стоя 2А, 3А, 43А, как показано на Фиг. 5. Внутренний слой предпочтительно является очень гибким, по сравнению с, по меньшей мере, одним из других слоев 2, 3 или скомбинированных других слоев 2,3. Слой 43 может содержать напиток и может легко деформироваться при создании давления в напитке. В варианте выполнения можно использовать сборную преформу 1, имеющую горловину 4, как показано на Фиг. 1 или 8, при этом отверстие 30 может быть обеспечено как раскрыто ранее, в горловинной области самой внутренней преформы 43 или наружной преформы или между горловинными областями, открывающееся в пространство 31 между самым внутренним слоем 43А и первым слоем 2А, расположенные против внутренней части второго слоя 3А описанным ранее образом. В данном варианте выполнения текучую среду под давлением можно подавать в пространство 31 между самым внутренним, третьим слоем 43А и первым слоем 2А, при этом первый и второй слои 2А, 3А могут в варианте выполнения образовывать жесткую, устойчивую к давлению наружную емкость. Путем подачи текучей среды под давлением, такой как газ, например, воздуха или инертного газа в пространство 31 самого внутреннего слоя 43А емкости 20, как показано на Фиг. 5, выполненной путем выдувания из сборной емкости 1, деформируется, подвергая давлению напиток в ней. Это означает, что напиток может быть выдан через отверстие 34 для выдачи и/или клапан 35 под давлением. В альтернативном варианте выполнения самый внутренний слой 43А может быть образован одиночно или дополнительно первой емкостью 2А, при этом пространство 31 обеспечено, как описано ранее, между внутренней и наружной преформами 2, 3 и емкостями 2А, 3А соответственно.
Пространство 31 может быть заменено или расширено покрытием или слоем, обеспеченным на стыке между первой и второй преформами, поверх, например, их частей, образующих корпус или его часть. Покрытие или слой может быть, например, слоем, имеющим барьерные свойства, например, предотвращения миграции газа в или из внутреннего объема V. Покрытие или слой может, например, предотвращать соединение первой и второй преформ или части стенки емкости или может способствовать такому соединению. Слой или покрытие может обеспечивать цвет, может предотвращать или усиливать передачу тепла через стык между преформами, может быть слоем, предотвращающим взрывание емкости, таким как сетка, наслаивание или подобные средства.
В вариантах выполнения преформ и емкостей такой защитный слой может, например, быть без ограничения слоем, содержащим или состоящим из материала, усиливающего сопротивление воздействию, такой как без ограничения поливинилбутираль. В варианте выполнения слой может быть выполнен между преформами 2, 3 и/или слоями 2А, 3А емкости путем наложения материала в растворенном состоянии, например, без ограничения, этанола, такого как после выполнения сборной преформы 1 и/или емкости 2 устанавливается путем исчезновения или реакции с растворителем и/или пластиковым материалом одной или обеих смежных преформ 2, 3 слоев 2А, 3А емкости 20. В другом варианте выполнения слой может быть обеспечен на одной или обеих преформах, предпочтительно на, по меньшей мере, одной из смежных поверхностей, например, путем совместного литья или ко-экструзии, а затем его можно отформовать путем формования с раздувом и вытяжкой сборной преформы 1. Слой также может быть обеспечен на наружной стороне наружной преформы и/или на наружной стороне емкости 20. В материал слоя можно добавить сшиватели, такие как поливинилбутираль, для усиления его механических свойств.
Узел 1 преформы для формования раздувом емкости 20 может содержать литье под давлением первой преформы 2 и второй преформы 3, при этом предпочтительно толщина обеих стенок составляет менее 8 мм, более предпочтительно, менее 6 мм. Первую преформу 2 можно вставить во вторую преформу 3 и/или вторая преформа 3 может быть обеспечена поверх первой преформы 2. В варианте выполнения первая 2 и вторая преформа 3 могут быть выполнены литьем под давлением в устройстве для литья под давлением, при этом первая преформа 2 вставлена во вторую преформу 3 в указанном устройстве для литья под давлением. В другом варианте выполнения первая преформа 2 может быть выполнена литьем под давлением во второй преформе 3. В дополнительном альтернативном варианте выполнения вторая преформа 3 может быть выполнена литьем под давлением поверх первой преформы 4. В другом альтернативном варианте выполнения преформы 2, 3 могут быть выполнены литьем под давлением, после чего указанные преформы собирают снаружи указанного или каждого устройства для литья под давлением первой преформы 4. В таком варианте выполнения преформы 2, 3 можно перевозить отдельно от системы сборки, например, возле или наряду с устройством для формования раздувом и/или устройством для розлива или линией, при этом указанные преформы могут быть собраны непосредственно до розлива напитка. В таком варианте выполнения одна или обе преформы могут быть нагреты раздельно и собраны в нагретом состоянии. При формовании раздувом емкости из набора преформы, особенно по примеру по Фиг. 2 или 3, (указанное) пространство 31 между внутренней и наружной емкостью можно использовать для приложения давления на внутреннюю емкость.
Использование различных преформ, собранных в одну сборную преформу до формования раздувом, особенно, формования с раздувом и вытяжкой за одно целое, можно повысить безопасность, особенно для газированных напитков, поскольку из одной из преформ можно выполнить путем формования раздувом часть емкости, способную сопротивляться высокому давлению, в то время как другая может быть выполнена для оптимального содержания напитка. В другом варианте выполнения средство безопасности может содержаться между преформ, как защитный слой, например, приклеенный к одной или обеим преформам и/или стенкам корпуса емкости.
Преформы для емкостей типа бутылка-в-бутылке (BIB) или бутылка-в-емкости (BIC) обычно выполняют литьем под давлением, а затем сборки, при этом указанные преформы имеют предпочтительно гладкую внутреннюю и наружную поверхности, так что их можно легко высвободить из форм, особенно из литейного стержня, с минимальной тягой, насколько это возможно, при этом гладкие поверхности, обращенные друг к другу при сборке, допускают легкую сборку.
Кроме того, гладкая поверхность предпочтительна для устойчивости форм. При формовании раздувом емкости из такой преформы указанные поверхности растягивают и для наружной преформы толкают к гладкой внутренней поверхности дутьевой формы или для внутренней преформы - против гладкой внутренней поверхности наружной преформы, дополнительно разглаживая поверхности. Таким образом, в уровне техники обращенные друг к другу поверхности внутренней и наружной емкостей являются гладкими, то есть, имеют шероховатость менее 0,1 Ra, например, от 0,05 до 0,1 Ra. Такая гладкость поверхности особенно используется в преформах и емкостях, выполненных из РЕТ или смесей РЕТ или подобного пластика.
Обнаружено, что в уровне техники емкости типа BIB или BIC, имеющие, по меньшей мере, внутреннюю емкость и наружную емкость, при этом, когда внутреннюю емкость необходимо высвободить или вытолкнуть из наружной емкости или наоборот, часто требуется нежелательное высокое давление текучей среды под давлением, в особенности газа, подаваемого в пространство или стык между внутренней и наружной емкостями для достаточного толкания емкостей друг от друга. Это может быть результатом прилипания внутренней и наружной емкостей и/или слоев благодаря, например, нагреву преформ во время формования раздувом, образования химических связей, химического и/или механического приклеивания или тому подобного.
В настоящем описании обнаружено, что путем обеспечения, по меньшей мере, одной из внутренней и наружной емкостей или слоя BIC или BIB емкости, обращенной к поверхности другой из внутренней и наружной емкости или слоя по меньшей мере частично с относительно шероховатой поверхностью, неожиданно возможно высвобождение указанных поверхностей или, по меньшей мере, областей обращенной поверхности, с помощью значительно меньшего давления газа, подаваемого между указанными областями или областями поверхности. Шероховатость указанной поверхности указанной области составляет предпочтительно выше 0,1 Ra, в частности, шероховатость поверхности составляет, по меньшей мере, 0,25 Ra, предпочтительно от 0,25 до 2, более предпочтительно от 0,25 и 1. Указанная шероховатость поверхности составляет, например, 0,30 Ra или более. Альтернативно или дополнительно обеспечено различие шероховатости двух обращенных областей поверхности смежных емкостей 2А, 3А, при этом указанное различие предпочтительно составляет более 0,1 Ra, в частности, различие составляет, по меньшей мере, 0,25 Ra, предпочтительно от 0,25 до 2, более предпочтительно от 0,25 до 1. Указанное различие шероховатости поверхности составляет 0,30 Ra или более. Шероховатость поверхности можно измерить на емкости после формования раздувом емкости из набора преформ 2, 3 любым подходящим и известным образом, особенно в соответствии с IS04287 или подобными нормами, особенно после формования раздувом за одно целое, например, без ограничения, по меньшей мере, частичным разделением внутренней и наружной емкости и/или путем измерения через наружную емкость.
В вариантах выполнения внутренняя емкость и/или наружная емкость могут иметь указанную шероховатость поверхности на, по меньшей мере, части поверхности, при этом стенка или слой, образующие указанную поверхность, содержат частицы, включенные в стенку в или между пластик-образующими цепочками, пластиковой стенки емкости, такие как мономеры и/или полимеры. Указанные частицы могут быть выполнены или, по меньшей мере, могут содержать материал, отличающийся от пластика стенки указанной емкости, в частности, металлические ли металлизированные частицы. Указанные частицы могут быть или могут содержать хлопья, в частности, хлопья металла, особенно, хлопья алюминия. Указанные частицы могут составлять от 0,5 до 5%, в частности, от 0,5 до 2,5%, в частности, от 0,5 до 2% общего веса соответствующей преформы или cq слоя 2, 3, 2А, 3А емкости.
Однако обнаружено, что путем добавления таких частиц в пластиковый материал, такой как, например, РЕТ или смесь РЕТ, из которой изготавливают соответствующую преформу или преформы, после формования раздувом емкости из такой преформы область поверхности такой емкости в области стенки, образованной материалом, содержащим такие частицы, имеет относительно шероховатую поверхность по сравнению с емкостью, выполненной формованием раздувом из подобной преформы, выполненной из того же материала, не содержащей такие частицы. Шероховатость поверхности показана повышенной на около 0,1 Ra, по сравнению с такой подобной емкостью, не имеющей частиц, и даже может быть повышенной на около 0,3-0,35 Ra или более. Однако самое большое измерение частиц может быть по существу меньше толщины W5 или W6 стенки емкости 2А, 3А. Частицы могут иметь микронные размеры (измеряемые в мкм), при этом толщина выполненных емкостей, в частности, внутренней емкости, измеряется десятками миллиметров или более.
В вариантах выполнения частицы могут, по меньшей мере, когда они примешаны в массу пластика, из которой выполняют преформу, быть обеспечены или содержаться в слое материала, имеющего меньшую температуру плавления частиц и/или пластика. Такой сой может быть воском или воскообразным материалом, предпочтительно воскообразным материалом, не осыпающимся из преформы или емкости во время и/или после формования раздувом емкости из указанного набора преформ. Указанный слой может быть в значительной мере или полностью неполимерным или иметь неполимерную основу. Указанный материал может иметь сходство с пластиковым материалом, особенно мономерами и/или полимерами пластика, например, полярностью, химическими связями и тому подобным. Альтернативно указанный материал может быть таким, что он не имеет сходства с полимерами. Частицы, включая или не включая указанный материал, могут быть равномерно распределены по пластиковому материалу или могут быть распределены неравномерно, например, так, чтобы было больше частиц на одной или обеих поверхностях стенки.
Дополнительно или альтернативно, по меньшей мере, одна из преформ может быть по меньшей мере частично выполненной шероховатой после литья под давлением и/или когда, по меньшей мере, одна из преформ выполнена литьем под давлением в форме, имеющей по меньшей мере частично шероховатую поверхность формы. Такой способ особенно полезен когда только часть наружной поверхности внутренней преформы или часть внутренней поверхности наружной преформы должна иметь шероховатую поверхность. Например, только часть, образующая заплечик такой преформы или емкости.
В вариантах выполнения, по меньшей мере, одна из преформ может иметь, по меньшей мере, одну область поверхности, которая может быть частью или всей внутренней и/или наружной поверхностью преформы с шероховатостью поверхности выше 2 Ra, более предпочтительно, более 4 Ra, еще более предпочтительно выше 6 Ra, например, от 6 до 10 Ra или более. Шероховатость поверхности указанной области поверхности преформы или, по меньшей мере, поверхности формы для выполнения указанной области может составлять, например, около 9,4 Ra.
В вариантах выполнения емкость предпочтительно такова, что указанная внутренняя емкость может быть сжата указанной вытесняющей средой ниже 2 бар абсолютного давления.
В вариантах выполнения часть наружной поверхности горловинной области и/или области, образующей заплечик, внутренней емкости и/или части внутренней поверхности горловинной области и/или части, образующей заплечик, наружной емкости, имеет шероховатость поверхности, составляющую, по меньшей мере, 0,1 Ra. Дополнительные части наружной поверхности внутренней емкости и/или внутренней поверхности наружной емкости, по меньшей мере, ее частей, образующих корпус, могут, например, иметь как ту же шероховатость поверхности, так и меньшую шероховатость поверхности.
В вариантах выполнения наружная емкость является прозрачной, при этом внутренняя емкость является непрозрачной, имеющей предпочтительно отражающую свет наружную поверхность, такую как поверхность серебристого цвета, который можно комбинировать с другими цветами, такими как без ограничения коричневый, желтый, янтарный, зеленый, красный или черный.
В вариантах выполнения набор преформы для интегрального формования раздувом емкости, в особенности по любому из предыдущих вариантов выполнения, содержащий, по меньшей мере, наружную преформу и внутреннюю преформу, помещающуюся по меньшей мере частично в наружной преформе, при этом обе имеют часть, образующую горловину, часть, образующую заплечик, и часть, образующую корпус, при этом, по меньшей мере, первая из внутренней и наружной преформы имеет область поверхности, контактирующую с другой из внутренней и наружной преформ, при этом:
- по меньшей мере, часть указанной области имеет шероховатость поверхности, составляющую, по меньшей мере, 0,1 Ra и/или шероховатость поверхности, составляющую, по меньшей мере, на 0,1 Ra больше, чем шероховатость области поверхности другой из внутренней или наружной преформы, с которой она контактирует, и/или
- по меньшей мере, часть указанной области имеет такую шероховатость, что в емкости, выполненной интегрально путем формования раздувом из указанной сборной преформы области поверхности емкости, выполненной из указанной области поверхности, имеет шероховатость поверхности, составляющую, по меньшей мере, 0,1 Ra и/или шероховатость поверхности, по меньшей мере, на 0,1 Ra превышающую шероховатость поверхности смежной области поверхности смежной емкости.
Предпочтительно первая преформа является внутренней преформой.
На Фиг. 12А схематично показана емкость 20, частично в сечении, демонстрирующая внутреннюю емкость 2А и наружную емкость 3А, при этом указанная внутренняя емкость 2А продолжается внутрь наружной емкости 3А. Между внутренней и наружной емкостями 2А, 3А показано пространство 31 между обращенными друг к другу частями 70, 71 поверхности соответствующей внутренней и наружной емкостей 2А, 3А. как можно видеть, внутренняя емкость 2А имеет часть 50А заплечика с частью 70 поверхности, имеющей большую шероховатость поверхности, чем шероховатость части 71 поверхности, смежной с частью 50А заплечика. Область 71 поверхности части 50В горловины наружной емкости 3А, противоположная части 50/А заплечика внутренней емкости 2 в данном варианте выполнения имеет малую шероховатость поверхности, чем шероховатость части 50А, образующей заплечик, внутренней емкости 2А, например, от 0,05 до 0,1 Ra. Показано, что такая повышенная шероховатость поверхности или различие в шероховатости, по меньшей мере, способствует эффекту, что в такой емкости 20 давление, необходимое в пространстве 31 для толкания внутренней емкости или слоя 2А внутрь, от наружной емкости или слоя 3А, менее необходимой в подобной емкости без относительно шероховатой области поверхности.
На Фиг. 12В также схематично показана емкость 2, частично в сечении, демонстрирующая внутреннюю емкость 2А и наружную емкость 3А, при этом указанная внутренняя емкость 2А продолжается внутрь наружной емкости 3А. между внутренней и наружной емкостями 2А, 3А показано пространство 31 между обращенными друг к другу поверхностями 70, 71 соответственно внутренней и наружной емкостей 2А, 3А. как можно видеть, внутренняя емкость 2А имеет наружную и внутреннюю поверхности 70, 72 с большей шероховатостью поверхности, чем имеет поверхность 71 наружной емкости, которая, например, может составлять от 0,05 до 0,1 Ra. Показано, что такая повышенная шероховатость поверхности или различие в шероховатости поверхности, по меньшей мере, способствует эффекту, что в такой емкости 20 давление, необходимое в пространстве 31 для толкания внутренней емкости или слоя 2А внутрь, от наружной емкости или слоя 3А, менее необходимой в подобной емкости без относительно шероховатой области поверхности.
Как раскрыто ранее, шероховатость поверхности внутренней и/или наружной емкости 2А, 3А может быть увеличена путем добавления частиц в пластиковую массу, из которой может быть выполнена соответствующая внутренняя или наружная емкость.
Эти частицы, такие как, например, хлопья, например, металлические или металлизированные частицы, такие как металлические или металлизированные хлопья, как схематично показано на Фиг. 13А и В, демонстрируя в сечении часть стенки емкости.
На Фиг. 13А показано поперечное сечение стенки 100 емкости, в частности, внутренней емкости 2А, в которой частицы 101 распределены по пластику, образующему стенку 100. Как можно видеть, частицы 101 могут быть распределены относительно равномерно по стенке 100, например, между мономерами и/или полимерами пластика.
На Фиг. 13В показано поперечное сечение емкости, в частности, внутренней емкости 2А и наружной емкости 3А, в которой частицы 101 распределены по пластику, образующему стенку 100 внутренней емкости 2А. как можно видеть, частицы 101 могут быть распределены относительно неравномерно по стенке 100, например, между мономерами и/или полимерами пластика. В данном варианте выполнения частицы 101 в значительной степени перемещены к поверхностям 70, 72 стенки 100.
В вариантах выполнения по Фиг. 13А и В частицы 101 являются хлопьями, имеющими измерение d в одном направлении, значительно меньшее, чем в двух направлениях перпендикулярно указанному одному направлению. Указанные хлопья 101 таким образом имеют форму листа или пластинки и могут быть по существу плоскими или изогнутыми. В варианте выполнения хлопья 101 могут быть металлическими хлопьями, в частности, алюминиевыми хлопьями, обеспечивающими серебристый цвет. Указанные хлопья могут быть ориентированы по существу параллельно поверхностям 70, 72, которые могут быть результатом растяжения стенки во время формования раздувом. В направлении перпендикулярно стенке указанные хлопья 101 могут частично накладываться. Указанные частицы обеспечивают соответствующую емкость, в частности, внутреннюю емкость, в частности, серебристый цвет, делающий внутреннюю емкость 2А непрозрачной. Кроме обеспечения желаемых шероховатых поверхностей 70, 72, указанные хлопья 101 также способствуют правильному нагреванию внутренней и наружной емкостей 2А, 3А до и во время формования раздувом, в частности, формования с раздувом и вытяжкой. Альтернативно указанные частицы 101 могут иметь разную форму, например, полусферическую, сферическую или другу.
Пример
В сравнительных примерах выполнены емкости по таблице 1, объемом 20 литров. Выполнены четыре различных варианта выполнения, все из которых имеют прозрачную наружную преформу и емкость 3, 3А, но различные внутренние преформы и емкости 2, 2А. Первые две внутренние преформы выполнены с использованием янтарного красителя, типа Holcobatch Amber nr. 131-10-15619, составляющего 0,4% от веса преформы, обеспеченного Holland Colours, Нидерланды. Третья и четвертая внутренняя преформы выполнены с использование серебристого красителя, типа Holcobatch Silver, 131-1615, составляющего 1,0% от веса преформы, обеспеченного Holland Colours, Нидерланды. В качестве контрольного образца та же емкость выполнена без красителя. Несколько емкостей выполнены для каждого примера для получения средних показаний.
После формования раздувом внутренняя емкость 2А емкости 20 восстанавливают путем удаления наружной емкости 3А, после чего шероховатость поверхности измеряют на наружной поверхности образцов, взятых из внутренне емкости в центре корпуса.
В первом и третьем примерах внутренние преформы выполняют литьем под давлением в форме, известной в уровне техники, используемой для выполнения преформ для емкостей, имеющих минимальную шероховатость поверхности.
Шероховатость поверхности внутренней емкости янтарного цвета составляет от 0,05 до 0,1 мкм Ra. Шероховатость поверхности третьей внутренней емкости серебристого цвета составляет от 0,3 до 0,4 мкм Ra.
Во втором и четвертом примерах внутренние преформы выполнены литьем под давлением в форме, подобной с используемой для первой и третьей преформах, внутренняя поверхность которой для получения наружной поверхности преформ выполнена шероховатой до 9,4 мкм Ra. Указанная шероховатость поверхности третьей внутренней емкости янтарного цвета составляет около 0,4 мкм Ra. Шероховатость поверхности четвертой внутренней емкости серебристого цвета составляет около 0,7 мкм Ra.
Шероховатость поверхности такова, что показатели Rz и Ry относительно низки.
Далее а таблице 2 приведены позиции для четыре внутренних емкостей, как описано выше.
Таблица 2
Первая внутренняя емкость (янтарь, гладкая): АК-ВО-0147
Вторая внутренняя емкость (янтарь, текстурная): АК-ВО-0148
Третья внутренняя емкость (серебристая, гладкая): АК-ВО-0149
Четвертая внутренняя емкость (серебристая, текстурная): АК-ВО-0150
На Фиг. 14 для четверых емкостей 20, выполненных с внутренними емкостями по Таблице 2, приведено начальное давление и распределение начального давления, необходимое для начала высвобождения внутренней емкости из наружной при приложении давления к емкости 20, в частности, пространству 31 между внутренней и наружной емкостями через отверстие 30 в наружной емкости, к которому выполнена верхняя часть емкости 20 по варианту выполнения по Фиг. 10. Примеры каждой емкости протестированы, в которой внутренний объем V наполнен воздухом и водой. В таблице 3 даны средние значения начального давления для четвертых видов емкости, наполненных воздухом и водой.
Из этих экспериментов понятно, что емкости первого и второго типа, имеющие окрашенные в янтарный цвет внутренние емкости, демонстрируют больший диапазон различного начального давления, чем емкости третьего и четвертого типа. Кроме того, их среднее начальное давление значительно выше среднего начального давления третьей и четвертой емкостей. Для газированного или другого газообразного содержимого, такого как газированные или другие с содержанием газа напитки, предпочтительно выполнены емкости 2А, 3А, 20 таким образом, что необходимое давление таково, что во внутренней емкости давление можно поддерживать по существу на уровне равновесного давления газа в напитке при желаемой выдачной температуре. Для пива это может быть уровень в среднем около 1,2-1,6 бар абсолютного давления (или около 0,2-0,6 бар).
В вариантах выполнения горловинная часть 8 первой внутренней преформы 2 может продолжаться в горловину 9 второй преформы 3 только в такой степени, что часть внутренней поверхности горловинной части 9 наружной второй преформы 3 свободно лежит выше горловинной части 8 внутренней преформы 2. Крышка 33 может быть, например, соединена с внутренней поверхностью второй преформы 9 в горловине. Если есть, пространство 31 может быть доступно из горловины или снаружи горловины.
Частицы 101 могут быть обеспечены различным образом, например, как элементы, снабженные покрытием, например, металлизированные, и могут иметь различные цвета. Предпочтительно частицы, обеспеченные для окрашивания соответствующей преформы, например, внутренней преформы, но предпочтительно не являются красителями, растворимыми в пластиковом материале, как пигменты. Указанные частицы предпочтительно по существу сохраняют их начальную массу и/или форму и/или конституцию, хотя слой покрытие, если применимо, может частично или полностью исчезать в пластиковом материале.
В альтернативных вариантах выполнения можно получить емкости 20 по описанию, в которых дополнительно или альтернативно часть области поверхности может быть снабжена или выполнена как пенопласт, в частности, вспененный РЕТ или слой смеси РЕТ, например, получаемый с помощью технологии MuCell ® впрыскивания микроклеточной пены, разработанной PTI. Такая область поверхности снова может способствовать высвобождению контактирующих областей поверхности емкостей 2А, 3А при относительно низком давлении, как указано ранее.
Изобретение никаким образом не ограничено раскрытыми и показанными вариантами выполнения. Возможны многие варианты в пределах объема изобретения, включая комбинации и эквиваленты также описанных различных элементов этих вариантов выполнения.
Например, сборная преформа может быть снабжен более чем двумя преформами, в то время как различные защитные слои могут быть обеспечены на частях или всех поверхностях одной или более преформ, например, без ограничения барьерные слои и/или сетка и/или рукав для предотвращения вздутия емкости. Путем изменения преформ могут быть обеспечены различные объемы, при этом первая преформа может быть выполнена меньше, например, короче по длине, при измерении по продольной оси L, так что нижняя часть расположена на расстоянии от второй преформы, то есть, первую преформу растягивают первой, до растяжения второй преформы. В случае сжимаемой емкости давление для сжатия можно приложить другим образом, например, без ограничения средствами механического или химического сжатия. Можно использовать другие материалы, при этом преформы могут быть скомбинированными различным образом, например, без ограничения, вручную или автоматически вне устройства литья под давлением. Внутренняя подкладка, деформируемый слой или деформируемая емкость могут быть обеспечены в двуслойной (или более) емкости как отдельный элемент. Частицы могут быть различным образом распределены в пластиковом материале и могут быть частично или полностью объединены с цепочками пластика. Они могут иметь различные цвета, поскольку они обеспечивают шероховатость, по меньшей мере, части поверхности емкости, выполненной из преформы, содержащей эти частицы.
В объеме настоящего изобретения возможны эти и другие изменения емкостей, преформ, сборных преформ и/или способов.
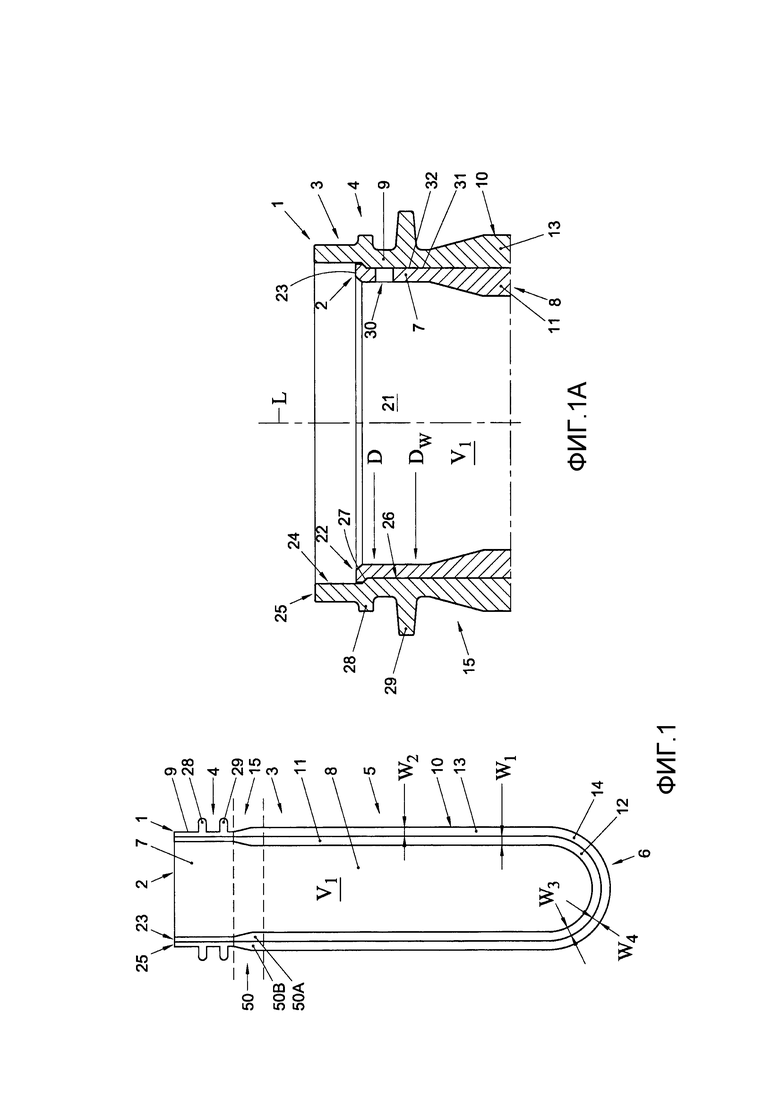
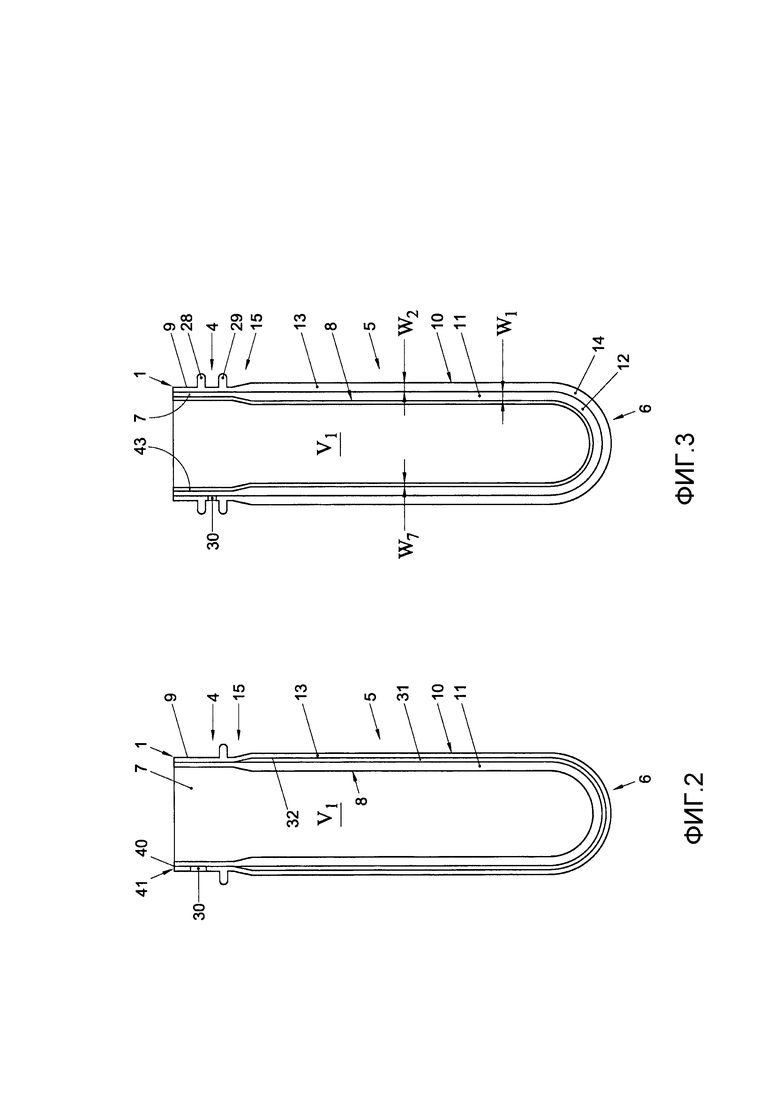
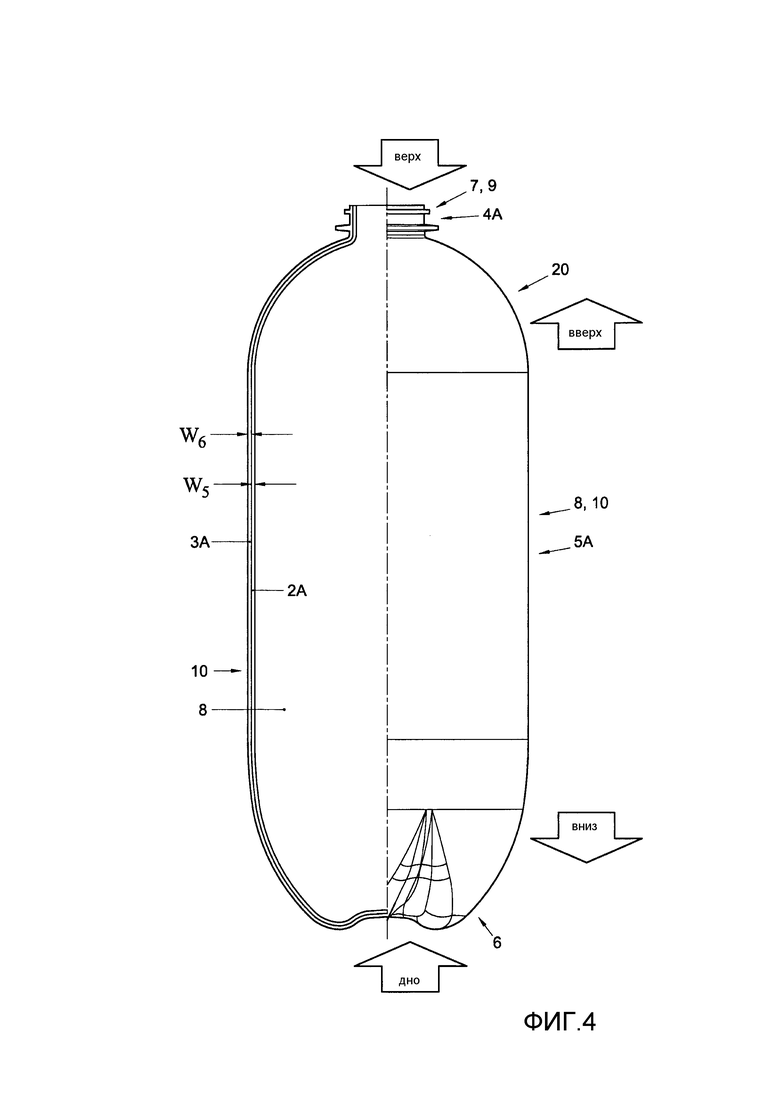
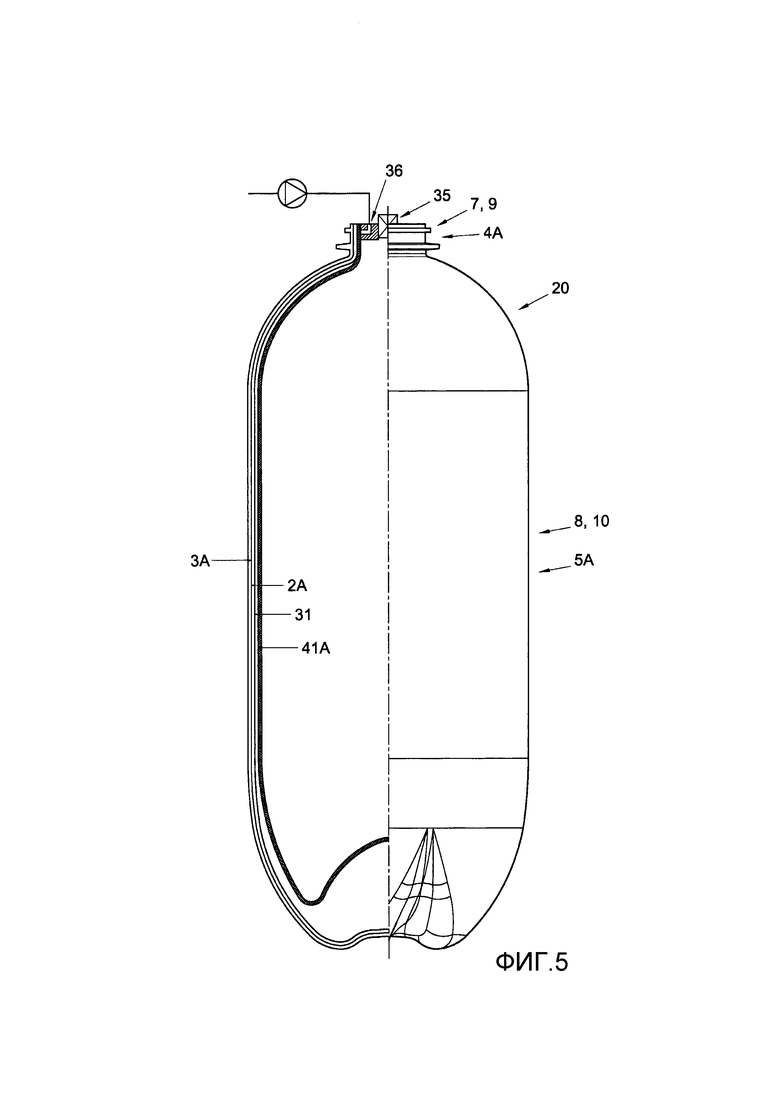
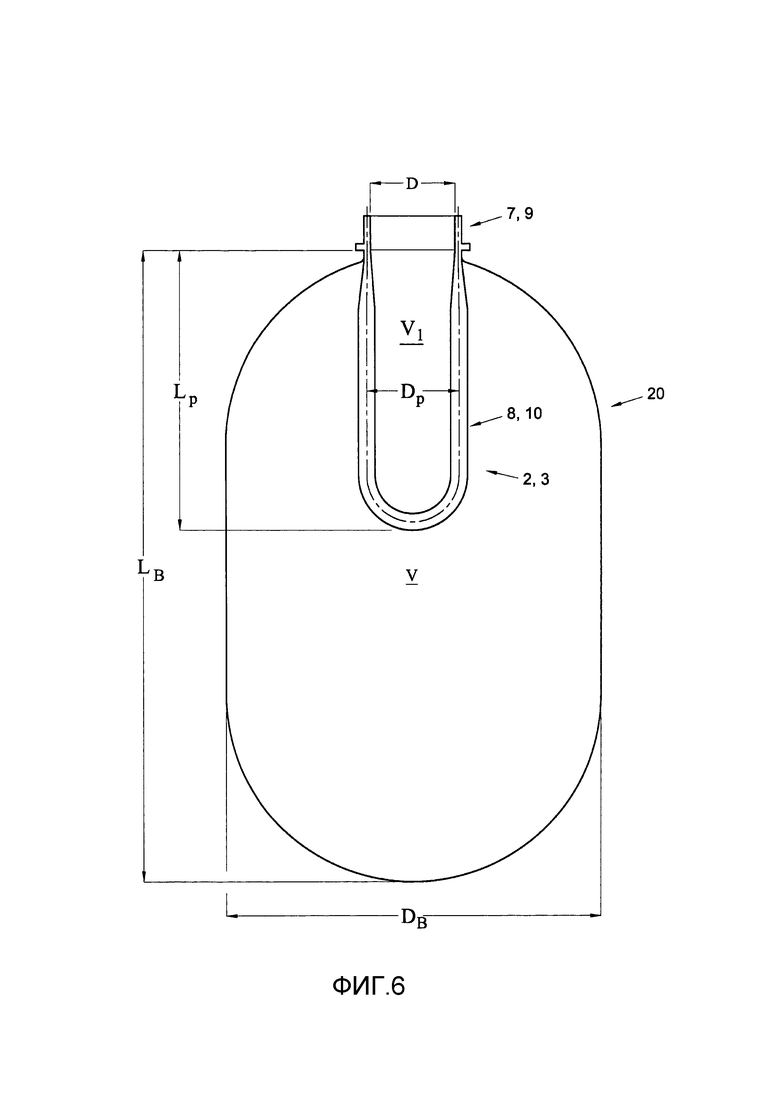
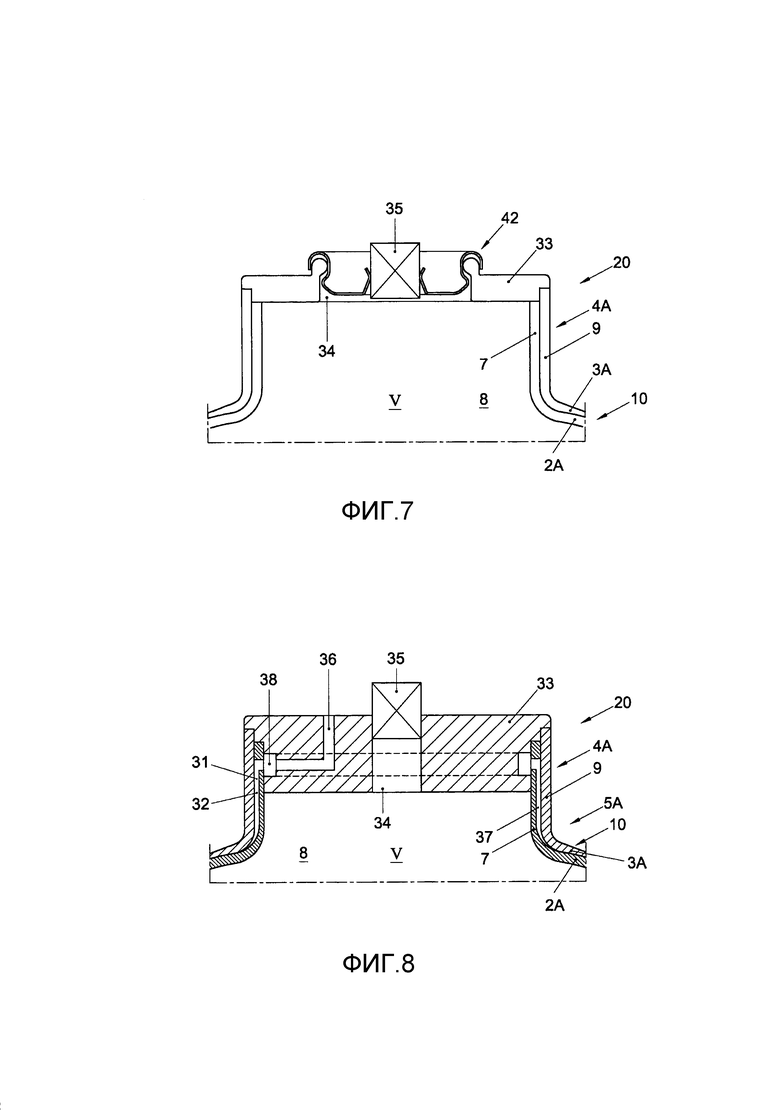
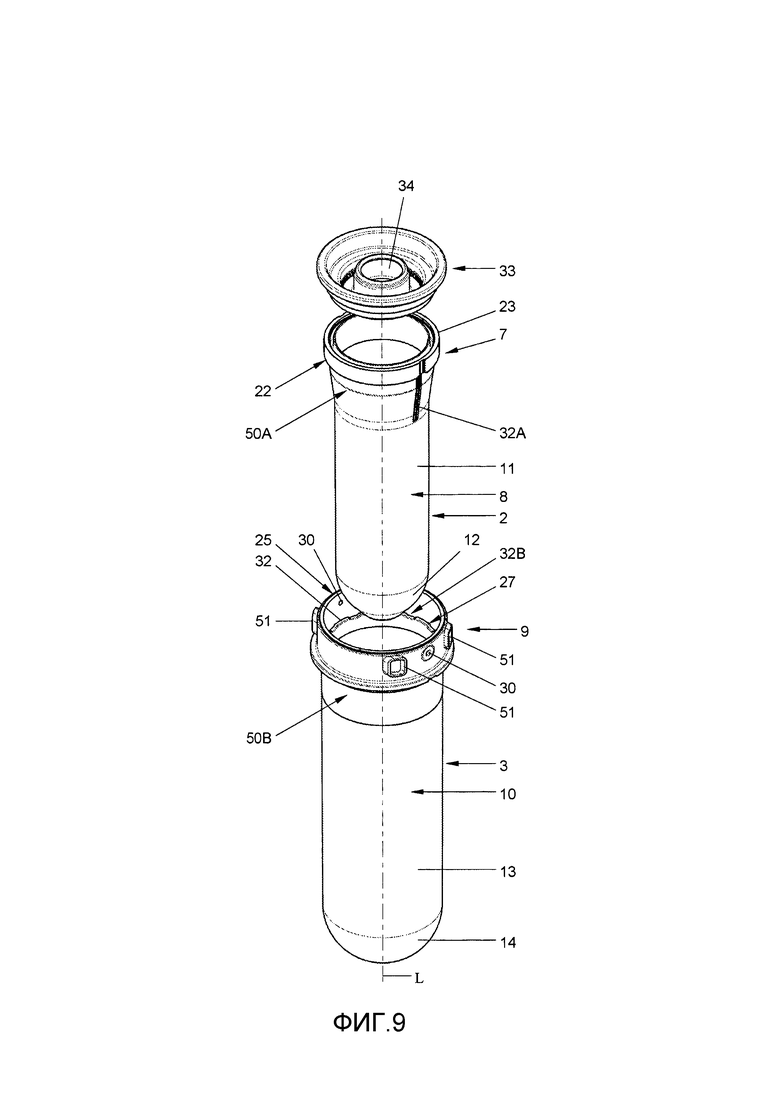
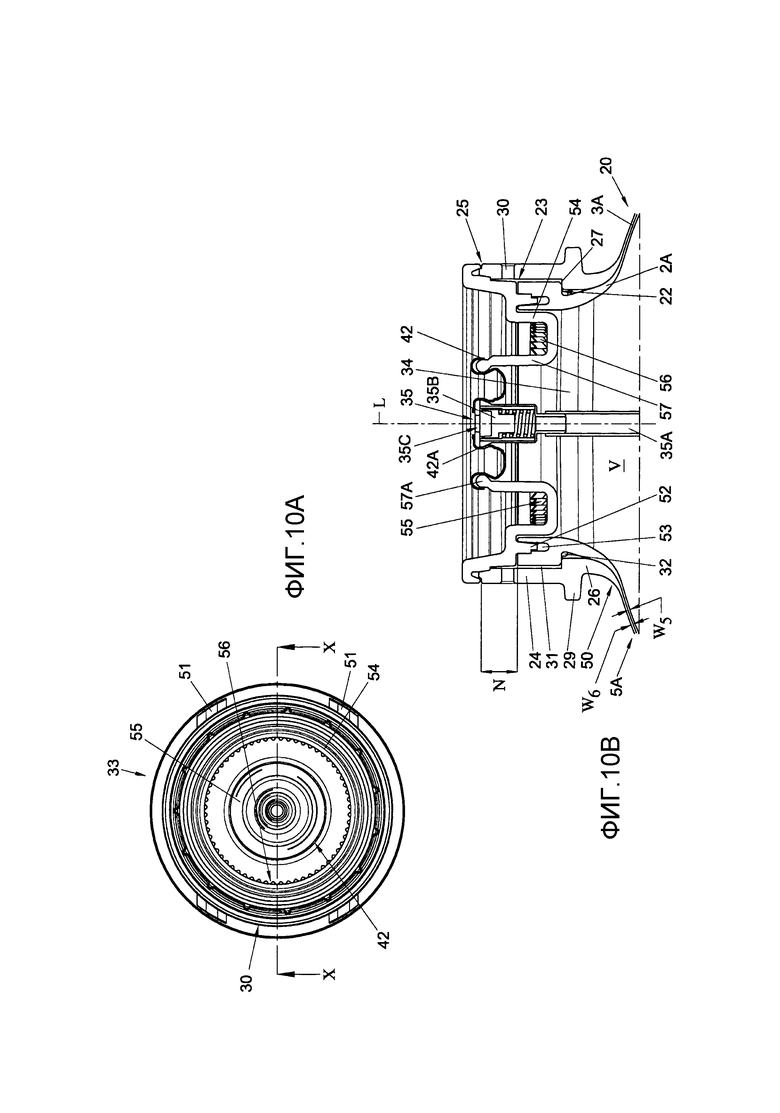
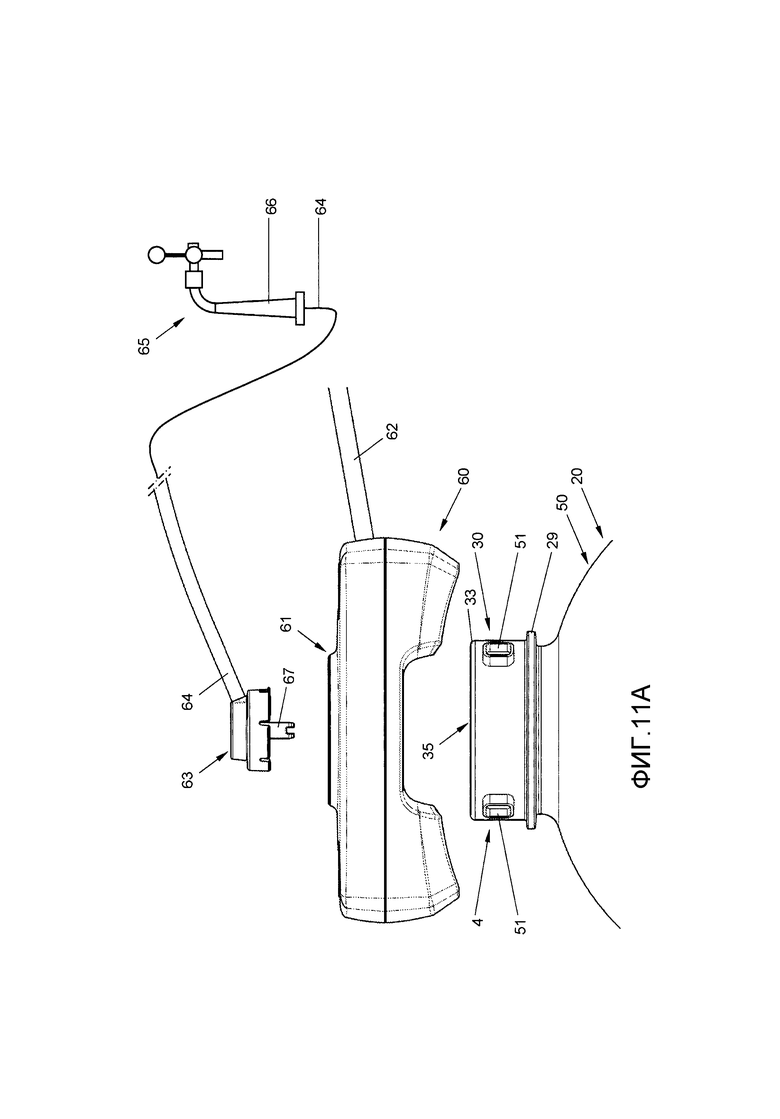
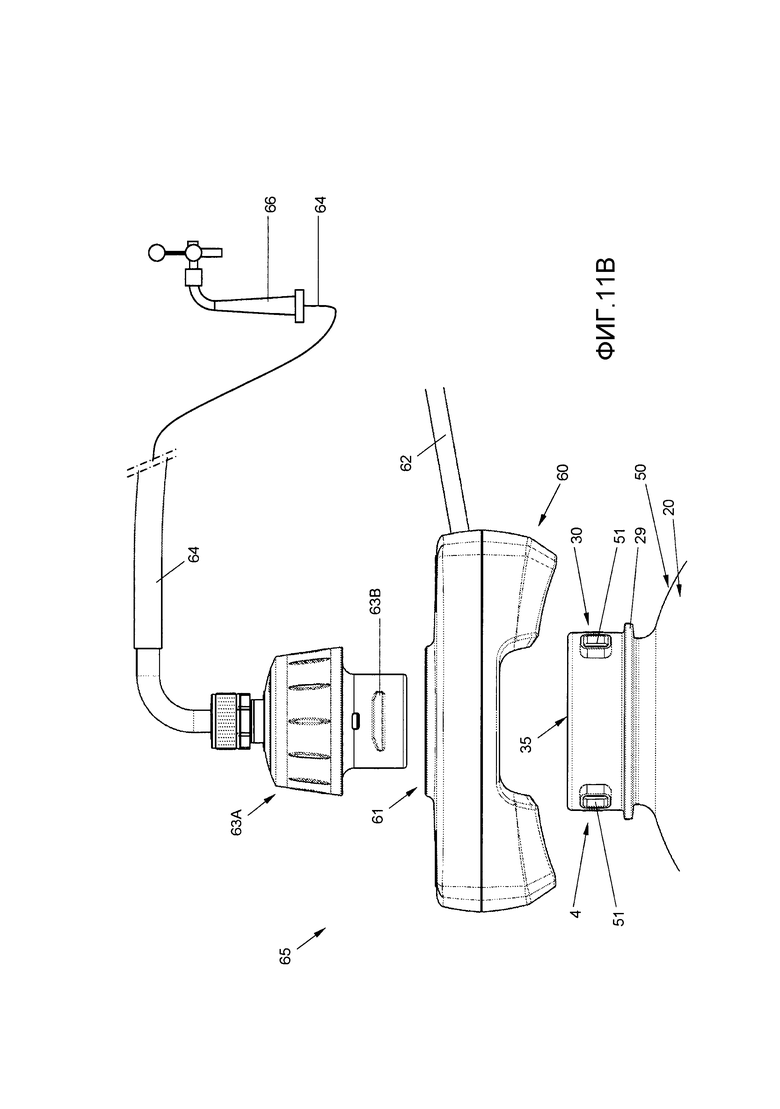
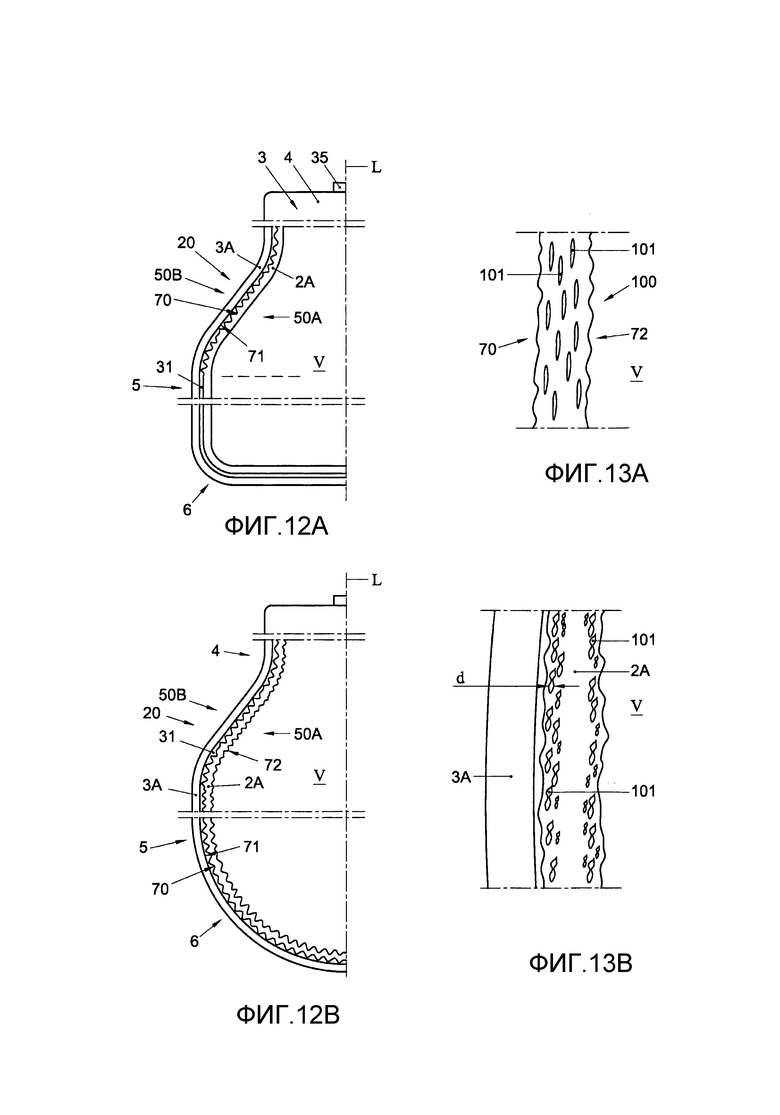
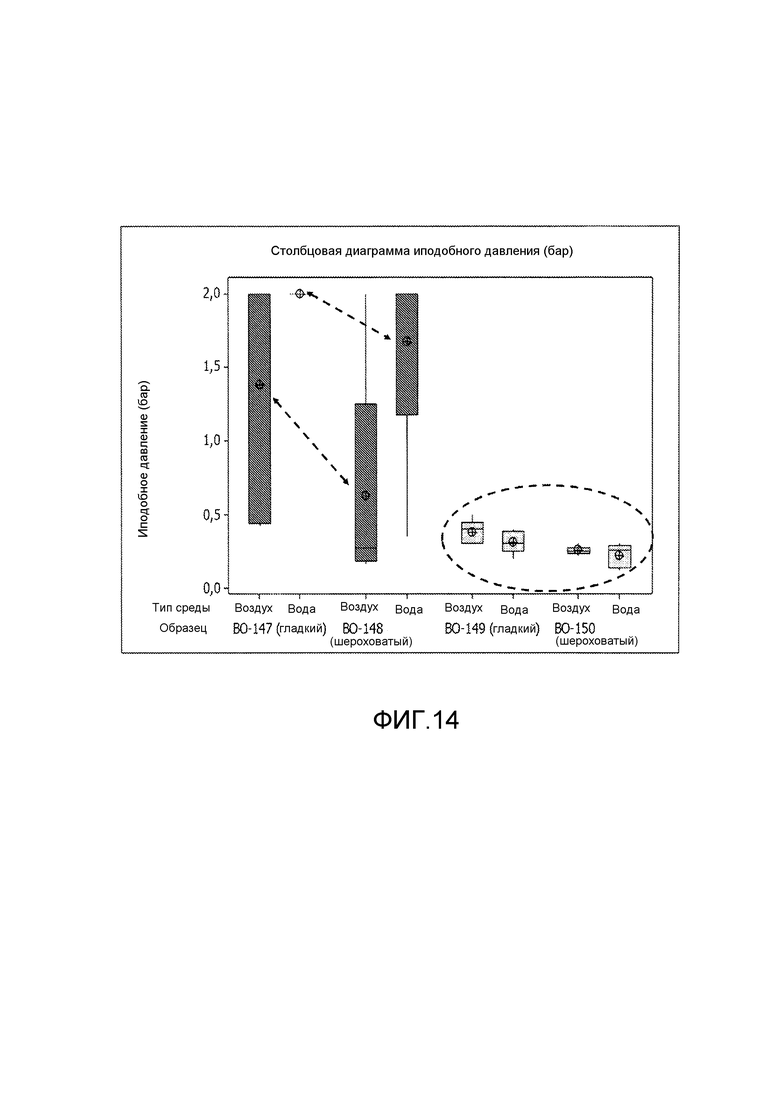
Формованная раздувом емкость содержит внутреннюю емкость и наружную емкость с обращенными друг к другу поверхностями. Поверхности выполнены с возможностью отделения друг от друга. По меньшей мере часть по меньшей мере одной из обращенных друг к другу поверхностей имеет шероховатость более чем около 0,1 Ra, и/или разница в шероховатости указанных обращенных друг к другу поверхностей по меньшей мере на их части составляет более чем около 0,1 Ra. Группа изобретений обеспечивает легкое разделение указанных поверхностей с уменьшением давления газа, подаваемого между емкостями. 5 н. и 23 з.п. ф-лы, 14 ил., 4 табл., 1 пр.
1. Формованная раздувом емкость, содержащая внутреннюю емкость и наружную емкость с обращенными друг к другу поверхностями, причем поверхности выполнены с возможностью отделения друг от друга, при этом по меньшей мере часть по меньшей мере одной из обращенных друг к другу поверхностей имеет шероховатость более чем около 0,1 Ra, и/или разница в шероховатости указанных обращенных друг к другу поверхностей по меньшей мере на их части составляет более чем около 0,1 Ra.
2. Емкость по п. 1, в которой указанная по меньшей мере одна поверхность является наружной поверхностью внутренней емкости.
3. Емкость по п. 1 или 2, в которой внутренняя и наружная емкости имеют горловинную область, при этом часть наружной поверхности горловинной области внутренней емкости и/или часть внутренней поверхности горловинной области наружной емкости имеет шероховатость, составляющую по меньшей мере 0,1 Ra.
4. Емкость по любому предшествующему пункту, в которой указанная шероховатость поверхности составляет по меньшей мере 0,25 Ra, предпочтительно от 0,25 до 2, более предпочтительно от 0,25 до 1.
5. Емкость по п. 4, в которой указанная шероховатость составляет по меньшей мере 0,30 Ra.
6. Емкость по любому предшествующему пункту, в которой внутренняя емкость и/или наружная емкость, имеющая указанную шероховатость поверхности на по меньшей мере части поверхности, содержит частицы, включенные в стенку, между пластик-образующими цепочками указанной пластиковой стенки емкости.
7. Емкость по п. 6, в которой частицы выполнены из или по меньшей мере содержат материал, отличающийся от пластика стенки указанной емкости, например металл.
8. Емкость по п. 6 или 7, в которой частицы являются хлопьями или содержат хлопья, в частности металлические хлопья, особенно алюминиевые хлопья.
9. Емкость по любому из пп. 6-8, в которой указанные частицы составляют от 0,5 до 5%, особенно от 0,5 до 2% по весу.
10. Емкость по любому предшествующему пункту, в которой указанная емкость выполнена путем формования раздувом из преформы-в-преформе, при этом по меньше мере одна из преформ выполнена по меньшей мере частично шероховатой после ее литья под давлением, и/или по меньшей мере одна из преформ выполнена литьем под давлением в форме, имеющей по меньшей мере частично шероховатую поверхность формы, и/или по меньшей мере одна из преформ снабжена вспененным поверхностным слоем пластика, например РЕТ.
11. Емкость по любому предшествующему пункту, в которой по меньшей мере одна или предпочтительно обе из внутренней емкости и наружной емкости выполнены из РЕТ, или смеси РЕТ, или подобного кристаллического или полукристаллического пластика, при этом указанная внутренняя преформа соединена с наружной емкостью в горловинной области, закрывая пространство между внутренней и наружной емкостями, при этом по меньшей мере одно отверстие обеспечено в указанном пространстве для введения среды под давлением в указанное пространство, при этом указанная емкость имеет корпус, в котором наружная емкость примыкает к внутренней емкости, причем внутренняя емкость может быть сжата указанной средой под давлением ниже 2 бар абсолютного давления.
12. Емкость, выполненная путем формования раздувом из сборной преформы, содержащая первую преформу и вторую преформу, предпочтительно по любому из пп. 1-11, в которой первый слой емкости выполнен из первой преформы, а второй слой снаружи первого слоя выполнен из второй преформы, при этом пластиковый материал первой преформы растянут в большей степени для образования первого слоя, чем материал второй преформы для образования второго слоя.
13. Емкость по любому из пп. 1-12, в которой внутренняя и наружная емкости имеют горловинную область, в которой часть наружной поверхности горловинной области наружной емкости имеет шероховатость поверхности, составляющую по меньшей мере 0,1 Ra, при этом дополнительные части наружной поверхности внутренней емкости и внутренней поверхности наружной емкости по меньшей мере частей, образующих корпус, имеют ту же шероховатость поверхности или меньшую шероховатость.
14. Емкость по любому предшествующему пункту, в которой наружная емкость является прозрачной или полупрозрачной, при этом она может быть окрашенной, а внутренняя емкость может быть непрозрачной, имеющей предпочтительно отражающую свет поверхность, такую как поверхность серебристого цвета.
15. Набор преформ для интегрального формования раздувом емкости, в частности, по любому предшествующему пункту, содержащий по меньшей мере наружную преформу и внутреннюю преформу, помещаемую по меньшей мере частично внутри наружной преформы, при этом обе имеют горловинную часть, часть, образующую заплечик, и часть, образующую корпус, при этом по меньшей мере первая из внутренней и наружной преформ имеет область поверхности, контактирующую с другой из внутренней или наружной преформ, при этом:
по меньшей мере часть указанной области имеет шероховатость поверхности, составляющую по меньшей мере 0,1 Ra, и/или шероховатость, превышающую на по меньшей мере 0,1 Ra шероховатость области поверхности другой из внутренней и наружной преформ, с которой она контактирует, и/или
по меньшей мере часть указанной области имеет шероховатость поверхности, так что в емкости, выполненной путем формования раздувом из указанной сборной преформы, область поверхности емкости, выполненная из указанной области поверхности, имеет шероховатость поверхности, составляющую по меньшей мере 0,1 Ra, и/или шероховатость, превышающую на по меньшей мере 0,1 Ra шероховатость области смежной поверхности смежной емкости.
16. Набор преформ по п. 15, в которой указанная первая преформа является внутренней преформой.
17. Набор преформ по п. 15 или 16, в котором указанная первая преформа выполнена литьем под давлением из пластика и имеет стенку, в которой распределены частицы, особенно хлопья, включенные в мономерные и/или полимерные цепочки пластика.
18. Набор преформ по п. 17, в котором частицы, особенно хлопья, содержат материал, отличающийся от пластика, особенно металл или металлизированные частицы.
19. Набор преформ по п. 17 или 18, в котором указанные частицы отражают свет и/или имеют цвет, в частности имеют по меньшей мере частично серебристый цвет, например выполнены из алюминия.
20. Набор преформ по любому из пп. 17-19, в котором указанные частицы являются хлопьями или содержат хлопья.
21. Набор преформ по любому из пп. 17-20, в котором указанные частицы содержатся в слое материала, имеющего точку плавления ниже, чем частицы и/или пластик, например воск или материал типа воска, предпочтительно материал типа воска, не осыпающийся с преформы или емкости во время и/или после формования раздувом емкости из указанного набора преформ.
22. Набор преформ для формования раздувом емкости, содержащей по меньшей мере первую и вторую преформы, предпочтительно по любому из пп. 15-21, в котором первая преформа расположена внутри второй преформы до формования раздувом преформ в емкость, при этом каждая преформа имеет часть, образующую корпус, которая имеет толщину стенки менее чем около 8 мм, предпочтительно менее чем около 6 мм.
23. Набор преформ по любому из пп. 15-22, в котором по меньшей мере одна из преформ имеет шероховатость по меньшей мере частично, после ее литья под давлением, и/или в котором по меньшей мере одна из преформ выполнена литьем под давлением в форме, имеющей по меньшей мере частично шероховатую поверхность формы.
24. Набор преформ по п. 23, в котором шероховатость поверхности части преформы, шероховатой после литья под давлением или выполнения в указанной шероховатой форме, составляет около 0,1 Ra или более, особенно более 0,3 Ra, особенно более 0,5 Ra, например от 0,6 до 0,7 Ra.
25. Сборная преформа по любому из пп. 15-24, в которой по меньшей мере вторая преформа, предпочтительно первая и вторая преформы, выполнена из стандартного РЕТ, предпочтительно свободного от противокристаллизационных добавок.
26. Сборная преформа по любому из пп. 15-25, в которой указанная сборная преформа образует многослойную преформу, в которой по меньшей мере одна из преформ или слоев содержит указанные частицы, особенно частицы в виде хлопьев.
27. Способ выполнения сборной преформы для формования раздувом емкости, при этом первую преформу выполняют литьем под давлением, и вторую преформу выполняют литьем под давлением, в котором первую преформу вставляют во вторую преформу, и/или вторая преформа обеспечена поверх первой преформы, при этом по меньшей мере одну из преформ, предпочтительно первую преформу, выполняют литьем под давлением из пластмассы, содержащей частицы, отличающиеся от пластика, особенно металл и/или металлизированные частицы, такие как металлические и/или металлизированные хлопья.
28. Способ по п. 27, в котором частицы добавляют в массу пластика до литья под давлением, причем эти частицы по меньшей мере частично включены и/или обеспечены в слое покрытия, выполненном из другого материала, особенно материала, имеющего температуру плавления ниже температуры плавления пластика.
| US 6238201 B1, 29.05.2001 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| УСТРОЙСТВО АКВАРИУМНОГО ТИПА С ОСОБЫМ ОПТИЧЕСКИМ ЭФФЕКТОМ | 1996 |
|
RU2110174C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| EA 200701973 A1, 28.04.2008 | |||
| Прогрессивная фрикционная передача | 1947 |
|
SU70500A1 |

